千分表校验记录表
千分表校验操作说明
千分表校验操作说明千分表校验操作说明1、引言本操作说明详细介绍了千分表校验的步骤和操作方法,旨在确保千分表的精确度和准确性。
2、术语和定义2.1、千分表:一种常用的测量工具,用于测量小间距或小尺寸的物体。
2.2、校验:通过比较已知准确度的标准与待校验物体的测量结果,判断千分表的精确度和准确性。
2.3、精确度:一组测量结果的离散程度,用于衡量测量工具的稳定性和一致性。
2.4、准确性:测量结果与真实值之间的接近程度,用于衡量测量工具的偏差。
3、材料和设备3.1、千分表:确保千分表的指针和刻度清晰,并已进行过初步校准。
3.2、校验块:具有已知准确度的金属方块或圆柱,与千分表的量程相匹配。
3.3、十字螺丝刀:用于调整千分表的零位。
3.4、清洁布:用于擦拭千分表和校验块。
4、校验前的准备工作4.1、确保工作台平整稳固,以防止千分表受到外部震动干扰。
4.2、检查千分表的镜面和量程刻度是否有损坏或污垢。
5、校验步骤5.1、将千分表固定在校验架上,确保表头与校验块平行。
5.2、使用十字螺丝刀调整千分表的零位,使指针指向量程的零刻度。
5.3、清洁千分表的测量面和校验块的表面,以确保准确接触。
5.4、将校验块放置在千分表的测量面上,轻轻旋转千分表的滚轮,直到校验块与指针接触。
5.5、记录千分表示数,并将校验块取下。
6、校验结果的评估6.1、将千分表的示数与校验块的已知准确度进行比较。
6.2、计算千分表的误差,并判断其是否在允许范围内。
6.3、如有误差超出允许范围,应调整千分表的零位或进行更精确的校准。
7、定期校验和维护7.1、建议定期对千分表进行校验,以确保其精确度和准确性。
7.2、定期清洁千分表的测量面和滚轮,以防止污垢影响其正常运行。
7.3、如发现千分表存在损坏或故障,应立即进行维修或更换。
附件:无法律名词及注释:1、精确度:根据中华人民共和国计量法,精确度是指测量结果在一定概率范围内与被测量值的接近程度。
2、准确性:根据中华人民共和国计量法,准确性是指测量结果与被测量值之间的差异程度。
卡尺仪器校验记录表
20.00
50.00
50.00
100.00
100.02
5.00
5.00
10.00
10.00
20.00
20.00
1.00
1.00
5.00
5.00
10.00
10.00
20.00
20.00
误差值(mm) 0.00 0.00 0.00 0.00 0.02 0.00 0.00 0.00 0.00 0.00 0.00 0.00
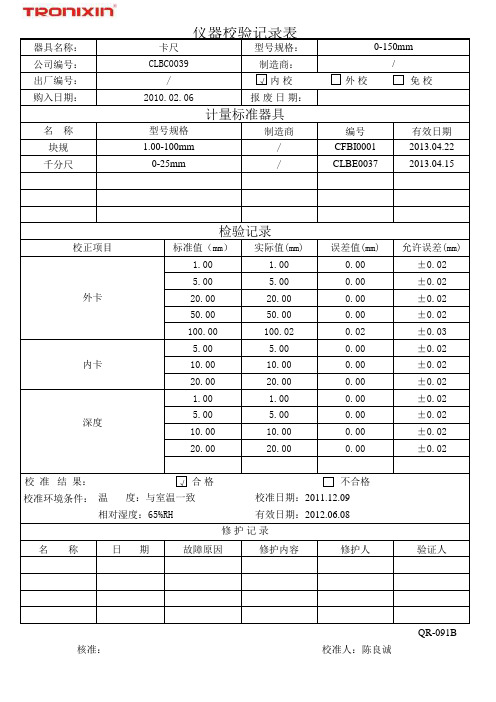
名称日期故障原因修护内容修护人验证人仪器校验记录表卡尺0150mm计量标准器具内校外校免校外卡内卡型号规格深度100100mm025mm20100206clbc0039核准
器具名称: 公司编号: 出厂编号: 购入日期:
名称 块规 千分尺
仪器校验记录表
卡尺
型号规格:
CLBC0039
制造商:
/
√ 内校
2010.02.06
允许误差(mm) ±0.02 ±0.02 ±0.02 ±0.02 ±0.03 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02 ±0.02
校 准 结 果:
√ 合格
不合格
校准环境条件: 温 度:与室温一致
校准日期:2011.12.09
相对湿度:65%RH
有效日期:2012.06.08
