塑胶件缺陷基本知识
塑胶件常见缺陷及原因分析
塑胶件常见缺陷及原因分析塑胶件是一种广泛应用于各个领域的制品,如电子、汽车、家电、医疗等行业。
然而,塑胶件在生产过程中很容易出现一些常见缺陷,这些缺陷可能会影响产品的使用性能和质量。
因此,了解这些常见缺陷及其原因是很重要的,可以帮助我们更好地预防和解决这些问题。
下面是几种常见的塑胶件缺陷及其原因分析:1.短射:短射是指在注射成型过程中,塑料材料未能充满模具腔体的情况。
造成短射的原因可能是注射速度过快,或者注射压力不足。
此外,模具设计或制造不当也可能导致短射现象。
2.气泡:气泡是塑胶件表面或内部出现的空腔,对产品的外观和力学性能有很大影响。
气泡的产生通常是由于塑料材料内部存在气体或水分,而在注射成型过程中被加热而膨胀形成。
此外,注射成型机的设定参数不正确,如注射压力或速度过高,也会导致气泡的产生。
3.烧焦:烧焦是指在注射成型过程中,塑料材料出现过热而烧焦的现象。
这通常是由于注射温度过高或注射时间过长造成的。
此外,模具内部温度不均匀,或者模具表面有污染物,也会导致烧焦现象发生。
4.翘曲:翘曲是指塑胶件在成型后出现的形状变形问题,通常是由于塑料材料受到不均匀的冷却而引起的。
这可能是由于注射成型机的冷却系统设计不合理,或注射压力过高导致的。
5.流痕:流痕是指塑胶件表面出现的细长痕迹,通常是由于注射过程中塑料材料的流动受到阻碍而造成的。
这可能是由于注射速度过快,或模具通道设计不合理导致的。
6.缩水:缩水是指塑胶件在成型后出现尺寸缩小的现象。
这可能是由于塑料材料在冷却后收缩所致。
此外,注射成型机的注射温度或冷却时间不合适,也会导致塑胶件尺寸缩水。
针对以上常见缺陷,我们可以采取一些措施来预防和解决这些问题。
首先,合理设计模具,考虑到塑料流动性和冷却效果,以减少缺陷的产生。
其次,在注射成型过程中,选择合适的注射参数,如温度、速度和压力等,以确保塑料材料充满模具腔体。
此外,定期清洗和维护注射成型机和模具,以避免污染物对塑胶件质量的影响。
塑胶件常见的缺陷产生原因及解决办法

塑胶件常见的缺陷产生原因及解决办法一、设计方面的缺陷:1.不合理的尺寸设计:塑胶件的尺寸设计不合理可能导致尺寸偏差过大、尺寸不一致等问题。
解决方法是根据塑胶件的具体用途和要求进行合理的尺寸设计,并进行合适的工艺分析和模流分析。
2.没有考虑到材料的特性:不同塑料材料具有不同的热胀冷缩系数、熔融温度等特性,设计时没有考虑到这些特性可能导致尺寸偏差、变形等问题。
解决方法是根据塑料材料的特性进行合适的设计和模具制造选型。
3.模具设计问题:模具设计不合理或者制造质量不过关可能导致塑胶件的缺陷问题。
解决方法是进行合理的模具设计,并选择专业的模具制造厂家。
4.不合理的壁厚设计:塑胶件的壁厚设计不合理可能导致塑胶件变形、收缩不均匀等问题。
解决方法是根据塑胶件的材料特性和实际使用要求进行合理的壁厚设计。
二、材料方面的缺陷:1.材料质量问题:不合格的原料质量可能导致塑胶件出现异味、颜色不均匀等问题。
解决方法是选择合格的塑料原料供应商,并进行原料的严格检验。
2.材料混合不均匀:塑料材料在加工过程中没有充分混合均匀可能导致塑胶件的颜色不均匀等问题。
解决方法是进行充分的原料预处理和混炼,确保塑料材料的均匀性。
3.熔体温度不均匀:塑料材料在注塑过程中温度不均匀可能导致塑胶件尺寸偏差、表面气泡等问题。
解决方法是调整注塑机的温度控制系统,确保熔体温度均匀稳定。
三、工艺方面的缺陷:1.注塑工艺参数设置不当:注塑过程中,如射胶压力、射胶速度、冷却时间等工艺参数设置不当可能导致塑胶件出现尺寸偏差、气泡、表面缺陷等问题。
解决方法是根据塑料的特性和产品要求进行合理的工艺参数设置。
2.模具温控不均匀:模具温度不均匀可能导致塑胶件出现收缩不一致、尺寸偏差等问题。
解决方法是进行模具温度分析和温控系统的优化。
可以采用热流道模具、快速温度控制系统等技术手段解决问题。
3.模具保养不当:模具的使用寿命长,如果没有进行定期的保养和维修可能导致塑胶件出现模纹、模具磨损等问题。
塑料件常见不良
十三、破损/缺口:尤其是对插口不可以有。
破损/缺口
十四、油污:外观件、浅色件特别明显
油污NG!
披锋
毛边
六、多胶:
多胶 NG
七、黑点/异色点:在零件表面有不同的颜色
黑点NG!
