新钢二铁厂喷煤制粉系统氧含量控制实践
浅谈第二炼铁厂喷煤节能降耗

2020年第4期南钢科技与管理37浅谈第二炼铁厂喷煤节能降耗张金山(第二炼铁厂)摘要:介绍第二炼铁厂喷煤喷吹系统自动化程序优化及喷吹模式创新,以喷煤制粉生产过程控制、降低氮气消耗为例阐述节能降耗措施,为高炉炼铁成本降低提供有力帮助。
关键词:喷煤工艺优化节能降耗Discussion on Energy Saving and ConsumptionReduction of Coal Injection in Iron-making Plant2#ZHANG Jinshan(Iron-making Plant2#)Abstract:This paper introduces the automatic program optimization and injection mode innovation of coal injection system in Iron-making Plant2#.Taking the pulverizing production process control and reducing nitrogen consumption as an example,the energy saving and consumption reducing measures are elaborated,which can provide powerful help for reducing the cost of blast furnace iron-making.Keywords:Coal Injection,Process Optimization,Energy Saving and Consumption Reduction引言高炉喷煤系统是组成炼铁生产工艺流程的重要一环,是高炉冶炼过程中以煤代焦、节约能源成本和焦炭资源的重要措施。
高炉对其生产过程的连续性、稳定可靠性要求很高,这就对喷煤的生产过程控制有很高的要求。
炼铁厂喷煤试喷方案

江苏长强钢铁有限公司炼铁厂喷煤试喷方案二00六年五月打印:编制:审核:公司审核:审批:炼铁厂喷煤试喷方案根据喷煤工程的进展情况,经研究决定于5月24日17:18向1#高炉试喷煤粉,据此制定本方案。
为加强领导,确保试喷安全、有序地进行,成立喷煤领导小组,1、领导小组:组长:李小东副组长:郑棉斌、彭明成员:张贵滨、梁尉国、陈世民、李义光、韩新、张建军、石阿明技术保障:一冶长强项目部:刘平、彭云国天目、电装、机装设备厂家:南京三埃、沈重双马、合肥水泥设计院、启东冶金机械2、具体分工:现场总指挥:李小东工艺负责人:郑棉斌设备负责人:彭明内部间协调:张贵滨喷煤负责人:梁尉国1#高炉炉内:陈世民插枪负责人:李义光机械负责人:韩新安全负责人:石阿明电气负责人:张建军一、前提条件:1、各系统已空负荷联动试车完毕,试车中发现问题于5月23日8:00前解决处理完毕。
2、烟气炉烘炉工作完成,具备供气能力。
3、操作规程、安全规程所要求的其它条件均已具备。
4、参加试车的各岗位操作人员已经过岗前培训,并通过安全技术考试。
5、通讯、安全(防爆、消防、煤气防护、照明)等设施齐全、可靠。
(3、4、5三条由安环部22日下班前检查落实完毕)6、生产所需的一切物资5月23日上午必须备好,做到随时可用,如洗精无烟煤、煤气、压缩空气、蒸汽、水、氮气等等。
同时要求:氮气、压缩空气压力0.5~0.7MPa,循环水压力不低于0.3 MPa。
7、检测设备安全,必要的检测工作已做好。
试车前质管部必须对原煤成分(挥发分、灰分、碳、硫、水分)、可磨性进行测定并报出分析结果,由质管部负责,22日前完成。
8、记录报表,交接班记录本等已送至各岗位。
9、必要的工器具,备品备件,润滑油脂均配备齐全。
二、试车步骤:1、烟气炉送气准备5月21日17:18烟气炉开始按“烟气炉烘炉曲线”进行烘炉(见附录一),22日17:00引煤气继续烘炉,在烘炉完毕后,具备送气的待机状态。
喷煤工专业题库
喷煤工专业题库一、填空题。
1.高炉冶炼的副产品主要有炉渣、炉尘和高炉煤气。
2.焦炭在高炉中起三方面作用:发热剂、还原剂和料柱骨架。
3.高炉煤气三大事故是指中毒、着火和爆炸。
4.高炉设备除高炉本体外,还有以下几个系统:上料系统、送风系统、除尘系统、喷吹系统及渣铁系统。
5.高炉炉前用炮泥分为有水炮泥和无水炮泥两种。
6.大型高炉的渣口装置一般由大套、二套、三套和四套组成。
7.高炉可以喷吹的的燃料分为三大类:液体燃料、固体燃料和气体燃料。
8.高炉喷煤是指从高炉风口向炉内直接喷吹磨细了的煤粉,以代替焦炭向高炉提供热量和还原剂。
9.煤粉中的碳氢化合物分解需要吸热。
