Hole_Expanding_Test_ISO-TS_16630
哈菲利Axos系列可扩展测试系统产品介绍说明书

Haefely is a subsidiaryof Hubbell Incorporated.a brand ofEXPANDABLE TEST SYSTEMS1981Domestic Industrial Medical ITWhite goods Robotics Monitoring Computers Brown goods Welding machines Scanning Printers Household Packing machines Analysing Modems Lightning devices Production lines Pumps HubsPortable tools LaboratoryequipmentImplants PhonesHome automation ServersRenewable energy Telecom Transportation DefenseSolar panels Outdoor lines Automotive Component testing Windmills Repeater Motorcycles Communications Turbines Switching stations Trucks Vehicles Inverters Data concentrators Electric vehicles AircraftsInfrastructure Telecommunicationcenters Charging stations SatellitesIndoor applicances Outdoor applicancesTHE STANDARDSIEC/EN 61000-4-5 Surge Combination Wave 1.2/50µs...8/20µsSurge events can be generated by lightning phenomena, switching transients or the activation of protection devices in the power distribution system. A surge itself is influenced by the propagation path taken so that impulses from the same event may have different forms depending upon where a measurement is taken. Combination Wave Generators (CWG) simulate a surge event in power lines close to or within buildings. Mostly the disturbances are tolerable because they are single events.THE STANDARDSIEC/EN 61000-4-5T elecom Wave 10/700µs / ITU K.20, K.21, K.44, K.45Telecommunication networks and lines are often disposed to lightning strikes and their associated effects. All telecommunication systems linked with lines in-IEC/EN 61000-4-12 Ring Wave / IEEE C62.41Ring waves are used to simulate lightning or switching effects in domestic single or three phase supplies within an adequately protected building. The waveform has similar characteristics in both open and short circuit conditions. The ring wave is characterised as a bipolar damped oscillating wave.THE MODULAR CONCEPTWelcome to the unique design and concept of modularity designed by HAEFEL Y.HAEFEL Y is recognizing an increasing interest in testing departments to configure the required functions in compact immunity test systems more flexible than ever. For that reason HAEFELY designed a unique concept of modularity which eviscerates large additional investments for customers in the future.Moreover, constantly reduced product development times call for powerful, easy-to-operate and ready-to-use conducted immunity test systems which can be expanded in a multitude of different test applications. Customer requirements, particularly in theAXOS 5 EXPANDABLE TEST SYSTEMAXOS 5 front viewAXOS 5 rear viewThe new AXOS 5 expandable test system integrates all of the best features of several stand-alone test systems into one single economic solution.It can be individually combined either with 5 kV Surge Combination Wave, 5 kV EFT/Burst, Dips & Interrupts, along with an integrated single-phase coupling / decoupling network. This allows quick and completely automated testing to the most common IEC, EN, ANSI, IEEE and UL standards.The AXOS 5 can either be operated via front panel by large colour graphic interface or remotely from the PC. The easy to use menu together with the availability of predefined test routines for different standards makes testing easy and reliable, even for less fre -quently users.Numerous additional functions such as external start/stop function allows easy integration of the test system also in customer specific test environments.All the test parameters can be varied in a broad range wide above the requirements of the standards. Together with the ability of changing test parameters during test, AXOS 5 is not only the ideal product for compliance and pre-compliance testing, it is useful for monitoring & debugging function during design phase as well.A wide range of cost-efficient and user friendly coupling / decoupling networks for power lines as well as for symmetrical and asymmetrical data- and signal lines are available as options.OVERVIEWFEATURES & BENEFITS⏹ Easy to operate with manual and auto-mated test modes, software assisted test preparation, pre-defined test rou-tines and visual aided test setups⏹ Economic & Efficient STANDARDS⏹ IEC/EN 61000-4-4 EFT / Burst⏹ IEC/EN 61000-4-5 Surge Edition 2 & 3⏹ IEC/EN 61000-4-9 Imp Magnetic FieldTECHNICAL DATA - AXOS 5GENERAL DATA Control power 85 V - 264 V 50/60 Hz Dimensions (W x H x D)19“ / 4U(45 x 18 x 49 cm)User test storage unlimited Weight 25 kgRemote interface Ethernet, RJ45USBfor USB memory stick Display7“ / 800x480 / 24 bit with touch-screen AUX. interfaceD-sub 37p for external CDN, external trans-External trigger input5 V T TL Synch input BNC, 10 V – 264 V AC Trigger output5 V T TLExternal start / stop input5 V T TL, starts / stops predefined test se -quenceEUT failed input 5 V T TLAnalog output 0 – 10 V, for use with external options Warning lamp output2 x 24 V / 1 A DCSafety circuitstops the test when unlockedat coaxial output Polaritypos / neg / alternate Burst duration 10 µs – 1 s Output impedance 50 Ohm Burst period 1 ms – 10 s Rise time 5 ns ±30%T est time 1 s– 1'000 minutes Impulse duration50 ns ±30% at 50 Ohm50 ns –15 +100 ns at 1'000 OhmT riggerautomatic, manual,external trigger inputBurst modenormal, continuous, real, randomIntegrated single phase coupling / decoupling network264 V AC / 16 A 220 V DC / 10 AIEC / EN 61000-4-5 EDITION 2 & UPCOMING EDITION 3 SURGE COMBINATION WAVEOutput voltage0.2 – 5.0 kV ±10%Output current0.1 – 2.5 kA ±10% Voltage rise time 1.2 µs ±30%Current rise time8 µs ±20% Voltage duration50 µs ±20%Current duration20 µs ±20%Polarity postive / negative /alternate Integrated singlephase CDN264 V AC / 16 A220 V DC / 10 AOutput impedance 2 OhmOVERVIEW OF AXOS5 SERIES**additional antenna coil "MSURGE-A" required*external voltage dips transformer "DIP 116" required⏹ Activated by default⏹ Optionally available by activation via key codeAXOS5Compact T est SystemArticle no. 2490400Surge 1.2/50µs...8/20µsAXOS5Surge T est SystemArticle no. 2490401Surge 1.2/50µs...8/20µsAXOS5EFT/Burst T est SystemArticle no. 2490402Surge 1.2/50µs...8/20µsIEC/EN 61000-4-5EFT/BurstIEC/EN 61000-4-4Voltage DipsIEC/EN 61000-4-11*Magnetic FieldIEC/EN 61000-4-9**AXOS5Dips T est SystemArticle no. 2490403Surge 1.2/50µs...8/20µsIEC/EN 61000-4-5EFT/BurstIEC/EN 61000-4-4Voltage DipsIEC/EN 61000-4-11*Magnetic FieldIEC/EN 61000-4-9**SCOPE OF SUPPLY - OPTIONS & ACCESSORIESSCOPE OF SUPPLYAXOS5 Compact Immunity Test System 2490400 AXOS5 Surge Test System 2490401 AXOS5 EFT/Burst Test System 2490402 AXOS5 Voltage Dips Test System 2490403 Qty. 1 Immunity Test System AXOS5Qty. 1 Mains CableAXOS8 EXPANDABLE TEST SYSTEMThe new AXOS8 expandable test system integrates all of the best features of several stand alone test systems into one single economic solution.It can be individually combined either with 7 kV Surge Combination Wave, 7 kV Ring Wave, 7 kV Telecom Wave*, 5 kV EFT/Burst or Dips & Interrupts, along with an integrated single-phase coupling / decoupling network. This allows quick and completely automated testing to the most common IEC, EN, ANSI, ITU, IEEE and UL standards.The AXOS8 can either be operated via front panel by large colour graphic interface or remotely from the PC. The easy to use menu together with the availability of predefined test routines for different standards makes testing easy and reliable, even for less frequently users. Numerous additional functions such as external start/stop function allows easy integration of the test system also in customer specific test environments.All the test parameters can be varied in a broad range wide above the requirements of the standards. Together with the ability of changing test parameters during test, AXOS8 is not only the ideal product for compliance and pre-compliance testing, it is useful for monitoring & debugging function during design phase as well.A wide range of cost-efficient and user friendly coupling / decoupling networks for power lines as well as for symmetrical and asymmetrical data- and signal lines are available as options.AXOS8 front view AXOS8 rear view*external T elecom Wave Modul "TW8" requiredOVERVIEWFEATURES & BENEFITS⏹ Easy to operate with manual andautomated test modes, software as-sisted test preparation, pre-definedtest routines and visual aided testsetups STANDARDS⏹ IEC/EN 61000-4-4 EFT / Burst⏹ IEC/EN 61000-4-5 Surge Edition 2 & 3(1.2/50µs...8/20µs)** additional antenna coil "MSURGE-A" required*** external voltage dips transformer "DIP 116" requiredGENERAL DATA Control power 85 V - 264 V 50/60 Hz Dimensions (W x H x D)22“ / 6U(45 x 27 x 50 cm)User test storage unlimited Weight 30 kgRemote interface Ethernet, RJ45USBfor USB memory stick Display7“ / 800x480 / 24 bit with touch-screen AUX. interfaceD-sub 37p for external CDN, external trans-former etc.External trigger input5 V T TL Synch input BNC, 10 V – 264 V AC inputpredefined test se -quenceEUT failed input 5 V T TLAnalog output 0 – 10 V, for use with external options Warning lamp output2 x 24 V / 1 A DCSafety circuitstops the test when unlockedcoaxial outputPolaritypos / neg / alternate Burst duration 10 us – 1 s Output impedance 50 Ohms Burst period 1 ms – 10 s Rise time 5 ns ±30%T est time 1 s– 1000 minutes Impulse duration50 ns ±30% at 50 Ohm50 ns –15 +100 ns at 1000 OhmT riggerautomatic, manual,external trigger inputBurst modenormal, continuous, real, randomIntegrated single phase coupling / decoupling network264 V AC / 16 A 220 V DC / 10 AVoltage rise time 1.2 us ±30%Current rise time 8 us ±20%Voltage duration 50 us ±20%Current duration 20 us ±20%Polaritypos / neg / alternate Integrated single phase CDN 264 V AC / 16 A 220 V DC / 10 AOutput impedance 2 OhmsPhase sync0 – 359° with 1° steps or asynchronous modeImpulse triggerautomatic 2 s – 100 min manualexternal trigger inputCounter preselect 1 – 1000 / infinite Counter 100000Peak voltage monitorBNC output: 1000:1display: 3 digitsPeak current monitorBNC output: 1 kA/V display: 3 digitsTECHNICAL DATA - AXOS 8IEC / EN 61000-4-5 Telecom Wave / ITU K.20, K.21, K.44, K.45Max. voltage0.2 - 7.0 kV ± 10%Sourceimpedance /coupling 15 Ohm40 Ohm40 Ohm gas arrestersFront time OC10 µs ± 30%Outputs 1 x 15 Ohm direct4 x 40 Ohm direct4 x 40 Ohm gas arresters Decay time OC700 µs ± 20%Impulse output Banana connector Undershoot OC< 30%Impulse input HV connectorFront time SC 5 µs ± 20%T ransitions V, PolarityOVERVIEW OF AXOS 8 SERIES* in combination with external T elecom Wave Modul "TW8" ** external voltage dips transformer "DIP 116" required *** additional antenna coil "MSURGE-A" requiredAXOS 8Compact T est System Article no. 2490800Surge 1.2/50µs...8/20µs IEC/EN 61000-4-5 T elecom Wave 10/700µs* AXOS 8Surge T est System Article no. 2490810Surge 1.2/50µs...8/20µs IEC/EN 61000-4-5 T elecom Wave 10/700µs* AXOS 8EFT/Burst T est System Article no. 2490830Surge 1.2/50µs...8/20µs IEC/EN 61000-4-5 T elecom Wave 10/700µs* IEC/EN 61000-4-5 & ITU Ring Wave IEEE C62.41EFT/BurstIEC/EN 61000-4-4Voltage DipsIEC/EN 61000-4-11*Magnetic FieldIEC/EN 61000-4-9**AXOS 8Dips T est System Article no. 2490840Surge 1.2/50µs...8/20µs IEC/EN 61000-4-5 T elecom Wave 10/700µs* IEC/EN 61000-4-5 & ITU Ring Wave IEEE C62.41EFT/BurstIEC/EN 61000-4-4Voltage DipsIEC/EN 61000-4-11*Magnetic FieldIEC/EN 61000-4-9**AXOS8Ring Wave T est System Article no. 2490820 Surge 1.2/50µs...8/20µs IEC/EN 61000-4-5T elecom Wave 10/700µs*AXOS8Telecom Wave System Article no. 2490850 Surge 1.2/50µs...8/20µs IEC/EN 61000-4-5T elecom Wave 10/700µs*** external voltage dips transformer "DIP 116" required *** additional antenna coil "MSURGE-A" requiredSCOPE OF SUPPLY - OPTIONS & ACCESSORIESSCOPE OF SUPPLYAXOS8 Compact Immunity Test System 2490800 AXOS8 Surge Test System 2490810 AXOS8 EFT/Burst Test System 2490830 AXOS8 Voltage Dips Test System 2490840 AXOS8 Ring Wave Test System 2490820 AXOS8 Telecom Wave Test System 2490850 Qty. 1 Telecom Wave Modul "TS 8" 10/700µs*Qty. 1 Mains CableQty. 1 User ManualQty. 1 Certificate of CalibrationOPTIONS AND ACCESSORIESFP-EFT 32M 3-Phase CDN EFT/Burst 32 A / 690 V 2490170 FP-EFT 100M2 3-Phase CDN EFT/Burst 100 A / 690 V 2495860 IP4A Capacitive Coupling Clamp for EFT/Burst 2491300 FP-SURGE 32A Automatic 3-Phase CDN Surge 32 A / 690 V 2490700 FP-SURGE 100M2 3-Phase CDN Surge 32A / 690 V 2490180TW 8 Telecom Wave Modul 10/700µs 4700915 PCD 121 Symmetrical Data & Control Line Coupler 2498010 PCD 126A Asymmetrical Data & Control Line Coupler 2498030 DEC 5 Symmetrical Data & Control Line Decoupler 2490141 DEC 6 Symmetrical Data & Control Line Decoupler 2490151 DEC 7 Asymmetrical Data & Control Line Decoupler 2490161 DIP 116 Automatic Dips Transformer 16 A 40/70/80% 2490410MSURGE-A Magnetic Field Test IEC / EN 61000-4-9 2490441 VTM 15000 Isolation Test 1.2/50 us up to 10 kV 2499960 VTM 15000/05 Isolation Test 1.2/50 us up to 10 kV / 0.5J 2499692 PDP 8000 HV Differential Probe 1000:1 for Surge 2499911 CP 101 Current Probe Model for Surge 2499931 ES External Emergency Stop Switch P12 4700751 WL External Warning Lamp P12 4700750* only with AXOS8 Telecom Wave T est System (2490850)OPTIONS AND ACCESSORIESSurge Key Code Key Code for Surge extension AXOS84700911 EFT/Burst Key Code Key Code for EFT/Burst extension AXOS8 4700912 Ring Wave Key Code Key Code for Ring Wave extension AXOS8 4700913 Dips Key Code Key Code for Voltage Dips extension AXOS8 4700914M a r c h 2013Headquarters China (Sales & Service Office) North American OfficeHaefely T est AG HAEFEL Y Representative OfficeHipotronics Inc.Birsstrasse 300 8-1-602, Fortune StreetHaefely EMC Division4052 Basel No.67, Chaoyang Road, Chaoyang District1650 Route 22SwitzerlandBeijing, China 100025Brewster, NY 10509☎ + 41 61 373 41 11 ☎ +86 10 8578 8099 ☎ +1 845 279 3644 + 41 61 373 49 12+86 10 8578 9908 +1 845 279 2467*************************************.cn****************************。
