BTA钻头的型号分类
钻头直径规格表
钻头规格是什么钻头是一种可以旋转并在头端具有切削能力的工具。
它通常由碳钢SK或高速钢skh2,skh3等材料经过铣削或轧制,淬火,回火和热处理后制成。
它用于在金属或其他材料上钻孔。
它可用于钻床,车床,铣床,电动手钻和其他工具。
这是钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的规格:钻头的规格钻头的规格:钻头的规格钻头的规格对于钻头:规格:钻头的规格钻头:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格用于位的比特:规范:规范:用于比特的比特规范:规范:规范:用于比特比特的规范:规范:规范:规范:比特规范:规范:规范:Φ1.0,Φ1.5,Φ2.5,Φ2.5,Φ2.5,Φ1.0,Φ3.3,Φ3.5,Φ3.5,Φ3.5,Φ3.5,Φ4.5,Φ9.0,Φ9.2,Φ9.5,Φ10.0,Φ10.2,Φ10.5,Φ11.0,Φ12.0 ,Φ12.5,Φ13.0,Φ13.5Φ14。
钻头直径规格:1.钻头有许多规格和标准。
例如,一些水管的钻孔相对较大,而电线的钻孔则小得多,因此钻头的直径也不同。
2.大约有1毫米,2毫米,3毫米,4毫米,5毫米,6毫米,7毫米,8毫米,9毫米,9.8毫米等。
每1毫米的距离累积有0.1毫米。
例如,从1mm到2mm的钻头的尺寸承载0.1mm,并且存在较大的钻头,其通常不用于石油钻探。
除了石油勘探。
演习的类型是什么根据结构分类,可以分为:整体钻头:顶部,主体和手柄由相同的材料制成。
端部焊接头:钻头的顶部由硬质合金焊接。
根据钻钉的分类,它们可以分为:直柄钻头:钻头直径小于13.0 mm,使用直柄。
锥柄钻头:钻头的手柄是锥形的,通常锥度是莫氏锥度。
按用途分类,可分为:中心钻:通常用于在钻削之前钻出中心点。
前端的圆锥面为60°75°和90°等,以便在车床操作过程中用尾架支撑,应使用60°中心钻与车床尾架的顶部中心匹配。
硬质合金钻头规格 硬质合金钻头种类
硬质合金钻头规格硬质合金钻头种类内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展硬质合金钻头规格硬质合金钻头种类硬质合金钻头可分为整体硬质合金钻头、焊接式硬质合金钻头、硬质可换刀片式钻头、硬质可换齿冠钻头整体式硬质合金钻头一般即麻花钻头,不过整个钻头材质为硬质合金材料,这种钻头精度较高,可带内冷却孔,钻头直径一般在20mm以内,在进口钻头品牌中很常见。
焊接式硬质合金钻头,钻头头部为硬质合金材料,通过焊接方式与钻体连接起来,采用内冷却方式,加工精度及光洁度较高,一般应用在模具加工行业,例如枪钻。
硬质合金可换刀片式钻头,这种钻头头部呈错位形式安装2片或4片刀片,可换刀片来延长钻头使用寿命,钻孔效率特别高,加工孔径较广,也是采用内冷却方式,简称“U钻”、“浅孔钻”,在机械加工行业应用较广泛。
硬质可换齿冠钻头属于一种新型钻头,钻头头部切削部分安装一片可换硬质合金刀片,市场用这种钻头较小,刀片通用性不高,价格较贵。
乳化油主要起冷却和润滑作用,同时还起到一定的防锈作用,但对铸铁类材料的防锈效果一般,同时容易变质,成本相对较低,一般应用一些低成本加工行业。
U钻材质一般为高强度钢材,同时表面采用涂层处理,对乳化油、切削油、切削液均适用,只是冷却效果不一样,通常来说切削液各种性能均好于乳化油,在加工行业中应用特别广泛,针对U钻钻孔用乳化油对U钻影响不大,只需考虑U钻钻头对冷却液流量与压力、材料防锈效果等。
U钻刀片市场上常用的有W型刀片和S型刀片两种W型刀片属于一种等边不等角的六边形刀片,简称“桃形刀片”,S型刀片属于一种四边相等的“菱形刀片”W型刀片可加工的刃数为三刃,而S型刀片可加工的刃为四刃S型刀片相对W型刀片在U钻打孔后,盲孔底面形状较平,W型刀片盲孔底面凹凸明显S型刀片推出市场较晚,U钻钻头通用性不强,价格较贵,而W型刀片基本通用各种U钻钻头,价格较便宜总之,在购买合适的U钻刀片,先确认U钻钻头是否通用市场上的W型刀片或者S 型刀片,同时还需考虑U钻刀片成本问题而U钻加工专用设备近几年才出来,市场还未普遍被打开,这种机床由普通数控钻床升级而成,主轴转速、电机功率等参数提高很多,同时针对U钻内冷方式增加了主轴内出水功能,从而适用U钻切削打孔加工,但这种设备针对产品有一定的局限性,同时只能用U钻钻孔加工,也可以简单的叫U钻加工专用设备。
