高速线材轧后的控制冷却技术
高速线材的轧后控制冷却技术

49 ・
维普资讯
达 到 1 0 s 如 此高 的 轧制 速 度 ,在轧 制 过 4 m/ 。
程 中 金 属 产 生 的 变 形 热 随 轧 制 速 度 提 高 而 增
的细粒 金 相组 织 和温 度条 件 ,同 时避 免 了线 材 在 易于 氧 化 的高温 状 态停 留 ,减 少 了 二次 氧化 铁皮 的生 成 。 在设 计 一次 水冷 段 时要 考 虑 到水 冷 速度 不 能 太快 ,否则 线材 芯 部 与线 材 表 面的 温度 差 太 大 ,不 利 于线 材 的质 量 。为 了使 线 材均 温 ,设计 了间 断冷 却 。一般 在 水 冷箱 间加设
致, 保证 了拉拔 机 能 够用 较 高 的速 度 操 作 , 由 于这 些 原 因可 使 拉 拔 费用 降低 2 左 右 。 0 ( )通 过 控 制 冷却 ,可 以获 得 所要 求 的 5
金相 组 织结 构 和 机 械性 能 ,而 且 线 材通 条 机 械性 能 均匀 性 好 ,其抗 拉 强 度波 动 可 以控 制
称 二 次风 冷 ) 。 高速 线材 的轧后 控 制 冷 却 技术 的主 要 目
的:
2 精 轧 机 至 夹 送 辊 及 吐 丝 机 间 的 一 次 水 冷
轧 后 一 次水 冷 控 制技 术 主要 是 控 温轧 制
技 术 的延 续 , 目的是 使 轧件 从精 轧 温 度冷 却
到 吐 丝机 所需 的温 度 ,并 进 一 步控 制 线 材奥
维普资讯
、、、 、 、 、、 0 、 、、 、
j轧 钢 技 术 :
、 、’t 、、、 、 、、 。
高 速 线材 的 轧后控制 冷 却技术
中高碳钢棒线材的控冷工艺及主要类型

B、对棒线材冷却工艺的要求:
1)二次铁皮要少,以减少金属消耗和二 次加工前的酸耗和酸洗时间;
2)冷却速度要适当,要根据不同品种, 控制冷却工艺参数,得到所需要的组织;
3)要求整根轧件性能均匀。
路漫漫其悠远
(4)棒线材控制冷却的分类
根据轧后控制冷却所得到的钢的组织不同,分 为珠光体型控制冷却、马氏体型控制冷却。
(Ar3)的提高,相变后的铁素体晶粒容易长大,造 成力学性能降低。为了细化铁素体晶粒,减少珠 光体片层间距,阻止碳化物在高温下析出,以提 高析出强化效果而采用控制冷却工艺。
路漫漫其悠远
(2)高碳钢控冷的基本概述
控制冷却过程是通过控制轧后三个不同冷却阶段的工 艺参数,来得到不同的相变组织。分别称为一次、二次和 三次冷却。
路漫漫其悠远
e、Stelmor控冷工艺近年来的发展和改进
主要内容:
①斯太尔摩线的总长度有加长的趋势;
②辊道段数增多; ③大风量高风压冷却风机使线材的抗拉强度显著提高; ④风机台数增加,近期新建的高速线材车间有采用14台; ⑤调节风量的电动“佳灵”(OPTIFLEX)装置被普遍采用,使线 圈两侧搭接处加强送风,更好的解决线材强度的均匀性; ⑥保温段的总长度亦趋于加长,有的已达90m; ⑦冷却段的各段输送辊道均为爬坡式。 ⑧实心的耐热铸铁传动辊两端加工有散热的翅片,避免轴承过度 受热; ⑨在输送机的2、4、6、8段内设有振动辊,以消除“热死点”效应。 改善通条性能,防止拉拔断裂; 路漫漫其悠远 ⑩辊道采用交流变频电机,单独进行速度控制。
路漫漫其悠远
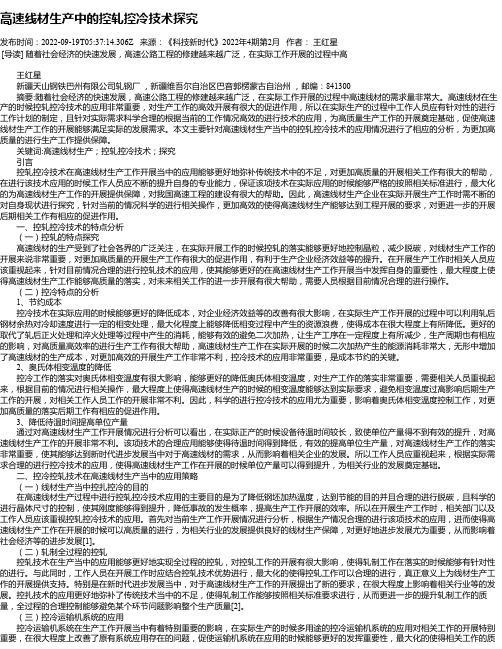
穿水冷却线材断面温度的变化简图
a、珠光体型控制冷 b、马氏体型控制冷
却
却
为了获得有利于拉拔的索 氏体组织,线材轧后应由奥氏 体化温度急冷至索氏体相变温 度下进行等温转变,其组织可 得到索氏体。
高速线材轧后的控制冷却技术
高速线材轧后的控制冷却技术吴松河北联合大学摘要:高速线材轧机的控制冷却技术,也称在线热处理,是直接关系到产品力学性能及其均匀性的关键工艺。
采用轧后控制冷却技术增加了产品的附加值。
同时实现了生产节能。
在我国新建的高速线材车间得到了广泛的采用。
关键词: 控制冷却,水冷,风冷1.前言20世纪60年代以来,国外出现无扭轧制新技术使得线材轧机终轧速度大大提高,单盘卷重也随之增加,导致了卷线机与高速度轧制和大卷重无法相适应的矛盾。
另外,由于轧制速度的提高,终轧温度高于1000℃,若仍在精轧后直接卷取,则出现氧化铁皮增多,晶粒粗大,机械性能不均匀等问题。
为此开发出了轧后控制冷却技术,可使线材轧后的冷却速度和进程因钢种、规格及最终产品性能不同而不同,减少氧化铁皮的生成,改善线材的机械性能和拉拔性能。
线材高速轧后的控制冷却技术,也被称为在线热处理,是直接关系到最终产品力学性能及其均匀性的关键工艺。
采用轧后控制冷却技术可以增加产品的附加值,同时实现了生产节能。
对提高线材的社会经济效益和促进金属制品生产发展,开拓线材使用的新领域起到良好的作用。
现代高速线材车间轧后控制冷却技术包括两部分:(1)精轧机至吐丝机间的喷水冷却(也称一次水冷);(2)吐丝机至集卷站间的散卷吹风冷却(也称二次风冷)。
