电极夹钳
LF钢包精炼炉工艺技术操作规程
LF钢包精炼炉工艺技术操作规程编号:5-JA-LG-233 一、工艺流程精炼前的准备→转炉出钢加料→行车吊运→坐入钢包车→连接吹氩管→钢包开至精炼工位→下降炉盖→降电极加热→测温取样→加第一批脱氧剂及补充渣料→合金微调加第二批脱氧剂(渣白)→测温调整供电制定→精炼控制温度→喂丝→软吹氩→加保温剂→吊包至连铸二、精炼操作程序1、精炼前的准备(1)、按设备操作规程认真检查相关设备是否正常;(2)、检查各种渣料合金、脱氧剂的数量及质量是否符合要求(炼优质及合金钢时合金应烘烤干燥);(3)、检查测温及取样系统仪器工具是否正常;(4)、检查喂丝机是否正常,各包芯线数量是否满足要求;(5)、检查水冷炉盖内部溅渣情况及是否漏水,炉盖升降是否正常,各气动阀门动作正常;(6)、检查电极的长度及侵蚀情况,升降是否正常;(7)、各种生产工具器具是否准备完备;(8)、氩气系统及各种能源介质系统的检查;(9)、加料系统的检查;(10)、各种仪表显示是否正常指示信号是否正常;(11)、了解当班的生产计划及品种安排;(12)、了解转炉的生产情况(包括出钢温度及成份、下渣情况);(13)、了解钢包情况;(14)、了解连铸生产情况;2、出钢加渣料及合金为缩短精炼时间,转炉出钢时可加入部分合金及渣料,锰按中下线控制,硅按下线控制;3、行车吊运坐入LF炉钢包车,连接吹氩管;4、钢水精炼(1)、确认炉盖下降所具备的条件,降下炉盖;(2)、中高档电压送电2-5分钟后,测温取样及时送检;(3)、加第一批脱氧剂及部分渣料;(4)、化验结果报回成份微调,加入第二批脱氧剂;(5)、根据测温结果调整供电制度(过程温度控制按高于处理目标温度10℃左右控制,需深度脱硫的炉次可适当提高温度10-20℃);(6)、渣量配比及造渣制度①.渣料配比:石灰:萤石=5-6:1(或加入专用精炼渣);②.造渣制度:一般钢,渣料加入量:10-15千克/吨钢,深脱硫钢渣料加入量15-20千克/吨钢(全部渣量不超过25千克/吨钢,包括转炉下渣量);(7)、白渣操作①.加料3-5分钟第一批融化良好,加入第一批脱氧剂(加入总量的三分之二),当加料成分微调后此时钢渣应变黄白色,同时泡沫渣已形成接着加入第二批脱氧剂(加入总量的三分之一)约3-5分钟后,钢渣应全部变为白渣(有些低碳钢种渣呈黄白色);②.精炼期至渣料变白的时间约为10-15分钟,保持白渣时间应大于10分钟;(8)、合金调整①.合金成分调整应在黄白渣或白渣条件下进行;②.合金加入顺序应按元素活泼程度的先后顺序加入;③.合金加入量计算加入量=钢水量*(目标值-实际值)/合金元素含量*收得率;④.合金元素含量控制遵守以下原则:合金元素调整按规格中线控制,连浇炉次钢水成份要考虑上、下炉次间成份偏差,〔C〕≤0.02%,〔Mn〕≤0.10%,〔Si〕≤0.05%;(9)、在加入合金及增碳剂后要适当加大吹氩量(但钢渣不要破顶)。
电极材料

关于电极材料来源: 发布时间:2010-08-10 点击次数:3726关于电极材料点焊电极是保证点焊质量的重要零件,它主要的功能有:1.向工件传导电流;2.向工件传递压力;3.迅速导散焊接区的热量。
基于电极材料的上述功能,就要求制造电极的材料有足够的电导率、热导率和高温硬度,电极的结构必须有足够的强度和刚度,以及充分冷却的条件。
此外,电极与工件间的接触电阻应足够低,以防止工件表面熔化或电极与工件表面之间的合金化。
电极材料按照我国航空航天工业标准HB5420-39的规定分为四类,常用的有三类,见下表:1类——高电导率,中等硬度的铜及铜合金。
这类材料主要通过冷作变形方法达到其硬度要求。
适用于制造焊铝及铝合金的电极,也可应用于镀层钢板的点焊,但性能不如2类合金。
1类合金还常用于制造不受力或低应力的导电部件。
2类——具有较高的电导率、硬度高于1类合金。
这类合金可以通过冷作变形和热处理相结合的方法达到其性能要求。
与1类合金相比,它具有较高的力学性能,适中的电导率,在中等程度的压力下,有较强的抗变形能力,因此是通用的电极材料,广泛地用于点焊低碳钢、低合金钢、不锈钢、高温合金、电导率低的铜合金,以及镀层钢等。
2类合金还适用于制造轴、夹钳、台板、电极夹头、机臂等电阻焊机中各种导电部件。
3类——电导率低于1、2类合金,硬度高于2类合金。
这类合金可以通过热处理或冷作变形和热处理相结合的方法达到其性能要求。
这类合金具有更高的力学性能和耐磨性能,软化温度高,但电导率较低。
因此适用于点焊电阻率高和高温强度高的零件,如不锈钢、高温合金等。
这类合金也适于制造各种受力的导电构件。
