半浮动芯棒连轧管机工艺及变形特点
Accu_Roll轧管机工艺特性析
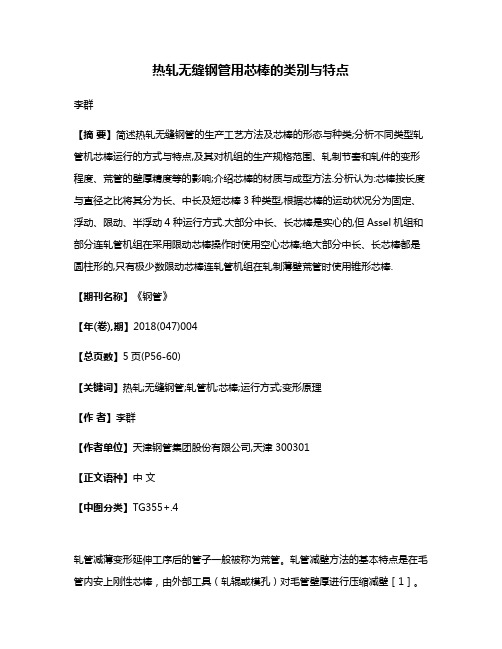
那 么 金 属 入 口 段 的 空 间直 径 就 远 大 于 出 口 段 见图
,
机
,
见图
金属 在 出 口 段被挤
,
流 动 受 阻而 不 易通 过
由此 造 成 许 多 间
{ 叹 止一 叮一
} 、
图
一
一
轧管机
轧 管 机 的工 艺特点
图
无辗 轧 角 的
孔 型示 意 图
一
轧管机
一
轧 管 机 是 一 种 高 精度 无 缝 钢
轧 管 机 在 中 国 的投 产
明 了 上 述 工 艺 特 点的优 越 性
。
大导 盘
,
竺
增 加 推力
,
,
采 用 大 导 盘 可 以 精确 导 向
减 少 阻力
,
改善金属流动
。
,
增加 金 属稳 定
节
。
性
。
导 盘 与轧辊 组 成 一 个 封 闭 孔 型 导 盘 可作上 下
、
使钢管
图
一
轧管 机 孔 型 示 意 图
一
及
,
,
。
轧管 机 产 品 精 度 高
,
产量 中
,
一
工 艺 的 总变 形 量 为
,
。
左右
,
等
,
消 耗较 低
,
、
工 艺 设 备简 单
品种多
适
、
单机压缩 比 为
理论
,
较 小 的压 缩 比 对 钢 管 根据现 代 塑性变 形
应性强
该 轧 机 完 全 可 作 为 自动 轧 管 机
。
内 在 质 量 没 有不 利 影 响
pqf连轧管机芯棒运行的方式和特点

pqf连轧管机芯棒运行的方式和特点连轧管机芯棒是指用于连续轧制管材的机械设备,它的运行方式和特点对于提高管材生产效率和质量具有重要意义。
一、连轧管机芯棒的运行方式:连轧管机芯棒是通过一系列轧制工序,将毛坯经过多次轧制、拉伸和收卷等操作,逐步变成成品管材的过程。
具体的运行方式如下:1. 上料:将原料毛坯装载到机械设备的进料轧辊上,通过传送带或者其他装置将毛坯送入轧机的工作区域。
2. 热轧:毛坯经过预热处理后,进入热轧轧机。
在高温状态下,通过一对或多对轧辊的旋转,将毛坯连续轧制成管材。
热轧过程中,轧机会产生巨大的压力,将毛坯逐渐拉长并形成管状。
3. 冷轧:热轧后的管材需要经过冷轧工序,以提高管材的质量和精度。
冷轧一般采用两辊式或三辊式轧机,通过辊轧的方式将管材进一步拉伸和整形,使其尺寸更加准确,表面更加光滑。
4. 拉伸:冷轧后的管材经过拉伸工序,通过拉伸机将管材拉长,使其达到所需的长度。
拉伸过程中,管材会受到较大的拉力,从而改变其晶粒结构,提高其力学性能和物理性能。
5. 直条切割:拉伸后的管材经过切割工序,将长条状的管材切割成所需长度的管材。
切割一般采用机械切割或者火焰切割等方式。
6. 收卷:切割后的管材经过收卷工序,将其卷绕成卷筒状,便于储存和运输。
收卷一般采用卷取机或卷曲机等设备。
二、连轧管机芯棒的特点:连轧管机芯棒具有以下几个特点,使其在管材生产中得到广泛应用:1. 高效率:连轧管机芯棒采用连续生产方式,可以实现高速轧制管材。
相比于传统的离散生产方式,连轧机具有更高的生产效率和更低的能耗。
2. 精度高:连轧管机芯棒通过精密的控制系统,可以实现对管材尺寸和形状的高度控制,保证管材的精度和一致性。
3. 管材质量好:连轧管机芯棒通过热轧、冷轧和拉伸等多道工序的处理,可以改善管材的组织结构和性能,提高管材的强度、韧性和耐腐蚀性。
4. 适用范围广:连轧管机芯棒可以轧制各种材质的管材,包括碳钢、合金钢、不锈钢等。
MPM和PQF轧管工艺

· 60 ·
钢铁研究
第 36 卷
电能消耗比浮动芯棒连轧管机低 1/ 3 。 (4) 扩大产品规格 。由于采用了限动芯棒轧
制 ,可以减小芯棒的长度 ,允许加大芯棒的直径 , 为多规格产品的生产创造了条件 ,使生产钢管的 最大直径由 177. 8 mm 扩大到了 365 mm ,甚至更 大 。另外 ,限动芯棒连轧机还能轧制更厚或更薄 的管子 。
(5) 延伸系数大 。封闭式圆孔型的采用以及 由此而获得的均匀变形 ,使得 M PM 轧管工艺的 总延伸系数可达到 10 以上 。与浮动芯棒连续轧 管工艺相比 ,这意味着 M PM 工艺可以采用壁厚 更厚的空心坯和更高的始轧温度 。由于始轧温度 的提高 ,钢的变形抗力和摩擦力下降 ,因此单位轧 制力也就降低 。
住友钢管厂 天津钢管厂 住友金属工艺公司
作者简介 :周晓锋 (1979 - ) ,男 ,河北昌黎人 ,硕士 ,主要从事轧管工艺的研究.
