浆纱-1-08
1041.浆纱-1

• 淀粉浆的浆液粘度较高
– 淀粉浆的浸透性:
• 浆液粘度高,浸透性差。
– 淀粉浆的粘附性:
• 淀粉大分子中含有大量羟基,且具有 较强的极性; • 根据“相似相溶”原理,对棉、麻、 粘胶等亲水性纤维有较高的粘附力, 对疏水性纤维粘附力很差。
– 淀粉浆的成膜性
• 淀粉浆膜比较脆硬,浆膜强度大,弹 性较差。
直 链 淀 粉 比 例 ( %)
0
17
21
24
20
17
22
20
100
• 天然淀粉的上浆性质
– 浆液的粘度
• 粘度的定义:浆液流动时的内摩擦力。 • 粘度的表示:
–绝对粘度:反映液体内摩擦阻力的大小。 以旋转式粘度计测量。单位:泊(P)
1P=100 cp=0.1Pa .S –相对粘度:浆液的绝对粘度与水的绝对粘 度之比。采用漏斗式粘度计测量,测一漏斗 浆液从中漏完所需的时间。单位:秒。 –常用漏斗标准水值为3.8s。
•
淀粉在水中粘度变化比较复杂,随温度、时间而 异。
– – – – 淀粉在冷水中不溶解,在水中略有膨胀; 水温增高时,淀粉吸收的水分逐渐增多,水温高到某种 程度时,淀粉粒子开始破坏,变成粘稠的淀粉浆液,这 种现象叫做糊化; 各种淀粉的糊化温度不同; 随温度上升和时间延长,淀粉粘度上升到一定程度会有 所下降,最后逐渐稳定下来,这种状态叫完全糊化。
• 表示方法:
– 我国:四位数
• • • • • • 前两位数字的100倍表示聚合度(DP=1700); 后两位是醇解度的百分数。 如:1799、1788表示。 第一位:1—完全醇解;2—部分醇解;3—中间醇解; 后两位:乘100为聚合度。 如:205,117,314,
– 日本:三位数
浆纱
织造原理
二、浆纱工序的要求
1.对浆料的要求
浆料配方不宜过于繁杂,浆料来源充足、价格低、调浆操作
简便、退浆容易、不污染环境 浆液对经纱具有良好的粘附性、成膜性、亲和性和浸透性, 具有适宜的粘度; 浆液的物理、化学性能稳定,不易沉淀、生成絮状物、起泡 和发霉等; 浆膜柔韧、坚牢、光滑,有适当的吸湿性;
浆纱
织造原理
第三章
浆
纱
织造原理
第一节 第二节 第三节
浆纱工序概述 浆料 浆液调制
第四节
第五节
上浆与烘燥
浆纱质量控制与检验
第六节
浆纱综合讨论
织造原理
第一节
浆纱工序概述
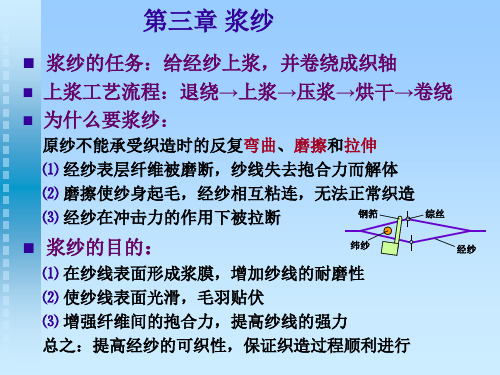
一、浆纱的目的及意义
经纱从织轴上退绕下来直至形成织物,要受到3000~5000次
程度不同的反复拉伸、屈曲、磨损和冲击作用。 而未经上浆的经纱——毛羽多,纤维间抱合力不足,织造 中纱身易起毛,断头频繁,开口不清,形成织疵,严重的时 候,还会造成正常的织造过程无法维持。 ∴除股线、单纤长丝、加捻长丝、变形丝、网络度较高的网 络丝外,几乎所有的短纤纱和长丝均需经上浆加工。
淀粉是由植物绿叶中的叶绿素作介质,使二氧化碳与水在日光照 射下发生光合作用而成的:
淀粉是由α -葡萄糖缩聚而成的高分子化合物,是一种高聚糖。
织造原理
浆纱(warp sizing)根本目的——提高经纱的可织性
织造原理
1. 浆纱工序对纱线的作用: 浆液
表面被覆(coverage)
经纱 烘燥 浆膜(sizing films) 经纱织造性能得到提高 内部浸透(soakage)
织造原理
上浆工作所起的积极作用主要反映在以下方面: 1.耐磨性改善:表面坚韧的浆膜使经纱耐磨性能得到提高。 2.纱线毛羽贴伏、表面光滑:由于浆膜的粘结作用,使纱线表 面的纤维游离端紧贴纱身(fiber lay),纱线表面光滑。在高密织 物的织制时,可以减少邻纱之间的纠缠和经纱断头,对于毛纱、 麻纱、化纤纱及混纺纱、无论长丝而言,毛羽贴伏和纱身光滑 则尤为重要。
浆纱——精选推荐

浆纱浆纱教程第三章浆纱本章知识点:1、浆纱的⽬的和要求2、主要粘着剂的⼀般性质和上浆性质。
3、浆纱助剂的作⽤及⽤量。
4、浆纱组分的选择⽅法,浆液配⽅的确定及调浆⽅法,浆液质量指标。