钻头标准规格型号【大全】
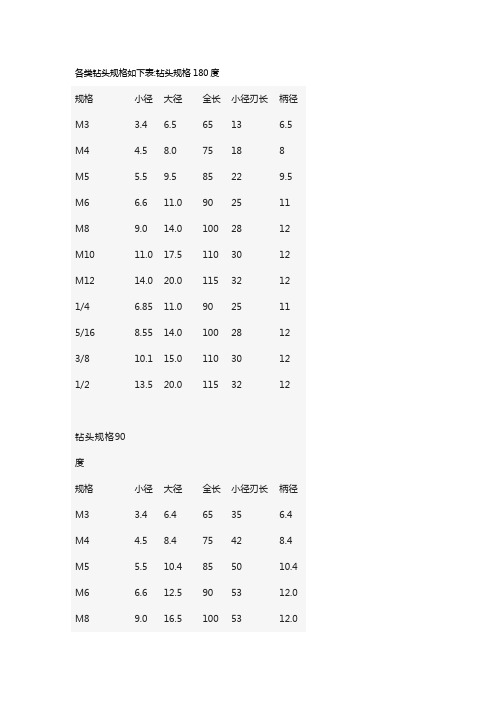
各类钻头规格如下表:钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12 M10 11.0 17.5 110 30 12 M12 14.0 20.0 115 32 12 1/4 6.85 11.0 90 25 11 5/16 8.55 14.0 100 28 12 3/8 10.1 15.0 110 30 12 1/2 13.5 20.0 115 32 12钻头规格90度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4 M4 4.5 8.4 75 42 8.4 M5 5.5 10.4 85 50 10.4 M6 6.6 12.5 90 53 12.0 M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.5 M6 6.611.90 25 11M8 9.014.0 1028 12M1011.0 17.51130 12M1214.0 20.11532 121/46.85 11.90 25 115/168.55 14.1028 123/810.1 15.1130 121/213.5 20.11532 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4 M4 4.5 8.4 75 42 8.4 M5 5.5 10.4 85 50 10.4 M6 6.6 12.5 90 53 12.0 M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm 350mmφ102mm350mm/420mmφ22mm 350mmφ108mm350mm/420mmφ24mm 350mmφ110mm350mm/420mmφ26m m 350mm/420mmφ114mm350mm/420mmφ28m350mm/4φ120350mm/4φ30m m 350mm/420mmφ127mm350mm/420mmφ32m m 350mm/420mmφ132mm350mm/420mmφ38m m 350mm/420mmφ150mm350mm/420mmφ40m m 350mm/420mmφ159mm350mm/420mmφ44m m 350mm/420mmφ166mm350mm/420mmφ50m m 350mm/420mmφ180mm350mm/420mmφ57m m 350mm/420mmφ200mm350mm/420mmφ63m m 350mm/420mmφ220mm350mm/420mmφ76m m 350mm/420mmφ250mm350mm/420mmφ83m m 350mm/420mmφ275mm350mm/420mmφ89m350mm/4φ300350mm/4钻头规格180度规格小径大径全长小径刃长柄径M33.4 6.565136.5M44.5 8.7518 8M55.5 9.585229.5M66.6 11.92511M89.0 14.12812M10 11.17.5113012M12 14.20.11532121/4 6.8511.925115/16 8.5514.128123/8 10.115.1130121/2 13.520.1153212钻头规格90 度规格小径大径全长小径刃长柄径M33.4 6.465356.4M44.5 8.475428.4M5 5.1850 15 0.4 5 0.4M66.6 12.595312.M89.0 16.515312.