H型钢生产线TCS系统中AGC自动计量控制技术的应用
长钢H型钢生产线的装备技术及应用

长钢H型钢生产线的装备技术及应用
长钢H型钢生产线是一种先进的生产设备,能够精确地生产各种规格的H型钢,并满足各种工程需求。
该生产线的主要功能是将热轧钢坯加工成长条形H型钢,具有高效、快捷、省能的特点,适用于各种建筑及机械领域。
此生产线的装备技术包含数控智能化系统、冷却系统、裁切系统等,其中数控智能化系统是此生产线的核心技术,是保证产品质量的关键之一。
数控智能化系统包括数控热轧机组、冷却系统、数控工位钻床、数控机械切割等,这些设备通过智能化控制系统实现生产过程中各种参数的控制与调节,以使产品质量更加稳定和准确。
冷却系统是此生产线中不可或缺的一部分,其主要作用是控制加热温度和冷却时间,以保证最终产品成型的合格度。
冷却系统主要由内冷却辊和外冷却辊两部分组成,通过内外冷却的合理配合,使加工后的钢材能够达到所需强度和硬度。
裁切系统是此生产线的最后一道工序,其主要作用是将长条形H型钢按照设定长度进行裁切,以满足生产各种规格的H型钢的需要。
裁切系统主要由数控机械切割和自动送料系统等部件,通过智能化控制,实现钢材的全自动裁切,生产效率大大提高。
此生产线的应用范围广泛,主要应用于建筑领域和机械制造领域。
在建筑领域,其主要应用于大型工程结构、高层建筑和桥梁等建设项目中。
在机械制造领域,其主要应用于汽车、造船、火车、农机等机械制造领域。
总之,长钢H型钢生产线的装备技术及应用,是我国钢铁生产中的一项重要技术,具有重要的经济和社会价值。
随着技术的不断创新和升级,该生产线将更加适应市场需求,为我国工业和经济的发展做出更大贡献。
长钢H型钢生产线的装备技术及应用

长钢H型钢生产线的装备技术及应用长钢H型钢生产线是一种重要的金属加工设备,主要用于生产H型钢、I型钢等长条铁材料。
其装备技术及应用是现代工业生产领域的重要组成部分。
本文将从以下几个方面进行阐述。
1. 加工工艺流程长钢H型钢生产线的加工工艺流程主要包括:原材料预处理、轧制成型、冷却控制、精整修整、打标喷码以及出库包装等步骤。
其中,轧制成型是整个生产流程中最为关键的环节。
2. 关键设备长钢H型钢生产线的关键设备包括:加热炉、轧机、冷却设备、切割机、抛丸清理机、喷漆机等。
其中,轧机是整个生产线中最为重要的设备,其自动化程度、轧制效果直接关系到产品的质量和产量。
3. 控制技术长钢H型钢生产线的控制技术主要包括PLC控制、电气控制、液压控制等。
这些控制技术可以实现对轧机、切割机、抛丸清理机等设备的精确控制,使得产品质量更为稳定。
长钢H型钢生产线广泛应用于建筑、桥梁、工程机械等领域。
具体来说:1. 建筑领域长钢H型钢生产线生产的H型钢广泛应用于建筑领域,比如各类工业厂房的结构支撑、顶部悬挑、大跨度梁架、钢框架结构等。
这些用途都需要长钢H型钢具备较好的承载能力,使得在建筑领域中,长钢H型钢生产线是不可或缺的装备之一。
2. 桥梁领域之所以长钢H型钢生产线被广泛应用于桥梁领域,是因为其长条材料具有较好的强度和刚度,能够满足桥梁建设的需要。
比如,现代高速公路、城市快速路、铁路等铁路建设过程都需要大量的长钢H型钢,使得长钢H型钢生产线在桥梁领域得到了大力推广和应用。
3. 工程机械领域工程机械是一个需要使用大量长条材料的领域,比如各类挖掘机、推土机、装载机等。
这些机械需要具备较强的承载能力和抗压能力,因此选用长钢H型钢作为机械材料便成为了一个必然的选择。
长钢H型钢生产线就成为了这些工程机械生产领域中一个不可或缺的装备之一。
三、长钢H型钢生产线面临的挑战1. 钢材精度的不断提高,要求设备精度也要相应提高。
2. 模具的使用寿命和模具精度的保证是长钢H型钢生产线经常面临的问题。
长钢H型钢生产线的装备技术及应用

长钢H型钢生产线的装备技术及应用长钢H型钢是一种常见的建筑结构材料,具有横截面呈H型的特点,广泛应用于建筑结构、桥梁、车辆制造等领域。
为了满足市场需求,生产长钢H型钢的装备技术也在不断发展和完善。
本文将介绍长钢H型钢生产线的装备技术及应用。
一、生产线装备技术概述长钢H型钢生产线主要包括轧机设备、冷床设备、质检设备等几个关键部分。
轧机设备是整个生产线的核心,其作用是将原料钢坯通过轧制工艺成型成H型钢。
冷床设备用于冷却和固定轧制后的H型钢,保证其质量和形状。
质检设备则用于对生产的H型钢进行质量检测,保证产品达到国家标准要求。
还需要相关的输送设备、辅助设备等辅助配套设备。
长钢H型钢生产线的装备技术需要具备高效、精准、稳定的特点,以满足大规模、高质量的生产需求。
二、轧机设备技术应用1. 高效生产轧机设备是长钢H型钢生产线的核心装备,其主要作用是将原料钢坯进行轧制成型。
在轧机设备的设计与应用中,需要注意提高生产效率,减少能耗,降低生产成本。
采用先进的轧制工艺和控制技术,结合优化的设备结构,可以实现高效生产,提高产品产量,满足市场需求。
2. 精准成型H型钢的横截面形状要求精准,轧机设备需要具备精密的成型能力。
通过优化轧制辊的设计和选择合适的轧制参数,可以实现H型钢的精准成型,并保证产品的尺寸和形状达到国家标准要求。
3. 自动化控制轧机设备的自动化控制技术在长钢H型钢生产线中发挥着重要作用。
自动化控制系统可以实时监测和调整轧制参数,提高生产的稳定性和一致性,同时减少人为操作的误差,提高产品质量。
三、冷床设备技术应用1. 快速冷却冷床设备对轧制后的H型钢进行快速冷却,以防止材料内部应力过大,同时固定产品的形状。
采用高效的冷却系统和冷却介质,可以实现快速均匀的冷却效果,提高产品质量。
2. 自动定型冷床设备需要实现对H型钢的自动定型功能。
通过优化冷床结构和控制系统,可以实现H型钢的快速固定和成型,避免由于形状变化而导致生产事故,提高生产效率。
长钢H型钢生产线的装备技术及应用