5、浆纱⼯艺流程及浆纱质量指标。
6、浆纱上浆率及浆液对纱线浸透、被覆程度的控制。
7、浆纱烘燥机理及烘燥装置。
8、浆纱伸长率的控制。
9、浆纱⾃动控制。
10、浆纱⼯艺设计及产、质量。
11、⾼压上浆技术。
12、提⾼浆纱产量及质量的技术措施。
概述⼀、浆纱⼯序的任务1、织造时经纱反复受到各种外⼒的多次作⽤(拉伸、弯曲、冲击及摩擦)容易使纱线结构松散,起⽑⽽断头,或纤维纠缠致使开⼝不清。
机构作⽤:①拉伸:开⼝、打纬、卷取;②弯折:新纬和座冲击;③磨擦:停经⽚、综、筘及梭⼦、经纱间。
通过分析得:从织轴到织⼝经纱要承受3000-5000次反复负荷的作⽤。
2、浆纱的⽬的(1)提⾼经纱的可织性,使经纱增强,耐磨20-40%(2)卷绕成浆轴(3)保伸,减伸率20-25%。
⼆、浆纱⼯序的组成:上浆和调浆1、调浆:选择浆料以⼀定⽐例配合调料成⼀定浓度的浆液。
2、上浆(1)绞经上浆:将绞纱浸渍浆液,挤压、烘⼲。
优点:设备费⽤省,操作简便,回丝少,适合⼩批量,多品种的⾊织⽣产。
缺点:浆纱质量差,上浆不匀,劳动强度⾼,⽣产率低。
(2)经轴上浆:若⼲经轴并合→上浆→烘⼲→卷绕成浆轴优缺点与绞经上浆相反。
三、浆纱⼯序在⽣产中的重要性浆纱是准备⼯序的关键,每台浆纱机的产量可供200-300台/只机的织轴需要,即通常说浆纱⼀分钟织造⼀个班。
1、浆纱质量好,则布机断头少,效率⾼,产量⾼,质量好。
回丝少,挡车⼯劳动强度低。
2、浆纱速度30-60m/min,相当于布机⼀个班的产量,稍⼀疏忽则布机⼀个班⽣活难做。
3、每台浆纱机供应200-300台布机,浆纱机能否正常运转,对织轴的正常供应,关系很⼤。
4、与降低成本关系很⼤,节约浆料、⽤汽、回丝等。
四、浆纱⼯程的要求1、上浆量符合⼯艺设计要求,避免过⼤或过⼩。
浆纱工操作规程
浆纱工操作规程(德国KARL MAYER)1、浆纱前准备1.1、根据工艺要求,用吊车把经轴放在后经轴架上,并轴后与机上引带布连接好。
1.2、经轴必须上下两层摆放,以便清理断头。
1.3、按工艺把浆料运到与调浆桶最近的位置。
1.4、打开蒸汽阀门,把多余的锈水放掉,打开软水门,冲洗调浆桶、浆槽。
2、开机程序2.1、打开主电控制箱开关,打开压缩空气阀,待自检结束后,将钥匙向右转动打开显示屏,开机完成。
2.2、打开调浆桶主电箱开关将钥匙向右转动打开显示屏。
2.3、检查机器状态,正常气压值在0.5-0.7兆帕之间,蒸汽压力在3-3.5公斤之间,水压在2-3公斤之间。
2.4、检查机器安全门、安全防护装置功能是否正常。
3、生产程序3.1、将工艺单上的工艺参数输入系统。
(负责人检查确认无误后方可开机)3.2、开启慢速键,经轴放好绞线,放下两个压浆辊,按工艺调节好压力,当经纱开到浆槽和上蜡装置中间时,停车开始编绞。
3.3、按工艺开始给调浆桶加水、加料、加汽,进行调浆。
3.4、编绞完成后,开启主机将编绞线到机头前,开始用分胶棒分绞。
3.5、将伸缩筘缩到最小、位置升至最高位,按编绞数检绞。
3.6、检完绞后,打开防护栏,开启慢速,等引带布全部卷绕到织轴后停车,用刀割断经纱,把织轴卸下。
3.7、按工艺要求,重新上一个织轴,把浆纱打结,放入织轴轴孔内。
3.8、把浆液从调浆桶打入将槽内,按上浆工艺调节好浆槽溢流板位置。
3.9、开启慢速,按伸缩筘展开键,调节纱片宽度与织轴宽度一致。
3.10、开始浆纱一直到结束。
4、关机4.1、生产结束后,首先用钥匙关闭显示屏,再用钥匙关闭调浆桶电箱显示屏,关闭电控箱开关,关闭压缩空气阀,关闭蒸汽阀,关闭水门。
第3章 浆纱

H | C ┘
1
4
1
4
顺式
β-1,4甙键
(纤维素)
CH2OH | C ─ O | H OH H | | C ─ C | | H OH
H | C └ O —
C | H
1
1
4
反式
4
