门闩式快速夹钳
外科手术常用器械及使用方法
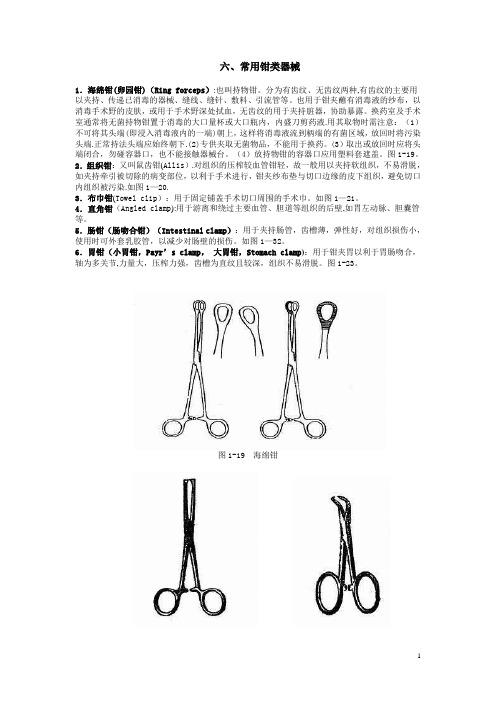
六、常用钳类器械1.海绵钳(卵园钳)(Ring forceps):也叫持物钳。
分为有齿纹、无齿纹两种,有齿纹的主要用以夹持、传递已消毒的器械、缝线、缝针、敷料、引流管等。
也用于钳夹蘸有消毒液的纱布,以消毒手术野的皮肤,或用于手术野深处拭血,无齿纹的用于夹持脏器,协助暴露。
换药室及手术室通常将无菌持物钳置于消毒的大口量杯或大口瓶内,内盛刀剪药液.用其取物时需注意:(1)不可将其头端(即浸入消毒液内的一端)朝上,这样将消毒液流到柄端的有菌区域,放回时将污染头端.正常持法头端应始终朝下.(2)专供夹取无菌物品,不能用于换药。
(3)取出或放回时应将头端闭合,勿碰容器口,也不能接触器械台。
(4)放持物钳的容器口应用塑料套遮盖。
图1-19。
2.组织钳:又叫鼠齿钳(Allis).对组织的压榨较血管钳轻,故一般用以夹持软组织,不易滑脱,如夹持牵引被切除的病变部位,以利于手术进行,钳夹纱布垫与切口边缘的皮下组织,避免切口内组织被污染.如图1—20.3.布巾钳(Towel clip):用于固定铺盖手术切口周围的手术巾。
如图1—21。
4.直角钳(Angled clamp):用于游离和绕过主要血管、胆道等组织的后壁,如胃左动脉、胆囊管等。
5.肠钳(肠吻合钳)(Intestinal clamp):用于夹持肠管,齿槽薄,弹性好,对组织损伤小,使用时可外套乳胶管,以减少对肠壁的损伤。
如图1—32。
6.胃钳(小胃钳,Payr’s clamp,大胃钳,Stomach clamp):用于钳夹胃以利于胃肠吻合,轴为多关节,力量大,压榨力强,齿槽为直纹且较深,组织不易滑脱。
图1-23。
图1-19 海绵钳图1-20 组织钳图1-21 布巾钳图l—22肠钳图1-23 胃钳七、牵引钩类(Retractors)牵引钩也叫拉钩或牵开器,是显露手术野必须的器械.常用几种拉钩分别介绍如下:1.皮肤拉钩(Skin retractor):为耙状牵开器,用于浅部手术的皮肤拉开。
快速夹具工作原理

快速夹具(肘节夹具)夹紧原理
当连杆与连架杆的两铰接点和其中一连架杆与机架的铰接点,三点同在一直线时,机构处于死点位置。
这时,被压紧的工件,无论有多大的反力(除破坏性反力),也无法使机构变动。
于是压头也就不会松开。
这就是机械力学中的死点夹紧原理。
1.为了避免在使用中,因外力负载变化和机械振动的影响,设计时,将中间铰接点,略偏于其它两铰接点连线的内侧,以确保在最大夹紧力的情况下,始终保持夹具机构锁定在稳定状态而不松脱。
2.夹紧力是指夹具在锁定位置,不产生机械变形的情况下,压头对工件的最大压紧力。
此压紧力产生于压头在力臂上调至距离安装座最近的位置。
压头对工件的压紧力随压头在力臂上的不同位置而变,当远离安装座时,压紧力减少。
快速夹钳执行标准

快速夹钳执行标准
快速夹钳执行标准(Fast-acting Clamp Execution Standard)是
指在工业生产过程中使用夹钳夹紧工件时,要遵守的一系列操作规范和标准。
1. 选择合适的夹钳:根据工件的形状、尺寸和材质等要素,选择适合的夹钳。