长钢H型钢生产线的装备技术及应用1. 引言1.1 长钢H型钢生产线的重要性长钢H型钢生产线作为重要的结构钢生产线,在建筑、桥梁、机械制造等领域扮演着至关重要的角色。
H型钢是一种经济、高效的钢材,具有较高的强度和刚度,被广泛应用于各类工程中。
其在建筑结构中可以减轻结构自重,提高建筑物的整体稳定性和承载能力;在桥梁工程中可以支撑大跨度,减小挠度,提高桥梁的承载能力和使用寿命;在机械制造中可以制作各种零部件,提高机器设备的性能和使用寿命。
长钢H型钢生产线的装备技术对H型钢生产的质量、效率和成本起着至关重要的作用。
随着长钢H型钢生产线装备技术的不断发展和进步,生产效率逐渐提高,生产成本逐渐降低,产品质量逐渐提高,市场竞争力逐渐增强。
重视长钢H型钢生产线的装备技术,提升装备技术水平,不仅有利于行业的发展和进步,也能够满足市场的需求,推动经济的发展。
长钢H型钢生产线的装备技术具有重要的意义和价值。
1.2 装备技术的发展历程长钢H型钢生产线装备技术的发展历程可以追溯到工业革命时期。
最初,长钢H型钢生产线主要依靠人工操作和简单的机械设备完成生产。
随着工业技术的进步,传统的生产线装备技术逐渐得到改进和完善。
20世纪初,随着电力技术的发展,电动机的应用使得生产线的生产效率大大提高。
20世纪中叶,随着液压技术和气动技术的发展,生产线的自动化水平不断提高,生产效率和产品质量得到了显著提升。
进入21世纪,随着信息技术和智能化技术的不断发展,长钢H型钢生产线装备技术迎来了新的飞跃。
数字化技术的应用使得生产线能够实现数字化控制,生产过程更加精准和高效。
自动化技术的广泛应用使得生产线的操作更加智能化和简便化。
节能环保技术的引入使得生产线在生产的同时能够更加环保和可持续。
长钢H型钢生产线装备技术正在不断向着智能化、绿色化、高效化的方向发展,为长钢H型钢生产行业的发展注入了新的活力与动力。
2. 正文2.1 传统长钢H型钢生产线装备技术1. 装料系统:传统的长钢H型钢生产线装备技术中,装料系统通常采用手工操作或简单的机械设备进行装料,效率低下且易出现人为误差。
热连轧中AGC控制系统的研究与应用

热连轧中AGC控制系统的研究与应用莱钢1500mm带钢精轧机组由一架立辊和六架平辊轧机组成,即E2、F1~F6。
(E2前设有精除鳞箱用于清除中间坯表面的次生氧化铁皮)。
轧件依次进入立-平-平-平-平-平-平轧机连续轧制。
精轧机架间设有5台液压活套装置(即H1~H5),当轧件依次进入n+1架轧机时,n至n+1架轧机之间的活套依次升起,通过套高调节系统使轧机自动调速,并通过张力调节系统使带钢在微张力、恒张力状态下轧制,轧成所需要的带钢尺寸。
精轧机组F1~F6压下系统为全液压压下,并设有液压AGC自动厚度控制系统和正弯辊装置,用于保证带钢全长范围内的厚度精度及板形要求。
F1~F6工作辊设有轴向窜辊装置,可以控制轧辊凸度并使轧辊磨损均匀,提高轧辊使用寿命。
带钢尾部依次离开各架轧机时,活套装置便自动下降复位。
精轧机架间设有喷水冷却装置,用于控制终轧温度,带钢终轧温度在850℃左右。
精轧机组后设置Χ射线测厚仪和光电式测宽仪,其中测厚仪参与液压监控AGC控制。
AGC控制系统实现1 系统硬件配置根据工艺控制要求本工程自动化总体方案以“集散控制、分层结构”为主要特点,整个自动化系统分为3层。
第1层:现场参数检测与终端执行。
第2层:分散的数据处理、过程控制。
第3层:集中操作监视。
结合本生产线工艺布置和特点,控制系统使用了三套西门子TDC控制器(SIMATIC Tech nology and Drive Control——即工艺和驱动自动化系统),每套TDC控制器中配置4个CP U,下挂3个ET200远程I/O从站。
两台DELL工控机作为上微机监控,负责维护集成历史数据库和提供人机接口,访问TDC中的数据。
精轧生产线控制系统结构图1所示。
图1 1500mm带钢精轧压下网络结构图系统控制功能实现1 APC控制概念所谓APC控制就是在指定的时刻,将被控对象的位置自动地调节到预先给定的目标值上,调节后的位置与目标值之差保持在允许的误差范围内,这个调节过程称为位置自动控制,简称APC。
TCS工艺控制系统在自动辊缝调节中的应用

TCS工艺控制系统在自动辊缝调节中的应用作者:田素娟来源:《绿色科技》2013年第01期摘要:以TCS在包钢轨梁厂百米高速钢轨万能轧机自动辊缝调节中的应用为实例,介绍了TCS的组成、基本功能、通讯方式、硬件配置及软件实施方法,提出了通过对电液比例伺服阀的控制,来实现对液压缸的控制,进而通过对轧辊的控制来实现对辊缝的调节。
关键词:工艺控制系统;辊缝;控制中图分类号:TG333 文献标识码:A文章编号:1674-9944(2013)01-0273-021 引言TCS是工艺控制系统的缩写。
在目前国内的H型钢生产线中,TCS是应用比较广泛的一种系统。
TCS系统是一种高级的工艺技术控制系统,主要通过辊缝自动测量和液压辊缝控制,来配合P L C完成对T M精轧机的控制,以完成对H型钢的轧制。
2 TCS的组成TCS主要由两部分组成:HGC(液压辊缝控制)和AGC(辊缝自动测量控制)。
2.1 HGCHGC是一个位置闭环控制系统。
液压辊缝控制是通过伺服阀来调整轧辊,具体构成如图1所示,上辊、下辊、立辊分别由两个液压缸控制,每个液压缸又由2个伺服阀控制,在底辊轴向方向上还有一个轴向调节的伺服阀。
HGC的控制原理如图2所示。
为了提高系统的响应速度,缩短响应时间,HGC中的控制方式采用比例(P)调节。
TCS对连锁阀和泻压阀的控制是通过网络来传输的信号。
对连锁阀的控制是通过PHONIX模块实现的;对泻压阀的控制是通过ET200模块实现的。
2.2 AGCAGC控制系统是通过现场MTS位移传感器采集数据,得到液压缸的行程,然后进行数据分析计算、数据运算补偿,从而得到合适的产品轧制尺寸。
在产品轧制过程中,每侧的轧制力不同,所以机架变形也不同,因此同时用4个AGC进行调整,分别为H-os,H-ds,V-os,V-ds。
AGC控制有两种模式:静态AGC和动态AGC,在轧钢过程中,可以进行选择。
2.2.1 静态AGC在校准的时候,进行变形曲线的测量,由此得出一条变形曲线。
动态AGC技术在轧钢系统中的应用
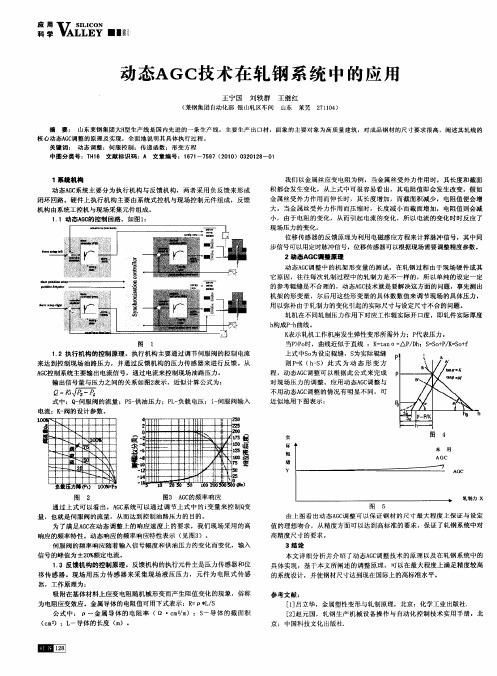
上 式 中s 为 设定辊 缝 ,s 0 为实 际辊缝
则 P K ( — )此 式 为 动 态 形 变 方 = hS
程 ,动 态A C 整可 以根据 此 公式 来完 成 G调
对 现场 压 力 的调 整 。应 用动 态A C G 调整 与 不 用动 态 A C 整 的情 况有 明 显不 同 ,可 G调
吸 附 在基体 材 料上 应变 电阻随机 械 形变 而 产生 阻值 变化 的现 象 ,俗 称 为 电阻应变 效应 。金 属 导体 的 电阻值可 用 下式表 示 :R p*/ = LS 公式 中 : p一金 属 导 体 的 电 阻率 ( ・ m/ );s Q c 2m 一导 体 的 截 面 积 (m );L 导体 的长 度 ( )。 c2 一 m
现场 压力 的变 化 。
位移 传感 器 的反 馈原 理 为利用 电磁感 应方 程来 计算 脉冲 信 号 ,其 中同 步信 号可 以用定 时脉冲信 号 ,位 移传感 器可 以根据现 场需要 调整精 度参数 。 2动 态A 调 整原 理 GC
动 态A C G 调整 中 的机 架 形变 量 的测 试 , 在轧 钢 过程 由于现 场 硬件 或 其 它 原 因,往 往 每次 轧 制过 程 中的 S  ̄ 力是 不 一样 的 ,所 以单 纯 的设 定一 定 LJ
Y
图
4
AGC
图
2
图3 A C G 的频 率 响应
图 5
制力 x
通 过 上式 可 以看 出,A C 统可 以通 过调 节 上式 中的 i 量 来控 制 Q G系 变 变
量 ,也 就是 伺服 阀 的流量 ,从 而达 到控 制 油路压 力 的 目的。
由上 图看 出动 态A C 整可 以保 证 钢材 的尺 寸最 大 程度 上 保证 与 设定 G调
AGC精确控制在H型轧线精轧系统中的应用
系统的原 理、 模型参 数、 行机 构 、 入条 件 执 投
和投 入后所产生的经济效益 。
关键词 : 计算机控 制系统 液 压A GC 自 动厚度测量
A src; tmai Ga g o t l ytm ( GC s b t tAuo t u eC nr s a c o S e A )i
b n ft bo h S c n r ls t m n La w u S e l e e s a utt e TC o to yse i i t e i Gr u o p. Ke y wor ds: m pu e o r l yse Co t rc nto tm s
CI SRMNAI 阁俄嚣 H ANTUETT N中 NI O 豫表
2 1 年 第4 00 期
寸与 目标 尺寸不一 致 。 GC系统 的作 用有 两个 : 是 而A 一 辊 缝 的计 算 , 是根 据产 品尺 寸 结合 机 架 的形 变 量 来 二
调 整 实 际的辊 缝 值 , 使之 轧 制 的产 品尺 寸 符合 既定 要 求。 大H型项 目轧 机 的T 系 统 的AGC部 分 实 际上 又 CS 分为 静 态 和 动 态 两 部 分 : ttcAGC ( 对AGC) S ai 绝 和
严格 。 态机 架 形变 测量 如 图2 示 。 式 如下 : 动 所 公
Rg ac R g e o— S e p A S t x x —
— — _
() 2
在 开 始 轧 钢之 前 , 制 表 中 有一 个 轧 制力 的 参 考 轧
Dy a cA n mi GC ( 动态 AGC) 。
31 tt . S ai AGC ( 对AGC) c 绝
的数 学模 型 系统 , 它能 根 据 现 场 的变 化迅 速地 做 出调 整 , 效 地保证 了产 品的尺寸合格 率 。 有 同时 由于其 高速
AGC自动计量控制技术在轧钢系统中的应用