八、变形:
平面中间拱起变形
柱子弯曲变形
九、披锋丝(拉丝):
披锋丝(拉丝)NG
十、顶高(顶白):顶针把零件表面顶起
顶高(顶针印)
十一、顶穿(顶破): 顶针把零件表面顶出深坑 甚至零件被顶穿破
顶穿
十二、烧焦:通常表面有细微孔状,色泽发暗
品质培训教材
塑胶件的24种常见分
缩水(凹痕) 缩水(凹痕)
二、气纹:塑料件表面明显的光泽差异
气纹
三、缺料:零件不完整
缺料
四、水口(进胶口)不平整: 所有塑料件都有进胶点, 通常高度小于0.1mm
水口不平
五、披锋(毛边):所有的分型线都会存在, 通常高度小于0.1mm
塑胶件常见缺陷产生的原因及解决方法

塑胶件常见缺陷产生的原因及解决方法1.原材料质量问题:塑胶件常见的原材料问题包括原材料中含有杂质、原料失效、原料配比不正确等。
这些问题会导致塑胶件的质量下降和性能降低。
解决方法是对原材料进行严格的检验和筛选,确保原材料的纯度和质量。
2.模具设计问题:模具设计不合理可能导致塑胶件的缺陷,例如模具壁厚不均匀、模腔表面粗糙等。
解决方法是对模具进行合理设计,确保模具的结构和尺寸满足产品要求,并提高模具的制造工艺和加工精度。
3.注塑工艺问题:注塑过程中的工艺参数设置不当会导致塑胶件出现缺陷,例如温度不稳定、压力不均匀、注射速度过快等。
解决方法是优化注塑工艺参数,确保温度、压力、速度等参数的稳定和均匀。
4.模具磨损和损坏:长时间使用会导致模具磨损和损坏,影响塑胶件的质量和外观。
解决方法是加强模具的保养和维护,定期进行模具清洁和润滑,并进行必要的修复和更换。
5.后道工艺问题:塑胶件的后道加工也可能引发缺陷,例如焊接不牢固、喷涂不均匀等。
解决方法是加强后道工艺的控制,提高工艺的稳定性和一致性。
综上所述,要解决塑胶件常见缺陷的问题,需要从原材料选择、模具设计、注塑工艺、模具维护和后道工艺等方面入手,通过优化和控制各个环节,提高产品的质量和性能。
同时,还需要建立健全的质量管理体系,对生产过程进行全面监控和检测,及时发现和解决问题。
最后,还应该加强员工的培训和技能提升,提高操作技术和质量意识,提高产品的一致性和稳定性。
只有通过不断改进和严格控制,才能有效降低塑胶件的缺陷率,提高产品的质量和市场竞争力。
塑胶件常见缺陷产生的原因及解决方法

塑胶件常见缺陷产生的原因及解决方法一、材料问题1.材料选择不当:选择不适合的塑胶材料或材料质量不达标,容易导致塑胶件的缺陷。
解决方法是根据具体要求选择合适的塑胶材料,并进行必要的材料测试和质量控制。
2.材料批次差异:不同批次的塑胶材料可能存在差异,如流动性、收缩率等,导致成型件的缺陷。
解决方法是进行材料测试和合理的材料配方设计,确保不同批次的材料性能稳定一致。
二、工艺问题1.注塑工艺参数不合理:注塑工艺参数(如注射速度、保压时间等)不合理会导致成型件的缺陷,如短流、气泡等。
解决方法是通过优化注塑工艺参数,使之更加合理和稳定。
2.注塑模具设计和制造问题:模具结构不合理、尺寸精度不达标等问题会导致成型件的缺陷,如模具表面瑕疵、尺寸偏差等。
解决方法是进行合理的模具设计和制造,并进行必要的模具修整和维护。
3.注塑材料温度控制不当:材料温度过高或过低都会导致成型件的缺陷,如熔接线、气泡等。
解决方法是通过调整料筒温度、模具温度等进行合理的温度控制。
4.模具开合不良:模具开合不良或夹模力不足会导致成型件的缺陷,如模具压痕、塌陷等。
解决方法是保持模具开合顺畅,并确保夹模力适当。
三、设计问题1.设计尺寸不合理:设计尺寸过大或过小、壁厚不均匀等问题会导致成型件的缺陷,如尺寸偏差、变形等。
解决方法是根据塑胶件的使用要求和成型工艺特点进行合理的尺寸设计,并进行必要的尺寸优化。
2.设计结构不合理:设计结构复杂、壁薄部位过多等问题容易导致成型件的缺陷,如留痕、焊痕等。
解决方法是简化设计结构、增加加强筋等措施,提高塑胶件的强度和表面质量。
3.装配接口设计不当:塑胶件的装配接口设计不当会导致装配困难、配套件脱落等问题,影响整体使用效果。
解决方法是合理设计装配接口,确保装配紧固可靠。
以上是塑胶件常见缺陷产生的原因及解决方法的概述。
在实际生产中,还需要根据具体情况进行详细分析和解决。
为了确保塑胶件的质量,需要在材料选择、工艺控制和设计优化等方面进行全面的控制和改进。
塑胶件常见缺陷

