PLC与单片机串口通信的实现
单片机和PLC的应用与串行通信

L 对 机 交 互 设 备 ,不 能 实 现 对 控 制 参 数 的 在 线 调 整 及 系统 运 动 状 态 的显 护都 很 困难 。从 P C与单 片机 系 统 的 选 用 上来 讲 , 单项 工 程 或 重 复 数 极 少 的项 目, 采用 P C方 案 是 明 智 、 捷 的途 径 , 功 率 高 , 靠 性 L 快 成 可 示。 但 采 基 于 以 原 因 , 于很 多控 制 任 务 , 果 能 够 将 两 者 很 好 的 结合 好 , 成 本 较 高 。 对 于量 大 的配 套 项 目 , 用 单 片机 系 统 具 有 成 本 低 、 对 如 起 来 . 自发 挥功 能 优 势 , 各 将会 产 生理 想 的 效 果 。要 实 现 以 上 功 能 , 关 效 益 高 的 优 点 ,但 这 要 有 相 当 的研 发 力 量 和 行 业 经 验 才 能 使 系 统 稳 可 L 这 键 要解 决 单 片 机 和 P C之 间 的 串行 通 信 ,所 以本 文 主要 论 述 了 单 片 定 、 靠 的 运 行 。最 好 的方 法 是 单 片 机 系 统 嵌 入 P C 的 功 能 . 样 可 L 性 效 机 和 P C应 用 的 区别 与联 系 , 以及 运 用 串 行 通 信 技 术 实 现单 片 机 和 大 大 简化 单 片 机 系 统 的研 制 时 间 , 能得 到 保 障 , 益也 就 有 保 证 。 L
【 摘 要】 本文论述单 片机和 P C的应用区别与联 系,L (j L P C -  ̄程控制器 ) 自由串行通讯 , . - 的 以及利用单片机 与 P C进行 通信 的方法。硬 L
件 以 A 8 C 1 片 机 为核 心 。 出信 号 通 过 R 一 8 T9 5 单 输 S 4 5总 线 与 S — 0 7 2 0系列 P C通 信 , 介 绍 了通 信 协 议 。 L 并
PLC与单片机串口通信的实现

计 算 机 网络 与 通 信
Co u e t r Co mD t rNe wo k & mm u iai s nc t on
《 电气 自动化) 0 6 20 年第 2 卷 第 3 8 期
P C与单片机 串 口通信 的实现 L
I lme t t n f Ser l mpe n a i o o i Co a mmu ia in e we n nc t b t e PL a d Sige c i o C n n l_ hp
时。 就可以用 MP 协议 。 I
只读程序存储器 , 2 y s 18 t 的随机存取数据存储器 (A , 内 be R M) 它
含 1个全双工的串行通信 口。 ∥ 渭全双工 , 就是说数据传送是双向
的。 可以同时发送 和接收数据 。这个 口既可以用予网络通讯 , 也可
以实现串行异步通信 , 还可 以作为同步移位寄存器用 。 T 9 5 一 A 8S1 般通过串 口中断, 来完成接收和发送 数据功能 。由于 A 8 S 1的 T95
p p rh s b e p l d s c e sul n a tmai i - l d ma h n . a e a e n a p i u c s f l i u o t pl f l c i e e y c l e i
Ke wo d : L snl-hp mircmp tr sr l o y r s P C igec i c o ue e a mmu iain p tcl o i c nc t r o o o o
pit n r c )P O IU , o tf e ,R FB S 自由方式通信 ( e ot o m n ai n iea f eprcm u i t n r c o md) oe 等协议。 PI P 协议是一种 主从协议 , 主站设备 发送要求到从站设 备 , 从 站设备作出响应 , 但不反馈消息。P C与触摸屏的通讯 , L 就是应用 了PI P 协议 ,触摸屏是主站 ,P C是从 站 , L 触摸屏发命令给 P C L。 P C对命令作 出响应 。 L 但不反馈消息给触摸屏。M I P 允许 主 主通 讯, . 主 从通讯 , 在一个有着多个 P C HMI L。 的 大型控制 系统 中 ,要求 相互 之间有信 息交 流
PLC与单片机之间的串行通信及应用
PLC 与单片机之间的串行通信及应用驱动现代工业自动化的关键,是由计算机、编程语言和控制器组成的自动化系统。
计算机负责数据处理和控制逻辑的编写,编程语言用于控制逻辑的编写,而控制器则负责接收数据和控制执行器,实现自动化控制。
PLC(可编程逻辑控制器)作为现代工业自动化控制的主控设备,拥有广泛的应用,而单片机则在很多控制领域都具有较好的应用性能,PLC 与单片机之间的串行通信及应用,成为当前自动化控制领域中的热点研究。
1.PLC 与单片机的异同点PLC 是先进的微处理器技术、数字信号处理技术、通讯技术和控制技术的综合应用,它集成了模拟量采集、数字信号采集、控制逻辑执行、数字信号处理、通讯和数据存储等多种功能。
PLC 的特点是:多点输入多点输出,高速运算,可编程,可扩充。
单片机是集成电路技术的一种,它将微处理器、存储单元和各种外设集成在一个芯片上。
单片机的特点是:小型化、低功耗、性能优良、易于编程和使用、成本低廉等。
PLC 与单片机最大的区别是应用场合和控制对象不同。
PLC 主要应用于制造业、化工行业、冶金行业等工业控制领域,而单片机主要应用于家电、电子产品、汽车电控等领域。
PLC 通常控制的是大规模的工程项目,而单片机控制的是小规模电子系统。
此外,PLC 具有高可靠性、高实时性、易于维护、技术成熟等优点,而单片机则具有开发成本低、灵活性高等优点。
2.PLC 与单片机之间的串行通信PLC 与单片机之间的串行通信,是指PLC 通过串行通信接口与单片机建立连接,实现数据的传输和控制命令的发送。
串行通信是指将数据字节一位一位地转换为电信号传输,数据传输的速度比并行通信慢,但数据传输的可靠性更高。
串行通信中,常用的协议有RS232、RS485、MODBUS 等。