10.国外大部分高炉喷吹的是中等挥发分和高挥发分的烟煤。
11. 精料是实现大喷吹的主要条件。
12. 富氧喷煤是高炉炼铁技术进步的重要标志。
13. 从煤粉制备和喷吹设施的配置上来分,高炉喷煤工艺有两种模式,即间接喷吹模式和直接喷吹模式。
14.高炉喷煤的多少应根据高炉的原燃料条件、质量、各项技术经济指标以及所喷煤的煤质、煤种和供煤量进行考虑和计算。
15.高炉喷煤采用气力输送,按单位气体载运煤粉量的多少,可以分为稀相输送和浓相输送。
16.根据成煤物质和成煤条件不同,人们把煤分成三大类:腐植煤、残质煤和腐泥煤。
17.煤是由有机物和无机物两部分组成的。
18.氮是煤中不可燃元素,是燃煤中的惰性元素。
19.在煤中硫以三种形态存在,即有机硫黄铁矿硫和硫酸盐。
20.喷入高炉的煤粉中的灰分进入炉渣,既增加了石灰石的消耗,又增加了吨铁渣量,使焦比大幅度升高。
21.存在于煤外表面的水称为煤的外在水,它随外界环境变化而发生变化。
22.煤中的水分按其结合状态可分为游离水和化合水两大类。
23.在煤质分析中常用“基”来表示化验结果是以什么状态下的煤样喂基础而得出的。
24.干燥无矿物质基是以假想无水、无矿物状态的煤为基准。
表示符号为dmmf 。
25.煤的物理性质有孔隙率、可磨性、比表面积、黏结性、结焦性等。
喷煤制粉主控室操作作业标准
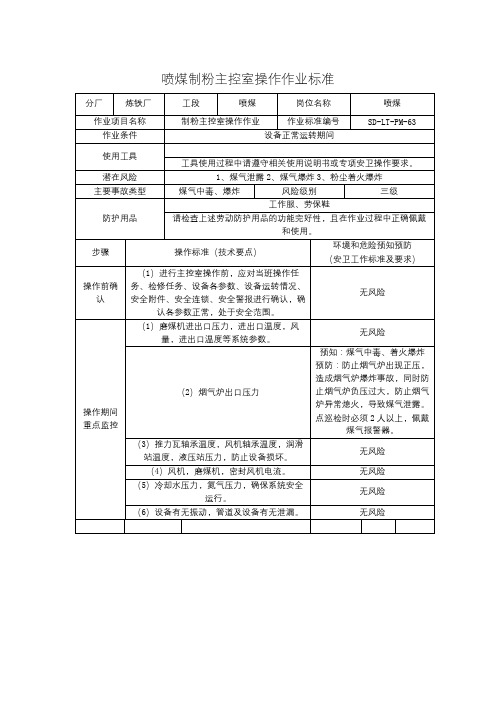
请检查上述劳动防护用品的功能完好性,且在作业过程中正确佩戴和使用。
步骤
操作标准(技术要点)
环境和危险预知预防
(安卫工作标准及要求)
操作前确认
(1)进行主控室操作前,应对当班操作任务、检修任务、设备各参数、设备运转情况、安全附件、安全连锁、安全警报进行确认,确认各参数正常,处于安全范围。
喷煤制粉主控室操作作业标准
分厂
炼铁厂
ห้องสมุดไป่ตู้工段
喷煤
岗位名称
喷煤
作业项目名称
制粉主控室操作作业
作业标准编号
SD-LT-PM-63
作业条件
设备正常运转期间
使用工具
工具使用过程中请遵守相关使用说明书或专项安卫操作要求。
潜在风险
1、煤气泄露2、煤气爆炸3、粉尘着火爆炸
主要事故类型
煤气中毒、爆炸
风险级别
三级
防护用品
无风险
操作期间重点监控
(1)磨煤机进出口压力,进出口温度,风量,进出口温度等系统参数。
无风险
(2)烟气炉出口压力
预知:煤气中毒、着火爆炸
预防:防止烟气炉出现正压,造成烟气炉爆炸事故,同时防止烟气炉负压过大,防止烟气炉异常熄火,导致煤气泄露。点巡检时必须2人以上,佩戴煤气报警器。
(3)推力瓦轴承温度,风机轴承温度,润滑站温度,液压站压力,防止设备损坏。
无风险
(4)风机,磨煤机,密封风机电流。
无风险
(5)冷却水压力,氮气压力,确保系统安全运行。
无风险
(6)设备有无振动,管道及设备有无泄漏。
无风险
炼铁厂喷煤车间安全技术规程
炼铁厂喷煤车间安全技术操作规程(试行)喷煤职工安全通则1.工作时必须按规定穿戴好个人劳动保护用品,不准赤膊、光足,穿拖鞋和高跟鞋。
衣服袖子必须扣好,不准敞胸露怀操作。
女工要戴好压发帽,带子、头发不准披散。
进入生产车间和施工现场必须戴好安全帽。
2.职工必须自觉地遵守安全技术操作规程,服从安全指挥,未经允许不得将自己操作的设备和工具交他人使用,也不准乱动他人的设备和工具。
各级生产指挥人员未经专门技术培训和考试合格,不准动用和操作设备。
3.严格执行安全交接班制度和检查确认制度,上班不交、下班不接。
交接班中出现的问题要及时处理,遇有重大不安全因素,必须及时报告车间领导解决。
交接班时或班中检修恢复生产作业前,必须认真检查本岗位情况,经确认无误后才能恢复正常作业。
4.安全防护装置必须保持完好,任何人不得随意拆除和移作它用。
因检修而拆除的安全防护装置,检修完毕后必须及时安好。
5.要害部门要严格执行《要害部位管理制度》,操作人员必须严格遵守安全操作规程。
保卫、安全、机动部门要经常对要害部门进行检查。
6.每个职工必须对厂内各种安全信号、安全标志、灭火器材、消防栓等加以很好的保护,并能熟练地使用。
7.进入煤气区域作业,必须严格遵守炼铁厂《煤气安全技术规程》。
8、喷煤生产现场应严格遵守防火、防爆的安全要求,动火作业必须按规定办理动火证。
一、原煤储运工1、工作时,必须按规定穿戴好劳保用品。
2、严禁乘坐、钻、跨皮带,过皮带必须从过桥上通过,禁止从高空抛物。
3、设备检修必须严格执行《检修安全管理制度》,设备重新启动之前必须确认设备上无人作业。
4、严禁湿手或戴湿手套操作电器开关。
机电设备的安全护罩和安全栏杆应保持完好无损。
5、严禁用水和有水的空压气冲洗机电设备;严禁用湿棉纱擦电器设备,必须保持电器设备的干燥;严禁往原煤仓打水和扔杂物。
