超滤法处理大豆废水
豆制品废水处理
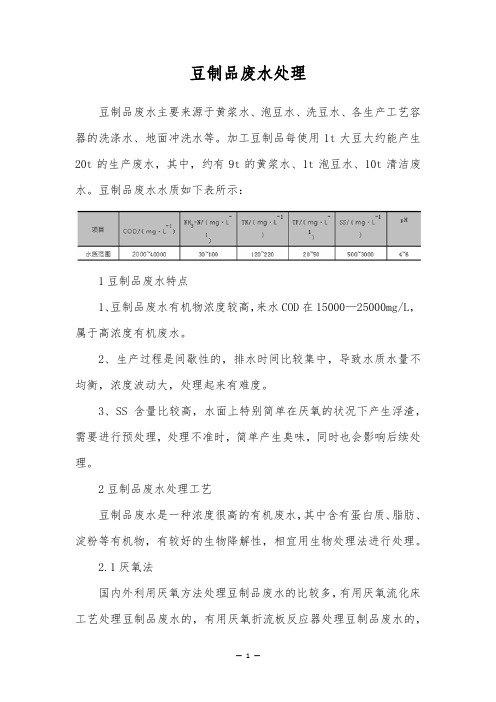
豆制品废水处理豆制品废水主要来源于黄浆水、泡豆水、洗豆水、各生产工艺容器的洗涤水、地面冲洗水等。
加工豆制品每使用1t大豆大约能产生20t的生产废水,其中,约有9t的黄浆水、1t泡豆水、10t清洁废水。
豆制品废水水质如下表所示:1豆制品废水特点1、豆制品废水有机物浓度较高,来水COD在15000—25000mg/L,属于高浓度有机废水。
2、生产过程是间歇性的,排水时间比较集中,导致水质水量不均衡,浓度波动大,处理起来有难度。
3、SS含量比较高,水面上特别简单在厌氧的状况下产生浮渣,需要进行预处理,处理不准时,简单产生臭味,同时也会影响后续处理。
2豆制品废水处理工艺豆制品废水是一种浓度很高的有机废水,其中含有蛋白质、脂肪、淀粉等有机物,有较好的生物降解性,相宜用生物处理法进行处理。
2.1厌氧法国内外利用厌氧方法处理豆制品废水的比较多,有用厌氧流化床工艺处理豆制品废水的,有用厌氧折流板反应器处理豆制品废水的,采纳多极厌氧生物滤池处理豆制品浓度高的有机废水,既经济又实惠。
实践证明,采纳多级厌氧生物滤池处理浓度高的有机废水明显优于单级厌氧生物滤池工艺,CODcr去除率由78%~80%提高到90%以上。
此方法为应用于工程实践的多极厌氧生物滤池———好氧工艺。
2.2好氧法针对豆制品废水的特点,可采纳AB活性污泥法进行处理。
工艺试验得到AB活性污泥法处理豆制品废水的运行参数,试验在优化参数下运行,取得明显处理效果,CODcr出水总去除率为97%,其中A 段去除率为89%,B段去除率为83%。
2.3厌氧—好氧法厌氧—好氧处理工艺能发挥出厌氧微生物担当高浓度、高负荷与回收有效能源的优势,同时又能利用好氧微生物生产速度快,处理水质好的特点。
近年来,随着一系列新的环保法规的颁布,豆制品废水处理也迫在眉睫。
针对豆制品废水,要从处理特点上动身,运用好处理技术,从经济与高效的角度动身,做好废水处理工作,促进豆制品废水的资源化进展,更好地防治豆制品废水污染问题,寻求环境、经济和技术之间的平衡,最终实现豆制品废水的零排放。
豆制品废水处理方案

豆制品废水处理方案随着豆制品行业的快速发展,废水处理成为了一个重要的环境问题。
豆制品生产过程中产生的废水含有大量悬浮物和有机物,如果不经过有效的处理就直接排放,将严重污染水体,危害生态环境。
因此,制定合理的废水处理方案对于保护水资源、维护生态平衡至关重要。
一、废水处理前提分析在制定废水处理方案之前,首先需要进行废水排放前提分析,了解废水的特性与污染物组成。
豆制品废水通常含有高浓度的悬浮物、油脂、蛋白质和有机物,同时还含有一定量的盐类和其他微量元素。
因此,废水处理方案需要针对这些主要的污染物进行合理的处理和去除。
二、物理处理方法物理处理方法主要通过物理过滤和分离的方式去除废水中的悬浮物和油脂等大颗粒污染物。
常见的物理处理方法包括:1. 筛网过滤:通过设置不同粒径的筛网,将废水中的较大颗粒悬浮物截留在筛网上,从而实现废水的初步过滤和去除。
2. 沉淀池:利用沉淀原理,将废水中的较重颗粒悬浮物沉淀到底部,通过人工清理或者机械设备进行去除。
3. 气浮法:通过在废水中注入微细气泡,使悬浮物和油脂等污染物附着在气泡上升到液面,通过刮板或者旋流沉降装置进行去除。
三、生化处理方法生化处理方法主要利用微生物的作用去除废水中的有机物和氮、磷等营养物质。
常见的生化处理方法包括:1. 活性污泥法:通过将含有特定菌群的活性污泥与废水混合,利用微生物对有机物进行降解和吸附,最终将有机物转化为水和气体排放。