一.塑膠注塑件一般出現的問題:1.粘模(扯模):制品的柱筋及細小多型腔件,在脫模後未能脫模而粘附在模具相應位置;通常因成型壓力偏大,或模具局部粗糙等因素導致.2.走不齊(填充不足):制品結構與所設計的形狀結構不符,局部膠位不滿足,短少,塑件未能完全充滿.通常產生於制品的柱,孔或薄膠位以及離入水口較遠部位,因成型壓力不夠,模濕不足,骨位過薄,局部有油或排氣不夠(困氣)導致膠位不能填充滿.3.多膠:制品結構與所設計的形狀結構不符,局部多出膠位,或塑件表面有點狀物,四周凹陷中間击起,指甲可感覺到,通常由模具成型面碰,崩缺,損傷及細小型芯頂針移位或斷掉導致.4.縮水:制品表面因成型時,冷卻硬化收縮,產生的肉眼可見凹坑或窩狀現象稱為縮水.制品結構的較厚膠位,如骨位,柱位等對應表面,因成型壓力不足,保壓及射膠時間偏短,或模溫偏高,而導致因局部收縮偏大成而造成.、5.夾水紋(熔接痕):熔膠在模腔內流動中分流後再匯合時不充分,不能完全熔合,冷卻後在塑件表面形成的線狀痕跡和線裝熔接縫.因模溫偏低,料溫偏低,制品局部偏薄或模具有粗大型芯及材料流動性不好等都會導致夾水紋產生.溫度及困氣也對其有最大影響.6.烘xx(光影):制品厚薄膠位在熔膠流動時受阻改變方向而形成的光澤不一致現象.通常在水口周圍,塑件表面呈光澤度不夠,顏色灰蒙.制品結構的薄膠位,止口位,扣位與周圍過渡斷差明顯,原料流動性溫差,成型料溫.模溫偏低或射膠壓力速度太大,模具排氣不良,啤塑壓力過高皆易產生烘印.7.披鋒(xx邊):制品的邊,棱,孔,柱端等模具型腔內所有分模線,鑲塊及頂針位相對應位成型後產生較薄的膠料,稱為披鋒,有刺手感覺.合模線,鑲件頂針及活動碰撞位產生較大間隙或成型壓力太大,模具日久磨損,而鎖模不緊,鎖模力不足時易導致披鋒產生.8.氣紋:在入水口位,走膠盡頭及翻水位(在較高寬大骨筋位走膠需改變方向)對應表面形成的與周圍顏色暗,朦的現象.通常因成型射膠速度太大或太小,壓力偏小及模溫偏低,料溫太高導致.9.困氣:制品成型之流程盡頭位置出現的因氣蝕而發亮的現象.模具排氣結構不足,原材料含低分子成分或水分較多,料溫模溫偏高而導致成型時,氣體無法及時排除模腔被壓縮對制品表面造成鋟蝕.10.燒焦:制品表面呈灰白,黃,橙色條狀變色痕跡.通常因困氣或流道,射嘴,料筒有尖銳傷痕位,熔膠在高速流動時受剪切而降解變色,呈燒焦狀.11.混色:制品表面旦線團塊狀與周圍顏色不一致,顏色不均的現象.通常出現在口澆口附近,熔合部位或整個塑件上.原材料和色粉含雜料,或混和不充分,塑化不良導致制品表面顏色不均勻,彩色顏件最容易形成,也與料筒清潔或背壓有關.12.發白:制品水口有脫模時爆裂,發白或不規則斷裂.因成型壓力大,射膠(保壓)(冷卻)時間太長或頂出太快(頂針分佈不合理),水口不光滑等原因導致脫模時水口受力偏大而發生不良,主要發生在透明制品,使用較脆膠料(如PS,PMMA等料).13.水口加工不良:制品水口被剪除偏高,偏低,白化變形,熱剪後卷起及漏加工等.因加工方法不合理,或加工工具不合適,加工不認真,導致水口位加工不合要求,影響外觀或裝配.14.鋸齒邊:加工部位被加工太多或加工面不平滑,因加工方法,工具或人為因素而導致.15.麻點:制品光滑表面出現的細小密集點狀击起,模糊不清晰,指圍感覺不到,稱為麻點.因材料內含有的輔助劑(如防火PC料的陰燃劑),或成型工藝不合理而導致,或原料本身或熔料不好引起.16.拖傷:制品的側邊,孔等位置在脫模時被拖成的痕跡,因制品側邊,孔等位置脫模斜度不夠,蝕紋偏粗或脫出受力偏大導致.17.拖花:出模後造成損傷.通常出現在邊角位上,可能因出模角度與紋路有問題引起.18.拖白:制品的側邊,柱孔等位脫模時產生的發白現象.因制品的側邊,柱孔等位脫模斜度不夠,蝕紋偏粗局部不夠光滑,而導致脫出受力偏大導致.19.頂白:頂針位在脫模頂出時,使對應表面出現發白痕跡或清晰白印,向上击起.因頂針分佈不合理,頂針位結構偏薄.模具頂針過少,或頂出太快,冷卻時間不足,而導致頂傷制品.20.拖絲:水口脫出時,從射嘴拖出的絲狀物未被清除而被成型粘復到焉一制品的表面,呈絲線狀或線狀痕,稱拖絲.因射嘴溫度偏高,或模溫不當,或防流涎裝置不良,或成型工藝不合理導致.21.冷膠:與制品整體膠料未完全融合,有清晰分界線的團塊狀的現象.因模具流道及射嘴等位在上啤時溢出或斷裂遺留的未清除冷膠被成型到下一啤制品外表面所致.22.料花:制品表面細小不規則的冷膠料,稱料花.因模具流道和型腔內遺留有上一啤脫模時的細小碎膠料被成型到下一啤制品上所致.23.氣泡:塑料在充模過程中受到氣體的干擾而在制品表面上呈現中空狀击起,或透明制品膠位內中空泡狀.由塑膠原料水分含量偏大,低分子產物含量偏大,料溫偏高,或背壓不夠,成型工藝不合理,冷卻時間不足等原因造成.24.油漬:制品上附著有模具上的油跡(防銹油,頂針油,或黃油等).在塑件表面呈不規則痕跡,影響塑件光澤度.