中心钻头规格表刃径(d) 刃径公差刃长(L2)柄径(D)全长(L)0.40.05-0.050.5 3.0 31 0.50.05-0.050.6 3.0 31 0.60.05-0.050.7 3.5 360.050.70.8 3.5 36-0.050.050.80.9 4.0 36-0.050.050.91.0 4.0 36-0.050.051.2 4.0 36 1.0-0.051.2 4.0 1000.051.4 5.0 42 1.2-0.050.051.51.8 5.0 42-0.051.8 5.0 1001.8 5.0 1501.8 5.0 2000.082.02.4 5.0 42-0.082.4 6.0 1002.4 6.0 1502.4 6.0 2000.083.0 6.0 47 2.5-0.083.0 8.0 1003.0 8.0 1503.0 8.0 2000.083.03.6 7.7 57-0.083.6 10.0 1003.6 10.0 1503.6 10.0 2000.083.23.8 7.7 57-0.080.084.8 10.0 69 4.0-0.084.8 10.0 1004.8 10.0 1504.8 10.0 2005.0 0.126.0 11.0 69-0.126.0 12.0 1006.0 12.0 1506.0 12.0 2000.128.0 16.0 906.0-0.120.128.010.0 18.0 100-0.120.1212.0 18.0 10010.0-0.120.1215.0 22.0 11012.0-0.12高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
A review of research into the role of guide pads 外文翻译

A review of research into the role of guide pads(导向块) inBTA (深孔加工)deep-hole machining关于导向块在深孔加工中作用的评论R. Richardson*, R. BhattiSchool of Engineering, University of Greenwich, Chatham ME4 4AW, UK Accepted 14 August 2000Abstract摘要A review is made of the literature dealing with the role of the guide pads in the boring trepanning association Heller (BTAH) deep-hole machining process.本文将对导向块在深孔加工中的作用进行评论。
The link between processing(加工、处理) and performance (性能)and the burnishing action (抛光)of the guide pads is examined.导向块的加工手段、性能、抛光处理之间的联系已经研究过。
This burnishing action which has previously been described as a finishing operation is in fact an extremely abusive process.抛光这一以前被描述成最终的一步操作实际上是一个十分常用的加工手段。
It is shown that the area of guide pads in contact with(接触) the cut surface(剖面) is at best only 1.2% of their projected surface area during burnishing.已经有研究表明,当导向块和加工表面的投影面只有1.2%的接触时,抛光才能达到最好的效果。
钻头标准规格型号

钻头标准规格型号
嘿,朋友们!今天咱就来聊聊这钻头标准规格型号,这可真是个有趣又实用的玩意儿呢!
你想想看,钻头就像是一把钥匙,能打开各种材料的大门。
不同的标准规格型号,那就是不同的钥匙齿形,得对上号了才能顺利开锁呀!
