机加工材料
机械加工材料
机械加工材料机械加工材料是指用于机械加工制造的各种金属材料和非金属材料。
在机械加工中,选择合适的材料对于产品的质量、成本和性能都有着重要的影响。
下面我们将介绍几种常见的机械加工材料及其特点。
首先,我们来介绍金属材料。
金属材料是机械加工中最常用的材料之一,它包括钢铁、铝、铜、镁、钛等。
钢铁是最常见的金属材料,具有良好的可塑性和韧性,适用于各种机械加工工艺。
铝具有较低的密度和良好的导热性,适用于制造轻型零部件。
铜具有良好的导电性和导热性,适用于制造电气零部件。
钛具有较高的强度和耐腐蚀性,适用于制造高强度零部件。
其次,我们来介绍非金属材料。
非金属材料包括塑料、橡胶、陶瓷、复合材料等。
塑料具有良好的绝缘性和耐腐蚀性,适用于制造绝缘零部件和耐腐蚀零部件。
橡胶具有良好的弹性和密封性,适用于制造密封圈和减震零部件。
陶瓷具有良好的耐高温性和耐磨性,适用于制造高温零部件和耐磨零部件。
复合材料具有良好的强度和刚性,适用于制造高强度和轻型零部件。
在选择机械加工材料时,需要考虑以下几个方面,首先是材料的力学性能,包括强度、韧性、硬度等。
其次是材料的加工性能,包括切削性能、焊接性能、表面处理性能等。
最后是材料的环境适应性,包括耐腐蚀性、耐高温性、耐磨性等。
在实际的机械加工中,还需要根据具体的产品要求来选择合适的材料。
例如,对于要求高强度和耐磨性的零部件,可以选择钢铁或者复合材料;对于要求轻型和耐腐蚀的零部件,可以选择铝或者塑料;对于要求高温和绝缘的零部件,可以选择陶瓷或者橡胶。
总之,机械加工材料的选择对于产品的质量和性能有着重要的影响。
在选择机械加工材料时,需要综合考虑材料的力学性能、加工性能和环境适应性,同时根据具体的产品要求来选择合适的材料。
希望本文对您有所帮助,谢谢阅读!。
机械加工材料

机械加工材料机械加工材料是指用于机械加工、制造的各种金属和非金属材料。
机械加工材料的种类繁多,根据不同的要求和使用环境,可以选择不同的材料进行加工和制造。
常见的金属机械加工材料包括钢、铁、铝、铜、镍、钛等。
钢是一种重要的机械加工材料,具有高强度、良好的塑性和韧性,广泛应用于汽车、船舶、建筑、航空等领域。
铁是一种常见的金属材料,具有良好的强度和韧性,常用于制造机床、发动机、钢铁建筑等。
铝是一种轻质金属,具有优良的导热性和导电性,常用于制造航空器、轨道交通、电子产品等。
铜是一种导电性和导热性很好的材料,常用于制造电器、电子元件、管道等。
镍和钛是一种高温合金材料,具有抗腐蚀、抗磨损和高温耐性能,用于航空航天、化工、能源等领域。
非金属机械加工材料包括塑料、橡胶、陶瓷、复合材料等。
塑料是一种轻质且可塑性强的材料,具有优良的绝缘性能,广泛应用于制造塑料制品、电子产品等。
橡胶是一种弹性好且耐磨损的材料,常用于制造密封件、橡胶制品等。
陶瓷具有高温、耐腐蚀、绝缘等特性,常用于制造高温炉具、电子陶瓷等。
复合材料是由两种或多种不同材料组合而成的新材料,具有高强度、轻质、耐腐蚀等优点,广泛应用于航空航天、汽车、体育器材等领域。
选择合适的机械加工材料对于产品质量和性能具有重要影响,需要考虑材料的强度、硬度、导热性、绝缘性、耐磨性、抗腐蚀性、重量等因素。
此外,还需要考虑材料的加工性能,包括切削性、热处理性、焊接性等,以确保加工工艺的顺利进行和产品质量的稳定性。
在机械加工过程中,根据材料性能选择合适的切削工具和切削参数也是非常关键的。
不同材料的加工性能不同,需要选择合适的切削方式、切削工具和切削速度来保证加工的效率和质量。
总之,机械加工材料的选择是机械加工过程中的重要环节,合理选择和使用机械加工材料对于产品的质量和性能具有重要的意义。
机械制造基础常用工程材料
•优质碳素结构钢按锰的质量分数不同,分为两组: •普通锰(Mn=0.25%~0.80%) •较高锰的(Mn=0.70%~1.20%)钢。 • 较高锰的优质碳素结构钢牌号数字后加“Mn”,如
45Mn。
•2020/7/17
•
3)碳素工具钢的编号方法
•其牌号以“T”开头,后面的数字表示平均碳的质量分数的千倍
法同一般的合金结构钢。滚动轴承钢都是高级优质钢,但牌号后不 加“A”。
•例如GCr15钢,就是平均铬的质量分数Cr=
1.5%的滚动轴承钢。
•2020/7/17
•
④ 合金工具钢
•当c<1%时,用一位数字表示碳的质量分数的千倍 •当碳的质量分数≥1%时,则不予标出
• 合金元素的标注与合金结构钢相同
•高速工具钢例外,其平均碳的质量分数无论多少均不标出。因合金
•一般的轴承用钢是高碳低铬钢,其碳的质量分数为c=0.95%~1.15
%,属过共析钢。铬的含量为Cr=0.4%~1.65% 。
•滚动轴承钢的热处理包括预先热处理(球化退火)和最终热处理(淬火与
低温回火)
•常用滚动轴承钢牌号有GCr9G、GCr15、GCr15SiMn。
•2020/7/17
•
⑥低合金刃具钢
•2020/7/17
•
④合金弹簧钢
•合金弹簧钢的碳的质量分数一般为c=0.5%~0.7%,碳的质量分数 •过高时,塑性和韧性差,疲劳强度下降。常加入以硅、锰为主的提高 •淬透性的元素。硅、锰合金元素溶入铁素体中,使铁素体得到强化。
•常用合金弹簧钢牌号有60Si2Mn、60Si2CrVA和50CrVA。合金弹簧
钢主要用于制造各种弹性元件,如在汽车、拖拉机、坦克、机车车辆上 制作减震板簧和螺旋弹簧,大炮的缓冲弹簧,钟表的发条等。
机械加工常用金属材料性能详解
一.什么是金属材料?