柔性检查作用域套件-USB 产品说明书
lInstructions for Use: Flexible Inspection Scope Kit-USB Brand Name of ProductFlexible Inspection Scope Kit - USB Generic Name of ProductFlexible Inspection Scope Kit - USB Product Code Number(s)FIS-007U, FIS-007USK, FIS-007UB, CT-101, CT-102Intended UseFor visually inspecting items.Range of Applications for ProductEnhance visual inspection by providing lighted magnification, image capture and the option for documentation in hard-to-see crevices, channels, and lumens in areas of instruments that are not visible to the unaided eye.Key Specifications of Product Flexible Inspection Scope- FIS-007U∙CT-101 1.90 mm OD and 110 cm length∙CT-102 1.06 mm OD and 110 cm length∙Opticalo Resolution format:o CT-102 1.06 mm: 40,000 pixels (or 200- x 200 pixels)o CT-101 1.90 mm: 160,000 pixels (or 400- x 400 pixels)o Field of View: 120° in airo Angle of view: 0°USB Control Module: Control Module housing Camera processor and LEDillumination:∙Dimensions: 5.25- x 3.90- x 1.85 inches∙Weight: 1.20 pounds ∙Digital Inspection Scope Connection∙Illumination Control- LED in the Control Module∙Power Cycle∙USB Camera Cable∙Easily change from small and large diameter scopes.Light Settings:There are four light settings operated by one button.Blinking Light (Indicates transmitting video data):∙Splash proof (IPX5 Rating)∙No external power needed.Flexible Inspection Scope Software Requirements:∙Compatible with Windows 10 Operating systems.∙USB flash drive includes software.Unpacking Flexible Inspection Scope:Carefully inspect for shipping damage. If there is any damage contact the shipping carrier and Heatlhmarkcustomer service 800-521-6224 immediately.USB Control Module: (Fig. 1).1.Digital Inspection Scope Connection 2.Illumination Control 3.Power Cycle B (Type C) on the right side of the boxFigure 1Flexible Inspection Scope™: (Fig. 2).∙CT-101 1.90 mm O.D. and 110 cm length ∙CT-102 1.06 mm O.D. and 110 cm lengthLarge1.90 mmSmall 1.06 mmFigure 2Flexible Inspection Scope™ Features3214Light/Illumination Settings: (Fig. 3).∙Five (5) light settingso Light on control indicats setting levelo Fifth setting is OFF∙Press light button to advance to next setting.∙Fifth setting turns the light OFF.Figure 3Power Cycle ButtonPress button to RESET camera (Fig. 4).Figure 41.Flexible Inspection Scope™ Plug (Fig. 5).Contains camera video connection as well as LED Light for illumination.1Figure 52.Flexible Working Length (Fig. 6).The portion of the Flexible Inspection Scope™ that is inserted into an item during visual inspection.The measuring scale markings on the Flexible Working Length are in centimeters (accuracy = ± 0.5 cm)2Figure 63.Distal Camera (Fig. 7).Distal portion of Flexible Inspection Scope™ that contains the camera lens3Figure 7SOFTWARE INSTALLATION:Note: This section is done only once when connecting the scope to the computer for the first time.∙System Requirements: MS Windows 10∙Install the Flexible Inspection Scope™ Software from the USB flash drive on a computer.Note: If you have any IT policies that may block this installation, please contact your IT team to give access to Healthmark scope viewer to install.1. Insert the USB Flash drive into your computer, and double click on the Healthmark Scope Viewer installer package to begin installation.2. The “Welcome to the Healthmark Scope Viewer Setup Wizard” screen pops up. Click on Next.3. Select the first tab Typical or setup type of your choice, click Next.4. Click Install and wait for installation to complete.5. Click Finish.STARTING SOFTWARE & CONNECTING SCOPE TO PC:(Fig 8).1.Open the Windows PC viewer software.2.Connect the Control Module to PC using USB Cable.3.Plug the Flexible Inspection Scope into the Control Module.4.In the viewer software, click Settings and Select USB Video Device, click on the desiredresolution, select the preferred Video Output Format, and then Click OK.5.Press the Power Cycle Button.Figure 86.Now you can start using the scope.Verifing OperationFollowing the steps listed below will ensure the proper use and performance of the Flexible Inspection Scope™. The Flexile Inspection Scope™ can be checked for normal operation by connecting it as described in the Startup section of this IFU.Normal operation includes:∙An image appearing on your computer monitor or HDMI Monitor.∙ A blinking light on Control Module near the Power Cycle button that indicates the image feed is transmitting.∙White light emitting from the distal end of the Digital Inspection Scope.∙An LED light on the control module top panel that indicates the light intensity of the device. Using SoftwareHealthmark Scope Viewer Software (Fig. 9).1.Capture button: Captures a Reference Image and saves it to the Reference Image folder.2.Main Image Window: Displays the image from the camera.3.Reference Image Window: Displays a reference image.4.Clear Button: Removes the image from the Reference image window.5.Open Reference Image button: Allows selection of a reference image from the Reference Imagefolder.6.Settings Button: Click to select the video camera and resolution settings.7.File Location Button: Click to change location where captured images are being saved.8.File Location Window: Shows the file path where captured images are being saved currently.9.Capture Image Button: Captures images and adds them to the File Location selected by the user(as shown in the File Location Window).10.Capture Video button: Click to record video. Click again to stop recording video.11.File Prefix: Type in text that you would like included in the file name of Captured Images.Figure 9Selecting Video Device or CameraFollow the directions below to select the video device or camera used to capture images using the Flexible Inspection Scope™ Viewer Software. (Fig. 10).1.Click Settings button in the lower left of the Scope Viewer software to display a list of videodevices or cameras being detected by your computer2.Select a device for capturing images using the Scope Viewera.The example below shows a webcam and USB Video Device in the Settings box. Select theUSB Video Device for the Flexible Inspection Scope™.b.You can also select your preferred Video Output Format from the dropdown box3.Click OK to view the selected Video Device.231Figure 10Capturing Still PicturesFollow the instructions for capturing still pictures from the Main Image Window.Select the Capture Image button. (Fig. 11).Figure 11Note: When an image is captured, “Image Captured” in red text will flash on the lower portion of the screen and a new file will appear in the Files Location.Capturing Video ImagesFollow the instructions below for capturing video from the Main Image Window.1.Select the Capture Video Button (Fig. 12).Figure 122.When the video is recording “Recording…” in red text will appear toward the bottom of thesoftware window.3.To stop recording, click Stop Capture. (Fig. 13).Figure 13Setting File PrefixFollowing the steps below allows you to create a file prefix that will appear after the underscore of image file names save to the File Location specified by the user.1.Click in the field next to File Prefix.2.Enter the characters that you would like to be included in the file name. (Fig 14).Figure 14Setting Location for Saved FilesFollowing the steps below allows you to set the file location of saved images using the Scope Viewer software.1.Click the File Location button.2.Select the file location you want to save captured images. (Fig 15).Figure 15Displaying Reference ImageThere are two ways to display a still image in the Reference Image Window on the Scope Viewer software.1.To display an image currently being displayed in the Main Image Window, click the Capture button. Note: The images will be saved in a file folder titled Reference Images in the designated File Location that the user specified in the File Location field. (Fig. 16).Figure 162.To display a saved image in the Reference Image Window from your File Location:a.Click the Open Reference Image button (Fig. 16 above).b.Select the file you want to display (Fig. 17 below).c.Click the OK Button, to display the image in the Reference Image Window. (Fig. 17).Figure 17Switching to a Different Flexible Inspection Scope™ on the Control Module:1.Press the Power button on the Control Module once.2.Disconnect the current Flexible Inspection Scope from the Control Module.3.Repeat the steps in the “STARTING SOFTWARE & CONNECTING SCOPE TO PC” procedure.Inserting Scope in ItemFigure 1Rotating Device to Avoid ObstacleFigure 2 Performing InspectionWipe down the Flexible Inspection Scope™ with a compatible wipe. Follow the manufacturer’s (Mfr.’s)Instructions for Use (IFU) for appropriate wipe usage. Click here to see the Chemical Compatibility Chart(PDF) for approved cleaning.The Flexible Inspection Scope™ is made of the same material as other common endoscopes. Any wipe,solution, or low temperature (≤ 60 °C [140 °F]) method intended for the reprocessing of endoscopes is likelycompatible with the Generation II Flexible Inspection Scope™ Catheters if used according to the productlabeling.Solutions Containing (Flexible Inspection Scope Only)Alcohol Ethoxylates Neutral or Near-Neutral pH DetergentsEnzymatic Cleaning Solutions Enzymatic DetergentsSodium Borated, Decahydrate Tetrapotassium PyrophosphateFlexible Inspection Scope™ has a fluid ingress protection rating of IPX7 (Waterproof) and can withstandimmersion in fluid up to one (1)-meter in depth for up to 30 minutes.Control Module USB has a fluid ingress protection rating of IPX5 (Water resistant) and can withstand asustained, low pressure water jet spray for up to three minutes.For Thorough Cleaning: CablesFollow the cleaning agent Mfr.’s IFU.1.Unplug and disconnect all components from the Control box prior to cleaning.2.Do not submerge or soak the cable for disinfection (cable is not waterproof).3.Wipe thoroughly with non-linting wipe moistened with facility approved neutral detergent. Use theappropriate brushes with detergent solution to remove any residues from areas that cannot bereached with the wipes.For Thorough Cleaning: Control Module1.Unplug and disconnect all components from the Control box prior to cleaning.2.Do not submerge or soak the cable for disinfection (Control Box is not waterproof).3.Wipe thoroughly with non-linting wipe moistened with facility approved neutral detergent. Use theappropriate brushes with detergent solution to remove any residues from areas that cannot bereached with the wipes.Note: Do NOT soak. Control Module and cables are not waterproof and should not be immersed.N/ACleaning –AutomatedDisinfection Control Module and CablesThese may be cleaned with alcohol based disinfectant wipes.Compatible agents (wipes and solutions) for disinfecting Flexible Inspection Scope™ and ControlModule:∙Hydrogen peroxide∙Isopropyl alcohol (IPA)∙Sodium hypochlorite (Bleach)∙Ortho-phenylphenol∙Quaternary ammonium.High-Level Disinfection (Flexible Inspection Scope™ Only)∙Select only disinfecting solutions listed in the compatible disinfecting methods.∙Follow all recommendations regarding health-hazards, dispensing, measuring, and storage from the Mfr. of cleaning and disinfecting agents.∙Soak the Flexible Inspection Scope™ in selected disinfecting solution per Mfr.’s IFU.∙Rinse the Flexible Inspection Scope™ with critical (sterile) water, again, following the disinfecting solutions Mfr.’s instructions.Reprocessing Chemical Compatibility Chart (PDF): Click here.。
QE常用英文单词