修护记录
名称
日期
故障原因
修护内容
Hale Waihona Puke 修护人验证人核准:
校准人:陈良诚
QR-091B
报 废 日 期:
计量标准器具
型号规格
制造商
1.00-100mm
/
0-25mm
游标卡尺内校检定记录表

备注;
序号 1 2 3
4
5 6
检定项目
外观 各部分相互作用 圆弧内量爪实际尺寸
规程要求
无影响使用准确度的外观缺陷 移动平稳无阻滞 修理后的实际值
刀口内量爪实际尺寸
修理后的实际值
零值误差 示值误差
零刻线重合度±0.005mm,尾刻线重 合度±0.01mm
允差±0.03
检定结果
√ × √
/
√
见下表
受检点(mm) 误差(mm)
游标卡尺内校周期检定计录
型号规格
出厂编号
送检单位
生产厂家
计量编号
送检日期
校准依据;JJG 30-2002 《通用卡尺检定规程》
标准器具名称/型号
编号
证号
外径千分尺0-25
240
刀 口 尺 175
Байду номын сангаас
24
块 规 83块
00-3433
CCD9050035
分度值 0.02mm 检定环境 室温
特性 0级 0级 4等2级
千分表校验操作说明

文件标号(Document No.): SHCH1102 文件版本(Document Rev): 00 日期(Date): Jul.-12- 2011
Rainbird Irrigation Equipment (Shanghai)Co.,ltd 雨鸟灌溉设备(上海)有限公司
Indicator Calibration Working Instruction
Indicator Calibration Working Instruction 12.70mm
文件标号(Document No.): SHCH1102 文件版本(Document Rev): 00 日期(Date): Jul.-12- 2011
Rainbird Irrigation Equipment (Shanghai)Co.,ltd 雨鸟灌溉设备(上海)有限公司
Page 1 of 1
WIT
Rainbird Irrigation Equipment (Shanghai)Co.,ltd 雨鸟灌溉设备(上海)有限公司
Indicator Calibration Working Instruction
文件标号(Document No.): SHCH1102 文件版本(Document Rev): 00 日期(Date): Jul.-12- 2011
文件标号(Document No.): SHCH1102 文件版本(Document Rev): 00 日期(Date): Jul.-12- 2011
缓慢调节右侧的手轮,使待校表分别显示2.1,3.1,3.8,5.0,7.0,10.0,12.7mm;记录千 分表检定仪的读数。
Rainbird Irrigation Equipment (Shanghai)Co.,ltd 雨鸟灌溉设备(上海)有限公司
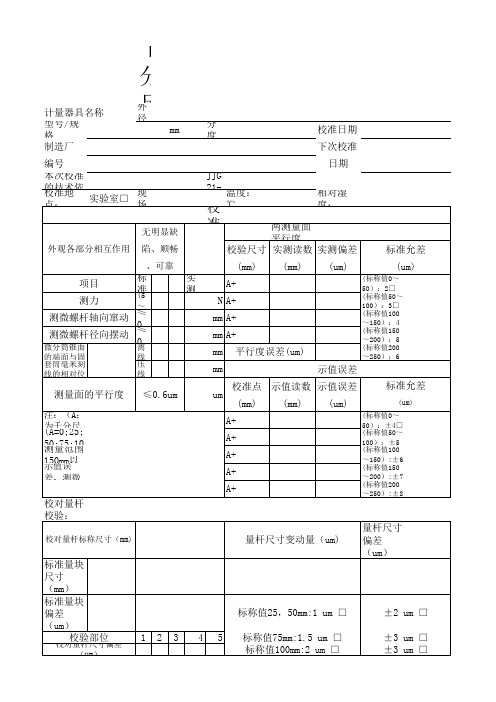
3 千分尺校验记录表

注:表中A为千分尺的丈量下限。
校正用的量杆:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。
检定/校准员:
核验员:
千分尺校验记录表
量具编号:
示值偏差(μm)
注:表中A为千分尺的丈量下限