(1.1.1)天然淀粉的一般性质 按化学结构分: 直链(linear chain) 、支链(branched chain)淀粉 直链淀粉(含量约 20-25%): - 1,4甙键连接; 聚合度低,线型分子结构; 溶于热水,浆液流动性好; 浆膜坚韧,弹性好; 浆液渗透性好,是形成浆膜的基础。 支链淀粉(含量约 75-80%): 除 - 1,4外,还有1,6和少量1,3甙键 聚合度高,树枝状分子结构; 难溶于水,浆液粘稠; 浆膜脆硬、耐磨; 浆液被覆性好,保证浆膜具有一定的厚度。
(6)增重效果:在不影响上浆性能的前提下,浆液中加增重剂(淀粉、滑石粉等),使织物具有厚重的手感。 (7) 后整理效果:浆液中添加整理剂,烘燥后,织物获得挺度、手感、光泽、悬垂性等风格。 3.浆纱工程及要求 (1)浆纱的任务:给整经轴(warp beam)上的经纱上浆,并卷绕产生织轴(weave beam) 。 (2)上浆工艺流程:退绕→上浆→压浆→烘干→卷绕 (3)浆纱工程包括:调浆(size mixing)和上浆(sizing)两部分,分别在调浆桶(size mixer)和浆纱机(sizing machine)上进行,产生的半成品称为织轴。
植物性
动物性
纤维素衍生物
变性淀粉
乙烯类
丙烯酸类
各种淀粉、海藻类、植物性胶
动物性胶、甲壳质
CMC.MC.EC.HEC
纺织工艺及设备课件4-浆纱

精 淀 粉 衍 生 物 —— 聚物—醋酸
变联淀粉、淀粉 乙烯-丁烯
酯、淀粉醚、阳 酸 共 聚 物
离子淀粉
、乙烯酸-
接 枝 淀 粉 —— 淀 粉 马 来 酸 共
的丙烯腈接枝共 聚 物 、 醋
聚物,淀粉的水 酸乙烯-马
溶性接枝共聚物 来 酸 共聚
,淀粉的其它接 物
枝共聚物
聚丙烯酸、 聚丙烯酸酯、 聚丙烯酰胺、 丙烯酸酯类 共聚物
6、浆纱工序在生产中的重要性
➢ 浆纱是准备工序的关键,每台浆纱机的产量可供200-300台 织机的织轴需要,即通常说浆纱一分钟织造一个班。
➢ 浆纱质量好,则布机断头少,效率高,产量高,质量好。 回丝少,挡车工劳动强度低。
➢ 浆纱速度30-60m/min,相当于布机一个班的产量,稍一疏 忽则布机一个班生活难做。
➢ 淀粉是由-葡萄糖缩聚而成的高聚物,淀粉颗粒愈大,浆液粘度愈高, 较易糊化和分解,但粘度不稳定。
➢ 淀粉属天然高分子碳水化合物中多元糖类,由许多 -葡萄糖缩聚而成 (C6H10O5)n , n为聚合度。
➢ 联结葡萄糖基环的甙键(-O-)活泼性高,易被水解,遇酸、遇氧化剂 易断裂,但对碱较稳定。
➢ 羟基(-OH),葡萄糖基环上第2、3、6号碳原子上含有,羟基对氧化 剂很不稳定,特别是伯醇羟基(-CH2OH)活泼性最大,很易被氧化。
浆纱综合实验指导书
浆纱综合实验一、实验目的1.了解浆纱机的结构与原理。
2.了解纱线上浆的工艺流程与操作方法。
3. 熟悉浆料配方设计方法,掌握浆液调制方法。
4. 掌握浆液粘度的测试方法,了解浆料粘着力的测试方法。
5. 熟悉测试仪器和测试方法,并对测试数据进行综合分析。
二、实验仪器与材料1.实验仪器与工具:浆纱小样机、NDJ-79型旋转式粘度计、恒温水浴锅、烧杯、温度计、锥形烧瓶、调浆桶、毛羽测试仪、单纱强力机、抱合力机、超级水浴锅、电子天平等。
2.实验材料:变性淀粉、纱线等。
三、实验内容1.了解浆纱小样机的机器结构以及工艺流程。
2.调制浆液。
配制变性淀粉6%的浆液1000ml,90℃保温1小时。
3.保持浆液浓度不变,测试温度对浆液粘度的影响。
分别在50℃、70℃、90℃下保温20分钟,在转速不变的前提下,待浆液的温度达到待测温度时,分别测量这三种温度下的粘度。
4.保持浆液的温度不变,测试浓度对浆液粘度的影响。
配制浓度分别为8%、6%、4%的90℃浆液,在粘度计中测定各自的粘度,记录粘度值。
5.在浆纱小样机上对纱线进行上浆,浆液浓度为6%,之后测定上浆纱线的上浆率。
6.采用以上三种浓度的浆液对纱线进行上浆,将三个筒子的纱线做好标记待用。
7.用单纱强力机测试三种纱线的强力,与没有上浆的纱线比较。
