寸法の记入1
溶接継手のぜい性破壊発生及び疲労き裂进展に対する欠陥の
正
2.8110
3
2.91103
16 行目 62 18 行目 位置 63 解説表 14.2
手順 本体 7. 欠 陥寸法の特 性化
0.11mm 0.12mm
0.090mm 0.095mm
正 正しい表を下記に示す。 解説表 14.2
項目 き裂寸法の決定 き裂特性寸法 c の設定
位置 解説表 14.4
構造物 温度 荷重 鋼材 鋼材強度 ぜい性き裂 発生部 破壊靭性
3
区分 解説 36
位置 20 行目
正 正しい表を下記に示す。 (正の図)
( 区分 解説 解説 42 1 行目 62 3 行目 解説 解説 解説 解説 解説 解説 解説 解説 62 5 行目 62 7 行目 62 8 行目 62 9 行目 62 13 行目 62 14 行目 62 14 行目 62 15 行目 位置
t0 L L 0.9089 0.2357 t 0.0249 t 0.00038 t W 0.0186 0.1414 t 45 t0 0.02285 0.0167 t
日本溶接協会規格
WES 2805:2007
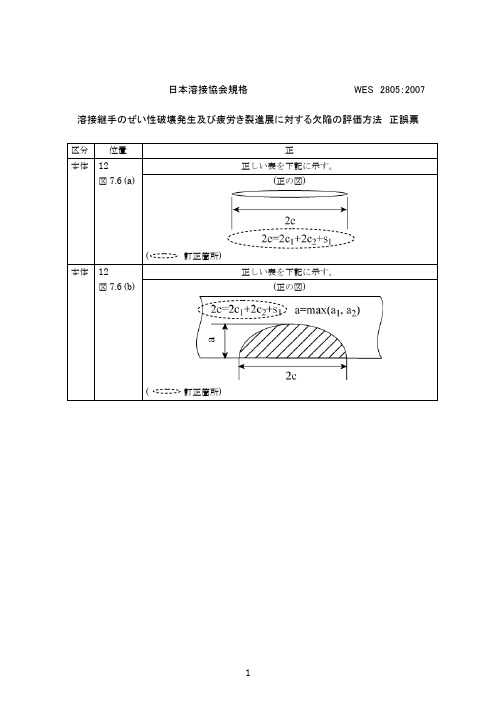
溶接継手のぜい性破壊発生及び疲労き裂進展に対する欠陥の評価方法 正誤票
区分 本体 12 図 7.6 (a) 位置 正 正しい表を下記に示す。 (正の図)
( 本体 12 図 7.6 (b)
訂正箇所) 正しい表を下記に示す。 (正の図)
(
訂正箇所)
1
区分 本体 16
手順 本体 7. 欠 陥寸法の特 性化 項目 き裂寸法の決定 き裂特性寸法 c の設定 本体 9. 評 価に用いる き裂寸法と ひずみ 計算内容 半だ円表面き裂としての取り扱い 非破壊試験による欠陥管理 2c=12mm,a=6mm (JIS Z3104)
2、面寸法の记入方法----中文翻訳
治具、設備の設計業務
夹具、设备的设计业务設計手順设计顺序1)窓口 営業または日本新和からの設計製作アイテムを整理し、青島希恩和の整理番号をとる。
窗口 从营业部或日本新和得到设计制作项目进行整理,得出青岛希恩和的整理番号。
2)上司 設計資料(設計仕様書、Work図面、指定購入品図面等)の準備と内容調査検討。
上司 设计资料的准备(设计仕样书、工件图纸、指定外购件图纸等)和内容调查的讨论3)上司 担当者に概要説明。
上司 向担当者说明概要。
4)担当者 3Dで設計構想図を作成する。
担当者 作成3D形式的设计构想图5)上司 3D図面をチェックし、客先承認を受ける。
(修正依頼がある場合は修正し、再度承認を得る)
上司 检查3D图纸、取得客户的认可。
(当客户有修正要求时,要对图纸进行修正、再次取得
客户的承认)
6)上司 客先の承認を得たら、担当者に2D図面の作成を指示する。
上司 一旦取得客户的认可后,指示担当者完成2D图。
7)担当者 2Dの部品図、組立図を作成する。
担当者 完成2D的部品图、组装图。
8)担当者 購入品リスト、製作部品リストを作成する。
担当者 完成外购件清单以及制作部品清单。
9)上司 2D図面と購入品リスト、部品リストをチェックする。
上司 检查2D图纸以及外购件清单、部品清单。
10)担当者 2D図面を出図する。
担当者 2D出图11)担当者 精度表を作成する。
担当者:出图
得到设计资料窗口:取得整理番号。
寸法の记入2
50
(3)狭い箇所の寸法記入
間隔が狭くて寸法記入の余地がない場合は、矢印の変わりに 黒丸を用いたり、引出線を使ったり、寸法線を延長して端にを記 入することがよい。
寸法記入例
対称立体: 対称線の方向に指示の長さを記入する。
正しい記入法 誤る記入例
対称立体: 対称線の方向に指示の長さを記入する。
対称線の片側だけを図示する時、寸法線は対称線を越えて適当に延長する。
接する立体
曲面がある方向に立体の長さを記入しないこと。
切断体と相貫体
ボールの切断 相貫 円柱の切断
20
20
20
15
30Βιβλιοθήκη 3010「フランジ(法兰)の寸法」ボルト穴の中心円の直径、穴の配置などの 寸法を集中して記入するべきです。
GBおよびISOに従がい、正確に記入する。
寸法数値の向き
(2)穴、円弧の寸法記入
円形及び半円より大きい円弧は直径Fを記入する。 半円またそれより小さい円弧の場合では、半径R寸法を記入する。
R15
誤り
(2)穴、円弧の寸法記入の注意点
円筒や穴、円弧の円心の位置、直径(半径)など重要な寸法を計算 しないように直接記入する。
寸法よりやや大きい棒材を用意する。 材料
弓のこ盤(弓形锯)
(3)旋盤加工(车床加工)
旋盤で図形と寸法に合わせて切削する。
旋盤
(3)旋盤加工(车床加工)
チャック(卡盘)で材料を固定する。材料は回転運動し、バイト(刀 具)は軸向に移動して材料を削ります。 材料
チャック(卡盘)
バイト(刀具)
(4)旋盤による穴あけ加工
ドリル
完成した部品
戻り
品质の ポ カ ヨ ケ
設備計画 生 産 準 備
設備調達
工程整備 号 口 量 産
量産試作
できる
ヨコオの管理監督者は
設計生技要件・製造要件を理解
現場・工程の変化を常に観察
あなたなら できます
ムダ、やりにくい作業 カンコツ作業を改善して ミスの発生しない工程造りをしよう
お わ り
再発防止
異常処置 品質チェック (確認)
基準 標準つくり 標準作業 遵守
(ストッパーなど) ・磁気、温度、形状センサー
ポカヨケマップ & ポカヨケ管理表の整備
主なポカヨケの種類
・寸法ポカヨケ ・形状ポカヨケ ・重量ポカヨケ ・縦、横、高さ、厚み、径などの寸法を基準として その差異に よって不良の判別を行う (共通化が理想) ・穴、R、凹凸、曲りなど材料や部品、工具の形状特性を利用 や基準にして その差異で判別する (組めない、取付かない) ・良品の重量基準を設定したり、左右の重量バランスにより 判別を行う ・圧力、電流、温度、タイマー、波形など予め決められた範囲 数値を経過や未達の時、知らせたり判別を行う ・作業動作や設備条件との連合動作が標準作業に決められ 作業手順に従わなかった時、それ以降の作業が出来ない ・1連の工程の作業で標準作業手順に従わず、工程飛ばしを 行った場合 作業が出来ない