2. 厌氧消化:将废水在无氧条件下进行消化,利用厌氧菌对有机物进行分解,产生沼气和沉淀物,并达到降解有机物和减少废水体积的目的。
四、深度处理方法在经过物理过滤和生化处理之后,废水中的污染物已经被大幅度去除,但仍可能存在一定量的残留污染物。
为了进一步提高处理效果,可以采用以下深度处理方法:1. 活性炭吸附:将废水通过活性炭床层,利用活性炭对有机物和微量元素等进行吸附,去除废水中残留的难降解有机物。
2. 膜分离技术:利用超滤膜、纳滤膜等膜分离技术,将废水中的溶解性有机物和微量元素等进一步去除,提高出水水质。
气冲强化动态超滤处理大豆乳清液
关键词: 气冲强 化动态 超滤; 大豆乳清液; 膜污染; 大 豆蛋白 气冲强度; 膜通量 质;
减到 6 L/ 时 h 后, ( ) 对膜进行清洗.
自口
高位水箱 ; 2_液位平衡箱 ; 3. 流量计 ; 4. 空压机; 5 储气罐 ; 6 超滤膜 ; 7 .超滤器 ; 8 .出水泵 图 1 气冲强化动态超滤试验装置示意图 i Fg 1 S 七 tic o exp l im tal alr b 酬 in 妙 f e e n l g en ance vibr t y U F s 叩 h d ao r t e
缓 于静态过 滤, 约为 6 0 mi , ) ( n 略小于切向流超滤时
膜的操作压力(TMP) . 当 废水被浓缩到 7 倍以上
Hale Waihona Puke 后, 将浓缩 液排 出, 重新 进水进行 试验 当膜通量衰
膜通量的 衰减速率, 但仍然不理想. 在5 . 0 耐儿 气
冲强度 下 过滤 时 , 通量 衰 减 速率 明显 减缓 , 膜 需
超滤膜的抗污染能力 , 并将其应 用于大豆乳 清液 的 处理, 通过 中试试 验 , 考察 了其抗 污染效 能 和过滤
特性 .
a o r i ) 但由 蛋自 对 污 重, 运 t t n , 于 质 膜的 染严 系统 行
多以失败告终, 在这两种过滤形式中, 膜本身基 本保
持静止状态 , 白质等粘性物 质易于吸 附和沉积在 蛋
第 4期
豆制品废水处理方案
第1篇
豆制品废水处理方案
一、项目背景
随着我国豆制品行业的快速发展,豆制品生产过程中产生的废水问题日益凸显。豆制品废水具有有机物浓度高、悬浮物多、氮磷含量高等特点,若未经处理直接排放,将对环境造成严重污染。为响应国家环保政策,确保企业可持续发展,制定一套合法合规的豆制品废水处理方案具有重要意义。
3.社会效益:提升企业环保形象,促进企业与社会和谐共处。
本方案将为豆制品企业提供一套全面、高效的废水处理方案,助力企业实现环保责任与经济效益的双重目标。
二、处理目标
1.满足《污水综合排放标准》(GB 8978-1996)中的一级A标准;
2.减少污染物排放,实现资源循环利用;
3.提高环保意识,提升企业形象。
三、工艺流程
1.预处理单元:包括格栅、调节池、初沉池等,主要去除废水中的悬浮物、调节水质水量,为后续处理创造良好条件。
2.生物处理单元:采用厌氧+好氧的处理工艺,包括UASB反应器、SBR反应器等,有效降解有机物,降低污染物浓度。
4. UASB反应器:确定合理的容积负荷和水力停留时间,提高有机物降解效率。
5. SBR反应器:调整运行周期,实现有机物的深度降解。
6.沉淀池和滤池:设计合理的流速和反冲洗周期,确保处理效果。
7.污泥处理设备:选择高效节能的污泥浓缩和脱水设备,降低运行成本。
五、运行与管理
1.制定严格的操作规程,确保设施稳定运行。
-滤池:采用砂滤池,去除微小悬浮物和部分溶解性污染物。
-吸附单元:活性炭吸附,去除残余的有机污染物和色度。