模具結構位用油太多,清除不夠干凈導致表面產生的斑點狀發亮現狀,稱為油點.頂針及行位,導柱部位用油較多,運動時滴落到模腔內.25.手指印:制品表面有手指印跡.因手指有油污,汗漬而手指接觸到制品表面而產生的印跡.26.膠漬:制品蝕紋部位不規則光亮痕,光滑面呈霧狀,麻點狀不光亮現象.模具表面被細微膠粉遮蓋或被低分子產物遮蔽,而導致制品表面不能清晰表現設計的狀態.27.黑點(雜質點):制品表面的呈不同於制品顏色的點,線狀異物,因原材料,色粉內有異物,或環境中的雜質及模具活動部分損傷的金屬等吸附到模具型腔,而成型到制品表面所致.28.衝紋(流紋):制品表面沿流動(填充)方向呈現的蛇形或放射狀的紋路,呈花紋狀流痕,清晰可見,指圍感覺不到,稱衝紋.因模溫太低或太高,射速過低,或射速過快,半凝固料受到熱熔料推擠而導致.白色件最容易產生.二.塑膠組件一般容易出現的問題:1.尺寸不符:制品尺寸超出圖紙或規定的控制尺寸範圍.因成型時壓力偏大偏小,射膠時間偏長偏短或模具局部鑲件及活動結構位鬆動等原因造成.2.偏位(shift):一般指螺絲柱,孔位等偏離中心,嚴重者會破裂.3.裝配鬆緊:相關制品在組裝時,偏鬆偏緊,影響到產品的使用功能效果或造成生產線裝配困難.因相關制品尺寸超差或結構位不良導致.4.裝配間隙大:相關制品在組裝後,在邊或角位產生間隙(通常以不大0.2mm為合格).因相應制品變形或尺寸超差及局部缺陷導致.5.裝配刮手(段差或錯位):相關制品在組裝後,邊或角位單獨移出,形成斷面差,觸摸刮手.(通常以不大0.2mm為合格)6.裝配卡鍵(JAM KEY):字鈕鍵組裝到相應鈕孔位,字鈕鍵不能順暢按設計功能作回復運動.字鈕孔位有披鋒或尺寸大,按鈕鍵偏大偏小或高度低等原因導致.7.機身不平(變形):相應制品組裝後在自然放置時,機身底部不平(通常以不大於0.2mm腳不平為合格).相關制品因為尺寸超差,扣位不合,收螺絲不平衡,成型及包裝導致扭曲變形而造成.8.虛扣(扣位高低):相關組合件,組裝後扣位未扣實,用手掰開或跌落震機試驗,扣位會張開形成明顯間隙.扣位尺寸超差或整件尺寸超差(模具成型扣位部分鑲件或行位鬆動變形)導致.9.柱爆(xx):柱孔在打螺絲時被打爆裂或發白,或按規定次數重復打螺絲時收不緊(不能受力),柱孔直徑或深度不符,或所用原料機械性能不夠,成型時料溫偏高使機械性能降低而導致.三.塑膠成品一般容易出現的問題:1.噴涂類:(1)塑膠顏色不符:制品外表顏色或蝕紋效果與樣板不一樣(超出一PantoneNo為顏色不符).通常因色粉(色種)配比,原料的底色,料溫的高低造成.(2)顏色不符:噴涂後制品表面顏色不同於樣板或規定的顏色.(通常以一個PantoneNo為標準,超出為不合格).歷為所用油墨色與塑膠件顏色不同,或噴涂層偏厚偏薄導致色差.(3)位置不符:規定噴油的部分未噴或不需噴油的部位被噴上油墨.不明確要求或噴涂工具和程序不合適而導致.(4)粗糙:制品表面噴油層手感不光滑,因噴槍調節不合適,噴涂距離偏近或油墨不符造成.(5)蜂窩點:制品表面噴油層有密集凹陷坑點狀痕.因噴涂方式及噴槍調節不當導致.(6)啞色:指制品表面噴油層不夠光亮,色澤偏暗偏朦.油墨配比不當或噴涂時間距離偏遠或偏近導致.(7)光亮:制品表面噴油層光滑,返光耀眼(通常以樣板程度為標準控制).因油墨配比不當或噴涂層太厚造成.(8)砂紙痕:制品表面噴油層呈現的塊狀條形痕跡.對噴油部位不良缺陷用砂紙加工時,砂紙偏粗,或加工力度偏大導致.(9)有塵:制品表面噴油層呈現,點線狀明顯击起.因制品暴露在環境中時間偏長,環境不夠干凈,油墨不夠純凈而導致.(10)污糟:指制品表面噴油層有不可擦拭清除的髒物,噴槍用壓縮空氣水分含量大,制品表面髒未清除干淨等因素導致噴油後的污糟。
塑胶产品常见缺陷

2.3 模具温度:
指模腔表面温度。根据模具型腔各部分的形状不同 而设定温度不同。一般是难走胶的部位模温要求高一点, 前模的温度略高于后模温度。当各部位设定温度后,要 求其温度波动要小,所以往往需使用恒温机、冷水机等 辅助设备来调节模温。
三、位置参数:
3.1 螺杆位置(S): 螺杆的射胶速度、压力的分段转换位置,称之为螺
❖ 4.4 锁模低压(MOLD PROTECT PRESS): 亦称低压保护,是塑机对模具的保护装置。从模具保
护位置到前后模面贴合的那一瞬间,这段时间内,锁模机 构推动模具后模的力是比较低的,同时当推进过程中遇到 一个高于推动力的阻力时,模具会自动打开,从而停止合 模动作,这样合模时前后模之间如有异物,模具就可以得 到保护。锁模低压一般是有行位(滑块)的模具比没行位 的模具大一些,取值:10-20kg/cm2.