校正用的量杆:
检定/校准员:
核验员:
千分尺校验记录表
量具编号:
示值偏差(μm)
注:表中A为千分尺的丈量下限
校正用的量杆:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。
检定/校准员:
核验员:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。
检定/校准员:
核验员:
千分尺校验记录表
量具编号:
示值偏差(μm)
注:表中A为千分尺的丈量下限
校正用的量杆:
实测值(mm):
工作面的平行度(um):
检定/校准日期:
下次检定/校准日期:
依据检定结果准予该计量用具使用。
《校验记录表格》word版
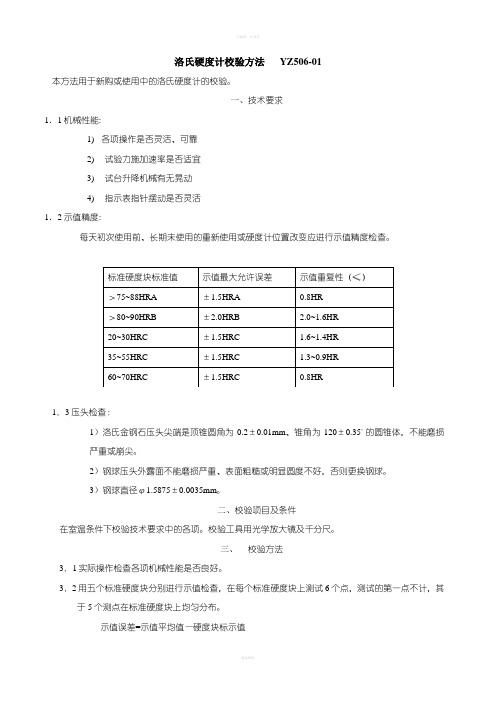
洛氏硬度计校验方法YZ506-01本方法用于新购或使用中的洛氏硬度计的校验。
一、技术要求1.1机械性能:1) 各项操作是否灵活、可靠2)试验力施加速率是否适宜3)试台升降机械有无晃动4)指示表指针摆动是否灵活1.2示值精度:每天初次使用前、长期未使用的重新使用或硬度计位置改变应进行示值精度检查。
1.3压头检查:1)洛氏金钢石压头尖端是顶锥圆角为0.2±0.01mm、锥角为120±0.35。
的圆锥体,不能磨损严重或崩尖。
2)钢球压头外露面不能磨损严重、表面粗糙或明显圆度不好,否则更换钢球。
3)钢球直径φ1.5875±0.0035mm。
二、校验项目及条件在室温条件下校验技术要求中的各项。
校验工具用光学放大镜及千分尺。
三、校验方法3.1实际操作检查各项机械性能是否良好。
3.2用五个标准硬度块分别进行示值检查,在每个标准硬度块上测试6个点,测试的第一点不计,其于5个测点在标准硬度块上均匀分布。
示值误差=示值平均值—硬度块标示值示值重复性=示值最大值—示值最小值3.3用光学放大镜检查金钢石压头和钢球压头表面质量3.4用千分尺量测钢球直径。
四、校验结果处理全部校验项目均符合技术要求为合格。
五、校验周期校验周期为12个月或使用前校验。
通知各项目试验室:铁路信息网发布的《工程试验仪器校验检验方法》(TGX001-086-2008)(TGX001-060-2006)从2009年1月1日执行,原《工程试验专用仪器校验方法》作废。
新方法中所涉及的自校用计量器具如下,各项目试验室必配的有第1、2、3、4、8(其中适用的)、15、22、26项,其它项可根据需要购置并送检后使用。
校验用计量器具:1、秒表:分度值0.1S2、塞尺:量程1.0-2.5mm3、游标卡尺:①量程300mm,分度值0.02mm②量程150mm,分度值0.01mm4、直角尺:量程大于300mm,分度值1 mm5、弧度板6、砝码:①300g,②四等200g7、电子计时表8、标准温度计:①0-400℃,②10-200℃,0.5℃,③0-100℃,0.1℃,④负50-50℃,0.5℃9、电笔10、刻度放大镜:放大倍数40倍,测量精度0.0111、钢直尺:量程500mm,分度值0.1mm12、天平:①量程2000g,分度值0.1g②量程10kg,感量1g13、台秤:100kg,分度值50g14、案秤:10kg,分度值5g15、万能角度尺:量程360度,分度值1分16、声级计:误差小于正负2dB(A)17、二级机械式测振仪:维勃稠度仪用18、钢卷尺:2m长19、角度规:量程180度,分度值0.2度