柔性振动盘接线说明书
振动盘最全面技术说明分析
振动盘工作原理一.振动盘简介:振动盘是一种自动定向排序的送料设备. 振动盘的组成:料斗\底盘\控制器\直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种; 直线送料器可根据客户需求订制各式各样型号直线送料器,也可根据产品要求订制. 振动盘是一种自动组装机械的辅助设备,是一种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品.作用:广泛应用于电池\五金\电子\医药\食品\塑胶插件\喷雾器\连接器\精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备.振动盘辅助产品:底盘\顶盘\控制器\直线送料器\振动平台料仓\涂层电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式一般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选,烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有一定形状和尺寸的物料的上供料.二.振动盘工作原理料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序运动状态:直线形料斗是往复直线式振动,而圆筒形是往复扭转式振动.主要是由一个振动马达作动力,振动马达工作时产生定向频率的力,只要把振动盘看成是一个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.三振动盘调整步骤与要点(1)确认振动本体位于盘面确实锁固(2)将控制器按钮调至中间位置(3)将电源打开,查看振动盘输送速度是否达到要求(4)若没有达到要求,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化(5)若松脱弹片固定螺丝,振动速度变快,则表示弹片过厚,适度减少弹片数量或厚度后,再进行步骤(4),再次调试(6)反之则适度增加弹片或厚度后,再进行步骤(4),再次调试(7)若步骤(4)的调整,振动速度变化不大时,则表示已完成弹片调整(8)电磁铁要对齐,间隙在1---1.5mm,间隙要平行四.定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况(9)正式生产中使用的工件样品或图纸(10)振动盘的送料方向(顺时针,逆时针)(11)工件在振动盘出口时的状态,出料速度(12)振动盘的空间限制及安装位置,供电\供气情况(13)外观涂层等其它要求(交货期一般为7---15天,免费安装调试,保修三年)五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速高频(50---100次/秒),微幅(0.5---1mm)振动,使工件逐步向高处移动.当I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下一循环,周而复始,工件在轨道上作由低到高的运动.六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片,安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000次或更高的次数反复进行,使用权料盘内的物料平滑移动.交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6组一定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.七.振动盘主要技术参数1.额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/全波励磁2.振动盘规格:顶盘直径80---1000mm3.振动盘按物料走向可分为顺时针/逆时针走向八.使用及维护1.检查主机各部紧固件是否有松动2.安装时一定要使减振元件上下对齐,并使上下丝孔对应3.振动盘高度及水平调整好之后,将下座紧固在支架或固定板上4.在振动盘出口与应件相接时要留有一定的间隙,以避免影响振动效果5.振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,一定要将电位器调至最小位置,以免损坏晶体管等电器元件6.振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量九.振动盘技术参数障及排除方法4.通电源后不振动,检查电控器保险丝是否熔断,电气元件是否松动,插头座是否接触不良,电器元件是否损坏5.速度不够(1)检查紧固弹性钢片是否断裂或紧固螺丝松动(2)电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm范围内,铁芯与衔铁一作平面不平衡度<0.02mm3.电磁铁线圈温升偏高或线圈烧毁(1)铁芯与衔铁间隙过大,易出现烧线圈现象(2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象(3)外界气温偏高,影响线圈散热十一。