6、不准在设备运转时清扫设备和加油。
7、清扫卫生或检查设备时严禁钻、跨越皮带;女同志头发一定要扎在工作帽内,作业时头、手应保持一定安全距离。
高炉喷煤用立式烟气炉的研制与实践
1 前 言
高炉喷煤要求煤粉 中 一 .7 m 的 比例在 004 m 7 %以上 ,水分在 1 0 %以下 。而原煤 的含水量一
等。需要用一种新型炉型取代这种卧式烟气炉。
收稿日 : 0 - 1 2 期 2 6 0— 4 0 高惠民(92 )高 ̄ ;104 辽宁省鞍 山市 。 1s~ , 144
本燃烧器的结构特点是用条型栅格板将整个 燃烧器分割成一条条 的长方形通道 .空气和煤气 在通道内流动 ,被分割成厚度很薄的流股 ,这些 相间分布的空气 、煤气扁平流股在上端的栅格板 处交叉混合。由于空气和煤气的接触面增大 ,因
中,要严格遵循现场安全条例。初次运行前 ,打
此混合速度快 ,燃烧完全 ,产生 的火焰短 ,火焰 亮 .从而有效地增加了炉子的热效率并降低了炉 子的高度。燃烧器上部采用热稳定性好的奠来石
开管道放散阀门,用 N 气吹扫 整个管路,吹扫 2
( 中钢集团鞍山热能研究院)
摘 耍 介绍了立式烟气炉的设计制作与生产应用。
关■词 烟气炉 应用 Ree rh a d p a tc fv ria o u to -a u n c s a c n r cieo e tcl c mb sin g sf r a e
i e o laet nss mo at un c nt a ii i t b s frae h c eo y e f l
补充量为:4 oo o 0m3h 5o -6o o / o
卧式烟气炉以高炉煤气为燃料 ,为了防止脱 火用焦炉煤气作点火和稳定火焰 的火源。卧式烟 气炉在多年的运行中逐渐暴露出一些缺点 , 例如 占地面积大;管道长 ,散热损失大 ;炉压控制困
高炉喷煤系统自动控制应用
高炉喷煤系统自动控制的应用摘要高炉喷煤系统的自动化系统控制在高炉生产中已广泛运用,但自动化软件的编程、系统的组态、自控系统的调试在施工单位运用较少。
本文根据蒙丰工程全面阐述了喷煤系统的软件编程、自动化组态及整个喷煤系统的自动控制。
供施工技术人员参考。
关键词自动化软件编程系统组态系统配置1.前言高炉喷煤系统自获得成功以来,很快在国内普遍推广应用,并且高炉喷煤工艺及其相关技术得到了迅速发展。
尤其是近几年发展的富氧大喷煤技术给高炉生产注入新的生机。
高炉喷吹煤粉,是节约焦炭、降低高炉炼铁生产成本的重要措施。
国内炼铁生产规模不断扩大与高炉生产效率的提高,对焦炭需求量也日趋增加,由于国内焦煤资源逐渐减少造成冶金焦价格的不断上涨。
因此,高炉喷吹煤粉是现代高炉炼铁生产降低成本的重要技术之一。
进一步减低生铁成本的途径之一是实现高炉喷煤,对高炉喷吹煤粉代替部分焦炭。
因此高炉设高炉喷吹煤粉工程。
喷煤工程设计指标将达到180kg/t铁喷煤比能力。
喷吹煤种按全烟煤的浓相输送设计。
喷煤工程建成以后,具备可以喷吹单一的无烟煤或烟煤,或喷吹两种不同挥发份、按不同比例组成的混合煤。
并且根据高炉喷煤达到最大喷煤量的需要,应向高炉提供1~3%的富氧率,以及采取各种措施提高高炉热风温度。
随着喷煤系统工艺水平的不断提升,对自动化控制的要求就越来越高。
本文是根据蒙丰特钢工程喷煤系统自动化控制的配置进行分析和阐述。
2.工艺流程蒙丰特钢高炉喷煤工程系统自动控制系统分为三大部分;热烟气系统、制粉系统和喷吹系统。
热烟气系统主要包括烟气升温炉、高炉煤气管道、助燃空气管道、热风炉废气管道、冷空气管道。
制粉系统:包括一个原煤仓,一台密闭式称重皮带给煤机,一台中速磨煤机,,一台热风炉烟气引风机,一台助燃风机,一台布袋收粉器,一台主排烟风机和一个煤粉仓。
喷吹系统:内设两个喷吹罐,两个喷吹罐轮换向一座高炉喷煤。
两个喷吹罐交替向高炉连续喷煤,两根喷煤主管的出口管合并一根主管,在高炉附近的分配器后分成14根支管向所对应高炉风口喷吹煤粉。
例析喷煤制粉系统工艺设计及计算
例析喷煤制粉系统工艺设计及计算现国际上高炉喷煤技术的发展趋势是喷煤量逐年提高,焦比大幅降低。
欧洲和日本高炉的煤比已达到150~200kg/t.Fe,部分高炉则达到250kg/t.Fe,且烟煤、无烟煤甚至褐煤进行混合喷吹。
目前全国大中型高炉的喷煤量平均在130~180kg/t.Fe之间,混合喷吹也得到全面推广。
此外,随着我国钢铁工业1/3以上焦炉的炉龄老化、淘汰,部分钢铁企业的焦炭产能明显不足。
进一步增加粉煤喷吹量已成为一项重要的经济实用的措施。
攀钢炼铁厂高炉1996年实现喷煤,当时规模按300万t铁/a、喷煤比80kg/t.Fe设计;2004年进行了四座高炉喷煤扩能改造,规模按500万t铁/a、喷煤比150kg/t.Fe考虑设计,增设了一个制粉收粉系列;三台磨实际制粉能力共约95t/h,基本满足现有高炉喷煤比110~120kg/t.Fe的水平。