RS232是一种串行通信标准,适用于PC 机与串行设备(如PLC)之间的连接。
RS485 是一种多点串行总线协议,可在多个设备之间进行通信,适用于数据采集、工业控制等领域。
基于Modbus协议实现单片机与PLC之间通讯
基于Modbus协议实现单片机与PLC之间的通讯关键词:可编程控制器 Modbus 通讯协议1 引言HMI(人机界面)以其体积小,高性能,强实时等特点,越来越多的应用于工业自动化系统和设备中。
它有字母、汉字、图形和图片等不同的显示,界面简单友好。
配有长寿命的薄膜按钮键盘,操作简单。
它一般采用具有集成度高、速度快、高可靠且价格低等优点的单片机[1]作为其核心控制器,以实现实时快速处理。
PLC和单片机结合不仅可以提PLC的数据处理能力,还可以给用户带来友好简洁的界面。
本文以Modbus通讯协议为例,详细讨论了一个人机系统中,如何用C51实现单片机和PLC之间通讯的实例。
2 Modbus通讯协议[4]Modbus协议是应用于电子控制器上的一种通用语言。
通过此协议,控制器相互之间、控制器经由网络和其它设备之间可以通信。
Modbus协议提供了主—从原则,即仅一设备(主设备)能初始化传输(查询)。
其它设备(从设备)根据主设备查询提供的数据作出相应反应。
主设备查询的格式:设备地址(或广播,此时不需要回应)、功能代码、所有要发送的数据、和一错误检测域。
从设备回应消息包括确认地址、功能码、任何要返回的数据、和一错误检测域。
如果在消息接收过程中发生一错误,或从设备不能执行其命令,从设备将建立一错误消息并把它作为回应发送出去。
控制器能设置为两种传输模式:ASCII和RTU,在同样的波特率下,RTU可比ASCII方式传送更多的数据,所以采用KTU模式。
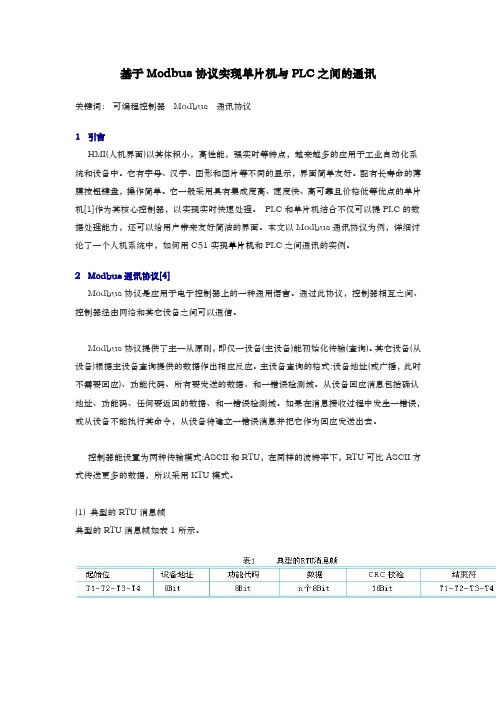
(1) 典型的RTU消息帧典型的RTU消息帧如表1所示。
RTU消息帧的地址域包含8bit。
可能的从设备地址是0...127(十进制)。
其中地址0是用作广播地址,以使所有的从设备都能认识。
主设备通过将要联络的从设备的地址放入消息中的地址域来选通从设备。
当从设备发送回应消息时,它把自己的地址放入回应的地址域中,以便主设备知道是哪一个设备作出回应。
RTU消息帧中的功能代码域包含了8bits,当消息从主设备发往从设备时,功能代码域将告之从设备需要执行哪些行为;当从设备回应时,它使用功能代码域来指示是正常回应(无误)还是有某种错误发生(称作异议回应,一般是将功能码的最高位由0改为1)。
探讨PLC与单片机之间的串行通信实现

探讨PLC与单片机之间的串行通信实现PLC (可编程逻辑控制器) 和单片机是现代自动化控制系统中常用的两种设备。
PLC 主要用于工业自动化控制,而单片机则常用于嵌入式系统和小型控制器中。
在某些应用中,PLC 和单片机之间的数据交换是必要的。
这可以通过串行通信实现。
串行通信是一种在两个设备之间传输数据的方式,通过一根线路逐位地传输数据。
常见的串行通信协议包括 RS232、RS485、Modbus 等。
需要确定 PLC 和单片机之间的物理接口。
通常情况下,PLC 和单片机使用 RS485 接口进行通信。
RS485 是一种高速、远距离传输的串行通信协议,适用于工业环境。
PLC 和单片机分别连接到一个 RS485 转换器,将信号转换为串行通信所需的电平和协议。
在 PLC 端,需要编写一个通信模块,用于接收和发送数据。
该模块可以通过 PLC 的编程软件进行开发。
通常,PLC 支持多种编程语言,如 Ladder Diagram (梯形图),Structured Text (结构化文本)等。
在通信模块中,需要使用特定的指令来配置和控制串行通信。
在单片机端,也需要编写一个串行通信的程序。
通常情况下,单片机可以使用 C 语言来开发。
程序包括设置串行通信的参数,如波特率、数据位、停止位等,以及接收和发送数据的函数。
在数据传输过程中,需要协商好数据格式和通信协议。
数据格式指定了数据的组织形式,如字节顺序、数据类型等。
通信协议则定义了数据的传输方式和规则。
常见的通信协议包括 Modbus、Profibus、CAN 等。
在 PLC 和单片机之间,需要约定好使用的通信协议,并编写相应的程序来实现数据的传输和解析。
除了硬件和软件的设置外,还需要注意一些通信过程中的问题。
PLC 和单片机之间的通信速度应该相匹配,以避免数据丢失或溢出。
需要确保通信连接的稳定性和可靠性,例如使用合适的电缆连接、地线和屏蔽等。
PLC 和单片机之间的串行通信是现代自动化控制系统中常见的需求之一。
PLC与单片机串口通信的实现探讨

PLC与单片机串口通信的实现探讨要实现PLC与单片机串口通信,需要有完善的硬件和软件支持。
本文将介绍如何使用PLC的串口和单片机的串口进行通信,并介绍常见的通信方式和协议。
1. 硬件准备首先我们需要准备好PLC和单片机。
对于PLC,我们需要选择带有串口接口的PLC。
对于单片机,我们可以选择带有串口接口的单片机或者使用外接的串口芯片。
接下来,我们需要使用串口线连接PLC和单片机。
2. 通信方式通信方式分为两种:点对点通信和多点通信。
点对点通信是指单片机与PLC之间建立一条直接连接进行通信,适用于直接控制PLC的场景。
多点通信是指多个单片机与PLC建立连接进行通信,适用于需要多个单片机同时控制PLC的场景。
在本文中,我们将讨论点对点通信方式。
3. 通信协议通信协议是通信双方遵循的规定,包括通信的数据格式、命令、指令等。
下面介绍两种常见的通信协议。
(1)Modbus协议Modbus协议是一种应用于串行通信网络的协议,通信双方需要遵循规定的通信协议。
PLC的串口可以支持Modbus协议。
单片机需要编写程序实现与PLC的通信。
在单片机发送数据时,需要按照Modbus协议的格式将数据打包,发送到PLC。
在PLC接收到数据后,需要按照协议格式进行解码,并根据协议规定的指令进行执行。
(2)ASCII码协议4. 编写程序要实现PLC与单片机的串口通信,需要编写程序。
下面简单介绍使用C语言编写串口通信程序的步骤。