この 『ヨケル』 機能を 治工具・機械・付帯設備・作業情報などに織り込み 自動的に不具合を防止する仕組みを『ポカヨケ』と言う
海外では フール・プルーフ(fool proof) とか フェイル セーフ(fail safe) と言う
設計段階でポカを防止する機能を設ける事が出来ない対応
ポカヨケは何故必要か
ポカミス防止の職場管理改善
寸法の记入

25
30
30
20
複雑な立体の寸法記入法
1.寸法の分類
(1)大きさの寸法:立体 の形を決める寸法。
戻り
14
(2)位置の寸法:立体ら の位置を決める寸法。 (3)総体寸法:品物の長 さ、高さ及び奥行き三つ の方向にそれぞれの寸 法。
総体寸法の記入
「例1」品物の寸法を記入しなさい。 (尺度1:1,数値を整数にする)
幅方向基準
総体寸法の記入の比べ
「4-9-1」
長さ方向基準
長さ方向基準 高さ方向基準
幅方向基準
「例3」品物の左側図を描き出し,その寸法を記入しなさい。 モデル (尺度1:1,数値を整数にする)
高さ方向基準
長さ方向基準
奥行き方向基準
記入上の注意点
(1) 寸法を集中に記入すること。
不良 4× 良い
50
(3)狭い箇所の寸法記入
間隔が狭くて寸法記入の余地がない場合は、矢印の変わりに 黒丸を用いたり、引出線を使ったり、寸法線を延長して端にを記 入するのがよい。
(4)角度の寸法記入
角度の寸法線は、角度を構成する2辺または、その延長線の 交点を中心として、2辺間の描いた円弧を用いる。 寸法の数値は、普通に円弧寸法線の上、またそばに上向きに 記入する。
「4-6-1 」
「4-6-2 」
「練習問題4-6-3 」
「4-6-4」
寸法の記入法
基本的な記入法 基本体の寸法記入 立体の寸法記入 記入上の注意点
長さ基準
“ESC”キーで戻る
基本的な記入法
図形はただ品物の形を表示するものです。製図に おいては、加工など用のデータとして、正確に、完全に 寸法を記入しなければならない。 記入の規則:
精密鋳造品の寸法(中国语)(001)

形状的考虑方法
• 精密铸造中以毛坯状态,可以制造的范围如下 所示。超过以下范围的话,就应该探讨陶瓷芯 等了。 • 在这是说的孔和槽,不光是深度和宽度的关系, 根据底R或倒角的有无等需要进行更详细的探 讨,这一点就不需要说了。
• 肉厚变动大的话,不光会引起成本增加,对毛 坯的健全性来说也是大问题。 • 因此,在和客户商谈的阶段,或者在公司内部 机械加工能够除去,有选择余地的情况下,下 面的原则希望常放于念头之中。
最低也要1/3R H
在4H以上的距离内平缓地减肉。
表面粗度
• 规定毛坯表面粗度的技术的背景是,蜡件表面 粗度· 壳模· 壳模除去顺序等的影响。 • 因此,根据毛坯的大小· 壳模除去的手段等,毛 坯状态的表面粗度是不同的。 • 一般的目标如下表所示。在此的分类如下考虑 既可。 • 界限粗度是指不使用清砂的重量0.5kg以下的毛 坯,只是喷砂的情况。 • 一般粗度是指2.0kg以上的毛坯或者清砂完成品。
肉厚公差
• 关于肉厚,和前述的一般公差不一样。 • 一般尺寸公差,基本都是参照模具和毛坯的收 缩的公差,但是肉厚公差是加上模具的偏型或 毛坯的裂纹· 膨胀等的要因的公差。 • 因此,肉厚5mm,是绝对尺寸, ±0.15的考虑 是不行的 。 • 作为一般尺寸公差的界限,如下所示。
平面距离 -50mm 50-100mm 100-180mm 180-300mm 300mm肉厚公差 ±0.25 ±0.3 ±0.4 ±0.5 ±0.6
绝对尺寸 虚线尺寸 50mm-100mm 绝对尺寸 虚线尺寸 100-200mm 绝对尺寸 虚线尺寸 200mm绝对尺寸 虚线尺寸
第2课一寸法师
第2課一寸法師本文の解説1.授ける①神仏や目上の人などがかけがえのない大切なものを目下の人に与える例幸福を授ける②学問や技術を師から弟子に教え伝える。
伝授する例知識を授ける2.名を付ける例子供に名前を付ける3.経つ例時・時間が経つ4.都①皇居のある所例都を京都から東京へ移した②政治・経済・文化を中心としてにぎやかな所例水の都ベニス「住めば都」:どんな所でも住み慣れて見ると、一番よく感じられるものだ5.旅立つ(自動詞)①旅に出る出発する②「あの世へ旅立つ」の省略「死ぬ」の婉曲表現6.潰す(他動詞)①(外部から力を加えて)原状が認められないようにしたり元来(がんらい)の機能を失わせたりする例箱を潰す目を潰す声を潰す会社を潰す②空いているところを他のもので埋める例時間・暇を潰す7.屋敷①その中に家が建っている土地。
敷地②広く、立派な家。
邸宅8.覗く①隙間や小さな穴などからこっそりと見る例ドアの隙間から部屋の中を覗く②首を伸ばして下の方を見る例谷底を覗く③ちょっと立ち寄る例古本屋を二、三軒覗く9.抓む①(自分の思う所へ動かすために)小さいものを、指先や2本の棒状の物で挟んで持つ例ごみを抓んで捨てるすしを抓む②要点を抜き出す。
要約する例ポイントを抓んで話す10.お参り:参詣(さんけい)11.戦う①紛争を解決するために、武力などに訴えて相手を屈服させようとする。
例隣国・敵と戦う②(スポーツ、勝負事などで)自分が優位に立とうとして、相手と勝ち負けを争う。
試合する③困難、悪徳、因習、誘惑などに負けずに、目的を達成しようとする12.飲み込む①飲んで、体内に入れる例唾を飲み込む②よく理解する例骨を飲み込む13.打ち出の小槌:ほしい物のなを唱えながら打ち振ると、なんでも即座にその物が出るという、伝説上の小さな槌。
14.叶う:願望が実現する15.見る見る:見ているうちに。