随着攀钢高炉入炉风温水平的提高、喷煤比增大,且由于新#3高炉建成、铁产量增加,现有制粉能力明显不足,按650万t铁/a、喷煤比150kg/t.Fe考虑年需煤粉97.5万t,若按喷煤比180kg/t.Fe考虑年需煤粉115万t。
攀钢根据该情况,对第4座喷煤制粉系统进行投资建设。
本文主要就该工程的工艺选择及主要设备参数进行选择、计算。
1 主要工艺介绍经过长期发展及生产实践摸索,高炉喷煤制粉工艺已日益成熟,第4号磨机制粉工艺选择与原3条制粉系统保持一致,采用全负压制粉收粉工艺。
主要流程为原煤经储运的皮带输送机送至主厂房的原煤仓内,将原煤喂入磨机顶部的中心落煤管,煤被研磨成粉后沿磨碗边缘溢出。
干燥气体从磨煤机进气口进入机体并围绕磨碗边缘自下而上前进,煤粉颗粒被干燥气烘干并携带上升,进入分离器,较粗大的颗粒碰撞在分离器体的衬板上返回磨机重磨,细度合格的煤粉经排出口输入煤粉管道而后进入煤粉收集净化系统。
采用一级袋式收粉,制粉系统依靠位于袋式收粉器后的主排风机的抽力形成负压。
新钢2×2500m3高炉喷煤自动化系统构成及改进

关磨机入口负 压调节阀 h
开废气放散 阀
3 喷 煤 与 制 粉 程序 控 制框 图
新钢 2 ×2 5 0 0 ma 高 炉 喷煤 工 程有 2 套 制粉 系 统 ,A、
茭 菩 勰H
三 堕 堑 二: 堡 二 叁 茎 二 } = , = =
皮 带 被 输 送 到分 料 器 ;分 料 器 再 把 原 煤 分 给 #1 、 #2煤
收 稿 日期 : 2 0 1 3 — 0 5 — 2 7
主站 1 从站 。系统通过光缆与网卡进行通信 ,一铁厂计算
机 系 统是 一 个二 级 系 统 ,总 主控 室 为 一 级 网络 ,各 车 间工
艺控制室为二级 网络 ,所有 二级计 算机都 挂在一 级 网络 中。制粉 系统主站有 8 块 1 7 5 6 - I B 3 2 开关量输入模块 ,从
P L C技 术
新 钢 2×2 5 0 0 m3 高炉 喷煤 自动化 系统 构成 及 改进
邓建强 ,陶 波 ,刘 学
( 新余钢 铁 集 团公 司第一 炼铁 厂 ,江 西 新 余 3 3 8 0 0 0 )
[ 摘要] 介绍新钢 2 X2 5 0 0 m。 高炉喷煤工程喷煤制粉过 程 自动 化 系统 的结构 、控制 流程 、过程检 测与控制 ,分析运 行 中存在的 问题并提 出改进 方法。
作者简介 : 邓 建强( 1 9 6 6 一 ) , 高级 工程 师, 从事 电气 自动化技 术工作。
5 0 『 W W W . c h i n a e t . n e t f 电 工技术
P LC技 术
站有 4 块 1 7 5 6 一 I B 3 2开 关 量 输 入 模 块 、4块 1 7 5 6 一 O B 3 2开 关 量 输 出模 块 、1 块模 拟量输入模块 、1 块 模 拟 量 输 出 模 块 ;喷 吹 系统 有 2 块模拟量输入模块 、1 块 模 拟 量输 出 模 块 、1 块 开关 量 输 入 模 块 、1块 开 关 量 输 出 模 块 ,控 制 喷 煤分配器的 P L C I / O卡 件 用基 于 以太 网 的远程 1 / O技 术 把 从 站 与 主站 连 在 一起 ; 喷 吹从 站 在 #9 、 #1 0 炉 前 的 电 磁
某工程高炉喷吹自动控制系统

对 该罐 内喷 流化 气 , 粉经 流化 后 , 次打 煤 依 开 补气 阀 、喷吹 阀和 出煤 阀,由压 缩空 气经
过 输 粉 管 道将 煤 粉 送 入 高炉 。在 喷 吹过 程 中, 根据 罐压 变化 打开 补压 阀和 补压 调节 要
受粉 ;当达到 罐重 设定 值后 ,关 闭上 、下料 钟 阀, 打开充 压 阀 , 该喷 吹罐进 行充压 ; 并 对
吹” 三个 按钮 ,通 过不 同的料 重信 号 ,来 实 现 两 个喷 吹罐 的 自动喷 吹及倒 罐 。 操作 界面
如 图 4所示 。
'
—
图4
具体 控制 过程 如下 : 1 低料 位”( . 当“ 当前罐 重低 r . )和 1t 0
信 号 ,只有 当该 阀 门满 足 开启 条什 时,点 h 单个 阀 门的操作 画面 的“ ,阀 门才 能 开。 开”