4.消毒与排放
-消毒处理:选用适宜的消毒剂,如次氯酸钠或臭氧,消灭病原微生物。
-排放标准:确保废水排放符合一级A标准,保护受纳水体的水质。
豆制品废水处理研究

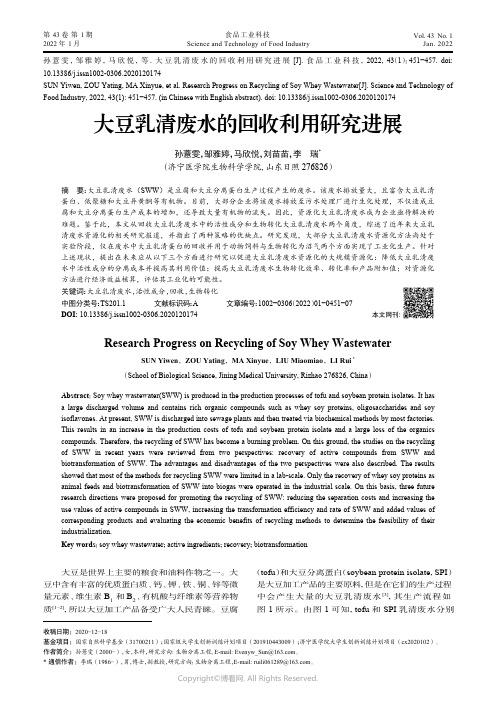
物理处理法
01
02
03
沉淀法
利用废水中的悬浮物和水 的密度差进行沉淀,去除 废水中的悬浮物和部分有 机物。
过滤法
通过过滤材料将废水中的 悬浮物和细菌等去除,常 用的过滤材料有活性炭、 陶粒等。
膜分离法
利用膜的孔径大小不同, 将废水中的大分子物质和 有害物质去除,常用的膜 有微滤膜、超滤膜等。
化学处理法
处理效果
经过处理后,废水中的污染物浓度显著降低,达到国家排放标准 。
某传统豆制品作坊废水处理案例
废水来源
01
该传统豆制品作坊主要生产豆腐、豆浆等产品,废水主要来源
于原料清洗、加工过程和产品清洗等环节。
处理工艺
02
该作坊采用了简易的物理过滤和自然沉淀等方法,有效去除废
水中的悬浮物和有机物。
处理效果
03
化学法
通过酸碱中和、氧化还原等化学反应,将豆制品废水中的有害 物质转化为无害物质。
豆制品废水处理与环境保护的关系
减少污染
豆制品废水含有大量的有机物和悬浮物,未经处理直接排放会对环境造成严重污染。通过处理将污染物去除, 减少对环境的危害。
资源化利用
豆制品废水含有丰富的营养物质,如蛋白质、脂肪、淀粉等,经过处理后可以进行资源化利用,如制作肥料、 饲料等。
环境保护
豆制品废水含有大量的有机物和氮、磷等营养物质,如不处理直 接排放,会对水体造成严重污染,破坏生态环境。
行业持续发展
豆制品废水处理是行业持续发展的必要条件,有助于保障产品质 量和行业声誉。
健康风险
豆制品废水中的有害物质如不处理,可能对人类健康造成威胁。
提高豆制品废水处理的效率与效果的方法
优化预处理工艺
大豆乳清废水的回收利用研究进展
孙薏雯,邹雅婷,马欣悦,等. 大豆乳清废水的回收利用研究进展[J]. 食品工业科技,2022,43(1):451−457. doi:10.13386/j.issn1002-0306.2020120174SUN Yiwen, ZOU Yating, MA Xinyue, et al. Research Progress on Recycling of Soy Whey Wastewater[J]. Science and Technology of Food Industry, 2022, 43(1): 451−457. (in Chinese with English abstract). doi: 10.13386/j.issn1002-0306.2020120174大豆乳清废水的回收利用研究进展孙薏雯,邹雅婷,马欣悦,刘苗苗,李 瑞*(济宁医学院生物科学学院, 山东日照 276826)摘 要:大豆乳清废水(SWW )是豆腐和大豆分离蛋白生产过程产生的废水。
该废水排放量大,且富含大豆乳清蛋白、低聚糖和大豆异黄酮等有机物。
目前,大部分企业将该废水排放至污水处理厂进行生化处理,不仅造成豆腐和大豆分离蛋白生产成本的增加,还导致大量有机物的流失。
因此,资源化大豆乳清废水成为企业亟待解决的难题。
鉴于此,本文从回收大豆乳清废水中的活性成分和生物转化大豆乳清废水两个角度,综述了近年来大豆乳清废水资源化的相关研究报道,并指出了两种策略的优缺点。
研究发现,大部分大豆乳清废水资源化方法尚处于实验阶段,仅在废水中大豆乳清蛋白的回收并用于动物饲料与生物转化为沼气两个方面实现了工业化生产。
