034 设备安装精平记录
设备安装验收记录

验收人员签字
设备安装验收标准及记录
振动筛
序号
检验项目
/检验内容与要求
检验结果
1
筛体
1、安装基础结构牢固,、符合安装图中承载要 求。2、筛体两侧弹簧高度偏差是否低于4mm弹簧的垂直高度低于5mm筛面左右相对水 平偏差是否均布在3mm以下。3、弹簧底板和 基础制作是否用高强度螺栓和自锁螺母紧 固。\
3
焊缝
焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、 弧坑、针状气孔和熔合性飞溅物等缺陷;焊 缝焊波均匀,焊渣和飞溅物要清除干净。
4
减速器
1、箱内应清洁无杂物;2、齿轮的齿合情况 和顶侧间隙符合要求;3、减速机油位适中, 不漏油。
5
辊子
装配辊子时,辊与辊之间的距离和各部要求,必须符合设备出厂技术文件和设计。
10
胶带
胶带宽度(B)不大于5/1000B'、
11
Hale Waihona Puke 试运转空负荷试运转4小时,负荷试运转8小时, 其各部轴承温度及温升严禁超过:滚动轴承 温度80°C,温升40°C;滑动轴承温度70°C,温升35°C。变频器检测或测温仪检测。
验收人员签字
设备安装验收标准及记录
悬挂式电磁除铁器
序号
检验项目
/检验内容与要求
装配齿辊时,辊的齿尖应对准另一辊的齿槽。
6
传动装置
转动灵活,无卡阻现象,安全防护罩齐全、 可靠,运转平稳,无异声。
7
润滑装置及管路
润滑油泵工作正常,机体及油路各密封结合 处不渗油,不漏煤,无油垢。
8
机体的安装找正
机体纵、横向水平度严禁大于1000。
设备安装施工记录表格.pdf

QG/DJ1104/02 SLA-JX004-2007
设备垫铁安装;灌浆前 项目
分部
检查记录
分项
位号 垫铁编号
设备名称
执行工艺标准
垫铁接触②
垫规格 垫铁H×N①
均匀程度
有无间隙
地脚螺栓
规格型 螺帽接触③
号
隐蔽前检查: 1、垫铁 2、地脚螺栓□ 4、垫铁规格 附图及说明:
布置□
接触面□
焊接□
3、螺栓及基础表面清洁□
11 齿轮安装检查记录
12 卧式静置设备安装检查记录
13 立式静置设备安装记录
14 塔盘安装记录
15 设备试压记录
16 单机试运转记录
17 透平机试运行记录
18 设备清扫检查记录
19 设备填充记录
20 桥式起重机安装记录
21 起重机轨道安装记录
22 桥式起重机试运行记录
23 基础沉降测量记录
编号 JX001-2007 JX002-2007 JX003-2007 JX003-2007 JX004-2007 JX005-2007 JX006-2007 JX007-2007 JX008-2007 JX009-2007 JX010-2007 JX011-2007 JX012-2007 JX013-2007 JX014-2007 JX015-2006 JX016-2006 JX017-2006 JX018-2007 JX019-2007 JX020-2007 JX021-2007 JX022-2007
平垫铁
斜垫铁
建设单位代表 监理单位代表
质量检查员 施工单位
施工班组
注:①H 表示垫铁高度。N 表示垫铁层数。 ②垫铁接触,检查时应包含垫铁之间、垫铁与基础、垫铁与设备底面
设备安装验收记录材料.docx

+\设备安装验收标准及记录辊式破碎机序号检验项目1导轨2入料溜槽安装3焊缝4减速器5辊子6传动装置7润滑装置及管路8机体的安装找正9试运转验收日期:检验内容与要求检验结果1、导轨平面度不大于 3mm,两导轨平行度不大于 3mm,设备在导轨上应有螺栓固定。
2、入料溜槽处采用软连接,预留液压升降空间至少 10mm。
3、导轨上设有防止破碎机移动限位。
1、来料是否均布在两个破碎辊中心,高度:垂直 1m为宜,最高不得超过 2m,否则需加缓冲梁或溜槽。