夹钳应具有足够的夹紧力和稳定性,以确保工件在操作过程中不会松动或滑动。
2. 确保工作区域安全:在执行夹钳操作之前,应清理工作区域,确保没有杂物或障碍物。
同时,确保工作区域周围没有其它工作人员或设备,以防止意外事故发生。
3. 正确定位工件:将工件放置在夹钳内,并进行准确定位。
确保工件与夹钳的接触面充分接触,以提供最佳的夹紧效果。
4. 调整夹钳夹紧力:根据工件的要求,调整夹钳的夹紧力。
夹紧力应足够大,以确保工件不会移动或变形,但又不能过大,以免对工件造成损害。
5. 夹钳操作:执行夹钳操作时,应使用适当的力量将夹钳夹紧工件。
务必遵守操作规范,确保夹钳的操作顺利进行。
6. 检查夹钳夹紧效果:夹钳操作完成后,应检查夹紧效果。
确认工件已被夹牢,没有松动或滑动的迹象。
7. 记录夹钳操作信息:对于每次夹钳操作,应记录关键信息,
如夹钳型号、夹紧力、工件信息等。
这有助于追踪夹钳操作的质量和效果。
快速夹钳执行标准的目的是确保夹钳操作的安全性和可靠性,以提高生产效率和质量。
通过遵守这些标准,可以减少夹钳操作中的人为错误和意外事故发生的风险。
快速夹钳执行标准
快速夹钳执行标准
一、定位准确
1.1 快速夹钳应能准确固定被夹持的工件,确保定位准确,防止工件在夹持过程中产生位移或偏移。
1.2 快速夹钳的定位精度应符合相关标准,如±0.05mm等。
二、夹取稳定
2.1 快速夹钳应能够在各种工况下保持稳定,确保被夹持的工件不会出现滑动、摇晃等问题。
2.2 快速夹钳应具有良好的夹持力,能够适应不同形状和尺寸的工件。
三、释放顺畅
3.1 快速夹钳应具有顺畅的释放机制,能够方便快捷地松开夹持的工件,提高工作效率。
3.2 快速夹钳的释放机制应具有良好的耐久性和可靠性,确保长期使用不会出现故障或卡滞等问题。
四、精度控制
4.1 快速夹钳应能够对工件进行高精度的加工和定位,确保工件的加工精度符合要求。
4.2 快速夹钳的精度控制应包括尺寸精度、形位精度等方面,同时应具有良好的重复性和一致性。
五、其他要求
5.1 快速夹钳应具有良好的耐磨性和耐腐蚀性,能够适应各种工作环境和条件。
5.2 快速夹钳应具有安全保护装置,能够防止夹伤手指等意外事故的发生。
快速夹钳工作原理

快速夹钳工作原理
快速夹钳是一种用于夹持物体的装置,其工作原理可以简单描述为以下几个步骤:
1. 旋转操作:操作人员使用手柄或按钮将夹钳装置转动到打开状态,使其张开夹口,以便夹持物体。
2. 物体夹持:将待夹持的物体放入夹口中,然后释放手柄或按钮。
此时,弹簧装置或气缸系统会自动将夹口夹紧,将物体固定在夹钳中。
3. 夹持保持:夹钳通常具有保持夹口紧闭的机制,例如使用锁定装置或斜坡技术,以确保被夹持物体的稳定性和安全性。
4. 释放操作:当需要释放被夹持物体时,操作人员再次使用手柄或按钮将夹钳装置转动到打开状态,并将物体从夹口中取出。
再次释放手柄或按钮时,夹钳装置会回到初始状态准备夹持下一个物体。
快速夹钳的具体工作原理可能会因不同的设计和品牌而有所不同,例如一些夹钳装置可能使用气动或液压系统来实现夹口的自动开合,而另一些可能采用弹簧机构等。
夹具、锁紧、夹钳原理及用途