1 AGG 自动计 量 控制 的 校准 A C控 制 系 统 是 通 过 现 场 M S位 移 f 感 器 采 集 数 据 ,得 到 液 压 缸 G T t 的 行程 , 进 行 数 据 分 析 计 算 , 进 行 数 据 运 算 补 偿 , 从 而 得 到 合 适 的 产 品轧制尺寸 。 1 1 M S线 性 编 码 器标 定 . T M S线性编码器 ,运 用磁敛 伸缩测 技术进行 同步数栅 采集 ,其 T 绝对 式输…很好 的解 决 了断 电归零 问题 ,在 冶金 、轧钢系统 的伺服液 压 连 续 位 置 测 量 和 反 馈 r】 到 了 广 泛 的应 用 。 当 轧 机 现 场 液 压 缸 完 全 f 柑 缩回 ,并且不 再移动的时候 ,在 s r i e模式 下将 M S线性编码 器标 e v c T 定为参考零 点。通 常在编码 器或 者液压 缸等机 械 设备更 换的情 况 下, 进 行 M S线 性编 码 器 的 标 定 。 T 1 2 a s R . P s I e轧 制 中 心 线 的 标 定 i 轧 制 中 心 线 在 水 上 辊 ( T P R 和 下 辊 ( B0 t I H 0 ol 1) H t ] 01 R l )中I ,利用立辊 ( ) o1 ' i f 】 V 在上 ~ '辊之 问确 定轧制 中心 线 ( 图 1所 F4 : L 如 示 ) 当轧 制 中心 线 确 定 后 : 上轧 辊 到 中 心 线 的距 离 ( 1=下 轧 辊 到 中 。 h) 心 线 的距 离 ( 2 中心 线 的 计 算 是 T S的 一 个 自动 顺 序 。在 【心 线 标 定 h) C f 1 过 程 中 ,控 制 系 统 移 动 上 轧 辊 和 F 辊 轴 承 座 靠近 立 辊 轴 承 座 。 因此 , 轧 立 辊 定 位 在 E下 轧 辊 中 问 。 轧 制 中 , 垫 』 用 于 中 心 线 标 定 时 保 护 轴 I线 L ’ 承 鹰 表 面 防 止 碰 控 。 于 轧 什 的 机 械 磨 损 , 一 6个 月 左 右 标 定 一 般 次 轧 制 q 心 线 , 在  ̄ f 过 程 中 需 要 长时 间 设置 一 定 值 Pa ¨ n — , Lt ; 个 s s e of e f S t时 , 也 需 要 进 行 标 定 。 换 辊 后 不 需 要 制技术在轧钢 系统 中的应用
【推荐下载】串列轧机TCS系统中的应用

串列轧机TCS系统中的应用莱钢大H型钢生产线是目前国内最先进的H型钢生产线之一,串列轧机是该生产线最重要的设备之一。
在控制系统方面,串列轧机辊缝自动控制由西马克TCS系统完成,详细内容请看下文串列轧机TCS系统中的应用。
TCS系统是莱钢大H型钢串列轧机自动化控制的核心内容,其中AGC系统是该系统的核心,是一种自动的厚度控制检测系统,而HGC系统是一种液压辊缝控制系统。
一、系统功能概述 串列轧机主要分为三个主要部分:UR,E,UF,三大部分基本独立工作,TCS控制系统从程序上主要分为全局控制系统TMAC,这一级的控制在级别上为最高,下级又分为UR-Stac,E-Stac,UF-Stac等几个模块。
在程序中各个资源控制用各种不同的标志来区别,每个子系统由一个资源代码ID进行唯一的标识,产生的每个状态或事故报警均带有资源代码ID,这样在信息和产生信息系统之间的分配是唯一的。
在在轧制过程中,HGC为静态轧制模式,而AGC为动态轧制模式。
TCS的程序控制由分单元组成,宏观单元的控制可以进入到下一层控制。
这在原理上与一般控制方式不同。
在系统中每个控制单元可以独立运行,从逻辑上受控于TMAC,TMAC为最高级控制,负责全面的通讯及下级的模式。
在结构上主要分为下列几个部分: 实时处理,一个周期为3毫秒,在这个任务中任何中断不能实现,每个周期的运行都要被严格的执行。
各种模拟量信号的读入与输出都在这里被实现。
EventT: 事件控制器任务 在这个任务中,各种外部触发因素都会在这里被接收,并提交。
随着电力体制改革的进一步深化,市场竞争日趋激烈,供电企业的经营难度不断加大,利润空间也愈来愈小。
以下就是由为您提供的降低农村电网线损措施。
在这种严峻的形势面前,我们深深感悟到,抓住线损管理不放松,深挖内部潜力,向管理要效益,向线损要效益,这是供电企业必须长期坚持的战略定位,这也是提高企业经济效益的根本途径。
线损是供电企业管理的关键环节之一,线损管理是否到位,如何降低线损,不仅直接影响着企业的经济效益,而且也在一定程度上说明了一个供电企业的管理水平。
液压AGC在宁波建龙热连轧上的应用