螺杆给予熔融塑胶的推动力,称之为射胶压力。根据螺 杆位置的各个分段,可设置螺杆不同的推进力给熔融塑胶。 如 S0 S1为 IP1; S1 S2 为IP2;S2 S3为IP3。各段推进力 大小的设置,主要取决于熔胶在模具型腔内流经的位置,当 流经的模腔形状复杂、胶位薄,熔胶受到的阻力就大,则需 要较大的推进力;当流经的位置形状简单,熔胶受到的阻力 小,则可设置小的推进力,从而减轻塑机的损耗。
❖ 3.3 开模位置: 后模面离开前模面的距离,称之为开模距离。其大小为能顺利取出
胶件为宜,过大会延长周期时间。
❖ 3.4 顶针位置: 即为模具顶针顶出后模面的距离。使产品顶离后模面且能顺利拿下
为宜。注意不可使顶针到尽头,必须留有足够余量,以免造成模具顶针 板弹簧被顶断。
调机指南概述
四、压力参数: ❖ 4.1 射胶压力(IP):
塑胶件常见的缺陷产生原因及解决办法
塑胶件常见的缺陷产生原因及解决办法塑胶件是广泛应用于各个领域的一种重要工程材料,但由于其加工过程的特殊性,常常会出现各种缺陷。
这些缺陷可能会影响塑胶件的外观、性能甚至是功能,因此怎样解决塑胶件的缺陷成为了一个非常重要的问题。
本文将探讨塑胶件常见的缺陷产生原因及解决办法。
1.短射:短射是指塑胶件注射模具中未填满的部分。
造成短射的原因主要有以下几点:(1)注射速度过快,导致塑料未来得及填满模具空腔;(2)熔融温度过低,导致塑料的流动性差;(3)模腔设计不合理,导致塑料流动受阻。
解决办法:(1)调整注射速度,控制在合适范围内;(2)调整熔融温度,确保塑料具有良好的流动性;(3)优化模腔设计,提高塑料的填充性能。
2.热流痕:热流痕是指在填充过程中,由于塑料的流动速度不一致或受到障碍物干扰而造成的痕迹。
产生原因:(1)注射速度过快导致塑料流动速度不均匀;(2)模具设计不合理,导致流道阻力较大;(3)模具表面存在污物或磨损,阻碍流动。
(1)调整注射速度,确保塑料流动速度均匀;(2)优化模具设计,减小流道阻力;(3)定期保养模具,确保模具表面光洁无污物。
3.翘曲:翘曲是指塑胶件在冷却过程中由于收缩不均匀而造成的扭曲变形。
产生原因:(1)注射过程中温度分布不均匀,导致冷却速度不均匀;(2)部分材料的收缩率较大,造成不均匀收缩;(3)模具设计不合理,导致冷却不均匀。
解决办法:(1)控制注射过程中的温度分布,确保全面均匀冷却;(2)使用收缩率较小的材料;(3)优化模具设计,确保冷却均匀。
4.气泡:气泡是塑胶件内部或表面存在的气体囊状物。
产生原因:(1)注射过程中,塑料因挤压和高温导致内部气体产生;(2)注射过程中,未充分排除空气导致气泡残留;(3)塑料材料含有挥发性成分,造成气泡。
(1)调整注射过程中的温度和压力,减少气体产生;(2)注射过程中加入真空排气步骤,充分排除空气;(3)选择不含挥发性成分的塑料材料。
5.纹痕:纹痕是塑胶件表面存在的细微沟纹。
塑胶件常见缺陷及原因分析

塑胶行业-塑胶件常见缺陷塑胶件常见缺陷;1.塑胶成品缺陷;粘模(扯模):制品的柱筋及细少多型腔件,在脱模后;力偏大,或模具局部粗糙等因素导致;缺料(填充不足):制品结构与所设计的形状结构不符;充满,常产生于制品的柱,孔或薄胶位以及离入水口较;力不够,模温不足,骨位过薄,局部有油或排气不够(;充满;多胶:制品结构与所设计的形状结构不符,局部多出胶;间凸起,指甲可感觉到;缩水:制品表面塑胶件常见缺陷1.塑胶成品缺陷粘模(扯模):制品的柱筋及细少多型腔件,在脱模后未能脱模而粘附在模具相应位置因成型压力偏大,或模具局部粗糙等因素导致。
缺料(填充不足):制品结构与所设计的形状结构不符,局部胶位不满足,短少,塑件未能完全充满,常产生于制品的柱,孔或薄胶位以及离入水口较远的部位,因成型压力不够,模温不足,骨位过薄,局部有油或排气不够(困气)导致胶位不能填充满。
多胶:制品结构与所设计的形状结构不符,局部多出胶位,或塑件表面有点状物,四周凹陷中间凸起,指甲可感觉到。
通常由模具成型面碰,崩缺,损伤及细小型芯顶针移位或断掉导致。
缩水:制品表面因成型时,冷却硬化收缩,产生的肉眼可见凹坑或窝状现象称为“缩水”。
制品结构的较厚胶位如骨位,柱位等对应表面,因成型压力不足,保压及射胶时间偏短,或模温偏高,而导致因局部收缩偏大而造成。
夹水纹(熔接痕):熔胶在模腔内流动中分流后再汇合时不充分,不能完全熔合,冷却后在塑件表面形成的线状痕迹和线状熔接缝,模温偏低,料温偏低,制品局部偏薄或模具有粗大型芯及材料流动性不好等都会导致夹水纹的产生,温度及困气也对其有最大影响。