附:电极材料的成分和性能1、CuCr(铬铜)与CuCrZr(铬锆铜)有什么区别?共同点:都是铜合金材料,适合作电阻焊电极用,具有较高的硬度、强度;具有高温软化的特性,能抗高温而保持其化学、物理性能温度约为450℃~550℃;具备一定的耐磨性,较长的使用寿命;具有良好的导电性能。
电极材料

电极材料在电阻焊接的过程中,电极担负着三个重要功能:向工件传导电流、向工件传递压力、迅速导散焊接区的热量。
基于电极材料的上述功能,就要求制造电极的材料有足够的电导率、热导率和高温硬度,电极的结构必须有足够的强度和刚度,以及充分冷却的条件。
此外,电极与工件间的接触电阻应足够低,以防止工件表面熔化或电极与工件表面之间的合金化。
自从电阻焊在汽车行业应用以来,市场上先后出现了众多的电极材料,归纳起来主要有以下三类:1类——高电导率,中等硬度的铜及铜合金。
这类材料主要通过冷作变形方法达到其硬度要求。
适用于制造焊铝及铝合金的电极,也可应用于镀层钢板的点焊,但性能不如2类合金。
1类合金还常用于制造不受力或低应力的导电部件。
主要代表有紫铜、镉铜、锆铌铜。
2类——具有较高的电导率、硬度高于1类合金。
这类合金可以通过冷作变形和热处理相结合的方法达到其性能要求。
与1类合金相比,它具有较高的力学性能,适中的电导率,在中等程度的压力下,有较强的抗变形能力,因此是通用的电极材料,广泛地用于点焊低碳钢、低合金钢、不锈钢、高温合金、电导率低的铜合金,以及镀层钢等。
2类合金还适用于制造轴、夹钳、台板、电极夹头、机臂等电阻焊机中各种导电部件。
主要代表有铬铜、铬锆铜、铬铝镁铜、铬锆铌铜。
3类——电导率低于1、2类合金,硬度高于2类合金。
这类合金可以通过热处理或冷作变形和热处理相结合的方法达到其性能要求。
这类合金具有更高的力学性能和耐磨性能,软化温度高,但电导率较低。
因此适用于点焊电阻率高和高温强度高的零件,如不锈钢、高温合金等。
这类合金也适于制造各种受力的导电构件。
主要代表有铍钴铜、硅镍铜、钴铬硅铜。
由于铌、铍、钴是放射性原素,随着人们对环保与健康的日益关注,这类铜合金逐渐退出了历史舞台,另有一些铜合金,由于制造过程中的环境污染问题,或者成本的因素而被市场淘汰。
自从镀锌钢板被应用于汽车行业后,对电极材料又提出了新的挑战,因为铬锆铜和锆铜电极在高温高压作用下,极易同熔融的锌形成脆硬的合金层,由于与钢板粘结而被剥离,导致电极端部面积迅速扩大(电流密度下降),加速了电极的失效。
点焊电极和电极夹头

点焊电极和电极夹头点焊电极是保证点焊质量的重要零件,他的主要功能有:1)向工件传导电流;2)向工件传递压力;3)迅速导散焊接区的热量;一.电极材料基于电极的上述功能就要求制造电极的材料应具有足够高的电导率,导热率和高温硬度,电极的结构必须具有足够的强度和刚度,以及充分冷却的条件。
此外,电极与工件间的接触电阻应足够低,以防工件表面熔化或电极与工件表面之间的合金化。
电极材料按我国HB/T5420-1989的标准分为4类,但常用的是前三类。
1类高电导率,中等硬度的铜及铜合金。
这类材料主要通过冷作变形方法达到其硬度要求。
适用于制造焊铝及铝合金的电极,也可用于镀层钢板的点焊,但性能不如2类合金。
1类合金还常用于制造不受力或低应力的导电部件。
2类具有较高的电导率,硬度低于1类合金。
这类合金可通过冷作变形与热处理相结合的方法达到其性能要求,与1类合金相比,它具有较高的力学性能,适中的电导率,在中等程度的压力下,它具有较强的抗变形能力,因此是最通用的电极材料,广泛的用于点焊低碳钢,低合金钢,不锈钢,高温合金,电导率低的铜合金,以及镀层钢等,2类合金还适于制造轴,夹钳,台板,电极夹头,机臂等电阻焊机中各种导电机构。
3类电导率低于1类和2类,硬度高于2类的合金。
这类合金可通过热处理或冷作变形与热处理相结合的方法达到其性能要求。
这类合金具有更高的力学性能,耐磨性好,软化温度高,但电导率较低,因此适用于点焊电阻率和高温强度高的材料,如不锈钢,高温合金等。
这类合金也适用于制造各种受力的导电构件。
三类合金中锆铌铜,铬锆铌铜和钴铬硅铜的性能较优已被广泛使用,其商业牌号分别为DJ70,DJ85h和DJ100。
最近在相对于DJ70,DJ85h,DJ100基础上研制成功的DZ-I,DZ-II,DZ-III增强铜合金,在综合性能上有了显著改进。
此外,还有一种钨-铜混合烧结材料,这种材料适用于热量高,焊接时间长。
冷却不足或压力场高的场合。
组合把持器式电极柱结构简介及主要工作参数计算

产 = 12m 争 孚_1 m .5 1
式 中:
一
.