“ 罐压低 ”( 当前 罐压低 于 30P ) 态亮 起 .k a 状 时 ,此 时“ 装粉” 态标 签亮起 ,表示 此 时备 状 用罐 满足装 粉 工序 , 当工 作罐 的“ 第一料 位 ” ( 重设 定值 的 5 %< 罐 O 当前 罐 重< 重设 定 罐 值 的 7 % )亮 起 时 ,表示 此 时备 用罐 可 以 0 开始 装粉 。点击“ 装粉 ” 钮 ,跟 装粉 流程 相 按 关 的气动球 阀就会 自动完 成本 道 序 。 l 2当“ 料位 ”( . 满 当罐 重达 到设 定值 )状 态亮起 时 ,此 时“ 充 ” 态亮 起 ,表 示此 时 状 备 用罐 满足 充 压: 序 , 当] 作 罐 的“ 二料 1 第 位 ”( .t 当前 罐重< 1 < 0 罐重 设定 值 的 5 % ) 0 亮起时, 表示 此 时备用 罐可 以开 始充 压 。点 “ 充 ” 按钮 , 充 流 程相 关 的气动 球 阀 跟 就 会 自动完 成本 道 。 L序 3当“ . 满料 位”( 当罐重 达到 设定 值 )状 态 亮起 时 , 备用 罐压力 达 到设 定值 ,此 时 且 “ 吹” 态亮 起 , 示此 时备 用罐 满足 喷 吹 喷 状 表 工 序 , [ 罐 的“ 料位”( 当 作 低 罐重 低于 1 t .) 0 亮 起 时,表示此 时备用罐 可 以开始 喷 吹 。点 击“ 吹” 喷 按钮 , 喷 吹流 程相 关 的气动 球 阀 跟 就 会 自动 完成 本道 _序 。 J : 为 了保 证 喷 吹系 统 的 安 全 和在 低 喷 煤 量 的情况 下系 统可 以正 常‘ 作 , 面上还 设 』 画 二 置 了“ 动” 解 锁” 手 和“ 按钮 。当“ 动” 钮和 手 按 “ 解锁/ 锁” 钮 同时显 示 绿 时 ,表 示 此 时 连 按 各个 阀 门是解 锁状 态 , 作T 可 以根 据操 作 操 流程 , J - 人 J ̄ J 断此 时应 该 开启或 关 闭相应 阀 门 ; 当“ 动” 钮绿 色 ,但 是“ 锁/ 锁” 手 按 解 连 按钮 显示 连锁 时 , 示此 时 阀门加入 了连 锁 表
工艺流程及功能控制说明

特钢新增喷煤制粉工程工艺流程及功能控制说明1.工艺流程东方特钢公司喷煤制粉工程为新建(配套扩建)工程。
根据喷煤制粉工艺布置自动控制系统分为三部分,即;给煤系统、制粉系统和成品煤粉存储输送系统。
给煤系统配有一台皮带传送机电机,一台清扫电机,一个原煤仓振动器,一个原煤仓,通过皮带将原煤输送至原煤仓,给磨机供煤。
制粉系统与成品煤粉存储输送系统包括一台烟气升温炉,一台助燃风机,一台引风机,一台中速磨及配套辅助设备(如液压站,润滑站等),一台密封机,一个布袋收粉器,一个煤粉仓,一个仓泵,一台排烟风机2.控制系统的配置喷煤制粉系统使用使用一套 PLC控制,配置两台上位监控机。
其中一台上位监控机引至老喷煤操作室,另一台在新喷煤操作室。
在CRT显示工艺流程的画面、监视及控制相关参数,包括显示动态过程、阀门位置、各种参数的当前设定值及操作值、输出 I/O 实时状态显示,自动生成相报警记录及重要参数的历史曲线,如温度、压力、流量等。
3.操作方式和程序功能给煤系统有一种操作方式(适用于原煤仓振动器、输煤皮带电机及清扫电机)手动方式:可以在上位控制系统启停以上任意设备原煤仓发出高、低料位警报信号,由操作者在机旁或在控制室进行手动操作,但给煤皮带电机、清扫电机、原煤仓振动器启动的先后顺序设置安全联锁:磨煤机运行——启动给煤皮机电机——启动清扫电机——启动原煤仓出口阀后启动原煤仓振动器。
(此联锁在试车或检修时可以脱开)。
成品煤粉存储输送系统有两种操作模式(适用于煤粉仓、仓泵的出口阀、放散阀、旁通阀、助吹阀其相关的充压流化阀等)手动方式:工艺过程在上位手动自动方式:设备驱动采用设定程序控制,其间可以将阀门转为手动控制,当满足自动方式的要求后自动方式继续进行。
无论手动还是自动方式,阀门出现开阀超时或关阀超时时都将转为手动方式,停止输出,其间单向阀将自动关闭。
自动卸煤过程:关仓泵出口阀HYV307 关仓泵流化阀HYV404 关仓泵充压阀HYV403 关输送助吹阀HYV309 开仓泵放散阀HYV305 开仓泵入口钟阀HYV302 开钟阀前放散阀HYV306 开煤粉仓出口阀HYV301 开煤粉仓流化阀HYV402 开煤粉仓充压阀HYV401停止自动卸煤过程:关煤粉仓充压阀HYV401 关煤粉仓流化阀HYV402 关煤粉仓出口阀HYV301 仓泵入口钟阀HYV302 关钟阀前放散阀HYV306 关仓泵放散阀HYV305 自动送粉过程:开仓泵出口阀HYV307 延时开仓泵流化阀HYV404 开仓泵充压阀HYV403 开输送助吹阀HYV309停止自动送粉过程:关仓泵充压阀HYV403 关仓泵流化阀HYV404 关输送助吹阀HYV309 关仓泵出口阀HYV307自动过程中会提示正在自动卸煤、自动卸煤完成;正在停止送粉、停止送粉完成;正在自动送粉、自动送粉完成;正在停止送粉、自动送粉完成。
降低高炉喷煤能耗攻关实践
降低高炉喷煤能耗攻关实践近年来,钢铁行业产能过剩、需求减少、日益剧增的环保压力及成本等突出问题对钢铁企业未来的生存和发展提出了严峻的挑战。