20、干湿温度计:量程50℃,分度值0.5℃21、标准块22、框式水平仪23、外径千分尺:分度值0.001mm24、角尺25、读数显微镜:量程6mm,分度值0.01mm26、直尺:量程大于300mm,分度值0.1mm计试中心2009年1月10日雷氏膨胀测定仪校验记录TGX002-2008校验编号:________雷氏夹校验记录TGX003-2008校验编号:________水泥抗压夹具校验记录TGX005-2008校验编号:________水泥沸煮箱校验记录TGX004-2008校验编号:__________净浆标准稠度与凝结时间测定仪校验记录校(检)验证书_______字第_______号仪器名称_______________________________________________ 型号_______________________________________________ 制造厂_______________________________________________ 出厂编号_______________________________________________ 送校(检)单位____________________________________________ 校(检)验结论____________________________________________校(检)验日期年月日校(检)验周期个月有效日期年月日至年月日校(检)验员核验员技术负责人校(检)验单位(章)水泥标准筛校验记录透气法比表面积仪检定记录胶砂试模校验记录水泥胶砂流动度测定仪校验记录光电式液塑限联合测定仪TGX041-2008校验编号________土工用环刀校验记录TGX040-2008校验编号________土工电动及手动击实仪校验记录TGX043-2008校验编号________无侧限抗压试模校验记录TGX045-2008校验编号________相对密度仪校验记录TGX046-2008校验编号____________路面弯沉仪校验记录TGX074-2008校验编号____________新型路面水分渗透仪校验记录TGX075-2008校验编号____________动力触探(标准贯入)仪校验记录TGX077-2008校验编号____________灌砂仪校验记录TGX047-2008校验编号________沥青针入度仪校验记录TGX061-2008校验编号________TGX062-2008 校验编号________TGX063-2008 校验编号_________沥青蜡含量测定仪校验记录TGX064-2008校验编号_________沥青薄膜加热烘箱校验记录TGX065-2008校验编号_________沥青脆点仪器校验记录TGX066-2008校验编号_________沥青混合料自动拌合机校验记录TGX067-2008校验编号_________沥青含量快速抽提仪校验记录TGX068-2008校验编号_________马歇尔电动击实仪校验记录TGX069-2008校验编号_________沥青混合料车辙试验机校验记录TGX070-2008校验编号_________沥青软化点仪校验记录校验编号_________恒温水浴锅校验记录TGX071-2008校验编号_________电热鼓风干燥箱校验记录TGX080-2008校验编号__________坍落度筒、捣棒校验记录TGX020-2008校验编号________________试模校验记录TGX029-2008校验编号__________TGX030-2008 