材料、零部件代用申请表
电梯质量体系文件清单

20
《交流电梯电பைடு நூலகம்机通用技术条件》
GB/T 12974-2012
70
员工培训计划表
XXXX—A/0—JL—70
办公室主任
71
培训申请表
XXXX—A/0-JL-71
72
培训考核记录
XXXX—A/0-JL-72
73
员工培训考核档案
XXXX-A/0—JL-73
74
员工信息及聘用(解聘)记录
XXXX-A/0—JL-74
75
施工项目任务书
XXXX-A/0-JL—75
工程部经理
49
施工设备购置/停用/报废审批表
XXXX—A/0-JL—49
工程部经理
50
施工设备验收记录
XXXX—A/0—JL—50
51
施工设备台帐
XXXX—A/0—JL—51
52
施工设备定期维护保养计划表
XXXX-A/0—JL-52
53
施工设备检查保养记录
XXXX—A/0—JL—53
54
设备工具领用/归还记录
技质部经理
9
检验与试验装置控制程序
XXXX—A/0—CX—09
技质部经理
10
施工设备控制程序
XXXX-A/0-CX—10
工程部经理
11
不合格品(项)控制程序
XXXX—A/0—CX-11
技术负责人
12
质量改进控制程序
XXXX-A/0—CX-12
质保工程师
13
用户服务控制程序
XXXX-A/0-CX—13
13
无脚手架安装电梯工艺文件
XXXX—A/0-ZY—13
材料代用问题研究

材料代用问题研究秦清萍2012.6.1一、材料代用的管理程序1.采购部必须提供代用材料的牌号、规格、技术条件、•代用数量、代用原因及材料来源等有关资料;2.代用材料数量不得超过一批生产用量;3.材料代用单由采购部(或材料工程师)填写并送到技术开发部(或设计工艺师)会签,技术开发部(或设计工艺师)制造技术组工艺员根据代用单上提供的技术条件、理化试验、复验数据签署对使用代用材料的意见;4.代用材料的技术条件明显低于工艺规定的参数指标(包括经试冲及工艺调整后仍无法保证产品质量),又无其它料必须用此代用料生产(否则造成停产)、废品率将大大超过生产考核指标,必须由材料供应部及总厂总师签署意见。
5.如果材料情况不清,•可要求材料供应部或质量部进一步提供有关的技术文件及复验数据,作为签署意见的依据。
•必要时可以提出需经小批量试生产的结果而定。
凡经办人应在代用单上签字并注明单位及会签日期。
6.批准的材料代用单发给质检部、生产部和采购部。
7.材料代用单上签署的意见引起产品技术条件变动,•属一次性临时修改方案,不超出代用单规定的技术要求,•不再办理偏差回用手续和发放技术问题通知单。
8.代用材料一次有效。
详见后面的附件一:《材料代用工艺规程文件》二、材料代用的一般原则1.以优带劣、以高代低这样的“代用优质”材料也应该在常用钢种中选择。
必要时要做工艺试验论证。
用优质碳素结构钢代替普通碳素结构钢,用合金钢代替碳素钢都是可行的;以低等材料代替高价材料时,除了要考虑材料的热处理技术指标是否能达到,还要考虑热处理的工艺性是否可行。
以高代低后,焊接工艺中的冲击要求可以用原来设计材料的要求,不必考虑新材料的冲击性能要求。
材料以优带劣、以高代低也必须由设计部门批准,因为:首先,材料的性能包括机械性能、制造工艺性能、耐腐蚀性能等。
一种钢材在某些方面的性能优于另一种钢材,则有可能在其它方面的性能要低于另一种钢材。
如上面提到的低合金钢虽然在强度等机械性能指标上优于碳素钢(专指焊制压力容器用碳素钢),但是其可焊性却不如碳素钢好;镇静钢在许多方面的性能都优于沸腾钢,但是当用于制造搪玻璃容器时,沸腾钢的搪瓷效果反而比镇静钢好。
生产用零部件不合格品管理办法

******有限公司管理制度————————-—————★———————————-———生产用零部件不合格品管理方法年月日******有限公司1目的为加强不合格品控制,避免不合格品继续加工、装配或流转,规定不合格品的鉴别、标记、统计、评审、隔离和处置办法,确保产品质量符合规定规定,并为产品质量改善提供原始凭证和根据。
2合用范畴本方法合用于******零部件来料、仓储、生产过程中发生的不合格品的控制。
3术语3.1合格:满足规定;3.2不合格:未满足规定;3.3返工:为使不合格产品符合规定而对其所采用的方法;3.4返修:为使不合格产品满足预期用途而对其所采用的方法;3.5降级:为使不合格产品符合不同于原有的规定而对其等级的变化;3.6报废:为避免不合格产品原有的预期用途而对其所采用的方法;3.7让步:对使用或放行不符合规定规定的产品的许可。
让步与偏离许可的区别是:偏离许可事实上是对“规定规定”进行了临时性变更,使不符合“规定规定”成为符合“临时的规定规定”;3.8偏离许可:产品实现前,偏离原规定规定的许可。