第3期
周晓锋 :M PM 和 PQ F 轧管工艺
·59 ·
1 MPM 工艺
1. 1 M PM 生产工艺流程
采用 M PM 工艺轧管时 ,经穿孔延伸的毛管 , 抽出顶杆后被送至硼砂站 ,由一特制的喷嘴向毛 管内部喷入硼砂 ,其作用是 :吹掉毛管内部的氧化 铁皮 ;硼砂在高温状态下生成雾状气体 ,充满管 内 ,防止在随后的运动中空气进入 ,使内表面产生 二氧化碳 。吹硼砂后毛管由回转臂送至连轧管机 芯棒预穿线 。
(1) 第一变形阶段采用锥形辊式穿孔机 ;
国产三辊限动芯棒连轧管机工艺特点及生产中存在问题

国产三辊限动芯棒连轧管机工艺特点及生产中存在问题摘要:介绍了国产三辊连轧管机生产工艺和装备水平,并结合国内某厂φ159连轧管机组对生产过程中的工艺技术难点和易产生的产品缺陷作了详细分析,提出了预防措施。
abstract: the paper describes the production technology and equipment level of state-made three-roll mandrel mill,makes the detailed analysis of the technology difficulties and the product defects made in the production of φ159 mandrel mill in one plant in china and puts forward the preventive measures.关键词:限动芯棒;工艺;连轧管机key words: retained mandrel;handicraft;mandrel pipe mill 中图分类号:tg333.8 文献标识码:a 文章编号:1006-4311(2013)13-0031-02————————————作者简介:刘建国(1984-),男,内蒙古土默特左旗人,助理工程师,研究方向为轧钢工艺。
1 概述通过吸收消化国外三辊限动芯棒连轧管机技术,国内自主研发出的φ159tcm连轧管机组在国内某厂建设投产后,产品质量可靠,设备运行良好。
该机组的主要工艺流程是:连铸圆管坯→带锯锯切→环形炉加热→高压水除鳞→穿孔机穿孔→吹硼砂→高压水除鳞→tcm连轧→脱管机脱管→张力减径机减径→冷却→管排锯定尺锯切→矫直→吹吸灰→涡流探伤→人工检查→成品入库。
2 tcm机组的主要技术特点①该机组生产的无缝钢管外径与壁厚精度与国外引进机组相近,达到了相关规范要求,但国产机组投资少、收益快;②与二辊限动芯棒连轧管机相比,该机组具有可轧制d/s为47的薄壁管、表面热凹缺陷减少、工具消耗降低、钢管表面光滑平整等优点;③穿孔机采用带导板二辊斜轧锥形穿孔机。
pqf连轧管机芯棒运行的方式和特点

pqf连轧管机芯棒运行的方式和特点连轧管机芯棒是一种用于连续轧制管材的设备。
它由一系列的轧辊和辊道组成,通过对材料进行连续轧制,以使其形成所需的管材。
连轧管机芯棒的运行方式和特点对于了解该设备的工作原理和优势非常重要。
连轧管机芯棒的运行方式主要包括进料、轧制和出料三个过程。
首先,原材料进入机芯棒,经过切割和加热后,进入轧辊。
轧辊通过对材料进行辊压,使其逐渐变形为所需的管材形状。
然后,经过一系列的轧制过程,管材在机芯棒中逐渐成形。
最后,成形的管材从机芯棒的出料端排出。
连轧管机芯棒的特点有以下几个方面。
连轧管机芯棒具有高效性。
由于连续的轧制过程,机芯棒能够实现高速生产,大大提高了生产效率。
相比传统的离散轧制方式,连轧管机芯棒可以连续轧制多个管材,减少了生产中的停机时间,提高了生产效率。
连轧管机芯棒具有高精度性。
轧辊和辊道的设计和加工精度决定了轧制出的管材的精度。
连轧管机芯棒采用精密的轧辊和辊道,能够实现高精度的轧制,保证了管材的质量和尺寸的一致性。
连轧管机芯棒具有高稳定性。
机芯棒采用连续的轧制方式,材料在整个轧制过程中保持连续的运动,减少了材料的变形和变形的不均匀性。
同时,机芯棒采用稳定的辊道和辊压力控制装置,能够确保轧制过程的稳定性和一致性。
连轧管机芯棒具有灵活性。
机芯棒可以根据不同的轧制需求调整辊道和轧辊的布局和设置,以适应不同材料和管材的轧制需求。
这种灵活性使得机芯棒能够适应不同的生产要求,提高了生产的灵活性和适应性。
连轧管机芯棒具有节能性。
机芯棒采用先进的辊道设计和轧辊材料,降低了能量损失,减少了能源消耗。
同时,机芯棒还采用了先进的控制系统,能够对轧制过程进行精确的控制和调节,减少了能源的浪费。
连轧管机芯棒是一种高效、高精度、高稳定性、灵活性和节能的轧制设备。
它通过连续的轧制过程,实现了高速、高精度的管材生产,适应了不同的生产需求。
连轧管机芯棒在管材生产领域具有重要的应用价值,对于提高管材生产的效率和质量有着重要的意义。
热轧无缝钢管用芯棒的类别与特点