烘印(光影):制品结构的厚薄胶位在熔胶流动时受阻改变方向而形成的光泽不一致的现象,通常在水口周围,塑件表面呈光泽度不够,颜色灰蒙。
制品结构的薄胶位,止口位,扣位与周围过渡断差明显,原料流动性差,成型料温、模温偏低或射胶压力速度太大,模具排气不良,啤塑压力过高皆易产生烘印。
塑胶常见的缺陷及产生原因

塑胶常见的缺陷及产生原因塑胶常见的缺陷及产生原因可以总结为以下几个方面:杂质、气泡、熔接线、缩孔、痕迹、烧结、卡模、性能不符等。
首先,杂质是塑胶制品产生缺陷的主要原因之一。
杂质可以是塑胶材料内部的异物或是外界杂质。
塑胶材料内部的杂质可能是在加工过程中未完全混合均匀的其它颜色或类型的塑料,也可能是在材料储存、输送过程中吸附的灰尘、油污等。
外界杂质则可能是生产环境中的灰尘、污渍等通过空气、机械原因等进入塑胶制品中的。
其次,气泡是另一种常见的塑胶制品缺陷。
气泡的产生原因可以是在塑料熔融过程中,加入了不能完全融化的材料,也可能是加入了吸湿材料,在熔融过程中产生气泡。
此外,造成气泡的原因还可能是注塑机的温度不稳定、注射压力不均匀,导致塑料熔融不均匀,进而产生气泡。
熔接线是塑胶制品中常见的缺陷之一。
熔接线是指在注塑过程中,由于二桶注射而造成的两部分塑胶材料的分离边缘。
产生熔接线的原因主要是注塑机温度控制不正确或是注射速度不均匀,使得两个熔融的塑料流体没有完全融合在一起,导致熔接线的出现。
缩孔是塑胶缺陷中较为常见的一种。
缩孔的产生原因可以是由于塑料熔融后在冷却过程中,由于受到内外部压力的影响,导致部分区域发生收缩并形成孔洞。
此外,塑料注射过程中的流动阻力也可能会导致塑胶缩孔的发生。
痕迹是塑胶制品表面出现的划痕、凹痕等不平整的现象。
痕迹的产生原因可能是模具设计不合理,导致模具表面形成划痕;也可能是注塑过程中,塑料注射进入模具时遇到障碍物,导致表面不平整的痕迹。
烧结是塑胶缺陷中较为严重的一种。
烧结是指在注塑过程中,由于注射温度过高或注射时间过长,导致塑料热分解产生烟雾、焦糊等现象。
烧结的原因可能是注射温度过高,使得塑料分解产生焦炭;也可能是注射时间过长,塑料在注射过程中长时间受热,导致热分解。
此外,卡模是塑胶制品常见的缺陷之一。
卡模是指在注塑过程中,塑料在模腔中不能完全填充,造成注塑件部分缺失或形状不完整。
卡模的原因可能是注射速度过快,导致塑料无法完全填充模腔;也可能是注射压力不足,使得塑料无法充分填充模腔。
胶料常见缺陷知识
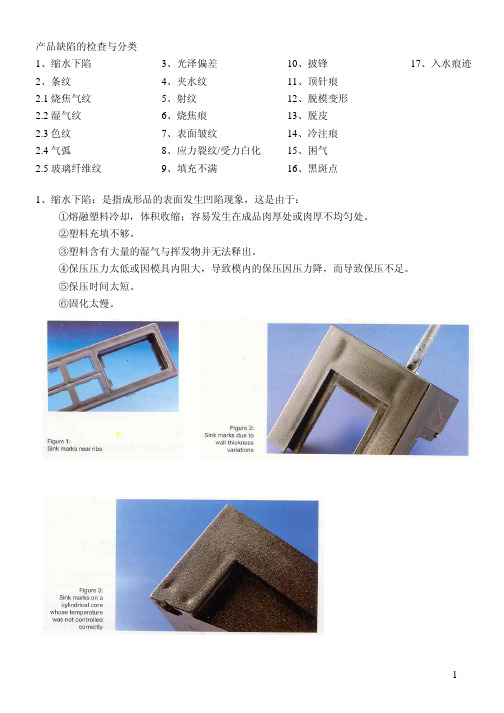
产品缺陷的检查与分类1、缩水下陷3、光泽偏差10、披锋17、入水痕迹2、条纹4、夹水纹11、顶针痕2.1 烧焦气纹5、射纹12、脱模变形2.2 湿气纹6、烧焦痕13、脱皮2.3 色纹7、表面皱纹14、冷注痕2.4 气弧8、应力裂纹/受力白化15、困气2.5 玻璃纤维纹9、填充不满16、黑斑点1、缩水下陷:是指成形品的表面发生凹陷现象,这是由于:①熔融塑料冷却,体积收缩;容易发生在成品肉厚处或肉厚不均匀处。
②塑料充填不够。
③塑料含有大量的湿气与挥发物并无法释出。
④保压压力太低或因模具内阻大,导致模内的保压因压力降,而导致保压不足。
⑤保压时间太短。
⑥固化太慢。
2、条纹(条纹分类)条纹:尤其是烧焦纹,湿气纹和气纹看起来很相似,很难做视觉分类。
为了判断条纹,处理者对塑胶注塑过程及环境对产品的影响须有相当的认识,为此本章将讲解不同类型条纹以作参考。
烧焦纹的特征:●周期性出现●出现在较窄横切面或模具之死角位置●熔化温度几近注塑温度之上限●降低螺杆速度对该缺陷有一定影响●塑化时间过长,或长时间滞留于螺杆前端●使用回收料的比例过多或熔融塑料以前曾熔化过多次●出现于配有热流道之模具●模具装有闭合式射咀(Shut Off Nozzle)湿气纹的特征●原料有吸水特性(如:PA、ABS)●将溶料慢慢地射入空气中,溶料上会出现气泡或有蒸发现象●呈坑状结构●注塑之前的材料湿度太高●环境中的湿气成分过高(尤其当空气与冷模或冷胶粒接触,便产生水点)●形状似“U”形,面积大而无光泽的白色条纹●条纹周边多孔及粗糙气纹的特征●在较少的压力降下该缺陷会变得小一些(The defect becomes smaller with LowerDecompression)●螺杆前进速度慢,该缺陷变小●所啤料中气泡可见●气纹在融料中呈坑状结构2.1、烧焦气纹:烧焦气纹是:①可能因过热②在射出机的加热缸内,因热缸温度太高或塑料滞留过长,而气化产生气体。
塑胶常见缺陷品质知识_图文.
