法兰克探头宏程序内外分中程序
法兰克系统数控车床说明书及编程

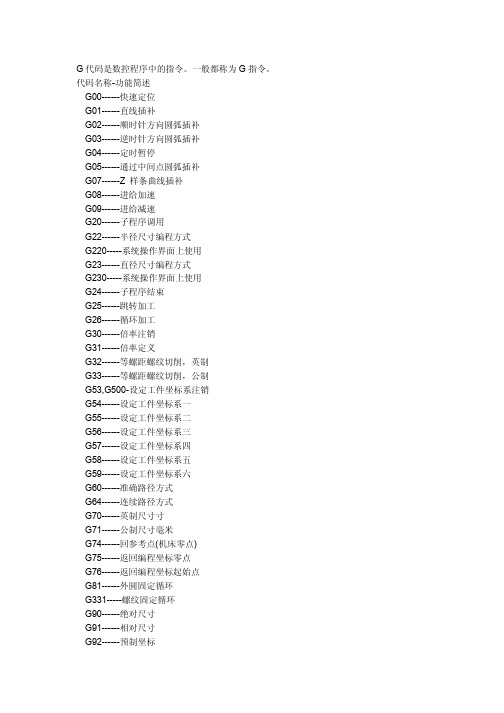
G代码是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
法兰克系统数控车床说明书及编程
G代码是数控程序中的指令。
一般都称为G指令。
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
法兰克系统数控车床说明书及编程
G 代码是数控程序中的指令G00——快速定位G01——直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------ 定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------ 进给加速G09----- 进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24----- 子程序结束G25——跳转加工G26------ 循环加工G30------ 倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33——等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54----- 设定工件坐标系一G55------设定工件坐标系二G56——设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59----- 设定工件坐标系六G60——准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75----- 返回编程坐标零点G76----- 返回编程坐标起始点G81----- 外圆固定循环G331-----螺纹固定循环G90----- 绝对尺寸G91------ 相对尺寸G92----- 预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:GOO X(U)_Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2) 所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3) 不运动的坐标无须编程。
(4) G00可以写成GO例:GOO X75 Z200GO U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
法兰克系统数控车床说明书及编程

G代码是数控程序中的指令G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
法兰克系统数控车床说明书及编程资料

G代码是数控程序中的指令 G00——----快速定位G01--——--直线插补G02-—--——顺时针方向圆弧插补G03—--—-—逆时针方向圆弧插补G04———---定时暂停G05-—-—-—通过中间点圆弧插补G07-—--—-Z 样条曲线插补G08--—-—-进给加速G09—-—---进给减速G20—-——-—子程序调用G22-—-———半径尺寸编程方式G220----—系统操作界面上使用G23—--——-直径尺寸编程方式G230—————系统操作界面上使用G24-—----子程序结束G25—--—-—跳转加工G26——-———循环加工G30-——--—倍率注销G31——---—倍率定义G32-—-——-等螺距螺纹切削,英制G33--——--等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54——-—--设定工件坐标系一G55———--—设定工件坐标系二G56-—-———设定工件坐标系三G57—-—-——设定工件坐标系四G58—-----设定工件坐标系五G59---——-设定工件坐标系六G60--——-—准确路径方式G64-—---—连续路径方式G70-----—英制尺寸寸G71-—--—-公制尺寸毫米G74————--回参考点(机床零点)G75--——-—返回编程坐标零点G76-——-—-返回编程坐标起始点G81-——-——外圆固定循环G331—--—-螺纹固定循环G90—-----绝对尺寸G91——-—-—相对尺寸G92--—--—预制坐标G94————-—进给率,每分钟进给G95—--—-—进给率,每转进给G00-快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W—100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