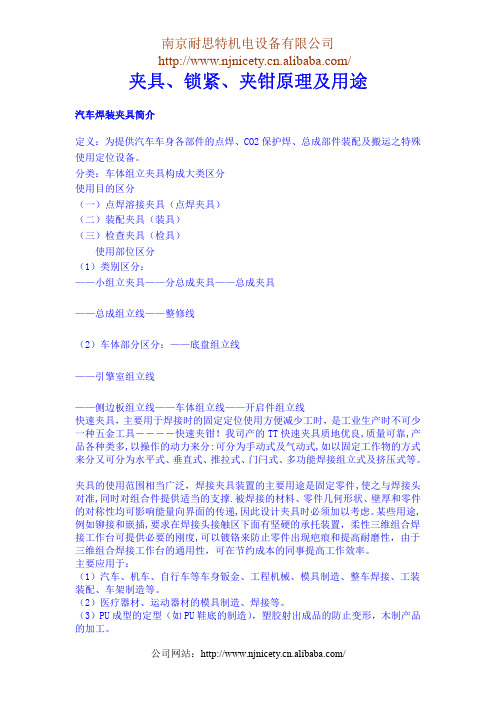
夹具、锁紧、夹钳原理及用途汽车焊装夹具简介定义:为提供汽车车身各部件的点焊、CO2保护焊、总成部件装配及搬运之特殊使用定位设备。
分类:车体组立夹具构成大类区分使用目的区分(一)点焊溶接夹具(点焊夹具)(二)装配夹具(装具)(三)检查夹具(检具)使用部位区分(1)类别区分:——小组立夹具——分总成夹具——总成夹具——总成组立线——整修线(2)车体部分区分:——底盘组立线——引擎室组立线——侧边板组立线——车体组立线——开启件组立线快速夹具,主要用于焊接时的固定定位使用方便减少工时,是工业生产时不可少一种五金工具----快速夹钳!我司产的TT快速夹具质地优良,质量可靠,产品各种类多,以操作的动力来分:可分为手动式及气动式,如以固定工作物的方式来分又可分为水平式、垂直式、推拉式、门闩式、多功能焊接组立式及挤压式等。
夹具的使用范围相当广泛,焊接夹具装置的主要用途是固定零件,使之与焊接头对准,同时对组合件提供适当的支撑.被焊接的材料、零件几何形状、壁厚和零件的对称性均可影响能量向界面的传递,因此设计夹具时必须加以考虑。
某些用途,例如铆接和嵌插,要求在焊接头接触区下面有坚硬的承托装置,柔性三维组合焊接工作台可提供必要的刚度,可以镀铬来防止零件出现疤痕和提高耐磨性,由于三维组合焊接工作台的通用性,可在节约成本的同事提高工作效率。
主要应用于:(1)汽车、机车、自行车等车身钣金、工程机械、模具制造、整车焊接、工装装配、车架制造等。
(2)医疗器材、运动器材的模具制造、焊接等。
(3)PU成型的定型(如PU鞋底的制造),塑胶射出成品的防止变形,木制产品的加工。
(4)电子行业的CMT、ICT测试针床的制造。
(5)机械五金的钻、铣、刨、攻牙等,化学制药、食品、物流等工业管线的衔接。
(6)桶、槽、盖的开闭以及各种量产牵涉到被加工物需要固定的情况下均可使用。
快速夹钳一般是4连杆机构,在某个连杆的角度范围内,出现死点,即自琐状态。
快速夹钳

G 固特易® GU TE YI
GTY-12130~GTY-12148
夹 持 力 HOLDING CAPACITY: 227KG
把手移动 HANDE MOVES: 60° 压把移动 BAR MOVES: 100°
GTY-12130
GTY-12131
GTY-12145
GTY-12147
型号 MODEL
GTY-203-F GTY-203-FL GTY-202-F GTY-202-FL GTY-21382 GTY-22382 GTY-21382-SS GTY-20752-B GTY-21502-B GTY-22502-B GTY-23502-B GTY-20820 GTY-200-W GTY-200-WL GTY-200-WH GTY-200-WLH GTY-220-WH GTY-220-WLH GTY-20235 GTY-20236 GTY-204-GB GTY-204-GBL GTY-204-GBLH 推拉式夹钳 GTY-301-A GTY-301-B GTY-36070 GTY-36020 GTY-302-F GTY-36006 GTY-31501 GTY-303-E GTY-30509 GTY-30519 GTY-304-C GTY-305-C GTY-304-E