提高企业创新能力,降低企业综合能耗,加强系统管控已成为钢铁企业增强核心竞争力、提高效益的必经之路。
宣钢炼铁厂喷煤作业区在节能降耗方面做了不少努力,但能源介质消耗挖潜空间仍然很大。
标签:高炉喷煤能耗;分析;措施;效果1 现状分析过去追求的费用目标是“总体完成”,是一种“差不多”的“大锅饭”管理,这不仅不利于贯彻、落实上级关于能源管理,能源储备及节约等方面的方针政策,也不利于将节能的压力和動力传递到生产岗位上,导致能源介质消耗费一直居高不下。
炼铁厂喷煤作业区是氮气,压缩空气、高炉煤气、焦炉煤气、用电费用的使用大户,每年费用在5000万元以上,在企业的管理理念由“管生产”向“管成本”转变的今天,喷煤作业区本着能耗大户干好了就是节能大户的理念。
要求作业区必须理出了一条“以创新管理助推能源指标持续改进”的工作主线。
并在逐步完善的基础上形成规则,使能源管理达到了精、准、严、细的创新要求。
2 目标措施根据历史消耗数据,找到最低消耗量,按最低消耗量设立短期目标,依据内外因变化,每周对挖潜指标实施动态调整和考核,在与目标成本对比的基础上,深入剖析能源消耗成本的控制要点,通过全员参与的目标化、日常化、制度化的改进活动,不断缩小实际消耗与挖潜指标距离。
(1)介质消耗进行表格化管理,将每天的介质消耗量进行横、纵向对比,发现问题及时查找原因并进行分析、解决;对划分为一类参数点和普通参数点分别进行管理控制;对于关键性的喷吹、制粉参数进行规范、统一。
(2)节电管理实施避峰用电的管理1#、2#、3#、4#炉中速磨制粉系统在满足高炉所需喷煤量的前提条件下,合理安排制粉时间,尽量选择在夜间制粉。
1#、2#炉中速磨(负荷约为2750kW×2)每天有一台磨机24小时连续运行,如果另一台磨机补料位运转,运行时间为谷段,计划安排在每日的23:00-7:00之间启机制粉。
喷煤工艺流程 (1)

三安钢铁炼铁厂喷煤工艺流程前言为适应新建成3#高炉配套的喷煤站的生产操作需要,在结合原喷煤系统技术操作规程的基础上,做了较大的修订,特制定本规程。
其主要内容包括采用高炉煤气新型烟气发生炉,中速磨煤机制粉系统,采用压缩空气作为输送煤粉介质的并列罐全制动控制喷吹系统,以及配套喷混合煤的安全防暴系统。
本规程适用于炼铁厂喷煤车间技术操作岗位。
本规程自2011年10月1日起实施。
本规程由福建三安钢铁股份有限公司提出。
本规程由福建三安钢铁技术中心归口。
本规程由福建三安钢铁炼铁厂负责起草。
本规程主要起草人:陈远文本规程2011年首次发布。
,实际生产操作中如有出入,可根据实际需要进行修改。
目录炼铁厂高炉喷煤技术操作规程(试行)第1章喷煤工操作规程 (1)第2章烟气升温操作规程 (2)第3章制粉工操作规程 (5)第4章喷吹工技术操作规程 (8)炼铁厂高炉喷煤技术操作规程(试行)第一章喷煤工操作规程一、主要设备技术参数1、桥式抓斗起重机型号 U127跨度 31.5m工作制度重级抓斗容积 5m3提升高度 15m起重量 10t2、DPG60型电子皮带秤给煤机技术参数标定给煤量60t/h 最小、最大给煤量8~60t/h计量精度≤±0.5% 控制精度≤±1%对煤质要求适应堆积煤比重0.7~1.1t/m3 粒度≤60mm 水分≤10%3、电磁除铁器型号 PDC-8煤粒度<50m 堆密度:0.9t/m3 废钢铁堆密度:7.8t/m3配B=800mm胶带机,V1.0m/s Q=200t/h4、大倾角皮带机型号 DJ-800 B=800mm输送物料:原煤物料密度0.9t/m3 带速1.6m/s 输送量120t头尾轮水平距离56.33m 头尾轮中心高度34.5m 倾斜角度40℃5.水平皮带机型号 TD75B800*13m B=800输送带规格棉帆布带CC-56 输送带断面型式槽型30度,输送速度1.0m/s 输送量200t/h二、操作规程1、开机前的检查与准备工作①检查各机电设备完整,电动机的接线头是否松动,接地线是否良好。
钢铁厂高炉喷煤操作

高炉喷煤一、喷吹煤粉已成为小高炉炼铁的当务之急i.当前,钢铁冶金行业遭遇到全球性的原料价格上涨,焦炭、矿石的价格涨幅惊人,冶炼成本普遍提高,这给小高炉炼铁业带来更大的困难。
因此,降低冶炼成本成了小高炉作业的重要目标。
其中,降低焦化,尤其重要。
b)从50年代起,人们就在努力向高炉内喷吹相对廉价的煤粉,以部分替代价格相对昂贵的焦炭。
经过半个世纪的努力,在喷煤技术方面取得了巨大的成功,喷煤技术日趋成熟。
但是,成功的喷煤作业绝大部分都是在大高炉完成的,高炉喷煤技术还有待推广和完善。
二、高炉喷吹煤粉降低焦比的原理i.焦炭在高炉内主要有三大作用:还原剂和料柱骨架。