咱常见的钻头规格,那可真是五花八门。
有小不点似的迷你钻头,专门对付那些精细活儿,就像小老鼠啃奶酪,一点点地钻出个小洞来。
还有那粗壮结实的大钻头,那气势,就像大力士,一钻下去就是一个大坑。
比如说,咱家里要挂个画儿,打个小孔,这时候就得选个小巧玲珑的钻头,要是拿个大个头的来,那不得把墙给钻塌啦!反过来,要是你要在铁板上钻个大洞,拿个小钻头在那慢悠悠地磨,那不得急死人呀!这就好比你要砍棵大树,却拿了把小水果刀,能好使吗?
再说说这型号,那也是各有各的用处。
有的适合钻木头,有的擅长钻金属,还有的专门对付混凝土呢!这就跟人一样,各有所长,各有各的舞台。
你总不能让一个游泳健将去跑马拉松吧,那不是瞎折腾嘛!
咱买钻头的时候可得瞪大了眼睛瞧仔细了。
别到时候买错了型号,那就好比你穿着双大好几码的鞋子去跑步,不得摔跟头呀!而且质量也很重要啊,要是买个劣质的,钻两下就断了,那不就白折腾啦!
你说这钻头标准规格型号是不是很重要呀?就像咱过日子,得找对方法,用对工具,才能顺顺利利的。
不然呀,就会手忙脚乱,事儿也办不好。
所以呀,咱可得好好了解了解这些钻头的门道,让它们为我们的生活服务,帮我们钻出一个个美好的未来!
总之,钻头虽小,学问可大着呢!可别小瞧了它们,选对了钻头,那干活儿就是事半功倍呀!。
钻头型号规格表_钻头型号尺寸表【太全了】
钻头型号规格表_钻头型号尺寸表【太全了】内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状各类钻头规格如下表钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12 钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm 350mm φ102mm 350mm/420mm φ22mm 350mm φ108mm 350mm/420mm φ24mm 350mm φ110mm 350mm/420mm φ26mm 350mm/420mm φ114mm 350mm/420mm φ28mm 350mm/420mm φ120mm 350mm/420mm φ30mm 350mm/420mm φ127mm 350mm/420mm φ32mm 350mm/420mm φ132mm 350mm/420mm φ38mm 350mm/420mm φ150mm 350mm/420mm φ40mm 350mm/420mm φ159mm 350mm/420mm φ44mm 350mm/420mm φ166mm 350mm/420mm φ50mm 350mm/420mm φ180mm 350mm/420mmφ57mm 350mm/420mm φ200mm 350mm/420mm φ63mm 350mm/420mm φ220mm 350mm/420mm φ76mm 350mm/420mm φ250mm 350mm/420mm φ83mm 350mm/420mm φ275mm 350mm/420mm φ89mm 350mm/420mm φ300mm 350mm/420mm钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L) 0.4 0.05 -0.05 0.5 3.0 31 0.5 0.05 -0.05 0.6 3.0 31 0.6 0.05 -0.05 0.7 3.5 36 0.7 0.05 -0.05 0.8 3.5 36 0.8 0.05 -0.05 0.9 4.0 360.9 0.05 -0.05 1.0 4.0 361.0 0.05 -0.05 1.2 4.0 36 1.2 4.0 1001.2 0.05 -0.05 1.4 5.0 42 1.5 0.05 -0.05 1.8 5.0 42 1.8 5.0 1001.8 5.0 1501.8 5.0 2002.0 0.08 -0.08 2.4 5.0 422.4 6.0 1002.4 6.0 1502.4 6.0 2002.5 