针对上述现状,提出在未来应从以下三个方面进行研究以促进大豆乳清废水资源化的大规模资源化:降低大豆乳清废水中活性成分的分离成本并提高其利用价值;提高大豆乳清废水生物转化效率、转化率和产品附加值;对资源化方法进行经济效益核算,评估其工业化的可能性。
豆制品废水处理流程

豆制品废水处理流程
豆制品生产企业,在生产中需要使用大量的水源,如黄豆的清洗,豆浆的制备,豆腐的生产,各种豆制品的蒸煮,会产生大量的废水,废水含有各种重金属的盐,以及含有大量的富营养物质,这样的废水直接排到外部环境中,会对水体产生严重危害,所以必须针对此类废水进行处理后才能排放。
豆制品废水处理方法:
1)先通过格栅过滤废水废水,除去废水中的大块固体废弃物质;
2)然后废水通过一沉淀池,除去大部分的油脂和较大的颗粒悬浮物和砂粒;
3)再然后,废水经过调节池,作水质、水量均衡后,废水经泵提升气浮池,通过向废水中加药,去除废水中悬浮物池;
4)再然后,废水通过管道泵进入酸化水解池,污水由底部进入酸化水解池,在向上流的过程中,穿过池中由微生物所形成的污泥床,废水中污染物被污泥床所截留,经吸附,同化和解,将高分子,复杂的有机物分解成低分子,简单的有机物;同时反硝化菌就利用接触氧化池回流混合液带来的硝酸盐,以及污水中可生物降解有机物作为碳源进行反硝化,达到同时降低BOD5 与脱氮的目的;
5)废水由酸化水解池出来后进入好氧接触氧化池;接触氧化池内悬挂大量的纤维填料,填料表面附着大量的微生物,在有氧的条件下同化和分解水中的有机物,终生成CO2和H2O;
6)接触氧化池出水进入斜管沉淀池,去除水中悬浮物后,100%
回流至厌氧池脱氮,出水可达标排放。
7)斜管沉淀池污泥定期由螺杆泵打到板框压滤机进行脱水处理,脱水后的干污泥定期外运。
其中在步骤2)中,沉淀在沉淀池内的沉渣由污泥泵加压后进入板框机进行脱水。
步骤5)中,老化的生物膜从填料表面脱落下来,随水流入二沉池,并沉于二沉池集泥斗。
废水经过上述处理池后,完全达到国家规定的排放标准。
超滤技术在废水处理中的应用
超滤技术在废水处理中的应用肉类加工厂废弃物处理从宰杀动物(如牛、羊、猪等)的血中回收蛋白质是一个倍受注目的应用领域。
因为血清中含有大量的蛋白质,从100kg的干燥血液中大约可以提出50~60kg的食用蛋白质。
有些肉类加工厂将大部分兽血舍弃掉而损失了大量的蛋白质资源。
从兽血中回收蛋白质,首先把血清分离出来然后用超滤法进行浓缩,浓缩液经喷雾干燥、冷冻干燥即制成成品。
血清的有效成分被保留下来,而尿素等有毒物质可完全除去。
在豆制品工业中的应用(1)从大豆乳清中回收蛋白质大豆蛋白加工业中的乳清大量被排放,严重污染了水体。
乳清中的蛋白质含量约为4.3%,BOD>700mg/L。
近年来用超滤法回收大豆乳清中的蛋白质引起人们的兴趣。
处理结果表示于图2-5中,由结果可见,超滤法可以回收其中的大部分蛋白质.如果采用超滤反渗透组合处理工艺,则使该处理系统更为完善。
即将超滤透过液进一步用反渗透法处理,则透过液BOD可降至350mg/L以下。
图2-5 超滤法处理大豆清(2)从大豆蒸煮汁中回收蛋白质豆腐制品厂和酱厂常年排出大量的废水,其中主要是大豆蒸煮汁。
每蒸煮1t大豆用2t水,煮汁固形物含量4%~6%,其中糖分1.2%~2.5%,粗蛋白质0.5%~0.8%,灰分0.5%~0.7%,BOD 30000~40000mg/L。
蒸汁固形物含量约为3.9%,其中糖分3.3%,蛋白0.4%,灰分0.62%,COD 20000mg/L左右。
另外,蛋白质很容易变质,处理过程要快,或采取其他防止措施。
在涂装工业中的应用近年来汽车制造、自行车和家用电器等工业,越来越多地采用电泳漆涂装技术。
