随流孕育对WD615气缸体金相组织的影响
锡在WD615气缸体生产中的应用
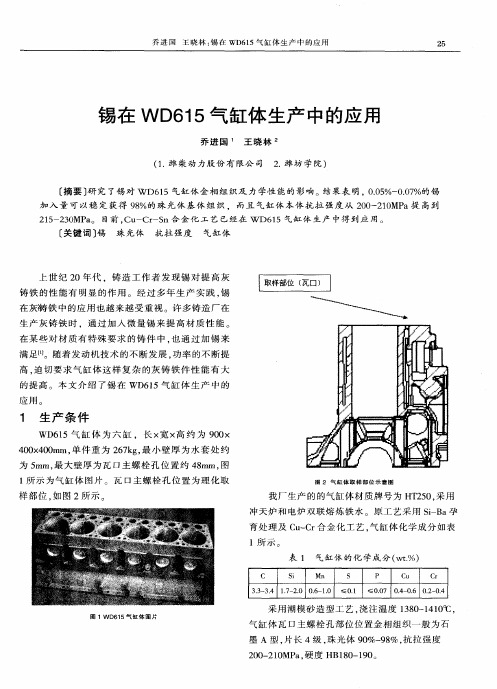
表 3 气缸 体 本 体 力 学性 能
金 相 组 织 及 力学 性 能
类 型
编 号 珠光体含量( 拉强度( a %) 抗 MP 1 度 ( ) 硬 HB
1 9 0 25 0 1 7 8
C C u— r
2
9 5
20 0
15 8
合 金 化
3
4 5 6
图 3所 示为 采用 上述 C — r S u C — n合 金化工 艺 浇
生 产 中 ,锡 减少 铁 素体 和增 加珠 光体 的作 用很 强 . 加 入量 也 以全部 得 到珠光 体 基体 为 限 , 量一 般 为 用
00 .4%一0 1 % .0
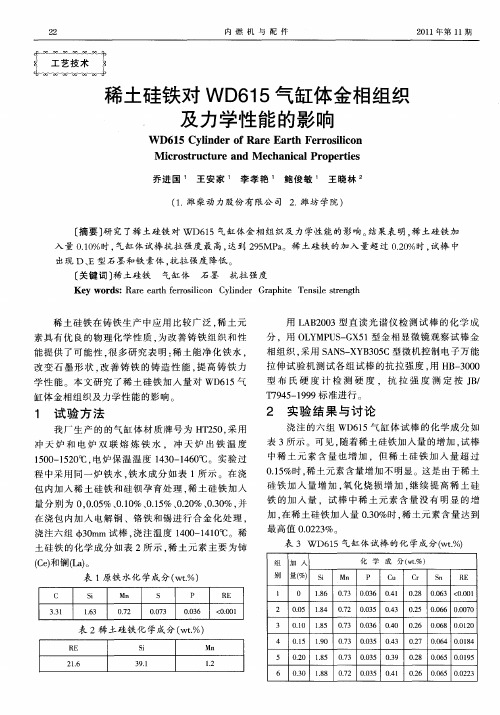
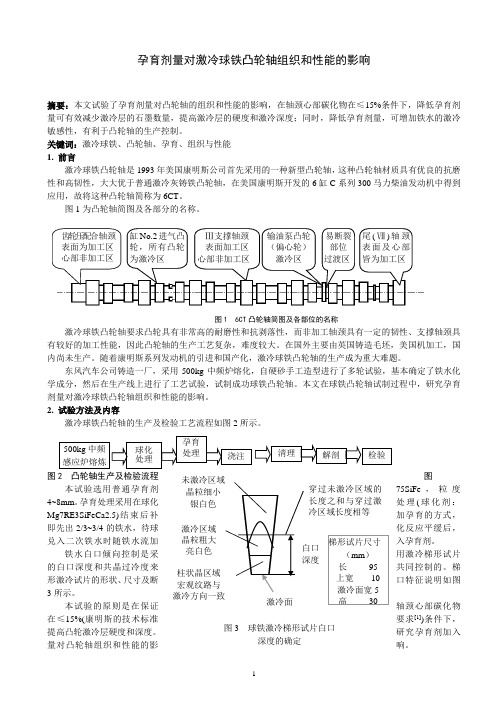
注的气 缸体 的金 相组织 , 石墨4 0 4 0 m. 件 重 为 2 7 g 最小 壁 厚 为水 套 处 约 0 x0 m 单 6k , 为 5 m, 大壁厚 为 瓦 口主螺 栓孑 位 置约 4 r 图 a r 最 L 8 m, a l 所示 为气 缸体 图片 。瓦 口主 螺栓 孔位 置 为理 化取
圈 2 气 缸 体 取 样 部 位 示 意 图
量不 可过 多 。 否则 会使 铸铁 脆化 , 冲击韧 性 下降 , 这
是 由于锡 是低 熔点 的 晶界型 物质 , 当锡 含量饱 和在
晶界析 出后 , 使铸 铁 的脆性增 加 。而且 , 有增 大铸 锡
铁断面敏 感性 的作用f 加入 量要严 格 限制 。灰铸 铁 3 ] ,
3 实 验 结 果 与 讨 论
[ 键词 ] 关 锡
珠 光体
抗拉 强度
气缸 体
上世纪 2 0年 代 ,铸 造 工作 者 发 现 锡对 提 高 灰
铸 铁 的性 能 有 明显 的作 用 。经 过 多年 生 产 实践 , 锡
斯太尔WD615发动机拉缸原因及排除

斯太尔W D615发动机拉缸原因及排除斯太尔WD615系列发动机采用干式气缸套。
2mm厚的薄壁气缸套可以轻易地从缸孔中取出或者放入。
活塞为铝铸件,顶部有偏置的“ω”形烧燃室及避阀坑,第一道环槽镶有隔热圈,活塞销孔向曲轴旋转的方向偏1mm,顶岸有18道细槽,以防咬伤。
裙部涂覆2~3微米厚的石墨层,以改善磨合。
由于该机活塞顶部有“ω”型燃烧室,不但要承受机械负荷,而且受热面积大,热负荷高,故采用了冷却活塞的机油喷射冷却装置。
由机油泵泵出的机油流经机身上的油道进入机油滤清器,经过过滤后的机油进入机油冷却器,它位于机身水腔内,机油被机油冷却器冷却后进入主油道,润滑凸轮轴、曲轴之后,进入副油道,通过喷嘴冷却活塞顶部及气缸套,润滑连杆小头。
该结构先进、合理、紧凑,但有些单位在使用中发生了拉缸的故障。
所谓拉缸是指在气缸套的内壁上沿活塞移动方向出现深浅不同的沟纹,影响气缸的密封。
引起拉缸故障的原因是:①走合期使用不好;②活塞和气缸的配合间隙过小;③活塞环开口间隙过小;④在低温情况下起动车辆后猛轰油门提温;⑤工作过程出现过热现象;⑥“三滤”没有很好的工作;⑦冷却活塞的喷嘴故障,活塞冷却不够,膨胀而拉伤气缸套;⑧长时间怠速运转而将气缸壁上机油冲走;⑨喷油嘴长期雾化不良,大量的柴油细雾珠稀释了气缸壁上的机油油膜而拉缸。
⑩冷却液严重不足,水温过高。
拉缸可以分为早期、中期、晚期三个阶段。
早期拉缸发动机响声不大。
气缸被拉伤以后机油窜入燃烧室,积炭增多,可燃气体漏入曲轴箱冲淡机油,在加大油门或断续地加速时,从加机油口能听出曲轴箱发出一种“嘣、嘣”的响声,此口向声是气缸压缩爆发时,气体下漏曲轴箱产生的,有时从机油口处窜出油烟,即窜气,这就是早期拉缸。
漏气声严重时,和敲缸的响声相似,打开加机油口盖,有大量的气体冒出,排气管排出黑烟,当用断油检查法检查时,敲缸声减弱,这就是中期拉缸。
中期拉缸如果是多缸拉缸,用断油法检查,断油后声音减弱,但不消失。
孕育方式对灰铸铁孕育效果影响的研究

出铁时间相匹配,获得较好的孕育效果;(2)随流加入颗粒状 Si-Ba 孕育剂吸收率比包底冲入法高 10%左右,提高了孕
育剂的吸收率;(3)随流孕育能使不同深度处的铁液成分均匀,从而更好地保证铸件质量的一致性,满足高端铸件的需
求;(4)随流孕育的铁液白口倾向较小,孕育效果良好,更有利于获得高质量的铸件。
化快速定制智能制造新模式);2017 年度泰山产业领军人才项
目(发动机关键铸件数字化快速制造技术开发及产业化)。
收稿日期:2019-02-07
修定日期:2019-07-25
作者简介:郭长亮(1988.09-),男,汉族,山东日照人,毕业于吉
林大学,主要从事铸铁材料工艺研究的工作。
孕育效果的影响[1-6]。
孕育处理是获得高质量灰铸铁件的关键,重 要的铸铁件生产都需要通过孕育处理改善材料 的金相组织,降低白口倾向,从而达到提高铸件 质量、调整铸件硬度、改善铸件加工性能的目的。 不同孕育方法对孕育效果影响很大。为此,笔者 通过试验对比,研究不同的孕育方式对铸铁材料
基金项目:2016 年度工信部智能制造专项(装备复杂零部件个性
38 现代铸铁 圆园19 / 4
Gray Iron
学成分均匀。但随着感应电炉熔炼的普及,由于 电炉出铁速度随电炉内铁液剩余量的多少而变 化,原有冲天炉固定出铁槽的随流孕育方式已经 不能很好地保证孕育效果,需要根据出铁情况调 整孕育剂的加入量,以保证孕育效果。
2 新设计的随流孕育方式
电炉熔炼的特点是出铁时间不固定,铁液满
关键词:灰铸铁;孕育方式;孕育效果
中图分类号:TG251
文献标识码:B
文章编号:员园园猿原愿猿源缘(圆园19)园4原园园38原04