(1)打开串口在单片机上,我们需要使用C语言调用串口接口库函数打开串口。
在PLC上,需要配置串口参数。
(2)发送数据(3)接收数据在单片机上,我们可以使用C语言调用串口接口库函数,接收PLC发送回来的数据。
在PLC上,需要编写程序读取串口接收缓冲区中的数据,并进行解码和指令执行。
5. 总结通过对PLC与单片机串口通信的实现探讨,我们可以简单了解PLC与单片机的串口通信原理,以及常见的通信方式和协议。
在实际应用中,我们需要根据实际需求选择合适的通信方式和协议,并编写程序实现通信。
PLC与单片机之间的串行通信实现方法探讨

PLC与单片机之间的串行通信实现方法探讨PLC(可编程逻辑控制器)和单片机是工业自动化领域中常用的控制设备。
它们通常需要进行数据交换和通信,以实现更复杂的控制功能。
本文将探讨PLC与单片机之间的串行通信实现方法。
1. 基于RS485的串行通信RS485是一种常用的串行通信协议,具有传输距离远、抗干扰能力强等特点。
在PLC和单片机之间建立RS485通信可以实现可靠的数据传输。
需要在PLC和单片机之间建立RS485物理连接。
一般使用双线制,其中一条线为发送线(A)、另一条线为接收线(B),同时需要接地线(GND)。
在硬件层面上,PLC和单片机需要通过485转232转换器实现电平转换。
PLC的UART串口通过485转232转换器连接到单片机的串口,以实现数据的传输。
在软件层面上,PLC和单片机需要定义一套通信协议,以规定数据的传输方式、格式和顺序。
通常可以使用Modbus协议来实现PLC与单片机之间的串行通信。
PLC作为Modbus 从站,单片机作为Modbus主站,通过读写寄存器的方式进行数据的读取和写入。
2. 基于CAN总线的串行通信CAN(Controller Area Network)总线是一种高可靠性、高带宽、多节点、实时性强的串行通信协议,广泛应用于汽车电子和工业控制领域。
通过CAN总线实现PLC和单片机之间的串行通信,可以实现多节点的数据交换和实时的控制。
在软件层面上,PLC和单片机需要使用CAN通信协议,如CANOpen或者DeviceNet协议,来实现数据的传输和控制。
在硬件层面上,PLC和单片机需要具备以太网接口,并通过以太网交换机或者路由器连接到同一个局域网中。
在软件层面上,PLC和单片机可以使用TCP/IP协议来实现数据的传输和控制。
PLC作为服务器,单片机则可以作为客户端,通过建立TCP连接来进行数据的读写操作。
PLC与单片机之间的串行通信可以通过不同的通信协议实现,如RS485、CAN总线和以太网。
PLC与单片机之间的串行通信实现方法探讨

PLC与单片机之间的串行通信实现方法探讨PLC(可编程逻辑控制器)和单片机是现代工业自动化中常见的控制设备,它们通常被用于监控和控制工厂中的设备和生产线。
在实际应用中,很多情况下需要PLC和单片机之间进行通信,以便实现数据传输和控制指令的交互。
本文将探讨PLC与单片机之间的串行通信实现方法,为工程师在实际应用中提供一些参考。
一、PLC与单片机之间的通信方式PLC与单片机之间的通信方式主要包括串行通信和网络通信。
在工业控制系统中,串行通信是最常用的一种通信方式,它可以简单地通过串口连接实现设备之间的数据传输。
PLC和单片机都支持串行通信,因此在实际应用中可以选择串行通信方式进行通讯。
二、串行通信的基本原理串行通信是将数据一位一位地按照一定的时间间隔发送出去,接收端再按照相同的时间间隔接收数据。
串行通信有两种方式:同步串行通信和异步串行通信。
在工业控制系统中,异步串行通信方式更常见,因此本文将重点介绍异步串行通信的实现方法。
异步串行通信是将数据分为帧进行传输,每一帧包括起始位、数据位、校验位和停止位。
起始位和停止位用来标识一帧数据的开始和结束,数据位用来传输实际的数据,校验位用来检测数据传输过程中是否发生错误。
在实际应用中,可以通过串口模块来实现异步串行通信。
1. 使用串口模块在实际应用中,可以在PLC和单片机上分别连接串口模块,通过串口模块来实现两者之间的串行通信。
串口模块可以实现串口转换和数据传输,它能够将串行数据转换为并行数据,方便单片机和PLC进行数据交换。
2. 使用Modbus协议Modbus是一种常用的工业通信协议,它可以在串行通信中实现设备之间的数据传输。
在实际应用中,可以使用Modbus协议来实现PLC和单片机之间的通信。
单片机可以通过Modbus协议向PLC发送控制指令,PLC可以通过Modbus协议向单片机发送传感器数据,从而实现数据交换和控制指令的传输。
3. 使用RS485通信以一个简单的例子来说明PLC与单片机之间的串行通信实现方法。
浙大中控DCS与PLC和单片机串行通讯的实现
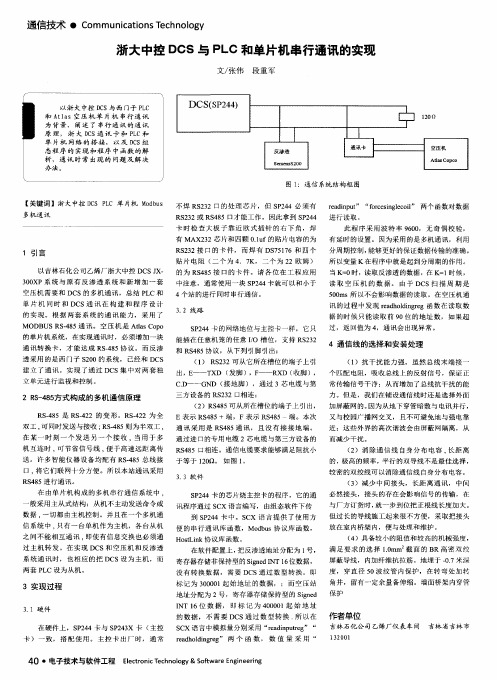
≤ 一 时刻 一 个发 送 另一 个接 收 ,当用 于 多 连时 , 可节省信 号线 , 便于高速 远距离传 许 多智能 仪器设 备均配有 RS . 4 8 5总线接
RS 4 8 5 口相 连 。通 信 电缆 要 求 能 够 满 足 阻抗 小 于等于 1 2 0 D。 如 图 l 。
3 . 3软 件
近 ;这 些外界的高次谐波会 由屏蔽网隔离 ,从
而减少干扰 。 ( 2 )消 除通信 线 自身分布 电容 , 长 距 离 的 ,极 高 的 频 率 , 平 行 的双 导 线 不 是 最 佳 选 择 ,
! 了通 讯 。 实 现 了通 过 D CS集 中 对 两 套 独 元进行监视和控制 。
S - 4 8 5 方 式 构 成 的 多机 通 信 原理
R S 一 4 8 5是 RS 一 4 2 2 的 变 形 。RS . 4 2 2 为 全 : , 可 同时 发 送 与 接 收 ; R S 一 4 8 5则 为 半 双 工 ,
r e a d i n p u t … ‘ f o r c e s i n g l e c o i l ” 两个函数对数据 此 程序 采用 波特 率 9 6 0 0,无 奇偶 校验 ,
有 延 时 的 设 置 。 因 为 采 , 能 够 更 好 的保 证 数 据 传 输 的准 确 。 所 以变 量 K在 程 序 中就 是 起 到 分 周 期 的作 用 。 当K = 0时 ,读 取 反 渗 透 的 数 据 ,在 K= I 时候 ,