设备中心专业知识系列教材(一)
金属材料是指金属元素或以金属元素为主构成的具有金属特性的材料的统称。 包括纯金属、合金、金属材料金属间化合物和特种金属材料等。 金属材料通常分为黑色金属、有色金属和特种金属材料。
①黑色金属又称钢铁材料,包括含铁90%以上的工业纯铁,含碳 2%~4%的 铸铁,含碳小于 2%的碳钢,以及各种用途的结构钢、不锈钢、耐热钢、高 温合金、不锈钢、精密合金等。广义的黑色金属还包括铬、锰及其合金。
设备中心专业知识系列教材(一)
常用模具钢
2.热作模具钢 2.1低耐热性热作模具钢
5CrMnMo、5CrNiMo、4CrMnSiMoV、5Cr2NiMoVSi 2.2中耐热性热作模具钢
4Cr5MoSiV、4Cr5MoSiV1、4Cr5W2VSi、8Cr3 2.3高耐热性热作模具钢
3Cr2W8V、3Cr3Mo3W2V、5Cr4Mo2W2VSi、5Cr4Mo3SiMnVAe、 5Cr4W5Mo2V、6Cr4Mo3Ni2WV 3.塑料模具钢 3.1碳素塑料模具钢
佳。
品、化学工业容器、散热片、溶接线、导
因为是纯铝、其强度较低,纯度愈高其强度愈低。 电材
AL纯度99.0%以上之一般用途铝材,阳极氧化处理 后之外观略呈白色外与上记相同。
强度比1100略高,成形性良好,其化特性与1100相 同。
一般器物、散热片、瓶盖、印刷板、建材、 热交换器组件
用途例
1060 1060
1085 1085
1
1080 1080
0 0 0 系
纯 铝 系
1070 1050 1N30
1070 1050 ─
列
1100 1100
机械加工厂常用材料价格汇总表
机械加工厂常用材料价格汇总表1. 引言本文档旨在为机械加工厂提供一个常用材料价格的汇总表。
机械加工厂经常需要采购各种材料来满足生产需求,了解材料的价格对于制定采购计划和控制成本非常重要。
因此,本文档将列出常用的机械加工材料,并对其价格进行汇总。
2. 材料价格汇总下面是机械加工厂常用材料的价格汇总表。
价格单位为人民币(元)。
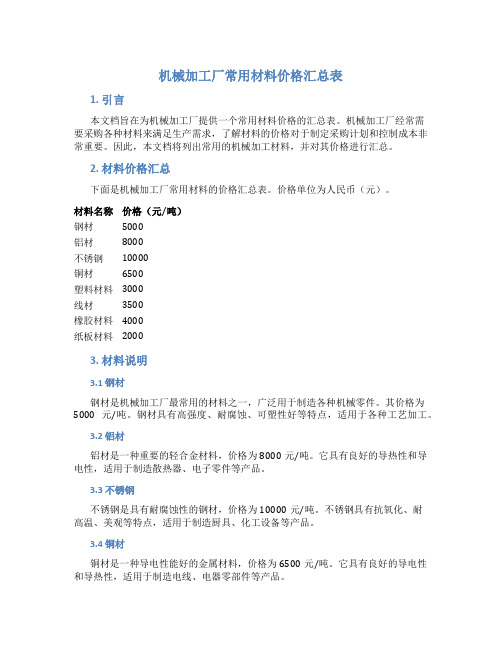
材料名称价格(元/吨)钢材5000铝材8000不锈钢10000铜材6500塑料材料3000线材3500橡胶材料4000纸板材料20003. 材料说明3.1 钢材钢材是机械加工厂最常用的材料之一,广泛用于制造各种机械零件。
其价格为5000元/吨。
钢材具有高强度、耐腐蚀、可塑性好等特点,适用于各种工艺加工。
3.2 铝材铝材是一种重要的轻合金材料,价格为8000元/吨。
它具有良好的导热性和导电性,适用于制造散热器、电子零件等产品。
3.3 不锈钢不锈钢是具有耐腐蚀性的钢材,价格为10000元/吨。
不锈钢具有抗氧化、耐高温、美观等特点,适用于制造厨具、化工设备等产品。
3.4 铜材铜材是一种导电性能好的金属材料,价格为6500元/吨。
它具有良好的导电性和导热性,适用于制造电线、电器零部件等产品。
3.5 塑料材料塑料材料是一类具有可塑性和耐腐蚀性的材料,价格为3000元/吨。
它具有重量轻、绝缘性好等特点,适用于制造塑料零件、塑料容器等产品。
3.6 线材线材是一种常见的金属材料,价格为3500元/吨。
它广泛用于制造电线、导线等产品。
3.7 橡胶材料橡胶材料是一种具有弹性和耐磨性的材料,价格为4000元/吨。
它适用于制造密封件、橡胶管等产品。
3.8 纸板材料纸板材料是一种轻质的材料,价格为2000元/吨。
它适用于制造纸箱、包装箱等产品。
4. 结论本文档提供了机械加工厂常用材料的价格汇总表。
了解这些材料的价格有助于机械加工厂制定采购计划和控制成本,以提高生产效率和经济效益。
希望本文档对机械加工厂的材料采购工作有所帮助。
机械加工中的金属材料选择
机械加工中的金属材料选择机械加工是制造业领域里必不可少的重要工艺环节,而金属材料则是机械加工过程中最主要的原材料之一。
在机械加工的过程中,选用合适的金属材料显得尤为重要。
不同的金属材料具有不同的性质和特点,适用于不同的加工场景。
在这篇文章中,我将详细探讨机械加工中的金属材料选择。
一、金属材料分类金属材料可以分为各种不同的种类,常见的有以下几类:1. 钢材:钢是碳和铁的合金。
根据碳的含量,钢可以分为低碳钢、中碳钢和高碳钢。
钢材具有高强度、刚性好的优点,适用于大多数机械加工场景。
2. 铝合金:铝合金是铝和其他元素合成的金属材料。
铝合金具有轻质、耐腐蚀、导热性好等优点,适用于航空、汽车等相关领域的加工。
3. 铜材:铜是常见的金属元素之一,铜材具有良好的导电性和导热性,可用于电子元件、机械零件等方面的加工。
4. 钛材:钛材有着较高的强度、抗腐蚀性和化学惰性等特点,因此广泛应用于医疗、航空、航天等领域的加工。
5. 镁合金:镁合金具有质轻、高强度、热传导性好等特点,多应用于航空、汽车、电子等领域。
二、选择合适的金属材料在机械加工的过程中,选用合适的金属材料可以大大提高加工的效率和质量。
在选择合适的金属材料时,需要考虑以下因素:1. 应力和应变:机械加工中加工要素的应力和应变是非常重要的指标。
一般情况下,应选用应力和应变较小的材料进行加工。
2. 强度和硬度:强度和硬度是金属材料的两个最重要的参数,这也是机械加工中最优先考虑的第一点。
在不同类型的机械加工中,需要选用适当强度和硬度的金属材料。
3. 导电性和导热性:导电性和导热性是不同金属之间的重要区别之一。
在不同的机械加工场景中,需要选用合适导电性和导热性的材料。
4. 耐腐蚀性:在机械加工中,很多应用场景需要选用耐蚀性好的金属材料,以保证加工产物的同一性和稳定性。
三、金属材料的应用领域不同的金属材料有着不同的应用领域。
在机械加工中,不同的金属材料会有不同的应用场景。
机械加工材料基本知识
机械加工材料基本知识标准化工作室编码[XX968T-XX89628-XJ668-XT689N]Q195、Q215,用于铆钉、开口销等及冲压零件和焊接构件。
Q235、Q255,用于螺栓、螺母、拉杆、连杆及建筑、桥梁结构件。
Q275,用于强度较高转轴、心轴、齿轮等。
Q345,用于船舶、桥梁、车辆、大型钢结构。
08钢,含碳量低,塑性好,主要用于制造冷冲压零件。
10、20钢,常用于制造冲压件和焊接件。
也常用于制造渗碳件。
35、40、45、50钢属中碳钢,经热处理后可获得良好的综合力学性能,主要用制造齿轮、套筒、轴类零件等。
这几种钢在机械制造中应用非常广泛。
T7、T8钢,用于制造具有较高韧性的工具,如冲头、凿子等。
T9、T10、T11钢,用作要求中等韧性、高硬度的刃具,如钻头、丝锥、锯条等。
T12、T13钢,用于要求更高硬度、高耐磨性的锉刀、拉丝模具等。
(二)合金钢合金钢的分类方法有多种,常见的有以下两种。