焦炭生产过程相对复杂,对于原料有特殊要求,由于资源和设备投资方面的因素,这些年来焦炭价格不断上涨,成为炼铁成本上升的主要原因。
从高炉风口向高炉的内喷吹煤粉,由于具有和焦炭同样的碳素,可以部分替代焦炭低廉许多,从而可以在很大程度上降低生铁生产成本。
三、喷吹煤粉的技术效果i.高炉喷煤后,除了焦比大幅度降低外,还给高炉操作增加了一个调剂手段,高炉操作人员可以利用控制喷煤量来控制高炉的热状态;喷煤后,由于煤比焦炭具有更多的挥发分,从而增加了煤气中氢的含量,煤气还原能力增强,有利于发展间接还原,这实际上也是降低焦比的原因之一。
四、高炉喷煤的特点高炉喷煤之后,高炉压差并没有显着增加,也就是说,对于高炉透气性的影响不如大高炉那样明显。
高炉由于整体能耗水平较高,喷煤后效果比较明显,置换比好于大高炉,接近1.0。
高炉采用球式热风炉,风温相对较高,有利于喷煤。
此外,小高炉喷煤的实践表明:喷煤后高炉炉况进一步稳定,炉缸工作状态改善,普遍顺行。
五、重要意义i.高炉喷煤对现代高炉炼铁技术来说是具有革命性的重大措施。
它是高炉炼铁能否与其他炼铁方法竞争,继续生存和发展的关键技术,其意义具体表现为:b)以价格低廉的煤粉部分替代价格昂贵而日趋匮乏的冶金焦炭,使高炉炼铁焦比降低,生铁成本下降;c)喷煤是调剂炉况热制度的有效手段;d)喷煤可改善高炉炉缸工作状态,使高炉稳定顺行;e)喷吹的煤粉在风口前气化燃烧会降低理论燃烧温度,为维持高炉冶炼所必需的动力,需要补偿,这就为高炉使用高风温和富氧鼓风创造了条件;f)喷吹煤粉气化过程中放出比焦炭多的氢气,提高了煤气的还原能力和穿透扩散能力,有利于矿石还原和高炉操作指标的改善;g)喷吹煤粉替代部分冶金焦炭,既缓和了焦煤的需求,也减少了炼焦设施,可节约基建投资,尤其是部分运转时间已达30年需要大修的焦炉,由于以煤粉替代焦炭而减少焦炭需求量,需大修的焦炉可停产而废弃;h)喷煤粉代替焦炭,减少焦炉炉座数和生产的焦炭量,从而可降低炼焦生产对环境的污染。
炼钢过程钢中氧的控制
炼钢过程钢中氧的控制(三种脱氧方式)1 钢中的氧——钢洁净度的量度炼铁是一个还原过程。
高炉内加入还原剂(C、CO)把铁矿石中的氧(Fe3O4、Fe2O3)脱除,使其成为含有C、Si、Mn、P、S的生铁。
炼钢是一个氧化过程。
把纯氧吹入铁水熔池,使C、Si、Mn、P氧化变成不同碳含量的钢液。
当吹炼到终点时,钢水中溶解了过多的氧,称为溶解氧[O]D或a[O]。
出钢时,在钢包内必须进行脱氧合金化,把[O]D转变成氧化物夹杂,它可用[O]I表示,所以钢中氧可用总氧T[O]表示:T[O]=[O]D+[O]I出钢时,钢水中[O]I→0,T[O]→[O]D;脱氧后:根据脱氧程度的不同[O]D→0,T[O]=[O]I。
因此,可以用钢中总氧T[O]来表示钢的洁净度,也就是钢中夹杂物水平。
钢中T[O]越低,则钢就越“干净”。
为使钢中T[O]较低,必须控制:(1)降低[O]D:控制转炉终点a[O],它主要决定于冶炼过程;转炉采用复吹技术和冶炼终点动态控制技术可使转炉终点氧[O]D控制在(400~600)×10-6范围。
(2)降低夹杂物的[O]I:控制脱氧、夹杂物形成及夹杂物上浮去除——夹杂物工程概念(Inclusion Engineering)。
随着炉外精炼技术的发展,钢中的总氧含量不断减低,夹杂物越来越少,钢水越来越“干净”,甚至追求“零夹杂物”,钢材性能不断改善。
1970~2000年钢中T[O]演变,由于引入炉外精炼,对于硅镇静钢,T[O]可达(15~20)×10-6,对于铝镇静钢,T[O]可达到<10×10-6。
(3)连铸过程:一是防止经炉外精炼的“干净”的钢水不再污染,二是要进一步净化钢液,使连铸坯中的T[O]达到更低的水平。
钢中T[O]量与产品质量关系举例如下:(1)轴承钢T[O]由30×10-6降到5×10-6,疲劳寿命提高100倍。
(2)钢中T[O]与冷轧板表面质量存在明显的对应关系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第3 3卷第 3期
容劲 强 , 何 晓生 , 陈小敏 , 等: 新钢二铁 厂喷煤 制粉系统氧含量控制实践
・l 3・
时, 当煤 粉 中挥 发 分 的 质 量 分 数 大 于 1 0 . 0 0 % 且 小 于 l 5 . 0 0 %时 , 有 可 能产 生 自燃 和 轻 度 爆 炸 ; 当挥 发 分 的质 量分 数 大 于 1 5 % 时, 容 易 发 生 自燃 或 爆 炸 , 甚 至发 生 中度 、 强 度 爆 炸 。二 铁 厂 使 用 的主 要 煤 种 的化 学 成分 情况 见表 1 。 由表 1计算 可 以得 出 , 进 厂 烟 煤 挥 发 分 的质 量
月完 成部 分改 造 后 投 产 , 6号 和 7号 喷煤 系统 的设