2、破碎机入料、出料溜槽与箱体连接处法兰有无防尘垫。
焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和熔合性飞溅物等缺陷;焊缝焊波均匀,焊渣和飞溅物要清除干净。
1、箱内应清洁无杂物;2、齿轮的齿合情况和顶侧间隙符合要求;3、减速机油位适中,不漏油。
装配辊子时 , 辊与辊之间的距离和各部要求 ,必须符合设备出厂技术文件和设计。
装配齿辊时,辊的齿尖应对准另一辊的齿槽。
转动灵活,无卡阻现象,安全防护罩齐全、可靠,运转平稳,无异声。
润滑油泵工作正常,机体及油路各密封结合处不渗油,不漏煤,无油垢。
机体纵、横向水平度严禁大于0.2/1000 。
空负荷试运转 4 小时,负荷试运转 4 小时,轴承温度不得超过70℃,温升不得超过35℃。
红外线测温仪检测。
堵转、失速、温度传感器灵敏可靠。
验收人员签字+\设备安装验收标准及记录振动筛验收日期:序号检验项目检验内容与要求检验结果1、安装基础结构牢固,符合安装图中承载要求。
2、筛体两侧弹簧高度偏差是否低于4mm,1筛体弹簧的垂直高度低于 5mm,筛面左右相对水平偏差是否均布在 3mm以下。
3、弹簧底板和基础制作是否用高强度螺栓和自锁螺母紧固。
1、转动部位安全罩是否齐全紧固;2、副轴2驱动机构与激振器长轴上下偏差≤ 1mm,前后偏差≤2mm。
3、驱动机头底座必须采用高强度螺栓和自锁螺母。
1、万用花键轴与激振器、副轴联轴节均采用驱动轴、中间传动8.8 级高强度螺栓连接。
设备安装验收记录

入料溜槽
2
2m,否则需加缓冲梁或溜槽。2、破碎
安装
机入料、出料溜槽与箱体连接处法兰
有无防尘垫。
焊缝表面严禁有裂纹、夹渣、焊瘤、
烧穿、弧坑、针状气孔和熔合性飞溅物
3
焊缝
等缺陷;焊缝焊波均匀,焊渣和飞溅物
要清除干净。
1、箱内应清洁无杂物;2、齿轮的
4
减速器
齿合情况和顶侧间隙符合要求;3、减
速机油位适中,不漏油。
度的 4/5。3、溜槽连接法兰处应设密封
垫。4、开设便于打开的观察孔。5、入料、
出料溜槽及筛下漏斗在工作时有无碰
撞现象。
1、空载运行时间≥2 小时。 2、试运
行启动应该平稳快速,不得左右摇摆。
9
试运转 3、空载试运行期间,轴温、电动机温
升不得大于 35℃,最高温度不得大于
70℃。红外线测温仪检测。
验收人员签字
(4)、接头处上下、左右偏差不大于 1mm;
(5)相对高差(中间架长度 L)不大 于 2/1000L;
1 胶带
0
胶带宽度(B)不大于 5/1000B
空负荷试运转 4 小时,负荷试运
1
转 8 小时,其各部轴承温度及温升严禁
试运转
1
超过:滚动轴承温度 800C,温升 400C;
滑动轴承温度 700C,温升 350C。变频器
设备安装验收标准及记录
胶带输送机
验收日期:
序 号
检验项目
检验内容与要求
检验 结果
垫铁的材料、规格 每组层数、是
否垫稳、垫实。应符合《煤矿安装工程质
量验收评定标准》(相邻两垫铁组间的
机头、机尾、
距离为 500-1000mm;每一组垫铁宜减
设备安装记录表

设备安装记录表********有限公司设备安装工程编号工程名称图号设备位号NS15安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS27安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS19安装情况项目允许偏差实际偏差备注标高±5±5中心±5铅垂度%±5水平度±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS20安装情况允许偏项目实际偏差备注差标