(1)按用途分类分为三类:合金结构钢,用于制造各种性能要求更高的机械零件和工程构件;合金结构钢,用于制造各种性能要求更高的刃具、量具和模具;特殊性能钢,具有特殊物理和化学性能的钢,如不锈钢、耐热钢、耐磨钢等。
(2)铵合金元素总含量多少分类分为三类:低合金钢,合金元素总含量小于5%;中合金钢,合金元素总含量为5%~10%;高合金钢,合金元素总含量大于10%。
2.合金钢牌号的表示方法合金钢是按钢材的含碳量以及所含合金元素的种类和数量编号的。
①钢号首部是表示含碳量以及所含合金结构钢与碳素结构钢相同,以万分之一的碳作为单位,如首部数字为45,则表示平均含碳量为%;合金工具钢以千分之一的碳作为单位,如首部数字为5,则表示平均含碳量为%。
②在表示含碳量的数字后面,用元素的化学符号表示出所含的合金元素。
合金元素的含量以百分之几表示,当平均含量小于%时,只标明元素符号,不标含量。
如25Mn2V,表示平均含碳量为%,含锰量约为2%,含钒量小于%的合金结构钢。
机械加工常用材料价格明细表.docx
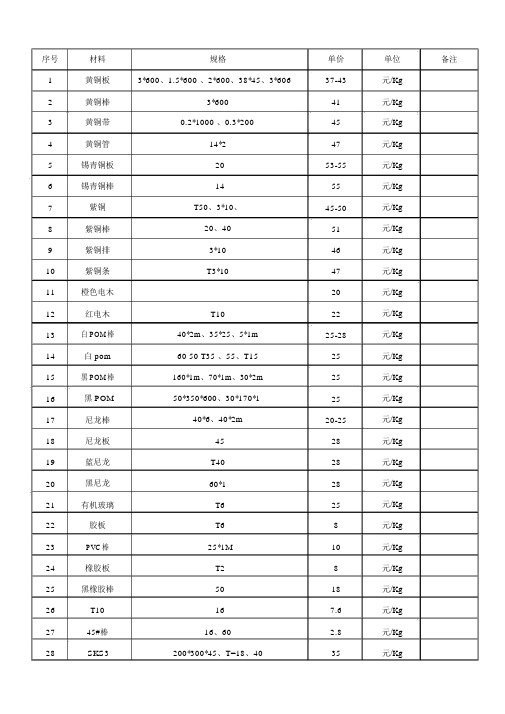
序号材料规格单价单位备注1黄铜板3*600、1.5*600 、2*600、38*45、3*60637-43元/Kg2黄铜棒3*60041元/Kg3黄铜带0.2*1000 、0.3*20045元/Kg4黄铜管14*247元/Kg5锡青铜板2053-55元/Kg6锡青铜棒1455元/Kg7紫铜T50、3*10、45-50元/Kg8紫铜棒20、4051元/Kg9紫铜排3*1046元/Kg10紫铜条T3*1047元/Kg11橙色电木20元/Kg12红电木T1022元/Kg13白POM棒40*2m、35*25、5*1m25-28元/Kg14白pom60 50 T35 、55、T1525元/Kg15黑POM棒160*1m、70*1m、30*2m25元/Kg16黑POM50*350*600、30*170*125元/Kg17尼龙棒40*6、40*2m20-25元/Kg18尼龙板4528元/Kg19蓝尼龙T4028元/Kg20黑尼龙60*128元/Kg21有机玻璃T625元/Kg22胶板T68元/Kg23PVC棒25*1M10元/Kg24橡胶板T28元/Kg25黑橡胶棒5018元/Kg26T10167.6元/Kg2745#棒16、60 2.8元/Kg28SKS3200*300*45、T=18、4035元/Kg29Cr12mov30*100022元/Kg 30无缝管Q235 351*10、108*30 4.3-4.9元/Kg 31EPE膜14元/Kg 32不锈钢网0.91mm*1.23*30m72元/ 米33304网 1.5*4 1*3048元/ 米34707512*8.3*122 、12*110*12545元/Kg 35606340*4m、40*2120元/Kg 3660615、10、12、16、20、30、35、65、20-21元/Kg 37508350*275*485-322-25元/Kg 3850525、6、8、10、15、1220-21元/Kg 39银钢支63元/ 支40银钢支8 5.3元/ 支41银钢支108元/ 支42银钢支1620.5元/ 支43银钢支3071.2元/ 支44银钢支40138.8元/ 支45角铝30*30*217.56元/Kg 46SUJ28*100039元/ 支47SUS3041*1000*200012.71元/Kg 48304板16、28、30、35、40、45、5016-20元/Kg 49304棒10、22、2815-18元/Kg 50304管83*5、40*1422元/Kg 51304光杆10、1216-17元/Kg 52304直条816-17元/Kg 5331612、20、35、4020-26元/Kg 54316棒25、70、80、8518-19元/Kg 55316管8025元/Kg 563CR13T2513元/Kg 57Q35棒17-4PH17-4PH32元/Kg58SUS316六方S14、S19、S1220-25元/Kg 59灰色尼龙板25*600*120085元/Kg 6045#钢光轴4090元/ 米61SUJ3570.5元/ 米62SUJ2045元/ 米63光轴828元/ 米64光轴626元/Kg 65Q2355*1500*4000 2.97元/Kg 66槽钢 6.3#115元/ 支67方管50*497元/ 支68方管40*357元/ 支69方管30*230元/ 支70冷板2*1.25*2.5205元/ 张71冷板 1.2/1.25*2.5125元/ 张72无缝管114*480元/ 米7345#170*60mm 3.5元/Kg 7445#110*200mm 3.45元/Kg 7545#42 32 28 30 55 65 18 2.8元/Kg 7645#140*100mm-1 2.7元/Kg 7745#光板25、30、31、38、40、45、50 6.5-7元/Kg 78CR12MOV光板20、25、33、46、47、5020元/Kg 79CR12光板19元/Kg 80Q235光板 6.5元/Kg 81SKD11光板42元/Kg 8245#354元/Kg 83A3S10 4.2元/Kg 84Q23517六方 3.8元/Kg 85扁钢T5 15*305元/Kg。
机械常用的材料

材质1、A2-70”是不锈钢螺栓、螺钉、螺柱和螺母的性能标记,“-”前的“A2”表示的是材料组别,即奥氏体钢第二组A2,“-”后的数字部分“70”表示产品的性能等级,其数字为公称抗拉强度的1/10,即,此产品的性能抗拉强度为700N/(mm*mm)。
2、8.8级螺栓的含义是螺栓强度等级标记代号由“•”隔开的两部分数字组成。
标记代号中“•”前数字部分的含义表示公称抗拉强度,碳钢:公制螺栓机械性能等级可分为:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8 、13.58.8级螺栓的前一个8的含义是每平方毫米的抗拉强度是800牛也就是80公斤的拉力,后一个八的意思是8.8级产品的屈服点为6400N/mm2。
3、65Mn、锰提高淬透性,φ12mm的钢材油中可以淬透,表面脱碳倾向比硅钢小,经热处理后的综合力学性能优于碳钢,但有过热敏感性和回火脆性。
用作小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制作弹簧环、气门簧、离合器簧片、刹车弹簧及冷拔钢丝冷卷螺旋弹簧。
有优良的综合性能,如力学性能(特别是弹性极限、强度极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。