1.不良項目2.儀器、量具、工具英文中文英文中文(be) broken 斷裂(be) cracked 斷裂audio analyser 音頻分析儀abrasion 損傷、磨損audio sweep signal generator 音頻掃頻信號發生器angular offset 角度偏差audio test system 音頻測試系統Asperity 粗糙automatic screwdriver 電動起子 axial leaded 軸向引腳blocks量塊bare metal 金屬裸露calliper with watch 帶表卡尺Black drop 黑點capacitor withstand voltage tester 電容器耐壓測試儀Blemish 污染digital calliper 數顯卡尺Bleed 滲透digital insulation tester 數位絕緣測試儀blister 氣泡digital lux meter 照度計Blistering 板層分離digital multimeter 數字萬用表bloom疙瘡distortion meter 失真儀 Blotch 斑點drill電鑽Blurs 污點Electric screw driver 電動起子 Borken line 線條斷線electroacoustics analyser 電聲器件測試儀Bow 板彎electronic balance 電子秤Breaking 斷裂F0 tester F0諧振頻率測試儀Bridge橋接finger multimeter 指針萬用表Bridging and shorts 橋接與短路fixture 夾具(治具)Brittleness 斷裂forceps 鑷子Bubbles 氣泡formula 公式Burn mark 焦痕frequency meter 頻率計burnish 磨光,發亮gauge 量規Burns 燒焦go-nogo gauge通止規Burr 毛刺buzz振音(?)HF signal generator 高頻信號發生器Carton damage 紙箱破損hole gauge 孔規chip-out 零件破裂impedance tester 阻抗測試儀Circuitry belittle線路縮小insert gauge塞規Clouding 頂白LCR digital bridge LCR數字電橋Cold soldering 冷焊/假焊lever centi-meter 杠杆百分表Color Difference 色差low frequency signal generator 低頻信號發生器Component is not as specified 錯件micrometer 千分尺milivoltmeter毫伏表headphone/speaker automatic ploarity tester 耳機/喇叭自動極性測試儀Component not mounted in correct holes 零件錯位AM/FM signal generator AM/FM信號發生器AM=Amplitude modulation FM=Frequency modulationcomponent-lead damage 零件引腳破損milliohmmeter毫歐計Components cracks零件破裂modulation measure meter 調制度測量儀Components end overhang 零件移位(軸面)noise-meter噪音表Components side overhang 零件移位(徑面)o scillograph示波器Components tilted零件傾斜outer diameter micrometer 外徑千分尺Conductor not solder導線未焊oven烤爐Contamination污染/臟污pin gauge芯棒(針規) Copper Exposed露底材pincers鉗子Copper Residue銅渣plier鉗子cosmetic defect外觀不良Pneumatic screw driver氣動起子 cosmetic inspection外觀檢查 probe探針(表筆) Cracked solder joint焊裂projector投影儀Crazing白斑/白點pug guage塞尺creases折痕pull scale拉力計critical defect極嚴重(致命)缺陷RF commmunication tester 射頻通信測試儀cut割傷Rivet gun拉釘槍Debris碎片, 碎屑Rivet machine拉釘機defective label不良標簽riveting machine鉚合機 defective product box不良品箱rubber橡皮defective products不良品scissors剪刀defective threading抽芽不良Screw driver起子deficient purchase來料不良screwdriver扭力螺絲批Deformation變形screwdriver plug起子插座Deformity變形soldering iron烙鐵Delaminating 脫層/起鱗speaker analysis system 揚聲器分析系統delamination分層spectrum analyser 頻譜分析儀dent壓痕spring balance台式彈簧度盤秤Deviation顏色不對steel ruler鋼直尺Dimple凹點stereo signal generator 立體聲信號發生器Dirt污染tape ruler卷尺dirt grime 灰塵tesla meter特斯拉計discolor變色time register計時器discoloration異色/變色torque meter扭力表Dot圓點transform tester變壓器測試器 Double images重影vacuum cleaner吸塵器Ejector Mark澆鑄痕?VR (noise) tester VR(噪音)測試器Excess solder焊多withstand voltage tester 耐壓測試儀excessive defect過多的缺陷 Dep.4F.4車間excessive gap間隙過大Dep. plastic塑膠部exposed metal金屬裸露exposed metal金屬裸露failure故障filings鐵屑Fill in阻塞flash批鋒/毛邊Flock毛屑、異物Flow Line流紋Flow mark流痕Flux residue助焊劑殘留fold of packaging belt打包帶折皺Foreign inclusions板內有雜質Foreign Material雜質fractured solder joint焊裂gap間隙gas mark焦痕Gate Blush進料口異色Gates進料點/水口Glossiness光澤度偏差Gouge凹痕grease油污Haloing白圈Haze霧Hickey 漏漆Hole distance dearth孔邊距不足Hole fill in孔塞Icicle錫尖, 錫柱impurity雜質inclusion雜質Incorrect direction方向不符inner parts inspection內部檢查Insufficient solder錫不足Insulation melted絕緣皮燒焦Intermittent (INT)接觸不良Knit Line熔合線Label crimping標簽翹起label error標簽錯誤lack of painting烤漆不到位Lead extrusion not meet acceptance requirement 錫面腳長不當Line distance dearth線距不足lip邊緣線Loosing Screw螺絲未鎖緊major defect主要缺陷Masking failure拒焊膜不良Microvoids微坑mildewed發霉minor defect次要缺陷mismatch錯位Misplacement放錯位置Missing label漏貼missing part漏件mixed color雜色moldy發霉mouldy發霉Nick缺口Nodule鍍瘤Non-Fill未充滿(少料) Nonwetting不吃錫,拒焊not up to standard不合規格not up-to-grade products 不良品oil stains油污open circuit斷路Over Plating擴散Oxidation氧化painting make-up補漆Parting Line Split合模線開裂peel脫漆Pimple凸點Pin hole針孔Pinch off壓痕Pinhole焊錫上之針孔,氣孔Pink Ring粉紅圈Pit凹點Plating missing剝金Plating voids鍍層破洞Polarize Backwards極性反向Polarized component is mounted backwards 零件反向poor incoming part來件不良poor processing制程不良poor staking鉚合不良Porosity (Blow holes, pits or underfills) 砂孔Printing missing脫落或見底色Protrusion突出puckering 折痕qualified products良品Quantity nonconforming 數量不符Radial leaded徑向引腳rattle沙聲(?) rejection criteria 拒收標准Ripples紋路rust生銹Rusty銹跡scratch刮傷/刮花Sharp edge銳邊shine亮斑short射料不足short circuit短路Short material缺料Short Shot不飽模/缺料Shrink mark縮水Shrink 縮水Shrinkage縮水shrinking縮水Silver Streaking銀紋?Sink縮水/下凹Skip Coverage漏印Skip plating漏鍍slipped screw head滑絲、滑頭slipped thread滑牙slug mark壓痕Smeared characters字體不清Solder ball錫球/珠Solder projection錫尖, 錫柱Solder rough焊點表面粗糙solder voids 焊錫上之針孔,氣孔Solder webbing焊網Speck斑點/小瑕疪speckle斑點splattering 散點splay傾斜 /喇叭口stains 污點Staking adhesive 黏著劑殘留Streak 條紋Suspected rejects 可疑不良Texture surface 印花紋表面Thin plating)鍍層太薄Tombstoning 墓碑效應Tooling Mark 夾傷Trace Open 斷路trouble 故障Twist 蹺起ULclass nonconforming 耐燃等級不符Uneven Line 線條粗細不均up-to-grade products良品Void 不飽模/缺料Warpage 翹曲Warpage of printed circuit board 印刷電路板凹凸不平water spots 水漬Waves 波浪Weak packaging 封箱不良Weave Exposure 織紋顯露Weld Line 熔合線(夾水紋?)wrinkles 起皺Wrong labeling 標籤錯誤wrong part 錯件3.功能、參數英文中文angle 角度band width 帶寬burn-in 老化(煲機)Cable Bending Durability Test 插線彎曲壽命試驗capacitance 電容量channel unbalance 聲道不平衡度close loop voltage gain 閉環電壓增益contact resistance 接觸阻值corrective 糾正的current電流Tilt of the component exceeds maximum component height limits 零件浮高current consumption消耗電流cycle循環/周期decimal小數description內容/描述dimension尺寸directivity指向性drain current漏電流drawing圖紙drop test跌落試驗duration持續時間electrical characteristics 電氣特性Electrostatic Discharge (ESD) Test抗靜電試驗Environmental Test 環境試驗frequency頻率frequency response頻率響應function功能harmonic distortion諧波失真Headband Bending Test 頭帶變曲試驗Headphone Stem Sliding Mechanism Test 耳機臂滑動試驗High Temperature & High Humidity Operation Test高溫高濕帶操作試驗Hinge Rotation Test(耳機)軸轉動試驗humidity濕度impact test衝擊試驗impedance阻抗inductance電感量input輸入insulation絕緣insulation resistance絕緣阻值layout布線圖life test壽命試驗Low Temperature Operation Test 低溫帶操作試驗max最大measurement測量mechanical characteristics 機械特性mono-單一的mute靜音mute sensitivity靜音靈敏度off關閉的omnidirectional.全向的on打開的onload負載operation voltage工作電壓output輸出overload test過負載試驗Package High Temperature & High Humidity Storage Test包裝高溫高濕儲存試驗Package Low Temperature Storage Test 包裝低溫儲存試驗parameter參數polarity相位,極性power功率Printing/ Paint Rubbing Test (Alcohol)印字、塗裝(酒精)磨擦試驗Printing/ Paint Rubbing Test (Rubber) 印字、塗裝(橡皮)磨擦試驗Printing/ Paint Tape Test 印字、塗裝膠紙試驗quiesent drain current靜態消耗電流rated額定的relative humidity相對濕度residual resistance殘餘阻值resonant共鳴的,共振的ripple波紋rotation torque旋轉扭矩S/N ratio信噪比Salt Fog Test鹽霧試驗sample樣板scale比例schematic diagram原理圖sensitivity靈敏度separation分離度Slide Switch Durability Test 滑動開關壽命試驗sliding noise滑動噪音solderability可焊性sound pressure level聲壓級specimen抽取的樣品,試驗樣品standby mode待機模式stop end strength止檔強度Sudden Drop Test突然跌落試驗tangent of loss angle損耗角正切值temperature溫度Temperature Cycle Test濕度循環試驗test condition測試條件Thermal Shock Test熱沖擊試驗title標題tolerance (TOL)公差torque扭矩total resistance總阻值Transportation Test運輸試驗unit單位unload空載vibration振動voltage電壓volume音量weight重量4.常用詞匯英文中文4M1E Man,Machine,Material,Method,Environment(人、机、料、法、環)4MTH Man, Material, Money, Method, Time, How 人力,物力,財務,技術,時間(資源) 5W1H W hen, Where, Who, What, Why, How to7QCTools 7 Quality Control Tools 品管七大手法8D CAR8 D(discipline)糾正措施報告A.S.A.P As Soon As Possible 盡可能快的Ac Accept (接受)ACC Accept 允收Acceptance criteria接受標准Accessory附件ANSI American National Standards Institute 美國國家標准協會AOD Accept On Deviation 特采APP Approve 核準,認可,承認Appearance 外觀AQL Acceptable Quality Level (允收質量水平/水準)ASQC American Society for Quality Control 美國品質控制協會Assembly組裝(廠)ASS'Y Assembly 裝配,組裝attributes計數(型)Attributes sampling plan計數型抽樣計劃AVL Approved Vendor List(合格供應商清單)B2B Business to businessB2C B usiness to customerBOM Bill of Material 物料清單BS Brain Storming 腦力激蕩C=0 Critical=0 極嚴重不允許CAR Correction Action Report (糾正措施報告)CAR C orrection Action Report 改善報告CEM C ontract Manufacture service (合約委托代工)CHK C heck 確認CIP Continuous improvement process 持續改善過程Classification整理(sorting, organization)-seiriCleanliness清掃(sweeping, purity)-seisoConfidence 信心Conformity合格Conservation清洁(cleaning, cleanliness)-seiktsuContinuous sampling plan連續型抽樣計劃COQ Cost of Quality (品質成本)Core value核心价值Corporate culture 公司文化cosmetic inspection standard 外觀檢驗規範CP capability index 能力指數CPI capability process index 模具製程能力參數CPK Process Capability Index (制程能力指數)CR Critical 極嚴重的CTC Critical To Cost (關鍵成本)CTN Carton 卡通箱CTQ Critical To Quality (關鍵品質)Culture教養(discipline)-shitsukeD/C Drawing ChangeD/C Date Code 生產日期碼Date code裝機日期DC Design Center 設計中心DCC delivery control center 交貨管制中心DCC D ocument Control Center 資料控制中心Decision 決心defective product box不良品箱defective product/non-good parts 不良品defective products, not up-to-grade products 不良品delivery, to deliver 交貨deputy manager=vice manager 副理deputy/vice supervisor副課長DFMEA Design Failure Mode Effect Analysis (設計失效模式效應分析)DIA Diameter 直徑DIM Dimension 尺寸DMAIC Define,Measure,Analyse,Improve,Control (定義,測量,分析,改善,控制)Document center (database center) 資料中心DOE Design of Experiment(實驗設計)DPMO Defect per Million Opportunity(在每百万個產品中出現壞品的機會) DPU Defect per Unit (在每單位產量中平均缺點數)DQA Design Quality Assurance 設計品質保證DWG Drawing 圖面ECN Engineering Change Notice 工程更改通知單ECN Engineering Change Notice 工程變更通知(供應商)ECO Engineering Change Order 工程改動要求(客戶)Education and Training教育訓練Electrical Magnetic Interference 電子干扰E-MAIL Electrical-Mail 電子郵件EMC Electro Magnetic Compatibility 電磁兼容EMI Electrical-Music Industry 電子音樂工業工程管制系統Engineering control systemEngineering Standard 工程標準ES Engineer standard 工標FAA first article assurance 首件確認FAI first article inspection 新品首件檢查finished product成品FMEA Failure Modes and Effects Analysis 失效模式與效應分析FOUR CONTROL SYSTEM 四大管制系統FPIR F irst Piece Inspection Report 首件檢查報告FQC Final Quality Control最終質量控制FQC final quality control 終點品質管制人員general manager總經理good product/accepted goods/ accepted parts/good parts 良品GR&R Gauge Repeatability& Reproducibility (測量的可重覆性和再現性) group leader組長GRR Gauge Reproductiveness & Repeatability 量具之再生性及重現性判斷GS General Specification 一般規格I/O input/output 輸入/輸出IBSC Internet Business Solution Center(國際互聯網應用中心)ID/C Identification Code (供應商)識別碼IE Industrial Engineering 工業工程Inspection檢驗Integration 融合International Standardization Organization 國際標準化組織International Workman Standard 工藝標準IPQC Incoming Process Quality Control 來料過程質量控制IQC Incoming Quality Control 來料質量控制IQC Checklist IQC 檢查報告/檢查表IS Inspection Specification 成品檢驗規範ISO International Organization for Standardization 國際標准化組織L/N Lot Number 批號S/N Series Number 系列號, 流水號LAB Laboratory 實驗室Limited use限制使用line leader線長Love 愛心LRR Lot Reject Rate 批退率Ma Major主要缺陷MAJ Major 主要的Management control system 經營管制系統Manufacturing control system 生產管制系統MC M aterial Control 物料控制Mi次要缺陷MIN Minor 輕微的MO Manufacture Order 生產單Model型號MQA Manufacture Quality Assurance 製造品質保證MRB Material Review Board 物料評審委員會MRB Material Review Board (物料評審委員會)MRP Material Requirement Planning 物料需計劃MSA Measurement System Analysis(測量系統分析)N Number 樣品數N/A Not Applicable 不適用NG Not Good 不行,不合格NMP Nokia Mobile Phones(諾基亞移動電話) Nonconformance不符合Nonconformity 不合格normal inspection正常檢驗OCAP Out of Control Action Plan(不受控對應計劃)OEM Original Equipment Manufacture 原設備製造OP Operation Procedure 運作程序operator作業員OQA output quality assurance 出貨質量保證人員OQC output quality control 最終出貨品質管制人員Orientation方向ORT Outgoing Reliability Test(出貨可靠性測試)OS Operation System 作業系統P/N Part Number 零件編號P/O Purchasing Order 採購單P/P Plans & ProcedurePainting 烤漆(廠)PAL Pallet/skid 棧板PAR Prevention Action Report (預防措施報告)PAT professional aging test(專業壽命試驗)PCC Product control center 生產管制中心PCN Process Change Notice 工序改動通知PCs Pieces 個(根,塊等)PD Production Department 生產部PDCA Plan,Do,Check,Action (計劃、執行、檢查、改善)PE Production Engineering DEPT. 生產工程部PFMEA Process Failure Mode Effect Analysis(工序失效模式效應分析) PMC Production Material Control DEPT. 生產計劃物料控制部PMC Production & Material Control 生產和物料控制PMP Product Management Plan 生產管制計劃PO Purchasing Order 采購訂單POC passage quality control 段檢人員poor incoming part來料不良poor processing制程不良POP Procedure of packaging 包裝程序position職務PP Pilot Production( 試產)PPC Production Plan Control 生產計劃控制PPM Percent Per Million 百萬分之一PPM Part Per Million 百萬分之一PRB Production Review Board 生產評審委員會PRB(Product Review Board (生產評審委員會)president董事長Progress 進步proposal improvement/creative suggestion 提案改善PRS Pairs 雙(對等)PS P ackage Specification 包裝規範Q/R/S Quality/Reliability/Service 品質/可靠度/服務QA Quality Assurance 質量保證QC Q uality Control 品質管制(課)QCC Quality Control Circle 品質圈/QC小組QD Quality Department (品管部)QE Quality Engineering 品質工程(部)QI Quality Improvement 品質改善QIT Quality Improvement Team 品質改善小組QM Quality Manual 質量手冊QP Quality Plan 質量計劃QP Quality Policy 目標方針QR Quality Record 質量記錄QSE Quality System Engineering 品質系統工程QTY Q uantity 數量qualified products, up-to-grade products 良品Quality control system 品質管制系統R&D Research and Development DEPT. 