液压AGC在宁波建龙热连轧上的应用宁波建龙热连轧厂作为中国最大的不锈钢生产基地之一,为了提高产品质量和生产效率,不断引进先进的技术和设备,其中液压AGC(自动轧制控制系统)在该厂的应用发挥了重要作用。
液压AGC是一种采用液压控制技术的自动轧制控制系统,主要用于热轧生产线中的轧机控制。
它通过实时监测轧机的工作状态,自动调整轧制参数,以实现产品尺寸、形状和表面质量的精确控制。
在宁波建龙热连轧厂的实际应用中,液压AGC发挥了以下几个方面的重要作用:首先,液压AGC能够实现轧机的自动控制。
传统的轧机控制需要人工干预和调整,容易受到人为因素和环境变化的影响,而液压AGC能够自动根据预设的轧制参数进行调整,减少人为误差,提高轧机的控制精度。
其次,液压AGC能够实现快速换轧。
热连轧生产线需要频繁地进行轧辊更换,传统的手动调整方式耗时且易出错。
而液压AGC能够通过自动调整轧机的参数,实现快速换轧,大大提高了生产效率。
再次,液压AGC能够实现轧机负载的精确控制。
在轧制过程中,轧机的负载会随着材料的变化而变化,传统的控制方式往往无法精确控制负载。
而液压AGC通过实时监测轧机的负载情况,自动调整轧制参数,使轧机负载保持在一个合理的范围内,避免了负载过大或过小对轧机和产品质量的影响。
最后,液压AGC能够实现轧机的自适应控制。
在轧制过程中,轧机工作状态和材料特性会发生变化,传统的控制方式往往无法适应这些变化。
而液压AGC能够根据实时监测到的工作状态和材料特性,自动调整轧制参数,实现自适应控制,提高了轧机的适应性和稳定性。
总之,液压AGC在宁波建龙热连轧厂的应用为提高产品质量和生产效率做出了重要贡献。
随着科技的不断发展,液压AGC 将会进一步完善和应用于更多的生产领域,为中国制造业的发展做出更大的贡献。
智能控制技术在河钢承钢轧钢控制系统中的应用研究

智能控制技术在河钢承钢轧钢控制系统中的应用研究
智能控制技术是指应用人工智能、模糊控制、遗传算法等方法来实现系统自动化、智能化的控制技术。
在河钢承钢轧钢控制系统中,智能控制技术的应用研究可以对提高生产线的稳定性和效率起到积极作用。
智能控制技术可以应用于钢轧生产线中的高精度控制。
钢轧生产线是一种高速连续运行的系统,需要对线速度、轧制压力、温度等因素进行精确控制。
传统的PID控制器难以满足对这些参数的精密控制要求,而采用智能控制技术可以通过学习和优化算法实现对生产过程的自适应控制,从而提高轧钢生产线的生产效率和产品质量。
智能控制技术可以用于故障诊断和预测维护。
钢轧生产线是一个复杂的机电系统,往往会因为设备故障而导致生产中断和产品质量问题。
智能控制技术可以通过建立故障模型和数据分析等方法实现对生产线状态的监测和故障的诊断,及时发现和解决问题,减少生产线停机时间和维修成本,提高生产线的可靠性和稳定性。
智能控制技术还可以应用于生产线的能耗优化和环境保护。
钢轧生产线的运行需要大量的能源,而智能控制技术可以通过建立能耗模型和优化算法等方法实现对能耗的监测和控制,从而减少能源消耗和排放,降低生产成本,提高资源利用效率。
智能控制技术在河钢承钢轧钢控制系统中的应用研究可以有效改进生产线控制方式,提高生产效率、产品质量和资源利用效率,实现节能减排和环境保护的目标,对于推动钢铁行业的可持续发展有着重要的意义。
该研究还可以为其他钢铁企业提供借鉴和参考,促进整个行业的智能化升级。
高精度力学控制在大H型钢TCS中的实现

由以 上推导可 见 ,轧制 力相 同、轧辊转速 不同时 ,轧机
弹跳 f( )相同 ,油膜厚度0 P 的变化等于辊 缝值的变化 。将零
不 能 实 现 ,每 个 周 期 的 运 行 都 要 被 严 格 的 执 行 。 各 种 模 拟 量
信号的读入与输 出都在这里 被实现。 ・E et v nT,事件控制器任务 。在这个任务 中,各种外部触
发 因素 都 会 在 这 里 被 接 收 ,并提 交 。 ・ Sa tT,状 态 机 器 。主 要 控 制 逻 辑 与 技 术 参 数 ,等 价 与 其
统TMAC,这 一级 的控制 在级 别上为 最高 ,下级 又分 为UR —
S a 、E S a 、UF S a 等 几 个 模 块 。 在 程 序 中 各 个 资 源 控 制 tc — tc -tc
用各 种不 同的标志 来 区别 ,每个 子系统 由一个 资源代码 I D进 行唯 一的标 识 。产生 的每个状 态或 事故报 警均 带有资源 代码
I D,这 样 在 信 息 和 产 生 信 息 系 统 之 问的 分 配 是 唯 一 的 。
A b t a t i i a e , a ig t elr e h b a T o v yn o t l y t m s sr c : nt sp p r tk n g - e m CS c n e ig c n r s h h a o s e a
文献标 识码 :B 文章编号 :10 —4 22 1)00 9 3 中图分类号 :T 2 3 0 30 9 (0 01—0 30 P 7
_ -.
-一
C了
同
精 度力学控 制在大 H N C 中的实现 型 ̄ T S
AGC控制技术及其在铝板带轧制中的应用进展