阅韵陨:10.3969/j.issn.1003-8345.2019.04.009
稀土硅铁对WD615气缸体金相组织及力学性能的影响
毋 父
2 1 年 第 l 期 01 l
{ {工 } ; }艺 {
∞技 } ; ∞术 w
弛
n , ∞
稀 土硅铁对 WD 1 6 5气缸体 金相组织 及力学性能的影 响
W D61 l 5 Cy i nde fRa e Ea t Fe r slc n r o r r h r o i o i M i r s r t e a e ha i a o e te c o t uc ur nd M c n c lPr p r is
O.5 O 18 .4 0.O 1 18 -5 0 1 19 .5 .O O2 18 .0 .5 0 30 18 .8
表 2稀 土硅 铁 化 学成分 ( . wt %)
RE
216 .
S i
3 1 9.
Mn 5
l2 -
6
组 加 入 别 量( S %) i
RE
< . Ol O0
在 浇包 内加入 电解铜 、铬铁 和锡 进 行 合金 化 处 理 ,
浇 注六 组  ̄ 0 b mm试棒 , 3 浇注 温度 1 0 — 4 0C 4 0 1 1  ̄ 。稀
土 硅 铁 的化学 成 分 如表 2所 示 。 土元 素 主要 为铈 稀 f e 镧(a。 C) 和 L1 表 1原铁 水化 学成 分( . wt %)
包 内加人 稀 土硅 铁 和硅 钡孕 育处 理 , 土 硅铁 加 入 稀 量 分 别 为 O O0 % 、. %、.5 、. %、.0 , ,. 5 01 0 01% 02 0 03 % 并
2 实验 结 果 与讨 论
浇 注 的六 组 WD 1 6 5气缸 体 试棒 的化 学成 分 如 表 3所示 。可见 . 随着 稀土 硅铁 加人 量 的增 加 , 棒 试 中稀 土 元 素 含 量 也增 加 ,但 稀 土 硅 铁 加 入 量 超 过 01%时 . .5 稀土元 素 含量增 加不 明显 。这是 由于 稀土 硅 铁 加 入 量 增 加 , 化 烧 损 增 加 , 续 提 高 稀 土 硅 氧 继 铁 的加 入 量 .试 棒 中稀 土元 素含 量 没 有 明显 的增 加, 在稀 土硅 铁加 入量 03 %时 , 土元 素含 量 达到 . 0 稀 最高值 00 2 %。 . 3 2 表 3 W D6 5气缸 体试棒 的化 学成 分( . 1 wt %)
金相组织对性能的影响

金相组织对性能的影响:
1、金相组织确定了灰铸铁的各种性能。
炉料构成化学成分、熔炼方式、铁液过热与孕育处理、冷却速度、热处理等各种因素最终都是改变金相组织而影响灰铸铁性能的。
2、石墨与总碳量之比称为磨化度。
灰铸铁中共晶石墨的析出引起了体积增加,在型壁刚度不够喝铁液补缩不足时,往往会造成铸件的缩松缺陷。
3、石墨本身的力学性能很低,片状石墨的尖锐头部又易引起应力集中,因此石墨的数量、大小、形状及分布灰铸铁的力学性能密切相关。
石墨数量增加,石墨变粗降低了抗拉强度,挠度、疲劳强度和弹性模量。
4、片状石墨的存在破坏了灰铸铁的连续性,因此灰铸铁比蠕墨铸铁、球墨铸铁易产生渗漏而且片状石墨越大,灰铸铁致密越低。
5、不同类型的片状石墨各有其独特的性能,可应用在某些特殊的领域,大部分灰铸铁件具有A性石墨,而中等长度石墨较之其他石墨更适用于内燃机缸套(筒)类型的摩擦情况;C性石墨由于增加热导率,降低弹性模量,降低热应力,从而提高了抗热冲击的能力;D性石墨在不加工合金情况下往往伴随着铁素体产生,在铸件中产生软点,但切削加工能获得较细的粗糙度;E型石墨往往可在珠光体基本上产生获得,其耐磨性像珠光体加A型石墨的组织一样好。
《铸造设备与工艺》期刊2010年总目次

2010年第6期铸造设备与工艺《铸造设备与工艺》2010年总目次·总目次··刊庆专题·现代铸造厂的建设与铸造行业的技术进步(续完···················)胡群芳(1-1)·设备研究·粘土砂铸造造型线的选用与生产维··护贾瑛(1-10)金属件铸型数控加工制造技术应用研········究陈少凯,单忠德,刘丰,程正伟(2-1)浅谈中频炉炉龄的提·········高张广贺(2-3)延长中频感应炉酸性炉衬寿命的措···施蔺亚琳(2-6)机械手抛丸机在铸件清理中的应用与改············进张利欣,尹德秀,张利(2-8)铸石生产线应用机械手脱模的研···········究王浩,张安义,武宇(2-11)·铸造设备·我国铸造装备生产及使用基本情·况刘小龙,邝鸥(3-1)工频感应电炉修炉工艺及炉胆结构的改·进和丽云(3-5)“一拖三”中频感应电炉的节能与应···用吉耀庭(3-6)旧砂再生中激振力对旧砂搓磨力度的理论分···············析孙耀天,吴剑(3-9)电炉熔化烟气治理工艺及过程控········制詹昌俊,姜成东,杨继忠,史磊(3-12)抛丸机中抛丸器的优化设计再·····议徐金鸿(4-1)铸造装备应用物联网系统的可行性分··析吴剑(4-7)插装阀在静压造型线液压系统中的应·用王志锋(4-10)DC 两线电感式接近开关在造型线上的应用···········李汉宁,吴军,黄凌建(4-12)冲天炉的尾气除尘与节········能张明(5-1)现代化大批量汽车铸件生产线砂处理系统建设体···················会吴毅(5-4)新建中小规模铸造工厂的设计和管···理丛培邦(5-8)重视中频感应炉熔炼的冶金功·····能钱立(6-1)浅谈电磁干扰对PLC 控制系统运行的影·响郑海彪(6-3)ABB 机器人在铸造组芯整体浸涂上的应·用祝庆智(6-5)现代连续式混砂机的液料系············统朱以松,李伟,董鄂(6-8)·消失模与V 