2 制 粉 现 状
2 . 1 原煤 配 比情 况
备相对陈旧老化, 工艺相对落后 , 尤其是引风机经常 不 能正 常使用 。 二铁 厂 自 1 9 8 6年实 现 喷煤 以来 , 主要 喷 吹无 烟
煤 。随 着煤炭 资 源 日益 紧张 且 煤 粉 价 格 不 断 上 涨 , 高 炉炼铁 喷 吹混 合 煤 已成 为一 种 趋 势 , 选 择 高 性 价
Ke y Wo r d s : c o l a i n j e c t i o n ; b i t u mi n o u s c o a l ;Mi l l i n g ; O x y g e n c o n t e n t
比煤 种进 行喷 吹 已成 为各 钢铁企 业 的首 选 。二铁 厂
Ro n g J i n q i a n g ,He Xi a o s h e n g ,C h e n Xi a o mi n,F e n g S h i g u i
( X i n y u I r o n& S t e e l G r o u p C o . , L t d . , X i n y u 3 3 8 0 0 1 J i a n g x i , C h i n a )
现有 1 0 5 0 m 级高炉 4 座, 分别是 6号、 7号、 8号和 1 1号高 炉 。 相 对 应 4个 喷 煤 系 统 , 分 别 是 6号 、 7
号、 8号 和 1 1号 喷煤 系 统 , 其中1 1号 喷煤 系 统 于 2 0 1 1年 1 2月 建 成 投 产 , 8号 喷 煤 系 统 于 2 0 1 2年 3
Abs t r a c t : B a s e d o n t h e p h e n o me n o n o f e x c e s s i v e o x y g e n c o n t e n t o f o f N o .6,N o .7, N o .8 t h r e e b e a r i n g p o w d e r s y炼 铁厂 ( 简称 二铁 厂 ) 于1 9 8 5年建 厂 ,
于2 0 0 8年初 进行 了 配加 烟 煤 喷 吹 的工 业 试 验 并 取 得 成功 , 2 0 1 2年提 出 了喷吹煤 粉 中烟煤 配 比达 3 0 %
的 目标 , 但 是 随着 烟 煤 配 比 的增 加 出 现 了制 煤 系 统 烟气含 氧量过 高 的现象 , 不利 于安全 生 产 。因此 , 如 何 有效 控制含 氧量 , 满足 喷吹生 产安 全要 求 , 成为 二 铁 厂 提高烟煤 配 比的难 题 。
c o a l i n j e c t i o n w o r k s h o p i n N o .2 I r o n m a k i n g P l a n t , o x y g e n c o n t e n t c o n t r o l a r e r e a c h e d a n d t h e g o o d e f f e c t a r e o b t a i n e d .
关
键
词 : 喷煤; 烟煤; 制粉; 氧含量
中图分类 号 : T F 0 5 3
文献 标 志码 : C
Ox y g e n Co n t e nt Co nt r o l Pr a c t i c e o f Co a l Pu l v e r i z i n g Sy s t e m o f No .2 I r o nm a ki ng Pl a n t i n Xi n s t e e l
第3 3 卷第 3期
2 0 1 3 年 6月
江
西
冶
金
V0 1 . 3 3。 No . 3
J I ANG XI MET A L L URG Y
J u n e 2 01 3
文章编 号 : 1 0 0 6 - 2 7 7 7 ( 2 0 1 3 ) 0 3 - 0 0 1 2 - 0 4
新钢 二 铁厂 喷 煤 制粉 系统 氧含 量控 制 实践
容劲 强 , 何 晓生 。 陈小敏 , 冯仕 贵
( 新余钢铁集 团有限公司 , 江西 新余 3 3 8 0 0 1 )
摘
要 : 针对新钢第二炼铁厂喷煤车间的 6 号、 7号、 8 号三套制粉系统氧含量超标的现象, 进行氧含量控制攻
关, 取得 良好 效果 。
随着 喷煤技 术 的 发展 , 喷 吹 由烟 煤 和 无 烟煤 组
成的} 昆 合煤已成为进一步提高煤 比的有力手段 , 但
同时也增 加 了制粉 的危 险性 。一般 情 况 下 , 在制 粉
收 稿 日期 : 2 0 1 2—1 2—1 0
作者简介 : 容劲强 ( 1 9 6 2一) , 男, 湖南邵东人 , 工程师 , 从事喷煤生产技 术管 理工作 。