0.08 -0.083.0 6.0 473.0 8.0 1003.0 8.0 1503.0 8.0 2003.0 0.08 -0.08 3.6 7.7 57 3.6 10.0 1003.6 10.0 1503.6 10.0 2003.2 0.08 -0.08 3.8 7.7 574.0 0.08 -0.08 4.8 10.0 69 4.8 10.0 1004.8 10.0 1504.8 10.0 2005.0 0.12 -0.126.0 11.0 696.0 12.0 1006.0 12.0 1506.0 12.0 2006.0 0.12 -0.12 8.0 16.0 90 8.0 0.12 -0.12 10.0 18.0 10010.0 0.12 -0.12 12.0 18.0 10012.0 0.12 -0.12 15.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
钻头型号规格表_钻头型号尺寸表【太全了】
钻头型号规格表_钻头型号尺寸表【太全了】内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状各类钻头规格如下表钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12 钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm 350mm φ102mm 350mm/420mm φ22mm 350mm φ108mm 350mm/420mm φ24mm 350mm φ110mm 350mm/420mm φ26mm 350mm/420mm φ114mm 350mm/420mm φ28mm 350mm/420mm φ120mm 350mm/420mm φ30mm 350mm/420mm φ127mm 350mm/420mm φ32mm 350mm/420mm φ132mm 350mm/420mm φ38mm 350mm/420mm φ150mm 350mm/420mm φ40mm 350mm/420mm φ159mm 350mm/420mm φ44mm 350mm/420mm φ166mm 350mm/420mm φ50mm 350mm/420mm φ180mm 350mm/420mmφ57mm 350mm/420mm φ200mm 350mm/420mm φ63mm 350mm/420mm φ220mm 350mm/420mm φ76mm 350mm/420mm φ250mm 350mm/420mm φ83mm 350mm/420mm φ275mm 350mm/420mm φ89mm 350mm/420mm φ300mm 350mm/420mm钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L) 0.4 0.05 -0.05 0.5 3.0 31 0.5 0.05 -0.05 0.6 3.0 31 0.6 0.05 -0.05 0.7 3.5 36 0.7 0.05 -0.05 0.8 3.5 36 0.8 0.05 -0.05 0.9 4.0 360.9 0.05 -0.05 1.0 4.0 361.0 0.05 -0.05 1.2 4.0 36 1.2 4.0 1001.2 0.05 -0.05 1.4 5.0 42 1.5 0.05 -0.05 1.8 5.0 42 1.8 5.0 1001.8 5.0 1501.8 5.0 2002.0 0.08 -0.08 2.4 5.0 422.4 6.0 1002.4 6.0 1502.4 6.0 2002.5 0.08 -0.083.0 6.0 473.0 8.0 1003.0 8.0 1503.0 8.0 2003.0 0.08 -0.08 3.6 7.7 57 3.6 10.0 1003.6 10.0 1503.6 10.0 2003.2 0.08 -0.08 3.8 7.7 574.0 0.08 -0.08 4.8 10.0 69 4.8 10.0 1004.8 10.0 1504.8 10.0 2005.0 0.12 -0.126.0 11.0 696.0 12.0 1006.0 12.0 1506.0 12.0 2006.0 0.12 -0.12 8.0 16.0 90 8.0 0.12 -0.12 10.0 18.0 10010.0 0.12 -0.12 12.0 18.0 10012.0 0.12 -0.12 15.