たちまち16.呼び寄せる(他動詞):呼んで自分のそばに来させる17.名詞・形容詞原形・動詞原形+ほど:程度例この商品はおもしろいほどよく売れる顔も見たくないほど嫌いだ今日は死ぬほど疲れたそれほど言うなら、好きなようにすればいい18.(人に)動詞て形ほしい:希望别人做某事例この展覧会には、たくさんの人に来てほしい母にはいつまでも元気で長生きしてほしい妻にはいつまでもきれいでいてほしい否定形式:動詞ないでほしい=ないでください(用于第二人称)動詞て形ほしくない与听话人无关的叙述自己的愿望(用于第三人称)例僕を置いて外国へなんか行かないでください。
模具日语
成形機(せいけいき)注塑机取出し機(とりだしき)机械手,产品取出机乾燥機(かんそうき)干燥箱ホッパードラヤ料(漏)斗干燥器粉砕機(ふんさいき)粉碎机ガス・ンジェクション吹气成形,气辅成形機械(きかい)机械,机器スクリュー螺丝,螺杆,螺旋スクリューヘッド螺杆头ジョント接头,接缝,接合射出(しゃしゅつ)注塑,注射フゖーダー送料(加料)器コンパウンド化合物,混炼料ブレンド混合,调合ミキサー混合器,搅拌器ミキシング混合,搅拌冷却(れいきゃく)冷却クーリングタワー冷却塔チラー冷水机,冷水装置温調機(おんちょうき)温调机シリンダー料筒(注塑机)ヒーター加热器,发热器バンドヒーター加热圈,热器带熱電対(ねつでんつい)热电偶ノズル射嘴,喷嘴ノズルヘッド喷嘴头タバー拉杆,拉扛タバー間隔(~かんかく)拉杆间隔リミットスッチ限位(限制)开关操作スッチ(そうさ~)操作开关操作ガド操作指南制御盤(せいぎょばん)控制盘,控制器全自動(ぜんじどう)全自动半自動(はん~)半自动手動(しゅどう)手动ハンドル手柄,把手,操纵押出し機(おしだしき)挤塑机,押出机押出し挤塑ブロー成形機吹塑机ブロー成形吹塑シャープ高感度,锋利ソフト低感度パージモード清料方式オープン开放スタンダード标准プログラム制御程序控制プロセス工艺,工序,过程ンジェクトバザー注塑工艺程序控制装置ンジェクトロール注塑程序控制装置結晶性高分子(けっしょうせいこうぶんし)结晶性聚合物ポリマー聚合物成形条件(~じょうけん)注塑条件成形サクル注塑周期精密成形(せいみつ~)精密成形条件出し设定注塑条件金型取付(かながたとりつけ)安装模具,上模型卸(かたおろし)落模,下模圧力(あつりょく)压力低圧(ていあつ)低压低圧型締め(~かたじめ)低压锁模保圧時間(ほあつじかん)保压时间背圧(はいあつ)背压,返压型締力(かたじめりょく)合模力,锁模力型締圧力(~あつりょく)锁模压力型締ストローク合模行程型締装置(~そうち)锁模装置型開き(かたびらき)开模型閉じ合模スピード速度射出スピード射出速度射出量注塑量計量(けいりょう)计量計量ストローク计量行程リブ骨位,筋位,加强筋ンサート嵌入,嵌件肉厚(にくあつ)胶厚,壁厚可塑化(かそか)塑化熱分解(ねつぶんかい)热分解収縮(しゅうしゅく)收缩樹脂(じゅし)树脂原料(げんりょう)原料,材料プラスチック塑料,塑胶制品ラバー橡胶マスターバッチ色母,注胶料パウダー色粉,粉末ドラカラー色粉,干色粉ペレット粒,塑胶粒ガラス繊維(~せんい)玻璃纤维ホース管,软管ゕニール退火,热处理オーバーパッキング过充填型傷(かたきず)模伤,模痕ショック冲击,打击ダメージ损坏,损伤引け(ひけ)缩水,收缩ショートショット充填不足,欠料バリ毛边,披峰糸バリ(いと~)胶丝コールドスラグ冷料,早凝料コールドスラグウエル冷料井凍結(とうけつ)冷凝油圧(ゆあつ)液压,油压油圧押出(~おしだし)液压顶出,油压脱模油圧ポンプ液压泵油圧モータ液压马达エゕコンプレッサー空气压缩机,空压机油漏れ(あぶらもれ)漏油オルタンク油箱,油槽ピストン活塞エゕシリンダー气缸ゕラーム报警安全ドゕ(安全~)安全门非常停止(ひじょうていし)紧急停止色変え(いろかえ)换色パージ材(~ざい)清机胶料,过料樹脂温度(じゅしおんど)胶料温度型温(かたおん)模温ヒートゕップ升温,升热空打ち(からうち)空打,空射胶試作(しさく)试模離型(りけい)脱模離型剤(りけいざい)脱模剂防錆剤(ぼうせいざい)防锈剂抜けない(ぬけない)粘模,无法脱模ショット注,射,啤,冲击ゲート浇口センターゲート中心浇口スプルーランナー注口,流道料クリゕランス间隔,余隔スプルー主流道,注(塑)口エゕベント散气孔,通风口ガス抜き排气,散气金型(かながた)模具マシニングセンター加工中心万能フラス盤铣床,锣床旋盤(せんばん)车床平面研削盤(へいめんけんさくばん)平面磨床ボール盤鑽床放電(ほうでん)火花机加工ワヤーカット线切割窒化鋼(ちっかこう)氮化钢窒素ガス(ちっそ~)氮气窒化処理(ちっかしょり)氮化处理チタン钛熱処理热处理焼入れ(やきいれ)淬火焼戻し(やきもどし)回火ゕニーリング退火白化(はっか)白化,顶白シルバー银白,银痕フローマーク流纹焼け(やけ)烧黑,烧焦異物(いぶつ)异物,黑点取られ(とられ)粘模エェルド溶接线,结合线フラッシュ料花,焊瘤,毛口,溢料油汚れ(あぶらよごれ)油污,油渍打痕(だこん)打痕,击伤割れ(われ)/ヒビ裂,开裂ジェッテング气纹,喷射変形(へんけい)变形反り(そり)翘曲,外倾,弯曲曲がり(まがり)弯曲捩れ(ねじれ)扭曲色斑(いろむら)颜色不均匀偏肉(へんにく)壁厚不均匀気泡(きほう)气泡,空洞,空隙縞(しま)条纹染み(しみ)污垢,污点剥がれ(はがれ)脱落,剥落捲れ(めくれ)翻卷浮き(うき)浮起ネジバカ螺丝滑牙員数不足(いんずうふそく)员数不足,欠品振れ(ふれ)跳动度,偏心収縮膨張(~ぼうちょう)收缩膨胀勘合不良(かんごうふりょう嵌合不良,装配不良応力(おうりょく)应力内部応力(ないぶ~)内应力段取り(だんどり)安排,准备ショットカウンタ生产数计数器リセットする重新计数サポートプレート托板サポートピラ撑头プーラーロック拉塞プーラーボルト拉杆取付板(とりつけいた)工字板,水口板ボトムプレート底板リターン回针,回流ガドピン导柱ガドブッシュ导套,导管,导销衬套ダ模具,动模,移动模板,板牙ダプレート模板,载模板,印模モジュール模块,模件,模数パーツ零件,模具零件吊ボルト(つり~)吊环螺栓クーレン起重机,吊车,天车フック勾,吊勾プリハード鋼预加硬钢硬度(こうど)硬度柔らかい(やわらかい)软,软的電極(でんきょく)铜公,焊条,电极入れ子(いれこ)镶件スラド行位,滑块勾配(こうばい)斜度テーパー斜度,錐度,錐形的抜き勾配脱模斜度ガドピン导向柱スリーブピン丝筒针角ピン(かく~)方顶针傾斜突出し(けいしゃつきだし)斜顶针キャビテゖ模腔,前模,上模コゕ模心,后模,下模取数(とりすう)取数,模腔数ロケットリング定位环(圈)OリングO环,胶圈(模具水管处)肉付け(にくづけ)加胶肉盛り(にくもり)加胶肉盗み(にくぬすみ)减胶型改造(かたかいぞう)改模(因设变修理)型修正(かたしゅうせい)模具修理ストッパー挡块,浇口塞棒活门ストリッパー推板,脱模板,剥皮器敷板(しきいた)垫板モールドベース模胚型構造(かたこうぞう)模具构造,模具结构ンプット输入3D図3D图,三维图2D図2D图,平面图正面図(しょうめんず)正面图平面図(へいめんず)平面图断面図(だんめんず)剖面图キャドデータCAD数据二次元データ(にじげん~)平面图数据ソフトウェゕ软件,程序系统金型図面模具图部品図面(ぶひんずめん)零件图略図(りゃくず)草图図面を書く画图図面訂正(~ていせい)图订寸法記入(すんぽうきにゅう)记入尺寸抜き方向(ぬきほうこう)出模方向抜き勾配(ぬきこうばい)出模斜度ピッチ间距,齿距角度(かくど)角度投影面積(とうえいめんせき)投影面积テーパー錐度,斜度ゕンダーカット倒扣,下切,凹槽ワヤー钢丝,散热片,网膜鑢(やすり)锉刀油砥石(あぶらといし)油石サンドペーパー砂纸メッシュ筛号,网状物刻印(こくいん)刻印シボ蚀纹放電目(ほうでんめ)火花纹ダャカット钻石纹ローレット滚花纹,刻痕ブラスト喷沙,喷砂器ホットランナー热流道修理(しゅうり)修理溶接(ようせつ)溶接,烧焊溶接機(~き)焊机,电焊机溶接棒(~ぼう)焊条,电焊条ゕルゴンゕーク溶接氩弧焊トーチバーナ喷燃烧器,火焰燃烧器ゲートブッシュ浇口衬套設計(せっけい)设计設計図(~ず) 设计图設計変更(~へんこう)设计变更,设变設計者(~しゃ)设计者,设计人员ダレクトゲート直接浇口,直接门マルチゲート复式浇口フゔンゲート扇形浇口フゖルムゲート扇形浇口,片门ジャンプゲート搭接浇口ゲートバランス浇口平衡デザナー设计者,设计人员金型設計模具设计金型製作仕様書模具制作式样书仕様规格水管(すいかん)水管,运水湯溜り(ゆたまり)散水,浇口杯冷却回路(れいきゃくかいろ)冷却回路,运水モデリング模型制造モックゕップ模型,原尺寸模型,样机手作りサンプル(てづくり~)手板,手工样品モジュール模数,模量,模件ギゕ齿轮,连锁装置,传动装置はすば歯車(~はぐるま)螺旋齿轮ソリッド整体的,固体変換(へんかん)变换,转换フロッピー磁盘,软盘バージョン种类,形式,版本読み込み(よみこみ)读取読み出し(よみだし)读出データの読取(~よみとり)读数圧縮(あっしゅく)压缩2枚プレート两板模3枚プレート三板模オフセット偏移,失调型割り(かたわり)分模割り型(わりかた)对开式模具スラドコゕ滑动模心ルーズコゕ活动模心ルーズモールド活动模具突出し(つきだし)顶出エジェクタピン斜顶,凸销ゲート方式水口方式トンネルゲート隧道式浇口,浅水口ピンポント针孔形浇口,细水口サドゲート侧水口,大水口ダセット模座,模架プレス型冲压模,五金模レベラー校平器,整平滚,矫平机フゖーダー送料器,加料器絞り(しぼり)拉伸バーリング去毛刺総抜き(そうぬき)複合抜き落とし(ぬきおとし)落料,冲孔曲げ(まげ)折弯ベンド折弯,弯曲箱曲げ箱弯曲L曲げL折弯V曲げV折弯穴あけ(あな~)/パンチング冲孔,钻孔抜き冲压,抽去逃げ(にげ)避空カシメ铆接タップ丝锥,排放,旋塞ダス板牙リーマー通し(~とおし)铰孔リーマー通し(~とおし)铰刀,扩孔器エンドミル铣刀グランダー砂轮机,磨床バレル滚筒バレル仕上げ滚筒抛光メッキ电镀真空メッキ(しんくう~)真空电镀真空蒸着(~じょうちゃく)真空电镀,真空沉积クロムメッキ镀鉻亜鉛メッキ(あえん~)镀锌削り(けずり)切,削メンテナンス维护,保养ダカスト压铸焼結(しょうけつ)/シンタリング烧结モンキ活动扳手クランプ夹具(固定模具用)開く(ひらく)打开,读出文件(软件)開けない(ひらけない)打不开,读不出ミス错误,失误進捗状況进度状况仕上げ(しあげ)抛光,磨光磨き(みがき)研磨,打磨狙い(ねらい)目标,目的,瞄准プレス冲压,压床プレス機冲床順送(じゅんそう)级进単発(たんぱつ)单冲パッキングプレート垫板パンチ冲压机,冲头,凸模,冲床パンチ・プレス冲孔机組立(くみたて)/ゕッセンブリ组装,装配組立ユニット装配组件組立工数(~こうすう)装配工数生産ラン生产线,拉线セル方式(~ほうしき)单人装配コンベゕ传送带U字ランU形生产线コンデンサ电容器抵抗(ていこう)电阻器ダオード二极管発光ダオード(はっこう~)发光二极管トランジスター晶体管IC 集成电路液晶デゖスプレー液晶显示器センサー传感器リレー继电器コネクター连接器,插座トランス变压器ブレカー断路器ブザー蜂鸣器ドラバー螺丝刀,起子プラスドラバー十字批(起)マナスドラバー一字批(起)電動ドラバー电动螺丝刀,电批トルク扭矩,转矩ネジ/スクリュー螺丝ワッシャー垫圈(片)Eリング卡环半田(はんだ)焊锡,软钎料半田鏝(~ごて)烙铁錫(すず)锡ゕース地线,接地ゕルコール酒精,乙醇足踏みスッチ(あしぶみ~)脚踏开关端子(たんし)端子端子台(~だい)端子板スクラップ废铁,废料,废渣錆び(さび)生锈防錆剤(ぼうせいざい)防锈剂洗浄剤(せんじょうざい)清洗剂ダレ塌边,塌角かえり反边,毛刺シンナー天那水,稀薄剂トリクレン三氯乙烯脱脂剂トリクレン三氯乙烯脱脂剂三価クロム3价铬六価クロム6价铬脱脂(だっし)脫脂,去油有害物(ゆうがいぶつ)有害物カット切割板金(ばんきん)板金切断(せつだん)切斷,割斷鉄板(てっぱん)铁板SECC 