8.用毛羽测试仪测试纱线毛羽指标,比较未上浆纱线与上浆纱线的毛羽值。
9.在抱合力机上测试浆好的三种纱线的抱合力与原纱比较。
温度对粘度的影响、上浆率以及可织性指标转速对粘度的影响四、思考题1.简述浆纱小样机的结构与浆纱的工艺流程。
2.上浆的主要目的是什么?3.浆纱的工艺要求是什么?4.试述淀粉浆料的主要性质。
淀粉上浆时应注意哪些问题?它适用于哪些纤维的上浆?5.分析浆液的粘度与温度、浓度之间的关系。
6.浆液的搅拌速度会对浆液的粘度产生影响吗?简述之。
7.上浆后的纱线其强力和毛羽都有怎样的变化?8.通过实验,分析上浆后的纱线的可织性。
浆纱成本计算公式表
浆纱成本计算公式表一、浆纱成本的计算公式浆纱成本 = 原材料成本 + 劳动力成本 + 能源成本 + 设备折旧成本+ 其他成本二、原材料成本的计算原材料成本是指生产浆纱所使用的纺织原料的成本。
计算原材料成本需要考虑原材料的采购价格、运输费用以及仓储费用等。
其中,采购价格是指原材料的购买价格,运输费用是指将原材料从供应商处运送到生产厂家的费用,仓储费用是指将原材料存放在仓库中所产生的费用。
原材料成本的计算公式如下:原材料成本 = 采购价格 + 运输费用 + 仓储费用三、劳动力成本的计算劳动力成本是指生产浆纱所需的人工成本。
计算劳动力成本需要考虑工人的工资、社会保险费用以及培训费用等。
其中,工资是指工人的实际工资收入,社会保险费用是指雇主为工人缴纳的社会保险费用,培训费用是指为工人提供培训所产生的费用。
劳动力成本的计算公式如下:劳动力成本 = 工资 + 社会保险费用 + 培训费用四、能源成本的计算能源成本是指生产浆纱所消耗的能源的成本。
计算能源成本需要考虑能源的采购价格以及能源的消耗量。
其中,采购价格是指能源的购买价格,能源的消耗量是指生产浆纱过程中所消耗的能源的数量。
能源成本的计算公式如下:能源成本 = 采购价格× 能源消耗量五、设备折旧成本的计算设备折旧成本是指生产浆纱所使用的设备在使用过程中所产生的折旧费用。
计算设备折旧成本需要考虑设备的购买价格、使用年限以及残值率等因素。
设备折旧成本的计算公式如下:设备折旧成本 = (购买价格 - 残值)/ 使用年限六、其他成本的计算其他成本是指生产浆纱过程中产生的其他费用,如管理费用、维修费用、税费等。
计算其他成本需要根据实际情况进行估算。
其他成本的计算公式如下:其他成本 = 管理费用 + 维修费用 + 税费七、总结浆纱成本的计算公式表包括原材料成本、劳动力成本、能源成本、设备折旧成本和其他成本。
通过计算这些成本,可以帮助企业了解生产浆纱的成本结构,为企业的生产经营决策提供参考依据。
浆纱是织造准备阶段的关键工序
浆纱是织造准备阶段的关键工序,是织造质量和效率的保证。
合理选择浆纱工艺和配方,是保证浆纱质量和上浆成本的重要环节。
积极采用绿色环保浆料,是保护生态环境,创建环境友好企业的要求,也是浆料发展的一种趋势。
近年来,无PVA上浆技术在企业的应用逐渐得到重视,浆料生产企业也积极研发、不断完善浆料性能,使之更符合环保、节能的要求。
为了更进一步推进无PVA上浆技术和工艺,分享无PVA上浆的成功经验,同时,也为了加快技术创新在浆纱工艺方面的应用,实施低成本节能上浆工艺,提高纺织企业核心竞争力,全国棉纺织科技信息中心、《棉纺织技术》期刊社、中国棉纺织技术信息网拟定于2009年11月3日~5日,在山东青岛召开“伊埃斯”杯无PVA浆纱技术论坛暨第九届全国浆纱与浆料应用技术研讨会,会议将以企业应用为关注焦点,邀请行业领导、浆纱专家、企业总工到会讲课,总结无PVA上浆工艺技术的应用现状,提出下一步浆料研发和改进的方向,推广无PVA上浆的成功经验,同时,还将从优化上浆工艺配方,提高上浆质量,降低上浆成本等方面展开研讨,着力促进国内浆纱技术水平的提升。
2009年初,国家通过一系列的经济刺激计划和行业振兴规划细则来应对此次金融危机对我国经济及行业的影响,现在已取得明显成效,从上半年经济运行情况来看,我国经济特别是纺织经济复苏明显。