热轧无缝钢管用芯棒的类别与特点李群【摘要】简述热轧无缝钢管的生产工艺方法及芯棒的形态与种类;分析不同类型轧管机芯棒运行的方式与特点,及其对机组的生产规格范围、轧制节奏和轧件的变形程度、荒管的壁厚精度等的影响;介绍芯棒的材质与成型方法.分析认为:芯棒按长度与直径之比将其分为长、中长及短芯棒3种类型,根据芯棒的运动状况分为固定、浮动、限动、半浮动4种运行方式.大部分中长、长芯棒是实心的,但Assel机组和部分连轧管机组在采用限动芯棒操作时使用空心芯棒;绝大部分中长、长芯棒都是圆柱形的,只有极少数限动芯棒连轧管机组在轧制薄壁荒管时使用锥形芯棒.【期刊名称】《钢管》【年(卷),期】2018(047)004【总页数】5页(P56-60)【关键词】热轧;无缝钢管;轧管机;芯棒;运行方式;变形原理【作者】李群【作者单位】天津钢管集团股份有限公司,天津300301【正文语种】中文【中图分类】TG355+.4轧管减薄变形延伸工序后的管子一般被称为荒管。
轧管减壁方法的基本特点是在毛管内安上刚性芯棒,由外部工具(轧辊或模孔)对毛管壁厚进行压缩减壁[1]。
本文拟对热轧无缝钢管各种常用机型轧管机所用芯棒的类型、运行方式及其特点进行分析。
1 轧管方法轧管减壁的工艺方法见表1[1]。
一般习惯根据轧管机的形式来命名热轧管机组。
轧管机的类型较多,通常可用两种方法将其分类。
(1)按机架个数分类。
根据机架个数的多少可将轧管机分单机架和多机架。
单机架有自动轧管机、Assel轧管机、Accu-Roll等;连轧管机都是多机架的,通常4~8个机架,如MPM(Multi-stand Pipe Mill,意大利INNSE公司开发的两辊式限动芯棒连轧管机组)、PQF(Premium Ouality Finishing,MEER-INNSE公司开发的三辊式限动芯棒连轧管机组)、FQM(Fine Quality Mill,意大利DANIELI公司开发的三辊式限动芯棒连轧管机组)等。
棒材厂全连轧线工艺设备特点及改造措施
棒材厂全连轧线工艺设备特点及改造措施王志明① 王海波(南京钢铁股份有限公司棒材厂 南京210035)摘要 介绍了南钢棒材厂全连轧线的主要工艺设备情况,并经过几年的摸索和改造实践,已由最初年产30万吨的普钢生产线逐步转化为年产60万吨的优特钢生产线,产品结构得到进一步化化,产品质量得到很大提高,给企业创造了可观的经济效益。
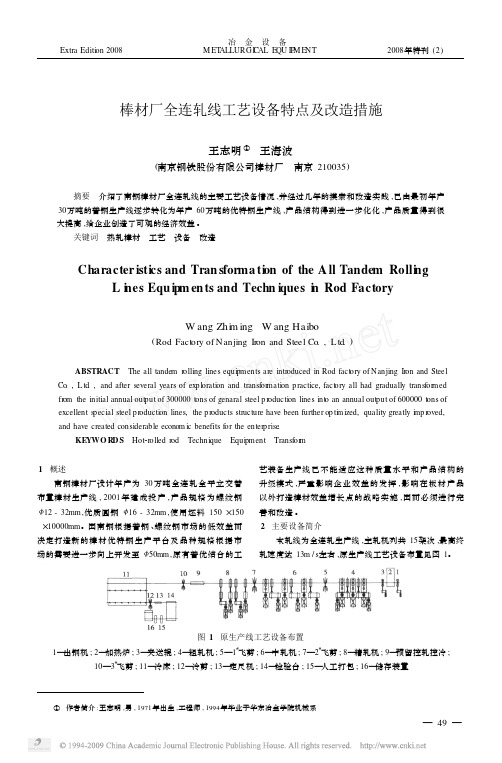
关键词 热轧棒材 工艺 设备 改造Character isti cs and Tran sforma ti on of the A ll Tandem Rolli n gL i n es Equ i p m en ts and Techn i ques i n Rod FactoryW ang Zhi m ing W ang Haibo(Rod Fact ory of Nanjing Ir on and Steel Co .,L td .)ABSTRACT The all tande m r olling lines equi pments are intr oduced in Rod fact ory of Nanjing Ir on and Steel Co .,L td .,and after several years of exp l orati on and transfor mati on p ractice,fact ory all had gradually transf or med fr om the initial annual out put of 300000t ons of genaral steel p r oducti on lines int o an annual out put of 600000t ons of excellent s pecial steel p r oducti on lines,the p r oducts structure have been further op ti m ized,quality greatly i m p r oved,and have created considerable econom ic benefits f or the enter p rise .KE YWO R D S Hot 2r olled r od Technique Equi pment Transfor m1 概述南钢棒材厂设计年产为30万吨全连轧全平立交替布置棒材生产线,2001年建成投产,产品规格为螺纹钢<12-32mm ,优质圆钢<16-32mm ,使用坯料150×150×10000mm 。
浮动·限动——连轧管机类型解读

,
,
、
、
么 瓤 灏 妊
简称
MM (Ma
n
l
鬣 渤
?