为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的表面质量(严格控制表面缺陷和脱碳)、精确的外形和尺寸。
65Mn 钢板强度、硬度、弹性和淬透性均比65号钢高,具有过热敏感性和回火脆性倾向,水淬有形成裂纹倾向。
退火态可切削性尚可,冷变形塑性低,焊接性差。
受中等载荷的板弹簧,直径达7-20mm的螺旋弹簧及弹簧垫圈.弹簧环。
高耐磨性零件,如磨床主轴,弹簧卡头。
精密机床丝杆。
切刀。
螺旋辊子轴承上的套环。
铁道钢轨等。
4、HT200材料名称:灰铁200 指的是最低抗拉强度为200MPa的灰铸铁。
抗拉强度和塑性低,但铸造性能和减震性能好,主要用来铸造汽车发动机汽缸、汽缸套、车床床身等承受压力及振动部件。
常用机加工材料
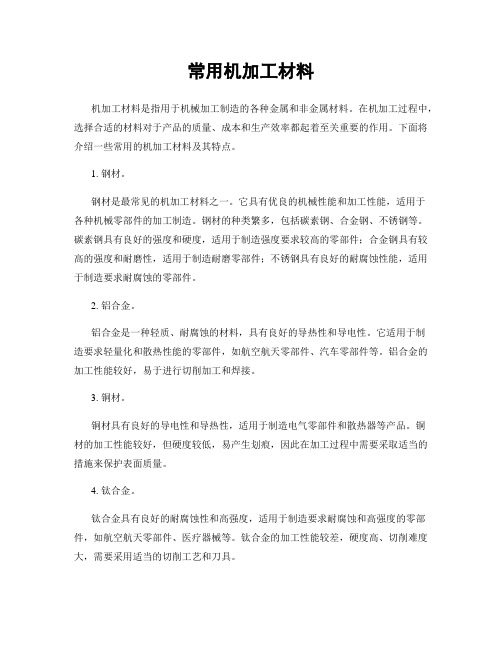
常用机加工材料机加工材料是指用于机械加工制造的各种金属和非金属材料。
在机加工过程中,选择合适的材料对于产品的质量、成本和生产效率都起着至关重要的作用。
下面将介绍一些常用的机加工材料及其特点。
1. 钢材。
钢材是最常见的机加工材料之一。
它具有优良的机械性能和加工性能,适用于各种机械零部件的加工制造。
钢材的种类繁多,包括碳素钢、合金钢、不锈钢等。
碳素钢具有良好的强度和硬度,适用于制造强度要求较高的零部件;合金钢具有较高的强度和耐磨性,适用于制造耐磨零部件;不锈钢具有良好的耐腐蚀性能,适用于制造要求耐腐蚀的零部件。
2. 铝合金。
铝合金是一种轻质、耐腐蚀的材料,具有良好的导热性和导电性。
它适用于制造要求轻量化和散热性能的零部件,如航空航天零部件、汽车零部件等。
铝合金的加工性能较好,易于进行切削加工和焊接。
3. 铜材。
铜材具有良好的导电性和导热性,适用于制造电气零部件和散热器等产品。
铜材的加工性能较好,但硬度较低,易产生划痕,因此在加工过程中需要采取适当的措施来保护表面质量。
4. 钛合金。
钛合金具有良好的耐腐蚀性和高强度,适用于制造要求耐腐蚀和高强度的零部件,如航空航天零部件、医疗器械等。
钛合金的加工性能较差,硬度高、切削难度大,需要采用适当的切削工艺和刀具。
5. 塑料。
塑料是一种非金属材料,具有良好的绝缘性能和耐腐蚀性能,适用于制造电气绝缘零部件和化工设备零部件。
塑料的加工性能较好,易于成型加工和表面处理,但强度和硬度较低。
总结:以上所述的材料仅是常用的机加工材料中的一部分,随着科技的发展,新型材料的出现将为机加工行业带来更多的选择。
在选择机加工材料时,需要根据产品的要求和工艺特点来综合考虑材料的机械性能、物理性能、化学性能和加工性能等因素,以求达到最佳的加工效果和经济效益。
希望本文所介绍的常用机加工材料能够为广大机械加工制造者提供一些参考和帮助。
机械加工常用材料、热处理及表面处理价格标准
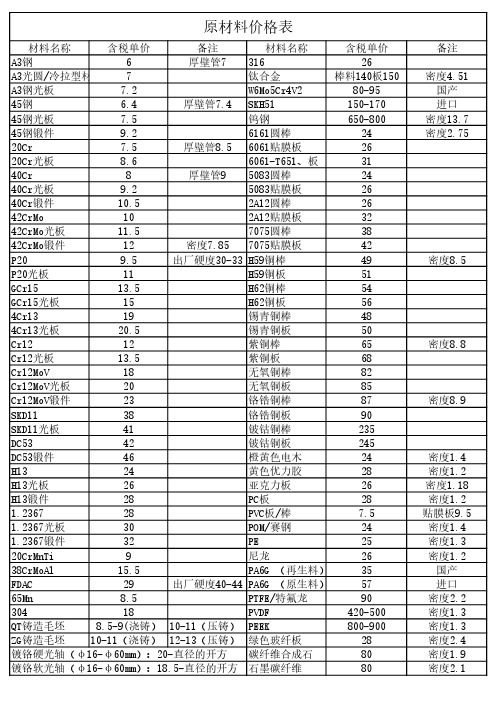
原材料价格表材料名称含税单价备注材料名称含税单价备注A3钢6厚壁管731626A3光圆/冷拉型材7钛合金棒料140板150密度4.51 A3钢光板7.2W6Mo5Cr4V280-95国产45钢 6.4厚壁管7.4SKH51150-170进口45钢光板7.5钨钢650-800密度13.7 45钢锻件9.26161圆棒24密度2.75 20Cr7.5厚壁管8.56061贴膜板2620Cr光板8.66061-T651、板3140Cr8厚壁管95083圆棒2440Cr光板9.25083贴膜板2640Cr锻件10.52A12圆棒2642CrMo102A12贴膜板3242CrMo光板11.57075圆棒3842CrMo锻件12密度7.857075贴膜板42P209.5出厂硬度30-33H59铜棒49密度8.5 P20光板11H59铜板51GCr1513.5H62铜棒54GCr15光板15H62铜板564Cr1319锡青铜棒484Cr13光板20.5锡青铜板50Cr1212紫铜棒65密度8.8 Cr12光板13.5紫铜板68Cr12MoV18无氧铜棒82Cr12MoV光板20无氧铜板85Cr12MoV锻件23铬锆铜棒87密度8.9 SKD1138铬锆铜板90SKD11光板41铍钴铜棒235DC5342铍钴铜板245DC53锻件46橙黄色电木24密度1.4 H1324黄色优力胶28密度1.2 H13光板26亚克力板26密度1.18 H13锻件28PC板28密度1.2 1.236728PVC板/棒7.5贴膜板9.5 1.2367光板30POM/赛钢24密度1.4 1.2367锻件32PE25密度1.3 20CrMnTi9尼龙26密度1.2 38CrMoAl15.5PA6G (再生料)35国产FDAC29出厂硬度40-44PA6G (原生料)57进口65Mn8.5PTFE/特氟龙90密度2.2 30418PVDF420-500密度1.3 QT铸造毛坯8.5-9(浇铸)10-11(压铸)PEEK800-900密度1.3 ZG铸造毛坯10-11(浇铸)12-13(压铸)绿色玻纤板28密度2.4镀铬硬光轴(φ16-φ60mm):20-直径的开方碳纤维合成石80密度1.9镀铬软光轴(φ16-φ60mm):18.5-直径的开方石墨碳纤维80密度2.1热处理及表面处理价格表热处理表面处理名称单价(元/公斤)备注名称单价(元/公斤)备注正火2发黑/发蓝 2.8回火2镀白锌3去应力退火2镀彩锌 3.5调质 2.5本色氧化8渗碳淬火7.8喷砂氧化10高频淬火2硬质氧化12软氮化8薄板喷塑4硬氮化10结构件喷塑3大于100公斤2.5合金钢真空淬火8气淬、低温回火镀硬铬10热作模具钢真空淬火9.5油淬、高温回火镀装饰铬8冷作模具钢真空淬火10油淬、高温回火电镀镍6高速钢真空淬火20-25油淬、高温回火化学镍 6.5固溶处理8-10QPQ处理10深冷处理10-15TD处理90-100 SKH51真空淬火20-25PVD涂层(膜厚0.020.018元/mm²参考下表价格。
机加工常用材料

1、45——优质碳素结构钢,是最常用中碳调质钢。
主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。
小型件宜采用调质处理,大型件宜采用正火处理。
应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。
轴、齿轮、齿条、蜗杆等。
焊接件注意焊前预热,焊后消除应力退火。
2、Q235A(A3钢)——最常用的碳素结构钢。
主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。
应用举例: 广泛用于一般要求的零件和焊接结构。
如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。