研究發展部R&D Research & Design 設計開發部Re Reject (拒收)reduced inspection減量(放松)檢驗Regulation整頓(arrangement, tidiness)-seitonREJ Reject 拒收Reject拒收Responsibility責任Revise更改Rework返工RFI Read Frequency Input 讀頻輸入RMA Return Material Authorization 退料認可RTC Reliability Test Center(可靠性試驗測試中心)S/S Sample size 抽樣檢驗樣本大小Safety安全sample size樣本大小Sampling抽樣sampling plan抽樣計劃Save節約Screening inspection全檢(篩選)SEF Sample Evaluation Form 零(部)件確認表semi-finished product半成品SFMEA System Failure Mode Effect Analysis(系統失效模式效應分析) SIP Standard Inspection Procedure 製程檢驗標準程序SOP Standard Operation Procedure 製造作業規範Sort揀貨SPC Statistical proecss control (統計制程/過程控制)SPEC Specification 規格special assistant特助SQA Strategy Quality Assurance 策略品質保證SQC Statistical Quality Control 統計品質管制SQE Supplier Quality Engineer (供應商品質工程師)SSQA Sales and service Quality Assurance 銷售及服務品質保證SSQA standardized supplier quality audit 合格供應商品質評估Stamping 沖壓(廠)statistics統計supervisor 課長、主管SWR S pecial Work Request 特殊工作需求T M ini-Tower 立式(機箱)T/P True Position 真位度TBA To Be Assured 待定,定缺Technological exchange and study 技術交流研習會Technology and Development Committee 技術發展委員會tightened inspection加嚴檢驗Time to market 及時切入生產Time to money及時大量交貨Time to volume 及時大量生產to control管制to return delivery to. to send delivery back to return of goods 退貨TPM Total Production Maintenance 全面生產保養TQC total quality control全面質量管理TQM Total Quality Management 全面品質管理UAI Use As It 特采variables計量(型)Variables sampling plan計量型抽樣計劃VAT Volume aging test(量產壽命試驗)Viewing Distance觀測距離Viewing Time觀測時間VPQCT Volume Production Quality Control Test(量產品質控制測試) WAI Waive(讓步放行)WDR Weekly Delivery Requirement 周出貨要求WI Working Instruction 作業指導書WI Work Instruction(作業指導書)ZD Zero Defect 零缺點5.物料名稱(FIC)英文中文back cap(喇叭)後蓋1/2" stationery tape (clear)1/2" 透明膠紙1/8" masking tape1/8" 皺紋膠紙2" OPP packing tape (clea2" 透明膠紙4 pole4極(銅針)diode二極管trifilar三支線top cabinet上殼、面殼tab小垂片pinion 小齒輪hardware五金件washer介子/華司inner carton內卡通箱inner tray box內托盒inner card內咭紙Hex wrench六角扳手stopper for cable分線膠chloroform化膠水(哥羅芳)tie扎線cable tie扎線帶holder支架date code label日期序號貼紙wooden box木箱crystal inlay水晶銘牌transformer火牛charger充電座flange 凸緣carton卡通箱variable resistor可變電阻master carton外卡通箱pouch布袋,皮袋carton paper平卡/刀卡twin cable (T)平行線Flat Plane Speaker平面喇叭corrugated paper瓦楞紙leather cushion皮耳套leatherette bag皮革袋leather headband皮頭帶omnidirectional electret全指向性駐極體電容咪condenser MICprint information印字資料strain relief老鼠尾earhook耳機掛鉤earphone housing耳機殼housing耳機殼headphone housing耳機殼headphone cover耳機蓋headphone arm耳機臂headphone arm inner cove耳機臂內蓋self-tapping screw自攻螺絲polyethylene孖力士 (聚乙烯)aniso ferrite magnet异方磁鐵blister吸塑clamp夾子clip夾仔bar杆waterproof gauze防水紗布fixed resistor固定電阻solid resistor固定電阻timer定時器bottom cabinet底殼insulation tube油布通bubble bag泡泡袋metal grill金屬面網plate金屬鐵片/正負极連體電池片之金屬片non-migration非移行性fuse保險管warranty card保證咭Mic. boom rear cabinet咪桿底殼Mic. boom front cabinet咪桿面殼Mic. boom assembly咪桿組件button按鈕moveable stopper活動分線膠voice coil音圈card咭紙transistor原子粒(三极管)natural原色的parts for adaptor振音器(插頭)配件vibration plate振動板speaker mylar 振膜mylar speaker振膜喇叭sponge海棉sponge piece海棉塊sponge sheet海棉塊sponge earpad海綿球gauze紗布cone speaker 紙盆喇叭coil paper紙筒gift box彩盒push knob推鈕raft cable排線rotate sliding arm旋轉滑動臂yoke軛鐵\底碟scotch tape透明膠紙silica gel cushion硅膠耳套grill paper喇叭絨紙plastic grill喇叭網(塑膠) speaker cover喇叭蓋speaker holder喇叭膠圈chassis插件(PCBA) jack插座cable插線plug插頭/銅針crystalloid晶振crystal晶體cabinet殼light-emitting diode (LED發光二極管polyfoam發泡膠iso ferrite magnet等方磁鐵felt paper絨紙damping paper絨紙(調音紙) label貼紙shaft軸bearing軸承bush軸套switch開關制Integrated Circuit集成電路(IC) black gauze黑紗布slide switch滑動開關cosmetic piece裝飾件cosmetic piece裝飾件cosmetic ring裝飾環jumper wire跳線battery電池cell電池battery contact terminal電池片battery terminal電池片battery door/compartment電池門resistor電阻capacitor電容inductor電感cord電線motor電機pad墊magnet磁鐵cap蓋類manual說明書tact switch輕觸開關hinge鉸鏈pin銅針copper ring銅圈ring銅圈inlay銘牌nameplate銘牌slingshot彈弓coiled twin (CT)彈弓平行線coiled single (CS) cable彈弓圓線spring piece彈片spring彈片/彈簧Helix cable彈簧線sign標識牌heat-shrinkable tube熱收縮膠通cord tube線筒PVC sheet膠片compound膠料adhesive tape膠紙PVC box膠盒PE bag膠袋plastic headband膠頭帶metal pin銷釘electret condenser microph駐極體電容咪gear齒輪group wire導電束線stopper擋塊lase unadulterated label激光防偽貼紙steel bead鋼珠steel headband鋼頭帶headband頭帶headband clip頭帶夾headband fittings頭帶配件headband running spindle頭帶轉動軸varistor壓敏電阻nut螺母thread螺紋screw螺絲adapter轉換插頭/適配器/火牛spindle轉軸spindle cover轉軸套spindle cover轉軸蓋bifilar雙支線double sponge oval雙貼海棉球eyelet雞眼iron button鐵扭扣(日本線)nail鐵釘iron wire鐵線velcro魔術貼bit鑽嘴Printed Circuit Board (PCB)印刷線路板Printed wired board(PWB)6.實用句型The purpose of the test is, with and without transport carton, to demonstrate a minimum degree of robustness on the product itself and the corresponding packaging.The aim of this test is to measure the strength of the cable and connector in conditions similar to what an average user may experience when accidentally mishandling the product.This test aims to measure the durability of the product under shipping conditions.測試的目的是…..Perform preliminary visual and functional inspection on the test units.對…進行….檢驗.Check the function, cosmetics, and packaging of UUT before performing the test,進行測試…….Run salt fog test under the conditions specified above.進行測試…….The measurement is carried out for each polarity of the EUT.進行檢測…….Intermediate measurement means that an electrical performance check will be carried out.進行檢測…….Where the product under test is classified as non-voice (e.g. TAD) the test shall be conductedby first recording the pseudo speech signal and then replaying them to line in theremote replay or OGM mode.進行測試…….Testing of electrical parameters includes, but not limited to, the following:包括,但不限於…Other product groups - To be agreed between the manufacturer and Doro Quality on a case by case basis.具體情況具體分析 (個別情況個別考慮?)The following test conditions are applied.按以下的條件進行測試.Visual inspection must be carried out under the following conditions:按以下的條件進行…Product should be mechanically and functionally normal after test.Product function and cosmetics should be normal after testing.功能及外觀應正常..After the test, the electrical and acoustical characteristic, function, and cosmetics of the UUT shouldbe normal.電氣、電聲特性,功能及外觀….Mechanical parts should be functional and unbroken without any deformation.…應當功能正常,無損壞...Judgment Criteria:1. Character & symbol printing and spraying should not peel off.文字及圖案….不可脫落。
自测试方案

CONVEX 1.25G OEO自测试方案北京东科展望电子技术有限公司目录1概述 (3)1.1.测试说明 (3)1.2.被测OEO设备概况 (3)1.3.测试仪表 (3)1.4.测试依据 (4)1.5.测试时间、地点及人员 (4)2设备光特性测试 (5)2.1设备机械和电气参数 (5)2.2中心波长 (6)2.3平均发送光功率 (7)2.4-20dB谱宽测试(SLM激光器) (8)2.5边模抑制比 (9)2.6接收灵敏度 (10)2.7饱和度 (11)3SDH接口测试 (12)3.1S DH接口速率种类测试 (12)4以太网业务接口测试 (13)4.1F E接口测试(数据网络分析仪测试互通) (13)4.2G E接口测试 (14)1概述1.1. 测试说明1.本次测试的目的在于研究OEO技术和现有的OEO设备的技术特点。
2.本设备测试方案主要参考ITU-T的标准和国内行业标准,结合现网的需求和目前OEO设备的技术现状等制定。
3.本次测试的重点在于OEO设备接口的光学参数、业务接口功能和应用能力、可靠性等方面。
具体的测试方法、指标要求均参考ITU-T 、IEEE等国际标准、国内相关标准以及相关的广泛承认的国外标准或企业标准。
4.对于被测设备所具有的特殊功能,如果本方案未涉及,可以作为附加测试项目进行测试。
1.2. 被测OEO设备概况1.3. 测试仪表1.4. 测试依据本次测试主要依据G.695,结合目前主流设备的技术现状和现网的需求,测试重点在于主通道接口和OEO的光学参数、业务接口功能、应用能力、网络管理和可靠性等方面。
对于业务接口的测试,主要依据ITU-T G.703、707、IEEE 802.3、802.3u、802.3z等国际标准、YD/T877-1996、YD/T767-1995等国内标准以及相关的广泛承认的国外标准或企业标准,如S390的ESCON接口规范等。
其他方面的测试,如可靠性、电磁兼容性等也是依据相关的国际和国内标准和现网运营的需求制定的。
高尔斯泵安装、操作和维护手册 Model HT 3196 i-FRAME说明书

安装、运行及维护手册
Model HT 3196 i-F.................................................................................................................................................................4 安全.....................................................................................................................................................................................4 安全警示等级...............................................................................................................................................................4 环境安全........................................................................................................................................................................4 用户健康与安全...........................................................................................................................................................5 易爆环境中防爆产品的安全规定...........................................................................................................................7 产品认证标准..................................................................................................................................................................8 CSA 合格证书..................................................................................................................................................................9 产品保修.........................................................................................................................................................................11
HT-69020NP-0, HT-69030NP-0 Duct Probe RH Transmitt

HT-69020NP-0, HT-69030NP-0 Duct Probe RHTransmitter Installation GuideIntroductionThe HT-69 Series Duct Probe Relative Humidity (RH)Transmitters use a highly accurate and reliable thermosetpolymer-based capacitance humidity sensor and state-of-the-art digital linearization and temperature-compensated circuitry to monitor humidity levels in a duct. The humidity sensor is encapsulated in a 60 micron HDPE filter at the end of a 9 in. (230 mm) stainless steel (S/S) probe and a compact enclosure.Figure 1: HT-69 Duct Probe RH Transmitter DimensionsFigure 2: Dimensions of the HT-69 Duct Probe RH Transmitter*241102556A*Part No. 24-11025-56 Rev. A2022-11-11MountingThe transmitter installs directly into any air duct with a minimum width or diameter of 10 in. (25.5 cm).-Select a suitable installation area in the middle of the duct wall.-To achieve the best reading, do not place in an area where air stratification may be present.-Mount the sensor at least 5 ft. (1.5 m) in either direction from elbows, dampers, filters, or other duct restrictions.-Avoid areas that expose the transmitter to vibrations or rapid temperature changes.To install the transmitter, complete the following steps:1.When you select a suitable spot, drill a 0.6 in. (15mm) to 0.75 in. (20 mm) hole for the probe.2.Slide the probe into the drilled hole until the enclosure is flush against the duct. The airflow direction is not important.3.Secure the enclosure to the duct with two No. 10 x 1 in. (25 mm) self-tapping screws (not provided).4.Tighten the screws until the enclosure is tight against the duct so that there is no movement of the enclosure. A foam gasket on the back of the enclosure provides a tight seal against any air leaks. See Step 1 in Figure 3.5.The enclosure includes a hinged cover with a latch.To open the cover, pull slightly on the latch on the right side of the enclosure. At the same time, pull on the cover as shown in Step 2 of Figure 3.6.A 0.5 in. NPT threaded connection hole is in the bottom of the enclosure. Screw the EMT or cable gland connector into the threaded connection holeuntil tight. See Step 3 in Figure 3.Note: Preferably use weatherproof EMT or cable gland fittings. The E-style enclosure includes 0.5 in. NPT to M16 thread adaptor and cable gland fitting.7.Make wire connections as shown in the wire diagram in Wiring .8.Swing the door closed until it securely latches. For added security, install the two provided screws in the integrated screw tabs. See Step 4 of Figure 3.Wiring•Deactivate the 24 VAC/DC power supply before you make all connections to the device to prevent electrical shock or equipment damage.•Use 14 AWG to 22 AWG shielded wiring for allconnections and do not locate the device wires in the same conduit with wiring that supplies inductive loads such as motors. Make all connections in accordance with national and local codes.•Pull at least 6 in. (15 cm) of wire into the enclosure,then complete the wiring connection according to the wire diagram for the applicable power supply and output signal type. See Figure 4.•Place the output switch in the required position to select the required signal output type (mA or VDC), as shown in Step 2 of Figure 4. The factory default setting is 4 mA to 20 mA.•If you select mA, no further output set up is required.If you select VOLT output as shown in Figure 5, place the voltage output switch to the required span position,that is 10 VDC = 0 VDC to 10 VDC. The factory default setting is 0 VDC to 10 VDC. See Step 1 of Figure 4.•Connect the DC positive or the AC voltage hot side to the PWR terminal. For voltage output or AC power,connect the supply common to the COM terminal.The device is reverse voltage-protected and does not operate if you connect it backwards. The device contains a half-wave power supply so the supplycommon is the same as the signal common. See Step 3of Figure 4.•The analog output is available on the OUT terminal.Check the controller Analog Input to determine the correct connection before you apply power as shown in Step 3 of Figure 4.Figure 3: Mounting the HT-69 Duct Probe RH TransmitterFigure 4: Wiring of the HT-60 Duct Probe TransmitterTechnical specificationsTable 1: HT-69020NP-0, HT-69030NP-0 Duct Probe RH Transmitter technical specificationsThe performance specifications are nominal and conform to acceptable industry standards. For application at conditions beyond these specifications, consult the local Johnson Controls office. Johnson Controls shall not be liable for damages resulting from misapplication or misuse of its products.Product warrantyThis product is covered by a limited warranty, details of which can be found at / buildingswarranty.Software termsUse of the software that is in (or constitutes) this product, or access to the cloud, or hosted services applicable to this product, if any, is subject to applicable end-user license, open-source software information, and other terms set forth at /techterms. Your use of this product constitutes an agreement to such terms. PatentsPatents: https://Single point of contactContact informationContact your local branch office: /locationsContact Johnson Controls: /contact-us© 2022 Johnson Controls. All rights reserved. All specifications and other information shown were current as of document revision and。