长直压把、直座、“T”型手把 LONG SOLID BAR,STRAIGHT BASE, T-HANDLE
375g
不锈钢制
STAINLESS STEEL
355g
GTY-10247~GTY-10248
GTY-10247
夹 持 力 HOLDING CAPACITY: 460KG
自 重 WEIGHT: 1195G 把手移动 HANDE MOVES: 59° 附插销(ADD PIN) 压把移动 BAR MOVES: 105° 把手移动 HANDE MOVES: 72° 不附插销(ADD PIN) 压把移动 BAR MOVES: 136°
外科手术常用器械辨认及使用方法
外科手术常用器械辨认及使用方法手术刀柄、刀片、组织剪、线剪、有齿镊、无齿镊、直血管钳、弯血管钳、持针器、鼠齿钳、卵园钳、拉钩、缝针及缝线等。
掌握各种手术器械的结构特点和基本性能,才能正确、灵活地使用,才能达到手术“稳、准、快、细”的基本要求。
一、手术刀(scalpel,surgical blade)1. 组成及作用:常用的是一种可以装折刀片的手术刀,由刀片和刀柄组装而成。
刀片有圆、尖、弯及大小之分;刀柄有相应的大小和长短型号。
手术时根据实际需要,选择合适的刀柄和刀片。
刀片应用持针器夹持安装,却不可徒手操作,以防割伤手指。
装卸刀片时,用持针器夹持刀片前端背部,使刀片的缺口对准刀柄前部的刀楞,稍用力向后拉动即可装上。
取下时,用持针器夹持刀片尾端背部,稍用力提起刀片向前推即可卸下。
手术刀一般用于切开和剥离组织,目前已有同时具止血功能的手术刀、用于肝脾等实质性脏器或手术创面较大,需反复止血的手术(如乳腺癌根治术)。
如各种电刀、激光刀、微波刀、等离子手术刀及高压水刀等,但这些刀具多需一套完整的设备及专业人员操作。
2. 执刀法: 正确执刀方法有以下四种(1) 执弓式:是常用的执刀法,动作范围广而灵活,用力涉及整个上肢,主要在腕部。
用于较长的皮肤切口及腹直肌前鞘的切开等。
(2) 执笔式:动作和力量主要在指部,用于解剖血管、神经、腹膜切开和短小切口等。
(3)握持式:此法控刀比较稳定。
动作涉及整个上肢,力量主要在腕部。
用于切割范围广、用力较大的切开。
如截肢、肌腱切开,较长的皮肤切口等。
(4)反挑式:借手指动作和力量,刀刃向上挑开,以免损伤深部组织。
多用于脓肿切开、血管、气管、胆管、输尿管等空腔脏器。
无论哪一种持刀法,都应以刀刃突出面与组织呈垂直方向,逐层切开组织,不要以刀尖部用力操作,执刀过高控制不稳,过低又妨碍视线,要适中。
3. 手术刀的传递:传递手术刀时,传递者应握住刀柄与刀片衔接处的背部,将刀柄尾端送至术者的手里,不可将刀刃指向术者传递以免造成损伤。
电动夹钳说明
泰州山水吊装设备有限公司吊具技术附件
18 YB/T036.17-92 冶金设备制造通用技术条件《机械加工件》 19 YB/T036.18-92 冶金设备制造通用技术条件《装配》 20 YB/T036.18-92 冶金设备制造通用技术条件《涂装》 1.3 产品质量控制