镀锌板シルバートップ镀锌板真鍮(しんちゅう)黄铜鋼(はがね)钢板厚(いたあつ)板厚密度(みつど)密度コル卷材幅きり(はば~)片材スポット溶接点溶接,点焊クリゕランス间隙マッチング接口,匹配,对比フゖルム菲林,胶片シルク印刷(~いんさつ)丝印パット印刷移印ホットスタンプ烫印ンク印字油墨品質管理(ひんしつかんり)品质管理検査(けんさ)检查受入検査(うけいれ~)验收,受入检查出荷検査(しゅっか~)出货检查工程検査(こうてい~)工程检查抜取検査(ぬきとり~)抽检全数検査(ぜんすう~)全检目視検査(もくし~)目视检查外観検査(がいかん~)外观检查パトロール検査巡检測定器(そくていき)测量仪測定测量,测定測定方法测量方法目盛り(めもり)刻度,分度メモリー存储,记忆三次元測定器(さんじげん~)三次元测量仪工具顕微鏡工具显微镜投影機(とうえいき)投影机ラベル标签,标贴バーコード条纹码,条码マラー胶片,聚酯树脂カウンター计数器カウンター法计数法タマー定时器デジタル数字(的),数码コンセント插座,插口プラグ插头,塞子ランプ灯点灯(てんとう)点灯,灯亮ヒューズ保险丝電源コード(でんげん~)电源线ワヤーハーネス电线导线ビニールテープ绝缘带異音(いおん)/ノズ杂音,噪音,异音デシベル分贝(声强单位)直列(ちょくれつ)串联並列(へいれつ)并联クラッチ离合器,连轴器ソレノドコル电磁线圈,螺管线圈静電(せいでん)静电静電防止(~ぼうし)防静电フゔンモータ风扇马达グリース润滑油塗布(とふ)涂油版下(はんした)底板,草图色見本(いろみほん)色板印刷不良印刷不良滲み(にじみ)渗溢,飞油捺印(なついん)捺印木目付け(もくめつけ)木纹加工サンプル样品,样板,样本限度見本(げんどみほん)限度样品承認サンプル承认样品公差(こうさ)公差プラス正,加号マナス负,减号バラツキ不稳定,波动不安定(ふあんてい)不稳定バランス平衡,均衡工程能力工程能力検知(けんち)检测チェックポント检验(重)点テェック漏れ漏检特採申請(とくさいしんせい)特采申请暫定対策(ざんていたいさく)暂定对策恒久対策(こうきゅう~)恒久对策クレーム投诉,索赔評価(ひょうか)评价ノギス游标卡尺マクロ千分尺スモールテスト百分表トルクゲージ扭力计スケール刻度尺スコゕ直角尺巻尺(まきじゃく)卷尺ハトゲージ高度尺ピンゲージ柱规シックネスゲージ塞片,测厚计分度器(ぶんどき)角度机テンションゲージ张力计,张力传感器ンジケータ千分表,指示器硬度計(こうどけい)硬度计テスター万用表定盤(じょうばん)平台,平板VブロックV形块ブロックゲージ方块规ダヤルゲージ千分表,百分表データ数据データシート数据单パラメータ参数倉庫(そうこ)仓库パレット卡板段ボール纸箱仕切り(しきり)刀卡通い箱(かよいばこ)周转箱プラダン折叠式周转箱コンテナ集装箱,塑料周转箱ポリ袋(~ぶくろ)胶袋テープ胶带ロープ线,绳子先入れ先出し先入先出フォークリフト叉车ハンドリフト手推叉车台車(だいしゃ)台车トラック卡车棚(たな)货架在庫数(ざいこすう)在库数棚卸(たなおろし)盘点デッドストック死库存,积压品購買(こうばい)采购支給品(しきゅうひん)支给品購入品(こうにゅうひん)采购品リードタム交货期,定货期,采购期间発注(はっちゅう)发订单有償(ゆうしょう)有偿無償(むしょう)无偿ベンダー供应商見積書(みつもりしょ)报价单判定(はんてい)判定検査基準(~きじゅん)检查基准検査基準表检查基准表QC工程表QC工程表鏡面(きょうめん)镜面艶面(つやめん)光面,光泽面シボ面蚀纹面一級面(いっきゅうめん)一级面外観面外观面外観部品外观产品機能部品(きのうぶひん)机能产品摺動面(しゅうどうめん)滑动面平面度(へいめんど)平面度矯正(きょうせい)矫正検査治具(けんさじぐ)检查用治具フゖードバック反馈コミュニケーション信息,通知,传达マニュゕル指南,手册フロチャート流程图工程監査(こうていかんさ)工程监察認定(にんてい)认定グラフ图表,曲线图税関(ぜいかん)海关通関(つうかん)报关,通关通関手続き(~てつづき)报关手续EDI通関电子报关コンテナ車货柜车フゖート英尺パッキングリスト装箱单リスト/清単(ちんだん)清单申告(しんこく)申报輸入(ゆにゅう)进口輸出(ゆしゅつ)出口無木質証明書(むもくしつ~)无木质包装证明书木箱(きばこ)木箱商検局(しょうけんきょく)商检局ラセンス批文,许可転廠(てんしょう)转厂枠(わく)指标,配额指标輸入枠进口指标ゕンバランス不平衡合同(ごうどう)合同手帳(てちょう)手册繰越(くりこし)转余料,拔余料抹消(まっしょう)核消追加申請(ついかしんせい)加签書類提出递单商品名(しょうひんめい)商品名称商品番号(~ばんごう)商品编码外資企業(がいしきぎょう)外资企业請求書(せいきゅうしょ)请款单,发票デポジット订金,保证金,沉淀物支払い(しはらい)付款支払条件(~じょうけん)付款条件月末締め(げつまつじめ)月结残業(ざんぎょう)加班(正常工作日)残業手当(~てあて)加班费休日出勤(きゅうじつしゅっきん)加班(节假日)二交代(にこうたい)两班制昼勤(ひるきん)白班夜勤(やきん)夜班休憩時間(きゅうけいじかん)独資企業(どくし~)独资企业合弁工場(ごうべん~)合资企业材料加工(ざいりょうかこう)来料加工委託加工(いたく~)委托加工人件費(じんけんひ)人工费償却費(しょうきゃくひ)折旧费ゕワーチャージ加工费,工时费為替レート(かわせ~)汇率タプ/機種(きしゅ)机种付き物(つきもの)附属物逸品(いっぴん)珍品メジャー米尺タップ(攻牙),パンチ(冲头)ダ(下模)……那个[コゕ]在俺这里专门指马达的铁片。
手指同身寸法(取穴比量方法示范图)

手指同身寸法(取穴比量方法示范图)2015-01-24 01:16:20 穴位密码网作者微信号:zmm91420 文章浏览:( 110634)次导读:同身寸法是针灸取穴的比量方法。
出自《千金要方》。