能插在 任意机笼 的任 意 I / O 槽位 ,支持 RS 2 3 2
和 RS 4 8 5协 议 ,从 下 列 引脚 引 出 :
4通信线 的选择和 安装处理
( 1 ) 抗 干 扰 能 力 强 。 虽 然 总 线 末 端 接 一 个 匹配 电 阻 , 吸 收 总 线 上 的 反 射 信 号 , 保 证 正 常传 输 信 号 干 净 ; 从 而 增 加 了总 线 抗 干 扰 的能
51单片机的2个串口分别通信的方法
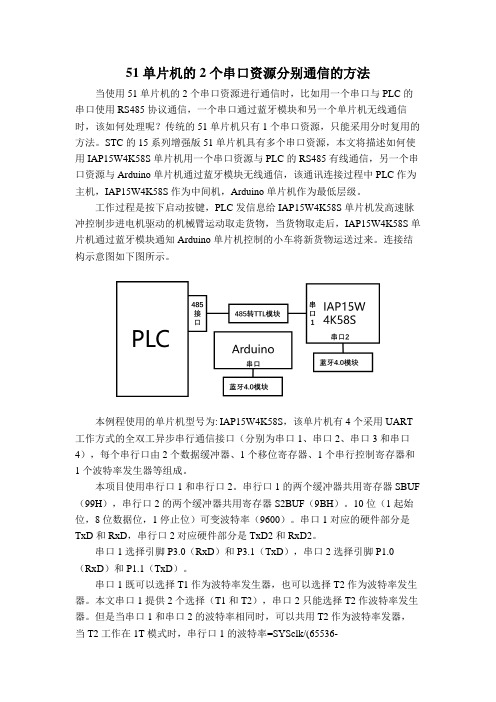
51单片机的2个串口资源分别通信的方法当使用51单片机的2个串口资源进行通信时,比如用一个串口与PLC的串口使用RS485协议通信,一个串口通过蓝牙模块和另一个单片机无线通信时,该如何处理呢?传统的51单片机只有1个串口资源,只能采用分时复用的方法。
STC的15系列增强版51单片机具有多个串口资源,本文将描述如何使用IAP15W4K58S单片机用一个串口资源与PLC的RS485有线通信,另一个串口资源与Arduino单片机通过蓝牙模块无线通信,该通讯连接过程中PLC作为主机,IAP15W4K58S作为中间机,Arduino单片机作为最低层级。
工作过程是按下启动按键,PLC发信息给IAP15W4K58S单片机发高速脉冲控制步进电机驱动的机械臂运动取走货物,当货物取走后,IAP15W4K58S单片机通过蓝牙模块通知Arduino单片机控制的小车将新货物运送过来。
连接结构示意图如下图所示。
本例程使用的单片机型号为:IAP15W4K58S,该单片机有4个采用UART 工作方式的全双工异步串行通信接口(分别为串口1、串口2、串口3和串口4),每个串行口由2个数据缓冲器、1个移位寄存器、1个串行控制寄存器和1个波特率发生器等组成。
本项目使用串行口1和串行口2。
串行口1的两个缓冲器共用寄存器SBUF (99H),串行口2的两个缓冲器共用寄存器S2BUF(9BH)。
10位(1起始位,8位数据位,1停止位)可变波特率(9600)。
串口1对应的硬件部分是TxD和RxD,串行口2对应硬件部分是TxD2和RxD2。
串口1选择引脚P3.0(RxD)和P3.1(TxD),串口2选择引脚P1.0(RxD)和P1.1(TxD)。
串口1既可以选择T1作为波特率发生器,也可以选择T2作为波特率发生器。
本文串口1提供2个选择(T1和T2),串口2只能选择T2作波特率发生器。
但是当串口1和串口2的波特率相同时,可以共用T2作为波特率发器,当T2工作在1T模式时,串行口1的波特率=SYSclk/(65536-[RL_TH2,RL_TL2])/4,SYSclk表示系统时钟频率,[RL_TH2,RL_TL2]表示T2H,T2L的定时初值设置值。
单片机与PLC之间的串行通信实现
单片机与PLC之间的串行通信实现单片机和PLC是现代工业生产、家用电器等广泛使用的两种技术,通过它们之间的串行通信,可以形成一种小型的控制系统,并发挥一定的数据传输能力,从而在各种各样的机械设备控制技术起到了作用,PLC与单片机串行通信是两者结合的关键。
标签:单片机;PLC;串行通信单片机和PLC是现代社会工业生产、家用电器等各方面广泛应用的两种技术,通过两者的串行通信,能够组建一个小型控制系统,并发挥一定的数据传输能力,从而在多种机械设备的控制技术中发挥作用,PLC与单片机的串行通信是两者结合使用的关键。
1单片机与PLC单片机是借助于超大规模的集成电路技术,组建一个微型计算机控制系统以整合各种有数据处理功能的机械设备,这些设备包括中央处理器、I/O接口、数据存储器、中断系统以及定时器等。
PLC是可编程逻辑控制器,是一种有编程功能、内部有存储程序的存储器,可通过数字模式、模拟式等对用户发出的运算、控制、保存、定时等指令进行输入或输出,从而对机械设备或工业生产进行控制。
2 PLC和单片机之间串行通信設置的相关细节分析2.1 PLC单片机之间数据发送的相关初始分析在初始设置中,单片机的波特率是必须和PLC保持高度一致的。
在高速波特率的选择上,我们可以根据公式:SPBRG=F/(16×波特率)-1来计算。
在这个公式中F所代表的量是单片机时钟的频率大小,在整个公式的取值中,要求SPBRG值为整数值。
所以,单片机波特率和PLC之间是必然存在着误差的。
而且根据整个工作流程来看,数据的发送方和接收方在频率上都存在着比较细微的差异,但是这种差异是非常细微的,在整个的分析过程中,并不会因为这种细小的误差而产生收发错位的现象。
但是需要我们特别注意的是,单片机在发送数据初始设置时,其数据位、校验位、停止位要和PLC保持较为高度的一致,以避免大的误差的出现。
2.2 PLC接受数据相关功能的设置在一般情况下,PLC接受数据往往有着比较高的要求,如果选择了自由端口的模式,那么必须要求在CPU和RUN模式的运行下才能这样选择。
单片机与PLC串行通信数据传输模式实现
Newo k1 t r
1 本次试验中所使用的通信协议简介 - 3 本项目中由于 PC 6 87单片机只是发送数据,L I 1F 7 P C单纯接收数据, 所 以采用单工串 行通信。 L P C采用自由端口 模式协议, 协议由 语句表编程实现; 单片机使用 U A T模块的异步发送模式 ,协议用汇编语言编程实现。由 SR PC1F 7 单片机的发送缓冲结构可知,一次只能连续发送两个字节的数 I 687 据 , P C采用字符接收完成中断比较方便。 口标准采用与 P C侧一致的 故 L 接 L R - 5 接头采用 9针 D形连接器 , S48 , - 传输线采用屏蔽双绞线 , 单片机侧的发 送数据需经转换后再发送。 字符信息格式为 :位起始位 ,位数据位, l 8 无校验位, 位停止位。 l 数据位的发 I序为低位在前, 页 高位在后。 异步通信的传输速率即波特率选择为 34 0 Ws 80 b 。为提高数据传输的可 靠性, 采用异或校验, 报文采用定长发送, 前四个字节参加异或校验 , 报文的 最后—个字节为校验码。 I 6 8 7 PC1F 7 单片机的模数转换精度为 1 0位, 故温度 值采用双字节保存。