校验编号__________TGX031-2008 校验编号__________砂浆稠度仪校验记录TGX021-2008校验编号__________砂浆分层度仪校验记录TGX022-2008校验编号__________试验室用混凝土搅拌机校验记录TGX023-2008校验编号__________试验室用砂浆搅拌机校验记录TGX024-2008校验编号__________混凝土碳化深度仪校验记录TGX038-2008校验编号__________混凝土电通量测量仪校验记录TGX039-2008校验编号__________TGX007-2008 校验编号_________TGX008-2008 校验编号_________。
千分尺原始记录

标准值(μm)
示值(μm)
示值误差(μm)
允差(μm)
允许误差
外径0级1级
0~100±2±4
100~150 -----±5
150~200 -----±6
200~300 -----±7
结论:□ 所校项目符合技术要求 □ 参照校准结果使用
测量结果的扩展不确定度:
(k=2)
(依据: JJG1059.I-2012《测量不确定度评定与表示》)
计量特性
一、外观检查:□ 符合要求 □ 缺陷 ( )
项次
校准项目
数据结果
技术指标参数
1
外观
□ 符合要求 □有缺陷( )
2
各部分相互作用
□ 符合要求 □不符合要求( )
3
两工作面的平面度
μm
零级外径0.6μm,1级外径1μm,壁厚1.2μm,板厚1μm
4
两工作面平行度
μm
外径0级1级
0~25 1 2
示值误差
注:限制使用范围(项目)及条件:
校准人:核பைடு நூலகம்人:
深圳市展旺连接器有限公司证书编号:
千分尺原始记录
器具名称:出厂编号:
规格/型号:分度值:
制造商:
校准日期:年月日
校准地点 □ 本公司实验室 校准周期: □ 一年 □ 两年 □ 半年
校准依据的文件:JJG30-2012《通用卡尺检定规程》:
校准所使用的只要计量标准:
仪器名称/型号
编号
证书编号/有效期至
千分尺校验记录表
示值读数 示值误差
标准允差
(mm)
(um)
(um)
(标称值0~ 50):±4□ (标称值50~ 100):±5 (标称值100 ~150):±6 (标称值150 ~200):±7 (标称值200 ~250):±8
量杆尺寸变动量(um)
量杆尺寸 偏差 (um)
标称值25,50mm:1 um □
5 标称值75mm:1.5 um □ 标称值100mm:2 um □
校对量杆尺寸偏差
(um)
(mm)
(mm)
A+
N A+
mm A+
mm A+
mm 平行度误差(um)
mm
(um)
(um)
(标称值0~
50):2□ (标称值50~
100):3□ (标称值100
~150):4 (标称值150
~200):5 (标称值200
~250):6
示值误差
校准点 um
(mm) A+ A+ A+ A+ A+
±2 um □
±3 um □ ±3 um □
注:关于
测量结果
不确定度
的说明:
依据
JJF1059-
1999测量
不确定度
评定与表
示
校准结论
□所校项 目合格
□按校准
结果使用
校准员:
结 果
核验员:
微分筒锥面
标 (准5 ~≤ 0≤. 离0.