昆山怡合达振动盘控制器说明书
振动盘控制器的基本功能和产品说明
【品名称】
振动盘控制器
【产品说明】
基本功能:
自动稳压:内置数字稳压功能,可以消除由于电源电压波动造成的送料速度变化。
缓启动:在启动时,输出电压会从零开始逐渐增大到预设电压,以消除对振动盘的冲击。
缓启动时间设置:缓启动时间可以由数字精确设定。
信号控制开关:本机具有光耦隔离的信号控制开关。
双控制信号输入:料空和料满双控制信号输入,且具有逻辑与、或、非、异或等全部控制关系。
输出电压预置功能:可以通过外部控制信号直接选择多达4种预先设置的输出电压。
料满停机:通过NPN型传感器实现料满停机控制,并具有可调缓启动时间、开延迟、关延迟、逻辑方向调节等控制功能。
智能光电传感:通过自适应的智能光电对射传感器实现料满或料空停机控制,且具有可调缓启动时间、开延迟、关延迟、逻辑方向调节等控制功能。
线控调速:可以直接使用外置的电位器、PLC或1~5V电压信号控制输出电压。
控制输出:通过晶体管输出控制信号,振动盘弹簧,可直接用于控制电磁阀等外部设备与本控制器协调工作。
过热保护功能:当控制器工作温度过高时将停止输出,以保护本机。
过流保护功能:当控制器工作电流超过额定电流时将停止输出,以保护设备运行安全可靠。
RS485组网功能:可以与DCS、PLC、计算机等组成自动控制网络系统(可选功能)。
振动盘作业指导书
振动盘作业指导书一、引言振动盘是一种常见的机械设备,广泛应用于工厂生产线以及其他领域。
本作业指导书旨在为操作人员提供关于振动盘的使用方法和注意事项的指导,以确保操作人员能够正确、安全地操作和维护振动盘。
二、振动盘的基本原理振动盘通过振动力将物料从一个位置传送到另一个位置。
它通常由电动机、起振器、振动弹簧和传输装置等部件组成。
电动机通过传输装置将振动力传递给振动弹簧,弹簧再将振动力传递给工作平台,从而实现物料的传送。
三、操作步骤1. 准备工作在开始操作振动盘之前,应先确保以下几点:- 检查振动盘及其周围环境是否安全。
- 检查电源是否正常,电源开关是否关闭。
2. 启动振动盘按照以下步骤启动振动盘:- 通过控制台或面板上的开关将电源打开。
- 打开振动盘主电源开关。
- 调整振动盘的振动强度和振动频率,以适应所需的物料传送效果。
3. 物料加载根据振动盘的设计和工作目的,将物料适量地添加到振动盘的进料端。
注意不要过量加载物料,以免影响振动盘的正常工作。
4. 监控和调整在振动盘开启后,及时观察振动盘的工作状态,通过调整振动力的强度和频率,使物料在振动盘上保持平衡和稳定的传送。
5. 关闭振动盘当振动盘的工作完成后,按照以下步骤关闭振动盘:- 渐渐地减小振动盘的振动力,使物料停止传送。
- 关闭振动盘主电源开关。
- 关闭振动盘电源开关。
四、安全注意事项在操作振动盘时,必须遵守以下安全注意事项:1. 确保操作人员已经接受过相关培训,并了解操作规程和安全操作要求。
2. 在操作振动盘时,不得将手或其他身体部位伸入设备内部,以免造成伤害。
3. 在对振动盘进行维护和检修前,务必切断电源,并采取必要的安全措施以防止电源突然恢复导致意外发生。
4. 定期检查振动盘的工作状态和设备固定情况,如发现异常应及时停机检修。
五、保养与维护振动盘的保养与维护对于其长期稳定工作至关重要。
以下是一些常见的保养与维护建议:1. 定期清洁振动盘的外部表面和工作平台,以保持设备的整洁和正常工作。
柔性振动盘技术手册

GF-ZDP1723目录一概述 (3)二软件功能 (4)2.1 主界面 (4)2.2 配置界面 (5)2.2.1 单一动作设置 (5)2.2.2 数字量输入配置 (6)2.2.3 电机配置 (7)2.2.4 RS485 配置 (7)2.2.5 RS232 配置 (8)2.2.6 MODBUS 配置 (8)2.2.7 动作组合 (11)2.2.8 照明强度 (12)2.2.9 触摸屏设置 (12)2.2.10 硬件测试 (13)2.2.11 本机信息 (13)三机械尺寸 (14)3.1 设备外形尺寸图 (14)3.2 料盒尺寸图 (15)3.3 安装尺寸 (16)GF-ZDP1723 是一款小型的柔性上料器。
自带可调光源,可以灵活的用于轻薄物料的上料;带有1 路RS232 和1 路RS485,都支持MODBUS 协议通讯;带有2 路数字量输入端口,可以软件配置用途;带有一块4.3 寸电阻式触摸屏,所有的参数都可以在触摸屏上进行配置,不需要额外接工控机。
1.120W2.3.4.图2-1 系统主界面如上图所示,主界面实时显示当前系统的状态参数。
点击右下角的“系统配置”可以进入系统的配置菜单。
数字量输入n :数字量输入动作的时候显示“1”,不动作的时候显示“0”;照明强度 (%):背光光源关闭的时候显示“0”,开启的时候显示对应的亮度(百分比,取值范围10%~100%);电机状态(T):电机停止运行的时候,显示“0”;电机运行单一动作的时候,显示单一动作编号(取值范围1~11);电机运行动作组合的时候显示动作组合编号(取值范围1~10);当前频率 (%):当前频率显示当前电机的频率(百分比,取值范围10%~90%);当前振幅 (%):当前振幅显示当前电机的振幅(占空比,取值范围1%~80%);过热保护 (B):系统是否发生过热保护。