在行业发展明显回升的关键时期,谁先抓住机遇,谁先获得最新的行业技术信息动态、谁先掌握最新的技术资料和工艺技术,谁就能够在这次经济危机中抓住先机,掌握主动,转“危”为“机”,成功实现企业发展的二次腾飞。
由全国棉纺织科技信息中心主办的全国浆料与浆纱应用技术研讨会已成功举办8届,参与企业与人数屡创新高,今年第二次与天华企业发展(苏州)有限公司联合举办“伊埃斯”杯无PVA上浆技术论坛,同时展开有奖征文活动,广泛征集企业在无PVA上浆生产上的优秀技术论文并给予奖励,激励广大技术人员及浆料研发人员在浆料研发和浆纱工艺优化,降低上浆成本方面做出更大努力,促进和推动我国无PVA环保上浆工艺技术更趋成熟、完善。
纺织生产工艺-浆纱

100%
制备方法
将浆料按照配方比例混合,加入 适量的水和添加剂,搅拌均匀后 进行过滤和去泡。
80%
质量控制
确保浆料的质量稳定,无杂质和 颗粒,粘度、PH值等指标符合工 艺要求。
助剂的选择与制备
助剂种类
选择适合的助剂,如防腐剂、 抗氧化剂、抗静电剂等,以满 足纱线加工和使用过程中的需 求。
制备方法
将助剂按照配方比例加入到浆 料中,搅拌均匀后进行过滤和 去泡。
03浆纱设备与操作来自浆纱机的种类与结构01
02
03
卧式浆纱机
适用于长织物,结构简单, 操作方便,但占地面积大。
立式浆纱机
适用于短织物,结构紧凑, 占地面积小,但操作复杂。
联合浆纱机
集成了浆料制备、上浆、 烘干等功能,自动化程度 高,生产效率高。
浆纱机的操作规程
开机前检查
上浆过程
烘干操作
下机整理
确保设备完好,检查浆 料是否充足,调整设备
作用
浆纱是纺织前的重要工序,通过浆纱可以使纱线变得硬挺、光滑 、耐磨,提高纱线的可织性和织物的品质。
浆纱的分类
按原料
可分为棉浆纱、麻浆纱、毛浆纱和再生纤维浆纱等 。
按工艺
可分为经纱浆纱和纬纱浆纱,以及直接浆纱和漂白 浆纱等。
按用途
可分为机织浆纱和针织浆纱,以及功能性浆纱等。
浆纱的工艺流程
01
02
参数。
控制上浆率、粘度等参 数,确保织物均匀上浆。
控制温度、湿度等参数, 确保织物干燥均匀。
对上浆后的织物进行整 理,确保质量达标。
浆纱机的维护与保养
定期检查
检查设备各部件是否正常,及时更换磨损件。
润滑保养
第03章 浆纱
浆膜强度高,断裂伸长小
是一种高强低伸、坚而不柔的浆料 适用于苎麻、棉、粘胶、涤/棉织物的上浆
3. 组合(即用)浆料
一个浆液配方由几种粘着剂和若干种助剂所组成
将配方中各组分定量混配形成的产品称为组合浆料
组合浆料的两条技术路线:
(1)以PVA为主,辅以变性淀粉 但PVA对疏水性纤维粘着力不高
PVA的一般性质
色泽:白色或淡黄色 形状:粉末状、片状或絮状 密度:1.21~1.34
PVA的上浆性能 (1) 水溶性
部分醇解PVA:在40~50℃温水中搅拌即能完全溶解
完全醇解PVA:水溶性很差,在低于75℃的水中不溶解,
所以,完全醇解PVA需高压煮浆,即在沸水中高速搅拌1~2 小时
(2) 粘度
PVA浆液粘度:
与浓度成正比 与温度成反比 与聚合度成正比 醇解度为87%时,粘度最小 随时间延长:完全醇解PVA的粘度上升,最终可 成凝胶状;部分醇解PVA比较稳定 PVA浆液在弱酸、弱碱中粘度比较稳定,在强酸 中被水解,粘度下降 浆
膜 粘 附 性 RH81% RH65%
(3) 粘附性
浆料分为:粘着剂、助剂
浆液性能要求:
⑴ 浆液的物理化学性质均匀、稳定
浆液不起泡,不沉淀,遇酸、碱或金属离子时不出絮状物
⑵ 浆液对纤维的浸润性好、亲和力强 ⑶ 浆液粘度适当、稳定
浆膜性能要求:
F
纱线 浆膜
⑴ 浆膜坚韧、耐磨 ⑵ 浆膜的强度、弹性、吸湿性等与纤维相近
F
一、粘着剂
粘着剂的定义:
第三章 浆纱
浆纱的任务:给经纱上浆,并卷绕成织轴
上浆工艺流程:退绕→上浆→压浆→烘干→卷绕 为什么要浆纱:
浆纱工艺参数与质量控制
浆纱工艺参数与质量控制浆纱工艺参数与质量控制一、浆纱工艺设定与调整浆纱工艺设定的任务是根据织物品种、浆料性质、设备条件的不间确定上浆工艺路线,主要内容有:浆料的选用和浆液配方的确定、调浆方法、浆液黏度和pH值、供浆温度、浆槽浆液温度、浸浆方式、压浆辊加压方式和质量、湿分绞棒根数、烘燥温度、浆纱速度、上浆率、回潮率、总伸长率、墨印长度、织轴卷绕密度和匹数等。
浆料的选用和浆液配方确定方法,影响上浆率和浆液浸透、被覆的因素,已在本章第二节、第三节叙述,下面仅讨论其他工艺参数的设定。
(一)上浆率的确定确定上浆率主要考虑纤维种类、经纱线密度、经纬密度、织物组织和所用浆料的性能。
对于纱特粗、强力大的纱线,上浆率可较低。
纱特细、强力小的,上浆率要相应增大。
原纱品级好,或捻度大、毛羽少,上浆率可小些。
反之,上浆率要大些。
在其他条件相同情况下,平纹比斜纹、缎纹的交织次数多,单位长度内的提综次数多,平纹织物的上浆率要大些。
织物的经纬纱密度大时,织造时经纱承受的摩擦、屈曲和拉伸次数多,上浆率要大些。
采用浆膜性能优良的浆料,上浆率可小些。
相反,上浆率要大些。
确定上浆率还要兼顾地区气候、车间温湿度条件、机械状态、上浆工艺和质量管理等因素。
如车间温湿度控制良好,织机状态优良,原纱和准备工艺良好,调浆配方合理,浆液制备质量好,上浆工艺和质量好,虽织机速度略高,上浆率还可以降低。
上浆率要适当,每一种织物根据其具体条件,存在一个最佳的上浆率,此时的织造断头率最低,经济效益最好。
上浆率增大或减小,织造断头率都将增大。
确定新品种的上浆率,一般以相似品种作为参考,根据新品种与相似品种在主要因素上的差异做适当增减,然后经试织才能最终确定。
上浆率也可按下面经验确定,表3—10为使用有梭织机织造平纹织物时的上浆率范围(所用浆料为混合浆),再根据织物组织、纤维种类、织机类型,依表3—11~表3—13进行修正,上浆率工艺设计允许范围见表3—14。
浆纱概述PPT课件

30~40度不宜久存,20度以下80度以上细菌繁殖慢。
第35页/共168页
• 3.纤维素衍生物
1) 纤维素与淀粉相似。利用葡萄糖基环中羟基的特 性,可使纤维素发生酯化或醚化反应,以改变其物理 化学性能。
• 支链淀粉:除— 1,4甙键联结外,还有1,6甙键和少量 的1,3甙键,显分枝态。n=600~6000。(含量一般为 70-80%左右)。不溶于水,遇I2变紫色,在热水中膨胀,使 浆液变得粘稠,形成粘度的主体。浆液不会凝胶,形成的浆 膜脆弱,纱线吸附足够量的浆液,保证浆膜的厚度,在浆液 中起量的作用。
第32页/共168页
•当前,国际上纺织浆料中用得最多的仍然是变性淀粉浆
料。美国为了节省劳动成本,他们主要是用不同规格的变
性淀粉与聚乙烯醇混合的“组合浆料”形式。 而欧洲仍
然是使用以马铃薯淀粉为原料的变性淀粉与丙烯酸类浆料
的混合浆。欧美主要国家所用的变性淀粉浆料中,酸解淀
粉仍占80%以上。
第33页/共168页
第31页/共168页
资料:我国变性淀粉实际使用量
应用的工业部门
造纸工业 纺织工业 饲料工业 食品工业 医药工业 铸造工业 淀粉塑料 其他工业
总计
1996年实际销售量 (万吨) 8 5.5 4 0.5
18.0
2005年需求量 (万吨) 20-30 10-13
8-10 14-16
2-4 3-4 10-12 5-8 72-100
后迅速发生水解反应,使甙键断裂, ▪ 上浆性能:淀粉的聚合度下降,粘度也降低,浆液的
浆纱综合实验指导书
浆纱综合实验一、实验目的1.了解浆纱机的结构与原理。
2.了解纱线上浆的工艺流程与操作方法。
3. 熟悉浆料配方设计方法,掌握浆液调制方法。
4. 掌握浆液粘度的测试方法,了解浆料粘着力的测试方法。
5. 熟悉测试仪器和测试方法,并对测试数据进行综合分析。
二、实验仪器与材料1.实验仪器与工具:浆纱小样机、NDJ-79型旋转式粘度计、恒温水浴锅、烧杯、温度计、锥形烧瓶、调浆桶、毛羽测试仪、单纱强力机、抱合力机、超级水浴锅、电子天平等。