法铸造·应用消失模技术提高铸件生产的经济效···········益阴世河,阴世悦,吴祖禹(1-15)消失模白模黏结剂选··用应根鹏,郑又春,章舟(2-13)铸造高铬铸铁复合锤········头章舟,李艳明,应根鹏,厉三余(2-19)防止消失模铸造盲孔塌箱的方····法周祚超(2-21)用V 法铸造工艺生产铸钢件的气孔缺陷分析与防··················治周德钢(3-25)应用消失模铸造工艺生产煤机柱窝铸钢件的工···········艺秦国治,马纪江,阎喜红(3-26)V 法铸造用EVA 吹塑膜与流延膜的热成型性能及各向异性比····较高明,李倩,叶升平(3-27)富氧送风技术在消失模铸造中的应·····用秦国治,马纪江,王辉,程兴惠,余辉(5-27)国内消失模铸造关键性功能型设备和生产线的现状和展········望高成勋,孙黄龙,戴亚坤,刘伟明(5-28)主离合器壳体消失模铸·······造曹炜波(6-29)浅谈消失模生产耐磨铸件的体········会刘清信,石卫东,张付成,郑伟静(6-31)发动机缸体消失模铸········造祁交九(6-34)碳钢轮毂的消失模铸·····造高成勋,刘伟明(6-36)·铸造工艺·冷芯盒设备问题产生废芯的原因分析及解决措········施刘屹,杨春霞,王国强,姚红(1-36)铸钢大型渣罐的生产与质量控··········制马金元,马越,郝海文,等(1-39)借助数学公式法求解铸件的冒口尺··寸子澍(1-41)高强度马氏体不锈钢铸件的铸·造郭建明,夏建忠(2-32)随流孕育处理对WD615汽缸盖组织和断面均匀性的影·响许景峰,杨华,田普昌,张敏之,张杰,谢瑞财(2-34)中频无心感应电炉炉衬的气动筑炉与维···············护陈晓光,杨贵成(3-15)陶瓷过滤片在低压铸造铝合金汽车轮中的应···············用王岩,邢秋林(3-18)厚大断面球铁轴承盖的生···········产杨恒远,徐培好,杨华(3-20)轧钢机牌坊的铸造生产工···········艺郭洪涛,郭林,刘波(3-22)潮模砂气冲造型13B 车钩工艺实···践张代河(4-14)LJ465Q-1A 发动机曲轴箱热芯盒模具的优化设··················计尹志鹏(4-19)合成铸铁生产缸体铸件的工艺技········术叶天汉,陈翌庆,苏勇,黄光伟(4-21)中频感应电炉熔炼铸态铁素体球墨铸铁工··················艺陈晓光(4-24)YC6113柴油机蠕墨铸铁缸盖铸件的质量控····制邓劲珊,刘治军,刘春雷,蔡俊涛,宾小丽(4-27)利用垂直分型技术生产高品质球墨铸铁·件裴兵(4-30)对HTAC 燃烧机制下金属镁还原罐内温度分布的数值模········拟孙阳,柴跃生,侯冰洋,张敏刚(4-32)浅析热芯盒水冷射砂板漏水原因及改进设计方···········案张聚辉,姜青河,孙志扬(5-14)ⅰ铸造设备与工艺FOUNDRY EQUIPMENT AND TECHNOLOGY2010年第6期Dce.2010№62010年12月2010年第6期Dec.2010№6铸造设备与工艺移动轮座铸造工艺改····进刘波,方素娥(5-17)复杂箱体铸件结构工艺性分········析孙占春,马晓枫,赵凯,宋美球(5-19)应用线性规划法进行铸造配··料郑佳,张志远(5-22)流水线生产湿型砂质量的控···········制刘晓东,姜青河,吕清轲(5-25)组芯整体浸涂工艺在玉柴YC6J 系列汽缸盖上的应··················用陈浩(6-10)侧浇工艺在汽缸盖类铸件上的应···用霍明新(6-13)高炉铸钢冷却壁的铸造工艺设计及应···············用郭学武,郭林(6-15)轮边减速器壳制芯工艺开···········发刘天平,王爱丽,王健(6-18)盒内挤压锁芯成型工········艺郝施奇(6-21)重型灰铸铁工作台的铸造工·····艺蒋明超(6-25)半椭球体薄壁铸件的差压铸造工艺优···············化宗绍迎,薛永军(6-27)·试验研究·炼镁还原罐用钢的耐热机理分···········析夏兰廷,王录才,王荣峰(1-19)用含镁蠕化剂处理蠕墨铸铁工艺探··········讨孙磊,赵浩峰,章帅,等(1-22)增强泡沫铝复合材料制备工艺的研···············究武建国,王录才(2-24)稀土元素对AZ31镁合金组织和力学性能的影········响刘敏娟,李秋书,莫漓江,石大鹏(2-28)Nd 对Mg -6Zn 微观组织影响研····究尹冬松(5-34)·研究生论文·AZ31镁合金表面钼酸盐(Na 2MoO 4)转化膜的研···········究郭志丹,夏兰廷,杨娜(1-23)电磁搅拌工艺对AZ31变形镁合金铸态组织的影··········响石大鹏,李秋书,赵彦民,等(1-27)Nd-Fe-B 合金热处理工艺优化研··········究颜开,赵浩峰,王玲,等(1-29)铝合金低压铸造充型过程水模拟技术的研···········究王有喜,张勇,张春明(1-32)·教学研究·材料成型及控制工程应用型人才培养探··········索梁维中,马波,王振廷,等(1-45)《材料科学基础》教学改革全面提高学生素····质王静,王素梅,宋春梅,李洪波,金宝士(2-49)多媒体技术在金属成型理论基础精品课教学中的应用实···········践刘瑞玲,闫俊霞,王军(4-45)材料工程类本科生就业工作思····路赵新,荣守范,刘新英,邓雪妍,李国辉(6-51)·计算机应用·铸造过程数值模拟中的网格技············术徐琴,吴士平,薛祥(2-40)数值模拟在铸钢壳体铸件工艺优化中的应···············用袁书仓,张淑霞(3-31)不锈钢刀阀体铸造工艺计算机辅助分········析张年玉,储德芝,李福琴,王顺(5-11)·应用研究·余热处理生产高强度钢筋性能研···············究卢彦会,白占顺(2-36)破碎机辊子的研制与应···········用郭洪涛,郭林,刘波(2-38)微弧氧化膜层表面化学镀Ni-P 