实 测
的端面与固
线
套筒毫米刻
压
线的相对位
线
测量面的平行度 ≤0.6um
注:(A: 为(A千=0分;2尺5; 5测0;量75范;1围0 示15值0m误m以 差,测微
千分尺点检表

年
量具 编号
使用 部门
岗位
项目 读数
测量脚 活动部位 锁紧装置
清洁
检验有效 期
日 期
班 方法 目视
目视
手动
手动
次
判定 基准
读数显示清晰 、稳定
无损伤Байду номын сангаас形, 归零后密合
微分筒无变形 生锈,旋转顺
畅
锁紧以及测力 装置无松动
目视
旋转以及测量 部位清洁无油
目视
合格证有效 期内
点检者
1 白班/夜班
2 白班/夜班
3 白班/夜班
4 白班/夜班
5 白班/夜班
6 白班/夜班
7 白班/夜班
8 白班/夜班
9 白班/夜班
10 白班/夜班
11 白班/夜班
12 白班/夜班
13 白班/夜班
14 白班/夜班
15 白班/夜班
16 白班/夜班
17 白班/夜班
18 白班/夜班
19 白班/夜班
20 白班/夜班
21 白班/夜班
22 白班/夜班
23 白班/夜班
24 白班/夜班
25 白班/夜班
26 白班/夜班
27 白班/夜班
28 白班/夜班
29 白班/夜班
30 白班/夜班
31 白班/夜班
1.检验有效期”记录有效日期,其他的正常打√,不正常打×。 说明 2.如发现量具问题/量具异常/量具损坏及时报品质部计量员。
点检 结论
计量器具校验明细表(模板)

游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 带表卡尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 内尖头尺 钩尺 钩尺
0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-200mm 0-150mm 0-150mm
2013.6.1 2013.7.15 2013.6.1 2013.6.1 2013.6.1 2013.6.1
2013.10.1
2013.10.1 2013.10.1 2013.10.1 2013.10.1
外径千分尺 75-100mm 外径千分尺 外径千分尺 外径千分尺 外径千分尺 带表卡尺 带表卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 维氏硬度计 洛氏硬度计 布氏硬度计 投影仪 镀层测厚仪 粗糙度测量 仪 金相试样切 割机 金相试样预 磨机 金相试样镶 嵌机 数字摄像头 千分尺 带表卡尺 带表卡尺 带表卡尺 0-25mm 0-25mm 0-25mm 25-50mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 0-150mm 401MVA 500RA 310HBS3000 2B RGB300 0-25mm 0-150mm 0-150mm 0-150mm
内径千分表校验
准件使用。
擦拭干净,并喷涂上专
过三块,应保证接触面
பைடு நூலகம்
可靠的高度测量台上, 使
0mm”范围内选择高、
对每个检测点测量三次,
如下所示:
,对该量程限用, 该量
用或停用标识卡,限用