而 薄丽 r
民营 科技
信ቤተ መጻሕፍቲ ባይዱ息科 学
单片机与 P C串行通信数据传输模 式实现 L
武 德庆
( 苏省 盐城 生物 工程 高等 职 业技 术学 校 电子 工 程 系, 苏 盐城 2 4 5 ) 江 江 20 1
摘 要 : 工业 自动控 制中, 在 单片机与 P C的远距离通信是一个难点与热点 问题。这里设计 了 s — 0 P C与 PC 6 8 7单片机 实现远距离 串 L 720L I 1 F7 行通信 的硬件连接和软件实现方法。采用 了MA 4 5 X 8E芯片进行 m电平与差分信号之 间的转换 , 用 R 一 8 使 S 4 5端 口和半Q_模式进行通信 。最后通 Y - 过异或校验码对接收到的数据进行核对 , 以进一步提 高数据传输的可靠性 。实验证 明, 该方法成功 实现 了单片机与 P C的远距 离通信 , L 并且具有开 发 简单 , 干扰 能 力强 的特 点 , 有 一 定 实用 价值 。 抗 具 关 键 词 : 片机 ; L 串行 通 信 单 P C; 1 单片机与 P C技术简介 L P C是一种专门为在工业环境下应用而设计的数字运算操作的电子装 L 置。 通过执行各种运算指令, 最终起到控制机械或生产过程的作用。 广泛应用 于工 业 、 通运输 、 保及文化娱 乐等行 业 。P C使用 简单 , 交 环 L 性价 比也较 高。 P C和单 片机各 有所长 , 际应用 中 , 往需要 把二者 结合起来 , 挥 L 在实 往 发 各自的长处,L P C和单片机通过通信交换信息, 共同组成控制系统。 下面结合 实例就 P C和单片机的通信实现做一下介绍。 L 1 本 次试验 中硬 件简介 . 1 PC 6 7 I 17 单片机、西门子公司的 sMA Is-0 系列 P C、 口标准 、 I Tc 7 2¨ 0 L 接 专用通信 M X 8 E A 4 5 芯片,O脚为数据输出 , R 脚 它接收 R - 8 的 S4 5 差模信号 V B, A 并转换为 TL电平 由 R r O输 出,E脚为 R R O的使能端, 低电平时选通 R 输出有效。D 脚为数据输入端 , O, I 它将 r L电平的数据转换为差模信号 l T V B 并 由 A、 A, B两脚输 送 出去 , E是 D 使 能端 , 电平选 通 D , 入有 效 。 D I 高 I 输 故 A、 B两脚既是 R - 8 S 45信号输入端, 同时也是该信号的输出端 , 关键是由 使能端 R 、E的电平来决定。 ED
plc与设备通信的方法
plc与设备通信的方法
PLC与设备通信的方法主要有以下三种:
1. 信号线连接:这是一种最简单的方式,即在单片机或触摸屏等设备和PLC 之间进行连接信号线。
PLC的输入接单片机输出,PLC输出接单片机输入。
这种方式是普遍适用的,通过这种方式PLC几乎可以和任何工控的控制装置连接,比如伺服系统、变频器、机器人等等。
但是,如果需要传递的信号太多,那么电缆数量也会很大,而且一旦电缆损坏,维护起来很困难。
2. 自由口通讯:这是以前多次讲到过的方式,而且专门讲解过ASCII码。
3. ModBus通讯:这是利用ModBus协议进行通讯的方式。
主要通讯方式就是485通讯,其次还有422、232,以及CAN总线通讯。
假设其中一个PLC为上位机,其他的都为下位机,设置不同的站号,进行交互通讯。
一般情况下,如果不需要读取过多参数,还可以通过触摸屏,所有的PLC都和触摸屏通讯,然后通过触摸屏转换控制。
以上内容仅供参考,如需获取更多信息,建议查阅PLC使用说明或咨询专业人士。
PLC与单片机之间的串行通信实现方法探讨

PLC与单片机之间的串行通信实现方法探讨PLC与单片机是现代工业控制系统中常见的两种控制设备。
它们可以协同工作,以实现更加高效、智能、可靠的工业自动化控制。
在PLC和单片机之间进行通信是实现这种协作的基础,因此我们需要深入探讨PLC与单片机之间的串行通信实现方法。
1. 串行通信介绍串行通信是一种常见的数据通信方式,它将数据一个接一个地传输,而不是同时传输多个数据位。
串行通信与并行通信相对,总线长度可以更长,数据传输的速度也可以更快。
在串行通信中,可以通过51单片机的USART模块实现与PLC的串行通信。
2. 串口通信基础在进行PLC与单片机之间的串行通信之前,有必要了解两者的串口通信基础。
串口通信是数据传输的一种方式,在单片机或PLC中通过串口芯片来实现。
51单片机中内置串口,我们可以利用串口函数库将其轻松地应用到实际开发中。
3. 串口通信参数设置在进行串口通信之前,需要对串口通信参数进行设置,如波特率、数据位、停止位等。
对于单片机,我们可以通过代码来设置:```cvoid init_uart () {SCON = 0x50; // 8位异步模式,可变波特率AUXR |= 0x04; // baude rate toggle modeAUXR |= 0x01; // select the baud rate from IAPROMTMOD |= 0x20; // timer 1 auto reload modeTL1 = 0xfd; // set the baud rateTH1 = 0xfd; // set the baud rateTR1 = 1; // start timer1}```对于PLC,不同品牌和型号设置方法可能不同,例如SIMATIC S7-300 PLC可以通过SDB接口,在PLC编程软件中进行串口参数的设置。
4. 半双工通信实现对于单片机与PLC之间的串口通信,一般是采用半双工通信的方式。
谈PLC与单片机串口通信的实现

谈PLC与单片机串口通信的实现提纲:1. PLC与单片机串口通信的概述2. 串口通信协议的选择和实现3. 建筑自控系统PLC与单片机串口通信实现的具体过程4. 使用PLC与单片机串口通信的应用案例5. 未来发展趋势及建议提纲1:PLC与单片机串口通信的概述PLC与单片机串口通信是建筑自控系统中常用的控制方式之一。