偏离许可普通是限定的产品数量或期限内并针对特定的用途,必须书面承认;3.9放行:对进入一种过程的下一阶段的许可,即对产品的鉴定结论为合格;3.10偏差回用:采购产品不符合设计图样、技术原则、工艺规定,但其缺点项目和超差程度对产品的安全性、可靠性、性能无影响,对使用寿命无明显影响,可正常使用的不合格品根据产品不合格的严重程度和批量大小,按审批权限在不合格报告单上订立意见,并体现回用降价比例;3.11零部件:指构成整机配件加工整体的各单元及服务于整机配件加工的产品.3.12自制件产品:指在公司焊接车间按照图纸、工艺规定,通过设备焊接生产的零部件或总成件。
3.13质量原则:鉴定产品合格与否的根据,涉及产品图样、技术原则、技术条件、技术合同、质量确保合同、工艺规程、检查(封样)样件、检查规程等。
4职责4.1工艺质量部4.1.1负责对产品实现前,供应商或采购部提出零部件工艺层面偏离原规定规定进行确认;4.1.2负责对规定不明确,存在专业性规定的待鉴定满足规定与否的零部件提供工艺支持;4.1.3负责生产过程不合格品的返工、返修方案的出具。
物品申请书
物品申请书
尊敬的领导:
我是公司XX部门的员工,现特向贵部门申请一些物品,以便更
好地开展工作。
首先,我们希望能够申请一些办公用品,如打印纸、笔、文件
夹等,以保证办公室日常工作的顺利进行。
另外,我们也需要一些
办公设备,比如打印机、复印机、扫描仪等,以提高工作效率。
此外,我们还需要一些办公家具,比如办公桌、椅子、文件柜等,以提供员工良好的工作环境,保障员工的工作效率和身体健康。
最后,我们还希望能够申请一些其他物品,比如办公室清洁用品、办公室装饰品等,以提升办公室的整体形象和员工的工作满意度。
希望贵部门能够审批并支持我们的申请,让我们能够更好地开
展工作,提高工作效率,为公司的发展贡献自己的力量。
谢谢!
此致。
敬礼。
申请人,XX部门员工。
日期,XXXX年XX月XX日。
资料目录国家电网标准化手册

不归档
施G37
分包单位审查文件
安全管理
1.电力建设工程分包合同及安全协议(SAQB1)
2.安全防护用品、用具试验、鉴定记录
3.分包计划申请表(SXMB17)
4.分包商年度合格分包商清册
不归档
施G38
安全风险及应急演练
安全管理
1.现场应急处置方案演练记录(SAQ-TZh-019)
5.工程停工申请表(SXMB23)
归档
施T04
8404
质量验评划分
质量管理
1.土建工程施工质量验收评定范围划分表及报审(SZLB2)
归档
施T05
8404
材料管理
质量管理
1.构配件、成品、半成品、设备出厂质量证明文件、检验报告
2.钢筋、水泥、砖(砌块)、商品砼、外加剂等出厂质量证明、复试报告、跟踪记录
6.安全检查整改报告及复检单(SAQ-TZh-007)
7.安全检查及整改情况记录
8违章工作记录(含考核通知单)
9.安全文明施工设施进场验收单(SAQB6)
不归档
施G40
安全会议、活动记录
安全管理
1.安全文件、安全简报
2.安全工作会议(例会)记录(SAQ-TZh-003)
3.安全活动日记录(SAQ-TZh-005)
8.重大设计变更审批单(SZJB6)
9.重大签证审批单(SZJB8)
归档
造价管理
1.工程设计变更执行报验单(SJSB7)
2.材料、零部件、设备代用审批
施G12
8404
业主、监理文件
项目管理
1.建设单位建设管理纲要
2.质量通病防治任务书
3.业主其它文件
资料目录国家电网 标准化 手册

4.防水(卷材、涂料)、防火、保温材料及 沥青出厂质量证明、检验报告
5.构支架出厂质量证明文件
6.其他施工材料(玻璃、石材、饰面砖、涂料、粘结材料、焊接材料等)出厂质量证明文件、复试报告
7.见证取样委托单
归档
8404
7.工程竣工结算工程量确认书(SZJB10)
8.工程竣工结算报审表
归档
安生生产责任及目标
安全管理
1.安全生பைடு நூலகம்责任书(或经济承包合同中有关安全生产指标)
2.安全技术操作规程
3.管理人员责任考核
4.安全目标及分解
5.责任目标考核
6.责任目标考核规定
不归档
安全措施、制度
安全管理
1.施工安全管理及风险控制方案报审表(SAQB2)
不归档
QC活动
质量管理
活动原始资料
活动过程资料
活动申报资料
活动成果
不归档
造价管理资料
造价管理
1.资金使用计划报审表(SZJB1)及编制说明、 资金使用计划(根据清单报价子目计算的工程款使用计划)
2.有关造价基础资料
3.施工图预算
4.工程预付款报审表(SZJB2)
5.工程进度款报审表(SZJB3)
6.索赔申请表(SZJB9)、索赔材料及相应索赔费用结算资料
8407
数码照片
质量管理
1.质量管理数码照片
归档
安全管理
2.安全管理数码照片
归档
8407
信息管理
项目管理
1.设计例会纪要
2.工程协调会议纪要
3.施工安全大检查记录及整改反馈
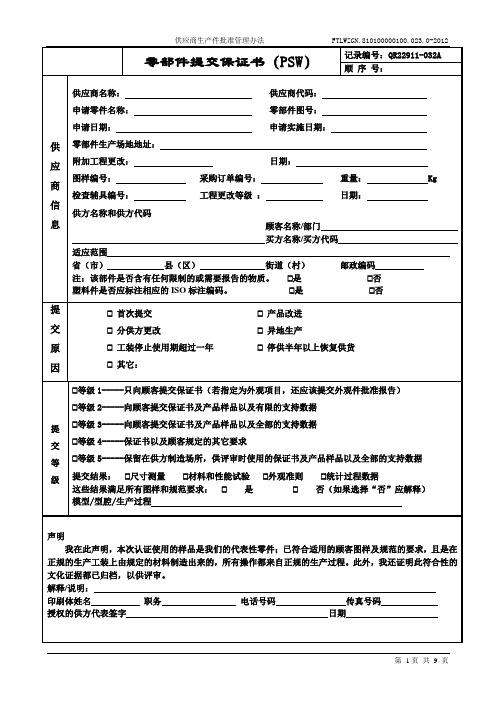
PPAP全套表格模板汇编
省(市)县(区)街道(村)邮政编码
注:该部件是否含有任何限制的或需要报告的物质。是否
塑料件是否应标注相应的ISO标注编码。是否
提交原因
首次提交产品改进
分供方更改异地生产
工装停止使用期超过一年停供半年以上恢复供货
其它:
申提交等级