fanuc系和探头打印宏程序o9730的用法
fanuc系和探头打印宏程序o9730的用法
Fanuc系列和探头打印宏程序O9730的用法
在Fanuc数控系统中,打印机宏程序是一种非常常见的工具,用于控制机床上
的打印操作。
其中,O9730是Fanuc系列和探头打印宏程序的一种。
使用O9730宏程序,可以实现通过控制机床上的触发器打印所需的文本、图形或标记。
下面将介绍O9730宏程序的用法。
首先,在编写O9730宏程序时,需要定义好打印要素,例如所需打印的文本内容、字体样式、大小、打印位置等。
可以使用Fanuc宏指令编写这些要素,并将其保存在一个独立的程序文件中。
接下来,在实际打印操作中,需要在主程序中调用该打印宏程序。
可以在需要
打印的位置上使用编程过程中定义的相应位置变量,通过调用O9730宏程序来进
行打印。
在使用O9730宏程序时,还可以附加一些其他的控制命令,以满足不同的需求。
例如,可以调整打印头的速度、压力和打印次数,以及设置打印前的等待时间等。
需要注意的是,使用O9730宏程序进行打印操作时,一定要保证探头的准确性和稳定性。
因此,在实际操作中,应该进行合适的校准和检查,以确保打印结果的精确性和质量。
总结来说,Fanuc系列和探头打印宏程序O9730是一种灵活且方便的工具,可
用于控制机床上的标记和打印操作。
通过编写宏指令和调用O9730宏程序,可以
实现定制化的打印需求,并且能够通过调整参数来适应不同的打印要求。
然而,在使用过程中,需要注意确保探头的准确性和稳定性,以获得高质量的打印结果。
法兰克系统椭圆球面宏程序
法兰克系统椭圆球面宏程序Summary: This text synopsis introduced the set up of concept, the plait distance priniple and mathematics pattern of the great procedure a method. Also take processing oval sphere as solid instance, introduced draw up of great procedure process in detail. Finally give adoption Siemens 802 D the system draw up of procedure and procedure annotationof the process of oval sphere.Key words:Great procedure;Oval sphere;The parameter square distance;Great variable;R parameter)一、导言对于具有曲面或复杂轮廓的零件,特别是包含三维曲面的零件,采用一般手工编程困难很大,且容易出现错误,有的甚至无法编制程序。
而采用宏程序,就能很好的解决这一问题。
二、宏程序宏程序就是使用了宏变量的程序。
在一般的程序编制中,程序字中地址字符后为一常量,一个程序只能描述一个几何形状,所以缺乏灵活性和适用性。
宏程序中的地址字符后则为一变量(也称宏变量),可以根据需要通过赋值语句加以改变,使程序具用通用性。
配合循环语句、分支语句和子程序调用语句,可以编制各种复杂零件的加工程序。
三、宏程序的编制编制宏程序时必须建立被加工零件的数学模型。
也就是通过数学处理找出能够描述加工零件的数学公式。
数学处理一般有以下两个环节:一是选择插补方式;二是求出插补节点的坐标计算通式。
法兰克代码及功能一览表
法兰克系统数控车床说明书与编程
G代码是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
法兰克fanuc系统编程用户宏程序教程
法兰克Fanuc系统编程用户宏程序教程一、认识法兰克Fanuc系统法兰克Fanuc系统是数控机床领域中广泛应用的一种控制系统,其强大的编程功能为用户提供了极大的便利。