塑胶品质管理中常见的异常塑料的定义:(知道就可以了,不用记塑料是以树脂为主要成分,在一定温度和压力下塑造成一定形状,并在常温下能保持既定形状的高分子有机材料。
树脂是指受热时通常有转化或熔融范围,转化时受外力作用具有流动性,常温下呈固态或半固态或液态的有机聚合物,它是塑料最基本的,也是最重要的成分。
广义地讲,在塑料工业中作为塑料基本材料的任何聚合物都可称为树脂。
一、塑胶(通俗叫法:成型(注塑(一定要记住工厂五金塑胶厂常用的塑胶:ABS、PVC、PC、PE、尼龙、PP料等缩水:1、模具温度高,冷却时间不够,2、压力过大,料花:1、料未烘干,2、次料太多,3、排气不良,4、射出压力低结合线:1、材料的温度不够,2、浇口的设计不当, 3、材料的凝固快,4、材料里的挥发成分或脱模剂过多,5、成形品的设计不良批锋:1、锁模力不足,2、材料的温度过高,3材料供给量过剩,5射出压力高缺胶:1、材料的温度或者射出压力低,2、模具温度低、喷头温度低,3、射出速度慢,4、流道、浇口过小、材料的供给量过少。
龟裂:1、射出压力过强,2、材料的流动不畅 3、保压的调整或排气不良,4、热性裂痕大,5、化学药品的侵蚀气纹:1、水分或挥发成分,2、材料的温度过高 3、模具温度低,4、排气不良5、模具面上的水分或挥发成分,6、混入夹杂的材料黑条纹及烧焦: 1、材料过热, 2、成形机不良,3、模具的设计不良:浇口小、排气不良流纹:1、材料流动不畅 2、模具温度低 3、进浇口过小变形:1、冷却不充分、不均匀,2、直浇口的脱模不良,3、射出压力不适宜4、模芯偏倚,5、离浇口的流动距离参差不齐喷油、移印、丝印方面,你最好找个厂进去看看,才能懂。
喷油、喷涂常见异常:一定要记住哑色:1、天气温度低、2、温度太大,3、油没调好,需再加开油刹牙边:1、模具没有及时清洗,2、油太干不够油(浅色或露底:1、油太稀,2、喷油时没喷够,3、喷枪喷的不均色差:1、油没调好,2、喷油厚度不均3、变色起泡:1、油没调好,2、喷枪里有水,3、气管里水份大4、产品上有气孔麻点、黑点白点1、油里面有杂质,2、产品上有杂质,3、空气里的脏东西,4、喷枪没洗干净油漆脱落:1、油漆质量问题,2、油没调好,3、产品表面未处理好,4、未烘烤好移印、丝印常见异常一定要记住色差:1、油没调好,2、印刷不均3、变色拉丝:1、油墨太干,2、油没调好,3、网没或模没擦干净,4、油墨太多印刷不清或糢糊:1、网没或模没擦干净,2、产品没放好,3、油墨太稀字体或图案后缺失:1、有东西堵网,2、有杂物沾在模上,3、产品上有杂物4、拿产品时不小心划或挂到,5、油墨未干沾掉不够油(浅色或露底:1、油墨太稀,2、底油没打好,3、印刷不均,4、网板不平或模不正、不到位印错、印反:1、拿错产品,2、用错菲林,3、用错模具,4、产品放反,5、菲林或模具装反方向白点:1、网版漏油,2、有杂物堵住或沾住重影:1、机台或网版、模具晃动、没固定好,2、产品没固定好,3、印重4、反工品未清洗好掉油:1、油墨未干,2、未烧烤好,3、油墨没调好,4、产品表面处理没做好知道就行,能记住就记,成型温度最好记住。
塑胶件常见缺陷产生原因及改善对策

塑胶件常见缺陷产生原因及改善对策塑胶件是指由塑胶材料制作而成的零件,广泛应用于汽车、家电、电子产品和日常生活用品等领域。
然而,在塑胶件的制造过程中,常常会出现各种缺陷,如气泡、砂眼、短斑、热裂、脱模、射出不完整等。
这些缺陷会降低产品的质量,甚至影响使用安全。
以下是塑胶件常见缺陷的产生原因及改善对策。
1.气泡气泡是塑胶件中最常见的缺陷之一,主要由以下因素引起:-塑料原料中含有水分,造成蒸汽产生气泡。
改善对策是通过加热塑料原料预干燥或使用干燥剂。
-射出过程中模具中的空气未排除干净。
改善对策是增加射出压力和速度,确保模具中的空气能够顺利排出。
-射出过程中塑料材料的熔体温度过高,产生气泡。
改善对策是调整射出温度,确保熔体温度适中。
-高分子量的塑料材料在射出过程中分解产生气体。
改善对策是选择合适的塑料材料。
2.砂眼砂眼是指塑胶件表面出现的小凹陷或凸起,主要由以下原因引起:-模具中存在异物,例如灰尘、沙粒等。
改善对策是保持模具清洁,及时除去异物。
-射出过程中模具表面未润滑充分,塑胶材料无法充分填充模具。
改善对策是增加模具表面的润滑剂,提高材料的流动性。
-射出过程中,模具温度不均匀,造成材料凝固不均匀。
改善对策是调整模具的温度分布,保持均匀加热。
-模具设计不合理,造成材料流动不畅。
改善对策是优化模具结构,提高充型性能。
3.短斑短斑是指塑胶件表面上呈现出短小裂纹的缺陷,造成塑胶件强度下降,主要由以下原因引起:-射出过程中,塑料材料受到过高的剪切力和拉伸力。
改善对策是调整射出速度和压力。
-模具设计不合理,造成材料流动不畅。
改善对策是优化模具结构,提高充型性能。
-射出过程中,塑料材料的熔体温度过高。
改善对策是控制射出温度,避免过热。
4.热裂热裂是指塑胶件在冷却过程中由于温度差异过大,导致塑胶材料发生裂纹,主要由以下原因引起:-模具设计不合理,导致塑胶件壁厚不均匀,造成冷却速度不一致。