合金工艺研···············究梁永政,师会超(3-34)曲轴箱铸件气孔成因分析与对····策谭伯媛(3-36)真空状态下铝合金熔体中除气的研···········究刘义虎,王冬成,杨明家(3-39)酯硬化新型水玻璃砂无加热干法再生的实··················践周祚超(3-41)复合孕育剂对WD615气缸体组织和性能的影········响张杰,许景锋,谢瑞财,张敏之(3-43)金属型重力铸造铝合金缸盖关键部位二次枝晶间距研········究项大伟,张炳荣,田身军,徐帅(4-35)发动机连杆失效分·析张进,赵晓博,陶世杰,姜江,张金芳,徐景峰(4-39)蠕化处理包堤坝对蠕化处理的影响及其对···············策张志刚,刘春雷(4-43)灰口铸铁中石墨分布的优化T.S j o ..gre n ,P.E.Pe rs s on ,A.Udroiu ,P.Voma cka ,王晓靖(5-42)造型线粉尘回收工艺探·······讨鲁民(5-46)利用“喂线法”处理离心复合轧辊芯部球墨铸铁···············水王会群,胡利民(6-38)机车用灰铸铁件组织中E 型石墨的消········除孙云山,王岩,刘海坤,吕宇靖(6-41)·铸造模具·造型线模具设计与制·····造袁修坪,黄汉云(1-43)铸造工艺装备建··········设吴惠源(2-46)·综述·碳化钛系钢结硬质合金的研究现··········状郭继伟,刘钦雷,荣守范,等(1-48)镁合金泡沫化研究进····展徐梦欣,王录才,王芳,游晓红,武建国(3-45)铸造强国正在崛起———透过2010中国国际铸造博览会看中国铸造业的发·····展张立波,温平,支晓恒,荣丽辉,范琦(3-51)镁合金熔模精密铸造技术研究现···状陈咏华(6-47)·经营管理·经营出口铸件的几点必备策·····略刘强(2-52)·专题论述·铸造用高纯生铁的定标及生产要···············义钱立,刘武成(5-37)由美国铸件获奖浅析技术创···········新李子海,刘绍昌,张福海(5-40)自硬砂铸造工艺—低碳时代的最佳选··择吴殿杰(6-43)·艺术铸造·先秦时期的大型青铜文·······物王福谆(4-48)古代大型铜佛···········像王福谆(5-49)ⅱ。
球墨铸铁中五元素对金相组织与机械性能的影响作用
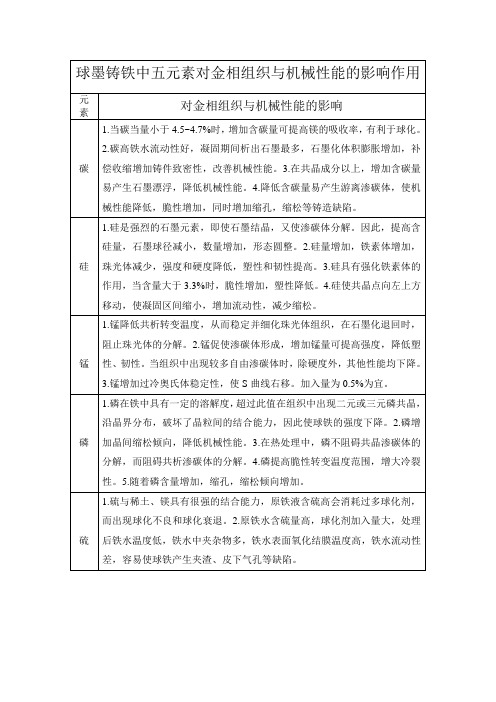
球墨铸铁中五元素对金相组织与机械性能的影响作用元素对金相组织与机械性能的影响碳1.当碳当量小于4.5~4.7%时,增加含碳量可提高镁的吸收率,有利于球化。
2.碳高铁水流动性好,凝固期间析出石墨最多,石墨化体积膨胀增加,补偿收缩增加铸件致密性,改善机械性能。
3.在共晶成分以上,增加含碳量易产生石墨漂浮,降低机械性能。
4.降低含碳量易产生游离渗碳体,使机械性能降低,脆性增加,同时增加缩孔,缩松等铸造缺陷。
硅1.硅是强烈的石墨元素,即使石墨结晶,又使渗碳体分解。
因此,提高含硅量,石墨球径减小,数量增加,形态圆整。
2.硅量增加,铁素体增加,珠光体减少,强度和硬度降低,塑性和韧性提高。
3.硅具有强化铁素体的作用,当含量大于3.3%时,脆性增加,塑性降低。
4.硅使共晶点向左上方移动,使凝固区间缩小,增加流动性,减少缩松。
锰1.锰降低共析转变温度,从而稳定并细化珠光体组织,在石墨化退回时,阻止珠光体的分解。
2.锰促使渗碳体形成,增加锰量可提高强度,降低塑性、韧性。
当组织中出现较多自由渗碳体时,除硬度外,其他性能均下降。
3.锰增加过冷奥氏体稳定性,使S曲线右移。
加入量为0.5%为宜。
磷1.磷在铁中具有一定的溶解度,超过此值在组织中出现二元或三元磷共晶,沿晶界分布,破坏了晶粒间的结合能力,因此使球铁的强度下降。
2.磷增加晶间缩松倾向,降低机械性能。
3.在热处理中,磷不阻碍共晶渗碳体的分解,而阻碍共析渗碳体的分解。
4.磷提高脆性转变温度范围,增大冷裂性。
5.随着磷含量增加,缩孔,缩松倾向增加。
硫1.硫与稀土、镁具有很强的结合能力,原铁液含硫高会消耗过多球化剂,而出现球化不良和球化衰退。
2.原铁水含硫量高,球化剂加入量大,处理后铁水温度低,铁水中夹杂物多,铁水表面氧化结膜温度高,铁水流动性差,容易使球铁产生夹渣、皮下气孔等缺陷。
提高WD615柴油机气缸盖内腔质量的工艺探讨

2 张伯 明, 陆文华. 铸造手册( 铸铁 ) 】 京: 【 . M北 机械工业 出版社 , 0 . 2 4 0 3 陆文华 , 李隆盛 , 铸造合金及 其熔炼【 】 京 ; 等. M. 北 机械工业 出版社 ,
20. 0 2
o F M T 中国铸造装备 与技术 2 2 0 /06
5 3
WD 1 油机 是 我厂 从 奥地 利引 进具 有世 界 先 65柴 进水 平 的高速 机发 动 机 。气 缸 盖是 柴 油 机 的关 键 部
情 况 ,我们 从 生产 工 艺 的各个 方 面进行 了长 时 间的
件之一 , 集润滑、 冷却 、 进排气为一体 , 因而在铸件 内
腔质 量 要求 上 非 常严 格 。现 气缸 盖采 用 组合 下 芯 工
摸索和试验 , 最终取得 了良好 的效果 , 明显提高了铸 件的内腔质量 ,降低了废 品率。本文主要从制芯材 料、 铸造涂料 、 粘结剂这三方面进行 了探索分析并采 取了相应的措施 。柴油机气缸盖如简图 1 。