(1),(2)式中,Xi1、Xi2、Xi3分别为测量第i个测量点时第1,2,3次的读数值; Xi为第i次测量点三次平均值; Li为分别取低、中、高档量块测量时的标准量块值; 7、结论 若量程范围内某一量程不合格,则该千分表不合格,但根据实际需要,对该量程限用, 该量 程前的量程按6.2.2进行,若6.1不合格,则停用。
作业指导书
标 题 拟 制 审 核
1、目的 确保公司所使用的内径千分表符合工艺要求, 保证内径千分表精度,使千分表的误差在规定 范围内。 2、适用范围 本公司使用的内径千分表。 3、校验标准件 根据量值传递原则,采用经过外校的5等量规实测值为依据,供作标准件使用。 4、校验条件 温度205C 5、校验注意事项 校验人员校验时需戴棉手套,块规应轻拿轻放,不可掉落,使用后擦拭干净,并喷涂上专 用油放回盒内。当无适合量块时,可采用量块叠加方式,但不宜超过三块,应保证接触面 无油、无杂物,可采用酒精清洗,使接触的量块有吸附感为准。 6、校验步骤 6.1 外观 6.1.1要求:千分表外观无影响使用的缺陷,表内数字清晰,量轴运动灵活。 6.1.2方法:目视、手感。 6.2 测量误差 6.2.1要求:测量误差小于或等于允许误差(d ≤允许误差) 6.2.2方法:选取一基准量块(1mm量块)进行定位, 将待校千分表安装在可靠的高度测量台上, 使 千分表表针指示在“50”左侧位置,然后在外径千分表“100mm”范围内选择高、 中、低档三个检测点,即1.005、1.04、1.09量块进行测量,对每个检测点测量三次, 取其平均值,平均值与量块尺寸之差为测量误差,测量误差如下所示:
千分表校验记录表(参照模板)
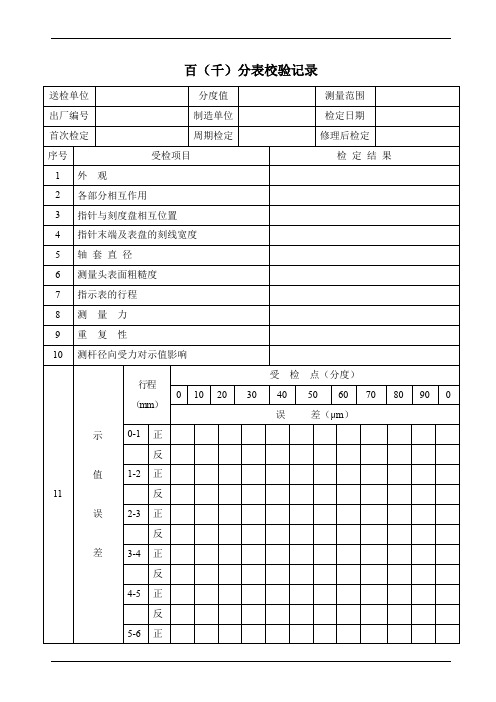
送检单位
分度值
测量范围
出厂编号
制造单位
检定日期
首次检定
周期检定
修理后检定
序号
受检项目
检定结果
1
外观
2
各部分相互作用
3
指针与刻度盘相互位置
4
指针末端及表盘的刻线宽度
5
轴套直径
6
测量头表面粗糙度
7
指示表的行程
8
测量力
9
重复性
10
测杆径向受力对示值影响
11
示
值
误
差
行程
(mm)
受检点(分度)
0
10
20
30
40
50
60
70
80
90
0
误差(μm)
0-1
正
反
1-2
正
反
2-3
正
反
3-4
正
反
4-5
正
反
5-6
正
反
6-7
正
反
7-8
正
反
8-9
正
反
9-10
正反Leabharlann 12示值误差(μm)
任意
0.1(0.2)mm
任意1mm
全量程
回程误差
(μm)
检定员
审核员
检定室温度
检定室湿度
结论
计量器具校验指导书含表格

计量器具校验指导书1.0目的确保本公司所使用的各种标准件及各类检验器具在规定期限内使用,校验后能有判定标准的依据。
2.0适用范围木公司使用的所有计量器具。
3.0职责3」品质部负责计量器具的校验工作;3.2各相关单位:定期将计量器具送品质部进行校验。
4.0定义无5.0工作程序5.1校验周期与判定标准:id5.2校验环境:校验在常温常湿状态下进行。
5.3校验标准器531外径、深度校正:标准量块。
5.3.2内径校正:外径千分尺。
5.4校正点选择541内径、外径、深度杆无损伤之卡尺:外径选三个点、内径与深度各选一个2d点。
5.4.2内径、损伤之卡尺:外径选四个点、深度选一个点。