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
冲击钻头规格型号表大全

冲击钻头规格型号表大全
一、直径规格
1.3mm
2.4mm
3.5mm
4.6mm
5.7mm
6.8mm
7.9mm
8.10mm
二、长度规格
1.50mm
2.75mm
3.100mm
4.150mm
5.200mm
6.250mm
7.300mm
8.350mm
三、材质分类
1.高速钢
2.钢
3.钨钼合金
4.镍钴合金
5.陶瓷
6.金刚石涂层
7.钛涂层
8.钨钴碳化物
四、功能分类
1.钻孔
2.扩孔
3.镗孔
4.攻丝
5.加工特殊形状孔
6.花纹加工
7.倒角
8.深孔加工
五、适用材料
1.钢材
2.铝合金
3.铜材
4.铁材
5.不锈钢
6.金属合金
7.陶瓷
8.木材
六、适用设备
1.手持钻
2.台钻床
C加工中心
4.铣床
5.冲击钻
6.高精度孔加工设备
7.专用镗床
8.特种孔加工设备
七、品牌推荐
1.A品牌
2.B品牌
3.C品牌
4.D品牌
5.E品牌
6.F品牌
7.G品牌
8.H品牌
八、其他注意事项
•使用时务必佩戴防护眼镜和手套
•根据不同材质和要求选择合适的冲击钻头
•使用前检查冲击钻头是否磨损,如有磨损及时更换
•钻孔要保持水冷,避免过热损伤冲击钻头
•使用时按照正确的钻孔步骤和工艺,确保加工质量以上是冲击钻头规格型号表大全的内容,希望对您有所帮助。
钻头的种类及规格
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
BTA深孔钻的合理使用

BTA深孔钻的合理使用BTA深孔钻是内排屑深孔钻的一种典型结构,它是在单刃内排屑深孔钻的基础上改进而成,其切削刃呈双面错齿状,切屑从双面切下,并经双面排屑孔进入钻杆排出孔外。
BTA 深孔钻切削力分布均匀,分屑、断屑性能好,钻削平稳可靠,钻削出的深孔直线性好。
1.BTA深孔钻的结构特点BTA深孔钻具有以下结构特点:(1)刀体上分布有外刃刀片、中刃刀片、内刃刀片、导向块和双面排屑孔,并通过刀体上的浅牙多头矩形螺纹与空心钻杆联接。
(2)钻芯部分由内刀刃代替了麻花钻的横刃,从而克服了麻花钻横刃较长、轴向阻力较大的缺点;由于钻芯相对于钻孔轴心线偏移了一段距离,加工时钻芯处刀刃低于中心处刀刃,因此会形成一个导向芯柱,使钻头具有较好的导向性,钻孔时不易偏斜,该导向芯柱增长到一定长度后会自行折断并随切屑一起排出。
(3)主刀刃采用非对称的分段、交错排列形式,可保证分屑可靠,并避免用整体硬质合金刀片磨削卷屑槽、分屑槽时易产生裂纹的情况。
(4)刀片材料可采用几种不同牌号的硬质合金,以适应各部分结构对耐磨性和强度的不同要求,如钻芯部分切削速度低、切削力大,在切屑挤压作用下易发生崩刃,可选用韧性较好的硬质合金刀片;钻头外缘部分则可选用耐磨性较好的硬质合金刀片。
2.BTA深孔钻的加工原理BTA深孔钻在普通车床上的工作情况:被加工工件由车床大拖板上的V形铁定位并用螺栓压板夹紧。
钻孔加工时,钻杆由主轴内的专用夹头夹紧并在主轴带动下旋转,工件则由大拖板带动作进给运动。
机床工作台上安装了进液器,并通过O形密封圈与工件左端面密封连接。
加压切削液由进液器的进液口注入,经过钻杆外径与孔壁间的缝隙流入切削区,对刀具进行冷却,切屑随同切削液一起由钻杆内孔通过专用夹头的出液口从排液箱排出。
切削液可采用浓度5%的乳化液;切削用量可选用:V=60~90m/min,S=0.035~0.23mm/r。