厂
≮娶
‘
. . .
一
\ 荒管
\
、
。
,
L 图 2 连 轧 管孑 型 构 成 dr e l M il
。
) 现 代浮动芯 棒连 轧管机
,
,
组 是 由德 国 的米 尔 (M E E R )公 司研 制 的 轧 制 过 程 中对
。
。
,
芯 棒 速 度 不 加 以 控 制 芯 棒 由被 辗 轧 金 属 的 摩 擦 力 带
,
一
组组成
,
~ 14 0
m m
机组
。
L L M 孑 型 ; P M 与 P QF 孑 型 构成 见 图
2
。
L 连轧管时 孑 型顶
,
芯棒
部 的金 属 由 于 受 到 轧 辊 外 压 力 和 芯 棒 内 压 力 作 用 而 L 产 生 轴 向延 伸 并 向 圆 周 横 向 宽 展 而 孑 型 侧 壁 部 分 的金 属 与 芯 棒 不 接 触 但 它 被 顶 部 轴 向延 伸 的金 属 对 它 附加 的 拉应力 作 用 而 产 生 轴 向延 伸 并 同时 产 生 轴 向拉 缩 不 论 两 辊 式 的 还 是 三 辊 式 的连 轧 管 机 按 芯 棒 的运 行 方 式 可 分 为 浮 动 芯 棒 半 浮 动 芯 棒 和 限 动 芯 棒 三 种形 式
、 、
、
。
一
。
因 连 轧 管 机 芯 棒 运 行 方 式 的 多 样 性 使 得 机 组 的称 谓
如 :浮 动 芯 棒 半 浮 动 芯 棒 半 限 较 多 命 名也 不 统 动 芯 棒 限 动 芯 棒 等 为便 于 区 分 在 此 尝 试 界 定 连 轧 管 机 的分类方 法 2 连 轧 管机 简 介 连 轧 管 机 是 在 毛 管 内穿 入 长 芯 棒 后 经 过 多 机 架 顺 序 布 置 且 相 临机 架 辊 缝 互 错 ( 二 辊 式 辊 缝 互 错 9 0 三 辊 式 辊 缝 互 错 6 0 ) 的连 轧 机 轧成 钢 管 它 是 当今 被 最 广泛 应 用 的纵 轧 钢 管 方 法 如 图 1 所 示 连轧 管 机 轧 制 过 程 中 轧 件 变 形 实 际 上 是 受 多 组 ( 4 8 组 )轧 辊 与 l 芯 棒 的反 复 作 用 从 圆 到椭 圆 椭 圆再 到 圆 的过 程 【】
Φ140mm浮动芯棒连轧管机组再认识

Φ140mm浮动芯棒连轧管机组再认识薛建国;王起江【摘要】简述了宝山钢铁股份有限公司Φ140 mm浮动芯棒连轧管机组的工艺流程、生产效率及生产品种调整情况,介绍了包括浮动芯棒连轧管机“竹节”控制、张力减径机CEC控制和多边化孔型、穿孔机改造、穿孔管壁厚偏心率控制效果等在内的重大工艺技术创新与发展.通过品种调整、工艺技术创新和长期数据积累,始终保持了该机组优秀的生产业绩.对于Φ180 mm以下规格连轧管机组,Φ140 mm 浮动芯棒连轧管机组仍然是具有竞争力的机组.【期刊名称】《钢管》【年(卷),期】2017(046)006【总页数】6页(P30-35)【关键词】无缝钢管;连轧管机组;浮动芯棒;工艺技术;壁厚【作者】薛建国;王起江【作者单位】宝山钢铁股份有限公司,上海201900;宝山钢铁股份有限公司,上海201900【正文语种】中文【中图分类】TG333.8宝山钢铁股份有限公司(简称宝钢)Φ140 mm全浮动芯棒连轧管机组(MM),1979年从德国DEMAG公司引进,1985年投产运行,其设计产品规格为Φ21.3~139.7 mm,壁厚2.0~25.0 mm,品种有油井管(油管、套管、钻杆)、锅炉管(低压锅炉管、高压锅炉管)及机械专用管(商品管、输送管、冷拔管料),设计年产50万t成品管。
2004年该机组年最高生产能力为84.6万t。
回顾了宝钢Φ140 mm全浮动芯棒连轧管机组生产历程,分析了该机组的特点,以及通过品种调整、工艺技术创新和长期数据积累,始终保持机组的竞争能力和良好生产业绩。
1 工艺流程简述宝钢Φ140 mm全浮动芯棒连轧管机组工艺流程如图1所示。
与原流程相比,95%的管坯来自于宝钢150 t电炉所生产的Φ178 mm(部分Φ195 mm)连铸坯,替代了原有的通过300 t转炉、模铸、初轧所生产的轧制坯;另外5%高钢级管坯(如9%~13%Cr管坯)是通过宝钢150 t电炉,经连铸大方坯再轧制成Φ178 mm(部分Φ195 mm)管坯。
_273mm限动芯棒连轧管机组工艺设备特征
Φ273mm限动芯棒连轧管机组工艺设备特征肖松良(衡阳华菱钢管(集团)有限公司,湖南衡阳421001)摘要:概述了Φ273mm限动芯棒连轧管机组的生产能力、产品规格及品种、工艺选型、生产工艺流程以及锥形辊穿孔、5机架限动芯棒连轧管、12机架微张力定(减)径等主要工序的工艺和装备特点及其技术性能参数;着重介绍了该机组最先进的物料跟踪系统、在线检测质量保证系统、穿孔机工艺辅助设计系统、连轧自动辊缝控制系统、连轧工艺监控系统、微张力定(减)径机工艺辅助设计系统等工艺控制技术。
可供国内同类无缝钢管机组的建设借鉴。