是指以患者本人体表的某些部位,划定分寸,作为量取穴位的长度单位。
主要有骨度和指寸法两种,临床多指后者,如中指同身寸、拇指同身寸、横指同身寸等。
一、1寸 [同身寸法]指同身寸:是以患者的中指中节屈曲时,手指内侧两端横纹头之间的距离看作1寸,可用于四肢部取穴的直寸和背部取穴的横寸。
拇指同身寸:是以患者的拇指指关节的宽度作为1寸,主要适用于四肢部的直寸取穴。
二、1.5寸 [同身寸法]横指同身寸:也叫“一夫法”,是让患者将食指、中指、无名指和小指者四指并拢,以中指中节(第二节)横纹处为准,食指与中指并拢为1.5寸。
三、2寸 [同身寸法]将食指、中指、无名指三指并拢,以中指第一节横纹处为准,三指横量为2寸。
自己食指的前两节的长度也是两寸。
四、3寸 [同身寸法]将食指、中指、无名指和小指者四指并拢,以中指中节(第二节)横纹处为准,四指横量作为3寸。
温馨提示:以上所说的“寸”,并没有具体数值。
“同身寸”中的“1寸”在不同的人身体上都是不同长短的;较高的人“1寸”要比较矮的人的“1寸”要长,这是由身体比例来决定的。
“所以‘同身寸’只适用于个人身上,不能用自己的”同身寸“在别人身上来找穴位,这样做是找不准穴位的。
”此外还有一种自然标志取穴法,这种方法是根据人体表面一些具有明显特征的部位作为标志,来作为取穴位的方法。
人体自然标志有两种:固定标志法,也就是以人体表面固定不移,又有明显特征的部位作为取穴标志的方法。
如人的五官、爪甲、乳头、肚脐等作为取穴的标志。
例如:前面介绍的关元穴、气海穴是以肚脐为标志,长强、会阴以肛门、尾骨等为标志来测量。
活动标志法是根据人体进行某些局部活动后出现的隆起、凹陷、孔隙、皱纹等作为取穴标志。
如找曲池穴时需要弯曲手臂。
专用语汇1
型締めストローク
合模行程
離型剤(りけいざい)
脱模剂
収縮(しゅうしゅく)
收缩,缩水
防錆剤(ぼうせいざい)
防锈剂
樹脂(じゅし)
树脂
ソフトウェア
软件
5 スプルー
主流道
金型図面(かなかたずめん) 模具图
ランナー
分流道
部品図面(ぶひんずめん)
零件图
アニール
退火
略図(りゃくず)
略图
オーバーパッキング
过充填
図面訂正(~ていせい)
銅ハンマ
铜锤
モールドベース
模胚
ニッパ
剪钳
ライナ
衬垫,套筒
ハンドリーマ
手铰刀
ランナストリッパプレート
水口板
ハンマ
锤
冷却(れいきゃく)
冷却
半丸きさげ
半圆刮刀
ロケートリング
定位圈
平きさげ
平刮刀
温度測定及び過熱法
平やすり
平锉
温度計
温度計
Vブロックプラスチックハンマ V形定位板
カートリッジヒータ
筒形加热器
平行台
平行台,平行块
高周波加熱
高频加热器
ポンチ
冲头
棒状温度計
棒形温度计
豆チャッキ
小型千斤顶 サーミスタ
热敏电阻
万力
虎钳
サーモカップル
热电偶
めがねレンチ
闭口扳手
サーモスタット
温度自动调节器
木ハンマ
木锤
シーズヒータ
封装加热器
物差し(スケール)
尺,刻度尺
スペースヒータ
空间加热器
モンキーレンチ
镜片加工概述-6
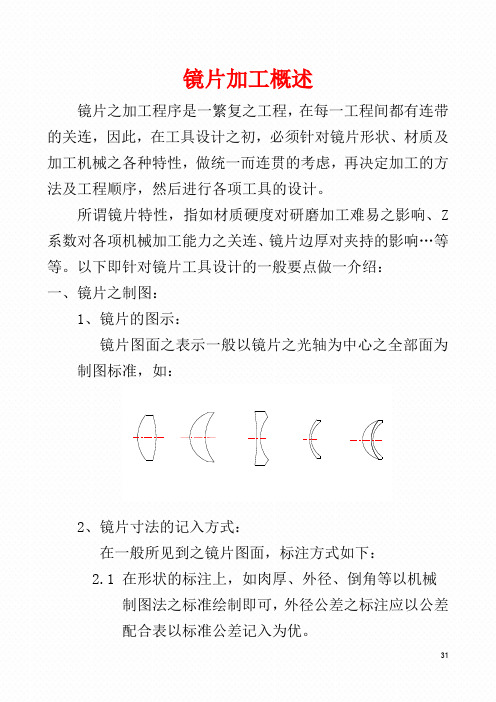
镜片加工概述镜片之加工程序是一繁复之工程,在每一工程间都有连带的关连,因此,在工具设计之初,必须针对镜片形状、材质及加工机械之各种特性,做统一而连贯的考虑,再决定加工的方法及工程顺序,然后进行各项工具的设计。
所谓镜片特性,指如材质硬度对研磨加工难易之影响、Z 系数对各项机械加工能力之关连、镜片边厚对夹持的影响…等等。
以下即针对镜片工具设计的一般要点做一介绍:一、镜片之制图:1、镜片的图示:镜片图面之表示一般以镜片之光轴为中心之全部面为制图标准,如:2、镜片寸法的记入方式:在一般所见到之镜片图面,标注方式如下:2.1 在形状的标注上,如肉厚、外径、倒角等以机械制图法之标准绘制即可,外径公差之标注应以公差配合表以标准公差记入为优。
R2=∞(或PL)2.2 R 值之记入以图面左至右为光学系为设定之光线进入方向,图之左面为R1面,右为R2面,如下图之例1,若为粘合镜片同由左至右。
2.3 球面之曲率半径值表示:若曲率中心在图面之右侧,R 值即记入(+),反之为(-)值,R 绝对值 大之为S 面,反之为D 面,如例三中R1为S 面。
2.4 平面以∞(或PL )不分正负记入,如下图之例5。
例1 例2 例3 例4例5 例6 例7 例83、光学面形精度标示:球面及平面镜曲率半径以牛顿原器作比较检出,另 可以干涉仪检测,原理同用原器检测面形一样,所以球 面精度不以传统公差表示而以牛顿环本数表示,检测光波长以546nm 之单色光为基准。
一般标注时以符号N (b )为记入方式。
a2εf N :牛顿光圈符号。
a2:牛顿环之公差上限。
a1:牛顿环之公差下限。
B :亚斯(牛顿环之局部变形量)。
例:N -5 (0.5)牛顿环本数与尺寸大致关系:h=Nx —— (h :空气隙高度、入:光波长)4、光学偏芯:偏芯:光轴与镜片几何轴之偏差,常用角度表示ε, 也有用距离C 表示, C=f ·tg ε f :焦距光轴:两个球面顶点连线。
尺度の表示

尺度の表示(尺度的表示、indication of measure)寸法(尺寸、dimension)長さながさ长度length幅(奥行)はば(おくゆき)寛度(深度) width高さたかさ高度height厚さあつさ厚度thickness単位(単位、unit)長さ长度lengthキロメートル・粁(km,10³m)きろめーとる千米、公里kilo meterメートル・米(m)めーとる米meterセンチメートル・糎(cm,10⁻²m)せんちめーとる厘米centi meterミリメートル・粍(mm,10⁻³m)みりめーとる毫米milli meterミクロン(μm,10⁻⁶m)みくろん微米micronナノメートル(nm,10⁻⁹m)なのめーとる納米nano meter立方メートル(m³)りっぽうめーとる立方米cubic meter平方メートル(m²)へいほうめーとる平方米squre