等级1-----只向顾客提交保证书(若指定为外观项目,还应该提交外观件批准报告)
电话
传真:
Email:
供应商名称:
供应商识别代码:
供应商联系人:
电话:
传真:
Email:
提交原因:*如果需要的话,请附上相关文件
初次提交
设计/材料改变
*制造变更
(包括制造场所、加工过程和工装等)请具体说明
*供应源改变
(新供应源、制造供应源变更等)请具体说明.
纠正不符(重新提交)
*其它--请具体说明
变化的影响:
过程流程图
记录编号:JLN01-081A
生效日期:2012.4.7
项目
过程责任人
过程编号
第页,共页
产品
编制人
核心小组
关键日期
日期(编制)
日期(修改)
作业编号/简要说明
变差来源
过程流程图
产品特性
过程特性
潜在失效模式及影响分析
记录编号:JLN01-083A
生效日期:2012.4.7
项目
责任部门
FEMA编号
是否使用了正常生产材料,模具,和过程?是不是(需解释):
姓名(正楷):
职务:
电话:
供应商授权(签字):
日期:
仅供福田农装事业本部填写
接受变更申请
拒绝变更申请
OTS文件目录参考

SP
PE填写的存在问题一览表发SP整改,由SP填写整改承诺表
注:1、SP:供应商PE:产品工程师S QE:供应商质量工程师QE:质量工程师
BUYER:采购员N/A:表式自定
2、空白记录表式由技术中心设计,由PE提供给供应商(一般在项目启动会上提交)
3、红色字体可根据开发过程情况需要进行删减;其它表式必须要。
按产品图纸或零件的全尺寸测量计划要求确认数据的真实性(若需要可由QE检验零件尺寸)
《零件材料检验报告》
SP
按产品图纸或零件材料代用单要求进行审核(若需要可由QE检验零件材料)
《零件性能(台架)试验报告》
SP
按产品认证试验大纲要求进行审核(若需要可由QE检验零件性能)
《供应商样件/工装样件(PROTOTYPE /OTS)保证书》
确认零件的试验大纲
《尺寸测量计划》
SP
确认零件的尺寸测量计划(启动会后前三周提交)
《产品认证试验大纲》
SP
确认零件的试验大纲(启动会后前三周提交)
《材料代用申请单》
SP
确认零件的材料代用单(启动会后前三周提交)
《分供方清单》
SP
PE
供应商填写所有分供方名单(启动会后前三周提交)
《零件尺寸检验报告》
SP
SP
由PE签署确认产品是否可以用在试验车上(不合格者,填写《整改计划》)
《产品设计与开发控制计划》
SP
供应商做产品设计与开发控制计划(启动会后前三周提交)
《产品设计开发计划》
SP
供应商做产品设计开发计划(启动会后前三周提交)
《模具开发计划》
SP
供应商做模具开发计划(启动会后前三周提交)
ASME中文第13章

Section 13 List of Sample Forms 第13章表格样表清单CODE ADDENDA REVIEW CHECK LIST规范增补阅读核对表ASME CODE SECTION: EDITION ADDENDAASME规范卷册号版本增补After review the above Code Edition and/or addenda, the following paragraphs reviewed by Code will affect the Quality system, therefore the content of Q.C. Manual ( ) and or the Procedure/Document shall be revised for compliance with.经审阅以上规范增补后发现,下列规范条款影响质控体系,因而质控手册或规程/文件需要QC MANUALHOLDER’S LIST发放表Controlled copy of QC Manual for □ASME □在控本手册Document No.: Ed/Rev. No.:文件号版本/修订号Date Accepted by □ AI □认可日期QA Engineer:质保工程师(signature签名)FORM 式3-1(REV.0) STAMP FOR ACCEPTANCE OF DESIGN设计认可章QUALITY CONTROL MANUAL—List of Sample Forms ED.C/REV.0FORM 式4-4(REV.0) Stamping Indicating Review of Material Certificate材料已审章FORM 式4-5(REV.0) ACCEPTABLE LABEL合格标签Sign & DateGreen Color合格Acceptance验收编号Coded Marking:材料牌号Designation:规格Size:检验员Examiner:日期Date:FORM 式5-3(REV.0) NAMEPLATE/STAMPING Information(for Pressure Vessel)铭牌/钢印内容Note: 1- Insert NB symbol and NB serial