3、40Cr——使用最广泛的钢种之一,属合金结构钢。
主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。
应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
4、HT150——灰铸铁应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等5、35——各种标准件、紧固件的常用材料主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。
冷态下可局部镦粗和拉丝。
淬透性低,正火或调质后使用应用举例: 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件6、65Mn——常用的弹簧钢应用举例:小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制做弹簧环、气门簧、离合器簧片、刹车弹簧、冷卷螺旋弹簧,卡簧等。
适合机加工的铝合金材质号

适合机加工的铝合金材质号铝合金是一种常用的机加工材料,因其具有轻质、高强度、良好的导热性和耐腐蚀性等特点,被广泛应用于航空航天、汽车、电子、工程建筑等领域。
然而,不同的机加工工艺和要求适用于不同的铝合金材质号。
在本文中,我们将讨论适合机加工的几个常见铝合金材质号。
一、6061铝合金6061铝合金是一种常见的机加工用铝合金材料。
该材质具有良好的切削性能,易于切削、车削、铣削和钻削。
因此,它被广泛应用于航空航天、汽车零部件、自行车和船舶制造等领域。
6061铝合金具有优异的机械性能,如较高的强度和良好的焊接特性,适合用于制造强度要求较高的零件。
二、7075铝合金7075铝合金是一种高强度的铝合金材料,也适用于机加工工艺。
它具有优异的机械性能和耐腐蚀性,可用于制造要求高强度和刚性的部件,如航空航天设备和赛车部件。
然而,7075铝合金的机加工难度较大,需要使用适当的切削工具和刀具冷却剂,以确保加工质量和刀具寿命。
三、2024铝合金2024铝合金是一种有限的可机加工铝合金材料。
它具有较高的强度和优异的切削性能,适用于制造飞机结构件、压铸件和精密零部件。
然而,2024铝合金在潮湿环境中容易腐蚀,因此在使用时需要采取相应的防护措施。
四、5083铝合金5083铝合金是一种具有良好耐腐蚀性和可焊性的合金材料。
它主要用于制造船舶、液化天然气槽车和储罐等设备,也适用于机加工工艺。
5083铝合金具有较高的强度、优良的切削性能和刚性,因此在加工时需要使用合适的加工参数和工艺。
五、6063铝合金6063铝合金是一种常用的铝合金材料,特别适用于制造构件、建筑型材和工业型材。
该材质具有良好的加工性能和表面处理性能,如冲压、弯曲、铆接和阳极氧化。
因此,6063铝合金广泛应用于门窗、展览展览架和电子外壳等产品的制造。
除了以上提到的铝合金材质号,还有许多其他适用于机加工的铝合金材质。
在选择材料时,需要考虑工件的具体要求,包括强度、耐腐蚀性、导热性、加工性能等。
数控机床加工不同硬度材料的最佳切削参数选择方法
数控机床加工不同硬度材料的最佳切削参数选择方法引言:数控机床作为现代制造业中的重要设备,广泛应用于各种工业领域。
在加工过程中,选择合适的切削参数对于实现高效、高质量的加工非常重要。
本文将介绍数控机床加工不同硬度材料的最佳切削参数选择方法,以帮助读者在实践中获得更好的加工效果。
一、硬度对切削参数的影响切削硬度是指材料对刀具切削时的硬度,硬度越高通常表明切削难度越大。
硬度对切削参数的选择有以下几个方面的影响:1. 切削速度:硬度较低的材料可以使用较高的切削速度,以提高加工效率。
而对于硬度较高的材料,则需要采用较低的切削速度,这样能减少切削时的磨损,提高刀具使用寿命。
2. 进给速度:硬度较低的材料可以采用较大的进给速度,以加快切削进程。
而对于硬度较高的材料,需要降低进给速度,以减少切削时的切屑形成和排出的困难。
3. 切削深度:对于硬度较低的材料,可以选择较大的切削深度,以减少加工时间。
而对于硬度较高的材料,则需要采用较小的切削深度,以避免刀具过度磨损和工件变形。
二、选择最佳切削参数的方法正确选择切削参数可以提高加工效率、降低成本,并保证加工质量。
以下是一些建议的方法:1. 参考切削参数手册:数控机床切削参数手册是宝贵的参考资料,其中列出了不同硬度材料的推荐切削参数。
可以根据工件材料的硬度,查找手册并参考建议的切削参数进行调整。
2. 经验法则:经验法则可以作为初步选择切削参数的参考。
例如,对于硬度较低的材料,可以尝试切削速度为材料硬度的2倍,进给速度为材料硬度的0.5倍,切削深度为3mm。
然后根据实际情况进行微调。
3. 切削试验:切削试验是一种有效的方法,可以根据试验结果来选择最佳切削参数。
在实际加工之前,可以准备一块与工件材料相似的试验材料,进行切削试验,并记录加工时间、表面粗糙度、切削力等参数。
根据实验结果调整切削参数,以得到最佳加工效果。
4. 刀具选择:选择合适的刀具也是选择最佳切削参数的重要因素。
机加工材料牌号

1. 生铁类(国内GB):HT200→灰铁,抗拉强度200N/mm²,牛/平方毫米.ZG200→铸造碳钢, ,抗拉强度200N/mm²,牛/平方毫米. T8~T10→碳工钢,含碳量0.8%~1%.16Mn→低合金钢, 含碳量0.12%~0.2%,含锰量1.2%~1.6%. 20CrMnTi→合金结构钢(硬面齿轮用钢),热处理;880º~900ºC油冷,200ºC回火.Cr12 / Cr12MoV→合工钢(冷冲模具用钢), 热处理;960º~1000ºC油冷,200ºC回火.W18 Cr4V5C o5→高速钢(冷冲模具用钢), 热处理;1210º~1230ºC油冷,540ºC~560ºC 回火.2.铜类(国内GB): 纯铜;T1, T2, T3, 含铜量99.95%~99.97%,其余为银.黄铜;H90→含铜量88%~91%,其余为锌.黄铜;HNi65-5→含铜量64%~67%,含镍量5%~6.5%.黄铜;HSn90-1→含铜量88%~91%,含锡量0.25%~0.75%. 白铜;B5,含铜量4.4%~5%,其余为镍+银.锡青铜;QSn4-3铍青铜; Qbe2铸造青铜; ZCuSn3Zn8Pb6Ni1(锡青铜)铸造青铜; ZCuPb10Sn10(铅青铜)铸造青铜; ZcuAl8Mn13Fe(铝青铜)3.铝类(国内GB):纯铝;AL,含铝量99.995%~99.95%.L1~ L 6;工业纯铝.LG1~ LG 5;工业高纯铝.LF2~ LF43;防锈铝.LY1~ LY17;硬铝.LD2~ LD31;锻铝.LC3~ LC12;超硬铝.LT1~ LT66;特殊铝.4.