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图质检员组长结责专业负责论任人签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS21安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS22安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS23安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5 附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS18安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS1安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS2安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS4安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS5安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS6安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS7安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS8安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS9安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS10安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS11安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS13安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS14安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向5度附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向5度附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向5度附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向5度附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向5度附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向5度`附图:结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长论签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号安装情况项目允许偏差实际偏差备注标高±5纵向±5中心横向±5铅垂度%纵向±5水平度横向±5附图结论责任专业负责人质检员组长签字日期设备安装记录表工程编号工程名称********有限公司设备安装图号设备位号NS1安装情况项目允许偏差实际偏差备注标高±5中心纵向±5横向±5铅垂度%水平度纵向±5横向±5附图结责任专业负责人质检员组长。
站设04 设备安装精平记录1

垂直度(立式)
≤H/1000且≤30
支架位置、标高
允许偏差±5
精 平 示 意 图 及 说 明
气液联动球阀找正、找平,支座底面标高以容器的中心线位置、以基础上的中心线为基准。气液联动球阀的水平度以设备的中心划线为基准,采用水平管(塑料连通管)进行控制。设备找正与找平的补充测点在主法兰口、水平或垂直的轮廓面、其它指定的基准或加工面,找水平度及垂直度使用斜垫铁调整精度,垫铁符合设计和《油田油气处理用钢制压力容器施工及验收规范》(SY/T0448-97)规定,垫铁应露出容器支座底板外缘10~30mm.,符合设计和规范要求。
施工单位
EPC总承包商
监理单位
班(组)长:
技术(质量)员:
技术负责人:
年 月 日
代表:
年 月 日
监理工程师:
年 月 日
站设04
设备安装精平记录
单位工程名称:廊坊铭顺燃气公司码头加气母站工程安次分输站北京管道部分
工程编号: MSAC
设备名称
电动球阀
设备编号
XV2202
检查项目
技术要求
检查情况
垫铁
垫铁位置靠近螺栓,垫铁组间距500mm,斜垫铁与平垫铁组对时不超过三层,露出底座10~30mm.
设备找平找正记录

Z2 3400 (3399)
Z2
Z1 设计标高:31850mm,实测标高:31851mm。 括号尺寸为实测值
Z1
建设单位代表
工长
质检员
班组长
2006年 1 月 13
1900 (1901) 日
设
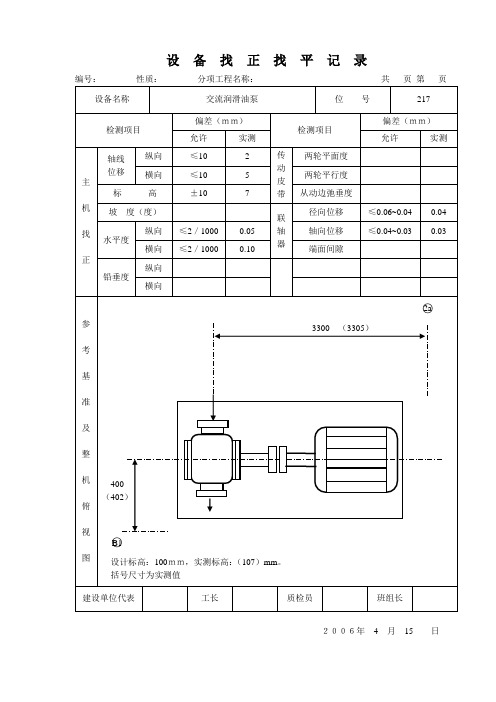
编号: 设备名称 检测项目 轴线 位移 标 机 找 正 铅垂度 坡 纵向 横向 高 度(度) 纵向 横向 纵向 横向 性质:
主
≤0.06~0.04 ≤0.04~0.03
0.05 0.035
水平度
≤2/1000 ≤2/1000
0.04 0.06
参 考 基 准 及 整 机 俯 视 图
1450 (1450)
2900 (2910)
进口
设计标高:100mm,实测标高: (105) 括号尺寸为实测值
建设单位代表
工长
质检员
班组长
2006年
偏差(mm) 允许 ≤10 ≤10 ±10 实测 3 5 5 传 动 皮 带 联 轴 器
检测项目 两轮平面度 两轮平行度 从动边弛垂度 径向位移 轴向位移 端面间隙
主
≤0.06~0.04 ≤0.04~0.03
0.05 0.03
水平度
≤2mm/m ≤2mm/m
0.06 0.10
参 考 基 准 及 整 机 俯 视 图 1800 (1805) 设计标高:-1100mm,实测标高:-1095mm 括号尺寸为实测值 冷 凝 器 中 心 线
找
平
记
位
录
共 号 页 第 224 偏差(mm) 允许 实测 页
分项工程名称:1#射水泵安装 1#射水泵 偏差(mm) 允许 ≤10 ≤10 ±10 实测 0. 2 5 传 动 皮 带 联 轴 器 检测项目 两轮平面度 两轮平行度 从动边弛垂度 径向位移 轴向位移 端面间隙
设备找平找正记录
括号尺寸为实测值 图
建设单位代表
工长
质检员
班组长
2006年 3 月 25 日
编号:
设备找正找平记录
性质:
分项工程名称:
共 页第 页
设备名称
均压箱
位号
214
检测项目
轴线 纵向
位移 主
横向
标
高
机 坡 度(度)
找 水平度
正 铅垂度
纵向 横向 纵向 横向
偏差(mm)
允许
实测
≤10
5
≤10
9
±
3
≤2mm/m
编号:2-6-2 性质: 一般 分项工程名称:高压疏水扩容器
共 页第 页
设备名称
高压疏水扩容器
位号
209
检测项目
轴线 纵向
位移 主
横向
标
高
机 坡 度(度)
找 水平度
正 铅垂度
纵向 横向 纵向 横向
偏差(mm)
允许
实测
≤10
6
≤10
4
±10
5
≤2mm/m
1