number only when vessel is to be registered with NB.QUALITY CONTROL MANUAL—List of Sample Forms ED.C/REV.0FORM式6-2(REV.0) HOLD TAG扣留标签黄色Yellow ColorFORM 式6-3(REV.0) REJECT TAG报废标签红色Red ColorQUALITY CONTROL MANUAL—List of Sample Forms ED.C/REV.0QUALITY CONTROL MANUAL—List of Sample Forms ED.C/REV.0FORM表7-2(REV.0)FORM表7-3(REV.0) WELDING MATERIAL ISSUANCE CARDFORM 表7-4-2(REV.0)FORM 表8-2(REV.0)Appointment LetterForSubcontracted NDE Level Ⅲxxx:With this letter you are hereby appointed to act as NDE Level ⅢExaminer for Jiangsu Hengyuan International Engineering Co., Ltd. In the methods of RT、MT and PT. This appointment is based upon review of your NDE Level Ⅲqualification records and certification documents and your company's Written Practice (Q/YWA18009 Rev x) provided.This appointment is based upon the requirements of ASME B&PV Code, JSHY's QC Manual, ASNT SNT-TC-1A .This appointment is valid for one year starting from the acceptance date indicated below, or when certification of xxx's invalid, this appointment shall be terminated.Acceptance Date:Certified and Accepted by:QA Engineer of JSHY:QUALITY CONTROL MANUAL—List of Sample Forms ED.C/REV.0FORM 表10-3(REV .0)CALIBRATION STATUS LABEL校 验 状 况 标 签CalibrationCertificate (Green color)CategoryControl No.CalibratorValid Period。
TSG_Z0004—2007《特种设备制造_安装_改造_维修质量保证体系基本要求》
TSG特种设备安全技术规范TSG Z0004—2007特种设备制造、安装、改造、维修质量保证体系基本要求中华人民共和国国家质量监督检验检疫总局颁布2007年8月8日特种设备制造、安装、改造.维修质量保证体系摹本要求第—条根据《特种设备安全监察条例》和《国务院对确需保留的行政审批项目设定行政许可的决定》的规定,为规范:特种设备制造、安装、改造、维修质量保证体系(以下简称“质量保证体系”)的建立和实施,确实保证特种设备安全性能得到有效控制,制定本要求。
第二条本要求适用于特种设备(包括原材料、部件、安全附件及安全保护装置)制造、安装改造、维修单位质量保证体系的建立和实施。
第三条特种设备制造安装、改造、维修单位应当结合许可项目特性和本单位实际情况,按按照以下原则建立质量保证体系,并且得到有效实施:(一) 符合国家法律、法规、安全技术规范和相应标准;(二) 能够对特种设备安全性能实施有效控制;(三) 质量方针质量目标适合本单位实际情况;(四) 质量保证体系组织能够独立行使职责;(五) 质量保证体系责任人员(质量保证工程师和各质量控制系统责任人员)职责、权服及各质量控制系统的工作接口明确;(六) 质量保证体系基本要素设置合理,质量控制系统、控制环节、控制点的控制范围、程序、内容、记录齐全,(七) 质量保证体系文件规范、系统、齐全;(八) 满足特种设备许可制度的规定。
第四条特种设备制造、安装、改造,维修单位质量保证体系责任人员的要求如下:(一) 特种设备制造、安装,改造、维修单位法定代表人(或其授权代理人)是承担安全质量责任的第—责任人,应当在管理层中任命1名质量保证工程师,协助最高管理者对特种设备制造、安装、改造、维修质量保证体系的建立、实施、保持和改进负责,任命各质量控制系统责任人员,对特种设备制造、安装、改造、维修过程中的质量控制负责;(二) 质量保证工程师和各质量控制系统责任人员应当是特种设备制造、安装、改造、维修单位聘用的相关专业工程技术人员,其任职条件应当符合安全技术规范的规定,并与特种设备制造、安装、改造、维修单位签订了劳动合同,但是不得同时受聘于两个以上单位;(三)质量控制系统责任人员最多只能兼任两个管理职责不相关的质量控制系统责任人。