PLC和单片机都是控制器,在许多场合中需要它们之间进行通信和配合。
通过串口通信方式,让PLC和单片机相互传递信息,使建筑自控系统实现更加高效、合理、自动化的控制。
本文将通过分析串口通信协议的选择和实现、建筑自控系统PLC与单片机串口通信实现的具体过程、使用PLC与单片机串口通信的应用案例、未来发展趋势及建议等方面,来详细阐述PLC与单片机串口通信的实现。
提纲2:串口通信协议的选择和实现串口通信协议是PLC与单片机串口通信的核心部分。
在选择串口通信协议的时候,需要考虑通信内容、通信速率、通信距离、通信稳定等方面。
目前较为常用的通信协议有Modbus协议、Profibus协议、Can协议等。
在实现串口通信的过程中,需要在两个控制器中分别编写对应的程序,并通过串口将信息传递出去。
通信的程序需要考虑精度、稳定性、错误处理等方面,以确保信息的准确性和稳定性。
提纲3:建筑自控系统PLC与单片机串口通信实现的具体过程建筑自控系统PLC与单片机串口通信是建筑中常见的自控方式。
实现这种控制方式的具体过程是,通过相应的硬件电路连接PLC与单片机,编写PLC和单片机的控制程序,并通过串口通信协议进行信息传递和控制。
在这过程中,需要考虑通信协议的选择、程序的编写以及控制的稳定性等因素,以确保实现高效、自动化的建筑自控系统。
提纲4:使用PLC与单片机串口通信的应用案例PLC与单片机串口通信在建筑自控方面具有广泛应用。
在智能楼宇系统、厂房自动化系统、暖通空调系统等多个场合中,均有着重要的应用。
例如,在智能楼宇系统中,通过PLC与单片机的串口通信可以实现对楼宇内部各部件的控制和监控;在厂房自动化系统中,可以通过这种方式实现对生产线上各种设备的控制和监测;在暖通空调系统中,可以通过这种方式实现对温度、湿度等各项参数的自动控制和调节。
探讨PLC与单片机之间的串行通信实现

探讨PLC与单片机之间的串行通信实现PLC(可编程逻辑控制器)与单片机(微型计算机)之间的串行通信实现是工业控制领域中的一个重要问题。
在许多工控系统中,PLC和单片机都担任着重要的控制角色,而两者之间的通信却是不可避免的。
在串行通信中,数据是逐位发送的,通常使用RS232、RS485、Modbus等协议,通信速度取决于通信协议和硬件设备。
PLC和单片机之间的串行通信可以通过以下几种方式实现:1. RS232串口通信RS232串口通信是一种最为基本的串行通信方式,它使用的是同步传输方式,通常用于短距离通信。
PLC和单片机都支持RS232串口通信,可以通过串口线连接并进行数据传输。
在通信过程中,需要注意通信协议的制定、数据格式的统一以及波特率的设定。
RS485串口通信是一种双向的、差分信号的串行通信方式,通常用于长距离通信和异地通信。
PLC和单片机都支持RS485串口通信,可以通过RS485转接板或者直接连接实现数据传输。
RS485通信协议相对简单,但需要注意地址编码、数据加工和防干扰等问题。
3. Modbus协议通信Modbus协议是一种串口通信协议,可用于PLC与单片机之间的数据传输。
Modbus协议支持RS232和RS485通信模式,其通信速度较快,可用于实时控制应用。
在Modbus通信中,需要设定起始地址、数据长度、读写模式等参数,以确保数据传输的正确性。
综上所述,PLC与单片机之间的串行通信实现有多种方式,大多数情况下,选择通信方式要根据具体应用场景及硬件设备考虑。
在通信过程中,需要注意通信协议的制定、数据格式的统一、波特率的设定以及防干扰等细节问题,以确保通信正常、可靠。
PLC与单片机串口通信的实现探讨

PLC与单片机串口通信的实现探讨
PLC与单片机之间的串口通信是工业自动化过程中常见的一种通信方式。
具体的实现
方法有很多,下面将对其中一种常见的实现方式进行探讨。
PLC与单片机之间的串口通信需要确定使用的串口通信协议。
常见的串口通信协议包
括RS232、RS485、Modbus等。
在确定使用的协议之后,需要进行硬件连接,即将PLC和单片机的串口接口相连。
RS232协议需要使用串口线连接PLC的RS232口和单片机的UART口,而RS485协议则需要使用RS485转TTL模块进行连接。
接下来,需要在单片机中实现与PLC之间的串口通信。
一般来说,可以使用单片机的UART模块进行通信。
通过配置波特率、数据位、停止位、校验位等参数,可以使单片机的UART能够与PLC的串口进行数据交互。
在单片机程序中,通过读写串口的数据寄存器,可以实现数据的接收和发送。
在实际应用中,需要根据具体的通信需求来选择合适的通信方式和协议。
对于简单的
数据传输,可以使用透明传输方式,将单片机的数据直接通过串口发送到PLC,或者将PLC 的数据直接通过串口发送到单片机。
而对于复杂的通信需求,可以使用现成的通信协议,
如Modbus协议,通过读写寄存器的方式进行通信。
PLC与单片机之间的串口通信是一种常见且重要的通信方式。
在实现过程中,需要确
定通信协议、进行硬件连接,同时在单片机和PLC的程序中分别完成相应的配置和数据交互。
通过合理的选择和配置,可以实现可靠、高效的PLC与单片机之间的串口通信。
plc和单片机485通讯范本
PLC(Programmable Logic Controller 可编程逻辑控制器)和单片机(Microcontroller 单片机)是工业自动化领域中常见的控制设备。
它们之间的通讯可以通过485总线来实现。
本文将探讨PLC和单片机之间485通讯的范本。
一、PLC和单片机的基本概念1. PLC:PLC是一种专门用于工业控制的可编程逻辑控制器,它通常用来控制工业生产线上的各种机械设备,通过编程可以实现各种自动化控制功能。
2. 单片机:单片机是一种集成了微处理器、存储器和各种输入输出接口的微型计算机,它广泛应用于各种电子设备中,包括工业控制领域。
二、485通讯原理1. 485总线:485总线是一种串行通讯协议,具有高抗干扰能力和远距离传输的特点,适用于工业环境中长距离通讯。
2. 485通讯原理:485总线采用差分信号传输,即通过两个信号线(A 和B)的电压差来进行数据传输,这种方式能有效抵抗电磁干扰,适合工业场合的通讯需求。