改善对策是优化模具结构,保证壁厚均匀。
常见塑胶不良现象介绍
常见塑胶不良现象介绍
1.扭曲:指塑料件的外型发生改变,形状扭曲、横截面直径变形、厚
度变薄或变厚,部分件表面有突起等扭曲现象。
2.变形:指塑料件在其原有形状基础上发生局部变形,一般由于原因
模具内部有异物、模具作加热不均匀或受到冷却介质不良影响等,使塑料
件出现局部变形等现象。
3.气胀:指塑料件由于模具温度和封闭度不够等原因,使塑料件在其
模具内一定时间范围内发生吸入或放出空气现象,使塑料件表面出现气泡、凹陷现象。
4.表面质量不佳:指塑料件表面出现毛刺、模纹、星状斑点、泡状表
面等现象,从而影响整体外观质量。
5.松紧度不佳:指塑料件的模具夹紧力度不够,让塑料件发生缩短变形,形状会发生失真,或者在塑料件中出现裂纹。
6.低熔点:指塑料件由于模具模具温度过分高而产生的,此时塑料件
的表面会出现晶质结构,表面变得光滑,严重的话外观可能会出现变形、
裂纹等缺陷。
7.多料:当模具温度过高时,塑料件表面会有料壳,或者压出来的塑
料件表面有多叠的状态,这种情况就是多料现象。
8.色差:指塑料件的表面色泽有异色现象,一般是由于模具温度不均匀。
塑胶常见缺陷品质知识

塑胶常见缺陷品质知识塑胶是一种常用的材料,广泛应用于各个工业领域。
塑胶材料具有良好的物理性质和化学稳定性,而且易于加工和成型。
但是,塑胶材料也存在一些常见的缺陷问题,在产品制造过程中需要重视。
以下是塑胶常见缺陷品质知识。
气泡气泡是制造塑胶产品时最常见的缺陷之一。
气泡通常形成于塑胶材料的内部,可能是由于材料中的气体或挥发性成分造成的。
在加工和成型过程中,高压和高温会促进气泡的产生。
气泡会降低塑胶制品的物理性能,使其易碎和易损坏。
焊线焊线是在注塑过程中形成的一条线条,通常是两个或更多注塑模具的合并处形成的。
焊线会降低产品的强度和耐用性,特别是当产品需要高承重或高压力时。
毛刺毛刺是在注塑过程中形成的一种突出的小尖刺。
毛刺通常是由于模具或材料问题造成的。
毛刺会影响产品的设计和外观,同时也会降低产品的质量。
变形变形是在注塑过程中形成的一种产品形状改变。
变形通常是由于注塑工艺参数不正确或模具设计问题造成的。
变形会影响产品的设计和功能,降低其实用价值。
晶化晶化是塑胶材料在制造过程中形成的一种晶体形态。
晶化可能会导致材料的变形或裂纹。
晶化程度通常受到注塑温度、压力、冷却速度等因素的影响。
注塑工艺应该控制这些因素,以避免晶化的问题。
变色变色是塑胶制品表面颜色或色调的变化。
变色通常是由于色料问题、加工过程中温度不均或材料老化等因素引起的。
变色会影响产品的外观和市场竞争力。
不对称不对称是指塑胶制品在加工过程中形成的形状不对称。
不对称问题通常是由于模具设计不良或注塑工艺参数错误造成的。
不对称问题会影响产品的功能和外观,降低其实用价值。
总结塑胶制品的缺陷品质问题对于生产和消费都存在一定的危害。
生产者应该重视塑胶制品的制造过程,注重尽可能避免这些问题的发生。
消费者应该选择质量保证的产品,以获得最好的使用体验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号 1 术语 熔接痕(夹水纹) 定义(原因分析) 注塑件的一种线状痕迹,系由注塑成型 中两股料流相遇时,在其界面处 未完全熔合而造成的痕迹。 注塑件在模腔内冷却凝固时,由于注塑件型壁厚不均,凝固快慢不同,在 注塑件表面所产生的凹陷。 由于模具结构、成型工艺及材料等原因,使得塑料在模腔内受注塑压力和 料流速度的影响,在注塑表面上产生看得见的料流痕迹。 低分子挥发物、水分等到气体在注塑件表面形成银白色纹。 1、拖白:注塑件局部受外力作用,使部分分子结构重新排列或断裂,引 起注塑件表面局部发白的印迹。 2、顶白/顶高:出模阻力大,顶针顶损产品表面,造成产品顶白,严重时 顶高(损痕凸出平面)。 注塑件局部受内应力、外部冲击或环境条件等影响,而在其表面或内部产 生的裂纹。 原材料里入了异物,塑胶件成型后,在其表面出现的斑点。 注塑件表面因轻微的机械磨损擦而产生的无光泽、无深度感的痕迹。 在注塑过程中,塑料溢入模具面及嵌拼件的间隙中,冷却后留在注塑件上 的多余物。 注塑件表面颜色不均匀的缺陷。 注塑件在注塑成型后,由于内应力作用,使注塑件局部或整体发生变形。 产品某位(如扣位、柱位等)粘在模具里面,造成产品缺陷。 产品外表面被前模粘掉小粒胶,造成产品表面凹点不平。 产品外表面被前模粘掉小粒胶,等二次注塑时,成型在产品表面。 1、断针:产品柱位孔盲孔。 13 断针/断呵 2、断呵:局部位模具断裂,产品局部多胶。 14 分层(脱皮) 由于原材料混有两种以上不相熔的原料或杂物,导致产品层间分离缺陷。
2
缩痕(缩水)
3 4
பைடு நூலகம்
料流痕(气纹) 银丝/银纹
5
白印 (拖白/顶白/顶高)
6 7 8 9 10 11
开裂(拖裂) 杂色点 拉毛(拖花) 飞边(批峰) 颜色不匀 翘曲(变形) 粘模
12
痴胶 胶屎