在本教程中,我们将重点介绍用户宏程序的编写与应用,帮助您更好地掌握法兰克Fanuc系统的编程技巧。
二、宏程序基础知识1. 宏程序概念宏程序是一种简化编程过程的方法,它允许用户将复杂的操作步骤封装成一个程序,以便在后续编程中重复调用。
通过使用宏程序,可以大大提高编程效率。
2. 宏程序分类法兰克Fanuc系统中的宏程序分为两类:系统宏程序和用户宏程序。
本教程主要针对用户宏程序进行讲解。
3. 宏程序编写原则(1)简洁明了:尽量使宏程序结构清晰,便于阅读和维护。
(2)通用性强:编写宏程序时,要考虑其在不同场景下的适用性。
(3)易于扩展:预留接口,方便后期对宏程序进行功能扩展。
三、用户宏程序编写步骤1. 确定宏程序功能在编写宏程序之前,要明确宏程序需要实现的功能。
例如,可以实现一个用于加工圆形轮廓的宏程序。
2. 设计宏程序结构(1)宏程序参数:定义输入输出参数,以便在不同场景下调用。
(2)宏程序主体:实现宏程序功能的代码部分。
(3)宏程序调用:在其他程序中调用宏程序。
3. 编写宏程序代码(1)宏程序参数定义:100 = 圆心X坐标101 = 圆心Y坐标102 = 半径103 = 起始角度104 = 终止角度(2)宏程序主体:200 = 100 + 102 COS[103]201 = 101 + 102 SIN[103]G01 X[200] Y[201]IF [103 LT 104] THEN103 = 103 + 1GOTO 100ENDIF(3)宏程序调用:G65 P1000 A100 B101 C102 D103 E104法兰克Fanuc系统编程用户宏程序教程五、实战演练:编写一个钻孔宏程序在这一部分,我们将通过一个具体的实例,来实践如何编写一个用于钻孔的宏程序。
法兰克数控系统的操作档
FANUC数控系统的操作及有关功能发那科有多种数控系统,但其操作方法基本相同。
本文叙述常用的几种操作。
1.工作方式FANUC公司为其CNC系统设计了以下几种工作方式,通常在机床的操作面板上用回转式波段开关切换。
这些方式是:①.编辑(EDIT)方式:在该方式下编辑零件加工程序。
②.手摇进给或步进(HANDLE/INC)方式:用手摇轮(手摇脉冲发生器)或单步按键使各进给轴正、反移动。
③.手动连续进给(JOG)方式:用手按住机床操作面板上的各轴各方向按钮使所选轴向连续地移动。
若按下快速移动按钮,则使其快速移动。
④.存储器(自动)运行(MEM)方式:用存储在CNC内存中的零件程序连续运行机床,加工零件。
⑤.手动数据输入(MDI)方式:该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。
用于自动加工时与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。
⑥.示教编程:对于简单零件,可以在手动加工的同时,根据要求加入适当指令,编制出加工程序。
操作者主要按这几种方式操作系统和机床。
2.加工程序的编制①.普通编辑方法:将工作方式置于编辑(EDIT)方式,按下程序(PROG)键使显示处于程序画面。
此方式下有两种编程语言:G代码语言和用户宏程序语言(MACRO)。
常用的是G代码语言,程序的地址字有G**,M**,S**,T**,X**,Y**,Z**,F**,O**,N**,P**等,程序如下例所示:O0010;N1 G92X0Y0Z0;N2 S600M03;N3 G90G17G00G41D07X250.0Y550.0;N4 G01Y900.0F150;N5 G03X500.0Y1150.0R650.0;N6 G00G40X0Y0M05;N7 M30;编程时应注意的是代码的含义。
车床、铣床、磨床等不同系列的系统同一个G代码其意义是不同的。
不同的机床厂用参数设定的G代码系及设计的M代码的意义也不相同,编程时须查看机床说明书。
法兰克系统数控车床说明书及编程

G代码是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
法兰克用户宏程序资料
●当准确停止检测无效时,即使那些不执行切削 的程序段也不进行准确停止检测(位置检测)。
攻丝循环中使用变量3004的例子
N5 N7
4、已加工的零件数
5、当前位置(只读)
●图中第1位代表轴号(从1到4)。
法兰克用户宏程序资料
(最多999次 )
一、变量
1、变量 使用用户宏程序时,数值可以直接指定或用