27 冷却水 供应装 置 . 电石炉 正常运 行 中 , 电极柱 下部插入 炉 内 , 境 环 温度 10  ̄以上 , 00 因此 电极柱 下部底 环 、 接触 元件 及
一
碟簧 组的负荷 ; 单个碟 簧的负荷 ; 碟簧组 变形量 ;
腔 内液压油返 回油站 , 回路 设有单 向溢 流阀 ( 阀心钻 2 m孑) 电极柱 匀速下降。 m L, 电极柱 另设有辅助 吊挂
装置 , 在事故状态或安装前期使用 , 能够保证电极柱 处于上 限或下 限位置 , 工作 时辅助 吊挂装置需拆 正常
除。
2 电极柱主要结构组
电极柱主要包括 电极升降装置 、电极压放 装置、
放平台还配置有辅助夹持器 , 在安装前期及事故状态 下, 辅助夹持装置可 以用来 固定 电极 。 23 电极进给 变送 器 。
电极进 给变送器 用于测量 电极进给量 , 馈到 并反 主控室 , 监控 电极压 放。 24 电极加热装置 。 电极加热装置通过加 热风机 向电极筒 内吹 热风 , 加热 电极糊 , 保证 电极糊 处于恒 温状 态 , 提高 电极焙
一
1 一 4
重工 与起重技术
HE AVY ND T AL& H0I 1 NG MACHI RY I US RI S’ I NE
轮与 电极柱 之 间的压紧力 , 更好地提供导 向作用 。
G / 17— 05 1 B T 92 20 表 的规定。)
,
26 吊挂套简 . 吊挂套筒上 、 下部分别与 电极柱 上部和底部装 置
进行计算 。
电极升 降装置 采用液压 驱动 , 由两个升 降油缸 组 成。 缸体倒挂 固定 , 活塞杆 与压放平 台联 接 。 电极 需 当 要上 升时 , 油打入有 杆腔 , 液压 活塞杆缩 回 , 上升速度 可 以通过改变系统压力来调整 ;当电极 需要下 降时 ,
双电极电压钳技术-TEVC

(pH to 7.6 with NaOH) 储备溶液 2.4 M NaCl 200 mM KCl 180 mM CaCl2 100 mM MgCl2 500 mM HEPES
140.26g/L 7.455g/0.5L 13.23g/0.5L 10.165g/0.5L 29.79g/0.25L
Barth’s (for Xenopus oocytes) Salt NaCl KCl CaCl2 Ca(NO)2 MgSO4 NaHCO3 HEPES mM 88.0 1.0 0.41 0.33 1.0 2.4 10.0 to make 1 liter 36.7 mls stock soln. 5.0 mls 2.278 mls 1.0 mls (=1000ul) 10 mls (0.203 grams) 20 mls 2 liters 73.4 mls 10.0 mls 4.556 mls 2.0 mls 20 mls 0.406g 40 mls
非洲爪蟾的分离
1) 将蛙置于0.2%三卡因 (3-aminobenzoic acid ethyl ester, Sigma)溶液的冰中麻醉 等待大约5-10分钟。用镊子镊脚趾检查麻醉情况。每10次分离配一次溶液。 2) 蛙被部向下置于盛冰的桶中。 用冰盖住头部和四肢,暴露腹部。
3) 用无尘擦拭纸轻轻的擦拭要切开的部位来去除保护层,使手术镊便于夹住皮肤。 手术器械用酒精冲洗干净。. 4) 切开腹部皮肤(1/2 inch); 从腹部拉出几个卵巢叶,取完后缝合皮肤(约3-5个 针脚)* 使用SOFSILK——包膜,非吸收丝线(size7-0); lot # S-1733 5) 将蛙卵置于Barth溶液中(在培养皿中);用纤维镊梳理卵巢叶成簇分布, 每簇含5-6个蛙卵。*在浅培养皿的盖子里梳理最为方便。 6) 用无钙的ND-96 3-5x清洗蛙卵。
LF钢包精炼炉工艺技术操作规程