高速线材的轧后控制冷却技术的主要目的:(1)通过控制冷却生产的线材,可使表而一次氧化铁皮大大减少,节约金属。
(2)简化一次加工工艺,节约能源。
经控制冷却生产的线材,在一次加工中,几乎可以取消拉拔前的退火和铅浴淬火工艺。
(3)由于表面氧化铁皮薄,而且为易于清除的Feo,因此在一次加工时,酸洗时间可以减少一半左右,大大降低了酸洗过程酸的消耗。
(4)经过控制冷却的线材金属组织中细粒状珠光体和索氏体占大部分,从而使线材易于拉拔,断面收缩率可提高到80%一90%以上,Ф5.5 mm线材可一次拉拔到Ф2.0 mm以下。
同时,由于整个盘卷在性能上均匀一致,保证了拉拔机能够用较高的速度操作,由于这些原因可使拉拔费用降低20%左右。
高速线材生产中的控轧控冷技术分析

高速线材生产中的控轧控冷技术分析摘要:对于生产高速线材来说,控轧控冷技术工艺一方面与所生产的线材质量密切相关,另一方面也与控轧控冷设备性能有关,这就需要在生产高速线材过程中,不断创新优化控轧控冷工艺,以不断提升产品质量与生产效率,使工业发展需求得到满足。
虽然应用控轧控冷技术能够获取性能与组织都比较理想的钢材,然而,在操作实际过程中,会受到很多控制因素的影响,尤其是冷却控制,在对相关因素予以充分考虑的基础上,应强化技术创新和应用实践,通过不断摸索,实现控轧控冷效果的提升,使控轧控冷技术能够更好地为高速线材生产工艺提供服务。
本文主要研究生产高速线材所应用到的控轧控冷技术,以期能够提升高速线材性能,满足工业生产需求。
关键词:高速线材;控轧控冷技术;工业生产在国内工业化发展中,钢铁材料发挥着重要作用,尤其是作为重要钢铁材料的线材,被广泛应用于工业生产中。
线材是轧制钢铁后生产出来,线材的性能、质量等与生产工艺、生产设备关联性较大,其中包括控制冷却、控制轧制等工艺。
生产工艺、设备不同,所产高速线材性能差别也比较明显[1]。
因为轻重工业中需要应用到高速线材,所以不断提升高速线材生产质量,确保高速线材产品优异性能,对我国工业发展极具重要意义。
本文主要研究生产高速线材所应用到的控轧控冷技术,以期能够提升高速线材性能,满足工业生产需求。
1.高速线材控轧控冷原理为与市场发展相适应,钢铁材料既要持续提升性能,又要不断丰富钢铁种类,如何在确保钢材韧性前提下,提高钢材强度,是当前工业生产与发展所关注的重要话题。
控轧控冷技术能够在优化钢材性能基础上,简化钢材冶炼流程,是生产高速线材所用到的一种重要工艺。
所谓控制轧制,就是对热轧期间的金属变形、加热以及温度等进行有效控制,保证热塑性变形与固态相变细化组织相结合,使钢材焊接、韧性以及刚度等力学性能得到优化。
控制冷却,指的是通过最佳速度对轧后钢材进行冷却,改善钢材性能和组织。
所以,控轧控冷工艺有助于热轧钢材有效实现相变与形变,从而生产出性能更好的钢材。
高速线材生产中的控轧控冷

综合信息区域治理随着技术的不断进步,高速线材的生产速度越来越快,要想保证轧件的温度,那么控轧控冷就尤为重要,所以合适的控轧控冷参数的确定是评判生产线水平的重要标准。
一、控轧控冷参数的确定控轧分为加热温度控制,加热温度控制,精轧前水冷控制,精轧后水冷控制,精轧机组间水冷控制,吐丝温度控制,风冷线的温度控制。
1.1加热温度控制目前,高层设备的高层设备制造商普遍采用控制轧制技术。
为了实现控制轧制的目的,温度从钢坯脱模时开始进行控制,要求钢坯的加热温度低于常温轧制时的温度。
它可以保证最终产品的质量,同时可以减少钢坯表面的脱碳,节约燃料,降低钢材的生产成本。
现有的线材生产线中,合金钢比例较高,加热炉采用步进式加热炉,其加热功能完全可以满足各种钢种的温度要求。
经过比较分析后,典型的钢种轧制温度是:碳素结构钢980±20℃、合金结构钢960±20℃、弹簧、轴承钢950±20℃。
同时要求钢坯出炉温度均匀,断面温差小于30℃。
1.2轧前水冷为了控制进入精轧机的轧机温度,在轧机前加入水冷罐,降低轧件温度,达到控制轧制的目的。
通过控制水箱内水冷喷嘴的开启度和开启数量,可以使水冷箱温度下降后,降温100-150℃,然后经过一个温度恢复段,使轧件的芯、表温度均匀,温差控制在±30℃左右,不影响下一道次的轧制。
在该机组上理论上计算和设计了高线设备实际检测的水冷参数如下:精加工前的槽长(1套)6.11m,回收段的长度37m,正向水冷喷嘴出水压力300kPa,反向水冷喷嘴出口压力700kPa。
1.3精整线中的水冷为了防止由精轧机的高轧制速度引起的轧制件的温度上升,在精轧机的机架之间增加了水冷装置;为了保证轧件的均匀冷却,将水冷装置安装在滚圆与椭圆框架之间,高速轧机制造商增加了单位间距(900-1200mm),其目的是控制水冷后轧件的温升,以消除轧制由于过高的轧制温度而形成粗糙的晶粒导致线材的缺陷减少。
线材生产中的控制轧制和控制冷却技术