ASTM D 1475-98(2003). Standard Test Method for Density of Liquid Coatings, Inks and Related Products

Designation:D 1475–98(Reapproved 2003)Standard Test Method ForDensity of Liquid Coatings,Inks,and Related Products 1This standard is issued under the fixed designation D 1475;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon (e )indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope1.1This test method covers the measurement of density of paints,inks,varnishes,lacquers,and components thereof,other than pigments,when in fluid form.1.2For higher precision when working with nonpigmented materials (drying oils,varnishes,resins and related materials),Test Method D 1963can be used to determine specific gravity and,thence,density.1.3The values stated in SI units are to be regarded as the standard.The values given in parentheses are for information only,1.4This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.A specific precau-tion statement is given in 8.1.1.1.2.Referenced Documents 2.1ASTM Standards:2D 1193Specification for Reagent WaterD 1963Test Method for Specific Gravity of Drying Oils,Varnishes,Resins and Related Materials at 25/25°CD 4052Test Method for Density and Relative Density of Liquids by Digital Density MeterE 180Practice for Determining the Precision of ASTM Methods for Analysis and Testing of Industrial and Spe-cialty ChemicalsE 691Practice for Conducting an Interlaboratory Study to Determine the Precision of a Test Method 3.Terminology 3.1Definitions:3.1.1density —the mass of a unit volume of a material at a specified temperature.In this method,it is expressed as the weight in grams per millilitre,or as the weight in pounds avoirdupois of one U.S.gallon,of the liquid at the specified temperature;in the absence of other temperature specification,25°C is assumed.3.1.2specific gravity (relative density)—the ratio of the mass of a unit volume of a material at a stated temperature to the mass of the same volume of distilled water at the same temperature.4.Summary of Test Method4.1The accurately known absolute density of distilled water at various temperatures (Table 1)is used to calibrate the volume of a container.The weight of the paint liquid contents of the same container at the standard temperature (25°C)or at an agreed-upon temperature is then determined and density of the contents calculated in terms of grams per millilitre,or pounds per gallon at the specified temperature.5.Significance and Use5.1Density is weight per unit volume.It is a key property in the identification,characterization,and quality control of a wide range of materials.Density measurements in terms of weight per gallon are commonly used to check paint quality.If the density is not within specification,there is a good chance that there was a mischarge or other serious problem.5.2This test method is suitable for the determination of density of paint and related products and components when in liquid form.It is particularly applicable when the fluid has too high a viscosity or when a component is too volatile for a density balance determination.5.3This test method provides for the maximum accuracy required for hiding power determinations.It is equally suitable for work in which less accuracy is required,by ignoring the directions for recalibration and consideration of temperature differentials,and using as the container a “weight-per-gallon”cup.5.4Automatic equipment for measuring density is available (see Test Method D 4052)from several manufacturers.Such apparatus has been used for resins and latices as well as for oils and solvents.Before such equipment is used for a given1This test method is under the jurisdiction of ASTM Committee D01on Paint and Related Coatings,Materials,and Applications and is the direct responsibility of Subcommittee D01.24on Physical Properties of Liquid Paints and Paint Materials.Current edition approved Dec.1,2003.Published December 2003.Originally approved in st previous edition approved in 1998as D 1475–98.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.1Copyright ©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Copyright by ASTM Int'l (all rights reserved); Thu Aug 31 22:21:04 EDT 2006Reproduction authorized per License Agreement with Peter L Ferguson (Fast Track Site Services);product,results must be checked very carefully.Particularly with paints,inks,and resins,there are possibilities of gum-ming,fouling,and other interferences with operation.6.Interferences6.1Highly viscous materials may entrap air and give erroneous low density values.6.2Paint or ink liquids may be trapped in the ground glass or metal joints of the pieces of apparatus and give erroneous,high density values.7.Apparatus7.1Cup or Pycnometer —Any metal weight-per-gallon cup or glass pycnometer may be used,provided that it may be filled readily with a viscous liquid,adjusted to exact volume,covered to exclude loss of volatile matter,and readily cleaned.N OTE 1—For materials that contain solvents that evaporate rapidly,a glass pycnometer of the weld type,with a narrow stopper and a cover should be used.7.2Thermometers ,graduated in 0.1°C,such as are supplied with glass pycnometers.7.3Constant-Temperature Bath ,held at 2560.1°C is desirable.7.4Laboratory Analytical Balance .N OTE 2—The usual weight-per-gallon cup and similar specialized pycnometers may have filled weights that exceed the capacity of the usual laboratory analytical balance.In such cases,use of a hanging pan,triple-beam balance,with scales graduated to 0.01g has been found to provide results the mean of which was consistent with the overall precision and accuracy of the method.7.5Desiccator and Desiccated Balance ,or a room of reasonably constant temperature and humidity are desirable.8.Calibration of Cup or Pycnometer8.1Determine the volume of the container at the specified temperature by employing the following steps:8.1.1Clean and dry the container and bring it to constant weight.Chromic acid (see 8.1.1.1)or other effective glass cleaner and nonresidual solvents may be used with glass containers and solvents with metal containers.For maximum accuracy,continue rinsing,drying,and weighing until the difference between two successive weighings does not exceed0.001%of the weight of the container.Fingerprints on the container will change the weight and must be avoided.Record the weight,M ,in grams.8.1.1.1Warning —Chromic acid cleaning solution is corro-sive to skin,eyes and mucous membranes and can cause severe burns.Avoid contact with eyes,skin or clothing.In making dilute solution,always add acid to water with care.Chromic acid cleaning solution is a strong oxidizer.Avoid contact with organic or reducing substances as a fire could results.See supplier’s Material Safety Data Sheet for further information.Other cleaners are much safer and may be equally effective.8.1.2Fill the container with reagent water conforming to Type II of Specification D 1193at a temperature somewhat below that specified.Cap the container,leaving the overflow orifice open.Immediately remove excess overflowed water or water held in depressions by wiping dry with absorbent material.Avoid occluding air bubbles in the container.8.1.3Bring the container and contents to the specified temperature using the constant-temperature bath or room if necessary.This will cause further slight flow of water from the overflow orifice due to the expansion of the water with the rise of the temperature.8.1.4Remove the excess overflow by wiping carefully with absorbent material,avoiding wicking of water out of orifice,and immediately cap the overflow tube where such has been provided.Dry the outside of the container,if necessary,by wiping with absorbent material.Do not remove overflow that occurs subsequent to the first wiping after attainment of the desired temperature (Note 3).Immediately weigh the filled container to the nearest 0.001%of its weight (Note 4).Record this weight,N ,in grams.N OTE 3—Handling the container with bare hands will increase the temperature and cause more overflow from the overflow orifice,and will also leave fingerprints;hence,handling only with tongs and with hands protected by clean,dry,absorbent material is recommended.N OTE 4—Immediate and rapid weighing of the filled container is recommended here to minimize loss of weight due to evaporation of the water through orifices,and from overflow subsequent to the first wiping after attainment of temperature where this overflow is not retained by a cap.8.1.5Calculate the container volume as follows:V 5~N 2M !/r(1)where:V =volume of container,mL,N =weight of container and water,g (8.1.4),M =weight of dry container,g (8.1.1),andr =absolute density of water at specified temperature,g/mL (see Table 1).8.1.6Obtain the mean of at least three determinations.9.Procedure9.1Repeat the steps in Section 8,substituting the sample for the reagent water and a suitable nonresidual solvent for the acetone or alcohol (see Note 5).Record the weight of the filled container,W ,and the weight of the empty container,w ,in grams.N OTE 5—Trapping of paint or ink liquids in ground glass or metal joints is likely to result in high values of density that appear to increase with theTABLE 1Absolute Density of Water,g/mL°C Density 150.999127160.998971170.998772180.998623190.998433200.998231210.998020220.997798230.997566240.997324250.997072260.996811270.996540280.996260290.995972300.995684viscosity and density of the material;such errors should be minimized by firm seating of the joints.N OTE6—Trapping of air bubbles results in low values for density.The tendency to trap air increases with increasing viscosity.Specimens should not be tested if they contain bubbles or foam.Slow stirring,standing,or the application of a vacuum may remove bubbles.If these do not work,a dilution may be necessary(see Appendix X1).9.2Calculate the density in grams per millilitre as follows:D m5~W2w!/V(2) where:D m=density,g/mL.9.3Calculate the density in pounds per gallon as follows:D5~W2w!K/V(3) where:D=density,lb/gal,K=8.3454(Note7),andV=volume of container,mL(see8.1.6).N OTE7—The factor K,8.3454,is calculated from volume-weight relationship as follows:8.345404=[(2.54)3A3(231.00)B]/(453.59237)CA(2.54)3is the conversion factor for millilitres to cubic inches.B231.00is the conversion factor for cubic inches to gallons.C453.59237is the conversion factor for grams to pounds.10.Report10.1In reporting the density,state the test temperature to the nearest0.1°C,the units,and the value calculated to three places (for example,D=x.xxx lb/gal at25°C);state the mean,the range,and the number of replicate determinations.11.Precision and Bias11.1Paints—The precision estimates are based on an inter-laboratory study in which one operator in each of six different laboratories analyzed in duplicate on two different daysfive samples of paint ranging in density from8.5to12.5lb/gal.The results were analyzed statistically in accordance with Practice E180.The within-laboratory coefficient of variation was found to be0.20%relative with25df and the between-laboratory coefficient of variation was0.61%relative with20df.Based on these coefficients,the following criteria should be used for judging the acceptability of results at the95%confidence level:11.1.1Repeatability—Two results,each the mean of dupli-cate determinations,obtained by the same operator on different days should be considered suspect if they differ by more than 0.6%relative.11.1.2Reproducibility—Two results,each the mean of du-plicate determinations,obtained by operators in different labo-ratories should be considered suspect if they differ by more than1.8%relative.11.2Inks—A separate interlaboratory study of this test method was carried out for inks.In this study,one operator in each of seven laboratories made three determinations on four different paste ink samples.Paste inks were chosen because their viscosities are high and they would be expected to provide a difficult test for the method.The inks represented a density range of8.4to8.9lb/gal and exhibited viscosities ranging from a very soft news black to a relatively heavy sheet-fed offset ink. The results were analyzed statistically in accordance with Practice E691.The within-laboratory standard deviation was 0.030lb/gal and the pooled laboratory standard deviation was 0.045lb/gal.Based on these values,the following criteria should be used for judging the acceptability of results at the 95%confidence level:11.2.1Repeatability—Two results obtained by the same operator