LF 钢包精炼炉工艺技术操作规程编号:5-JA-LG-233一、工艺流程精炼前的准备T转炉出钢加料T行车吊运T坐入钢包车T连接吹氩管T钢包开至精炼工位T下降炉盖T降电极加热T测温取样T加第一批脱氧剂及补充渣料T合金微调加第二批脱氧剂(渣白)T测温调整供电制定T精炼控制温度T喂丝T软吹氩T加保温剂T吊包至连铸二、精炼操作程序1、精炼前的准备(1)、按设备操作规程认真检查相关设备是否正常;(2)、检查各种渣料合金、脱氧剂的数量及质量是否符合要求(炼优质及合金钢时合金应烘烤干燥);(3)、检查测温及取样系统仪器工具是否正常;(4)、检查喂丝机是否正常,各包芯线数量是否满足要求;(5)、检查水冷炉盖内部溅渣情况及是否漏水,炉盖升降是否正常,各气动阀门动作正常;(6)、检查电极的长度及侵蚀情况,升降是否正常;(7)、各种生产工具器具是否准备完备;(8)、氩气系统及各种能源介质系统的检查;(9)、加料系统的检查;(10)、各种仪表显示是否正常指示信号是否正常;(11)、了解当班的生产计划及品种安排;(12)、了解转炉的生产情况(包括出钢温度及成份、下渣情况);(13)、了解钢包情况;(14)、了解连铸生产情况;2、出钢加渣料及合金为缩短精炼时间,转炉出钢时可加入部分合金及渣料,锰按中下线控制,硅按下线控制;3、行车吊运坐入LF 炉钢包车,连接吹氩管;4、钢水精炼(1)、确认炉盖下降所具备的条件,降下炉盖;(2)、中高档电压送电2-5 分钟后,测温取样及时送检;(3)、加第一批脱氧剂及部分渣料;(4)、化验结果报回成份微调,加入第二批脱氧剂;(5)、根据测温结果调整供电制度(过程温度控制按高于处理目标温度10C左右控制,需深度脱硫的炉次可适当提高温度10-20 °C); (6)、渣量配比及造渣制度①.渣料配比:石灰:萤石=5-6:1 (或加入专用精炼渣);②.造渣制度:一般钢,渣料加入量:10-15千克/吨钢,深脱硫钢渣料加入量15-20千克/吨钢(全部渣量不超过25千克/吨钢,包括转炉下渣量);(7)、白渣操作①.加料3-5分钟第一批融化良好,加入第一批脱氧剂(加入总量的三分之二),当加料成分微调后此时钢渣应变黄白色,同时泡沫渣已形成接着加入第二批脱氧剂(加入总量的三分之一)约3-5 分钟后,钢渣应全部变为白渣(有些低碳钢种渣呈黄白色);②.精炼期至渣料变白的时间约为10-15分钟,保持白渣时间应大于10 分钟;(8)、合金调整①.合金成分调整应在黄白渣或白渣条件下进行;②.合金加入顺序应按元素活泼程度的先后顺序加入;③.合金加入量计算加入量=钢水量*(目标值-实际值)/合金元素含量*收得率;④.合金元素含量控制遵守以下原则:合金元素调整按规格中线控制,连浇炉次钢水成份要考虑上、下炉次间成份偏差,〔C〕w 0.02%,〔Mn〕w 0.10%,〔Si〕w 0.05%;(9)、在加入合金及增碳剂后要适当加大吹氩量(但钢渣不要破顶)。
电动夹钳说明
泰州山水吊装设备有限公司吊具技术附件
18 YB/T036.17-92 冶金设备制造通用技术条件《机械加工件》 19 YB/T036.18-92 冶金设备制造通用技术条件《装配》 20 YB/T036.18-92 冶金设备制造通用技术条件《涂装》 1.3 产品质量控制
本厂原材料应符合 GB/T10051.2-1988 中 3.1 的规定 锻造和热处理应符合 GB/T10051.2-1988 中 3.2 的规定 机械加工应符合 YB/T10051.2-1988 中 3.2 的规定 负荷实验应符合 YB/T089.2-1988 中 4.3 的要求 材料的化学分析按 GB/T10051.2-1988 中 4.4.1 规定进行 机械性能试验按 GB/T10051.2-1988 中 4.1.2 规定进行 表面裂纹的检验按 GB/T9111-1988 进行
吊具所有结构材质为 16Mn,电机、减速机选用 ABB 型;吊具设有最大开 口限位:边缘保护检测;吊具主要有吊架装置,左右平坐,移动机构,钳腿结
泰州山水吊装设备有限公司吊具技术附件
构和电器控器等部件组成。 2.2 电控系统