交工资料
一、交工技术文件的交付及责任建设单位对交工技术文件的形成、收集、组卷有协调、监督的责任。
监理单位对交工技术文件的形成、收集、组卷有组织、审核的责任,应及时对交工技术文件进行检查、审核、签证、盖章,组织承包单位完成交工技术文件的归档工作。
交工技术文件由施工单位负责编制、组卷。
有分包施工单位的工程项目,分包施工单位应按本规定的要求向总承包单位提交经整理、编制后的分包工程交工技术文件,然后由总承包单位统一汇编、组卷。
各施工承包单位不可单独组卷或移交档案,各单元联合参建单位需编制好本单位施工范围内竣工资料,交主体施工单位统一组卷,否则整个单元资料不予验收。
施工承包单位按照工程承包合同规定的内容和要求及设计文件、施工图等,完成承担的全部建筑安装工程,并经工程交接后,在三个月内将装订成册的交工技术文件正本、副本向建设单位归档。
建设单位应在收到交工技术文件后一个月内组织监理单位、工程质量监督机构及有关部门对其完成审核、签章确认工作,并签署和办理交工技术文件移交手续。
当存在影响试运行、投产和使用的少量未完工程时,可暂不提交未完工程的交工技术文件。
当未完工程完工后,施工承包单位应及时补交有关交工技术文件,并汇入原交工技术文件的相应案卷中。
二、项目竣工文件内容项目竣工文件包括:1. 项目施工文件;2. 竣工图;3. 项目监理文件。
(一)、项目施工文件详表:施工文件及组卷顺序应包含但不限于以下内容:第一卷施工综合管理资料序号名称表格编号1. 外封面见档案馆要求2. 封面SY01-0013. 交工技术文件目录SY01-0024. 工程说明SY01-0035. 工程交接项目统计表SY01-0046. 主要实物工程量及劳动工日统计表SY01-0057. 未完工程明细表SY01-0068. 施工分包审批表SY01-0079. 施工图审查记录SY01-00810. 施工技术交底记录SY01-00911. 单项工程开工报告SY01-01012. 施工组织设计、HSE管理文件、工程质量管理文件、工程进度管理文件、工程分包计划和工程单位工程划分(包含批复文件)13. 合格焊工登记表SY01-01114. 无损检测人员登记表SY01-01215. 特种作业人员登记表(通用)SY01-01316. 计量器具登记表(无计量器具,有施工机具)SY01-01417. 设计变更通知单明细表SY01-01518. 设计变更通知单SY01-01619. 工程联络单明细表SY01-01720. 工程联络单SY01-01821. 单项工程质量验收评价表SY01-01922. 单位工程质量验收评价表SY01-02023. 分部工程质量验收评价表SY01-02124. 质量保证资料核查表SY01-02225. 声像材料交接记录SY01-02326. 重大质量事故处理记录SY01-02427. 中间交接证书SY01-02528. 工程交接证书SY01-026第二卷设备材料验收资料序号名称表格编号1. 材料代用单SY02-0012. 合格证汇总表SY02-0023. 合格证粘贴表SY02-0034. 设备开箱检查记录SY02-0045. 材料检验(试验)报告明细表SY02-0056. 阀门/管件试验记录SY02-0067. 高压管件现场检验记录SY02-0078. 大型设备(构件)到货检查记录SY02-008第三卷施工及质量检验记录(一)工业建构筑物施工卷1. 压实土密实度试验报告甘试-212. 水泥试验报告甘试-223. 钢材力学性能试验报告甘试-234. 砂实验报告甘试-265. 卵石(碎石)试验报告甘试-276. 混凝土配合比报告甘试-287. 砂浆配合比报告甘试-298. 混凝土抗压强度试验报告甘试-329. 混凝土强度评定记录甘试-3310. 混凝土抗渗试验报告甘试-3411. 建筑工程饰面砖粘结强度报告甘试-4012. 石油沥青纸胎油毡防水卷材试验报告甘试-4113. 高聚物改件沥青防水卷材试验报告甘试-4214. 高分子防水卷材试验报告甘试-4315. 聚氨酯防水材料试验报告甘试-4416. 混凝土配合比设计委托单甘试-6317. 砂浆配合比设计委托单甘试-6418. 道路石油沥青检验报告有相应资质检测单位出具的正式报告19. 水泥混凝土抗折强度检验报告20. 道路基层、面层厚度检测报告21. 道路弯沉检验报告22. 路面抗滑性能检验报告(二)动设备安装工程施工及质量检验记录用表格式(三)静设备安装工程施工及质量检验记录用表格式(四)储罐/气柜制作安装工程施工及质量检验记录用表格式(五)球罐制作安装工程施工及质量检验记录用表格式(六)管道安装工程施工及质量检验记录用表格式(七)电气安装工程施工及质量检验记录用表格式(八)自控仪表安装工程施工及质量检验记录用表格式(九)通信安装工程施工及质量检验记录用表格式施工资料填报要求:1、上述表格中未涵盖的其它筑炉、衬里、防火、防腐、防渗、绝热、锅炉、压力容器等专业以及其它需要由国家认可的、有资质的检测(试验)单位检验的材料二次复验和施工质量检测用表,按检测(试验)单位主管部门的规定执行,同时按本管理办法列入交工技术文件,组卷、装订及交付按本管理办法执行。