meter重さ重量weightトン・屯(t,10³kg)とん吨tonキログラム・瓩(kg)きろぐらむ千克kilo gramグラム・瓦(gr,10⁻³kg)ぐらむ克gramミリグラム・瓱(mgr,10⁻⁶kg)みりぐらむ毫克milli gram容積容积volumeキロリットル・竏(kl,10³l)きろりっとる千升kilo literリットル・立(l)りっとる升liter立方センチメートル・cc(10⁻³)りっぽうせんちめーとる立方厘米cubic centi meter硬さかたさ硬度hardnessショア硬度(HS)しょあこうど肖氏硬度Shore hardnessビッカース硬度(HV)びっかーすこうど维氏硬度Vickers hardnessブリンネル硬度(HB)ぶりんねるこうど布氏硬度Brinnell hardnessモース硬度もーすこうど莫氏硬度Mohs hardnessロックウエル硬度(HRb,HRc)ろっくうえるこうど烙氏硬度Rockwell hardness 表面粗さひょうめんぶとさ表面粗糙度surface roughness最大高さ粗さ(Ry)さいだいたかさぶとさ最大高度粗糙度maximum hight roughness算術平均粗さ(Ra)さんじゅつへいきんぶとさ算术平均値粗糙度arithmetic mean roughness十点平均粗さ(Rz)じゅってんへいきんぶとさ十点平均値粗糙度ten point mean roughness温度おんど温度temperature摂氏(ºC)せしど摂氏Celsius華氏(ºF)华氏Fahrenheit回転数かいてんすう转速回転数/毎分(rpm)かいてんすう/まいふん每分转速revolution per minute。
和服とは

和服とは1.掛衿(かけえり)、共衿(ともえり)2.本衿(ほんえり)、地衿(じえり)3.右の前身頃(まえみごろ)4.左の前身頃5.袖(そで)6.袂(たもと)7.左の衽(おくみ)8.右の衽9.剣先(けんさき)10.身丈(みたけ)11.裄丈(ゆきたけ)12.肩幅(かたはば)13.袖幅(そではば)14.袖丈(そでたけ)15.袖口(そでぐち)16.袖付(そでつけ)1.身八つ口2.振八つ口男性用の和服では、次の図のように身八つ口と振八つ口は閉じられている(江戸初期までは女性も成長すると身八つ口、振八つ口を閉じていた)。
振八つ口を閉じた部分を人形と呼ぶ。
1.身八つ口がない2.振八つ口がない(人形)袖口(そでぐち)袖のうち、手首を囲む部分となる、袖の端を縫いつけずに開けている部分。
袖刳り(そでぐり)袖刳(そでぐり)ともいう。
腕を通すために、服のうち胸部を包む部分の左右に開けられた穴。
和服では、袖をつけるために服のうち胸部を包む部分の左右に開けられた穴。
日本語でいう「アームホール」。
英語の armhole とは少し意味が違う。
振八つ口(ふりやつくち)袖の、脇の下に近い部分の、縫いつけずに開いている部分。
振り口(ふりくち)といわれることもある。
男性用の和服では縫いつけられており、縫いつけた部分を人形と呼ぶ。
身八つ口(みやつくち・みやつぐち)身頃の、脇の下に近い部分の、縫いつけずに開いている部分。
男性用の和服では縫いつけられている。
[編集] 和服の一部分を指す名称袂(たもと)和服の袖の下に垂れ下がった袋のようになった部分。
1.肩山2.脇線肩山(かたやま)和服の長着や羽織を着ないで平面の上に広げて置いたときに、服の肩の、前後に折り返してある折り目の部分。
剣先(けんさき)衽の一番上の頂点。
剣先は、前身頃と襟(本衿または掛衿)と衽が交わるところである。
剣先には他の意味もあるが、和服の寸法の基準点としてはここに書いたような意味である。
手指同身寸法(取穴比量方法示范图)
手指同身寸法(取穴比量方法示范图)2015-01-24 01:16:20 穴位密码网作者微信号:zmm91420 文章浏览:( 110634)次导读:同身寸法是针灸取穴的比量方法。
出自《千金要方》。
是指以患者本人体表的某些部位,划定分寸,作为量取穴位的长度单位。
主要有骨度和指寸法两种,临床多指后者,如中指同身寸、拇指同身寸、横指同身寸等。
一、1寸 [同身寸法]指同身寸:是以患者的中指中节屈曲时,手指内侧两端横纹头之间的距离看作1寸,可用于四肢部取穴的直寸和背部取穴的横寸。
拇指同身寸:是以患者的拇指指关节的宽度作为1寸,主要适用于四肢部的直寸取穴。
二、1.5寸 [同身寸法]横指同身寸:也叫“一夫法”,是让患者将食指、中指、无名指和小指者四指并拢,以中指中节(第二节)横纹处为准,食指与中指并拢为1.5寸。
三、2寸 [同身寸法]将食指、中指、无名指三指并拢,以中指第一节横纹处为准,三指横量为2寸。
自己食指的前两节的长度也是两寸。
四、3寸 [同身寸法]将食指、中指、无名指和小指者四指并拢,以中指中节(第二节)横纹处为准,四指横量作为3寸。
温馨提示:以上所说的“寸”,并没有具体数值。
“同身寸”中的“1寸”在不同的人身体上都是不同长短的;较高的人“1寸”要比较矮的人的“1寸”要长,这是由身体比例来决定的。
“所以‘同身寸’只适用于个人身上,不能用自己的”同身寸“在别人身上来找穴位,这样做是找不准穴位的。
”此外还有一种自然标志取穴法,这种方法是根据人体表面一些具有明显特征的部位作为标志,来作为取穴位的方法。
人体自然标志有两种:固定标志法,也就是以人体表面固定不移,又有明显特征的部位作为取穴标志的方法。
如人的五官、爪甲、乳头、肚脐等作为取穴的标志。
例如:前面介绍的关元穴、气海穴是以肚脐为标志,长强、会阴以肛门、尾骨等为标志来测量。
活动标志法是根据人体进行某些局部活动后出现的隆起、凹陷、孔隙、皱纹等作为取穴标志。
如找曲池穴时需要弯曲手臂。
古代长度计量单位
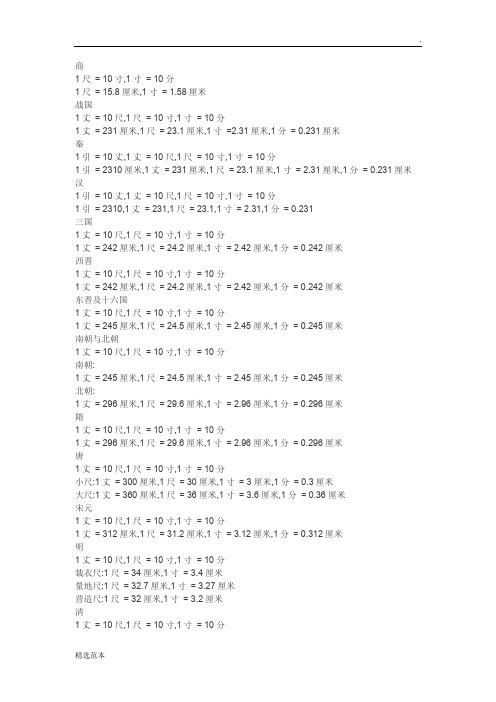