AGC控制技术及其在铝板带轧制中的应用进展刘 辉(霍尼韦尔(中国)有限公司,四川绵阳 621000)摘要:最近几年来,我国的铝材需求量不断上涨,当前我国已经跃居全球铝行业大国。
我国和西方发达国家相比较,国内的铝产品质量还是比不上西方发达国家,国内对于高质量、高品质的铝产品还是需要进口,并且经常受到发达国家的技术封锁,这种情况的出现就限制了我国铝生产技术的发展。
基于此本文主要是通过分析了轧机板厚自动控制(AGC)技术的发展,并详细探讨了厚度控制与铝板带轧制中的实际应用,对于今后我国铝板所带来的轧制厚度控制提出建议,予以有关单位参考与借鉴。
关键词:AGC控制技术;铝板带轧制;实际应用;进展中图分类号:X924.4 文献标识码:A 文章编号:2096-4609(2019)26-0227-002一、前言在一定程度上铝是作为第一大有色金属材料,其具有耐腐蚀、质量较轻以及加工性能好、比强度较高与可再生利用等优点,被广泛的应用在交通运输、航空航天以及机械、电力、包装与军事装备等多个行业,铝材也是我国经济发展以及国防建设的主要物资。
铝板带材大约占据整个铝材加工的百分之六十左右,其实际应用是极为广泛的。
现代轧机板厚自动控制技术,下面简称AGC技术是具有控制精度高以及响应速度快的特点,现已经成为轧制高精度铝板带材必不可少的装备技术之一,其不仅是能够满足高质量与高性能的铝板产品需求,还能够提升其成才的几率,从而降低原材料的实际消耗,并且还可以提升板带轧机自动化水平等多方面的作用。
二、铝板带轧制综合分析国内的铝板带轧制是一种具有多变量、滞后、非线性、时变的复杂工业工程。
铝板带加工工艺的主要要求包含了下面几点:第一综合性能,其对于重要用途的铝板,其还要求具有极为良好的韧性与工艺性能以及冲压性等诸多要求之外,还需要具有极强的综合性能;第二是铝板带表面的质量,铝板带表面是不能出现拉裂、气泡以及结疤和刮伤等损伤;第三是铝板带尺寸的精度,其也包含了铝板带的长度、宽度以及厚度等方面的精确度;第四是铝板带的板型精度,铝板带必须要平坦,不出现瓢曲。
钢铁冶金企业自动化仪表的有效运用

钢铁冶金企业自动化仪表的有效运用钢铁冶金企业是国民经济的支柱产业之一,自动化仪表是现代钢铁冶金企业生产过程中不可或缺的重要设备。
它采用先进的传感器和控制技术,可以实时监测生产设备的运行情况,提高生产效率,保障产品质量,降低生产成本,提高企业的竞争力。
本文将就钢铁冶金企业自动化仪表的有效运用进行探讨。
一、自动化仪表在钢铁冶金企业的重要性钢铁冶金企业的生产过程通常包括原料处理、炼铁、炼钢和轧钢等环节,每一个环节都需要精准的监测和控制。
自动化仪表作为信息化技术在生产中的具体应用,可以实现对生产过程进行精细化、智能化的监测和控制,提高生产效率,降低人力成本,减少生产事故的发生,保障生产安全。
自动化仪表可以实现对生产参数的实时监测和控制。
通过先进的传感器技术,可以对生产设备的温度、压力、流量、浓度等参数进行准确的监测,实现对生产过程的实时控制,及时发现问题并进行处理,避免生产事故的发生,确保生产过程的稳定运行。
自动化仪表还可以实现对生产数据的精确采集和分析,为企业决策提供参考依据。
通过对生产过程中产生的大量数据进行采集和分析,可以及时了解生产设备的运行状况,识别潜在的问题并加以解决,为企业的决策提供科学依据,提高企业的管理水平和决策效果。
自动化仪表在钢铁冶金企业的生产中具有不可替代的重要性,它可以提高生产效率,降低生产成本,保障产品质量,提高企业的经济效益和竞争力。
1.选用适合的自动化仪表设备钢铁冶金企业在选用自动化仪表设备时,应根据生产工艺的特点和具体需求,选用适合的设备。
要充分考虑设备的稳定性、精度、可靠性以及售后服务等因素,选择具有良好口碑和实力的厂家的产品,确保设备的质量和性能。
2.合理布局自动化仪表系统钢铁冶金企业在布局自动化仪表系统时,应考虑设备的使用环境和工艺特点,合理布置传感器、控制器和监控设备,确保设备的布局合理、设备之间的联动协调,以便实现对生产过程的全面监测和控制。
3.建立完善的数据采集和分析系统4.加强自动化仪表设备的维护和保养钢铁冶金企业在使用自动化仪表设备时,应加强设备的维护和保养工作,定期对设备进行检查和维护,确保设备的正常运行。
智能控制技术在河钢承钢轧钢控制系统中的应用研究

智能控制技术在河钢承钢轧钢控制系统中的应用研究随着信息技术的不断发展和智能控制技术的应用,智能制造已成为制造业转型升级的重要方向之一。
在钢铁行业,智能控制技术的应用也逐渐成为企业提高生产效率、降低成本、改善产品质量的重要手段。
河钢承钢作为中国最大的特钢生产企业之一,其轧钢生产线的控制系统一直处于不断改进和升级的状态,以适应市场需求的不断变化。
本文将对智能控制技术在河钢承钢轧钢控制系统中的应用进行深入研究和探讨。
1. 自动控制技术的发展随着信息技术的飞速发展和智能化水平的不断提高,自动控制技术在工业生产中的应用也日益广泛。
在轧钢生产中,自动控制技术已经成为提高生产效率、保证产品质量的重要手段。
通过自动控制技术,可以实现对轧钢生产全过程的精确控制,提高生产线的自动化水平,减少人为因素对产品质量的影响,从而提高轧钢产品的质量和产量。
2. 智能控制技术的应用智能控制技术是自动控制技术的一种升级和延伸,在工业生产中具有更加灵活、智能的特点。
智能控制技术通过引入人工智能、模糊控制、神经网络等技术手段,实现对生产过程的智能化控制和优化调度。
在轧钢生产中,应用智能控制技术可以更加精确地对轧钢参数进行控制,提高产品的成材率和厚度均匀性,降低生产成本,从而提高企业的竞争力。
1. 轧钢控制系统架构的优化在河钢承钢的轧钢生产线上,为了更好地应用智能控制技术,需要对轧钢控制系统的架构进行优化。
通过引入先进的传感器技术和自动化控制设备,实现对轧钢生产过程的实时监测和控制。
结合人工智能、模糊控制等技术手段,实现对轧钢参数的智能化调控,从而提高轧钢产品的质量和产量。
三、智能控制技术在轧钢生产中的应用效果评价1. 提高产品质量通过应用智能控制技术,可以更加精确地对轧钢生产过程进行控制,提高产品的成材率和厚度均匀性,降低产品的表面缺陷率,从而提高产品的质量和市场竞争力。
3. 降低人为因素对产品质量的影响通过智能控制技术的应用,可以减少操作人员对轧钢生产过程的干预,降低人为因素对产品质量的影响,提高产品质量和生产效率。
轧机液压TCS-AGC控制与实践