当吊具夹紧钢卷时自动切断电动机电源,以防止钢卷端面因夹过紧而损 坏;当吊具打开时最大开口限位的作用下电动机切断电源,以防止导板滑山滑 槽;当吊具起吊时有一警示灯闪烁,以示可以起吊;当夹到离钢卷还有一定距 离时另有一指示灯闪烁,表示可以起吊。 2.3 设计原理
泰州山水吊装设备有限公司吊具技术附件
附件 1 吊具基本参数、设计依据以及工艺描述 1.1 吊具基本参数 钢卷宽度:800-1280mm 钢卷内径:500-700mm 钢卷外径:2100mm
1.2 设计依据 产品设计依据分别符合以下标准: 序号 标准编码 名称 1 GB699-88 优质碳素结构钢技术条件 2 GB700-88 碳素结构钢 3 GB984-85 堆焊焊条,气保焊丝 4 GB985-88 气焊,手工电弧及气体保护焊焊缝坡口的基本形式和尺寸 5 GB986-88 地弧焊焊缝坡口的基本形式和尺寸 6 GB/T1591-94 低合金高强度结构钢 7 GB3077-88 合金结构钢技术条件 8 GB3811-83 起重机设计规范 9 GB5118-85 低合金钢焊条 10 GB-6067-85 起重机械安全规程 11 GB/T8923-88 涂装前钢材表面锈蚀等级和除锈等级 12 GB10854-89 钢结构焊缝外型尺寸 13 GB11345-89 钢焊缝手工超声波探伤和探伤结果分析 14 GB/T13384-92 机电产品包装通用技术条件 15 GBJ65-83 工业级民用电力装置的设计规范 16 YB/T036.11-92 冶金设备制造通用技术条件《焊接件》 17 YB/T036.12-92 冶金设备制造通用技术条件《耐磨堆焊件》
接地装置的检测方法

接地装置的检测方法接地装置是指为了防止电气设备绝缘故障引起电流通过人体的电气设备保护装置。
为了保证接地装置的可靠性和正确性,需要定期进行检测。
以下是接地装置的几种常见的检测方法。
1.外观检查:首先进行接地装置的外观检查,包括接地装置的引线、接地极、接地网等外部部件的正常与否。
查看接地钢材有无腐蚀、断裂、松动等情况,检查接地极是否稳固,接地网的导体是否连接牢固。
2.接地电阻测量:接地电阻是评估接地装置性能的关键指标。
常用的接地电阻测量方法有四线法、网格法和夹钳法。
四线法是将四根电极按特定距离固定在地面上,通过测量电流和电压来计算接地电阻值。
网格法是将接地电极按网格状布置,通过测量任意两点之间的电阻值来计算接地电阻。
夹钳法是用专用夹钳夹住接地棒或者接地网中的导体,通过测量夹钳的电阻值来计算接地电阻。
3.绝缘电阻测量:绝缘电阻测量是为了评估接地设备和电气设备之间的绝缘情况。
常用的方法是通过直流电压来测量绝缘电阻。
测量时应断开接地,将测试电极连接到待测两点之间,通过测量电流和电压计算绝缘电阻值。
通常要求绝缘电阻值大于规定的标准值,以确保设备的安全。
4.接地正常值对比:不同地区和设备的接地装置要求不同,有时需要进行接地正常值的对比分析。
通过将同类型的设备互相比较,找出与其他设备相比存在接地异常的设备。
5.红外热成像测量:红外热成像测量是一种非接触式的测量方法,可以快速高效地检测设备的接地装置状况。
通过红外热成像仪测量设备表面的热量分布情况,可以检测出接地装置是否存在超温现象。
6.激励电流注入法:激励电流注入法是一种电流注入的检测方法,适用于大型接地工程。
通过注入特定频率和幅值的交流电流,测量接地系统的阻抗值,从而评估接地装置的性能。
7.非线性接地电阻测试:非线性接地电阻测试是一种新兴的接地装置测试方法。
通过施加大电流脉冲,测量脉冲响应电流和电压,得到非线性接地电阻值,用于评估接地装置的性能。
8.地质电阻率测试:地质电阻率测试是一种综合评估接地系统性能的方法。
钢筋接地夹钳重型型号RC70说明书
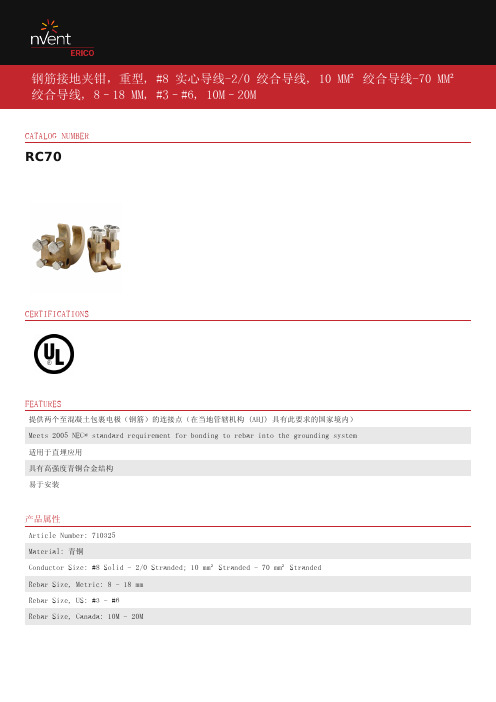