由于钻杆细长,容易变形,因此在机床导轨上安装了活动中心支承,可对钻杆的任意位置进行支承。
冲击钻头型号及尺寸规格

冲击钻头型号及尺寸规格冲击钻头是一种常见的电动工具配件,广泛应用于建筑、装修、家居维修等领域。
它的型号和尺寸规格多种多样,适用于不同的工作需求。
下面将介绍一些常见的冲击钻头型号及尺寸规格,以便读者选择适合自己需求的冲击钻头。
1. 直杆冲击钻头直杆冲击钻头是一种常见的冲击钻头,其型号和尺寸规格通常由杆的直径和长度来表示。
常见的直杆冲击钻头型号有SDS-Plus和SDS-Max,其中SDS-Plus适用于轻型工作,而SDS-Max适用于重型工作。
对于SDS-Plus型号的直杆冲击钻头来说,其杆的直径通常为10毫米,长度通常为160毫米。
而对于SDS-Max型号的直杆冲击钻头来说,其杆的直径通常为18毫米,长度通常为340毫米。
2. 扁杆冲击钻头扁杆冲击钻头是一种形状独特的冲击钻头,其型号和尺寸规格通常由杆的宽度和长度来表示。
常见的扁杆冲击钻头型号有SDS-Top和SDS-Quick,其中SDS-Top适用于轻型工作,而SDS-Quick适用于重型工作。
对于SDS-Top型号的扁杆冲击钻头来说,其杆的宽度通常为20毫米,长度通常为100毫米。
而对于SDS-Quick型号的扁杆冲击钻头来说,其杆的宽度通常为30毫米,长度通常为150毫米。
3. 六角杆冲击钻头六角杆冲击钻头是一种常见的冲击钻头,其型号和尺寸规格通常由杆的边长和长度来表示。
常见的六角杆冲击钻头型号有6.35毫米和9.53毫米,其中6.35毫米适用于轻型工作,而9.53毫米适用于重型工作。
对于6.35毫米型号的六角杆冲击钻头来说,其杆的边长通常为6.35毫米,长度通常为50毫米。
而对于9.53毫米型号的六角杆冲击钻头来说,其杆的边长通常为9.53毫米,长度通常为100毫米。
通过以上介绍,读者可以了解到一些常见的冲击钻头型号及尺寸规格。
在选择冲击钻头时,需要根据具体的工作需求来确定合适的型号和尺寸。
同时,在使用冲击钻头时,也需要注意安全操作,戴好防护眼镜和手套,避免发生意外伤害。
BTA海勒公司2

BTA海勒公司深孔钻核心产品目录完整的钻孔刀具及配件单管双管钻井工具及配件钎焊及数控钻头定制设计工具目录表枪钻海勒标准数控钢钻头单管钻井系统- 4启动管钻头海勒标准数控钢钻头双管钻井系统- 4启动管钻头BTA海勒标准4启动管螺纹钻头螺纹管单或双端BTA/BTA海外及海内标准的DTS钻管各种长度BTA海勒标准1启动管螺纹钻头螺纹管单或双端BTA/数控平头钻头单管钻井系统- 4启动管钻头单方绞孔/切割/抛光钻头世界上完成速度最快BTA油压磁头组件旋转减震组件深孔钻加工压力油为深孔钻特制常规枪钻枪钻工具型号从直径.032到大于2.0 特殊绞孔式钻头二次切削与二次研磨服务钎焊STS&DTS钻头钻头型号从直径.437到2.559十字孔适配器及十字孔钻具多元碳化物合金等级及涂料选择海勒标准数控STS&DTS钢钻具钻头型号从直径1.500到20.000工具调整至.197多重破屑机,等级,涂料选择数控钻具稳定器型号从直径3.500至30.000为钻具的减震及缓冲特别设计特殊核心切削工具为盲孔打钻设计STS&DTS系统的钻孔绞孔工具多重金属切削刀具喷吸式加工工具STS&DTS系统的成型工具为数控刀具,合金,HSS可再次研磨刀片设计单方切割抛光工具改进表面抛光STS&DTS系统的钻管钻管为工业标准长度适用于特殊型号长度螺纹修理矫正服务钻孔配件STS系统油压磁头DTS冷却剂生产器及配件钻套减震装置驱动器深孔钻加工压力油为深孔钻特制特殊添加剂保证工具最佳使用寿命售卖:桶装,装载,油轮托运孔内切削及钻孔压缩适配至常规深孔钻床为简单至复杂的I.D.等深线设计多种吸式扩孔切割工具我们的海勒钻覆盖面的直径从.875“至20.000”。
这些工具设计有多个硬质合金等级、涂料、和芯片断路器的设计。
这些工具同时可以调整适用于备件,调整直径可达到5毫米。
我们也提供工具和精密研磨控制器。