“0”没有报警,“1”表示发生报警。
过热计时 (S):过热保护的定时器,单位:秒。
(完整版)振动盘设计手册

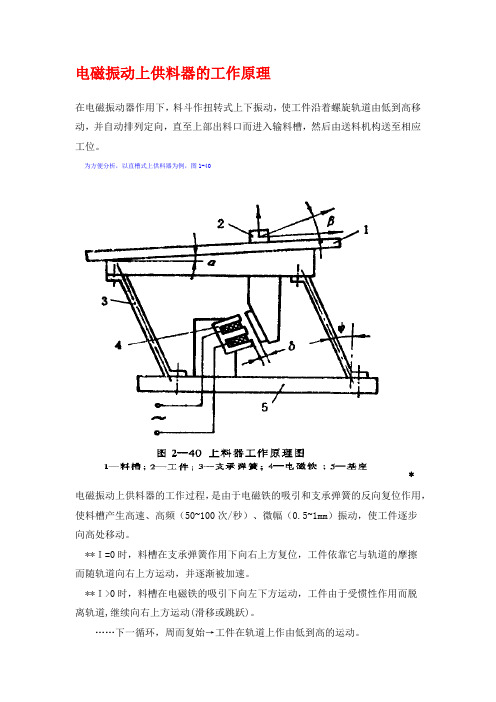
电磁振动上供料器的工作原理在电磁振动器作用下,料斗作扭转式上下振动,使工件沿着螺旋轨道由低到高移动,并自动排列定向,直至上部出料口而进入输料槽,然后由送料机构送至相应工位。
为方便分析,以直槽式上供料器为例,图1-40*电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速、高频(50~100次/秒)、微幅(0.5~1mm)振动,使工件逐步向高处移动。
**I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的摩擦而随轨道向右上方运动,并逐渐被加速。
**I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于受惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃)。
……下一循环,周而复始→工件在轨道上作由低到高的运动。
1、工件在轨道上的受力分析* 工件在轨道上的受力:自重力、轨道反力、摩擦力、惯性力;* 摩擦力、惯性力与电磁铁的电流有关。
(1)I=0时,支承弹簧复位,轨道以加速度a1向右上方运动,工件力平衡如图1-41:macosβ+mgsinα=F=μN (2—1)1sinβ+mgcosα=N (2—2)ma1(2)I>0时,电磁铁吸引,轨道以加速度a2向左下方运动,工件受力平衡如图1-42:cosβ-mgsinα=F=μN (2—3)ma2masinβ-mgcosα=-N (2—4)22、工件在轨道上的运动状态分析(1)运动分析根据受力分析,工件在轨道上的运动有两种可能性:A、因惯性沿轨道下滑,此时I=0,且有cosβ+mg sinα>μN (2—5)ma1>g(sinα-μcosα)/(μsinβ-cosβ) (2—6)a1——当轨道向右上方运动的加速度a1满足上式时,工件便会沿轨道下滑。
这对振动上供料机构是不希望出现的。
B、沿轨道上行,此时根据电磁铁吸合与否可得:≤g(sinα-μcosα)/(μsinβ-cosβ) (2—7)I=0,a1I>0,a≥g(sinα+μcosα)/(μsinβ+cosβ) (2—8)2——电磁振动供料器要实现预定的上供料,轨道向右上方运动的加速度a1和向左下方运动的加速度a2必须满足上述工件沿轨道上行时的条件式。
柔性电源硬件配件安装指南说明书

PC 132Catalog No. 535-20030Printed in U.S.A.Form 52C,P-11SI Pg 18-01Replaces: 52S-34SI,52S-35SI Book 14T ab 9a 11aInstallation InstructionsHardwire Accessory KitFor Use WithPackaged Terminal Air Conditioneror Heat PumpStep 7 — Separate Molex connectors from hardwire and, referring to Fig. 4, make the following wiring connections:•Connect Black wire to where plain wire of power cord was originally connected•Connect Red wire to where ribbed wire (capacitor) power cord was originally connected•Connect Green wire where ground was originally connected.NOTE: Leave approximately 3 in. of plug assembly outside the control box through the power cord access hole for easy access in the future. See Fig. 5.Step 8 — Close control box, and secure using 2 screws re-moved earlier.Step 9 — Connect male and female Molex connectors. Push Molex connector and excess wiring back into control box through power cord access hole. See Fig. 5.Step 10 — Attach hardwire access panel with screw saved from Step 