1 制芯材 料
艺, 经过整体浸涂料 、 表干、 烘干、 下芯等工序 。而砂 芯壁厚不均 ,局部壁厚不到 3 m。在产 品批量投产 m 后, 由于砂芯的断裂 、 粘砂等原因造成 的气缸盖 内腔 质量差的原因, 一直成为困扰我们的难题。针对这种
作者简介 : 齐亚平(9 9 )女 , 1 6一 。 工程师 , 从事铸造工艺开发
级, 铸件本体珠 光体稳定在 9 %以上 ( 图 4 , 8 见 )硬度
10 20 9  ̄ 1 HBS 。
在采取了一系列工艺改进措施后 , 缸体的裂纹缺
陷消除 , 产品质量得到提高。其结论是 :
() 1铸件结构尽可能合理优化。 () 2 通过 C、i 的调 整 与先进 的合 金 化工 艺 , S量 以 及随流孕育与炉前孕育相结合 , 可充分改善 、 稳定基 体组织 , 提高 材 质 性 能 , 足 缸体 毛 坯对 强 度 等 各方 满
瞬时孕育剂的粒度分布对球铁显微组织的影响

!"#$%&"'( )* +,-." /.0& 1.23,.4%3.)" )* 5"23-"3-"()%2 6")'%$-"3 )" 7.8,)23,%83%,( )* 9):%$-, 6,)"
6789+ :;<=4;>, ?@ A=>BC>3, DE9+ F;1BG1<3H, ?E9+ I<BJ13, F7K ?L3BM=3H, :7E9+ 9< (7LNL1 6<2O13H <3M D=PH13H D<QO=PR, E3;>1 7LG1 6=-STOM-, 7LNL1 $%&&$$, 6;13<)
体组织和球状石墨组成, 当化学成分、 浇注温度 和球化剂加入量相对稳定时, 其显微组织受孕育 条件的影响较为明显, 而孕育剂品质好坏与其形 态、 颗粒度大小和粒度分布有关\$]。
收稿日期: $&,'B*.B$& 修定日期:$&!"B&!B$!
微观组织检测区
作者简介: 程兆虎 (!.5/B) , 男, 安徽安庆人, 毕业于合肥工业大 学材料加工工程专业, 助理工程师, 现主要从事球墨铸铁、 灰铸 铁熔炼方面的工作。
球墨铸铁由于其良好的韧塑性、 减震和减磨 性能, 加上生产工艺较简单, 成本较低, 取代了部 分铸钢和锻钢零部件, 其应用范围不断扩大。目 前其使用范围已遍及汽车、 冶金、 农机、 石油化 工、 国防等部门, 应用前景广泛 。球墨铸铁由基
\!]
图 ! 为 ^*'"&B!& 桥壳铸件,浇注质量 !%& 取每包铁液浇注后 / 箱为研究对象, 着重研 CH, 究瞬时孕育剂的粒度分布对球墨铸铁显微组织 的影响。
随流孕育对WD615飞轮金相组织和断面敏感性的影响

.
Ke r s is a t t a io ua in g a ht s cins ivt :l h e ywo d : n t n e m c lt ; r p i s n o e; e t e st i f o i y y e l w
随着发 动机 技术 的不 断发 展 ,功 率 的不 断提 高 ,
Se t nS n ivt f 6 l e l ci e st i O D Fy o i y W 1 5 wh e
QIO i-u ’H O a -o g, N Xa -n, H Gj ’Z AN nz iXUJn- n ’ A Jng o, A Y nh n ’WA G iol。Z AN e, H G Mi-h’ igf g i i , e
迫切要 求气缸 体 、气 缸盖 和飞轮等 铸铁 件性能 有大 的 提 高 。研 究和发 展高 强度铸铁 件 的铸 造技 术 ,对 于提
高产 品质 量 ,增加 产 品改型 的适应 能力 ,有重 大 的意
易 出现D 型石墨和碳化物 ,且 在清理飞轮毛坯 时 ,出气 冒口与铸件的连接部位易 出现带 肉缺陷 ,从 而使铸件报 废0通过调整 飞轮的孕育处理工艺解决 了该 问题。
(. 1 潍柴动力股份有限公 司铸锻 厂,山东潍坊 2 10 ;2 潍坊学院物理与 电子科学 系,山东潍坊 2 16 ) 60 1 . 601
摘 要 :利用金相显微镜、 布氏硬度计分析 了 随流孕育处理对WD 1 ̄ 65
灰铸铁的孕育处理
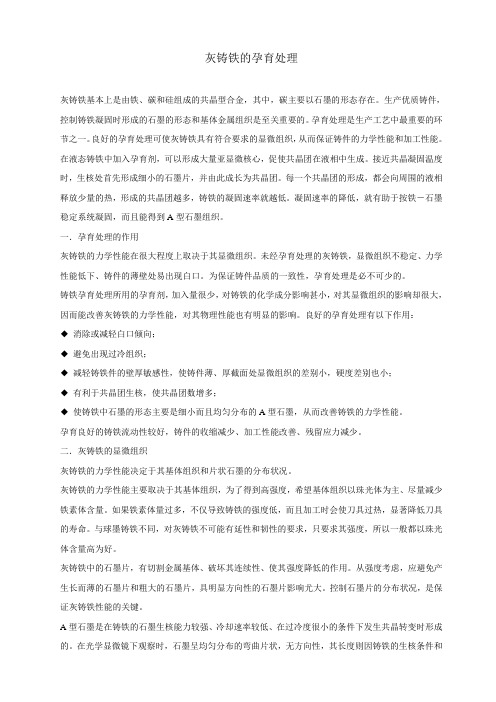
灰铸铁的孕育处理灰铸铁基本上是由铁、碳和硅组成的共晶型合金,其中,碳主要以石墨的形态存在。
生产优质铸件,控制铸铁凝固时形成的石墨的形态和基体金属组织是至关重要的。
孕育处理是生产工艺中最重要的环节之一。
良好的孕育处理可使灰铸铁具有符合要求的显微组织,从而保证铸件的力学性能和加工性能。
在液态铸铁中加入孕育剂,可以形成大量亚显微核心,促使共晶团在液相中生成。
接近共晶凝固温度时,生核处首先形成细小的石墨片,并由此成长为共晶团。
每一个共晶团的形成,都会向周围的液相释放少量的热,形成的共晶团越多,铸铁的凝固速率就越低。
凝固速率的降低,就有助于按铁-石墨稳定系统凝固,而且能得到A型石墨组织。
一.孕育处理的作用灰铸铁的力学性能在很大程度上取决于其显微组织。
未经孕育处理的灰铸铁,显微组织不稳定、力学性能低下、铸件的薄壁处易出现白口。
为保证铸件品质的一致性,孕育处理是必不可少的。
铸铁孕育处理所用的孕育剂,加入量很少,对铸铁的化学成分影响甚小,对其显微组织的影响却很大,因而能改善灰铸铁的力学性能,对其物理性能也有明显的影响。
良好的孕育处理有以下作用:◆消除或减轻白口倾向;◆避免出现过冷组织;◆减轻铸铁件的壁厚敏感性,使铸件薄、厚截面处显微组织的差别小,硬度差别也小;◆有利于共晶团生核,使共晶团数增多;◆使铸铁中石墨的形态主要是细小而且均匀分布的A型石墨,从而改善铸铁的力学性能。
孕育良好的铸铁流动性较好,铸件的收缩减少、加工性能改善、残留应力减少。