2.实验材料:变性淀粉、纱线等。
三、实验内容1.了解浆纱小样机的机器结构以及工艺流程。
2.调制浆液。
配制变性淀粉6%的浆液1000ml,90℃保温1小时。
3.保持浆液浓度不变,测试温度对浆液粘度的影响。
分别在50℃、70℃、90℃下保温20分钟,在转速不变的前提下,待浆液的温度达到待测温度时,分别测量这三种温度下的粘度。
4.保持浆液的温度不变,测试浓度对浆液粘度的影响。
配制浓度分别为8%、6%、4%的90℃浆液,在粘度计中测定各自的粘度,记录粘度值。
5.在浆纱小样机上对纱线进行上浆,浆液浓度为6%,之后测定上浆纱线的上浆率。
6.采用以上三种浓度的浆液对纱线进行上浆,将三个筒子的纱线做好标记待用。
7.用单纱强力机测试三种纱线的强力,与没有上浆的纱线比较。
8.用毛羽测试仪测试纱线毛羽指标,比较未上浆纱线与上浆纱线的毛羽值。
9.在抱合力机上测试浆好的三种纱线的抱合力与原纱比较。
温度对粘度的影响、上浆率以及可织性指标转速对粘度的影响四、思考题1.简述浆纱小样机的结构与浆纱的工艺流程。
2.上浆的主要目的是什么?3.浆纱的工艺要求是什么?4.试述淀粉浆料的主要性质。
淀粉上浆时应注意哪些问题?它适用于哪些纤维的上浆?5.分析浆液的粘度与温度、浓度之间的关系。
6.浆液的搅拌速度会对浆液的粘度产生影响吗?简述之。
7.上浆后的纱线其强力和毛羽都有怎样的变化?8.通过实验,分析上浆后的纱线的可织性。
浆纱课后习题答案

浆纱课后习题答案浆纱课后习题答案在学习过程中,做习题是巩固知识的重要环节。
而对于浆纱这门复杂的工艺来说,课后习题更是不可或缺的一部分。
通过习题的练习,我们可以更好地理解浆纱的原理和技巧,提高自己的实践能力。
下面是一些浆纱课后习题的答案,希望对大家的学习有所帮助。
1. 什么是浆纱?浆纱是一种纺织工艺,通过将纱线浸泡在浆液中,使其表面形成一层薄膜,增加纱线的强度和光泽度,以便更好地进行纺织加工。
浆纱可以提高纱线的抗拉强度,减少纱线的断裂率,使纺织品更加平整、光滑。
2. 浆纱的作用是什么?浆纱的主要作用是增加纱线的强度和光泽度,提高纺织品的质量。
同时,浆纱还可以改善纱线的柔软度和延展性,使其更易于纺织加工。
此外,浆纱还可以提高纱线的抗静电性能,减少纺织品在使用过程中的静电现象。
3. 浆纱的浆液是如何制备的?浆液的制备是浆纱过程中的关键步骤之一。
一般来说,浆液是由浆料、助剂和水组成的。
浆料是浆液的主要成分,可以选择淀粉、胶体、树脂等材料作为浆料。
助剂的选择要根据纺织品的要求来确定,常见的助剂有增稠剂、润滑剂、防腐剂等。
在制备浆液时,首先将浆料和助剂按照一定比例混合,然后逐渐加入水搅拌均匀,最后得到浆液。
4. 浆纱的浆纱机是如何工作的?浆纱机是用于浆纱的专用设备,其工作原理是通过浆液的喷射和纱线的拉伸来实现浆纱的目的。
在浆纱机中,浆液被喷射到纱线上,形成一层薄膜,然后纱线经过一系列的辊轮和张力控制装置,使其均匀拉伸,最终得到浆纱后的纱线。
5. 如何判断浆纱的效果是否良好?浆纱的效果主要通过以下几个方面来判断。
首先是观察纱线的表面,良好的浆纱效果应该是均匀、光滑的。
其次是测试纱线的强度和断裂率,良好的浆纱效果应该能够提高纱线的抗拉强度,减少断裂率。
此外,还可以通过纺织加工后的纺织品来判断浆纱的效果,如纺织品的平整度、光泽度等。
6. 浆纱中常用的浆料有哪些?浆料的选择要根据纺织品的要求来确定。
常见的浆料有淀粉、胶体、树脂等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 浆纱主要应用于短纤单纱和无捻长丝纱。
This process is performed on single spun warp yarns and untwisted continuous filament warp yarns.