should be considered suspect if they differ by more than0.084lb/gal(1%).11.2.2Reproducibility—Two results obtained by operators in different laboratories should be considered suspect if they differ by more than0.125lb/gal(1.5%).11.3Bias(Paint and Inks)—Since there is no accepted reference material,bias cannot be determined.12.Keywords12.1density;pycnometer;weight per gallon;weight per gallon cupAPPENDIXES(Nonmandatory Information)X1.DILUTING OF A MATERIAL TO IMPROVE AIR RELEASE X1.1To reduce viscosity and improve air release,a knownweight of a material that traps air may be diluted with a knownweight of a solvent or another diluent of known density.Aftercareful blending to achieve homogeneity and release air,thedensity of the diluted material is measured by the techniquedescribed in this test method.The following equation may beused to calculate the density of the original material:D o5W oW o1W dD d12W dD d2(X1.1)where:D o=density of original material,D d1=density diluted measured in test,D d2=density diluent,W o=original weight,andW d=diluentweight.X2.CENTRIFUGING OF MATERIAL TO REMOVE EXCESS AIRX2.1To reduce the variation in the density method,air is removed from the specimen by centrifuging the material,resulting in greater homogeneity between replicates.This greatly improves reproducibility and repeatability and results in slightly higher density readings.X2.2ApparatusX2.2.1Centrifuge ,capable of a maximum of 4000r/min 3,X2.2.2Standard Density Cup ,X2.2.3Thermometer .X2.3ProcedureX2.3.1Fill the centrifuge tube to the top (approximately 150%of the density cup volume),adjust to the recommended temperature of 25°C 61.Place the tube in the centrifuge.X2.3.2Turn on the centrifuge and set the speed control to 2/3power to attain a speed of 2700to 3000r/min.X2.3.3Continue to run for 15to 20s,stop the centrifuge,applying the brake as needed.X2.3.4Pour off the top foam layer.X2.3.5Transfer the specimen to a calibrated density cup and follow the procedure under Section 9.X2.4Precision and BiasAn interlaboratory study in one company showed that the centrifuge procedure resulted in a 2-fold improvement in repeatability and reproducibility,as well as better accuracy.X2.4.1Repeatability —Two results obtained by the same operator should be considered suspect if they differ by more than 0.0054g/mL (0.045lb/gal).X2.4.2Reproducibility —Two results obtained by operators in different laboratories should be considered suspect if they differ by more than 0.0080g/L (0.067lb/gal).ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().3The centrifuge used in this study was a DynacII.。
瀚斯宝丽使用说明

第 3 章:输入文本 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
文本输入方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 使用 (QWERTY) 键盘输入文本 . . . . . . . . . . . . . . . . . . . . . . . . . . 18 使用符号 / 数字模式 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
硬件连接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 电脑连接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 存储卡 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 附件连接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 软件连接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 浏览器 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Wi-Fi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 蓝牙 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 虚拟专用网 (VPN) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 27 27 28 29 29 30 30 30
BSENISO17638-2016焊缝的无损检验.磁粒子检验
EUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORM EN ISO 17638 November 2016ICS 25.160.40 Supersedes EN ISO 17638:2009English VersionNon-destructive testing of welds - Magnetic particletesting (ISO 17638:2016)Contrôle non destructif des assemblages soudés - Magnétoscopie (ISO 17638:2016) Zerstörungsfreie Prüfung von Schweißverbindungen - Magnetpulverprüfung (ISO 17638:2016)This European Standard was approved by CEN on 2 October 2016.CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the CEN-CENELEC Management Centre or to any CEN member.This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the CEN-CENELEC Management Centre has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Former Yugoslav Republic of Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and United Kingdom.EUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉE UR O PÉE N DE N O R M A L I SA T I O NE UR O PÄI SC HE S KO M I T E E FÜR N O R M UN GCEN-CENELEC Management Centre: Avenue Marnix 17, B-1000 Brussels© 2016 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.Ref. No. EN ISO 17638:2016 EBS EN ISO 17638:2016EN ISO 17638:2016 (E) 3European forewordThis document (EN ISO 17638:2016) has been prepared by Technical Committee ISO/TC 44 “Welding and allied processes” in collaboration with Technical Committee CEN/TC 121 “Welding and allied processes” the secretariat of which is held by DIN. This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by May 2017, and conflicting national standards shall be withdrawn at the latest by May 2017. Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. CEN [and/or CENELEC] shall not be held responsible for identifying any or all such patent rights. This document supersedes EN ISO 17638:2009. According to the CEN-CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Former Yugoslav Republic of Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and the United Kingdom. Endorsement noticeThe text of ISO 17638:2016 has been approved by CEN as EN ISO 17638:2016 without any modification.BS EN ISO 17638:2016ISO 17638:2016(E) Contents PageForeword (iv)1 Scope (1)2 Normative references (1)3 Terms and definitions (1)4 Safety precautions (1)5 General (1)5.1 Information required prior to testing (1)5.2 Additional pre-test information (2)5.3 Personnel qualification (2)5.4 Surface conditions and preparation (2)5.5 Magnetizing (2)5.5.1 Magnetizing equipment (2)5.5.2 Verification of magnetization (3)5.6 Application techniques (3)5.6.1 Field directions and testing area (3)5.6.2 Typical magnetic testing techniques (6)5.7 Detection media (9)5.7.1 General (9)5.7.2 Verification of detection media performance (9)5.8 Viewing conditions (10)5.9 Application of detection media (10)5.10 Overall performance test (10)5.11 False indications (10)5.12 Recording of indications (10)5.13 Demagnetization (11)5.14 Test report (11)Annex A (informative) Variables affecting the sensitivity of magnetic particle testing (13)Bibliography (15)© ISO 2016 – All rights reserved iiiBS EN ISO 17638:2016ISO 17638:2016(E)ForewordISO (the International Organization for Standardization) is a worldwide federation of national standards bodies (ISO member bodies). The work of preparing International Standards is normally carried out through ISO technical committees. Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of electrotechnical standardization.The procedures used to develop this document and those intended for its further maintenance are described in the ISO/IEC Directives, Part 1. In particular the different approval criteria needed for the different types of ISO documents should be noted. This document was drafted in accordance with the editorial rules of the ISO/IEC Directives, Part 2 (see /directives). Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. ISO shall not be held responsible for identifying any or all such patent rights. Details of any patent rights identified during the development of the document will be in the Introduction and/or on the ISO list of patent declarations received (see /patents).Any trade name used in this document is information given for the convenience of users and does not constitute an endorsement.For an explanation on the meaning of ISO specific terms and expressions related to conformity assessment, as well as information about ISO’s adherence to the World Trade Organization (WTO) principles in the Technical Barriers to Trade (TBT) see the following URL: /iso/foreword.html. The committee responsible for this document is ISO/TC 44, Welding and allied processes, Subcommittee 5, Testing and inspection of welds.This second edition cancels and replaces the first edition (ISO 17638:2003), which has been technically revised.Requests for official interpretations of any aspect of this document should be directed to the Secretariat of ISO/TC 44/SC 5 via your national standards body. A complete listing of these bodies can be found at .© ISO 2016 – All rights reservedBS EN ISO 17638:2016 INTERNATIONAL STANDARD ISO 17638:2016(E)Non-destructive testing of welds — Magnetic particle testing1 ScopeThis document specifies techniques for detection of surface imperfections in welds in ferromagnetic materials, including the heat affected zones, by means of magnetic particle testing. The techniques are suitable for most welding processes and joint configurations. Variations in the basic techniques that will provide a higher or lower test sensitivity are described in Annex A.This document does not specify acceptance levels of the indications. Further information on acceptance levels for indications may be found in ISO 23278 or in product or application standards.2 Normative referencesThe following documents are referred to in the text in such a way that some or all of their content constitutes requirements of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies. ISO 3059, Non-destructive testing — Penetrant testing and magnetic particle testing — Viewing conditions ISO 9934-1:2015, Non-destructive testing — Magnetic particle testing — Part 1: General principles ISO 9934-2, Non-destructive testing — Magnetic particle testing — Part 2: Detection media ISO 9934-3, Non-destructive testing — Magnetic particle testing — Part 3: Equipment3 Terms and definitionsFor the purposes of this document, the terms and definitions given in ISO 12707 and ISO 17635 apply. ISO and IEC maintain terminological databases for use in standardization at the following addresses:— IEC Electropedia: available at /— ISO Online browsing platform: available at /obp4 Safety precautionsSpecial consideration shall be given to toxic, inflammable and/or volatile materials, electrical safety and unfiltered UV radiation.Magnetic particle testing often creates high magnetic fields close to the object under test and the magnetising equipment. Items sensitive to these fields should be excluded from such areas.5 General5.1 Information required prior to testingPrior to testing, the following items shall be specified (where applicable):a)specific test procedure;b)certification requirements for NDT personnel;© ISO 2016 – All rights reserved 1BS EN ISO 17638:2016ISO 17638:2016(E)extent of coverage;state of manufacture;testing techniques to be used;overall performance test;any demagnetization;acceptance level;action necessary for unacceptable indications.5.2 Additional pre-test informationPrior to testing, the following additional information can also be required:type and designation of the parent and weld materials;welding process;location and extent of welds to be tested;joint preparation and dimensions;location and extent of any repairs;post-weld treatment (if any);surface conditions.Operators may ask for further information that could be helpful in determining the nature of any indications detected.5.3 Personnel qualificationMagnetic particle testing of welds and the evaluation of results for final acceptance shall be performed by qualified and capable personnel. It is recommended that personnel be qualified in accordance with ISO 9712 or an equivalent standard at an appropriate level in the relevant industry sector.5.4 Surface conditions and preparationAreas to be tested shall be dry unless appropriate products for wet surfaces are used. It may be necessary to improve the surface condition, e.g. by use of abrasive paper or local grinding to permit accurate interpretation of indications.Any cleaning or surface preparation shall not be detrimental to the material, the surface finish or the magnetic testing media. Detection media shall be used within the temperature range limitations set by the manufacturer.5.5 Magnetizing5.5.1 Magnetizing equipmentGeneral magnetization requirements shall be in accordance with ISO 9934-1:2015, Clause 8. Unless otherwise specified, for example, in an application standard, the following types of alternating current-magnetizing equipment shall be used: electromagnetic yokes;© ISO 2016 – All rights reservedBS EN ISO 17638:2016ISO 17638:2016(E)b)current flow equipment with prods;c)adjacent or threading conductors or coil techniques.DC electromagnets and permanent magnets may only be used by agreement at the time of enquiry and order.The magnetizing equipment shall conform to ISO 9934-3.Where prods are used, precautions shall be taken to minimize overheating, burning or arcing at the contact tips. Removal of arc burns shall be carried out where necessary. The affected area shall be tested by a suitable method to ensure the integrity of the surface.5.5.2 Verification of magnetizationFor the verification of magnetization, see ISO 9934-1:2015, 8.2.For structural steels in welds, a tangential field between 2 kA/m to 6 kA/m (r.m.s.) is recommended. The adequacy of the surface flux density shall be established by one or more of the following methods: a)by testing a representative component containing fine natural or artificial discontinuities in the least favourable locations;b)measurement of the tangential field strength as close as possible to the surface using a Hall effect probe; the appropriate tangential field strength can be difficult to measure close to abrupt changes in the shape of a component or where flux leaves the surface of a component;c)calculation of the approximate current value in order to achieve the recommended tangential field strength; the calculation can be based on the current values specified in Figure 5 and Figure 6;d)by the use of other methods based on established principles.Flux indicators (i.e. shim-type) placed in contact with the surface under test provide a guide to the magnitude and direction of the tangential field strength, but should not be used to verify that the tangential field strength is acceptable.NOTE Information on b) is given in ISO 9934-3.5.6 Application techniques5.6.1 Field directions and testing areaThe detectability of an imperfection depends on the angle of its major axis with respect to the direction of the magnetic field. This is explained for one direction of magnetization in Figure 1.