二.灰铸铁的显微组织灰铸铁的力学性能决定于其基体组织和片状石墨的分布状况。
灰铸铁的力学性能主要取决于其基体组织,为了得到高强度,希望基体组织以珠光体为主、尽量减少铁素体含量。
如果铁素体量过多,不仅导致铸铁的强度低,而且加工时会使刀具过热,显著降低刀具的寿命。
与球墨铸铁不同,对灰铸铁不可能有延性和韧性的要求,只要求其强度,所以一般都以珠光体含量高为好。
灰铸铁中的石墨片,有切割金属基体、破坏其连续性、使其强度降低的作用。
WD615缸体气孔缺陷的研究与降低
WD615缸体气孔缺陷的研究与降低刘光清;刘文川;刘明来;张自立【摘要】简述了WD615气缸体原传统铸造工艺存在的几个不足的方面,及其在冲天炉熔炼铁液的生产条件下易产生气孔等类铸造缺陷的原铸造工艺生产状态;较详细地介绍了应用有效浇注时间、加大芯头技术等新技术理念指导其新铸造工艺方案的设计,对该气缸体的芯头结构、浇注系统、冒口系统、浇注工艺等方面进行了研究、改进和优化,较好地解决了该气缸体原铸造工艺易出现的气孔、冷隔、浇不足、砂眼等铸造缺陷.【期刊名称】《机械制造》【年(卷),期】2015(053)010【总页数】4页(P71-74)【关键词】气缸体;芯头结构;浇注系统;冒口系统;有效浇注时间【作者】刘光清;刘文川;刘明来;张自立【作者单位】南充职业技术学院四川南充637130;西南内燃机配件总厂四川南充637100;南充职业技术学院四川南充637130;东风南充汽车有限公司四川南充637900【正文语种】中文【中图分类】TG242气孔是气缸体铸件最易出现的缺陷之一[1,2],对于结构复杂的气缸体薄壁铸铁件来说,其气孔缺陷产生的原因错综复杂[3],是极难控制的铸造难题。
故而解决和克服气缸体铸件气孔缺陷是相关铸造工作者长期研究的高技术含量之课题,亦是铸造工作者恒久研究的前沿课题之一。
许多工厂对气缸体铸件产生气孔的原因皆有过各种具体分析,笔者根据近两年来在WD615气缸体铸造生产实践中所获得的有效降低铸件气孔缺陷的工艺方法和措施及其相关的一些认识与体会进行总结,从主要的工艺措施和克服气孔缺陷的机理方面作一专题研究分析,供同行参考。
WD615气缸体是一种较为典型的适用于重型车的干室缸套气缸体,其铸件轮廓尺寸为978 mm×377 mm×367 mm,铸件质量为260 kg,材质为HT250,铸件基本壁厚为7 mm,铸件结构简图如图1所示。
该气缸体在国内、外有较多铸造厂家在生产。
目前,国内一些工厂铸造该类干室缸套气缸体时出现了较多的铸造缺陷。
不同孕育剂随流孕育对微合金化球墨铸铁组织和性能的影响
不同孕育剂随流孕育对微合金化球墨铸铁组织和性能的影响李蒙;任莎歌;李贵胜;祝庆【期刊名称】《兵器材料科学与工程》【年(卷),期】2024(47)2【摘要】为探究硫氧孕育剂随流孕育对微合金化球墨铸铁组织和性能的影响,在相同铸造条件下,用树脂砂型分别浇注75Si Fe孕育剂和硫氧孕育剂随流孕育处理的球墨铸铁试样。
通过组织观察、室温拉伸试验、布氏硬度试验等分析了两种不同孕育剂随流孕育对微合金化球墨铸铁的显微组织、力学性能和拉伸断口的影响,探寻硫氧孕育剂随流孕育与球墨铸铁组织和性能的联系。
结果表明:两种试样均由大量的珠光体、少量的铁素体、大量的石墨球组成,其中用75Si Fe孕育剂进行随流孕育,石墨球易畸变,圆整度不好,石墨球数量少,尺寸较大,平均球化率为84%,平均石墨球数为137个/mm^(2);而用硫氧孕育剂进行随流孕育,石墨形态改善明显,石墨球径更细小,分布更均匀,石墨球数量大幅增加,平均球化率为91%,平均石墨球数为297个/mm^(2)。
硫氧孕育剂试样的抗拉强度和断后伸长率均高于75Si Fe孕育剂,分别为874 MPa和6.4%。
硫氧孕育剂随流孕育球墨铸铁试样断裂模式为伴有少量塑性变形的准解理断裂。
综合认为,用硫氧孕育剂随流孕育可获得较高的综合力学性能。
【总页数】7页(P77-83)【作者】李蒙;任莎歌;李贵胜;祝庆【作者单位】焦作大学人工智能学院;焦作大学机电工程学院;平顶山职业技术学院机电工程系;河南神火集团有限公司【正文语种】中文【中图分类】TG255【相关文献】1.球化剂及孕育工艺对球墨铸铁组织及低温冲击性能的影响2.孕育剂及孕育工艺对球铁组织及性能的影响3.不同制备工艺的氧硫复合孕育剂对球墨铸铁组织和性能的影响4.不同孕育剂对高碳当量高锰灰铸铁组织与性能的影响5.不同孕育剂对蠕墨铸铁显微组织和切削加工性能的影响因版权原因,仅展示原文概要,查看原文内容请购买。
随流孕育对高镍奥氏体球墨铸铁的影响

随流孕育对高镍奥氏体球墨铸铁的影响
刘铭;张成;张君
【期刊名称】《现代铸铁》
【年(卷),期】2024(44)1
【摘要】介绍了高镍奥氏体球墨铸铁排气歧管铸件的结构及首次交付的样件在试验中的断裂问题,通过生产试验,验证了排气歧管断裂的原因是在浇注过程中不进行随流孕育,导致铸件金相中产生碎块状石墨,使铸件力学性能下降,加速了铸件开裂失效的风险。
最后指出:(1)高镍奥氏体球墨铸铁件在生产过程中,除了保证球化处理严格按照工艺要求外,在浇注过程中还必须进行随流孕育;(2)在保证球化处理过程符合工艺要求的前提下,随流孕育会进一步增加铁液在凝固过程中石墨结晶的核心,增加共晶团数,避免碎块石墨的产生。
【总页数】4页(P1-4)
【作者】刘铭;张成;张君
【作者单位】西峡县内燃机进排气管有限责任公司
【正文语种】中文
【中图分类】TG255
【相关文献】
1.高镍奥氏体球墨铸铁支撑的材质及铸造工艺研究
2.D-5S高镍奥氏体球墨铸铁抗高温氧化性能研究
3.高镍奥氏体球墨铸铁铸件的生产工艺研究
4.网络通信技术下弱电智能化建筑系统的分析
5.高镍奥氏体球墨铸铁涡壳铸造工艺优化