线材生产中的控制轧制和控制冷却技术线材是现代工业生产中使用频繁的一种材料,它广泛应用于电线电缆、机械制造、建筑材料等行业。
在线材生产过程中,控制轧制和控制冷却技术是关键的环节,它们直接影响着线材的质量、机械性能和用途范围。
一、控制轧制控制轧制是指通过改变轧制变形量、轧制温度、轧制速度、轧制力等因素,控制金属材料的形变和微观组织,达到调整线材力学性能、改善表面质量和优化产品用途的目的。
1、轧制变形量控制轧制变形量是指轧制前后的减压变化,它对线材的力学性能和表面质量有着直接影响。
为了保证线材的质量稳定和合格率,轧制变形量控制必须精准可靠,并考虑到批量变化和轧制型号的特定要求。
目前,国内外的轧制变形量控制采用电液伺服技术,通过实时监测轧制变形量变化,及时控制系统参数的变化,保证线材轧制变形量的稳定。
2、轧制温度控制轧制温度是指线材在轧制时的温度,它对线材的力学性能和表面质量有着重大影响。
过高或过低的温度会导致线材的晶粒过大或过小,从而影响线材的硬度、韧性和塑性等力学性能。
为了提高线材的机械性能和用途范围,轧制温度控制必须准确可靠,并考虑到金属材料的温度敏感性和轧制工艺的特定要求。
目前,国内外的轧制温度控制采用激光测温技术或红外线测温技术,通过实时监测线材温度变化,及时调整轧制温度,保证线材轧制温度的稳定。
3、轧制速度控制轧制速度是指线材在轧制过程中的速度,它对线材的表面质量和机械性能有着直接影响。
过高或过低的轧制速度会导致线材表面的纹路不均匀和线材的硬度、韧性等力学性能下降。
为了提高线材的表面质量和机械性能,轧制速度控制必须准确可靠,并考虑到轧制型号的特定要求。
目前,国内外的轧制速度控制采用伺服电机技术或电磁流体技术,通过实时监测线材的速度变化,及时调整轧制速度,保证线材轧制速度的稳定。
二、控制冷却控制冷却是指针对金属材料在热加工过程中产生的内应力、变形、晶粒长大等现象,通过采用不同的冷却方式和工艺参数,调整金属材料的组织和性能。
高速线材的控轧控冷技术分析
高速线材的控轧控冷技术分析系别:专业:学号:姓名:论文题目:高速线材的控轧控冷技术分析校内指导教师:完成日期:年月日目录摘要 (I)引言 (1)一控制轧制和控制冷却的特点及其工艺 (2)1.控制轧制的特点 (3)(1)再结晶区变形 (4)(2)未再结晶区变形 (5)(3)(γ+α)两相区变形 (5)2.控制冷却的特点 (6)(1)节约能源、降低生产成本: (6)(2)可以降低奥氏体相变温度,细化室温组织 (6)(3)可以降低钢的碳当量 (7)(4)道次间控制冷却 (7)3.线材轧后控制冷却过程分为3个阶段 (8)(1)一次冷却 (8)(2)二次冷却 (8)(3)三次冷却 (8)4.控制轧制、控制冷却的工艺 (10)(1)控制钢坯加热温度 (10)(2)控制最后几个轧制道次的轧制温度 (11)(3)在奥氏体未再结晶区内给予的变形量 (11)(4)控制轧后的钢材冷却速度 (11)二控制冷却工艺参数 (13)1.工艺参数的设定 (13)(1)终轧温度的设定 (13)(2)吐丝温度的设定 (14)(3)相变区冷却速度的设定 (18)(4)集卷温度 (19)2.控制轧制和控制冷却的工艺参数控制 (19)(1)控制钢坯加热温度 (19)(2)控制最后几个轧制道次的轧制温度 (19)(3)在奥氏体末再结晶区域内给予足够的变形 (20)(4)对轧制后的钢材的要求 (20)三控制冷却工艺应用 (20)1.低碳钢 (20)2.高碳钢 (21)3.冷镦钢 (22)四控制轧制、控制冷却在线材生产中的应用 (23)1.线材控温轧制和控制冷却的目的 (23)2.控温轧制有如下几种变形制度 (23)(1)二阶段变形制度 (23)(2)三阶段变形制度 (24)3.现代高速线材轧机控温轧制及控制冷却的特点 (25)(1)实现了全轧制过程的控制轧制 (25)(2)精度较高的水冷闭环控制系统 (26)(3)多种用途的控冷运输机系统 (27)结论 (29)参考文献 (30)摘要介绍了控轧控冷的机理,控制轧制的优缺点。
高速线材65钢控冷技术试验研究

从金属学 角 度 分 析-形 变 终 止 温 度 对 钢 的 组 织 有 重要的影响(因高速线材的轧制速度可达 "%%;<=!终 轧后在极短的时间窜过 0# 水箱到吐丝机!此时的奥氏 体 晶 粒来不及再结晶和 长 大!同 时 在 线 测 终 轧 温 度 受 钢 材 表 面 的 水 雾 影 响 !测 温 不 准 确 !所 以 以 吐 丝 温 度 的 高 低 来 衡 量 终 轧 温 度 的 高 低 (形 变 终 止 温 度 高 !晶 粒 集 聚 长 大 的 倾 向 强 !所 得 到 的 奥 氏 体 晶 粒 粗 大 (同 时 在 同 样 冷 却 速 度 下 !低 的 吐 丝 温 度 下 过 冷 奥 氏 体 愈 接 近 >鼻 子?温度!析出的先共析 铁 素 体 所 经 历 的 时 间 愈 短!先 共 析 铁 素 体 的 析 出 量 愈 少 !过 冷 奥 氏 体 越 稳 定 !所 得 到 的索氏体比例相对较多 ( @.A