CATALOG NUMBERRC70CERTIFICATIONSFEATURES提供两个至混凝土包裹电极(钢筋)的连接点(在当地管辖机构 (AHJ) 具有此要求的国家境内)Meets 2005 NEC® standard requirement for bonding to rebar into the grounding system 适用于直埋应用具有高强度青铜合金结构易于安装产品属性Article Number: 710325Material: 青铜Conductor Size: #8 Solid - 2/0 Stranded; 10 mm² Stranded - 70 mm² StrandedRebar Size, Metric: 8 - 18 mmRebar Size, US: #3 - #6Rebar Size, Canada: 10M - 20MDIAGRAMS警告应仅根据 nVent 的产品说明书与培训材料安装并使用 nVent 的产品。
可访问 获取说明书,或者向您的 nVent 客服代表索取。
错误安装、使用不当、滥用或未能完全遵守 nVent 的说明与警告,可能会造成产品故障、财产损失、严重的人身伤害及死亡和/或使得保修服务无效。
警告:本产品可能会使您接触到包括铅在内的化学物质,加利福尼亚州已知铅会导致癌症、出生缺陷或其他生殖危害。
更多信息请访问。
北美+1.800.753.9221Option 1 – Customer CareOption 2 – TechnicalSupport 欧洲Netherlands:+31 800-0200135France:+33 800 901 793 欧洲Germany:800 1890272Other Countries:+31 13 5835404 APAC Shanghai:+ 86 21 2412 1618/19Sydney:+61 2 9751 8500 CADDY ERICO HOFFMAN RAYCHEM SCHROFFTRACER2。
4.2.24.2.2电极装夹与校正

尺寸较大的电极,常将电极通过螺纹连接直接装 夹在夹具上。
镶拼式电极的装夹比较复杂,一般先用连接板将 几块电极拼接成所需的整体,然后再用机械方法固定。
电极采用石墨材料,注意以下几点:
由于石墨较脆,故不宜攻螺孔,因此可用螺栓或压 板将电极固定于连接板上。
不论是整体的或拼合的电极,都应使石墨压制时的 施压方向与电火花加工时的进给方向垂直。
谢谢观看
快速装夹的标准化夹具的原理
制造电极时,将电极与夹具作为一个整体组件,装 在与数控电火花机床相同的工艺定位基准附件的加工设 备上完成。工艺定位基准附件都统一同心,因此电极在 制造完成后,可直接取下电极和夹具的组件,装入数控 电火花机床的基准附件上,不用再校正电极。
工艺定位基准附件不仅可以在电火花加工机床上使 用,还可以在车床、铣床、磨床、线切割机床等上使用。
在电火花加工中,电极与加工工件之间相对定位的准 确程度直接决定加工的精度。
做好电极的精确定位主要有三方面内容
装夹与 校正
工件的装 夹与校正
电极相对于 工件定位
电极装夹的目的是将电极安装在 机床的主轴头上。
电极校正的目的是使电极的轴线 平行于主轴头的轴线。
1.电极的装夹
常用装夹方法有下面几种: 小型的整体式电极多数采用通用夹具直接装夹在
2.电极的校正
电极的校正主要靠调节 电极夹头的相应螺钉进行。
根据电极的侧基准面,采用千分表找正电极的垂直度。 电极上无侧面基准时(如型腔加工用的较复杂的电极), 通常用电极与加工部分相连的端面 为电极校正面,保 证电极与工作台平面垂直。
3.快速装夹夹具 图4-37 EROWA 快
电压钳实验原理与方法
电压钳实验原理与方法电压钳(Voltage clamp)实验是一种用来研究细胞离子通道的电压依赖特性的实验方法。
通过在细胞膜上施加一个恒定的电压,实验人员可以测量细胞离子通道的电流,从而研究电压依赖性。
本文将介绍电压钳实验的原理和方法。