本厂原材料应符合 GB/T10051.2-1988 中 3.1 的规定 锻造和热处理应符合 GB/T10051.2-1988 中 3.2 的规定 机械加工应符合 YB/T10051.2-1988 中 3.2 的规定 负荷实验应符合 YB/T089.2-1988 中 4.3 的要求 材料的化学分析按 GB/T10051.2-1988 中 4.4.1 规定进行 机械性能试验按 GB/T10051.2-1988 中 4.1.2 规定进行 表面裂纹的检验按 GB/T9111-1988 进行
吊具所有结构材质为 16Mn,电机、减速机选用 ABB 型;吊具设有最大开 口限位:边缘保护检测;吊具主要有吊架装置,左右平坐,移动机构,钳腿结
泰州山水吊装设备有限公司吊具技术附件
构和电器控器等部件组成。 2.2 电控系统
当吊具夹紧钢卷时自动切断电动机电源,以防止钢卷端面因夹过紧而损 坏;当吊具打开时最大开口限位的作用下电动机切断电源,以防止导板滑山滑 槽;当吊具起吊时有一警示灯闪烁,以示可以起吊;当夹到离钢卷还有一定距 离时另有一指示灯闪烁,表示可以起吊。 2.3 设计原理
泰州山水吊装设备有限公司吊具技术附件
附件 1 吊具基本参数、设计依据以及工艺描述 1.1 吊具基本参数 钢卷宽度:800-1280mm 钢卷内径:500-700mm 钢卷外径:2100mm
1.2 设计依据 产品设计依据分别符合以下标准: 序号 标准编码 名称 1 GB699-88 优质碳素结构钢技术条件 2 GB700-88 碳素结构钢 3 GB984-85 堆焊焊条,气保焊丝 4 GB985-88 气焊,手工电弧及气体保护焊焊缝坡口的基本形式和尺寸 5 GB986-88 地弧焊焊缝坡口的基本形式和尺寸 6 GB/T1591-94 低合金高强度结构钢 7 GB3077-88 合金结构钢技术条件 8 GB3811-83 起重机设计规范 9 GB5118-85 低合金钢焊条 10 GB-6067-85 起重机械安全规程 11 GB/T8923-88 涂装前钢材表面锈蚀等级和除锈等级 12 GB10854-89 钢结构焊缝外型尺寸 13 GB11345-89 钢焊缝手工超声波探伤和探伤结果分析 14 GB/T13384-92 机电产品包装通用技术条件 15 GBJ65-83 工业级民用电力装置的设计规范 16 YB/T036.11-92 冶金设备制造通用技术条件《焊接件》 17 YB/T036.12-92 冶金设备制造通用技术条件《耐磨堆焊件》
快速夹钳使用方法
快速夹钳使用方法
快速夹钳是一种广泛应用于木工、金属加工等领域的夹具工具,可以帮助工人快速、准确地夹住材料进行加工。
以下是快速夹钳使用方法:
1. 确定夹住材料的位置和方向,并将夹钳调整到适当的大小和形状。
2. 将夹钳插入夹住材料的缝隙中,确保夹钳牢固地夹住了材料。
3. 轻轻旋转夹钳手柄,使其夹紧材料。
如果需要更紧的夹力,可以适当增加手柄旋转的力度。
4. 在加工过程中,要经常检查夹钳是否松动或失去夹力,并及时进行调整。
5. 当完成加工后,要注意松开夹钳并将其取出,以免损坏夹钳或材料。
总之,快速夹钳是一种非常实用的工具,但在使用时也需要注意安全和正确操作,以免造成伤害或损坏。
- 1 -。
快速夹搭扣有哪些类型?