变量指定。当用变量时,变量值可用程序或用 MDI面板上的操作改变。
#1=#2+100;
G01 X#1 F300; 2、变量的表示
计算机允许使用变量名,用户宏程序不行。 变量用变量符号(#)和后面的变量号指定。
0~2π 0~π
0~-π
2π
第四象限
3π/2
第二象限
π
第三象限
π/2
第一象限
0
第二象限 第四象限
π
π/2
0
第一象限
-π/2
第三象,ROUND函数在第
一个小数位四舍五入。 例如 #2=1.2345;
#1=ROUND[#2]; 变量1的值是1.0 ●在NC语句地址中,ROUND函数根据地值得最小设
6、正弦:
#i=SIN[#j] ;
7、反正弦: #i=ASIN[#j];
8、余弦:
#i=COS[#j];
角度以度指定
9、反余弦: #i=ACOS[#j];
90°30′表示为
10、正切: #i=TAN[#j];
90.5度
11、反正切: #i=ATAN[#j]/[#K];
12、平方根: #i=SQRT[#j];
关于发那科系统自动分中宏程序
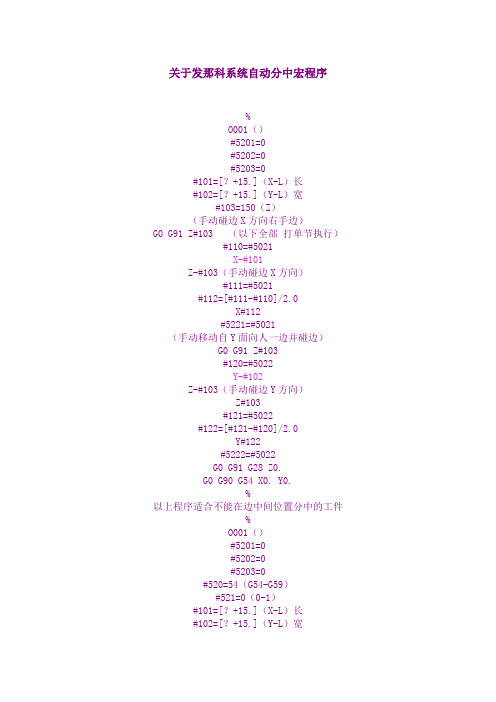
关于发那科系统自动分中宏程序%O001()#5201=0#5202=0#5203=0#101=[?+15.](X-L)长#102=[?+15.](Y-L)宽#103=150(Z)(手动碰边X方向右手边)G0 G91 Z#103 (以下全部打单节执行)#110=#5021X-#101Z-#103(手动碰边X方向)#111=#5021#112=[#111-#110]/2.0X#112#5221=#5021(手动移动自Y面向人一边并碰边)G0 G91 Z#103#120=#5022Y-#102Z-#103(手动碰边Y方向)Z#103#121=#5022#122=[#121-#120]/2.0Y#122#5222=#5022G0 G91 G28 Z0.G0 G90 G54 X0. Y0.%以上程序适合不能在边中间位置分中的工件%O001()#5201=0#5202=0#5203=0#520=54(G54-G59)#521=0(0-1)#101=[?+15.](X-L)长#102=[?+15.](Y-L)宽#103=150(Z)IF[#521 EQ 1] GOTO2GOTO1(手动碰边X方向右手边)N1G0 G91 Z#103 (以下全部打单节执行)#110=#5021X-#101Z-#103(手动碰边X方向)#111=#5021#112=[#111-#110]/2.0X#112(手动移动自Y面向人一边并碰边)G0 G91 Z#103#120=#5022Y-#102Z-#103(手动碰边Y方向)Z#103#121=#5022#122=[#121-#120]/2.0Y#122GOTO2N2IF[#520 EQ 54]GOTO10IF[#520 EQ 55]GOTO11IF[#520 EQ 56]GOTO12IF[#520 EQ 57]GOTO13IF[#520 EQ 58]GOTO14IF[#520 EQ 59]GOTO15GOTO9N10G10 P1X[#5021] Y[#5022]N11G10 P2 X[#5021] Y[#5022]N12G10 P3 X[#5021] Y[#5022]N13G10 P4 X[#5021] Y[#5022]N14G10 P5 X[#5021] Y[#5022]N15G10 P6X[#5021] Y[#5022]GOTO9N9G0 G91 G28 Z0.G0 G90 G#520 X0. Y0.%这个程序适合可以在边中间位置分中的工件#520设置你所需要抄数的工件坐标系,直接修改为G54-G55如果出现方向走反的情况,直接修改红色位置,负改正,正改负即可。
法兰克系统编程
G08/G09—进给加速/减速 格式:G08 说明:它们在程序段中独自占一行,在程序中运行到这一段时,进给速度将增加 10%, 如要增加 20%则需要写成单独的两段。
G22(G220)—半径尺寸编程方式 格式:G22 说明:在程序中独自占一行,则系统以半径方式运行,程序中下面的数值也是 以半径为准的。
N0020 G01 X20 Z-10 F100 N0030 Z-20 N0040 X20 Z-15 N0050 M02 G92—设定工件坐标系 格式:G92 X__ Z__ 说明:(1)G92 只改变系统当前显示的坐标值,不移动坐标轴,达到设定坐标 原点的目的。 (2)G92 的效果是将显示的刀尖坐标改成设定值。 (3)G92 后面的 XZ 可分别编入,也可全编。 G94—进给率,每分钟进给 说明:这是机床的开机默认状态。 G20—子程序调用 格式:G20 L__