TSG-Z0004-2007《特种设备制造、安装、改造、维修质量保证体系基本要求》
第十一条本要求自2007年10月1日起施行。本规范颁布前,其他有关特种设备的规范、文件所规定的特种设备制造、安装、改造、维修的质量保证(管理)体系、质量体系的要求同时废止。
附件
特种设备制造、安装、改造、维修质量保证体系基本要素
1 管理职责
1.1质量方针和目标
(3)工装、模具的管理,包括工装、模具的设计、制作及检验,工装、模具的建档、标识、保管、定期检验、维修及报废等。
8 焊接控制
焊接控制的范围、程序、内容如下:
(1)焊接人员管理,包括焊接人员培训、资格考核,持证焊接人员的合格项目,持证焊接人员的标识,焊接人员的档案及其考核记录等;
(2)焊接材料控制,包括焊接材料的采购、验收、检验、储存、烘干、发放、使用和回收等;
(2)记录的保管和保存期限等。
(3)质量保证体系实施部门、人员及场所使用相关受控记录表格有效版本的规定。
4 合同控制
合同控制的范围、程序、内容如下:
(1)合同评审的范围、内容,包括执行的法律法规、安全技术规范、标准及技术条件等,并且形成评审记录并且保存;
(2)合同签订、修改、会签程序等。
5 设计控制
(3)焊接工艺评定报告(PQR)和焊接工艺指导书(WPS)控制,包括焊接工艺评定报告、相关检验检测报告、工艺评定施焊记录以及焊接工艺评定试样的保存;
(4)焊接工艺评定的项目覆盖特种设备焊接所需要的焊接工艺;
(5)焊接过程控制,包括焊接工艺、产品施焊记录、焊接设备、焊接质量统计以及统计数据分析;
(6)焊缝返修(母材缺陷补焊)控制,包括焊缝返修(母材缺陷补焊)工艺、焊缝返修次数和焊缝返修审批、焊缝返修(母材缺陷补焊)后重新检验检测等;
材料、零部件控制程序

1.目的根据《特种设备制造、安装、改造、维修质量保证体系基本要求》、公司《压力管道安装、改造、维修质量保证手册》的要求,建立材料、零部件质量控制系统,通过对材料、零部件的采购、验收、标识、存放与保管、领用和使用、材料代用等环节的管理和控制,以确压力管道安装、改造、维修用的材料、零部件的质量和正确使用。
2.适用范围适用于公司压力管道安装、改造、维修工程所用材料、零部件的全过程控制。
3.职责3.1a).①.②.b).见。
c).3.2a).b).3.34.程序4.14.1.1为公司压力管道安装、改造、维修工程提供设备、材料、零部件的所有制造商、生产商、贸易商和外协加工商。
4.1.2评价类型合格分供方评价分为准入评价和重新评价两种类型。
4.1.3准入评价准入评价时机a).材料、零部件分供方拟为公司供货前。
b).拟在合格分供方名录外分供方采购时。
准入评价内容a).分供方合法性评价①.分供方必须是依法成立的企业、个体工商户或其他组织。
②.分供方的经营范围必须符合其在工商部门登记的经营范围。
③.法规、安全技术规范有行政许可规定的设备、材料、零部件,其分供方必须具备相应的行政许可。
④.分供方为贸易商(代理、经销、销售)时,必须具有生产厂家或制造厂家的授权委托且在b).①.②.c).①.②.d).①.②.4.1.3.3物资采购组在评价前,应向被评审分供方索取如下资料:a).制造商、生产商和外协加工商①.制造商、生产商和外协加工商的营业执照、税务登记证、组织机构代码证和行政许可资格证复印件,复印件上必须加盖制造商、生产商和外协加工商的公章鲜章,扫描件、彩印宣传资料无效。
②.制造商、生产商和外协加工商的质量保证体系描述文件或质保手册,如已通过第三方质量体系认证的,则还应提供质量体系认证证书复印件。
③.国家指定检测机构出具的产品性能、质量检验、检测、试验报告和其他能证明产品性能和质量的资料复印件。
④.制造商、生产商和外协加工商填写的《分供方情况及质量保证能力调查表》。
材料代用原则

1 总则施工现场中压力管道材料的代用应当以施工图为依据。
1.1 施工现场中坚持按施工图施工,原则上不应代用,但由于现场情况和物资供应情况的需要,有些压力管道材料的代用是不可避免的。
为满足施工要求,可按原设计的相当标准进行压力管道材料的代用。
1.2 修改设计是指原设计存在的错误,材料有较大缺口且无法解决以及改变施工方法等;施工现场中压力管道材料的代用是指修改设计以外的设计变更,一般不得提高设计标准。
施工现场中压力管道材料的代用应具有一定的局部性,应加以一定的限制,严禁大批代用。
1.3 为保证工程进度,可优先利用性能相近的库存积压的压力管道,清仓利库,以节约工程投资,但不得以报废、淘汰、无法确定技术性能指标、无产品合格证和质量证明书的压力管道材料作为代用材料。