因版权原因,仅展示原文概要,查看原文内容请购买。
孕育对激冷球铁的作用--陈礼年
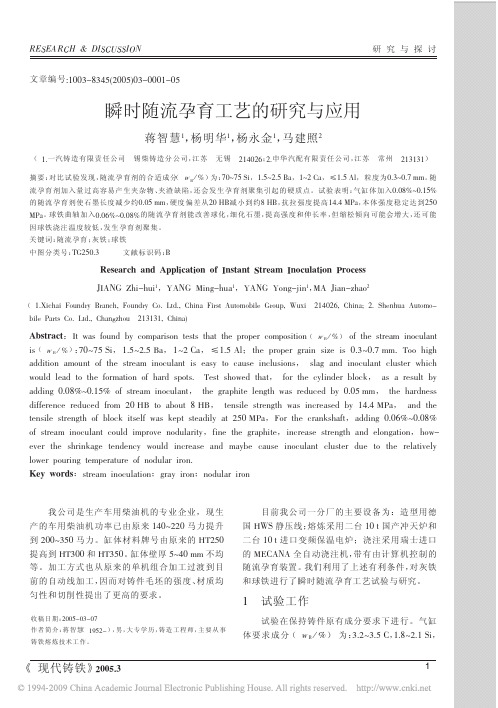
500kg 中频感应炉熔炼球化处理 孕育剂量对激冷球铁凸轮轴组织和性能的影响摘要:本文试验了孕育剂量对凸轮轴的组织和性能的影响,在轴颈心部碳化物在≤15%条件下,降低孕育剂量可有效减少激冷层的石墨数量,提高激冷层的硬度和激冷深度;同时,降低孕育剂量,可增加铁水的激冷敏感性,有利于凸轮轴的生产控制。
关键词:激冷球铁、凸轮轴、孕育、组织与性能 1. 前言激冷球铁凸轮轴是1993年美国康明斯公司首先采用的一种新型凸轮轴,这种凸轮轴材质具有优良的抗磨性和高韧性,大大优于普通激冷灰铸铁凸轮轴,在美国康明斯开发的6缸C 系列300马力柴油发动机中得到应用,故将这种凸轮轴简称为6CT 。
图1为凸轮轴简图及各部分的名称。
图1 6CT 凸轮轴简图及各部位的名称激冷球铁凸轮轴要求凸轮具有非常高的耐磨性和抗剥落性,而非加工轴颈具有一定的韧性、支撑轴颈具有较好的加工性能,因此凸轮轴的生产工艺复杂,难度较大。
在国外主要由英国铸造毛坯,美国机加工,国内尚未生产。
随着康明斯系列发动机的引进和国产化,激冷球铁凸轮轴的生产成为重大难题。
东风汽车公司铸造一厂,采用500kg 中频炉熔化,自硬砂手工造型进行了多轮试验,基本确定了铁水化学成分,然后在生产线上进行了工艺试验,试制成功球铁凸轮轴。
本文在球铁凸轮轴试制过程中,研究孕育剂量对激冷球铁凸轮轴组织和性能的影响。
2. 试验方法及内容激冷球铁凸轮轴的生产及检验工艺流程如图2所示。
图2 凸轮轴生产及检验流程图本试验选用普通孕育剂75SiFe ,粒度4~8mm 。
孕育处理采用在球化处理(球化剂:Mg7RE3SiFeCa2.5)结束后补加孕育的方式,即先出2/3~3/4的铁水,待球化反应平缓后,兑入二次铁水时随铁水流加入孕育剂。
铁水白口倾向控制是采用激冷梯形试片的白口深度和共晶过冷度来共同控制的。
梯形激冷试片的形状、尺寸及断口特征说明如图3所示。
本试验的原则是在保证轴颈心部碳化物在≤15%(康明斯的技术标准要求[1])条件下,提高凸轮激冷层硬度和深度。
孕育剂加入量对灰铸铁试棒抗拉强度的影响

1 孕育处理的目的及其效果的评定
别见表1、表2。
表1 孕育前铁液的化学成分
孕育处理的目的:改善断面均匀性;控制石墨形
Table 1 The chemical composition of melt iron
态,减少共晶石墨和共生铁素体的形成,以获得A型 石墨;适当增加共晶团数和促进细片状珠光体的形成; 改善铸件的力学性能和其他性能。
白 口 宽 度 逐 渐 减 小 ; 并 且 三 角 试 片 的 白 口 宽 度 在 1~
2 mm范围内的仅占总数的4.8% (5个)、17.3% (18个)
和15.4% (16个),有62.5%的 (65个) 三角试片的白口宽
度在2~3 mm,不符合目前我厂工艺规定的1~2 mm的工
艺要求。三种孕育量孕育处理后的白口宽度的置信区间
C 3.25~3.35
Si 1.75~1.85
before inoculation
Mn
S
P
0.5~0.8 <0.1 <0.06
Cr 0.15~0.40
wB /%
Cu Sn --
孕育效果的评定:减少白口倾向,常用三角试样
针对原铁液Si含量要求为1.75%~1.85%,分别设定
的白口深度或宽度来评定孕育前后的白口倾向;增加 三个试验区间,每个区间设定不同的孕育剂加入量,
Abstract:The effects of inoculant addition amount on white width and the final content of silicon in the triangular test piece were investigated, by which to study the influence of inoculant addition on the tensile strength of test bars. The correct addition of the inoculant was determined, and stable the mechanical properties of engine castings were obtained finally. Key words:inoculation; chill width; final silicon content; tensile strength of test bar
瞬时随流孕育工艺的研究与应用
根据以上四种粒度试验表明: 67、 6! 的 粒 度 较适合作随流孕育剂, 而 68、 69 加入量偏差较大。 最终我们选择了 67、 发现 67 孕 6! 作进一步比较, 育剂生产单位反映生产时损耗太大, 出品率低, 且 有粉末出现。 同时 67 在江南湿度较高的 ?<> 月份 使用过程中易结块, 影响实际的加入量。再有 67 在实际使用中由于粒度偏小易在浇注时被上升的 热气流冲掉, 特别是在夏天高温时, 车间的电风扇 易吹散 67 随流孕育剂。经过多次反复浇注, 最终 确定 6! ( ;%8<;%> 55)作为瞬时随流孕育剂, 试验 的结论与国外基本相同。
据国外资料介绍随流孕育剂的熔点要低于由于浇注温度低于孕育剂的熔点所以我们在将随流孕育应用于球铁曲有时就发现磁粉探伤检测时曲轴的废品率明显上升
!"#"$ !%& ’ ()#%*##)+,
文章编号)’""%$*%+#,!""#-"%$"""’$"#
研 究 与 探 讨
瞬时随流孕育工艺的研究与应用
蒋智慧’, 杨明华’, 杨永金’, 马建照!