关键词:Φ273mm限动芯棒连轧管机组;工艺设备;技术参数;工艺控制技术;特点中图分类号:TG335.71文献标识码:B文章编号:1001-2311(2006)05-0037-06ProcessEquipmentFeaturesofФ273mmMPMPlantXiaoSongliang(HengyangHualingSteelTube(Group)Co.,Ltd.,Hengyang421001,China)Abstract:BriefedinthearticleareallthemainaspectsoftheФ273mmMPMplant,includingthecapacity,productmix,processtypes,manufacturingprocessflowandtheprocessesandequipmentfeatures/technicaldataofthemainoperationunits,i.e.,theconetypepiercingmill,the5-standMPMandthe12-standslightstretchsizing(reducing)mill.Alsodetailedarethe-state-of-artprocesscontroltechniquesasemployedfortheplant,i.e.,thematerialtrackingsystem,theon-linequalityassurancesystem,thecomputer-aidedrollingtechnologyapplicationsystemfortheconetypepiercermill,theMPMrollgapauto-controlsystem,theMPMprocesssuper-visionsystem,andthecomputer-aidedrollingtechnologyapplicationsystemfortheslightstretchsizing(reduc-ing)mill.Theinformationasprovidedbytheauthorisworthusingasreferenceforconstructionofsimilardo-mesticmills.Keywords:Ф273mmMPMplant;Processequipment;Technicaldata;Processcontroltechniques;Features0前言衡阳华菱钢管(集团)有限公司Φ273mm连轧管机组是2003年国家发展和改革委员会批准投建的第三批国家重点技术改造“双高一优”项目,是湖南省“十五”期间十大标志性工程。
国产三辊限动芯棒连轧管机工艺特点及生产中存在问题

中图分类号 : T G 3 3 3 . 8 1 概述
文献标识码 : A
文章编号 : 1 0 0 6 - 4 3 1 1 ( 2 0 1 3) 1 3 — 0 0 3 1 — 0 2
吨优 质 无 缝 钢 管 ,其 中石 油 套 表 1 变 形 分 配 5万 吨 ,石 油 油 管 5万 吨 , 通过吸收消化国外三辊限动芯棒连 轧管机技术 , 国内 管2 直 径/ m m 中2 0 0 I n 1 . 5 ~ 4 . 5 输送流体管 、 管 管 坯 长 度, 自主研 发 出的 1 5 9 T C M 连 轧 管机组 在 国 内某 厂建 设投 其 它 为 结 构 管 、 产后 , 产品质量可靠 , 设 备 运行 良 好 。 该 机 组 的 主要 工 艺流 线 管 、 高压 锅 炉 管 等 。 该 机 组 采 用 一 种 规 格 的连 程是 :连铸 圆管坯一 带锯 锯切一 环 形炉加 热— 高压水 除 管 机 脱 管_ ÷ 张 力 减 径 机 减 径一 冷 却一 管排 锯 定 尺 锯 切
d e t a i l e d a n a l y s i s o f t h e t e c h n o l o g y d i f i c u l t i e s a n d t h e p r o d u c t d e f e c t s ma de i n t h e p r o d u c t i o n f 中1 o 5 9 ma n d r e l mi l l i n o n e p l a n t i n C h i n a
Va l u e En g i n e e r i n g
・ 3 1・
国产 三辊 限动芯棒连轧管机工艺特点及 生产 中存在 问题
Te c h n o l o g i c a l Ch a r a c t e r i s t i c s o f S t a t e - - ma d e Th r e e - r o l l Re ai t n e d Ma n d r e l Mi l l a n d t h e Pr o b l e ms i n P r o d u c t i o n
连轧管工艺改进