八 钢高 速 线 材 生 产 线&在 轧 机 的 预 精 轧 和 精 轧 分 布了 .个水箱&可对终轧温度和吐丝温度进行控制*吐 丝 机 后为辊道运输机散 卷 冷 却&可 对 不 同 钢 种 采 取 不 同的冷却方式&该运输辊道全长 ,(,/&具有 ,’组可调 辊 道 &为 硬 线 的 研 究 和 开 发 创 造 了 条 件 *为 此 在 八 钢 高 速线材生产线上&进行了 !"钢线材控制冷却工艺的试 验研究*
辊 道 速 度 的 设 定 %;< => ?> @AB 式中&;CC 线环间距&//+
北钢第四高速线材硬线生产的控制冷却工艺-田维阳
北钢第四高速线材硬线生产的控制冷却工艺田伟阳张宏亮朱江(北营钢铁集团轧钢厂,辽宁本溪117017)摘要本文首先分析了加热条件对性能的影响,轧后冷却控制,控冷工艺参数设计等问题,在此基础上,结合北钢第四高速线材生产线实际生产情况、设备能力以及存在的问题,探索了如何在生产硬线时,通过对线材尺寸精度、表面质量、通条性能及索氏体化率等多方面严格控制,制定合理的控冷工艺和优化冷却工艺参数,生产出优质线材。
关键词硬线控制冷却工艺参数Research on Controlled Cooling Technology of Hard Wire Production in the Fourth High-Speed Wire of Beitai Iron andSteel GroupAbstract:This article has first analyzed the influence from heating condition to performance, controlled cooling after rolling, cold technological parameter design and so on. Based on this, according to the actual production situation, the installed capacity as well as the existent question of the fourth high speed wire of Beitai Iron and Steel Group, this article has explored how to formulate reasonable controlled cooling craft and optimize cooling technological parameter, and then produce high quality wire rod, through the various control to wire rod size precision, surface quality, poker performance and sorbite rate and so on strict when producing the hard wire. Keywords:high-carbon wire rods; controlled cooling; technological parameters 1 前言在线材生产行业中,通常把优质碳素结构钢中碳的质量百分数不小于0.45%的中高碳钢轧制的线材称为硬线。
控轧控冷技术

控轧控冷技术季日楠[摘要]对控制轧制与控制冷却的概念,控制原理,控制轧制与控制冷却在棒线材生产中的应用,意义及发展现状进行了介绍,并对现代棒线材生产中控制轧制与控制冷却所存在的问题进行简单的介绍。
[关键词]控制轧制冷却Abstract:The concept of controlled rolling and controlled cooling, control principle, control rolling and control cooling on Rod wire production, the application of the significance and development situation are introduced, and the modern bar in the production of wire by controlled rolling and controlled cooling problems were introduced simply.Key Words:Control rolling Cooling1 引言自21世纪80年代以来,高速线材的轧制速度已经突破100m/s,由于轧制速度的提高导致轧件的温升增加,使终轧温度高于1000℃,线材成品表面的氧化铁皮增多、晶粒粗大、钢材的显微组织和机械性能极不均[1]。