表8 缸体试验结果
67 6! 68 69
;%7<;%= ;%8<;%> ;%=<7%; 7%;<7%=
!=; !=; !=; !=;
!9=<!=; !9=<!== !9;<!?; !8=<!>;
"#$%8 J+1*)3 -( 3+13 K03L ,M)0’4+/ $)-,N
孕育方式 有随流孕育 无随流孕育 石墨长度 OC7;;P : 55 硬度 ODEP 抗拉强度 : FG#
灰铸铁的孕育处理
A型石墨是在铸铁的石墨生核能力较强、冷却速率较低、在过冷度很小的条件下发生共晶转变时形成的。在光学显微镜下观察时,石墨呈均匀分布的弯曲片状,无方向性,其长度则因铸铁的生核条件和冷却速率而不同。高品质的结构铸件,都希望其具有中等长度的A型石墨。
包内孕育法是在电炉向浇包内倾注占总量1/3的铁液时,开始缓慢地加入孕育剂,加入时间占整个出铁时间二分之一左右。该方法操作方便简单,孕育效果好,能够保证铸件组织均匀一致。
孕育处理的效果主要受原铁液中的化学成分和温度、孕育剂的加入量和粒度、孕育剂种类和质量、孕育方法及孕育衰退等影响。
5.2原铁液化学成分对孕育效果的影响及控制
(2)随着碳当量的提高不但强度降低,而且孕育效果也降低。但在常用的碳当量范围内RECaBa与75FeSi相比较,强度能提高20~40 MPa。
(3)采用RECaBa和75FeSi两种孕育剂强化孕育处理,能够提高铸件的强度和断面均匀性、消除游离碳化物。综上所述,较高碳当量是强化孕育方法的前提.是影响灰铸件材料性能和质量的重要因素。5.3孕育剂粒度的影响
5.5孕育剂的用量
孕育剂的种类和用量是根据铸件壁厚和各孕育剂的不同作用,经过大量的生产实践并结合铸件冶金质量、力学性能来确定的。各组分称量不准确,将影响孕育效果。目前许多铸造厂对材料质量的考核项目主要为化学成分及抗拉强度,致使有些炉前操作人员认为在保证化学成分的前提下,加入孕育剂越多越好,导致铁液工艺性能恶化。5.6孕育衰退的防止
孕育处理的效果主要受原铁液中的化学成分和温度、孕育剂的加入量和粒度、孕育剂种类和质量、孕育方法及孕育衰退等影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke r s isa tse m o ua in g a ht S — Z n ua t c l d rbo k ywo d : tn t n a i c lt rp i n o e i。 rio l n yi e l c n c
1 前 言
随着 发动机 技术 的不 断发 展 , 功率 的不 断 提高 ,
( 共晶团7 h) 级
() C 珠光体9% 8
图 1 随 流 孕 育 处 理 的 汽 缸体 的 金 相 组 织
5 0×
石 墨呈 片状 生长 和长 大 , 到 临 近 的共 晶 团 边 界 为 直 止E 。B型石 墨 的成 核 条 件较 形 成 A 型石 墨差 些 , 其共 晶 转 变 时过 冷 度 也 比出现 A 型 石 墨 大 些 。可 见 , 采用 炉前一 次孕 育 , 核 条 件较 差 , 仅 成 不利 于得 到 均匀 分 布的 A型石 墨 。 随 流 孕 育处 理 缩 短 了孕 育 至浇 注 的时 间间 隔 , 提高 了铁 水 的成 核 率 , 免了 B型石 墨 的析 出 , 避 有 效地 改善 石 墨形态 , 进石墨 均匀 析 出 , 促 获得 均匀分 布 的 A 型石 墨 , 以孕 育效 果 稳 定 。对 于 生产 薄壁 所
bo kweeiv siae hsp p rb p ia irso y.Th eut h we h tt p f k h p lc r et tdi t i a e yo t l co c p n g n c m ers ss o d t a y eA a es a l l e g a ht v ny dsrb t n t e ma r t sa tsra io ua in o 0 r p i e e l itiu e o h ti wi i t n te m n c lt f0. 7% S — Z .I l e s x h n o i r ti as s o fu d ta h u e t el n ti e psa l t n tn te m n uain o n h tt ee tci el a d ma r k e tbewi isa tsra io l to . c x h c
晶团细 化、 墨的形 态、 石 尺寸及 分布 得 到改善…。
孕育 处理 不仅 可 以提 高 铸件 的力 学 性 能 , 善 断 面 改
均 匀性 。 而且 可 以消 除薄 壁 、 缘 处 的 白 口 , 而 改 边 从
在 18 ~10 1 浇 注气缸体。在 浇注过 程 中 30 4 02
采用 00 %的 S Z 孕 育 剂 进行 随 流 孕 育 ,卜 Z .7 卜 r S r 孕育 剂 的 化 学 成 分 如 表 2所 示 , 粒 度 为 0 2~ 其 . 07 .mm。 浇 注 的气 缸 体 缸 壁 上 截 取 试 样 , 在 观察 金
维普资讯
王 晓林 乔 进 国 :随 流 孕 育 对 W D 1 6 5气 缸体 金 相 组 织 的影 响
随流 孕育对 WD 6 1 5气缸体 金相组织 的影响
王 晓林 ( 潍坊 学 院物理 与 电子科 学 系) 乔 进 国 ( 柴动 力股 份 有 限公 司) 潍
所示 , 粒度 为 3 0 m。 ~1 r a
石墨 A 型 , 长 4级 , 布 均 匀 , 晶 团 7级 , 体 片 分 共 基 为 9 的珠 光体 。 8
维普资讯
2
内 燃 机 配 件
2 0 第 1期 0 7年
() a 石墨A .片长4 型 级
2 试 验 方法
我厂生产的的气缸体的合金牌号为 H 20 单 T5,
件重为 2 7 g 化 学 成分 要 求 如 表 1所 示 。 目前 采 6K , 用冲 天炉和 电炉 双联熔 炼铁 水 , 原铁 水的 C、i S 含量
分别为 3 2 ~3 4 .% . %和 1 6 ~1 7 .% . %。在 电 炉 出
( 要】 用金 相显微镜 分析 了随流孕 育处 理对 气缸 体金 相 组织 的 影响 。结果表 明 ,.7 摘 利 0 0 %的 s i
—
Z 随流孕 育处理能够获得 均 匀分布 的 A型 片状 石墨 , 共 晶团数 量和基 体组织 没有明显影 响。 r 对 【 关键 词 】 随流 孕育 石墨 s —Z 孕 育 剂 汽缸体 i r
迫切要求气缸体、 气缸盖这样 复杂的铸铁件性能有 大的提高。因此 , 研究和发展 高强度铸铁件 的铸造 技术。 对于提高产品质量 , 增加产 品改型 的适应 能 力, 有着重大的意义。孕育处理作为改善铸铁件性 能的一 种 主要的 方法 , 能降低 铁 液 的过冷倾 向 , 使共
7 ~7 3 1 1 . ≤O 5 ≤O 5 余量 0 5 -5 -2 —1 5 . .
I l e eo n t ntSte m no u a in o ir sr c u e nfu nc fI s a r a I c l to n M c o tu t r o D6 lnd rBl c fW 5 Cy i e o k 1
Ab ta t sr c :Th fe t f I sa tS ra I o uain o h e efcso n tn tem n c lt n t e o o D6 5 c l d r fW 1 yi e n
3 实 验 结 果 与 讨 论
图 1 示 为采 用 上述 试验 方法 浇注 的气 缸 体缸 所
壁( 壁厚 为 7 mm) 的金 相组 织 。可 见 —B 孕 育 剂 , 铁 水 流 入 浇包 i a 随 内进行 孕育 处理 。S—B 孕 育剂 的 化学 成 分 如表 2 i a
相组 织 。
表 3 s —z 孕 1 剂 的 化 学 成 分 ( . J j r I | 叭 %
善铸 件 的切削 性 能 。在孕 育 工 艺上 , 厂一 直 采 用 我 炉前 一次孕 育法 , 缸 体石 墨形 态 为 A+部 分 B型 气 石墨 , 有待进 一 步 改善 。本 文 讨论 了随 流 孕 育处 理 对 wD 1 65气缸体 金相 组织 的影 响 。