工 艺 已 有 建 树 . 已 被 轧 管 工 艺 生 产 的 实 践 所 证 实 。 中 小 口 径 钢 管 通 道 立 体 布 置 的 C D 数 码 摄 像 系 统 . 量 的 毛 管 实 际 外 径 和 长 度 值 这 在 C 测
的 生 产 领 域 内 . 连 轧 管 工 艺 也 扩 大 了 应 用 范 围 。 3种 连 轧 管 工 艺 在 传 给 P C 系 统 . 结 合 管 坯 的 重 量 ( 自物 料 跟 踪 系 统 的 管 坯 称 重 装 L 再 取 1 4 m 以 下 的 管 径 范 围 内 的 广 泛 应 用 , 非 其 他 轧 管 工 艺 所 能 匹 敌 。 置 ) 直 径 、 度 计 算 得 出 毛 管 的 壁 厚 。实 现 穿 孔 监 控 。连 轧 管 机 和 微 9m 、 长 在 连 轧 管 工 艺 自 动 控 制 技 术 方 面 的 进 展 , 要 是 由 计 算 机 技 术 和 工 张 力 定 ( 减 ) 机 后 各 采 用 1通 道 Lss激 光 超 声 ) 管 壁 厚 测 量 装 主 减 径 au ( 钢 艺 控 制 理 论 的 发 展 而 产 生 的 连 轧 管 工 艺 自动 控 制 软 件 包 。 新 一 代 轧 置 测 厚 . 技 术 基 于 激 光 超 声 波 原 理 。 用 一 套 大 功 率 激 光 装 置 向 该 采
限动芯棒连轧管机工艺技术的发展

●综合述评限动芯棒连轧管机工艺技术的发展郑治帄(100053 北京钢铁设计研究总院)于业奎(300301 天津钢管公司)摘 要 限动芯棒连轧管机经过近20年的发展, 工艺技术不断完善, 已成为无缝钢管生产的主要机型。
简介了限动芯棒连轧管机的重大技术进步情况和少机架限动芯棒连轧管机的特点。
对正在研究的三辊可调式连轧管机 (PQ F ) 也作了较详细的介绍。
关键词 限动芯棒连轧管机 工艺 设备 发展D E V ELO P M E N T O F PRO C ES S TECH NOLO G Y O FRETA N I E D MANDRE L M P MZh e n g Zh i p i n gYu Yek u i(B e i jin g I & S D e s ign an d R e s ea r ch Gen e r a l In st i tu t e )(T ian jin S t ee l T ube Co rp. )A b stra c t T h a nk s to th e co n t i n uo u s deve l o pm en t fo r n ea r l y tw en ty yea r s , th e p ro ce s stech n o l o gy of re t a in ed 2m an d re lM PM h a s been so so un d th a t it h a s becom e o n e o f th e m a jo r s ea m l e s s stee l tube m ills be in g u sed now aday s. B r ief ly in t ro duced in th is p ap e r a re th e sign if ican t p r og r e s s m ade in tech n ica l deve l o pm en t o f re ta i n ed 2m an d re l M PM an d th e ch a racte r ist ics of th e re t a i n ed 2 m an d re lM PM w ith fe w e r stan d s . A lso de scr ibd h e re is de ta ils abo u t re sea rch in vo lv i n g th e th ree 2r o ll ad ju s tab l e M PM (PQ F ).Key words R e t a i n ed 2m an d r e l M PMP r o ce s s tech n o l o gy E q u i pm en t D eve l o pm en t前言于鼎盛时期的浮动芯棒连轧管机组。
国产限动芯棒连轧管机组概况
(5)孔型设计上采用德国SMSM竹公司设计理念,使用有限元计算分析的方法对于L型参数进
行了优化t确保生产钢管的尺寸精度.
(6)20机架张力减径机采用单独传动方式具有设备维护方便,传动简单.易于获得大的轧制
功率等优有。
2存在问题与解决方寨
2】现场存在的主要问磨 (1)连轧管机缠没有设置在线穿棒工艺.苍棒预热炉还没有完工.在连轧管机组正式生产时. 芯棒的离线颈穿增加了毛管温降.轧制薄壁管受到一定的限制。 (2)考虑到设善的复杂性固囊.更为先进舶张力减{空帆CEC控制系统及管端轧薄功艟暂时投
表1
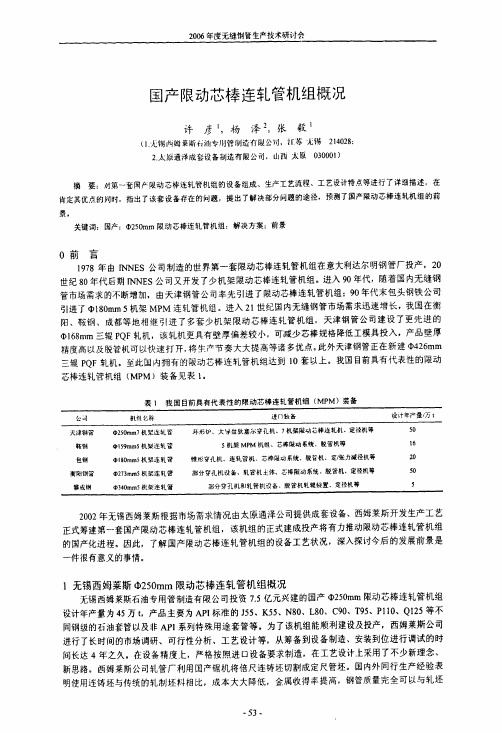