≤2mm/m
1
检测项目
传 两轮平面度
动
两轮平行度
工长
质检员
班组长
2006年 4 月 25 日
设备找正找平记录
编号:2-6-1 性质: 一般 分项工程名称:低压疏水扩容器
共 页第 页
设备名称
低压疏水扩容器
位号
213
检测项目
轴线 纵向
位移 主
横向
标
高
机 坡 度(度)
找 水平度
正 铅垂度
纵向 横向 纵向 横向
设备安装检测记录

设备安装检测记录建设单位:检NO.42 施工单位:年月日锚固件隐蔽安装记录检NO.42-01注:1、检查数量:焊接表面按2m2面积抽查1处,但不少于3处;2、检验方法:观察检查、尺量检查、锤击检查。
硅酸钙板铺贴隐蔽记录检NO.42-02注:1、检查数量:硅钙板铺贴表面按5m2面积抽查1处,但不少于3处;2、检验方法:观察检查。
耐火砖砌体检查记录检NO.42-03注:砖缝的泥浆饱满度必须大于90%;检查数量:砌体每1.25m高(长)检查1处,每次抽查2-4处;检验方法:观察检查砖面与泥浆粘结面积,每处掀3块砖砖缝小于等于3mm;检查数量:砌体表面按5m2面积上检查10点,比规定砖缝厚度大50mm 以内的砖缝,不超过5点为合格,3点为优良;检验方法:塞尺检查,观察检查。
窑炉砌筑质量保证资格检查表检NO.42-04注:合格证、试(检)验报告到记录内容应齐全、准确、真实。
检NO.42-05注:检查数量:膨胀缝全数检查,浇注料每4m高检查1次,每次2-4处,每处5m2;检验方法:观察检查,检查施工记录(加水量记录、养护记录);合格:表面无剥落、裂缝、孔洞等缺陷,有轻微的网状裂纹;膨胀缝留设均匀、平直,位置正确,缝内清洁,并按规定填充材料;优良:表面平整,无剥落、裂缝、孔洞等缺陷,有少量轻微的网状裂纹;膨胀缝留设均匀、平直,位置正确,缝内清洁,并按规定填充材料,外表美观。
浇注体浇注养护记录检NO.42-06注:记录浇注体养护次数和时间。
设备安装检测记录建设单位:检NO.43检NO.43-01注:1、检查数量:按50m2面积抽查3处,但不少于3处;2、检验方法:观察检查、尺量检查、锤击检查。
外保温龙骨架隐蔽工程安装记录检NO.43-02注:1、检查数量:按5m2面积抽查3处,但不少于3处;2、检验方法:观察检查、尺量检查、锤击检查。
外保温保温层安装隐蔽工程记录检NO.43-3注:1、检查数量:按5m2面积抽查3处,但不少于3处;2、检验方法:观察检查、尺量检查。
32设备安装检查(测量)记录.doc
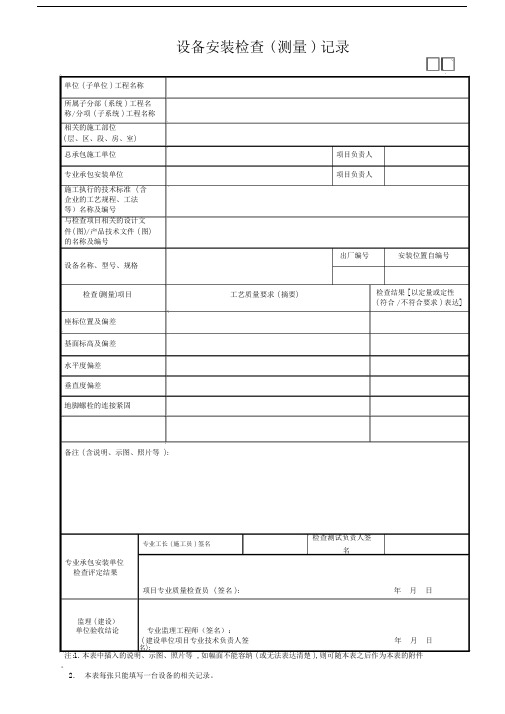
设备安装检查 ( 测量 ) 记录
单位 ( 子单位 ) 工程名称
所属子分部 ( 系统 ) 工程名
称/ 分项 ( 子系统 ) 工程名称
相关的施工部位
( 层、区、段、房、室)
总承包施工单位项目负责人
专业承包安装单位项目负责人
施工执行的技术标准 ( 含
企业的工艺规程、工法
等)名称及编号
与检查项目相关的设计文
件( 图)/ 产品技术文件 ( 图)
的名称及编号
出厂编号安装位置自编号
设备名称、型号、规格
检查(测量)项目工艺质量要求 ( 摘要) 检查结果 [ 以定量或定性
( 符合 / 不符合要求 ) 表达] 座标位置及偏差
基面标高及偏差
水平度偏差
垂直度偏差
地脚螺栓的连接紧固
备注 ( 含说明、示图、照片等 ):
检查测试负责人签
专业工长 ( 施工员 ) 签名
名
专业承包安装单位
检查评定结果
项目专业质量检查员 ( 签名 ):年月日
监理 ( 建设)
单位验收结论
专业监理工程师(签名):
( 建设单位项目专业技术负责人签年月日
名):
注:1. 本表中插入的说明、示图、照片等 , 如幅面不能容纳 ( 或无法表达清楚 ), 则可随本表之后作为本表的附件。
2.本表每张只能填写一台设备的相关记录。