概述:
二、浆纱目的 —— 提高经纱在织机上的可织性
Objectives —— to adapt warp yarns to weaving on looms.
- 渗透性
Penetration
Penetration of the size into the yarn must be properly controlled.
- 吸湿性 - 均匀性
Hygroscopicity Uniformity
- 浆液粘性
Viscosity
The viscosity of the size mixture directly controls the amount of
penetration at a given temperature and roll pressure. Too little viscosity (too thin a mixture) will give excessive penetration
五、上浆后浆纱性能值得关注的几个指标 - 强力
Tensile strength
The greater the increase in tensile strength, the less
likelihood there will be of a break occurring,
particularly where weak places are excessive.
and the size film will not form the protective film on the outside of
the yarn. The size mix should have enough viscosity so that it will be thick enough to form the film, and at the same time lay the fibres of the yarn properly.
to provide maximum weavability in the warcomponents required to support the warp yarn characteristics;
- 确定助剂种类
to determine formula adjustments or additives which would provide stability, easier preparation, improved application, or formula economy.
subsequent shedding and yarn damage due to clinging.
- 伸长和弹性
Elongation and Elasticity
Elongation is the amount of stretch the yarn will undergo before it breaks.
Every size film must have a film-forming capability that will provide a tough durable and continuous film.
- 毛羽伏贴
Fibre lay
Sufficient cementing action should be exerted by the slashing process so as to lay the fibres close to the yarn itself. The protruding ends of the fibres should be laid against the yarn by the adhesive action of the size. That will greatly diminish or eliminate fibre entanglement between
第三章 浆纱
Sizing (Slashing) Process
概述
Introduction
一、浆纱的原因:Why is the slashing process a necessary
process for woven fabrics production?
- 短纤纱具有毛羽,长丝纱中单丝强力不够将导致织造
1. 调浆 2. 轴架 3. 浆槽
4. 烘燥装置
5. 分绞、卷绕
Warp yarn separation section (lease rods) and headstock.
概述:
概述:
四、配置浆液应考虑的方面:
Considerations for the evaluation of the perfect size formula. - 给予经纱良好的可织性
Elasticity is that property of the yarn which allows it
to return almost to its original length after the stretching tension is released.
- 耐磨性
Abrasion Resistance
- 柔韧性
Flexibility
Sized warp yarns must be able to withstand repeated and extensive bending in the weaving operation without damage to the size film.
Rupture of the film causes increased friction and
and drop wires.
- 粘附性
Adhesion
Adhesion is not only necessary in the fibre-to-fibre
cementing action, but is also important to assure
that the film formed by the size formula will adhere to the fibre substrate and protect the warp yarn in the weaving operation.
时断头增多。
Single spun yarns possess hairy structures. A filament in a
continuous filament yarn is a weak element and may break during
weaving.
浆纱的原因:
- 短纤纱中的毛羽和长丝纱中单丝断头致使经纱相互粘连,由此导致: The hairiness of spun or broken filaments of continuous filament yarn cause clinging of warp yarns which leads to:
1. 织机经纱断头 Warp breaks on most looms. 2. 喷气织机上纬停增加 Warp caused filling stops in air jet looms. 3. 织物疵点 Fabric defects.
总之,这一切影响织造效率和织物质量。 These cause low weaving efficiency and fabric quality.
adjacent yarns in close weaves and reduce the break outs of ends.
Laying the fibre also produces a more compact and smoother yarn which reduces the friction between the yarn and the reed, heddles
说法一:增强、保伸、耐磨。 说法二:耐磨和贴伏毛羽。
三、浆纱工程及其要求
1、浆纱工程:调浆、上浆。Size solution preparing, slashing 2、要求:1)浆纱具有良好的可织性;
to prepare warp yarns for weaving.
2)粘着剂、助剂来源充足,成本低;
sufficient adhesive and additive materials, low costs.
3)易退浆,不污染环境。
easy to desize, no environmental pollution.
浆纱机
组成
A glimpse of slasher
Sizing Machine (Slasher) Elements Size solution preparation and storage. Creel to hold warp beam(s). Size application (size box). Sized warp drying (drying section).
Clinging of Warp Yarns Caused by Hairiness
说明:
• 浆纱是一个“过河拆桥”的工序。
The sizing process is a nonproductive. Size material is added to the yarn during the slashing process on a temporary basis. After weaving, the size material is removed during finishing.