我国目前具有代表性的碾动芯棒连轧管机组(MPM)装备
2002年无锡西姆莱斯根据市场需求情况由太原通泽公司提供成套设备、西姆莱斯开发生产工艺 正式筹建第一套国产限动芯棒连轧管机组,该机组的正式建成投产将有力推动限动芯棒连轧管机组 的国产化进程。因此,了解国产限动芯棒连轧管机组的设备工艺状况,深入探讨今后的发展前景是 一件很有意义的事情。
2006年度无缝钢管生产技术研讨会
国产限动芯棒连轧管机组概况
许彦‘,杨泽2,张毅1
(1.无锡阳姆椠斯“if|{专J}J管制造-仃限公司,iI:苏丸锡214028: 2.人原通泽成套设备制造有限公司,山西A原030001)
摘要:埘第一奁国产限动芯棒连轧管机组的设备组成、生产工艺流程、工艺设计特点等进行了详细描述。在 肯定其优点的同时.指出了该套设备存在的问题,提出了解决部分问题的途径.预测了国产限动芯棒连轧机组的前
(5)太抟床的长度只有21m,影响铜管的冷却效枭。即使采用双排布科的方式,壁厚大于16,0mm
的钢管仍无法冷却到100"C咀下.影响到锯片的使用寿命和生产节奏。 2.2解决方案 (1)针对芯棒造成的毛管内表面的温降问慝。应及早建成芯棒预热炉,目前生产中可使用调整
半浮动芯棒连续轧管机
半浮动芯棒连续轧管机半浮动芯棒连续轧管机半浮动(或半限动)芯棒连续轧管机,德国人称之为MRK—S(Mannesmannbohr—KontimillStripper),法国人则称其为Neuval—R。
半浮动芯棒连续轧管机一般7~8个机架。
德国人设计的MRK—S工艺在轧制过程中,前半程芯棒不是自由地随轧件前进,而是受限动机构的控制,以一恒定速度前进,芯棒与轧件的速差分布是不一致的,第1架的轧件出口速度小于芯棒速度;自第2架开始,轧件的速度快于芯棒的速度,形成稳定的差速轧制状态;当完成主要变形、管子脱离倒数第3架时,限动机构加速释放芯棒,像浮动芯棒一样由钢管将芯棒带出轧机。
德国式的半浮动芯棒连续轧管机代表机组有20世纪80年代初投产的日本八幡厂的qbl94mm机组和我国衡阳的689mm机组。
法国研制的Neuval—R工艺是在钢管由最后一个机架轧出时才松开芯棒,即在轧制过程中具有限动芯棒轧机的工艺特点,而在终轧后松开芯棒,芯棒随荒管至连轧机后的输出辊道。
法国式的半浮动芯棒连续轧管机于20世纪70年代后期在法国的圣索夫钢管厂+127mm机组投入生产。
法国模式的机组至今仅有一套。
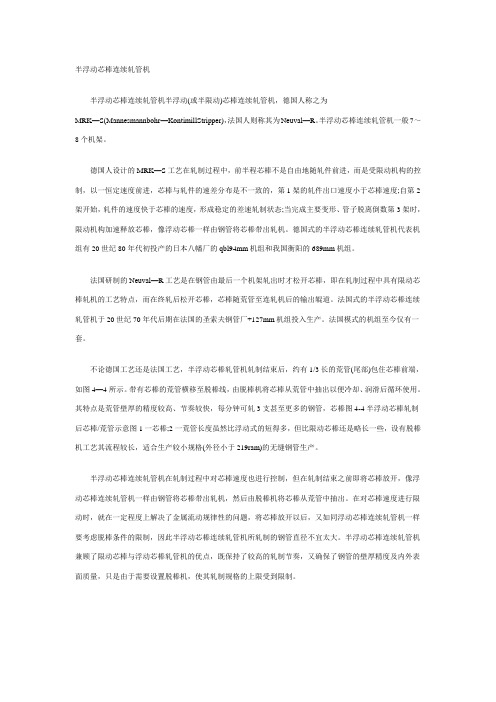
不论德国工艺还是法国工艺,半浮动芯棒轧管机轧制结束后,约有1/3长的荒管(尾部)包住芯棒前端,如图4—4所示。
带有芯棒的荒管横移至脱棒线,由脱棒机将芯棒从荒管中抽出以便冷却、润滑后循环使用。
其特点是荒管壁厚的精度较高、节奏较快,每分钟可轧3支甚至更多的钢管,芯棒图4-4半浮动芯棒轧制后芯棒/荒管示意图1一芯棒;2一荒管长度虽然比浮动式的短得多,但比限动芯棒还是略长一些,设有脱棒机工艺其流程较长,适合生产较小规格(外径小于219ram)的无缝钢管生产。
半浮动芯棒连续轧管机在轧制过程中对芯棒速度也进行控制,但在轧制结束之前即将芯棒放开,像浮动芯棒连续轧管机一样由钢管将芯棒带出轧机,然后由脱棒机将芯棒从荒管中抽出。
在对芯棒速度进行限动时,就在一定程度上解决了金属流动规律性的问题,将芯棒放开以后,又如同浮动芯棒连续轧管机一样要考虑脱棒条件的限制,因此半浮动芯棒连续轧管机所轧制的钢管直径不宜太大。
国内大规格棒材半连轧生产工艺特点-g

国内半连轧大规格棒材生产工艺特点陈志强(中冶华天工程技术有限公司马鞍山 243005)摘要:随着世界制造业向我国转移,以轧代锻的产品大增,特别是大规格棒材需求量剧增,催生了以半连轧方式来生产大规格合金棒材的轧钢工艺。
本文以国内新建的部分半连轧棒材生产线为例介绍了这种生产工艺的特点和优势。
关键词:半连轧,大规格棒材,初轧开坯1.前言随着国内汽车零部件制造、发电设备生产和工业机械制造等行业的迅猛发展,国内大规格棒材产品的需求也与日俱增。
过去,我国大规格棒材产品的生产主要集中在传统特钢行业通过锻造方式生产,而锻造生产在在成本和效率等方面都与轧制生产无法相比。
因而大规格棒材的生产方式的转变就迫在眉睫。
应运而生的就是以轧代锻的大规格棒材半连轧轧制生产。
从表1可以看出,目前,这种生产方式轧机的布置形式多为二辊或三辊初轧机加上数架连轧机组。
初轧开坯、大压缩比、大坯型和多坯型是其主要特点。