必要时,应进行复验,符合有关标准的方可代用。
1.4 施工现场中压力管道代用时,应满足国家、部委等颁布的有关设计、施工和验收的规范和标准的要求。
1.5 施工现场中压力管道的代用应按中国石油化工总公司《施工现场中的设备材料代用导则》(SHSG-035-89)执行,有对超出导则范围的压力管道材料的代用由施工或建设单位书面提出,除经建设单位主管领导批准外,尚须报上级主管部门备案。
2 压力管道钢材和标准零部件的代用2.1 代用钢材的一般要求2.1.1 代用钢材必须附有钢厂完整的质量证明书(或复印件)且与实物相符,钢材的质量应符合国家级、部级及专业级有关技术条件(以最新版为准)。
如质量证明书(或复印件)数据不全或技术要求不明,应由建设单位按材料所要求项目进行检验,提出合格证件后方可使用。
2.1.2 代用钢材应符合原设计的要求。
2.1.2.1 机械性能、化学成分、耐腐蚀性对设计条件(温度、压力、介质、结构)的适应性。
2.1.2.2 制造加工工艺的适应性(尤其要注意焊接工艺、焊接材料、焊接热处理及冷热加工性能等)。
2.1.2.3 钢材相互代用所引起的热应力和异种钢焊接的要求。
民用飞机材料代用的几点思考
在实际实施过程中,为了简化代料流程,材料代用分为直接代用和代料单代料。直接代料是由飞机设计专业预先同意,在相关文件中明确的且和制造供应商达成一致的代料形式,供应商在处理这类代料问题时,供应商按内部文件制度直接办理代料,不需经过工程批准,但在实施材料代用过程中做好构型纪实,便于后续飞机制造技术状态的可追溯。除此之外的材料代用,必须严格按照代料单流程,采用代料单完成代料的实施,层层审签后提交适航审查代表审查。
2 材料代用的评估
一般而言,材料代用首先需评估材料代用的性能差异,例如:稳定化奥氏体不锈钢与非稳定化奥氏体不锈钢耐晶间腐蚀性能的差异;含钼的奥氏体不锈钢和不含钼的奥氏体不锈钢在还原性介质中耐蚀性能和耐点蚀、耐缝隙腐蚀性能的差异;不同含碳量的奥氏体不锈钢除耐蚀性的差别外还应注意其高温和低温工况下力学性能的差异。此外,还需考虑材料代用是否代料其他变化,主要包括:(1)材料代用是否会产生材料和产品的热处理状态要求的改变;(2)材料代用是否会产生焊接材料、焊接工艺及产品焊接试件要求的改变;(3)材料代用是否会产生无损检测要求的改变;(4)材料代用是否会产生制造工艺要求的改变;(5)材料代用是否会产生检验工艺要求的改变;(6)材料代用是否会产生理化检验要求的改变;(7)材料代用是否会影响材料与接触介质的相容性。如热膨胀系数的差异引起的热应力,电负性差异较大时可能引起的电偶腐蚀,碳素钢、低合金钢抗氯离子应力腐蚀性能较好而奥氏体不锈钢对氯离子引起的应力腐蚀较为敏感等。(8)经济合理性也是材料代用需要考虑的问题。
民用飞机材料代用的几点思考
[摘 要]本文从材料代用的原则、评估、代用类型及代用流程等方面阐述了民用飞机材料代用的实施要点。
[关键词]材料代用;性能差异;评估;代用流程
材料代用,是选用其它经检验合格,并对可接受的器材,替换产品图样、技术文件规定的材料。由于各种因素导致材料供应问题,主机厂在飞机制造过程中经常遇到材料代用问题。民用飞机材料的选用必须符合适航条款的要求,因此民用飞机的材料代用必须经过适航审查代表的审签。本文从以下几个方面阐述民用飞机材料代用过程中的要点。
原料变更管理规定

采购部门
根据采购的实际需要提出零部件/原材料变更/选用申请。
提供选用或变更零部件/原材料/供应商的检测数据(数据应为相关权威部门的检测结果)。变更零部件/原材料/供应商
在零部件和原材料选用申请单签署相关变更意见/理由(包括其它部门提出申请时)。
品质管理中心
对工厂工程部门送样的零部件和标准测试样板按要求进行检测有变更的资料由各相关工厂工程部门保存以便于追溯。
5.附录
附录A F-TC-1032
附录B F-TC-1033
附录C F-QS-0003
编写
管理单位
品质管理中心
原材料使用单位及成车厂工程部在没有手段进行相关性能指标测试时,应填写《测试申请单》交品质管理中心进行相关检测。品质管理中心在收到工厂送来的零部件样品、整车或/和标准样板后,按测试申请单的要求对其进行各种环境及各种手段的测试,并出具测试报告。
品质管理中心若不能开展某一项目测试时则应组织人员送外测试。
品质管理中心综合其各阶段的测试数据及各相关方的意见,对该新材料做出变更的判定,并在《原材料规格/供应商变更评审表》中签署可否使用的意见。
原料变更管理规定
原料变更管理制度
1、目的
通过对零部件/原材料的变更及选用从程序上予以规范,防止因变更/选用的随意性给公司/客户/供应商造成不必要的损失。
2、适用范围
本文件适用于公司销往所有国家(地区)的所有产品之零部件及塑料、金属材料、布料、木材等所有原材料规格的变更或供应商的变更及选用;本程序不适用于临时代用申请,临时代用申请另见有关代用申请程序。
b.负责对变更前后的检验文件进行调整和维护;
c.负责按批准后的变更结构组织进行进货检验。
d.负责监控原材料/零部件变更前后对相关物料的控制效果.