© ISO 2016 – All rights reserved 3BS EN ISO 17638:2016ISO 17638:2016(E)Keymagnetic field direction αangle between the magnetic field and the direction of the imperfection optimum sensitivity αmin minimum angle for imperfection detection reducing sensitivity αi example of imperfection orientationinsufficient sensitivity Figure 1 — Directions of detectable imperfectionsTo ensure detection of imperfections in all orientations, the welds shall be magnetized in two directions approximately perpendicular to each other with a maximum deviation of 30°. This can be achieved using one or more magnetization methods.Testing in only one field direction is not recommended but may be carried out if specified, for example, in an application standard.When using yokes or prods, there will be an area of the component in the vicinity of each pole piece or tip that will be impossible to test due to excessive magnetic field strength. This is usually seen as furring of particles.Care shall be taken to ensure adequate overlap of the testing areas as shown in Figure 2 and Figure 3.© ISO 2016 – All rights reservedBS EN ISO 17638:2016ISO 17638:2016(E)Dimensions in millimetresKeyd separation between the poles (yoke/prod )Figure 2 — Examples of effective testing area (shaded) for magnetizing with yokes and prods © ISO 2016 – All rights reserved 5BS EN ISO 17638:2016ISO 17638:2016(E)Keyeffective area overlap Figure 3 — Overlap of effective areas5.6.2 Typical magnetic testing techniquesMagnetic particle testing techniques for common weld joint configurations are shown in Figure 4, Figure 5 and Figure 6. Values are given for guidance purposes only. Where possible, the same directions of magnetization and field overlaps should be used for other weld geometries to be tested. The width of the flux current (in case of flux current technique) or of the magnetic flow (in case of magnetic flow technique) path in the material, d , shall be greater than or equal to the width of the weld and the heat affected zone +50 mm and in all cases, the weld and the heat affected zone shall be included in the effective area. The direction of magnetization with respect to the orientation of the weld shall be specified.© ISO 2016 – All rights reservedBS EN ISO 17638:2016 ISO 17638:2016(E)Dimensions in millimetresd ≥ 75b ≤ d/2β ≈ 90ºd1 ≥ 75b1 ≤ d1/2b2 ≤ d2 – 50d2≥ 75d1 ≥ 75d2 ≥ 75b1 ≤ d1/2b2 ≤ d2 − 50d1 ≥ 75d2 > 75b1 ≤ d1/2b2 ≤ d2 − 50Key1longitudinal cracks2transverse cracksFigure 4 — Typical magnetizing techniques for yokes© ISO 2016 – All rights reserved 7BS EN ISO 17638:2016 ISO 17638:2016(E)Dimensions in millimetresd ≥ 75b ≤ d/2β ≈ 90ºd ≥ 75b ≤ d/2d ≥ 75b ≤ d/2d ≥ 75b ≤ d/2Figure 5 — Typical magnetizing techniques for prods, using a magnetizing current prod spacing© ISO 2016 – All rights reservedBS EN ISO 17638:2016ISO 17638:2016(E)Dimensions in millimetres20 ≤ a ≤ 50 N ·I ≥ 8D 20 ≤ a ≤ 50 N ·I ≥ 8D20 ≤ a ≤ 50 N ·I ≥ 8DKeyN number of turns I current (r.m.s)a distance between weld and coil or cableFigure 6 — Typical magnetizing techniques for flexible cables or coils (for longitudinal cracks)5.7 Detection media5.7.1 GeneralDetection media may be either in dry powder form or magnetic inks in accordance with ISO 9934-2.5.7.2Verification of detection media performanceThe detection media used shall fulfil the requirements of ISO 9934-2.© ISO 2016 – All rights reserved9BS EN ISO 17638:2016ISO 17638:2016(E)Indications obtained with the medium to be verified shall be compared against those obtained from a medium having a known and acceptable performance. For this purpose, the reference indications may be real imperfections,photograph(s), andreplica(s).5.8 Viewing conditionsThe viewing conditions shall be in accordance with ISO 3059.5.9 Application of detection mediaAfter the object has been prepared for testing, the detection medium shall be applied by spraying, flooding or dusting immediately prior to and during the magnetization. Following this, time shall be allowed for indications to form before removal of the magnetic field.When magnetic suspensions are used, the magnetic field shall be maintained within the object until the majority of the suspension carrier liquid has drained away from the test surface. This will prevent any indications being washed away.Depending on the material being tested, its surface condition and magnetic permeability, indications will normally remain on the surface even after removal of the magnetic field due to residual magnetism within the part (mainly at the location of the poles). However, the presence of residual magnetism shall not be presumed and post evaluation techniques after removal of the prime magnetic field source are only permitted when a component has been proven by an overall performance test to retain magnetic indications.5.10 Overall performance testWhen specified, an overall performance test of the system sensitivity for each procedure shall be carried out on site. The performance test shall be designed to ensure a proper functioning of the entire chain of parameters including the equipment, the magnetic field strength and direction, surface characteristics, detection media and illumination.The most reliable test is to use representative test pieces containing real imperfections of known type, location, size and size-distribution. Where these are not available, fabricated test pieces with artificial imperfections or flux shunting indicators of the cross or disc or shim-type may be used.The test pieces shall be demagnetized and free from indications resulting from previous tests.NOTE It can be necessary to perform an overall performance test of the system sensitivity for each specific procedure on site.5.11 False indicationsFalse indications which may mask relevant indications can arise for many reasons, such as changes in magnetic permeability, very important geometry variation in, for example, the heat affected zone. Where masking is suspected, the test surface shall be dressed or alternative test methods should be used.5.12 Recording of indicationsIndications can be recorded in one or more of the following ways by using: description in writing;sketches;10 © ISO 2016 – All rights reservedBS EN ISO 17638:2016ISO 17638:2016(E)c)photography;d)transparent adhesive tape;e)transparent varnish for “freezing” the indication on the surface tested;f)peelable contrast coating;g)video recording;h)magnetic particle dispersion in an epoxy curable resin;i)magnetic tapes;j)electronic scanning.5.13 DemagnetizationAfter testing welds with alternating current, residual magnetization will normally be low and there will generally be no need for demagnetization of the object under test.If demagnetization is required, it shall be carried out using a defined method and to a predefined level. For metal cutting processes, a typical residual field strength value of H < 0,4 kA/m is recommended.5.14 Test reportA test report shall be prepared.The report should contain at least the following:a)name of the company carrying out the test;b)the object tested;c)date of testing;d)parent and weld materials;e)any post weld heat treatment;f)type of joint;g)material thickness;h)welding process(es);i)temperature of the test object and the detection media (when using media in circulation) throughout testing duration;j)identity of the test procedure and description of the parameters used, including the following:— type of magnetization;— type of current;— detection media;— viewing conditions;k)details and results of the overall performance test, where applicable;l)acceptance levels;© ISO 2016 – All rights reserved 11BS EN ISO 17638:2016ISO 17638:2016(E)m)description and location of all recordable indications;test results with reference to acceptance levels;names, relevant qualification and signatures of personnel who carried out the test.12 © ISO 2016 – All rights reservedBS EN ISO 17638:2016ISO 17638:2016(E)Annex A(informative)Variables affecting the sensitivity of magnetic particle testingA.1 Surface conditions and preparationThe maximum test sensitivity that can be achieved by any magnetic testing method is dependent on many variables but can be seriously affected by the surface roughness of the object and any irregularities present. In some cases, it can be necessary to— dress undercut and surface irregularities by grinding, and— remove or reduce the weld reinforcement.Surfaces covered with a thin non-ferromagnetic coatings up to 50 µm thickness may be tested provided the colour is contrasting with the colour of the detection medium used. Above this thickness, the sensitivity of the method decreases and may be demonstrated to be sufficiently sensitive before proceeding with the test.A.2 Magnetizing equipment characteristicsThe use of alternating current gives the best sensitivity for detecting surface imperfections. Yokes produce an adequate magnetic field in simple butt-welds but where the flux is reduced by gaps or the path is excessive through the object, as in T-joints a reduction of sensitivity can occur.For complex joint configurations, i.e. branch connections with an inclined angle of less than 90°, testing using yokes might be inadequate. Prods or cable wrapping with current flow will, in these cases, prove more suitable.A.3 Magnetic field strength and permeabilityThe field strength required to produce an indication strong enough to be detected during magnetic particle testing is dependent mainly on the magnetic permeability of the object. Generally, magnetic permeability is high in softer magnetic materials, for example, low alloy steels and low in harder magnetic materials, i.e. martensitic steels. Because permeability is a function of the magnetizing current, low permeability materials usually require application of a higher magnetization value than do softer alloys to produce the same flux density. It is essential, therefore, to establish that flux density values are adequate before beginning the magnetic particle testing.A.4 Detection mediaMagnetic particle suspensions will usually give a higher sensitivity for detecting surface imperfections than dry powders.Fluorescent magnetic detection media usually give a higher test sensitivity than colour contrast media, because of the higher contrast between the darkened background and the fluorescent indication. The sensitivity of the fluorescent method will, nevertheless, decrease in proportion to any increase in the roughness of the surface to which magnetic particles adhere and can cause a disturbing background fluorescence.© ISO 2016 – All rights reserved 13BS EN ISO 17638:2016ISO 17638:2016(E)Where the background illumination cannot be adequately lowered or where background fluorescence is disturbing, coloured detection media in conjunction with the smoothing effect of a contrast aid will usually give better sensitivity.14 © ISO 2016 – All rights reservedBS EN ISO 17638:2016ISO 17638:2016(E)Bibliography[1] ISO 9712, Non-destructive testing — Qualification and certification of NDT personnel[2] ISO 12707, Non-destructive testing — Magnetic particle testing — Vocabulary[3] ISO 17635, Non-destructive testing of welds — General rules for metallic materials[4] ISO 23278, Non-destructive testing of welds — Magnetic particle testing — Acceptance levels © ISO 2016 – All rights reserved 15This page deliberately left blank。