1.原理电压钳实验的原理是将一个电极放置在细胞膜外侧,另一个电极放置在细胞膜内侧,形成一个电压差。
然后使用一个电压钳机器,将电压保持在一些恒定的值上,以保持细胞膜电位不变。
当细胞膜上的离子通道打开或关闭时,会有一定的离子流经过电极,产生一个电流。
通过测量这个电流的变化,可以研究细胞离子通道的性质和特性。
2.方法(1)准备细胞样本:从动物或植物组织中分离出需要研究的细胞,并将其置于一个培养皿中。
确保细胞在实验过程中保持活性和健康。
(2)准备电极:使用细玻璃管制备两个电极,一个电极插入细胞外侧,另一个电极插入细胞内侧。
电极要尽量细长且不会损伤细胞膜。
(3)接入电压钳:将电极连接到电压钳机器上,并设置所需的电压值和实验参数。
(4)施加电压:开启电压钳,将细胞膜电位保持在设定的电压上。
(5)测量电流:通过电极测量细胞内外离子通道产生的电流,并记录下来。
可以通过记录仪或计算机进行数据采集和储存。
(6)改变电压:根据实验需要,改变电压钳的设定值,以研究离子通道的电压依赖性。
可以重复步骤(4)和(5),记录不同电压下的电流变化。
(7)分析数据:使用一些统计学方法和计算模型,对实验结果进行分析和解释。
可以通过拟合曲线或计算离子通道的动力学参数来评估离子通道的性质。
3.注意事项在进行电压钳实验时,需要注意以下几点:(1)选择适合的细胞:根据研究目的,选择适合的细胞类型进行实验。
一般来说,电压钳实验适用于具有离子通道的细胞,如神经元、心肌细胞等。
(2)保持细胞活性:细胞在实验过程中要保持活性和健康,避免受到损伤和死亡。
可以使用培养基、体外流体等方法来维持细胞的生理状态。
(3)操作细心:电极插入细胞时要尽量避免损伤细胞膜,避免引入杂质或导致细胞膜损伤。
浅谈3600KVA精炼炉导电电极夹头技术改造

浅谈3600KVA精炼炉导电电极夹头技术改造内容摘要:本文对我厂3600KVA中碳锰铁精炼炉导电电极夹头存在的打弧、漏水等设备故障进行分析,并提出相应的技改措施及新设计使用效果,实践证明此次改造是成功的、合理的。
关健词:电极夹头铜瓦漏水打弧热停炉1 前言我厂中碳锰铁精炼炉于2009年9月份正式投入生产后,用于导电的电极夹头经常出现打弧、漏水等设备故障,热停炉次数过多,严重影响生产正常运行。
我们通过故障分析,电极夹头出现故障原因有三:一、夹头体与电极弧面直径不一无法形成良好的抱紧导电;二、冷却水路过于繁杂,堵头焊缝易拉裂漏水;三、进出水管密封不好易漏水。
针对上述这些问题,我们对电极夹头的弧面、冷却水路、进出水管等进行技改,将九件式组装电极夹头改造设计成整体一件式铜瓦。
新铜瓦于2011年年初投入生产使用后,该设计完全符合精炼炉使用技术要求,至今尚未出现故障,并取得了一定的经济效益。
实践证明,新铜瓦具有故障率低、检修维护方便、节约生产成本等优点。
本文做一简述,便于大家共同探讨学习。
2 设备简介电极夹头在精炉炼生产中作为导电的载体,它既是一个电气部件,也是一个机械部件,其作用不仅是向电极传递电流,而且也用于夹紧导电石墨电极。
它是精炼炉设备当中最关健的设备之一,我们先来了解电极夹头的组成部分,见A、B、C图。
A图联接固定板B图夹头体C图电极夹头总图由上A、B、C三图,我们可以看出来,该电极夹头是由联接板和夹头体及六颗沉头螺钉组成的,螺钉用于联接板与夹头体坚固连接,联接板用于固定整个电极夹头的位臵,而夹头体主要作用为导电及夹紧石墨电极。
3 设计改造前存在的一些问题3.1打弧电流密度是电炉导电体中一个重要参数。
我们根据配电实际记录相关数据得出,在日常生产中,一次电流I1=55A,一次电压U1=39KV,二次电压U2=130V,可得出二次电流I2 =I1.U1/U2=55x39x103/130=16500A据上B图数据,可得,夹头体弧面面积:S弧=2x203.5x3.14x55.61。
晨华工作站三电极夹法