3. See Fig. 6.Step 11 — Replace front panel.NOTE: Be sure conduit is routed through notch on front panel. Step 12 — Make wiring connections in field-supplied junc-tion box. See Fig. 7.Step 13 — Restore power to unit.23DISCONNECT HARDWIRE FOR CHASSISREMOVALStep 1 — Disconnect all power to unit.Step 2 — Remove front panel.Step 3 — Remove access cover from control box and dis-connect plug assembly. See Fig. 3 and 5.Step 4 — Follow instructions in owner’s manual for chassisremoval.When removing chassis from wall sleeve, disconnect power at main fuse or circuit breaker first, to avoid possible electrical shock.Manufacturer reserves the right to discontinue, or change at any time, specifications or designs without notice and without incurring obligations.PC 132Catalog No. 535-20030Printed in U.S.A.Form 52C,P-11SI Pg 48-01Replaces: 52S-34SI,52S-35SI Copyright 2001 CAC/BDPBook 14T ab 9a 11a。
振动盘设计手册
电磁振动上供料器的工作原理在电磁振动器作用下,料斗作扭转式上下振动,使工件沿着螺旋轨道由低到高移动,并自动排列定向,直至上部出料口而进入输料槽,然后由送料机构送至相应工位。
为方便分析,以直槽式上供料器为例,图1-40*电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速、高频(50~100次/秒)、微幅(0.5~1mm)振动,使工件逐步向高处移动。
**I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的摩擦而随轨道向右上方运动,并逐渐被加速。
**I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于受惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃)。
……下一循环,周而复始→工件在轨道上作由低到高的运动。
1、工件在轨道上的受力分析* 工件在轨道上的受力:自重力、轨道反力、摩擦力、惯性力;* 摩擦力、惯性力与电磁铁的电流有关。
(1)I=0时,支承弹簧复位,轨道以加速度a1向右上方运动,工件力平衡如图1-41:macosβ+mgsinα=F=μN (2—1)1sinβ+mgcosα=N (2—2)ma1(2)I>0时,电磁铁吸引,轨道以加速度a2向左下方运动,工件受力平衡如图1-42:cosβ-mgsinα=F=μN (2—3)ma2masinβ-mgcosα=-N (2—4)22、工件在轨道上的运动状态分析(1)运动分析根据受力分析,工件在轨道上的运动有两种可能性:A、因惯性沿轨道下滑,此时I=0,且有cosβ+mgsinα>μN (2—5)ma1>g(sinα-μcosα)/(μsinβ-cosβ) (2—6)a1——当轨道向右上方运动的加速度a1满足上式时,工件便会沿轨道下滑。
这对振动上供料机构是不希望出现的。
B、沿轨道上行,此时根据电磁铁吸合与否可得:≤g(sinα-μcosα)/(μsinβ-cosβ) (2—7)I=0,a1I>0,a≥g(sinα+μcosα)/(μsinβ+cosβ) (2—8)2——电磁振动供料器要实现预定的上供料,轨道向右上方运动的加速度a1和向左下方运动的加速度a2必须满足上述工件沿轨道上行时的条件式。
振动盘使用说明范文
振动盘使用说明范文振动盘是一种常用于实验室、工业制造等领域的设备,主要用于实现物料的分离、筛分、混合等操作。
下面是振动盘的使用说明。
一、振动盘的基本结构和工作原理振动盘由振动机械和上盘组成。
振动机械由电机、振动轴、主轴轴承等组成。
电机通过带动振动轴转动,从而带动主轴进行振动。
上盘则是由圆弧形的壳体和适配于工作需求的网孔组成。
振动盘在工作时,电机通过振动机械产生振动力,将物料放置于上盘上。
物料受到振动力的作用,从而在上盘上实现分离、筛分、混合等操作。
二、振动盘的操作流程1.现场准备:确保振动盘的周围环境干净整洁,没有杂物、灰尘。
检查振动盘和电源的连接是否牢固,确保安全使用。