日,美,港,台通用模具用钢类/板材:A.COLD WORK STEELS(冷作模具钢) : 国标GB; Cr12Mo1V1, Cr12MoV, (美国;D2,日本;SKD11, 瑞典;XW-41).国标GB;Cr12,(美国;D3, 日本;SKD1, 瑞典;XW-41).国标GB; 9CrWMn.(俗称:油钢) (美国;01, 日本; SKS3, 瑞典; DF-2).B.HOT WORK STEEL(热作模具钢)国标GB; 4Cr5MOSIV1(美国;D2, 日本;SKD11, 瑞典;XW-41).国标GB; 4Cr5MOSIV1 (美国; H13, 日本; SKD61, 瑞典; 8407).国标GB; 3Cr2W8V (美国; H21, 日本;SKD5, 瑞典; 8407).国标GB; 5CrMnMo (美国; 6G, 日本;SKT5, 瑞典; 8407).国标GB; 5CrMiMo (美国; L6, 日本; SKT4 , 瑞典; 8407).C.PLASTIC MOULD STEELS(塑胶模具钢)国标GB;SM3Cr2Mo(美国; P20, 瑞典; 618).国标GB;SM3Cr2NiMo(美国; P20+Ni , 瑞典; 718 ).国标GB;SM4Cr13 (美国; 420, 瑞典; S -136H ).D. ALLOY STRUCTURE STEELS(合金结构钢)国标GB; 40Cr (美国; 5140, 日本; SCr440 ).国标GB; 20CrMnTi (渗碳淬火硬面齿轮用)E. STAINLESS STEELS(不锈钢)国标GB;OCr18Ni9 (美国; 420, 日本; SUS420 ).国标GB;1Cr18Ni9Ti (美国; 304, 日本; SUS304 ). 拉深很好用,但拉深过三次一定要退火哦[950!~1000度]!(这是经验,如果你不退火,就是放在仓库里的成品有时也会暴裂的)F. H.S.STEELS(高速工具钢)国标GB; W18Cr4VG. CARBON STEELS碳素钢国标GB;T8 (美国; W1A-8 , 日本; SKH5 ).国标GB;T10 (美国; W1A-9½, 日本SKH3; ).国标GB;Q235(旧标准A3)(美国; Gr.D, 日本; SM400A ).国标GB;20-50(例45#钢是也)(美国; 1020-1050, 日本S20C-S50C; ).国标GB;GCr15轴承钢(美国; 52100, 日本SUJ2; ).★另外如标有:Spcd, 或Spcc, 或Spcen是指日本冷轧钢板,有单光片,双光片等.(交货时分捆片和张片)Spcd;(冷扎板)(1/2硬)PSpcc;(冷扎板)相当于国产08L冷板(深拉深板1/4硬)SSpcen;(冷扎板)(最深拉深软板)ZSPHC(热扎板)SECC(镀锌板)SGCC(热镀锌板)C5102,C 5191是指日本磷铜片C1720,是指日本铍青铜片★最近我国研制四种性能优良的模具用钢:65Cr4W3Mo2VNb(简称65Nb),7Cr7Mo3V2Si(简称LDl),5Cr4Mo3SiMnVAl(简称012Al),6Cr4Mo3Ni2WV(简称CG2).65Nb,012Al和CG2相当并优于高速钢,抗压强度比Cr12MoV钢高.65Nb和LDl耐磨性较好012Al和CG2韧度较好另外:牌号日本美国类型用途1Cr18Ni9Ti SUS321 321 奥氏体使用最广泛,适用于食品、医药、原子能工业.0Cr25Ni20 SUS310S 310S 奥氏体炉用材料.1Cr18Ni9 SUS302 302 奥氏体经冷加工有高的强度,建筑用装饰部件.0Cr18Ni9 SUS304 304 奥氏体我们通常拉深件用的不锈钢材料就是它00Cr19Ni10 SUS304L 304L 奥氏体抗腐蚀性要求高、耐热零件及热处理有困难的零件.1Cr17Ni7 SUS301 301 奥氏体型我们通常做端子类的连续模用的条料(有弹性的弹片)就是它.0Cr17(Ti)铁素体型用于洗衣机内桶冲压件,装饰用00Cr12Ti 铁素体型用于汽车消音器,装饰用1Cr17 SUS430 430 铁素体型俗称不锈铁,软料,用于重油燃烧器部件,家用电器.0Cr13 SUS410S 410S 铁素体型高韧性及受冲击负荷的零件,如汽轮机片,螺帽等.1Cr13 SUS410 410 马氏体型耐蚀性,一般用途、刀刃机械零件、泵杆餐具等.2Cr13 SUS420J1 420 马氏体型俗称不锈铁,硬料.淬火状态下硬度高,耐蚀性良好,作汽轮机叶片假设0.5秒驱动辊就可加速到v=0.6m/s 距离S=0.15m那么钢管加速度应该是a=1.2 a=(F-F m)/m 所以F=35760电机功率P≥W/t=FS/t=10728w=10.7kw如传动效率为0.85那么P=10.7/0.85=12.59kwV驱辊max=600mm/s;。
CNC机床加工中常见的材料选择
CNC机床加工中常见的材料选择在CNC机床加工过程中,正确选择适合的材料对于保证加工质量和提高效率至关重要。
不同的材料具有不同的特性和用途,因此在进行加工前,需仔细考虑材料的选择。
本文将介绍CNC机床加工中常见的材料以及选择这些材料的要点和注意事项。
一、常见的金属材料1. 碳钢碳钢是最常见的金属材料之一,广泛应用于各种机械零部件和结构件的加工中。
其具有良好的切削性能和机械性能,适用于大多数的机床加工操作。
碳钢多用于制造刀具、轴承、齿轮等中小型零件。
2. 不锈钢不锈钢是一种抗腐蚀性能优良的金属材料,常用于制造要求具备较高耐腐蚀性的零件。
不锈钢在加工时具有较高的硬度,可适应较高的切削速度,但存在切削困难的问题。
选择不锈钢时,需要根据具体的零件要求和机床加工能力来确定最适合的不锈钢材料。
3. 铝合金铝合金具有低密度、高比强度和良好的加工性能,广泛应用于航空、汽车、船舶等领域。
选择铝合金材料时,需要考虑其强度、硬度、腐蚀性能等因素,并且根据具体的应用场景来决定所需的合金系列。
4. 铜铜具有优异的导电性和导热性,常用于电子元器件和导电部件的制造中。
铜具有良好的可塑性,适合进行冷加工和热加工。
在选择铜材料时,需要考虑其导电性、强度和可加工性等因素。
二、非金属材料1. 塑料塑料是一种常见的非金属材料,其具有良好的绝缘性能和低成本优势。
塑料材料常用于制造电子、电器和汽车零部件等领域。
选择塑料材料时,需考虑其物理性能、机械性能、耐温性能以及加工性能等因素。
2. 工程陶瓷工程陶瓷是一类具有优异性能的高级陶瓷材料,常用于制造对耐高温、绝缘性、耐腐蚀性要求较高的零部件。
选择工程陶瓷时,需要考虑其耐温性、强度、硬度以及加工性能等因素。