晨华工作站三电极夹法简介晨华工作站是一个致力于提供高效、便捷的实验和研究平台的实验室设备。
晨华工作站的三电极夹法是一种常用的实验技术,用于在电化学研究中进行电极材料的测试和分析。
本文将详细介绍晨华工作站三电极夹法的原理、操作步骤以及应用领域。
一、原理晨华工作站三电极夹法是一种将待测电极材料作为工作电极,参比电极和辅助电极分别作为控制电极进行实验的方法。
通过在待测电极上施加电压或电流,在参比电极和辅助电极上测量相应的电压和电流来获取待测电极材料的电化学特性。
三电极夹法的原理基于电极反应的动力学,其中工作电极是待测材料,并且在电化学实验中是主要关注的对象。
参比电极被设计为一个具有稳定电位的电极,用来与工作电极进行比较。
辅助电极通过在电解质中提供电流来保持反应的物质平衡。
三电极夹法的目的是通过测量不同电位下的电流-电压关系来研究待测电极材料的电化学特性。
二、操作步骤以下是晨华工作站三电极夹法的基本操作步骤:1.准备工作:–确保设备和电解质都处于正常工作状态。
–检查参比电极和辅助电极是否连接到正确的引线和电极针上。
–确保待测电极与量子探针正确接触,并保持良好的接触性能。
2.设置参数:–根据具体实验需求,设置工作电极、参比电极和辅助电极的电压范围和扫描速率等实验参数。
–确保参数的选择符合待测电极材料的特性和研究目的。
3.执行实验:–开始实验后,根据设定的参数,在待测电极上施加相应的电压或电流,并记录参比电极和辅助电极上的电压和电流值。
–根据实验需求,可以选择连续扫描或者阶跃扫描实验方式。
4.数据处理:–将实验得到的电流-电压数据进行整理和分析,可以绘制电流-电压曲线、Tafel曲线等图表。
–通过对实验数据进行处理,可以获得待测电极材料的电化学特性,如电极反应速率、电荷转移系数等。
5.结果分析:–根据实验结果,可以评估待测电极材料的电化学性能,如催化活性、电极材料的稳定性等。
–对实验结果进行深入分析,可以进一步研究电极界面的反应机理和动力学特性。
双电极电压钳电生理学
双电极电压钳电生理学双电极电压钳技术(Dual-Electrode Voltage Clamp Technique)是一种在细胞或组织中测量离子通道电流的电生理学方法。
本文将对双电极电压钳技术的原理、应用以及优缺点进行详细介绍。
一、双电极电压钳技术的原理双电极电压钳技术是通过在离子通道两侧同时插入电极,并通过反馈电路将膜电位维持在设定的电压水平上,从而实现对离子通道电流的精确测量。
其原理基于电压钳技术,通过控制细胞内外的电压差,使得离子通道始终处于开放状态,从而测量离子通道的电流。
在实验中,双电极电压钳技术需要使用两个电极来控制细胞内外的电压。
一个电极用来记录细胞内的电位变化,另一个电极则用来注入电流以维持膜电位。
当离子通道打开时,电流通过细胞膜,使得细胞内外的电压差保持在设定的电压水平上。
通过调节注入的电流大小,可以控制离子通道的开放程度,从而测量离子通道的电流。
二、双电极电压钳技术的应用1. 离子通道研究:双电极电压钳技术可以用来研究细胞膜上各种离子通道的电流特性,如钠通道、钾通道、钙通道等。
通过测量离子通道的电流,可以了解离子通道的活性、选择性和调控机制,进一步揭示细胞膜电位调控的机制。
2. 药物筛选:双电极电压钳技术可以用来评估药物对离子通道的影响。
通过测量离子通道的电流变化,可以判断药物对离子通道的激活或抑制作用,从而进行药物筛选和研发。
3. 疾病机制研究:离子通道异常活性与多种疾病的发生发展密切相关,如心脏病、神经系统疾病等。
双电极电压钳技术可以用来研究离子通道的突变对电流特性的影响,从而揭示疾病的发生机制。
4. 细胞内信号传导:细胞内信号传导过程中,离子通道的开放与关闭对于信号的传导至关重要。
双电极电压钳技术可以通过测量离子通道的电流,揭示细胞内信号传导的机制。
三、双电极电压钳技术的优缺点优点:1. 精确测量:双电极电压钳技术可以实现对离子通道电流的精确测量,具有高时间和空间分辨率。