2.启动设备:将电源连接好,按下电源开关启动设备。
确认振动机械和上盘处于正常工作状态。
3.调节振动力:根据工作需求,调节振动力大小。
可以通过调整电机的转速、改变重物的位置等方式实现。
一般来说,振动力的调节需要根据物料的性质和工作效果来选择合适的参数。
4.放置物料:将要处理的物料放置于上盘上。
根据需要,可以将物料平均分布在整个上盘上,或者集中放置在其中一区域上。
5.开始振动:确认物料放置正确后,按下振动开关,开始振动。
6.监控振动过程:在振动过程中,可以通过观察上盘的工作状态和听取声音等方式,来判断振动盘的运行情况是否正常。
如有异常,应及时采取措施进行调整。
7.结束振动:当完成工作任务或需要停止振动时,按下振动开关,停止振动。
8.清理工作:将物料从上盘上取下,并进行清理。
注意安全操作,避免物料的溅出和伤害。
三、注意事项1.使用前应仔细阅读设备的说明书,并按照正确的操作步骤进行操作。
2.在操作过程中,应注意保持设备的稳定性,避免因不适当的操作导致设备的摇晃和倾斜。
3.物料放置应均匀、稳定,避免产生偏心或过载情况。
4.在调节振动力时,应根据具体的工作需求和物料性质来选择合适的参数,避免振动力过大或过小导致工作效果不理想。
5.在清理物料时,应待设备完全停止运行后进行,以免因操作不当造成伤害。
固定振动盘操作方法

固定振动盘操作方法固定振动盘是一种常见的实验装置,用于实现材料的振动处理和实验研究。
下面是关于固定振动盘操作方法的详细介绍。
操作步骤如下:1. 准备工作在使用固定振动盘进行实验之前,需要先进行一些准备工作。
首先,检查振动盘是否处于良好的工作状态,如有损坏或杂质应及时更换或清理。
其次,检查工作台面是否平稳,因为振动盘的运行质量受到工作台面的影响较大。
最后,检查所使用的振子是否正确安装,以确保振动盘能够正常运行。
2. 连接电源将固定振动盘的电源线插入电源插座,并确保连接良好。
根据实验需求,确认振动盘的电源电压和频率是否与实验要求相匹配。
3. 调节振动幅度和频率启动固定振动盘后,可以通过调节振动幅度和频率来适应实验需求。
通常情况下,振动盘的振幅和频率可以通过旋钮或按钮调节。
根据实验设计,逐步调节振动幅度和频率,直至达到所需的振动状态。
4. 放置实验样品将需要进行振动处理或实验研究的样品放置在固定振动盘的工作台面上。
在放置样品之前,应确保样品与振动盘之间有足够的接触面积,并避免存在太多的空隙。
接触面积越大,振动效果越显著。
5. 运行振动盘确认样品放置正确后,可以开始运行振动盘。
根据实验需求,可以选择持续振动或间断振动。
在振动过程中,应注意观察样品的状态和振动效果,及时记录相关数据。
如果需要调整振动幅度或频率,可以根据实验结果进行相应的调整。
6. 停止振动盘当实验结束或需要停止振动盘时,可以通过关闭振动盘的电源或调节开关来停止振动。
同时,应注意将样品从振动盘上取下,并进行相应的后续处理。
固定振动盘的操作需要注意以下几点:1. 安全性:在操作过程中,应注意电源电压的安全操作范围,以防止发生电流过大或电压过高的情况。
同时,避免触摸振动盘的运动部件,以免造成伤害。
2. 实验设计:在进行实验前,应明确实验的目的和要求,并根据实验需求选择合适的振动幅度和频率。
合理的实验设计有助于获得准确可靠的实验结果。
3. 样品准备:在放置样品时,应确保样品与振动盘之间有足够的接触面积。
一种柔性振动盘[实用新型专利]
![一种柔性振动盘[实用新型专利]](https://img.taocdn.com/s3/m/978f457d842458fb770bf78a6529647d272834de.png)
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 202021523257.2(22)申请日 2020.07.28(73)专利权人 东莞市研杰自动化设备有限公司地址 523079 广东省东莞市南城蛤地大新路25号A栋103(72)发明人 肖全忠 (74)专利代理机构 东莞市华南专利商标事务所有限公司 44215代理人 梁鹤鸣(51)Int.Cl.B65G 27/24(2006.01)B65G 27/08(2006.01)(54)实用新型名称一种柔性振动盘(57)摘要本实用新型涉及物料输送技术领域,具体涉及一种柔性振动盘,包括底座、弹性形变件以及物料盘;所述弹性形变件设于底座上;所述物料盘设于弹性形变件上;所述物料盘的底部设有若干个永磁铁;所述底座在永磁铁的底部设有若干个磁场组件;一个磁场组件与一个永磁铁对应设置;所述磁场组件包括设于底座的导体以及绕设于导体外周的线圈。
本实用新型通过设置底座、弹性形变件、物料盘、永磁铁以及磁场组件,使得柔性振动盘可以适应大小形状材料等情况不同的物料,对于频繁的物料更换非常灵活便捷,不需要机械重整修,便于用户进行使用。
权利要求书1页 说明书3页 附图4页CN 213058880 U 2021.04.27C N 213058880U1.一种柔性振动盘,其特征在于:包括底座(1)、弹性形变件(2)以及物料盘(3);所述弹性形变件(2)设于底座(1)上;所述物料盘(3)设于弹性形变件(2)上;所述物料盘(3)的底部设有若干个永磁铁(4);所述底座(1)在永磁铁(4)的底部设有若干个磁场组件(5);一个磁场组件(5)与一个永磁铁(4)对应设置;所述磁场组件(5)包括设于底座(1)的导体(51)以及绕设于导体(51)外周的线圈(52)。