三、PLC和单片机485通讯的范本下面将以一个简单的控制系统为例,介绍PLC和单片机之间485通讯的范本。
1. 系统结构该控制系统由PLC、单片机和若干执行器(如电机、阀门等)组成。
PLC作为控制中心,负责整个系统的自动化控制,单片机负责采集环境数据和执行简单的逻辑控制,执行器根据控制信号进行动作。
2. 通讯方式PLC和单片机之间的485通讯可以采用主从模式,即PLC作为主站,单片机作为从站。
PLC负责下发控制指令,单片机接收指令并执行相应的控制逻辑。
3. 通讯协议通讯协议是PLC和单片机之间能够正常通讯的基础,常见的通讯协议有Modbus、Profibus等。
在本范本中,我们将使用Modbus协议。
4. 通讯过程PLC向485总线发送Modbus控制命令,单片机接收并解析命令,根据命令执行相应的控制逻辑,然后将执行结果返回给PLC。
整个通讯过程需要保证数据的可靠传输和正确解析。
单片机与西门子S7-200通信原理详解

单片机与西门子S7-200通信原理详解一、硬件以及通讯原理分析西门子S7-200系列PLC拥有RS-485串行口,所以要使MCS51单片机与S7-PLC进行通讯,可以采用几种通讯方式。
其中之一就是可以通过MCS-51的串行口与MAX485芯片相接,然后与S7-200 PLC的RS-485口进行通讯,其硬件连接如图1所示。
S7-200 PLC是串行通讯方式最为丰富的小型PLC,支持多种通信协议,如点对点接口协议(PPI协议)、多点接口协议(MPI协议)和PROFIBUS协议以及自由通信协议等。
其中自由通信协议又叫用户定义协议,利用自由端口模式,可以实现用户定义的通信协议,连接多种智能设备,使用起来非常方便,在第三方工程接入中取得了巨大的成功。
在自由端口模式下,PLC的串行通信接口由用户来控制,通过梯形图程序以及和单片机的汇编语言进行配合,来使用完成中断、字符接收中断、发送完成中断等,通信协议由用户完全控制。
这时单片机处于主机状态,由单片机主动发送握手信号,PLC接到信号后被动反馈信息即可。
图1 MCS-51单片机与S7-200的硬件接线图二、通信系统设计2.1 通信协议设计定义根据经验和有关参考资料,定义协议结构和参数。
(1)通信波特率为9.6kbps,无校验,8个数据位,1个可编程位,1位起始位,1位停止位。
(2)定义通信协议的数据流结构的格式为起始码、命令码、元件首址、字节数、数据块、BCC校验码和结束码。
● 起始码:表示单片机与PLC开始发送数据,是数据流第一个字符,告诉PLC 开始进行通信了,可以用00H表示● 命令码:表示单片机对PLC的各种操作:40H:读取目标元件 I、Q、V、M、SM、L、T、C等的数据或状态;41H:修改目标元件 I、Q、V、M、SM、L、T、C等的数据或状态;42H:强制目标单元为ON;43H:强制目标单元为OFF;● 元件首址:表示PLC内部的元件类型以及寄存器的地址(但不能表示一个位地址)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随着科学技术、 网络通信技术 以及 自动化技术的快速发展 , 可 2通信接 口电路的设置 编程 逻辑控制器( p l c ) 的功能 日益 强大 , p l c 不仅能够 实现逻辑控 制, 2 . 1接 口电路 的设 计 而且还能 实现数字控制 、 远程控制 以及运动控 制等 , c 逻辑控制器 俯一2 3 2 c 接 口是p l c 的一个 标准的接 口, 主要 采用e i a 电平逻辑 , 已经广泛应用于 电力 、 交通运输 、 冶金 、 汽车制造等等各行各业 。 而a t 8 9 c 5 1 主要采用t t l / c mo s 电平逻辑 , 由于这些 电平 不能互相兼 容, 所以应该将e i a 电平逻辑和t t l / c mo s 电平进行转换 , 在 我们 使 1单片机与p i e 串行通信的特点 用的ma x 2 3 2 串行通信芯片 中主要是单片集成双玲一2 3 2 接收器。 这 p l c 和单片机各有各的优点和长处 , 可编程 逻辑 控制器使用简 种串行 通信接 口主要采用斗 _ 一5 v 的 电源供 电, 然后外接四支 电容 形 单、 抗干扰 能力强 、 运行可靠 , 并具有较强的驱动能力 , 可 以在条件 成标准 的r s 一2 3 2 通信接 口, 从 而可 以使 e i a 电平和t t l / c mo s 电平之 恶劣的环境下工作 , p l c 主要用于机械设备的控制p l c 与现在的 以太 间的转换 , 经过转换之 后两者就可 以通过玲一2 3 2 接 口实现信号之 网、 a d s l 等宽带 技术 相 比, p l c 具有 以下优点 : p l c 分布广 泛 ; 接入方 间 的传送 。 便, 并且p l c 接入成本 比较低 , 费用低 , 可 以减轻用户的负担 。 单片机 2 . 2串行 通信 接 口的设置 体积小、 价格低 , 并且使用方便灵活 , 单片机可 以用于办公设备 、 家 2 . 2 . 1单 片机 串行口的设 置 用电器 、 仪器仪表 以及传感 内部 的核心部位 。 在实 际的应用 中, 需要 a t 8 9 c 5 l 单片机 内部有一个 串行 口, t x d ( p 3 . 1 ) 为发送端 , r x d 把单片机和p l c 两者结 合起来从而可以发挥各 自优点 和长处 。 单片 ( p 3 . 0 ) 为接 收端 , a t 8 9 c 5 1 主要有s o o n 和I x ; o n 两个特 殊的寄存器 进行 机和p l c 通过通信进 行交换信息 , 从 而组成控制 系统 , 实现实时采 控制 , 在软件设置的 四种通信方式工作时 , 串行 口主要为8 位异步通 集。 信接 口, 非常适合于集成点对点连接接 口的8 位数据的传输 , 每帧信 1 . 1 单片机 串口介 绍 息有一个起始位 、 八个数据位和一个停止 位 , a t 8 9 c 5 1 的c p u 晶振为 AT 8 9 S 5 2 单片机 内部含有一个可编程全双工 串行通信 接 口, 具 1 1 . 