涂料是一种水溶性高分子物质,是靠涂装液与被涂装物之间的静电电位差而涂上去的。
涂装后紧接着用水冲洗表面,冲洗废水浓度比较高,如果排放掉,不但使水体污染,造成公害,而且也使得大量涂料流失,浪费严重。
超滤是处理电泳废水最理想的方法之一。
浓缩液返回到涂料槽重复使用,透过液则用来冲洗被涂件。
化工环保技术-膜分离技术处理大豆乳清废水

3.2 膜分离技术的优点
用膜分离技术处理大豆分离蛋白乳清废水,既可回收可溶性蛋白和低聚糖,又 解决了环保问题。与传统的乳清蛋白废水处理方法相比,用膜法具有以下优点:
可 回 收 经 济 价 值 很 高 的 低 聚 糖 和 可 溶 性 蛋白; 运行费用低,产出效益高; 回收产品质量稳定, 操作简单,运行可靠。
表 5 实验所得大豆低聚糖产品与日本产品
从表 5可以看出, 用膜分离技术处理大豆乳清废水所 得低聚糖中功能性成分水苏糖和棉子糖所占的比例达74%, 远高于日本同类产品中功能性成分所占的比例(32%)。
3.3 膜分离技术处理工艺
反渗透结果
将纳滤透过液用反渗透进一步处理,得到纯水, 收率为90%,电导率为32μs/cm,该水返回分离蛋 白提取过程再利用。浓水中含少量的糖和无机盐, 经处理后排放。
(3) 生物化学法不能将大豆乳清废水中含有的包括大豆乳清蛋白、大豆低聚糖 、大豆异黄酮 、植酸 、 植酸盐 、酚酸等大量生理活性物质充分地利用。
3、利用膜分离技术处理大豆蛋白废水
3.1 膜分离技术
膜分离技术是一种使用半透膜的分离方法,在常温下以膜两侧压力差或电位差为动
力,对溶质和溶剂进行分离、浓缩、纯化。
用膜分离技术处理大豆乳清废水,在技术上是可行的,在工艺上可大幅度 降低污水排放量,同时可回收经济价值很高的功能性大豆低聚糖和可溶性 蛋白,具有较大的经济效益和发展前景。
参考文献
[1] 樊庆风, 吴高峻. 大豆分离蛋白厂废水和废渣的利用[C]// 全国大豆蛋白加工利用及新产品开发 研讨会. 1998. [2] 茹征微, 彭武厚. 豆制品废水厌氧处理研究[J]. 中国沼气, 1983(4):17-19. [3] 肖长君, 费庆志, 刘晓旭. 混凝气浮/生物接触氧化组合工艺治理豆制品废水[J]. 大连交通大学学 报, 2004, 25(4):86-89. [4] 谷大建, 徐巍. 膜分离技术的应用及研究进展[J]. 中国药业, 2008, 17(6):58-59. [5] 郭春明. 大豆蛋白废水处理技术研究的现状与展望[J]. 现代园艺, 2012(14):38-38. [6] 于磊娟, 吕映辉, 杨小姣. 大豆蛋白废水处理现状浅析[J]. 齐鲁工业大学学报, 2012, 26(3):3134. [7] 袁其朋, 马润宇. 膜分离技术处理大豆乳清废水[J]. 水处理技术, 2001, 27(3):161-163. [8] 王苏. 功能性食品[J]. 中外食品工业信息, 2000(6):49-49. [9] 梁家騵, 马克森, 苏京军,等. 用多级厌氧消化器处理豆腐废水[J]. 生物工程学报, 1991, 7(4):365-371. [10] 赵海波, 黄勇, 朱清华. 大豆加工工业废水的治理[J]. 环境导报, 2002(5):12-13. [11] 王晓忠, 刘跃泉, 任宏志. 利用膜分离技术对大豆乳清废水综合利用[J]. 粮食与油脂, 2004(4):45-45. [12] 罗丽萍, 高荫榆, 杨柏云. 膜分离技术在食品工业上的应用[J]. 江西科学, 2004, 22(2):146-150. [13] 俞三传, 陈小良, 潘巧明,等. 多糖纳滤浓缩初步研究[J]. 水处理技术, 2001, 27(1):9-11.