控轧控冷就显得至关重要,它是通过工艺手段充分挖掘钢材潜力,大幅提高钢材的综合性能,它具有节约合金、简化工序、节约能源消耗等优点,由于它具有形变化和相变强化的综合作用所以,它既能提高钢材的强度,又能改善钢材的韧性和塑性。
因此,合适的控轧控冷工艺调节参数是轧制生产线水平高低的重要标志之一。
2控制冷却的特点控制冷却的实质是晶粒细化和相变强化,即在控制轧制之后,对奥氏体分解相变温度区进行某种程度的快速冷却,使相变组织细晶化,甚至相变成新的组织,然后再空冷的工艺。
高速线材的控轧控冷论文
高速线材的控轧控冷摘要:控制轧制与控制冷却相结合能将热轧钢材的两种强化效果相加,进一步提高钢材的强韧性和获得合理的综合性能。
随着控制轧制与控制冷却机理研究的不断深入,除了在中厚板、热连轧带钢生产中采用控制轧制与控制冷却工艺之外,在棒线材生产中也取得了比较成熟定型的控制冷却工艺,控制轧制和控制冷却是热轧生产中的新技术和新工艺,是金属塑形加工专业的理论与实践不可缺少的一个重要组成部分,是金属压力加工专业的前沿技术。
关键词:控制轧制;控制冷却;奥氏体;珠光体;晶粒细化;斯太尔摩冷却法;温度;冷却一、前言随着钢铁冶金技术的不断提高,控制轧制与控制冷却作为一项基本技术在高速线材生产过程中起到了决定性的作用,本文论述了控扎控冷的基本原理和方法。
二、控制轧制的概念(一)什么叫控制轧制控制轧制是指在比常规轧制温度稍低的条件下,采用强化压下和控制冷却等工艺措施来提高热轧钢材的强度、韧性等综合性能的一种轧制方法。
控制轧制钢德性能可以达到或者超过现有热处理钢材的性能。
(二)控制轧制的优点控制轧制具有常规轧制方法所不具有的突出优点。
归结起来大致有如下几点:1.许多试验资料表明,用控制轧制方法生产的钢材,其强度和韧性等综合机械性能有很大的提高。
例如控制轧制可使铁素体晶粒细化,从而使钢材的强度得到提高,韧性得到改善。
2.简化生产工艺过程。
控制轧制可以取代常化等温处理。
3.由于钢材的强韧性等综合性能得以提到,自然地导致钢材使用范围的扩大和产品使用寿命的增长。
从生产过程的整体来看,由于生产工艺过程的简化,产品质量的提高,在适宜的生产条件下,会使钢材的成本降低。
4.用控制轧制钢材制造的设备重量轻,有利于设备轻型化。
(三)控制轧制的种类控制轧制是以细化晶粒为主,用以提高钢的强度和韧性的方法。
控制轧制后奥氏体再结晶的过程,对获得细小晶粒组织起决定性的作用。
根据奥氏体发生塑性变形的条件(再结晶过程、非再结晶过程、γ→α转变的两相区变形),控制轧制可分为三种类型。
高速线材轧后控制冷却工艺分析
高速线材轧后控制冷却工艺分析摘要:高速线材轧后控冷工艺的典型技术,比较了不同技术的装备和工艺特点,分析了典型钢种的冷却工艺特点及其对产品质量的影响,并提出了一种能满足多钢种要求的新的轧后冷却工艺布置形式。
关键词:高速线材;轧后控制冷却通过研制和消化移植国外先进的高速线材轧制及轧后冷却技术,在高速线材轧后冷却技术方面基本上已达到了国际先进水平,但自主开发新技术的能力还有待提高。
一、控制轧制和控制冷却的机理线材的控轧控冷实质上是通过控制轧制工艺参数和轧后冷却参数来控制钢材的相变点和组织形态以生产出满足人们需要的钢种。
1 .控制轧制机理、钢结构在热塑性变形或变形后的再结晶对控制轧制起着决定性作用,奥氏体晶粒细化是控制轧制的基础。
热变形从形变的角度考虑是降低变形抗力和提高钢的塑性变形能力。
从组织控制的角度考虑是:完成了钢的奥氏体组织控制。
在一定的奥氏体组织条件下进行形变。
通过对变形条件的控制,实现对变形过程中组织的控制为相变做组织准备。
控制相变过程以获得组织和性能。
相变前奥氏体组织不同,相变后组织就会不同。
奥氏体化条件不同,不同的动态回复过程(动态回复、动态再结晶)和静态回复过程(静态回复、静态再结晶)而不同的回复过程会形成各种热变形条件下钢的组织变化。
2.控制冷却机理,高温终轧的线材,轧后处于奥氏体完全再结晶状态,应采用轧后快速冷却。
因为如果轧后慢冷,则变形奥氏体晶粒将在冷却过程中长大,相变后得到粗大的铁素体组织。
由于冷却缓慢,由奥氏体转变的珠光体粗大,片层间距加厚。
这种组织的力学性能较低。
对于低温终轧的线材,终轧时奥氏体处于未再结晶温度区域,由于变形影响Ar3温度提高,终轧后奥氏体很快就相变,形成铁素体。
这种在高温下形成的铁素体长大速度很快。
如果轧后采用慢冷,铁素体就有足够长大时间,到常温时就会形成较粗大的铁素体,从而降低了控制轧制细化晶粒的效果。
轧后快冷实质上是控制轧制后细化了的变形奥氏体组织。
经过快速冷却,相变组织相应变化,钢中析出物的大小、数量、析出部位发生变化,从而使钢材的强韧性得以提高。
高精度轧制与控制冷却技术(综述)

高精度轧制与控制冷却技术课程文献综述学号:***姓名:***专业:材料加工工程单位:***摘要:文中主要对现阶段轧制工艺加以介绍,在原有生产技术基础上结合相关理论进一步提高轧制精度、效率,提高产品附加值,增强产品的市场竞争力,一则为当前处在低谷之中的钢铁行业指明方向,二则积极响应国家去产能的号召,促进轧钢行业的可持续发展。