0 5 9 2 mh z 时, 波特 率主要采用9 6 0 0 b p s , 波特率主要有 串行 口方 有UA RT 的全部功能。 该接 口电路不仅能 同时进行数据的发送 和接 式寄存器s oo t d 的状 态和定 时器t 1 的溢 出率 进行确定 。 收, 也 可作 为一个同步移位寄存器 使用。 2 . 2 . 2 p l c 串行 口参 数 的 设 置 在 进行 异步 通信 时 , 数据 的发送和 接 收分别 在各 自的 时钟 p l c 主要 通过进行设置系统 寄存器来 实现串行接 口初始化 。 比 ( TC L K和RC L K) 控 制下进行的 , 但都必须 与字符位数的波特率保 如我们使用 的f p l 的系统寄存器n o . 4 1 3 可 以采用指定 的r s 2 3 2 串口 持一致 。 MC S -5 1 串行 口的发送和接收时钟可 由两种方 式产生 , 一 波特率控制字可 以设 置为h 0 0 , 即一个起始 位 ; 8 个数据位 ; 一个停止 种是 由主机频率f o s c 经分频后产生 , 另一种方 式是 由内部定时器T1 位, 没有奇偶校验位 。 串 口波特 率设 置的寄存 器I 2 0 . 4 1 4 可以采用指 或T 2 的溢 出率经 1 6 分 频后提供。 定的r s 2 3 2 c 串 口波特率 , 可以设置为h 0 1 , 其 中波特率为9 6 0 0 b p s l 串 串行 口的发送过程 由一条 写发送缓冲器 的指令把数据 ( 字 符) 口方式设置寄存器i 2 0 . 4 1 2 可以设置为h O l , 这种方 式成为计算机 连 写入串行 口的发送缓冲器S BUF ( 发) 中, 再 由硬件 电路 自动在字符 接通信方式 , 站号设定 寄存器 可 以n o . 4 1 5 可 以设置为h 0 1 。 的始 、 末加上起始位( 低 电平) 、 停 止位 ( 高 电平) 及其它控 制位( 如奇 偶位等) , 然后在移位脉冲S HI F T 的控制下 , 低位在前 , 高位在后 , 从 3单 片机 与p i e 串行 口的通信 过 程 T XD 端( 方式0 除外) 一位位地 向外 发送 。 单片机 的串行端 口有一个数据寄存器s b u f , 在特定的条件下 , 串行 口的接收与否受制于允许 接收位RE N的状态 , 当RE N被 如果单片机 向s b u p 写人数据就启 动了发送过程 , 如 果单片机 向s b u p 软件置“ l ” 后, 允许接收器 接收。 接收端RXD 一位位地接 收数据 , 直 读入数据就启动 了接受过程 , 当单片机 与p l c  ̄ l l i 过r s - - 2 3 2 c 串行接 口 到收到一个完整的字符数据后 , 控制 电路进行最后一次移位 , 自动 进行通信 时 , 发送过程主要有单片机 向p i e 发 出命令 帧格 式 , 发送过 去掉启始位 , 使接收中断标志RI 置“ 1 ” , 并向C P U申请 中断。 T I 和R I 程结束之后 , p l c 做 出响应 , 同时单片机接受 响应 帧格 式 , 这种过程 是 由硬件置 位的 , 但需要 用软 件复位 。 称为接受过程通信过程主要 由单片机进行启动和接受不需要运 用 1 . 2单 片机 串口控制 寄存 器 p l c 进行编制程序。 其 中发 出命令帧格 式主要包括p l c 站号 、 特殊标志 S BU F 是两个在物理上 独立 的接收 、 发送缓冲器 , 可同时发送 、 位 以及 呼叫字符 等 , 发 出命 令帧 。 接收数据 。 两个缓冲器只用一个字节地址9 9 H, 可通过指令对S B UF i e 的应用 的读写来 区别是对 接收缓冲器的操作还是对发送缓冲器的操作 。 串 4单片机与p 行 口对 外有两条 独立的收发信号线RXD ( P 3 . 0 ) 、 T XD ( P 3 . 1 ) , 因此 p l c 是建立在单片机 之上 的一 种科技产 品, 单片机 是一种集成 可 以 同 时 发送 、 接收数据 , 实现全双工 。 电路 , 单片机可 以构成多种多样 的应用系统 , 可以是大 型、 中型 、 小 1 . 3单 片机 多机通 信 方案 选择 型 以及微 型的, 而p l c 是单片机应用系统 中的一个特 殊的系统 , 单片 根据需要 , 各片 单片机有相等 的权 限, 每块 单片机都 可设置为 机可以配合外 围的 电路设计 出各种功能 , 单片机 一般采用语 言 、 汇 主机或从机 , 因此单片机 的串 口应 具有双 向可选择性 。 采用两个 同 编语言等, 这种系统可以应用于各个领域内 , 并且也非常安全 可靠 。 相三态I ' - l  ̄ l l 上一个反相器即可构成这样的接 口, 并 由单片机 的一根 单片机 的应用系统是非常广泛的 , 但是单片机的使用和维护是非常 引脚控 制单片机 串 口的连接方 式。 困难 的, 从p l c 和单 片机的系统 的选用上来讲对 于单项的工程采 用 发送数据区可存放 1 B~4 8 B 的数据 , 以空字符 ’ \ 0 ’ 作为发送数 p l c 是非常快捷 、 并且成功率高、 可靠性好 , 但是成本 比较高。 对于大 据结束标志。 接 收数据时 以空字符作为接收有效数据结束标志 。 通 量的配套的项 目来讲 , 采用单片机具有成本低、 效益高等优点。 随着 信结束 时, 从机 发 回收发 长度作为 校验。 下转第 1 2 5 页
应 用 研 究
P L C与单片机 闻 出版 广 电总局 7 2 4台 陕西 岐 山 7 2 2 4 0 0 )
摘要: 本文主要进行探讨单片机与可编程逻辑控制器p l c 之间的串行通信以及各个系统在通信技术中的应用, 本文主要以a t 8 9 c 5 1 单片机和 i 系 列的 单片机 为 例进 行 阐述 单片机 与p l c 的 串行 通信 。 关键 i N : p l c 单 片机 串行 通信 中 图分类 号: T P 2 7 3 . 5 文 献标识码 : A 文章 编号 : 1 0 0 7 - 9 4 1 6 ( 2 0 1 4 ) 0 4 - 0 1 2 3 — 0 2