2.根据权利要求1所述的一种柔性振动盘,其特征在于:所述永磁铁(4)的数量为四个;四个永磁铁(4)分别设于物料盘(3)底部的四周;所述磁场组件(5)的数量为四个;四个磁场组件(5)分别设于底座(1)顶部的四周。
振动盘最全面技术说明分析
振动盘工作原理一.振动盘简介:振动盘是一种自动定向排序的送料设备. 振动盘的组成:料斗\底盘\控制器\直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种; 直线送料器可根据客户需求订制各式各样型号直线送料器,也可根据产品要求订制. 振动盘是一种自动组装机械的辅助设备,是一种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品.作用:广泛应用于电池\五金\电子\医药\食品\塑胶插件\喷雾器\连接器\精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备.振动盘辅助产品:底盘\顶盘\控制器\直线送料器\振动平台料仓\涂层电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式一般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选,烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有一定形状和尺寸的物料的上供料.二.振动盘工作原理料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序运动状态:直线形料斗是往复直线式振动,而圆筒形是往复扭转式振动.主要是由一个振动马达作动力,振动马达工作时产生定向频率的力,只要把振动盘看成是一个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.三振动盘调整步骤与要点(1)确认振动本体位于盘面确实锁固(2)将控制器按钮调至中间位置(3)将电源打开,查看振动盘输送速度是否达到要求(4)若没有达到要求,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化(5)若松脱弹片固定螺丝,振动速度变快,则表示弹片过厚,适度减少弹片数量或厚度后,再进行步骤(4),再次调试(6)反之则适度增加弹片或厚度后,再进行步骤(4),再次调试(7)若步骤(4)的调整,振动速度变化不大时,则表示已完成弹片调整(8)电磁铁要对齐,间隙在1---1.5mm,间隙要平行四.定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况(9)正式生产中使用的工件样品或图纸(10)振动盘的送料方向(顺时针,逆时针)(11)工件在振动盘出口时的状态,出料速度(12)振动盘的空间限制及安装位置,供电\供气情况(13)外观涂层等其它要求(交货期一般为7---15天,免费安装调试,保修三年)五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速高频(50---100次/秒),微幅(0.5---1mm)振动,使工件逐步向高处移动.当I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下一循环,周而复始,工件在轨道上作由低到高的运动.六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片,安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000次或更高的次数反复进行,使用权料盘内的物料平滑移动.交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6组一定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.七.振动盘主要技术参数1.额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/全波励磁2.振动盘规格:顶盘直径80---1000mm3.振动盘按物料走向可分为顺时针/逆时针走向八.使用及维护1.检查主机各部紧固件是否有松动2.安装时一定要使减振元件上下对齐,并使上下丝孔对应3.振动盘高度及水平调整好之后,将下座紧固在支架或固定板上4.在振动盘出口与应件相接时要留有一定的间隙,以避免影响振动效果5.振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,一定要将电位器调至最小位置,以免损坏晶体管等电器元件6.振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量九.振动盘技术参数障及排除方法4.通电源后不振动,检查电控器保险丝是否熔断,电气元件是否松动,插头座是否接触不良,电器元件是否损坏5.速度不够(1)检查紧固弹性钢片是否断裂或紧固螺丝松动(2)电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm范围内,铁芯与衔铁一作平面不平衡度<0.02mm3.电磁铁线圈温升偏高或线圈烧毁(1)铁芯与衔铁间隙过大,易出现烧线圈现象(2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象(3)外界气温偏高,影响线圈散热十一。