引言:前些年各大钢铁企业无节制的增加钢铁产量造成了今天严重产能过剩的局面。
在当前严峻的形势下,各个企业面临的优化产业结构、整体转型的压力是相当大的。
轧制作为一种传统的原材料加工方法,它在当前国民生产中仍然扮演者很重要的角色:利用轧制工艺可生产板材、型材以及管材等。
随着社会的不断发展,我们对于轧制产品的要求也越来越高,不仅要求有优异的性能,同时还要提高生产效率,尽量降低能耗,因此我们有必要在传统轧制工艺的基础上进一步改善工艺。
当前轧制工艺的发展还是比较成熟的,对于传统工艺中存在的问题已经有了相应的解决方案;通过对各种解决方案的汇总、比较,结合老师在课上所讲的内容,我有了一些新的想法,权当作自己对于这门课程的一个总结收获吧。
除鳞技术的优化[1]板带材轧制过程中最重要的问题之一就是表面除鳞,热轧过程中表层由于接触空气往往会生成一层氧化皮,厚度随板材温度以及轧制速度而改变。
氧化皮的存在不仅会影响产品性能的稳定性,同时也会对轧辊表面造成一定损害,因此热轧中板带材的除鳞问题一直困燃着生产厂家。
传统方法是利用高速水流进行冲击来达到清洁表面的目的,这种方法思路比较单一,有着一定的局限性。
目前许多公司都设计除了更合理的除鳞系统,这里要提到的是达涅利公司,在其薄板连铸连扎项目中进行了实践。
他们去除氧化皮原理可以总结为两方面:减少板带材的轧制时间,及时给轧辊、板带材进行降温处理。
每个轧制系统都有一个轧制速度的限制,在这个输出极限内进行高速轧制,可以有效减缓氧化皮的生长速度;轧辊在轧制过程中往往温度会上升,温升结合机械疲劳会造成辊面上裂纹的产生,进一步诱发氧化皮在表面集聚,针对这种情况可以通过设置在线工作轧辊清洗系统来加以解决,即在两块坯料间隙内定期对工作轧辊表面进行清洗。
高速线材生产中的控轧控冷技术探究
高速线材生产中的控轧控冷技术探究发布时间:2022-09-19T05:37:14.306Z 来源:《科技新时代》2022年4期第2月作者:王红星[导读] 随着社会经济的快速发展,高速公路工程的修建越来越广泛,在实际工作开展的过程中高王红星新疆天山钢铁巴州有限公司轧钢厂,新疆维吾尔自治区巴音郭楞蒙古自治州,邮编:841300摘要:随着社会经济的快速发展,高速公路工程的修建越来越广泛,在实际工作开展的过程中高速线材的需求量非常大。
高速线材在生产的时候控轧控冷技术的应用非常重要,对生产工作的高效开展有很大的促进作用,所以在实际生产的过程中工作人员应有针对性的进行工作计划的制定,且针对实际需求科学合理的根据当前的工作情况高效的进行技术的应用,为高质量生产工作的开展奠定基础,促使高速线材生产工作的开展能够满足实际的发展需求。
本文主要针对高速线材生产当中的控轧控冷技术的应用情况进行了相应的分析,为更加高质量的进行生产工作提供保障。
关键词:高速线材生产;控轧控冷技术;探究引言控轧控冷技术在高速线材生产工作开展当中的应用能够更好地弥补传统技术中的不足,对更加高质量的开展相关工作有很大的帮助,在进行该技术应用的时候工作人员应不断的提升自身的专业能力,保证该项技术在实际应用的时候能够严格的按照相关标准进行,最大化的为高速线材生产工作的开展提供保障,对我国高速工程的建设有很大的帮助。
因此,高速线材生产企业在实际开展生产工作时需不断的对自身现状进行探究,针对当前的情况科学的进行相关操作,更加高效的使得高速线材生产能够达到工程开展的要求,对更进一步的开展后期相关工作有相应的促进作用。
一、控轧控冷技术的特点分析(一)控轧的特点探究高速线材的生产受到了社会各界的广泛关注,在实际开展工作的时候控轧的落实能够更好地控制晶粒,减少脱碳,对线材生产工作的开展来说非常重要,对更加高质量的开展生产工作有很大的促进作用,有利于生产企业经济效益等的提升。
唐钢高速线材厂控制冷却工艺及机构的介绍

唐钢高速线材厂控制冷却工艺及机构的介绍秦国庆韩静涛潘克云顼会丽陈永红摘要介绍了唐钢高速线材厂操纵冷却工艺的结构布置、工艺及装置的技术特性。
关键词高速线材操纵冷却工艺装置INTRODUCTION TO CONTROL COOLING TECHNOLOGY AND ARRANGEMENT OF EQUIPMENTS AND FACILITIESAT HIGH SPEED WIRE ROD MILL OFTANGSHAN IRON & STEEL CORP.Qin Guoqing Han Jingtao Pan KeyunUniversity of Science & Technology,BeijingXu HuiliTang Shan Iron & Steel Corp.Chen YonghongShi JiaZhuang Iron and Steel Co.Ltd.Synopsis The control cooling process, arrangement of the equipments and installations and feature of the technology and equipments are introduced. Keywords high speed wire rod control cooling technologyinstallation1 前言唐钢高速线材厂轧后生产线要紧由以下部分组成:水冷区、成圈区、风冷区、散卷收集区、盘卷运输和精整区等,为了使大伙儿有个初步了解,现逐一介绍如下。