大豆加工废水的预处理过程
大豆加工废水的预处理过程在大豆加工生产过程中,废水的污染问题一直是制约行业进展的紧要因素。
大豆加工废水中的有机物、悬浮物、氮、磷等含量较高,假如直接排放到环境中会引起严重的水污染问题。
因此,对于大豆加工废水的预处理工艺进行讨论和探讨,对于保护环境、节省资源、提高企业经济效益及社会效益具有特别紧要的意义。
本文将重点介绍大豆加工废水的预处理工艺流程。
废水预处理的必要性废水预处理不仅可以降低废水污染物的浓度,还可以有效地削减废水量,以达到节省资源的目的。
此外,通过废水预处理还可以获得能源和有用物质,实现资源的再利用,从而降低生产成本,提高经济效益。
废水预处理工艺流程1. 粗筛大豆加工废水中有很多悬浮颗粒、沉淀颗粒等,假如不进行初步处理,将会对后续的处理过程造成影响。
因此,需要进行粗筛,去除废水中的大颗粒物。
粗筛器可接受倾斜板式,接受网筛或者格栅结构。
其作用在于去除较大的有机物和杂质,达到保护后续处理设备的目的。
2. 中筛粗筛后的废水中仍旧包含了很多较小的悬浮颗粒、胶体等难处理的有机物。
为此,需要进行中筛处理。
中筛的紧要作用是去掉在粗筛器中滞留的小颗粒和胶体,它一般接受微孔滤膜、超声波和吸附剂等方法处理,以去除难处理的有机物,并保护后续处理设备运行。
3. 调整pH值废水中的 pH 值较低,会影响后续处理过程的效果。
因此,需要进行 pH 值的调整。
实在方法包括添加酸、碱等物质进行调整,达到后续处理工艺的要求。
4. 混凝混凝是废水处理的关键环节之一、在混凝过程中,加入混凝剂,形成沉淀物并脱离水体。
混凝剂的选择应依据废水的特点进行确定。
常用的混凝剂有氯化铁、聚合氯化铝等。
同时,在混凝过程中,需要加入均热剂,使废水混凝更加充分。
5. 沉淀经过混凝处理后,废水中的污染物已经聚集成较大的颗粒,可以通过沉淀来完成脱水以及去除废水中大部分的悬浮物和胶体物。
沉淀通常接受沉淀池,其中要掌控入口水的流量和水位高度,同时也要掌控出口的高度和流量,保证废水的停留时间,从而达到更好的沉淀效果。
豆制品加工废水处理工艺
豆制品加工废水处理工艺
豆制品加工废水处理工艺是指将豆制品加工过程中产生的废水
进行处理,达到环保标准的过程。
豆制品加工废水含有较高的COD、BOD、悬浮物、氨氮等污染物,若不进行处理直接排放会对环境造成严重的污染。
因此,对豆制品加工废水的处理一直是豆制品企业的重点关注和研究方向。
目前,豆制品加工废水的处理主要采用物理化学方法和生物处理方法相结合的综合处理工艺。
具体分为以下几个步骤:
1. 初级过滤:利用格栅、沉淀池等设备将废水中的大颗粒、固体杂质等进行初步过滤,以减轻后续处理工艺的负担。
2. 生化处理:将初步过滤后的废水进入生化池,利用菌群的作用将废水中的有机物质分解为无机物质,其中主要采用活性污泥法、生物膜法等方法。
3. 沉淀处理:将经生化处理的废水进入沉淀池进行沉淀,将废水中的悬浮物、污泥等物质沉淀下来,减少废水中的污染物浓度。
4. 深度处理:根据不同的污染物特性,采用不同的深度处理工艺,如吸附、膜分离、氧化等方法,对废水中的污染物进行进一步的去除。
5. 排放:经过上述处理步骤后,废水中的污染物浓度降低至环保标准以下,可以进行安全排放。
以上是豆制品加工废水处理的基本流程,具体处理方式应根据废水水质特点、处理量、处理工艺等因素进行综合考虑,并结合现代化
科技手段和设备对废水进行处理,达到最佳处理效果和经济效益。
高浓度豆制品废水处理的工艺选择和设计.