表 1 国内近年新建和改造的半连轧大规格棒材生产线序号轧机名称原料规格产品规格(mm)轧机组成投产时间改造时间1 湘潭750初轧[1]240×240 Φ50~150(Φ160~200)Φ750二辊可逆+Φ650×8连轧1958 20022 大冶850初轧[1]连铸坯:460×350钢锭:3.6t、5.6tΦ70~250(300)Φ850二辊可逆+Φ750×6连轧1956 20013 大冶特钢三轧厂650机组[2]Φ38~130 Φ650三辊可逆+Φ550×4连轧+Φ400×2连轧+Φ350×4连轧+3架精轧机4 宝钢1300初轧[1]连铸坯:320×425mm钢锭:10.3t、13.5t、19.8t、28.0t140、160、75~160175~230(90)Φ1300双机架串列初+Φ800×2+Φ700×4连轧1985 20055 兴澄大棒轧机[1]370×490 Φ120~2501002~1802Φ1000二辊可逆+Φ760×3+Φ670×32006年新建6 淮阴大棒轧机[1]Φ380mm、Φ450mm、Φ500mmΦ50~250 Φ1000二辊可逆+Φ900×3+Φ750×3+Φ500×42006年新建7 大连钢厂大棒轧机[1]380×490钢锭:2.1t、3.6t、5.6tΦ60~300150×150Φ1000二辊可逆+Φ850×4+Φ650×42007年新建8 大连钢厂750初轧[3]钢锭: 3.5t Φ42~18030~90mm×350~450mm工模具扁钢Φ1000二辊可逆+Φ850×4+Φ650×41984 20039 本溪特钢[3]Φ50~200 Φ800二辊可逆+Φ650×410 西宁特钢[3]Φ140~250 750+6架平立联合11 南京钢铁中型厂150×220180×240320×480Φ40~180mm Φ850/750二辊可逆+Φ750/650×4+Φ610/530×4+Φ480/420×2200812 新兴铸管厂350×450 Φ120~220mm Φ1100/950二辊可逆+Φ750/650×42009新建注:空白处为不祥。
_340mm连轧管机组工艺技术特点和装备水平

曾良平(1965-),男,高级工程师,从事钢管工艺研究及工程设计工作。
Φ340mm连轧管机组工艺技术特点和装备水平曾良平,易兴斌(中冶赛迪工程技术股份有限公司,重庆400013)摘要:攀钢集团成都钢铁有限责任公司Φ340mm连轧管机组是目前国内生产规格最大,在同规格同类型机组中装备最先进的连轧管机组,目前已经建成并投入试生产。
从工艺配置、设备选型、工艺控制、平面布置、设备特点等多方面介绍了该机组的情况,重点介绍了穿孔机、连轧管机和微张力定(减)径机上采用的新工艺、新技术,以及整个热轧线上的工艺控制技术、质量检测和质量控制技术,并提供了热轧线上主要机组的主要工艺技术参数。
关键词:Φ340mm连轧管机组;工艺;平面布置;设备中图分类号:TG333.8文献标识码:B文章编号:1001-2311(2006)04-0035-04TechnologicalFeaturesandEquipmentTechnicalLevelofΦ340mmMPMPlantZengLiangping,YiXingbin(CISDIEngineeringCo.,Ltd.,Chongqing400013,China)Abstract:TheΦ340mmMPMplantlocatedatPangangGroupChengduI&SCo.,Ltd.isatpresentregardedasthemostadvancedMPMplantamongthedomesticsimilartypeandsamesizedmandrelpipemills.Beingcapableofproducingthebiggesttubesizeinthecountry,theplanthasbeensofarcompleted,andputintotrialproduction.AllthemainaspectsconcerningtheMPMplantaredescribedhereinthepaper,coveringthetechnologicalcon-figuration,equipmenttype,processcontrol,layoutandtheequipmentfeatures,etc.Focusedonarethenewly-de-velopedprocessesandtechnologiesasappliedtothepiercingmill,theMPMproperandtheslightstretchsizing(reducing)mill,andtheprocesscontroltechnologiesandqualityinspection/measuring/andcontroltechniquesadaptedfortheentirehot-rollinglineoftheplant.moreoverthemaintechnologicaldataofthemainmillsofthehotrollinglinearealsopresented.Keywords:Φ340mmMPMplant;Technology;Layout;Equipment0前言攀钢集团成都钢铁有限责任公司(简称攀成钢公司)Φ340mm连轧管机组是目前国内轧制规格最大、在同规格同类型机组中装备最先进的连轧管机组,设计年产无缝钢管50万t。