2 唐钢高线厂工艺流程及结构布置唐钢高速线材厂工艺流程及结构布置示意图见图1。
图1 操纵冷却工艺生产流程示意图1.精轧机组2.水冷段3.夹送辊4.吐丝5.风冷段6.集卷圈7.运卷小车8.打包机9.电子秤10.卸卷站3 水冷区3.1 水冷结构技术特性水冷区包括精轧机组前、后的水冷装置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速线材轧后的控制冷却技术
吴松
河北联合大学
摘要:高速线材轧机的控制冷却技术,也称在线热处理,是直接关系到产品力学性能及其均匀性的关键工艺。
采用轧后控制冷却技术增加了产品的附加值。
同时实现了生产节能。
在我国新建的高速线材车间得到了广泛的采用。
关键词: 控制冷却,水冷,风冷
1.前言
20世纪60年代以来,国外出现无扭轧制新技术使得线材轧机终轧速度大大提高,单盘卷重也随之增加,导致了卷线机与高速度轧制和大卷重无法相适应的矛盾。
另外,由于轧制速度的提高,终轧温度高于1000℃,若仍在精轧后直接卷取,则出现氧化铁皮增多,晶粒粗大,机械性能不均匀等问题。
为此开发出了轧后控制冷却技术,可使线材轧后的冷却速度和进程因钢种、规格及最终产品性能不同而不同,减少氧化铁皮的生成,改善线材的机械性能和拉拔性能。
线材高速轧后的控制冷却技术,也被称为在线热处理,是直接关系到最终产品力学性能及其均匀性的关键工艺。
采用轧后控制冷却技术可以增加产品的附加值,同时实现了生产节能。
对提高线材的社会经济效益和促进金属制品生产发展,开拓线材使用的新领域起到良好的作用。
现代高速线材车间轧后控制冷却技术包括两部分:(1)精轧机至吐丝机间的喷水冷却(也称一次水冷);(2)吐丝机至集卷站间的散卷吹风冷却(也称二次风冷)。
高速线材的轧后控制冷却技术的主要目的:
(1)通过控制冷却生产的线材,可使表而一次氧化铁皮大大减少,节约金属。
(2)简化一次加工工艺,节约能源。
经控制冷却生产的线材,在一次加工中,几乎可以取消拉拔前的退火和铅浴淬火工艺。
(3)由于表面氧化铁皮薄,而且为易于清除的Feo,因此在一次加工时,酸洗时间可以减少一半左右,大大降低了酸洗过程酸的消耗。
(4)经过控制冷却的线材金属组织中细粒状珠光体和索氏体占大部分,从而使线材易于拉拔,断面收缩率可提高到80%一90%以上,Ф5.5 mm线材可一次拉拔到Ф2.0 mm以下。
同时,由于整个盘卷在性能上均匀一致,保证了拉拔机能够用较高的速度操作,由于这些原因可使拉拔费用降低20%左右。
(5)通过控制冷却,可以获得所要求的金相组织结构和机械性能,线材通条机械性能均匀性好,其抗拉强度波动可以控制在30MPa以下。
2.精轧机至夹送辊及吐线机间的一次水冷
轧后一次水冷控制技术主要是控温轧制技术的延续,目
的是使轧件从精轧温度冷却到吐丝机所需的温度,并进一步控制线材奥氏体的晶粒度和减少氧化铁皮的产生。
近年新建的高速线材车间轧制的保证速度超过100m/s。
设计的最大速度可达120 m/s,甚至达到140m/s。
如此高的轧制速度,在轧制过程中金属产生的变形热随轧制速度提高而增大,速度越高,变形热越大,轧件温度急剧升高,精轧机出口线材的温度一般为1000-1050℃。
难以满足吐丝机对轧件温度的要求(吐丝温度一般控制在接近相变的750-850℃)。
为了控制吐丝温度,在精轧机出口至吐丝机间设有多个冷却水箱,采用闭环自动控制系统,根据吐丝温度的波动,自动控制轧后水冷段的水量,目前吐丝温度差值基木可以控制在15℃左右。
通过一次水冷使线材温度急剧降到750-850℃,这不仅可使轧制后形成的细粒奥氏体组织经急冷后保留下来,为相变提供合适的细粒金相组织和温度条件,同时避免了线材在易于氧化的高温状态停留,减少了一次氧化铁皮的生成。
在设计一次水冷段时要考虑到水冷速度不能太快,否则线材芯部与线材表面的温度差太大,不利于线材的质量。
为了使线材均温,设计了间断冷却,一般在水冷箱间加设恢复段。
冷却过程,是水冷-恢复一再水冷一再恢复的过程。
3.吐丝机至集卷站间的二次风冷
作为主要的控制冷却的二次风冷,经过多年发展,效果
最好的为斯太尔摩链式风冷运输线和辊式风冷运输线,国内早期建设的高速线材车间多采用链式风冷运输线,目前被广泛应用的为辊式风冷运输线。
斯太尔摩风冷运输线是一种能满足线材不同冷却要求的灵活系统,它可以保证线材通过不同冷却工艺来获得要求的金相组织和机械性能。