轧机液压TCS-AGC控制与实践
李旺太
【期刊名称】《有色金属加工》
【年(卷),期】2011(040)001
【摘要】介绍轧机TCS系统中液压AGC的控制理论,对液压AGc系统中的液压厚度-压力闭环、液压厚度-辊缝闭环、压力AGC控制行系统分析和描述,对PI控制进行理论推理.对我单位CLECIM1700mm粗轧机液压厚度-压力控制环进行描述和分析,本文具有较强的针对性.
【总页数】5页(P58-62)
【作者】李旺太
【作者单位】中国铝业西北铝加工分公司,甘肃陇西748111
【正文语种】中文
【中图分类】TP271
【相关文献】
1.Smith预估控制在冷带轧机液压AGC前馈-反馈控制系统中的应用 [J], 王益群;孙孟辉;张伟;刘建;孙福
2.武钢3000 mm轧机液压自动厚度控制伺服系统的污染控制 [J], 彭熙伟;刘鹏
3.宽厚板轧机液压AGC系统的控制原理及其控制模式分析 [J], 栗昕
4.IMC-PID控制器在轧机液压自动位置控制系统中的应用 [J], 李若茜;凌智;李东海;王京
5.八辊五机架冷连轧机液压压下控制系统控制效能的提高 [J], 王晓晨;杨荃;彭鹏;刘天武;孙文权
因版权原因,仅展示原文概要,查看原文内容请购买。
带材冷轧机厚度自动控制(AGC)方式及恒体积流控制系统

带材冷轧机厚度自动控制(AGC)方式及恒体积流控制系统李铁【摘要】The paper discussed several control modes and the corresponding characteristics of AGC system of cold strip mil;it presented the composition of the control system and the mathematical model of the constant volume flow;it demonstrated the hardware component of control system of the constant volume flow based on IPC and PLC,respectively;it described the signal acquisition and working principle of constant volume flow in the gauge control system.%文章论述了带材冷轧机厚度自动控制系统AGC(automatic gap control)的几种控制方式和特点,着重论述了恒体积流的控制系统组成和数学模型,阐述了以工控机和PLC为核心的两种恒体积流控制系统的硬件组成,主要强调了恒体积流在厚度控制系统中的信号采集以及工作原理。
【期刊名称】《有色金属加工》【年(卷),期】2014(000)005【总页数】5页(P60-64)【关键词】恒体积流控制;厚度自动控制;AGC【作者】李铁【作者单位】中铝洛阳铜业有限公司,河南洛阳471039【正文语种】中文【中图分类】TG334.9+3冷轧带材纵向厚度精度是衡量产品质量的重要技术指标。
为了提高厚度控制精度,厚度液压自动控制系统应运而生。
目前,冷轧厚度控制已实现对稳态、加减速、动态变化过程中控制,其中,恒体积流控制模式的实现更具重要意义。
自动发电控制(AGC)的原理及应用之欧阳术创编