3. 复合材料复合材料是由两种或两种以上的材料组合而成的材料,具有较高的强度和轻质化的特点,广泛应用于航空航天和汽车工业等领域。
选择复合材料时,需要考虑其强度、重量、耐腐蚀性等因素,并结合具体的应用场景来进行选择。
机物料的定义
机物料的定义机物料是指在机械加工过程中所使用的原材料、零部件和辅助工具等。
它们是构成机械设备的基础,直接影响到产品质量和生产效率。
本文将从不同角度对机物料进行详细阐述。
1. 机物料的种类•原材料:原材料是制造机械产品所必需的基础材料。
根据不同的机械加工要求,常用的原材料包括金属、塑料、橡胶、陶瓷等。
金属原材料又分为铁、铜、铝等多个类别,每种类别又有不同牌号和规格。
•零部件:零部件是构成机械设备的组成部分,可以独立拆卸和更换。
根据不同的功能和用途,零部件可以分为结构件、传动件、运动件等。
常见的零部件有轴承、齿轮、螺栓等。
•辅助工具:辅助工具是用于完成特定操作或提高生产效率的工具。
例如切削刀具、测量仪器、夹具等。
2. 机物料的选择原则•适用性:机物料的选择应根据具体的机械加工要求和产品设计要求来确定。
例如,对于高温环境下工作的设备,应选用耐高温材料。
•可靠性:机物料的质量直接影响到产品的可靠性和寿命。
因此,在选择机物料时,应考虑其强度、硬度、耐磨性等指标。
•经济性:机物料价格直接影响到产品成本和市场竞争力。
在保证质量和性能的前提下,应选择价格合理的机物料。
3. 机物料的采购与管理•供应商选择:在采购机物料时,应选择信誉良好、质量可靠的供应商。
可以通过询价、比较报价、参观供应商生产基地等方式进行评估。
•合同签订:与供应商达成一致后,双方应签订合同明确双方权责。
合同内容包括交货时间、数量、质量标准、价格等。
•库存管理:为了保证生产持续进行,需要建立适当的库存管理制度。
库存管理涉及到库存数量控制、定期盘点、周转率分析等。
•质量管理:对于机物料的质量要求,应与供应商进行沟通,并建立相应的质量管理体系。
可以进行抽样检验、工艺过程控制等方式来确保机物料的质量。
4. 机物料的维护与更新•定期检查:定期对机物料进行检查,发现问题及时修复或更换。
例如,对于易损件和易腐蚀件,应加强定期检查和维护。
•更新升级:随着科技的进步和市场需求的变化,机物料需要不断更新升级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章1、切削加工:指刀具从毛坯上切除多余材料,从而获得在形状,尺寸精度和表面质量上都合乎预定要求的加工2、切削运动分为主运动和进给运动3、由切削运动形成的三个表面:a 已加工表面 b 待加工表面 c 加工表面4、切削用量:所谓的切削用量是指切削速度,进给量,切削深度的总称.5、切削速度V:主运动的速度,或者其切削刃选定的点相对于工件主运动的瞬时速度6、进给量f:主运动旋转一周时,刀具(或)工件沿进给运动方向上的位移量7、多刃切削-----常用每齿进给量表示,即刀具每转一齿,刀具或工件沿进给方向上的位移量8、切削深度:工件已加工表面与待加工表面之间的垂直距离,又称为背吃刀量9、切削厚度:垂直于加工表面度量的切削层尺寸10、切削宽度:沿着加工表面度量的切削层尺寸11、在进给量、切削深度一定情况下,主偏角↗,切削厚度↘,但切削宽度↗12、切削面积:切削层横截面积,实际切削面积小于理论切削面积13、主偏角↗,残留面积↗;副偏角↗,残留面积↗14、刀具材料的要求:✓较高的硬度:常温在HRC60以上✓良好的耐磨性:其越好,刀具磨损越小✓良好的耐热性:又称红硬性或热硬性✓足够的强度和韧性:以承受切削力和冲击✓良好的工艺性:易于冷热加工15、常用的刀具材料:✓碳素工具钢:含碳量较高的,0.7-1.2%,淬火后硬度可达到HRC61-65,常见的牌号:T10 T10A T12A ✓合金工具钢:在碳素工具钢中加入适量的铬钨锰等合金元素,较高的耐热性,耐磨性和韧性.如;铰刀,拉刀,常见的牌号:CrWMn,9SiCr✓高速钢:白钢,高的耐热性,耐磨性和韧性,常见牌号:W18Cr4V,W6Mo5CrV2✓硬质合金:碳化钛,碳化钨等金属碳化物做基体,用钴做粘合剂,采用粉末冶金烧制.钨钴类(YG):YG3 YG6 YG8 钨钛钴类(YT):YT5 YT15 YT30✓陶瓷材料:主要成分为氧化铝,HRC86-90✓人造金刚石:接近HV1300-1800,耐热700-800℃✓立方氮化硼:HV8000-9000,耐热性(1300-1500 ℃)涂层刀具材料:基体上涂覆一薄层高硬度,高耐磨性的难溶金属或非金属化合物而构成.陶瓷刀具材料:具有很高的硬度、耐热性和耐磨性,能以更高的切削速度切削难加工的高硬度材料超硬刀具材料:耐磨性好,主要用于加工精度和表面粗糙度要求较高的零件;主要缺点:价格昂贵,与铁族元素材料有亲和力,不宜加工铁和钢16、刀具角度:以普通外圆车刀为基础车刀切削部分的组成✓前刀面:切削时直接作用于被切除金属层且切屑沿其流出的表面✓后刀面:刀具上与工件切削中产生的面相对表面,分为主后刀面副后刀面✓切削刃:主切削刃副切削刃✓刀尖:带有过度刃车刀切削部分主要角度a基面:Prb切削平面: Ps和Ps’c正交平面: Pod假定工作平面:Pf17、主偏角Kr: 主切削刃在基面投影与进给方向的夹角副偏角Kr’:副切削刃在基面投影与进给方向的夹角主偏角主要影响切削层截面的形状和参数,影响切削分力的变化,并和副偏角一起影响已加工表面的粗糙度,副偏角还有减少后刀面与已加工表面之间摩擦的作用.当主偏角小时,已加工表面残余面积高度Hc愈小.主副偏角应根据工件的刚度和加工要求选择合理的数值,一般有45,60,70,90,副偏角为5-15,粗加工时取较大值18、当背吃刀量一定时,Kr↘,切削层公称Aw↗,而公称Ac↘,即切下宽而薄的切屑,主切削刃单位长度上负荷较小,散热条件较好,有利于刀具耐用度的提高.19、前角:前刀面与基面之间的夹角,分为正前角,负前角,零前角前角大,切削锋利,切削轻快;过大,切削刃和刀头强度,散热条件和受力状况变差,刀具磨损大,反之,刀具钝,对加工不利.前角选择:据工件材料,刀具材料和加工性质工件塑性大,强度和硬度低或刀具强度和韧性好或精加工时,取大的前角,反之相反.硬质合金车刀切削钢材,取10-20度,切削灰铸铁,取5-15度.20、后角:在正交平面中测量的后刀面与切削平面之间的夹角.主要作用:减少刀具后刀面与工件间的摩擦,并配合前角改变切削刃的锋利程度.后角大,摩擦小,切削刃锋利,过大,将使切削刃变弱,散热条件变差,加速刀具磨损;过小,虽切削刃强度增加,散热条件好,但磨损同样加剧.后角选择:加工的种类和性质粗加工或工件材料较硬,要求切削刃强固,取较小值,6-8度,反之,对切削刃强度要求不高,主要希望减小摩擦和已加工表面粗糙度,可取8-12度.21、刃倾角:主切削刃与基面之间的夹角,分为正,负刃倾角主要作用:其主要影响刀头的强度,切削分力和排屑方向,负角可起到增强刀头的作用,但会使得背向力增大,可能引起振动,而且还会使切屑排向已加工表面,可能划伤和拉毛已加工表面.