PPAP提交资料讲解
•
9、没有失败,只有暂时停止成功!。21.3.621.3.6Saturday, March 06, 2021
•
10、很多事情努力了未必有结果,但是不努力却什么改变也没有。。14:51:2114:51:2114:513/6/2021 2:51:21 PM
•
11、成功就是日复一日那一点点小小努力的积累。。21.3.614:51:2114:51Mar-216-Mar-21
上图是零件的冲压车间, 下图是零件的装配车间, 图中红色即为工序名称
30、生产样件-请标明数量:一般为3件,2件保留在供应商
现场,1件提交给顾客,并附上相关的样件照片
31、边界样件-请标明数量:如有需要
1、该PPAP样件是在5件全尺 寸测量的零件中的3件,样件 的序号要与尺寸测量报告中的 序号一致; 2、供方必须保存1件标准样品, 与生产批准记录保存的时间相 同,在设计记录、控制计划或 检验准则要求有标准样品的地 方,作为一个基准或标准使用
PPAP提交资料讲解
SGMW SQE
概念:PPAP—Production Part Approval Process 生产件批准程序 目的:用来确定供方是否已经正确理解了顾客工程设计记录和规范的所 有要求,并且执行所要求的生产节拍条件下的实际生产过程中,具有持 续满足这些要求的潜在能力。 要求:用于PPAP的产品必须取自重要的生产过程。该过程必须是1小时 到8小时的生产,且规定的生产数量至少为300件连续生产的部件,除非 顾客授权的质量代表另有规定
备注:该材料测试报告需 要提供PPAP表格中的总 结表格+原始报告,包含 所有分零件(包含螺母)
材料测试报告
材料原始报告
16、性能试验报告,并附原始报告
设计控制程序
设计控制程序1.目的对产品设计和开发的策划、设计过程和设计结果进行控制和验证,确保产品设计质量符合法规、法令,并满足顾客和合同的要求。
2.适用范围适用于本企业产品的施工工艺设计全过程的质量控制。
3.引用文件《质量手册》第八章。
4.职责4.1 研发部负责本企业产品的设计活动的实施,设计更改及材料代用审批工作。
4.2 研发部负责焊接工艺设计评定,品管部负责焊接工艺评定、试验、报审。
4.3 技术部部长负责主持设计确认和批准重大设计更改。
5.设计程序及管理5.1 设计输入及评审5.1.1 设计的策划我公司设计一般分为方案设计、技术设计、施工设计三个阶段。
委托具有专业设计院完成方案设计和技术设计,我公司只承担施工工艺设计。
5.2 施工设计5.2.1 施工设计应根据船级社审查盖章认可的技术设计图纸文件,绘制施工生产用的图样,包括全部生产所必需的图纸和文件。
5.2.2 施工设计内容按CB3243.5《船舶设计图样和技术文件成套性》要求执行,并应满足本厂生产的需要,研发部编制船舶施工设计计划,并有以下内容:重要施工工艺、船台施工工艺、船舶焊接工艺、舾装工艺、轮机加工及安装工艺、电气施工工艺、管路施工工艺、木质舾装及装饰工艺、除锈及油漆施工艺。
5.2.3 在施工设计过程中,研发部与生产部船、机、电等专业人员进行沟通,协调一致,填制《设计信息联络单》记录表,由研发部负责归档。
5.2.4 在生产过程中,各专业设计人员应配合生产单位解决施工技术方面出现的问题。
5.2.5技术设计、施工设计所编制的材料、设备明细表是估价订货的重要依据,必须尽可能的完整、准确,并按船体、轮机、电气分别编制明细表,并及时发至相关部门。
5.3设计确认船舶建造完工后,各专业设计主持人应参加调试、交验过程,收集实船试验的性能参数、各项技术指标、船东、船检的意见,并填写《设计确认报告》。
6.现场服务工作6.1 产品开工后各单船主管应深入现场,及时掌握生产情况,及时解决材料代用、设备变更以及图纸文件中出现的各种技术、工艺问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料、零部件代用申请表
Q/NTXJCX06-ZL-06
零件号
零件名称
图纸号(日期)
供应厂商
图纸和标准要求
材料牌号
材料规格
相关标准
拟代用或拟采用
材料牌号
材料规格
相关标准
化学成分
化学成分%
C碳
Si硅
Mn锰
P磷
S硫
Nb铌
V钒
原设计材料
拟代用材料
机械性能
机械性能
屈服强度
抗拉强度
伸长率
冷弯
V型冲击功
原设计材料
拟代用材料
工艺性能
技术要求
外观质量
几何尺寸
原设计材料
拟代用材料
有效期限
年月日至年月日(最多天)
适用数量
申请人:
日期:
技术部意见:
审核人:
日期:
总经理意见:
ቤተ መጻሕፍቲ ባይዱ签名:
日期
注:1.此申请由材料部提出,技术部签收,并由总经理签署意见。
2.使用替代材料的零件性能应不低于原材料零件;材料最终认可应以零件最终认可为准。