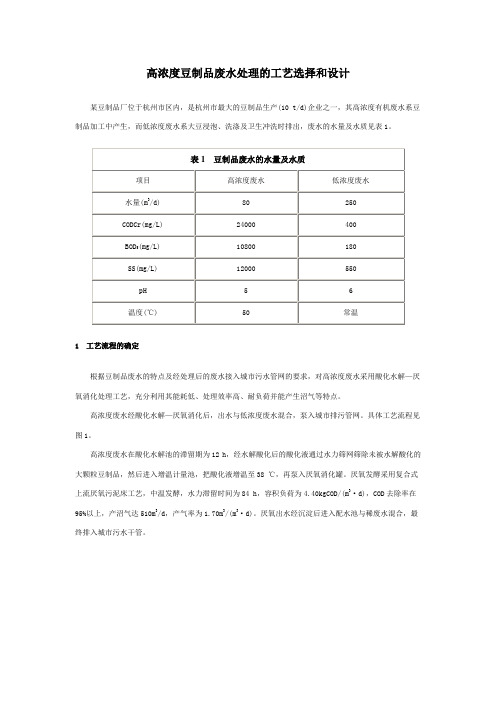
高浓度豆制品废水处理的工艺选择和设计某豆制品厂位于杭州市区内,是杭州市最大的豆制品生产(10 t/d)企业之一,其高浓度有机废水系豆制品加工中产生,而低浓度废水系大豆浸泡、洗涤及卫生冲洗时排出,废水的水量及水质见表1。
1 工艺流程的确定根据豆制品废水的特点及经处理后的废水接入城市污水管网的要求,对高浓度废水采用酸化水解—厌氧消化处理工艺,充分利用其能耗低、处理效率高、耐负荷并能产生沼气等特点。
高浓度废水经酸化水解—厌氧消化后,出水与低浓度废水混合,泵入城市排污管网。
具体工艺流程见图1。
高浓度废水在酸化水解池的滞留期为12 h,经水解酸化后的酸化液通过水力筛网筛除未被水解酸化的大颗粒豆制品,然后进入增温计量池,把酸化液增温至38 ℃,再泵入厌氧消化罐。
厌氧发酵采用复合式上流厌氧污泥床工艺,中温发酵,水力滞留时间为84 h,容积负荷为4.40kgCOD/(m3·d),COD去除率在95%以上,产沼气达510m3/d,产气率为1.70m3/(m3·d)。
厌氧出水经沉淀后进入配水池与稀废水混合,最终排入城市污水干管。
水解酸化池的设置,可以把复杂且难降解、大颗粒的有机物水解成易降解的简单有机物,大大降低废水中的SS含量,此时废水的pH值不仅没有降低,反而有所提高(这主要是与酸化时间较长、酸化后期产甲烷菌群的活跃和部分铵离子的产生有关),这样可以大大减少废水对厌氧消化的冲击。
在设计厌氧消化池时,增加了废水回流设施的设置,三相分离器上部的厌氧出水回流至回流罐,与未经处理的高浓度废水混合后再进入厌氧消化罐,这样可以提高废水的pH值,降低进入厌氧消化罐的废水COD浓度,减少对厌氧污泥的局部冲击,防止厌氧池内部酸化反应的存在,提高厌氧消化效率。
随着回流比例的调整,可以大大提高厌氧消化罐的耐冲击能力。
2 设计和施工由于厂区内可利用的空地很小,进行总图设计时,结合工艺流程,将预处理各池以及沉淀池和配水池建成重叠型,节约了建设用地。
大豆生产蛋白污水处理工艺
大豆分离蛋白生产新工艺的研究大豆分离蛋白是国际上80年代发展起来的一种高纯度大豆蛋白制品,它具有两大特性:一是营养价值高.蛋白质含量高达90%以上,且含人体所需的八种必需氨基酸,是最为理想的植物蛋白;二是作为一种食品添加剂,大豆分离蛋白具有诸多功能特性如乳化性、吸油性、持水性、凝胶性、起泡性、粘结性等,可以大大改善食品的加工特性,如肉制品中加人3%-6%的大豆分离蛋白可使肉制品的蛋白质含呈提高,利用吸油性可使汁液流失减少,利用其持水性可増加出品率,隆低成本,同时改善口感,增加弹性。
如乳粉中添加2%左右的大豆分离蛋白可起到动植物蛋白互补的作用,提高营养价值,还具软化血管功能,所以大豆分离蛋白是一种很有前途的大豆蛋白制品。
目前国内生产大豆分离蛋白仍以碱提酸沉法为主,该法虽然简单易行,却存在着许多难以克服的不足,如可溶性成分去除不彻底,耗酸耗碱较多,产品纯度低、灰分高、色泽深、蛋白得率低等。
本文将深人探讨大豆分离蛋白的生产中存在的问题,并对大豆分斋蛋白的生产新工艺进行研究。
1、大豆分离蛋白生产中存在问题的剖析生产大豆分离蛋白是以低变性的豆粕为厘料,不但要去除低变性豆粕中的不可溶性的高分子成分如纤维素,还要去除低分子可溶性的非蛋白质成分如大豆低聚糖等,目前国内所采用的分离蛋白生产工艺都是碱提酸沉法,即将低变性的豆粕粉用稀碱浸提后,经过滤或韶心分离除去豆粕中的不溶性物质,然后用食用盐酸将浸出液的pH值调至4.5左右,蛋白质处于等电点状态而凝集沉淀下来,经中和、调浆、干燥即得成品大豆分斋蛋白粉,其生产工艺如下:原料豆粕「粉碎「浸提「过滤「酸沉「离心分韶「中和、调浆「杀菌「喷雾干燥I I豆渣乳清液以下对传统工艺流程中存在的问题加以分析:⑴蛋白质得率低在大豆分离蛋白生产中蛋白质得率与豆粕原料质呈、研磨方法及浸提条件等因素有关。
原料豆粕质呈对大豆蛋白的得率及品质有显著影响,豆粕应含杂质少,蛋白质变性程度低,豆粕的NSI 值必须大于7氓,,并且NSI值越鬲则蛋白得率就越高,因此生产大豆分离蛋白的原料豆粕必须选用低变性的脱脂豆粕,这就要求油脂脱溶技术采用低温脱溶或闪蒸脱溶技术以满足生产低变性豆粕的需要。
膜分离技术处理大豆乳清废水

膜分离技术处理大豆乳清废水
袁其朋;马润宇
【期刊名称】《水处理技术》
【年(卷),期】2001(27)3
【摘要】对用膜分离技术处理大豆乳清废水进行了研究。