柔性振散盘使用说明书

QKM 柔性振散盘使用说明书______________________________________________________________________________________ 本文件属于李群自动化智慧财产,未经过书面授权,严禁私自外发或转载引用1 / 9目录一、系统概览 (3)二、电气接口 (3)1、电源 (3)2、振散盘控制 (4)3、供料器 (5)4、扩展光源 (5)5、RS-485接口 (5)6、面板功能 (5)7、光源控制 (6)二、驱动安装 (6)三、软件操作界面 (7)1、参数操作菜单 (7)2、通讯连接 (7)3、振散模式选择 (8)4、振散参数调节 (8)5、电机调节 (8)6、振散测试 (9)7、光源控制 (9)8、料仓控制 (9)9、其他信息 (9)10、组合动作 (9)______________________________________________________________________________________本文件属于李群自动化智慧财产,未经过书面授权,严禁私自外发或转载引用2 / 9______________________________________________________________________________________本文件属于李群自动化智慧财产,未经过书面授权,严禁私自外发或转载引用3 / 9一、系统概览图1二、电气接口各功能端子排列图如下2所示:图2(端子连接)1、 电源总的需要接三根线:两个24V 任意接一个;两个0伏任意接一个;再加上接地。
请务必严格按照24V 规格输入,否则会导致设备损坏。
2、振散盘控制振散模式组合如下表2所示(●表示与Com公共端端接通,即拉低):表2______________________________________________________________________________________本文件属于李群自动化智慧财产,未经过书面授权,严禁私自外发或转载引用4 / 93、供料器FEEDER标识下面两个端子为供料器连接端子,供料器自带两根线及插头,直接插入FEEDER 下两个端子即可。
振动盘基本知识ppt课件

送料器
由输送轨道及振动装置组成
(一)将整列好的工件平稳的输送至较远距离, 便于与生产线衔接,同时达到储料功能又能增加 送料推力 (二)主要配合振动盘的使用,并在特殊情况下 辅助振动盘完成工件的定向传送 (三)与提升机的给料配合使用,完成简易工件 的定向传送 (四)对传送大型工件或轨道延伸过长时,而使 用有配重减振机构通过调节而达到高速、平稳传 送的使用
振动盘基本知识
目录
振动盘的工作原理 振动盘示意图 组成和分类 功能及优点 使用及维护 振动盘常见的故障处理
定义
振动盘是一种自动组装机械的辅助设备,是一种能自 动定向排序的送料设备.能把各种产品有序排出来,它可以 配合自动组装设备一起将产品各个部位组装起来成为完整 的一个产品
原理与作用
振动盘的工作原理:料斗下面有个脉冲电磁铁,可以使料斗垂直方向上 下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受 到这种振动,而沿螺旋轨道上升,直到送到下道工序。 其工作目的是通过振 动将无序工件自动有序定向排列整齐,准确地输送到下道工序。 作用:广泛应用于电池,五金,电子,医药,食品,塑胶插件,喷雾 器,连接器,精密振动盘应用等各个行业,是解决工业自动化设备供料的必 须设备。振动盘除满足产品的定向排序外还可用于分选,检测,计数包装 等,是一种现在化高科技产品。
桥式整流电路是使用最多的一种整流电路,
这种电路,只要增加两只二极管连接成“桥”式结构, 便具有全波整流电路的优点,而同时在一定程度上克 服了它的缺点。工作原理:e2为正半周时,对D1、D3 加正向电压,D1、D3导通,对D2、D4加反向电压, D2、D4截止,电路中构成e2、D1、Rfz、D3通电回路, 在Rfz上形成上正下负的半波整流电压,e2为负半周时, 对D2、D4加正向电压,D2、D4导通,对D1、D3加反 向电压,D1、D3截止,电路中构成e2、D2、Rfz、D4 通电回路,同样在Rfz上形成上正下负的半波整流电压, 如此重复下去,便在Rfz上得到全波整流电压,其波形 图和全波整流波形图是一样的,桥式整流电路中每只 二极管承受的反向电压等于变压器次级电压的最大值, 比全波整流电路小一半。
振动盘调整步骤安装支架解决方案