在某种程度上,快速夹搭扣仍然是一个通用术语,因为某些类型的搭扣锁或箱锁是快速夹搭
扣的一部分。
纳汇五金生产的快速夹搭扣有门闩式夹钳、90度门闩式夹钳、垂直式夹具、90度垂直式夹具、水平式夹钳、90度水平式夹钳、推拉式夹钳和复合式夹钳。
快速夹搭扣的种类繁多,可根据
客户要求定制样品生产的要求。
快速夹搭扣由冷轧板材料制成,表面经过电镀处理。
冷轧板是生产和生活中使用最广泛的材料,其良好的加工特性和市场价格使其适用于多种场合。
冷轧板的表面需要通过电镀或喷涂进行表面处理。
由于冷轧板的耐腐蚀性和氧化性能相对较弱,因此进行表面处理以增强或增强各方面的性能。
快速夹搭扣种类繁多,选择好的产品,要选对厂家,纳汇20多年的搭扣设计、研发、生产经验,为你带来优质产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H
A S
CF K L 4-D
E
N
2-D
N
代号 QC-451 QC-452 QC-40371 QC-43810 QC-451-SS QC-452-SS QC-43810-SS
底座样式 平面法兰底座 平面窄法兰底座 平面法兰底座 平面法兰底座
700kg 700g 19 8.5 8.5 45 36 32 27 82 51 117 M8 P=1.25 62 24.2 152 60 44.5
■ 产品特点:主体材质 Q235,手柄采用包胶处理,醒目、防油污、安全舒适,安装方便。
5.2
5.2
21.6 28 40
43 31 24.6 7
6.5
13
26
11.1
34.9 57.2
10.6 57.2 14.3
85.5 147
74
95.3 54 79.4
57.2
79.4
4- 10.3 34.9 57.2
代号 QC-40380
附件 QC-40370-LP 材质为球墨铸铁。
4- 10.3 57.2 85.5
夹持力 3400kg
■ 产品特点:主体材质 Q235,手柄采用包胶处理,醒目、防油污、安全舒适,安装方便。
101.6
自重 1590g
41.3
10
48
3
19 7.9 34.8
212
14.4
20.4
31.6
44.4
代号 QC-43101
夹持力 170kg
更多产品规格请与爱安特联络咨询
4- 7.1
自重 310g
721
19
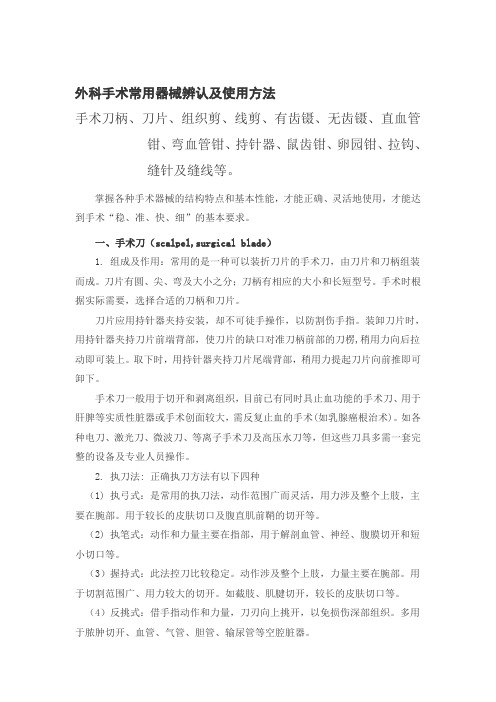
门闩式快速夹钳
水平拉紧系列 / 垂直拉紧系列
订购编号示例 ■ 夹紧状态
1 代号 QC-451
QC-40323
163kg 70g 20 5 5.2 4.4 4.4 19 15.9 10 29.3 26.2 75 M4 P=0.7 28.2 12 57 2 24 19 13 9
QC-431
318kg 225g 25.4 6.8 6.4 6.7 6.3 31.6 19 12 41.3 39.7 123.7 M5 P=0.8 44.4 12.2 87 3 38 27 20 14
1130g 76.2 12.7 10.3 60.3 28.6 68 54 336 85.7 12.7
尺寸同 QC-451,主体材质为不锈钢
尺寸同 QC-452,主体材质为不锈钢
尺寸同 QC-43810,主体材质为不锈钢
订购编号示例
1 代号 QC-40324
■ 夹紧状态
■ 产品特点:主体材质 Q235,手柄采用包胶处理,醒目、防油污、安全舒适,安装方便。
代号 QC-40200
13
6.5
26
96.5
167
夹持力 200kg
更多产品规格请与爱安特联络咨询
自重 155g
19
门闩式快速夹钳