二次控制冷却的斯太尔摩线,按控制冷却的原理分,最常用的有三种控制冷却方式:标准型、延迟型、缓慢型,得到普遍应用的是标准型和延迟型。
对于高碳钢等钢种采用标准型冷却工艺,散落在冷却线上的线圈运行速度快(0.5-1.6 m/s),冷却速度为6-17℃/s,线圈搭接稀疏,保温罩打开,强制送风,在快速冷却过程中完成相变,获得索氏体化的金相组织。
对于低碳钢,低合金钢等钢种,则采用延迟型冷却工艺,散落的线圈搭接密集,线圈在输送机上运行速度缓慢(0.12-0.36m/s),冷却速度为0.6-1.4℃/s,盖上保温罩,停止送风,在缓慢冷却过程中完成相变。
延迟型辊式运输机虽然造价稍高于标准型,但其适应性强,其冷却速率范围为0.5- 17℃/s,不但可处理高中碳钢,还可处理低碳钢、焊条钢、冷墩钢和部分合金钢。
由于采用辊式运输并设计了多个跌落台阶,且各段辊道采用不同的运行速度,线材搭接形成的热点问题得到很好解决,故近年新建高速线材车间几乎均采用此型式。
衡量二次风冷技术的主要指标是冷却强度。
(m3/(s*kg*m),既每秒钟·每千克线材在每米盘卷冷却线上获得的风量)。
80年代初期其冷却强度普遍在0.2-0.3范围内,即每台风机的风量小于90000 m3/h,风压<2.49kPa。
90年代新建的高速线材轧机,冷却强度普遍提高到0.5-0.6,即每台风机的风量>150000m3/h,风压>2.49kPa,被称为大风量高风压强冷技术(国外称MORAIR)。
大风量是提高冷却速度的有效手段,高风压可以增加风与线材接触时间,均是提高冷却效率的主要措施。
采用强冷技术可使线材获得高强度、高塑性及良好的再加工性能,特别对钢绳、钢帘线、预应力钢线、高强度螺栓及部分冷墩用线材,其效果更为突出。
获得的性能已接近经铅浴淬火或直接淬火—回火处理的指标,对提高线材再加工的作业率及降低成本都具有明显的经济和社会效益。
某高速线材厂就是选用了10台大风量高风压的风机,每台风机的风量157000 m3/h,后11台风机,每台风机风量:125000 m3/h。
衡量线材质量的另一项指标是力学性能的均匀性,即同盘或同圈的力学性能差。
为缩小强度差,散卷冷却线各段辊道之间增加了速度差和高度差,用来消除线圈热点。
实现风量的合理分布与调节。
随着处理线材直径加大,相应要求风冷能力增大,因而出现了大风量运输机,其每米长度风量增加到常规运输机的3倍,最大风冷速率可达20—30℃/s,对大规格线材则增加水雾冷却,近年国外有的厂家采用了亚音
速超风冷技术,其冷却速率达30℃/s。
此外,为进一步减少搭接造成的影响,设计出台阶式的运输机,在运输机全长上设有3-5个跌落段辊道,落差为200- 250 mm,各段采用交流变频电机传动使各段有不同的运行速度,从而使线材错动。
斯太尔摩辊式冷却输送机近年来的发展和改进主要内容有:
(1)斯太尔摩线的总长度有加长的趋势,目前多为90 m 左右,最近期新建的高速线材车间多采用100 m或更长,某高速线材厂采用的就是116.18 m的延迟型风冷辊道。
(2)辊道段数增多,通常采用9段,也有采用11段的或更多段。
某高速线材厂采用的是20段。
(3)采用大风量高风压冷却风机,使线材的抗拉强度显著提高。
(4)风机台数增加,多数为10台,也有采用11台,近期新建的高速线材车间有采用14台风机的。
某高速线材厂采用21台风机。
(5)设有保温罩的保温段的总长度亦趋于加长,有的已达90m,某高速线材厂采用带保温罩风冷辊道长度85m。
(6)冷却段的各段输送辊道均为爬坡式。
每段辊道间增加跌落段(落差为200- 250mm),目的在于分开线圈之间的距离,此项措施,不但提高线圈抗拉强度的均匀性,也有利于
集卷操作。
这对于线圈搭接密集进行延迟冷却的线材尤为重要。
(7)实心的耐热铸铁传动辊两端加工有散热的翅片,有良好的散热冷却效果,避免轴承过度受热。
(8)在输送机的2, 4, 6, 8段内设有振动辊,用来改变输送机上线圈的重叠位置,以消除“热死点”效应。
改善通条性能,防止拉拔断裂。
(9)辊道采用交流变频电机,单独进行速度控制。
4结语
国内通过研制和消化移植国外先进的高速线材轧制及
轧后冷却技术,在高速线材轧后冷却技术方面基本上己达到了国际先进水平。
我们在采取了合理的工艺制度后,已经生产出合格的钢帘线、钢绞线、胎圈钢丝等产品。
经用户试验 ,用其制作的回火胎圈钢丝和钢丝绳的检验结果达到了金属
制品标准的要求。
Ф5.5mm 70 钢线材可不经热处理一次拉拔至Ф1.6 mm。
参考文献:
【1】房世兴.高速线材轧机装备技术冶金工业出版社. 1997.
【2】李泽武.宣钢高速线材车间轧后冷却设计首钢科技2002.
【3】李曼云高速轧机线材生产冶金工业出版社
1995
【4】周建男钢铁生产工艺装备新技术冶金工业出版社2004
【5】日本钢铁协会轧制理论及其应用, 1975。