“致力于设计和生产钻井工具和系统在世界上最好的深孔。
钻头的种类及规格
钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
钻头基础介绍

优点: • 定位好 • 加工精度高
缺点: • 钻尖强度差 • 受力分布不理想
• 孔口无毛刺
by Xu_Hanguang
The Tool Company
高速钢钻头
by Xu_Hanguang
The Tool Company Art.-Nr. 653
DIN 最大钻深 1897 DZ DZ (3xD) 338 (5xD) 339 DZ DZ DZ DZ DZ DZ DZ 340 DZ DZ DZ 1869 Series 1 Series 2 Series 3
直柄麻花钻 Type VA (V2A/V4A)
圆弧后刀面 顶角: 130 度 螺旋角: 比标准的(30度)大 钻芯锥度: 标准 直径公差 Ø : h 8 螺旋角 35度
by Xu_Hanguang
The Tool Company
HSS 直柄麻花钻
带内冷孔
标准品范围: 3 ~13,00 mm
by Xu_Hanguang
by Xu_Hanguang
(5xD)
S S F F
FN
S S F F
FN
S S F F
502 503 504 670 671
FN FN FN
618 619
FN FN
S S
S S
The Tool Company
麻花钻 GT100(抛物钻)
刃带氮化处理
TIN coated
FireX coated
S S
S
D
S
Type N – 圆柱柄
螺旋角 = 20°-30° 圆弧后刀面 顶角 = 118° 标准钻头,主要用来加工拉伸强度不超 过1200 N/mm² 合金或非合金钢, 灰铸铁, 球墨铸铁 以及 粉末金属
钻头的种类及规格

钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因 ;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。
钻头的种类及类别
钻头的种类及类别钻头的种类及类别钻头的种类及类别2011 年02 月11 日麻花钻是应用最广的孔加工刀具。
通常直径范围为0.25~80 毫米。
它主要由工作部分和柄部构成。
工作部分有两条螺旋形的沟槽,形似麻花,因而得名。
为了减小钻孔时导向部分与孔壁间的摩擦,麻花钻自钻尖向柄部方向逐渐减小直径呈倒锥状。
麻花钻的螺旋角主要影响切削刃上前角的大小、刃瓣强度和排屑性能,通常为25°~32°。
螺旋形沟槽可用铣削、磨削、热轧或热挤压等方法加工,钻头的前端经刃磨后形成切削部分。
标准麻花钻的切削部分顶角为118,横刃斜角为40°~60°,后角为8°~20°。
由于结构上的原因,前角在外缘处大、向中间逐渐减小,横刃处为负前角(可达-55°左右),钻削时起挤压作用。
为了改善麻花钻的切削性能,可根据被加工材料的性质将切削部分修磨成各种外形(如群钻)。
麻花钻的柄部形式有直柄和锥柄两种,加工时前者夹在钻夹头中,后者插在机床主轴或尾座的锥孔中。
一般麻花钻用高速钢制造。
镶焊硬质合金刀片或齿冠的麻花钻适于加工铸铁、淬硬钢和非金属材料等,整体硬质合金小麻花钻用于加工仪表零件和印刷线路板等。
扁钻的切削部分为铲形,结构简单,制造成本低,切削液轻易导入孔中,但切削和排屑性能较差。
扁钻的结构有整体式和装配式两种。
整体式主要用于钻削直径0.03~0.5 毫米的微孔。
装配式扁钻刀片可换,可采用内冷却,主要用于钻削直径25~500 毫米的大孔。
深孔钻通常是指加工孔深与孔径之比大于 6 的孔的刀具。
常用的有枪钻、BTA 深孔钻、喷射钻、DF 深孔钻等。
套料钻也常用于深孔加工。
扩孔钻有3~4 个刀齿,其刚性比麻花钻好,用于扩大已有的孔并提高加工精度和光洁度。
锪钻有较多的刀齿,以成形法将孔端加工成所需的外形,用于加工各种沉头螺钉的沉头孔,或削平孔的外端面。
中心钻供钻削轴类工件的中心孔用,它实质上是由螺旋角很小的麻花钻和锪钻复合而成,故又称复合中心钻。