水平拉紧系列
订购编号示例 ■ 夹紧状态
1 代号 QC-40370
■ 产品特点:主体材质 Q235,底座为锻造合金钢,手柄采用包胶处理,醒目、防油污、安全舒适,安装方便。
QC-40341-SS
尺寸同 QC-40341,主体材质为不锈钢
■ 产品特点:主体材质 Q235,手柄采用包胶处理,醒目、防油污、安全舒适,安装方便。有两个功能,垂直、水平都可锁死。
L
H E1 E N
Q
■ 夹紧状态 720
S
D
V
D1
M
D1
X
代号 QC-40820 QC-40840 QC-408710
B
G
F
K
夹持力 自重 B D D1 E E1 F G H K L
M
NQ
S VX
200kg 120g 11 5.2 5.2 24 19 13 16 46 26 65 M4 P=0.7 36 12.9 92 55 21
250kg 306g 14 6.5 6.5 32 25 19 20.6 58 35 100 M6 P=1 48 20.7 114.5 60 28
夹持力 170kg 170kg 340kg 450kg
C
F
K
QC-452 平面窄法兰底座
自重
ACDE
FHK
L
NS
270g 58.4 12.7 5.6 34.9 19 36.5 38.1 211 49.2 8
255g 44.7 6.35 6.7 - 38.1 36.5 50.8 211 14.1 8
690g 79.4 7.9 8.7 49.2 31.8 57.3 47.6 288 65.7 9.5
代号 QC-40370
附件 QC-40370-LP 材质为球墨铸铁。
夹持力 1818kg
自重 1330g
■ 产品特点:主体材质 Q235,底座为锻造合金钢,手柄采用包胶处理,醒目、防油污、安全舒适,安装方便。
219.1
55.6 28.6
12.7
1/2"-12
27.6
钩座需要单独订购 QC-40370-LP
246
88.9 19
9.5
钩座需要单独订购 QC-40370-LP
3/8"-16
10.6
11.1
34.9
57.2
57.2
85.5 148
14.15 56
101.6
79.4 57.2
27.6
79.4
57.2
41.4
34.9
■ 夹紧状态 ■ 夹紧状态
4- 10.3
4- 10.3
QC-40341
900kg 680g 38.1 9.5 9.5 8.6 8.5 38.1 41.3 19.2 74 60.3 168.5 M8 P=1.25 54 23.2 115 4 52 44.5 30 22
QC-40323-SS
尺寸同 Q431-SS
尺寸同 QC-431,主体材质为不锈钢
Z
X
M
T
F
E
K
4-D
Y
Q
2-D1
B
代号 QC-40324 QC-40334 QC-40344 QC-40324-SS QC-40334-SS QC-40344-SS
夹持力 自重 A B D D1 E F G H K L
M
Q STV X Y Z
225kg 100g 25.4 4 5.3 4.4 22 13 14.3 53.3 26 85 M4 P=0.7 4.7 78.5 2 26.5 20.5 11.1 79
门闩式快速夹钳
水平拉紧系列
订购编号示例 ■ 夹紧状态
1 代号 QC-40323
■ 产品特点:主体材质 Q235,手柄采用包胶处理,醒目、防油污、安全舒适,安装方便。
Q
BG A
CF K
M T
L
H
Z
Y
X
E
N
■ 夹紧状态
2-D1
4-D
V
S
代号
夹持力 自重 A B C D D1 E F G H K L
M
N Q S TV X YZ