自动发电控制(AGC)的原理及应用编写:黄文伟贵州电力调度通信局2005年9月目录1.概述21.1.AGC的作用31.2.AGC的目的31.3.AGC的意义41.4.AGC的地位42.AGC的基本原理52.1.负荷频率特性72.2.机组功频特性72.3.系统频率特性92.4.独立系统调频102.5.自动调频方法122.6.联合系统调频133.AGC的系统体系153.1.系统构成153.2.控制回路163.3.与能量管理系统的关系163.4.与其他应用软件的关系174.AGC的控制原理184.1.控制量测184.2.净交换功率计划194.3.区域控制偏差204.4.区域控制方式214.5.ACE滤波、补偿及趋势预测224.6.负荷频率控制244.7.在线经济调度245.AGC的控制方法255.1.机组控制方式255.2.控制区段与策略265.3.区域需求295.4.机组功率分配295.5.机组期望功率315.6.机组控制校验335.7.基点功率计划365.8.AGC工作流程366.AGC的控制性能标准386.1.区域控制标准(A/B)386.2.控制性能标准(CPS)407.AGC的控制对象417.1.电厂控制器427.2.机组控制单元427.3.RTU控制装置437.4.机组运行状态437.5.控制器信号接口458.AGC的操作与监视478.1.运行操作方式478.2.运行监视状态488.3.备用容量监视498.4.控制性能监视508.5.运行状态监视及告警528.6.人机交互界面541.概述自动发电控制(Automatic Generation Control,AGC),通常简称为AGC,是建立在以计算机为核心的能量管理系统(或调度自动化系统)及发电机组协调控制系统之上并通过高可靠信息传输系统联系起来的远程闭环控制系统。
AGC是建设大规模电力系统,实现自动化生产运行控制的一项最基本、最实用的功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,
1 、AGC自动计 量控 制 的校准
AG 控制系统是通过现场MT 位移传感器采集数据 ,得 到液 C S 压 缸 的 行 程 ,进 行 数 据 分 析 计 算 ,进 行 数 据 运 算 补 偿 ,从 而 得 到 合 适 的产 品轧 制 尺 寸 。
例 如 : 轧 件 腹 板 厚 度 w EB=1 mm ; S P=l m ; 0 —e x m
S df 04 — i = .mm f
则 矫正 后 的辊 缝 G P : A 为
GAP W EB — S e p — - i = .mm = - x —S df 86
值 得注 意的 是动态 AGC 通常是 在轧钢 过程 中 ,接 收到一 级 PC “ L 的 有刚信号 ”后 ,根据现场轧制力 的大小 ,靠 一个A 信 GC 号脉冲来触发 ,并且水平 轧辊 和立 辊的动态A 系统都是相互独 GC
S i = —c —S— x -d f S—a t— —e p
1 a n轧制中心线的标定 . Psf e 2 s i
轧 制 中心 线 在 水 平 上 辊 ( o l)和 下 辊 ( otm H T pRo1 H B to R l)中间 ,利 用立 辊() o1 v 在上下轧辊之间确定轧制 中心线 。当轧 制 中心线确定后 :上轧辊到 中心线 的距 离f1= 轧辊到中心线的 h )下 距离(2。中心线的计算 是T S h) C 的一个 自动顺 序 。在 中心线标 定 过程 中,控制系统移动上轧辊 和下轧辊轴承座靠近立辊轴 承座。 因 此 ,立 辊 定 位 在 上 下 轧 辊 中 间 。 轧 制 中 心 线 垫 片 用 于 中心 线 标 定时保护轴 承座表 面防止碰撞 。鉴于 轧件的机械 磨损 ,一 般6 个 月 左 右标 定 一 次 轧 制 中心 线 ,在 轧 制过 程 中需 要 长 时 间 设 置 一 个 定 值P s n ~f el ,也需 要进 行标 定 。换 辊 后 不 需 要 标 定 中心 as ie o sd l f f 线。 13辊 缝 校 准 .
斗
锄
{ } l l
数 控 技 术
A GC自动计量控制技术的应用
葛 乃清
( 日照钢铁 集 团有 限公 司 山 东 日照 260) 7 86
摘要:X GC自 vA 动计 量控制技 术在 H 型铜 生产 线Tc 系统中的应 用为例, 绍T GC自 s 介 A 动计 量控制技 术在 校 准过程 的应用、 系统分 类以及 实际轧 钢过程 中的模 式选择 问题 , 并结合 实际生产, 例论 证 了 举 其在 轧钢过 程中的控制调整。
ቤተ መጻሕፍቲ ባይዱ
在实际轧钢 过程中 ,由于轧制速度 、撞击 以及轧件成分等 因 素 的影 响 ,导 致 轧 制 过 程 中机 架 的 实 际 形 变 量 和 预 期 的轧 机 形 变 量 不同 ,动态A 测 得两者的变化量 ,矫正辊缝值 ,以便更精确 Gc 地 进 行 实时 轧 制 。 在轧钢过程 中,通过 现场 检测 元件进行数据采集 ,测得实际 的轧制 力F a t GC — c ,A 技术系统 ,计算 出F a t 对应 的实际的形 — c相 变 量 S at 且 与期 望形 变量 S ep —c,并 — x ,进 行 比较 计算 得 出S df — i. -
关键词: H型 钢 TCS 系统 AGC 线 性 编 码 器
中图分类号 :TP 9 文献标识码 :A 文章编号 :10 ~ 41 2 1)0 — 0 7 0 2 0 7 9 6( 01 503—2
目前 国内的H型钢生产线 中 ,T S C 系统是 应用 比较 广泛 的一 种 系统 。T S C 系统一个 高级的工艺技术控 制系统 ,主要 通过辊缝 自动测量和液压辊缝控制 ,来配合~级P C L 完成对T M精轧机 的控 制 ,完成对H型钢 的轧制 。该 H型钢生产线 其精轧 机是通过 轧机 数 据 测 量 进 行 液 压 控 制 完成 轧 制 的 串列 轧 机 ,液 压 轧 制 是 一 个 非 常复杂的多变量 系统 ,影 响产品精度 的因素相 当多 ,而且各变量 之 间 存 在 着耦 合 关 系 。 A 是 一 种 辊 缝 自动 测 量 技 术 ,是 T 系 统 的 核 心 内 容 之 GC CS 在实际轧制过程 中,通过测 量机架的形变等 ,进行 实时 、适 量调整和补偿 ,进而提高轧制控制精度 。
一
2 G 控 制 的两 种模 式及 其选 择 、A C
AGC 制有两 种模 式 :静 态AGC 控 和动态AGC,在轧 钢过程 中 ,可 以进 行 选 择 。 21静 态 A . GC 经 过 辊 缝 校 准 ,T S C 系统 利 用 校 准 数 据 ,进 行 轧 制 预 补 偿 , 进行分析 : F e p L 表 中 的 期 望 轧 制 力 ,通 过 A 辊 缝 校 准 测 得机 架 -x S制 GC 形 变 量 以后 ,在 轧 件 进 入 轧 机 前 ,T S 据机 架 预 期 型 变 量 S e p C根 — x 计算出矫正后的辊缝 值 ,S c l - a是轧机校准时定义零辊缝时所对应 的 轧 机 形 变 量 ,F cl 零 辊 缝 时 相 应 的设 定 轧 制 力 。 ~a是 例 如:轧件腹板厚度WE = 0 m;S e p 1 B 1r a -x = mm; 则 矫 正 后 的辊 缝 G P : A为
11 . MTS 性 编 码 器 标 定 线
22动 态 AGC .
MT 线 性编 码器 ,运用 磁致 伸缩 测量 技术 进行 同步数 据采 S 集 ,其绝对 式输 出很好的解决 了断 电归零 问题 ,在冶金 、轧钢 系 统 的伺服液压连续位 置测量和反馈 中得到 了广 泛的应用。当轧机 现场液压缸完全缩 回,并且不再移动 的时候 ,在S r ie evc 模式下将 MT 线性编码器标定为参 考零点 。通常在编码器 或者液压缸等机 S 械设备更换的情 况下 ,进行 M S T 线性编码器的标定。