结果表明 :废水经截留分子量为 80 0 0的超滤膜 ,可回收几乎所有的蛋白质 ;对美国 Desal公司生产的三种纳滤膜进行了评价 ,选择了一种可部分脱除蔗糖和单糖的纳滤膜对超滤透过液进行了浓缩 ,大豆低聚糖中功能性成分水苏糖和棉子糖的回收率超过 90 % ;纳滤透过液经反渗透处理 ,可回收大量纯水。
采用本工艺处理大豆乳清废水 ,可大大降低排放量。
【总页数】3页(P161-163)
【关键词】超滤;纳滤;反渗透;大豆低聚糖;膜分离;废水处理;大豆分离;蛋白乳清【作者】袁其朋;马润宇
【作者单位】北京化工大学化学工程学院
【正文语种】中文
【中图分类】X783;TQ028.8
【相关文献】
1.膜分离技术回收大豆乳清废水中活性成分的研究进展 [J], 李慧蓉;王利强;吕小妹
2.利用膜分离技术对大豆乳清废水综合利用 [J], 王晓忠;刘跃泉;任宏志
3.膜分离技术在大豆乳清废水回收中应用 [J], 赵丽颖;符群
4.MVR技术在大豆乳清废水处理中的应用研究 [J], 时玉强;艾凇卉;鲁绪强;马军;刘汝萃
5.超滤膜分离工艺处理大豆乳清蛋白废水的效能 [J], 冯晓;任南琪;陈兆波
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超滤法处理大豆蛋白废水及资源回收的研究
祁佩时,吕斯濠
(哈尔滨工业大学市政环境工程学院,黑龙江哈尔滨150090,E-mail:qipeishi@sina.con)摘要:为净化大豆蛋白废水并回收有用资源,通过超滤中试研究,探讨了预处理方法、超滤膜截留分子量(Mwco)和各种操作参数的影响以及超滤膜的清洗效果,指出采用MWCO为1 kDa的聚砜膜可保证>90%的蛋白去除率和低于10%的低聚糖损失率,从而通过回收蛋白和低聚糖实现资源的回收.在45℃、压力差0.20 MPa以及10 L/s的进水流速下进行过滤,可获得较高的渗透通量和较长的运行时间.对于污染后的膜,采用NaOH和EDTA的混合液进行清洗,可以恢复膜原始通量的87%左右.关键词:超滤;大豆蛋白废水;蛋白质;低聚糖;资源回收
中图分类号:X703 文献标识码:A 文章编号:0367-6234(2005)08-1138-04
Soy protein wastewater treatment and resource
reclamation with uitrafiltration
QI Pei-shi, LU Si-hao
(School of Municipal and Environmental Engineering, Harbin Institute of Technology, Harbin 150090, China, E-mail : qipeishi@ sina. corn)
Abstract: This pilot study on investigating the soy protein wastewater treatment and resource reclamation withultrafiltration involved the pretreatment strategies, effect of membrane molecular weight cut off (MWCO) andoperating parameters as well as membrane cleaning technology, A polysulphone UF membrane with MWCO 10kDa was selected in that its protein and oligosaccharides retain ratios were around 90% and 10% respectively.Temperature 45℃, TMP 0. 2 MPa, feed velocity I0 L/s and pH 4.5 were recommended for ensuring the longterm UF process at a relatively higher permeate flux. As to resuming the flux of UF after fouling, the combina-tion of NaOH and EDTA was proved to be an ideal agent upon its flux recovery rate of 87%.Key words: uhrafihration (UF) ; soy protein wastewater; protein; oligosaccharides; resource reclamation。