M3 G4 f2 G0 x30 z0 G331 z-50 x0 i10 k2 r1.5 p5 G0 z0
M05 补充一下:
1、G00 与 G01 G00 运动轨迹有直线和折线两种,该指令只是用于点定位,不能用于切削加工 G01 按指定进给速度以直线运动方式运动到指令指定的目标点,一般用于切削加工 2、G02 与 G03 G02:顺时针圆弧插补 G03:逆时针圆弧插补 3、G04(延时或暂停指令) 一般用于正反转切换、加工盲孔、阶梯孔、车削切槽 4、G17、G18、G19 平面选择指令,指定平面加工,一般用于铣床和加工中心 G17:X-Y 平面,可省略,也可以是与 X-Y 平面相平行的平面 G18:X-Z 平面或与之平行的平面,数控车床中只有 X-Z 平面,不用专门指定 G19:Y-Z 平面或与之平行的平面 5、G27、G28、G29 参考点指令 G27:返回参考点,检查、确认参考点位置 G28:自动返回参考点(经过中间点) G29:从参考点返回,与 G28 配合使用 6、G40、G41、G42 半径补偿 G40:取消刀具半径补偿 先给这么多,晚上整理好了再给 7、G43、G44、G49 长度补偿 G43:长度正补偿 G44:长度负补偿 G49:取消刀具长度补偿 8、G32、G92、G76 G32:螺纹切削 G92:螺纹切削固定循环 G76:螺纹切削复合循环 9、车削加工:G70、G71、72、G73 G71:轴向粗车复合循环指令 G70:精加工复合循环 G72:端面车削,径向粗车循环 G73:仿形粗车循环 10、铣床、加工中心: G73:高速深孔啄钻 G83:深孔啄钻 G81:钻孔循环 G82:深孔钻削循环 G74:左旋螺纹加工 G84:右旋螺纹加工 G76:精镗孔循环 G86:镗孔加工循环 G85:铰孔 G80:取消循环指令 11、编程方式 G90、G91 G90:绝对坐标编程 G91:增量坐标编程 12、主轴设定指令 G50:主轴最高转速的设定 G96:恒线速度控制 G97:主轴转速控制(取消恒线速度控 制指令) G99:返回到 R 点(中间孔) G98:返回到参考点(最后孔) 13、主轴正反转停止指令 M03、M04、M05 M03:主轴正传 M04:主轴反转 M05:主轴停止 14、切削液开关 M07、M08、M09 M07:雾状切削液开 M08:液状切削液开 M09:切削液关 15、运动停止 M00、M01、M02、M30 M00:程序暂停 M01:计划停止 M02:机床复位 M30:程序结束,指针返回到开头
FANUC宏程序讲解-法兰克宏程序精品-88页
• 当变量值未定义时,这样的变量成为<空>变量 • 变量#0 总是空变量,它不能写只能读
未定义变量的引用 当引用一个未定义的变量时,地址本身也被忽略
当#1=<空>时 当#1=0时
G90 X100 Y#1 G90 X100 Y#1
↓
↓
G90 X100
G90 X100 Y0
未定义变量的计算
除了用<空>赋值以外,其余情况下<空>与0 相同
2.变量的显示
1、按下
显
示宏程序变量值
2.按 、
显
示局部和公共变量值
3.变量的使用
表示方法
# i = <表达式>
将计算结果赋值 给对应的变量号
常数、变量、函数和 运算符的组合
#1= #2 + 100 ; #1= #2 + #18 SIN[#5] ;
变量的定义
•当在程序中定义变量值时,小数点可以省略
.
宏程序讲解
交流内容
用户宏程序 程序保护与快捷程序编辑 图形对话编程 — Manual Guide i
用户宏程序相关
一、变量 二、运算指令 三、控制指令 四、系统变量 五、宏程序调用 六:典型应用举例
主程序和宏程序的关系
主程序
宏程序
宏程序的适用范围
✓ 形状类似但大小不同(圆、方及其它) ✓ 大小相同但位置不同(组孔、阵列等) ✓ 特殊形状(椭圆、球等) ✓ 自动化功能(刀具长度测量、生产管理等) ✓ 其它
1.运算命令的种类
数据处理
种类 下取整 上取整 四舍五入 绝对值
函数名 FIX FUP
ROUND ABS
格式 #i = FIX[ #k ] #i = FUP[ #k ] #i =ROUND[ #k ] #i =ABS[ #k ]