商1尺= 10寸,1寸= 10分1尺= 15.8厘米,1寸= 1.58厘米战国1丈= 10尺,1尺= 10寸,1寸= 10分1丈= 231厘米,1尺= 23.1厘米,1寸=2.31厘米,1分= 0.231厘米秦1引= 10丈,1丈= 10尺,1尺= 10寸,1寸= 10分1引= 2310厘米,1丈= 231厘米,1尺= 23.1厘米,1寸= 2.31厘米,1分= 0.231厘米汉1引= 10丈,1丈= 10尺,1尺= 10寸,1寸= 10分1引= 2310,1丈= 231,1尺= 23.1,1寸= 2.31,1分= 0.231三国1丈= 10尺,1尺= 10寸,1寸= 10分1丈= 242厘米,1尺= 24.2厘米,1寸= 2.42厘米,1分= 0.242厘米西晋1丈= 10尺,1尺= 10寸,1寸= 10分1丈= 242厘米,1尺= 24.2厘米,1寸= 2.42厘米,1分= 0.242厘米东晋及十六国1丈= 10尺,1尺= 10寸,1寸= 10分1丈= 245厘米,1尺= 24.5厘米,1寸= 2.45厘米,1分= 0.245厘米南朝与北朝1丈= 10尺,1尺= 10寸,1寸= 10分南朝:1丈= 245厘米,1尺= 24.5厘米,1寸= 2.45厘米,1分= 0.245厘米北朝:1丈= 296厘米,1尺= 29.6厘米,1寸= 2.96厘米,1分= 0.296厘米隋1丈= 10尺,1尺= 10寸,1寸= 10分1丈= 296厘米,1尺= 29.6厘米,1寸= 2.96厘米,1分= 0.296厘米唐1丈= 10尺,1尺= 10寸,1寸= 10分小尺:1丈= 300厘米,1尺= 30厘米,1寸= 3厘米,1分= 0.3厘米大尺:1丈= 360厘米,1尺= 36厘米,1寸= 3.6厘米,1分= 0.36厘米宋元1丈= 10尺,1尺= 10寸,1寸= 10分1丈= 312厘米,1尺= 31.2厘米,1寸= 3.12厘米,1分= 0.312厘米明1丈= 10尺,1尺= 10寸,1寸= 10分裁衣尺:1尺= 34厘米,1寸= 3.4厘米量地尺:1尺= 32.7厘米,1寸= 3.27厘米营造尺:1尺= 32厘米,1寸= 3.2厘米清1丈= 10尺,1尺= 10寸,1寸= 10分裁衣尺:1丈= 355厘米,1尺= 35.5厘米,1寸= 3.55厘米量地尺:1丈= 345厘米,1尺= 34.5厘米,1寸= 3.45厘米营造尺:1丈= 320厘米,1尺= 32厘米,1寸= 3.2厘米关羽九尺约为2.178米,张飞八尺约为1.936米,刘邦七尺约为1.694米刘邦属于正常身高,关羽身高极高,他们都是武将,这种身高都很普遍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 尺度を考えず、仕上がり寸法。
3. 同じ寸法を1回だけ記入すること。
4. 寸法を集中に記入すること。
戻り
寸法記入に関する内容
寸法補助線: 細実線,長さを指示する端点から引き出す。 寸法線: 細実線,指示する長さを測る方向に平行に引く。 端末記号(矢印):
図面に端末記号は同じようにつける。
寸法数値の大きさ:
寸法の記入法
基本的な記入法 基本体の寸法記入 立体の寸法記入 記入上の注意点
長さ基準
“ESC”キーで戻る
基本的な記入法
図形はただ品物の形を表示するものです。製図に おいては、加工など用のデータとして、正確に、完全に 寸法を記入しなければならない。 記入の規則:
1. 長さの寸法はmm単位で記入、 単位記号はつけない。
総体寸法の記入
対称立体: 対称線の方向に指示の長さを記入する。
正しい記入法 誤る記入例
対称図形の寸法記入
対称線の方向に指示の長さを記入する。 対称線の片側だけを図示する時、寸法線は対称線を越えて適当に延長する。
接する立体
曲面がある方向に立体の長さを記入しないこと。
切断体と相貫体
ボールの切断 相貫 円柱の切断
簡単な立体の寸法記入
基本てきな多面体
直方体 三角柱
戻り
六角柱
20
20
基本てきな曲面体
円柱
円錐台
ボール
14
40
25
25
20
複雑な立体の寸法記入法
1.寸法の分類
(1)大きさの寸法:立体 の形を決める寸法。
(2)位置の寸法:立体ら の位置を決める寸法。 (3)総体寸法:品物の長 さ、高さ及び奥行き三つ の方向にそれぞれの寸 法。
4×
4×
R
「例2」 尺度1:1で部品の寸法記入しなさい。
記入手順: 1.形状分析 2.基準を確定する
高さ方向基準
3.各形状と位置寸法 半円筒 U型柱 4.総体寸法 长さ:50 長さ方向基準 幅 :48 高さ:39+16
幅方向基準
総体寸法の記入の比べ
「練習3-17-5」
「練習問題3-17-6 」
50
(3)狭い箇所の寸法記入
間隔が狭くて寸法記入の余地がない場合は、矢印の変わりに 黒丸を用いたり、引出線を使ったり、寸法線を延長して端にを記 入することがよい。
(4)角度の寸法記入
角度の寸法線は、角度を構成する2辺または、その延長線の 交点を中心として、2辺間の描いた円弧を用いる。 寸法の数値は、普通に円弧寸法線の上、またそばに上向きに 記入する。
同一図面では同じ大きさで書く。
GBおよびISOに従がい、正確に記入する。
寸法数値の向き
(2)穴、円弧の寸法記入
円形及び半円より大きい円弧は直径Fを記入する。 半円またそれより小さい円弧の場合では、半径R寸法を記入する。
R15
誤り
(2)穴、円弧の寸法記入の注意点
円筒や穴、円弧の円心の位置、直径(半径)など重要な寸法を計算 しないように直接記入する。
20
20
20
15
30
30
10
「練習」
記入上の注意点
(1) 寸法を集中に記入すること。
不良 4× 良い
4×
(2) 図形の近くに小さい寸法を順次に外側に大きい寸法を記入
すること。寸法線は交差しないようにする。 不良 良い
(3) 寸法線、数値は図形の線に交差しないようにすること。
不良 良い
「練習問題3-17- 7」
「練習問題3-17-8」
戻り