角度选择:粗加工为了增强刀头强度,可取负值,精加工为了保护已加工表面,取正值或零值,车刀一般取-5~5度.22、刀具标准角度:是在假定工作条件和假定安装条件下的刀具角度.刀具实际角度:考虑合成运动和实际安装情况下,按照刀具工作参考系确定下的刀具角度.车外圆:刀尖高于工件回转轴线------工作前角小于标准角度,工作后角大于标准角度. 镗孔: 相反.车柄(车刀刀柄)的纵向轴线与进给方向不垂直时,将引起主副偏角的变化.23、车刀安装偏高,前角偏大,后角偏小;车刀安装偏低,前角偏小,后角偏大一切削的形成过程及切屑种类1 切屑形成过程:切削塑性材料时,材料受到刀具的作用,材料发生弹性变形,随着刀具继续深入,金属内部的应力,应变继续加大,达到屈服点时,工件产生塑性变形,刀具继续前进,应力达到材料断裂强度,金属被挤压,切屑形成.2 切屑的种类A带状切屑:内表面是光滑的,外表面是粗糙的.一般加工塑性材料,切削厚度较小,切削速度较高,刀具前角较大时易得该种切屑,采用断屑措施.B 挤裂切屑:外表面呈锯齿状,内表面有裂纹,其内应力在局部地方达到了材料的强度极限. 一般在加工塑性金属,切削厚度较大,切削速度较低,刀具前角较小时易得该种切屑. 由于局部断裂,切削力波动大.切削过程平稳,已加工表面粗糙度也较大.C 单元切屑:呈粒状,切削内部的剪应力超过材料的强度极限,切屑沿某一截面破裂,不能形成连续的切屑. 一般加工塑性金属,切削厚度较大,切削速度较低,刀具前角较小时易得该种切屑,切削力波动大.切削过程不平稳,已加工表面粗糙度也较大. D 崩碎切屑:切削脆性材料时,由于材料的塑性很低,切削时,切削刃前方金属在塑性变形很小时就被挤裂或在拉应力状况下碎断,形成不规则的碎块切屑.它与工件基体分离的表面很不规则,已加工表面粗糙度很大,切削力变化很大,当刀具前角越小,切削厚度越大时,越容易产生这种切屑.二 积屑瘤:切削加工中,常有一些金属冷焊(拈法)沉积在前刀面上,形成硬度很高的锲块,它能代替前刀面和切削刃进行切削,这个称之为积屑瘤.1积屑瘤的形成:底层金属的流动速度降低而形成”滞流层”. 2 积屑瘤对切削加工的影响A 代替刀刃进行切削,保护刀刃,减少刀具磨损B 使刀刃的工作前角增大,减小切削力,使切削轻快,不易振动.C 使切削层公称厚度不断变化,影响尺寸精度.精加工时,应尽量避免积屑瘤的产生. 3 积屑瘤的影响因素及控制方法 A 因素工件材料:塑性大切削速度:主要通过切削温度和摩擦系数起作用:切削速度很低,不会产生积屑瘤;切削速度提高,容易产生积屑瘤 切削钢,Vc=0.33m/s,切削温度300-350度,摩擦系数最大,积屑瘤也最高 避免产生积屑瘤:精车,精铣采用高的切削速度,而拉削,铰孔和宽刃精刨采用低的切削速度;增大前角以减小切削变形;用油石摩前刀面以减小摩擦系数;选用合适工作液以减小摩擦和切削温度; 三 切削力和切削功率切削力直接影响切削热的产生,进一步影响刀具磨损,耐用度和工件表面质量,生产中又是设计机床,刀具,夹具的必要依据.24、切削力的构成和分解A 切削力Fc :计算车床动力和设计主运动传动系统零件强度和刚度的主要依据,消耗机床95%的功率.B 进给力Ff :设计和使用车床验算进给运动传动系统零件强度的依据,消耗机床1-5%的功率.轴向力.C 背向力Fp :径向力,加工细长轴,容易引起工件弯曲变形使车得工件中间大,两头小,有时容易引起振动.车长轴时,常采用主偏角Kr=90的车刀,就是为了减小背向力. 三个切削分力与总切削力F 如关系: 25、切削力的估算:生产中常用单位切削力来估算其大小,单位切削力指作用在单位切削面积上的切削力,P 的单位为N/mm2,其估算公式: 26、切削功率:车削加工所消耗的总功率,应该是三个分力所消耗的功率之和,但Fp 不做功,Ff 消耗功率很小,小于1%,因此,通常车削外圆的功率可用下列公式计算:Pm=Fc*Vc*1000KW 考虑机床传动效率x=0.75-0.85,故机床电动机功率Pe 的计算公式:Pe 大于Pm/x27、切削热和切削温度是金属切削过程中重要物理现象,它直接影响着刀具磨损和刀具耐用度也影响22CfpFF F F =++c c p F PA Pa fN ==着工件表面质量及生产率.1) 切削热的产生,传出及对加工的影响A 来源:切屑变形所产生的热量------主要热源,切屑与刀具前刀面摩擦所产生的热量,工件与刀具后刀面摩擦所产生的热源B 加工影响:刀具:刀具摩擦;工件:工件变形,产生形状和尺寸误差 2)切削温度是指刀具与切屑,工件接触区域的平均温度.影响因素:切削用量、刀具几何参数(前角大t 小;主偏角Kr 大t 大)、工件材料(强度和硬度;材料导热系数;脆性材料)、切削液、刀具磨损3)C 切削温度经验公式: 公式中指数和系数取决于切削条件,如工件材料,刀具材料,刀具角度及冷却条件等.28、刀具磨损形式和过程形式:前刀面,后刀面,前刀面与后刀面同时磨损. 过程:初期磨损,正常磨损,急剧磨损阶段.刃磨最好阶段:正常磨损后期,急剧磨损阶段前.影响刀具磨损的因素:切削用量、刀具材料、刀具形状,工件材料,是否使用切削液等. 29、刀具耐用度:刀具开始切削直到磨损达到磨钝标准为止的总的时间,用t 表示. 影响因素:工件材料,刀具材料,刀具几何角度,切削用量等选择切削用量时,首先选择较大的切削深度,然后根据加工要求选取最大进给量.最后在一定刀具耐用度和机床功率允许下选取最优切削速度. 30、切削用量的合理选择:1)粗加工时选择原则:较高的生产率,保证必要刀具耐用度.思路:在保证刀具耐用度前提下,使切削用量乘积尽可能大,优先选择大的背吃刀量,进给量,切削速度. 选择方法:A 背吃刀量:尽可能一次性进给全切除.B 进给量:根据机床功率,传动机构的强度及工件表面粗糙度,进给力小于机床允许最大值.C 切削速度:根据耐用度,工件,刀具材料,手册计算选用合理的切削速度. 2)精加工时选择切削用量原则:保证加工精度和表面粗糙度,刀具耐用度和生产率,关键控制积屑瘤. 方法:硬质合金车刀切削,选用高的切削速度;高速钢切削,选用低的切削速度.精加工,采用较小的背吃刀量和进给量.常见:高速精车: ap=0.3-0.5;低速光刀: ap=0.05-0.1 f=0.05-0.2mm/r ;硬质合金: Vc=1.7-3.34m/; 车铸铁: Vc=1-1.7m/s 31、磨具与磨削过程 一、磨料与磨具磨削是用带有磨粒的工具对工件进行加工;磨削工具:砂轮,油石,磨头,砂瓦,纱布,砂纸,砂带,研磨膏;砂轮是一种用结合剂把磨粒黏结起来,经压坯,干燥,陪烧及修整而成,具有很多气孔,用磨粒进行切削的固结磨具。