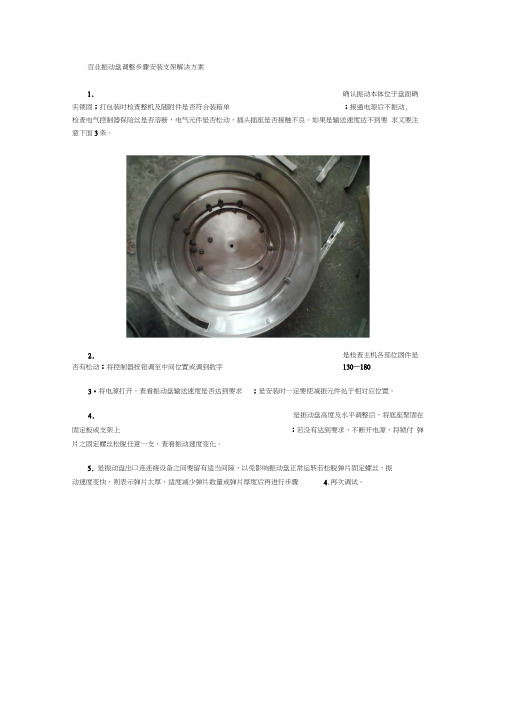
百业振动盘调整步骤安装支架解决方案1.确认振动本体位于盘面确实锁固;打包装时检查整机及随附件是否符合装箱单;接通电源后不振动,检查电气控制器保险丝是否溶断,电气元件是否松动,插头插座是否接触不良。
如果是输送速度达不到要求又要注意下面3条。
2.是检查主机各部位固件是否有松动;将控制器按钮调至中间位置或调到数字130〜1803•将电源打开,查看振动盘输送速度是否达到要求;是安装时一定要使减振元件处于相对应位置。
4.是振动盘高度及水平调整后,将底座聚固在固定板或支架上;若没有达到要求,不断开电源,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化。
5.是振动盘岀口连连接设备之间要留有适当间隙,以免影响振动盘正常运转若松脱弹片固定螺丝,振动速度变快,则表示弹片太厚,适度减少弹片数量或弹片厚度后再进行步骤4,再次调试。
6.是用电气控制盒连接振动盘电气插头,接通电源,打开开关,缓慢转动电位器,逐渐达到需要的送料数量即可。
最后要注意的是在开机前一定要将电位器调至最低值,以免损坏可控硅若松脱弹片固定螺丝, 振动速度变慢,则表示弹片太薄,适度增加弹片数量或厚度后,再进行步骤4,再次调试。
7•适应于全波振动的电磁铁如果用于半波电源会岀现温度偏高;若步骤4的调整,振动速度变化不大时, 则表示已完成弹片调整。
8.利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动非标设备,因此我们选择振动盘是都要具体考虑客户的要求,我们今天说说振动盘如何配合主机工作检查紧固弹性元件的螺丝钉是否松动电磁铁要对齐,间隙在1-1.5毫米,间隙要平行。
yyhkcn_rxzdp_xy贵州振动盘_陕西振动盘—云南振动盘_湖北振动盘。
柔性振动盘的工作流程

柔性振动盘的工作流程
柔性振动盘的工作流程:
(一)准备工作
1. 根据生产计划确定货物型号和数量;
2. 熟悉工件图纸,理解柔性振动盘加工处理步骤和细节要求;
3. 安排相应的加工参数,如切削深度、钻孔尺寸等;
4. 检查磨料种类、数量及使用时效;
5. 取出必要的刀具及辅助工具,并加工状况,准备就绪;
(二)加工作业
1. 按照工艺要求安排柔性振动盘安装位置,使工件处于正确的位置;
2. 用专业设备将柔性振动盘安装固定,确保其垂直位置;
3. 将正确类型的磨料填充进盘内,磨料要充满整个振动盘;
4. 根据操作要求,控制柔性振动盘的转速,将原料依次送入到振动盘中;
5. 对柔性振动盘内的原料进行机械摩擦、作用;
6. 停机,取出加工后的物料,检查加工效果,并保持工作现场的整洁;
(三)后处理
1. 采用风洗法以外,清洗所有污物;
2. 用清洗液清洗柔性振动盘,清洁其摩擦面;
3. 将柔性振动盘休息一段时间,以提高其使用寿命;
4. 检查柔性振动盘是否有裂纹、变形等现象,必要时及时修补;
5. 将柔性振动盘及辅助工具按图纸要求,贴上标牌;
6. 整理柔性振动盘及辅助工具的库存,安排下次使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
柔性振动盘接线说明书
第一:振动盘的内部结构
振动盘的内部构造主要由曲底盘、弹簧板、振动线圈、调速器、振动盘、料盘、上料板、挡高板、分选料板、出料槽、防护罩所组成。
其中形状为扁圆形底盘下面装有减震橡胶垫,底盘上面装有倾斜式弹簧板座,座上装有倾斜式长方形弹簧板,弹簧板上部与扁圆形振动盘下面倾斜式弹簧板座用螺丝连接固定,底盘上面上和两弹簧板之间装有振动线圈,振动盘用来送料的工具就是在上面装有扁圆形料盘,料盘内壁上设有多层螺旋形上料板,上料板上面和料盘内壁上设有挡高板,并在上料板途中和末端设有多个弧形不规则齿槽分选料板,分选料板后面设有倾斜式螺旋形换向定向出料槽,底盘上面振动盘下面外面装有圆形防护罩。
工作时只要把料倒在料盘内,启动按钮,工件在料盘内快速自动完成分选分离、换向定向、排列输出进入机加工。
第二:如何安装震动盘
1、打包装时检查整机及随附件是否符合装箱单;
2、是检查主机各部位固件是否有松动;
3、是安装时一定要使减震元件处于相对应位置;
4、是震动盘高度及水平调整后,将底座聚固在固定板或支架上;
5、是震动盘出口连连接设备之间要留有适当间隙,以免影响震
动盘正常运转;
6、是用电气控制盒连接震动盘电气插头,接通电源,打开开关,缓慢转动电位器,逐渐达到需要的送料数量即可,最后要注意的是在开机前一定要将电位器调至最低值,以免损坏可控硅;
第三:振动盘的用途解析
1.产品自动排序
振动盘有一个很强大的功能就是帮我们的产品自动排序,以实现下一步的的需求,比如自动取料或自动上料等功能;
2.产品筛选
振动盘除了可以对产品进行自动排序外还可以对一些简单的产品进行筛选,比如筛选出规格不同的螺丝,不过要求比较高的靠振动盘是很难完成的,可以考虑定制一套机器;
3.自动上料;
日常生活中用到振动盘最多的功能应该是振动盘的自动上料了,所以很多时候人们也称振动盘为自动上料振动盘,他可以把产品按照一定的规律摆放到指定的位置,这个在自动化产品中是经常用到的。