5.4.3深度杆损伤之卡尺:外径选四个点、内径选一个点。
5.4校正步骤5.4.1校正前检验标准件是否在有限期限内,卡尺各部件是否有损伤,滑动是否顺畅,归零后是否密合。
5.4.2外径测量校正(a)选择量块适当尺寸校验;(b)在取用量块时,要戴棉手套,不可掉落地而;(c)测量时,将卡尺测量面置于量块外测量面,注意施力大小,并保持卡尺测量面与量块测量面垂直;(d)测量读数值减去标准值即为误差值。
5.4.3深度校正测量(a)选择量块适当尺寸校验;(b)在取用量块时,要戴棉手套,不可掉落地而;(c)测量时将量块置于台面上,将卡尺深度杆与量块测量面垂直,注意将深度杆轻轻滑下,并保持深度杆顶端与量块在同一水平面上;(d)测量读数值减去标准值即为误差值。
5.4.4内径测量校正(a)选择千分尺适当尺寸校验;(b)取用千分尺时,要轻拿轻放;(c)测量时将卡尺内测量面置于外千分尺测量面,注意施力大小,保持卡尺内径测量面与外千分尺测量面水平垂直;3d1.1附件1:xe与GBT19011-2008标准主要差异性分析(d)测量读数值减去标准值即为误差值。
5.4.5校验后(a)将校验结果记录于《计量器具年度校验计划》表中;(b)校验完毕,于游标卡尺盒子上或游标卡尺上贴示校验状态标签;(c)将标准件用专用纸擦拭干净涂油保存。
千分表检定证书
九、全量程误差:
十、回程误差:
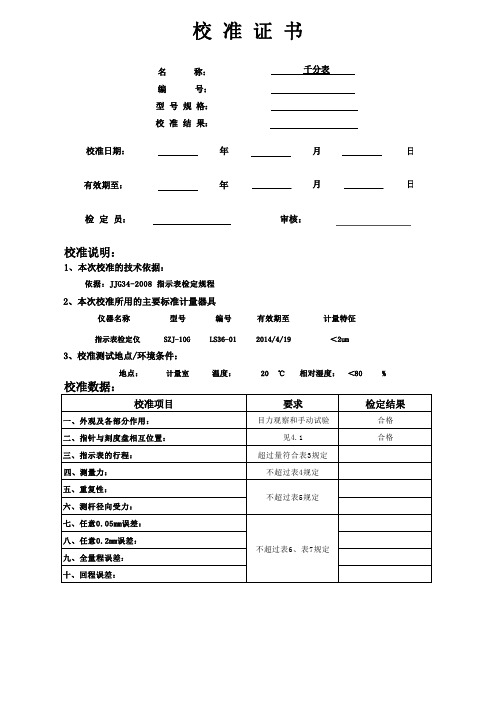
校准证书
名称:千分表
编号:
型号规格:
校准结果:
校准日期:年
有效期至:年
检员:
月
月
日
日
审核:
校准说明:
1、本次校准的技术依据:
依据:JJG34-2008指示表检定规程
2、本次校准所用的主要标准计量器具
仪器名称型号编号有效期至计量特征
指示表检定仪SZJ-10GLS36-012014/4/19<2um
3、校准测试地点/环境条件:
地点:计量室温度:20℃相对湿度:<80%
校准数据:
校准项目
要求
检定结果
一、外观及各部分作用:
目力观察和手动试验
合格
二、指针与刻度盘相互位置:
见4.1
合格
三、指示表的行程:
超过量符合表3规定
四、测量力:
不超过表4规定
五、重复性:
不超过表5规定
六、测杆径向受力:
七、任意0.05mm误差:
不超过表6、表7规定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
百(千)分表校验记录
送检单位分度值测量范围
出厂编号制造单位检定日期
首次检定周期检定修理后检定
序号受检项目检定结果
1 外观
2 各部分相互作用
3 指针与刻度盘相互位置
4 指针末端及表盘的刻线宽度
5 轴套直径
6 测量头表面粗糙度
7 指示表的行程
8 测量力
9 重复性
10 测杆径向受力对示值影响
11 示
值
误
差
行程
(mm)
受检点(分度)
0 10 20 30 40 50 60 70 80 90 0
误差(μm)
0-1 正
反
1-2 正
反
2-3 正
反
3-4 正
反
4-5 正
反
5-6 正
反6-7 正
反7-8 正
反8-9 正
反9-1
正
反
12 示值误差
(μm)
任意
0.1(0.2)
mm
任意
1mm
全量程
回程误
差
(μm)
检定员审
核
员
检定室温度
检定室湿
度
结论。