KSZ9021RN to KSZ9031RNX Migration Guide
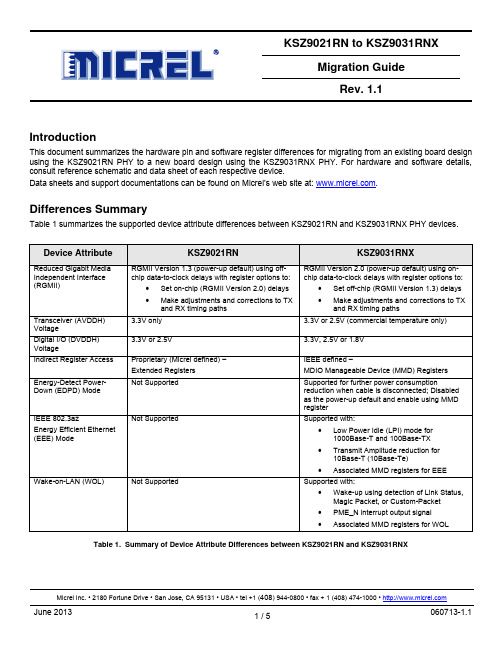
KSZ9021RN to KSZ9031RNXMigration GuideRev. 1.1IntroductionThis document summarizes the hardware pin and software register differences for migrating from an existing board design using the KSZ9021RN PHY to a new board design using the KSZ9031RNX PHY. For hardware and software details, consult reference schematic and data sheet of each respective device.Data sheets and support documentations can be found on Micrel’s web site at: .Differences SummaryTable 1 summarizes the supported device attribute differences between KSZ9021RN and KSZ9031RNX PHY devices.Device Attribute KSZ9021RN KSZ9031RNXReduced Gigabit Media Independent Interface (RGMII) RGMII Version 1.3 (power-up default) using off-chip data-to-clock delays with register options to:•Set on-chip (RGMII Version 2.0) delays•Make adjustments and corrections to TXand RX timing pathsRGMII Version 2.0 (power-up default) using on-chip data-to-clock delays with register options to:•Set off-chip (RGMII Version 1.3) delays•Make adjustments and corrections to TXand RX timing pathsTransceiver (AVDDH)Voltage3.3V only 3.3V or 2.5V (commercial temperature only)Digital I/O (DVDDH)Voltage3.3V or 2.5V 3.3V, 2.5V or 1.8VIndirect Register Access Proprietary (Micrel defined) –Extended Registers IEEE defined –MDIO Manageable Device (MMD) RegistersEnergy-Detect Power-Down (EDPD) Mode Not Supported Supported for further power consumptionreduction when cable is disconnected; Disabledas the power-up default and enable using MMDregisterIEEE 802.3azEnergy Efficient Ethernet (EEE) Mode Not Supported Supported with:•Low Power Idle (LPI) mode for1000Base-T and 100Base-TX•Transmit Amplitude reduction for10Base-T (10Base-Te)•Associated MMD registers for EEEWake-on-LAN (WOL) Not Supported Supported with:•Wake-up using detection of Link Status,Magic Packet, or Custom-Packet•PME_N interrupt output signal•Associated MMD registers for WOL Table 1. Summary of Device Attribute Differences between KSZ9021RN and KSZ9031RNXPin DifferencesTable 2 summarizes the pin differences between KSZ9021RN and KSZ9031RNX PHY devices. Pin #KSZ9021RNKSZ9031RNXPin NameType Pin FunctionPin NameTypePin Function1 AVDDH P 3.3V analog V DD AVDDH P 3.3V/2.5V (commercial temp only) analog V DD 12 AVDDH P 3.3V analog V DD AVDDH P 3.3V/2.5V (commercial temp only) analog V DD 13VSS_PSGndDigital groundNC–No connectThis pin is not bonded and can be connected to digital ground for footprint compatibility with the Micrel KSZ9021RN Gigabit PHY.16 DVDDH P3.3V / 2.5V digital V DD DVDDH P 3.3V, 2.5V, or 1.8V digital V DD_I/O 17 LED1 /PHYAD0I/OLED Output:Programmable LED1 OutputConfig Mode:The pull-up/pull-down value is latched as PHYAD[0] during power-up / reset.LED1 /PHYAD0 /PME_N1I/O LED1 output:Programmable LED1 outputConfig mode:The voltage on this pin issampled and latched during the power-up/reset process to determine the value of PHYAD[0].PME_N output:Programmable PME_N output (pin option 1). This pin function requires an external pull-up resistor to DVDDH (digital V DD_I/O ) in a range from 1.0k Ω to 4.7k Ω. When asserted low, this pin signals that a WOL event has occurred.When WOL is not enabled, this pin function behaves as per the KSZ9021RN pin definition.This pin is not an open-drain for all operating modes.34 DVDDH P3.3V / 2.5V digital V DD DVDDH P 3.3V, 2.5V, or 1.8V digital V DD_I/O38 INT_N O Interrupt OutputThis pin provides aprogrammable interrupt output and requires an external pull-up resistor to DVDDH in the range of 1K to 4.7K ohms for active low assertion.INT_N/O Interrupt OutputThis pin provides aprogrammable interrupt output and requires an external pull-up resistor to DVDDH in the range of 1K to 4.7K ohms for active low assertion.This pin is an open-drain.PME_N2 PME_N output: Programmable PME_N output (pin option 2). When asserted low, this pin signals that a WOL event has occurred.When WOL is not enabled, this pin function behaves as per the KSZ9021RN pin definition. This pin is not an open-drain for all operating modes.40 DVDDH P 3.3V / 2.5V digital V DD DVDDHP3.3V, 2.5V, or 1.8V digitalV DD_I/O47 AVDDH P 3.3V analog V DD NC–NoconnectThis pin is not bonded and canbe connected to AVDDH powerfor footprint compatibility withthe Micrel KSZ9021RN GigabitPHY.48 ISET I/O Set transmit output levelConnect a 4.99KΩ 1%resistor to ground on thispin. ISET I/O Set the transmit output levelConnect a 12.1kΩ 1% resistorto ground on this pin.Table 2. Pin Differences between KSZ9021RN and KSZ9031RNXStrapping Option DifferencesThere is no strapping pin difference between KSZ9021RN and KSZ9031RNX.Register Map DifferencesThe register space within the KSZ9021RN and KSZ9031RNX consists of direct-access registers and indirect-access registers.Direct-access RegistersThe direct-access registers comprise of IEEE-Defined Registers (0h – Fh) and Vendor-Specific Registers (10h – 1Fh). Between the KSZ9021RN and KSZ9031RNX, the direct-access registers and their bits have the same definitions, except for the following registers in Table 3.Direct-access RegisterKSZ9021RN KSZ9031RNXName Description Name Description3h PHYIdentifier2 Bits [15:10] (part of OUI) – same asKSZ9031RNXBits [9:4] (model number) – unique forKSZ9021RNBits [3:0] (revision number) – uniquedepending on chip revision PHY Identifier 2 Bits [15:10] (part of OUI) – same asKSZ9021RNBits [9:4] (model number) – unique forKSZ9031RNXBits [3:0] (revision number) – uniquedepending on chip revisionBh ExtendedRegister –Control Indirect Register AccessSelect read/write control andpage/address of Extended RegisterReserved ReservedDo not change the default value ofthis registerCh ExtendedRegister –Data Write Indirect Register AccessValue to write to Extended RegisterAddressReserved ReservedDo not change the default value ofthis registerDh ExtendedRegister –Data Read Indirect Register AccessValue read from Extended RegisterAddressMMD Access –ControlIndirect Register AccessSelect read/write control and MMDdevice addressEh Reserved ReservedDo not change the default value ofthis register MMD Access –Register/DataIndirect Register AccessValue of register address/data for theselected MMD device address1Fh, bit [1] Software Reset 1 = Reset chip, except all registers0 = Disable resetReserved ReservedTable 3. Direct-access Register Differences between KSZ9021RN and KSZ9031RNXIndirect-access RegistersThe indirect register mapping and read/write access are completely different for the KSZ9021RN (uses Extended Registers) and KSZ9031RNX (uses MMD Registers). Refer to respective devices’ data sheets for details.Indirect registers provide access to the following commonly used functions:•1000Base-T link-up time control (KSZ9031RNX only)• Pin strapping status• Pin strapping override•Skew adjustments for RGMII clocks, control signals, and datao Resolution of skew steps are different between KSZ9021RN and KSZ9031RNX•Energy-Detect Power-Down Mode enable/disable (KSZ9031RNX only)•Energy Efficient Ethernet function (KSZ9031RNX only)•Wake-on-LAN function (KSZ9031RNX only)Revision HistoryRevision Date Summary of ChangesMigration Guide created1.0 12/7/121.1 6/7/13 Indicate PME_N1 (pin 17) for KSZ9031RNX is not an open-drain.Indicate INT_N (pin 38) is an open-drain for KSZ9021RN, but is not an open-drain for KSZ9031RNX.Indicate direct-access register 1Fh, bit [1] difference.。
用于电离辐射探测器的放大器和电荷灵敏前置放大器的测试方法-最新国标
用于电离辐射探测器的放大器和电荷灵敏前置放大器的测试方法1 范围本文件规定了电离辐射探测器用的主放大器(成形放大器)和电荷灵敏前置放大器的测试方法。
本文件适用于半导体探测器、气体脉冲电离室、正比探测器用的主放大器和电荷灵敏前置放大器,也适用于闪烁探测器用的主放大器。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2900.97-2016 电工术语核仪器:物理现象、基本概念、仪器、系统、设备和探测器GB/T 4960.2-2023 核科学技术术语第2部分:裂变反应堆GB/T 4960.6-2008 核科学技术术语第6部分:核仪器仪表GB/T 5962 NIM标准核仪器系统GB/T 8993-1998 核仪器环境条件与试验方法3 术语和定义GB/T 2900.97-2016、GB/T 4960.2-2023、 GB/T 4960.6-2008界定的以及下列术语和定义适用于本文件。
前置放大器preamplifier位于辐射探测器和主放大器或其它电部件之间并紧接在探测器输出端的电子放大器。
电荷灵敏前置放大器 charge-sensitive preamplier输岀信号正比于输入电荷,而与输入电容基本无关的前置放大器。
主放大器(成形放大器)main amplifier (shaping amplifier)在放大器系统中,跟在前置放大器之后且包含有脉冲成形网络的放大器。
电荷灵敏度 sensitivity,charge电荷灵敏前置放大器的输岀电压与输入电荷之比。
也可定义为输出电压与给定探测器入射粒子能量之比。
探测器电容 capaciunce of detector在指定的偏压下,探测器的极间电容。
矩形脉冲 rectangular pulse阶跃时间远小于顶部持续时间的平顶脉冲。
IPC出版物目录
索引IPC-0040 ..................................................9 光电组装与封装技术共163页,2003年5月发布。
IPC-1065 ................................................26 材料声明手册共72页,2005年1月发布。
IPC-1071 ................................................24 印制板制造知识产权保护最佳行业惯例该标准协助印制板制造商为他们在商业、工业、军事以及其他高可靠性市场的客户提供知识产权保护要求。
标准重点保护印制板设计的固有知识产权,确保知识产权从客户流向印制板制造商时印制板中的知识产权受到保护。
制成品的专利和其他这样的“永久保护”不在本文件的范围内。
共15 页,2010年12月发布。
IPC-1331 ................................................26 电加热工艺设备自愿安全标准共11页,2000年3月发布。
IPC-1601 ................................................14 印制板操作和贮存指南这是业界唯一的印制板操作、包装和贮存的指南。
IPC-1601为用户提供指南,保护印制板避免污染、物理损伤、可焊性降低和吸潮。
同时还给出了以下需考虑的因素:包装材料类型和方法、生产环境、产品操作和运输、建立推荐的湿度水平、建立除湿的烘烤曲线以及烘烤对印制板可靠性的影响。
共18页,2010年8月发布。
语言:英语、中文和德语。
IPC-1710A .............................................24 OEM厂商对印制板制造商的资质评定纲要(MQP)IPC-1720A .............................................24 组装资质评定纲要,语言:英语和中文IPC-1730A .............................................24 层压板商的资质评定纲要IPC-1731 ................................................24 战略性原材料提供商资质评定纲要IPC-1751A .............................................26 声明流程管理的通用要求—含修订本1IPC-1751A及修订本1为供应链合作关系的成员间必要的声明提供原则和细节。
掺铒光纤放大器 第2部分:L波段掺铒光纤放大器-最新国标
掺铒光纤放大器第2部分:L波段掺铒光纤放大器1范围本文件界定了掺铒光纤放大器(以下简称为“EDFA”)的术语和定义、分类;规定了L波段和扩展L波段EDFA技术要求、测试方法、可靠性试验、电磁兼容试验、检验规则、标志、包装、运输和贮存。
本文件适用于光通信系统中所用的L波段和扩展L波段EDFA的设计、开发、生产和检验。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改)适用于本文件。
GB/T191包装储运图示标志GB/T2828.1计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T9254.1-2021信息技术设备、多媒体设备和接收机电磁兼容第1部分:发射要求GB/T15972.48-2016光纤试验方法规范第48部分:传输特性和光学特性的测量方法和试验程序偏振模色散GB/T16849-2023光放大器总规范GB/T16850.1光放大器试验方法基本规范第1部分:功率和增益参数的试验方法GB/T16850.3光放大器试验方法基本规范第3部分:噪声参数的试验方法GB/T16850.5光放大器试验方法基本规范第5部分:反射参数的试验方法GB/T16850.6光放大器试验方法基本规范第6部分:泵浦泄漏参数的试验方法GB/T26572电子电气产品中限用物质的限量要求GB/T39560(所有部分)电子电气产品中某些物质的测定YD/T1766-2016光通信用光收发合一模块的可靠性试验失效判据YD/T3127-2016混合光纤放大器SJ/T11364-2014电子电气产品有害物质限制使用标识要求IEC60825-1激光器产品防护第1部分:设备分类和技术要求(Safety of laser products-Part 1:Equipment classification and requirements)IEC61290-10-4光放大器-测试方法-第10-4部分:多波道参数-光谱仪内插减源法(Optical amplifiers-Test methods-Part10-4:Multichannel parameters-Interpolated source subtraction method using an optical spectrum analyzer)ITU-T G.691传输媒质的特性-光部件和子系统的特性(Transmission media characteristics –Characteristics of optical components and subsystems)ANSI/ESDA/JEDEC JS-001-2023静电放电敏感度试验-人体放电模型(HBM)组成等级(For Electrostatic Discharge Sensitivity Testing-Human Body Model(HBM)Component Level Telcordia GR-63-CORE:2012网络设备建造系统(NEBS)要求:物理保护(Networkequipment-building system(NEBS)Requirements:Physical Protection)Telcordia GR-418-CORE:1999光纤传输系统通用可靠性保证要求(Generic Reliability Assurance Requirements for Fiber Optic Transport Systems)Telcordia GR-468-CORE:2004电信设备用光电子器件通用可靠性保证要求(GenericReliability Assurance Requirements for Optoelectronic Devices Used in Telecommunications Equipment)Telcordia GR-1312-CORE:1999光纤放大器和专有波分复用系统总规范(Generic Requirements for Optical Fiber Amplifiers and Proprietary Dense Wavelength-Division Multiplexed Systems)3术语和定义GB/T 16849-2023界定的以及下列术语和定义适用于本文件。
B21 7130-09-2004-A-中文
B21 7130
电气和电子装备环境 通用技术规范
物理-化学特性
本标准部分代替标准 B21 7090
页码 1/16
目录
1 主题内容和使用范围 ···················································································································································3 2 在文件上的表述 ···························································································································································3 3 缩写和定义 ···································································································································································3 4 试验条件 ·······································································································································································4 5 在设备上的试验的实施向导 ·······································································································································4 6 试验程序和要求 ···························································································································································5
电沉积和相关金属涂层的孔隙率和总缺陷试验选择的标准指南

电沉积和相关金属涂层的孔隙率和总缺陷试验选择的标准指南电沉积和相关金属涂层的孔隙率和总缺陷试验是评估涂层质量和性能的常用方法。
下面是有关试验选择的标准指南的相关参考内容。
1. ASTM标准:ASTM国际标准组织制定了许多与金属涂层相关的试验标准,包括孔隙率和总缺陷试验的选择。
例如,ASTM B735标准涵盖了用电流密度法测试镀镍涂层中的孔隙率。
ASTM B604标准则涉及电沉积涂层中的总缺陷测量。
2. ISO标准:国际标准化组织(ISO)也发布了一系列与金属涂层相关的标准。
例如,ISO 1463标准规定了通过金属涂层上的孔隙数和孔隙尺寸来评估金属涂层的质量的方法。
ISO 17853标准为评估电沉积涂层中的缺陷提供了准确的试验方法。
3. 孔隙率和总缺陷试验方法的选择:选择试验方法时,应考虑涂层的类型和应用环境。
一般来说,以下几种试验方法适用于孔隙率和总缺陷的评估:3.1 渗透试验:渗透试验通过将染料或渗透剂施加在涂层表面,并观察是否有渗透到涂层下的迹象来评估孔隙率。
可根据ASTM E1417或ISO 3452等标准进行。
3.2 导电测量法:通过测量电流的导通性来评估涂层中的孔隙率和电导率。
ASTM B765是一个常用的标准,用于评估金属涂层的孔隙率。
3.3 高压水喷射试验:使用高压水喷射来测试涂层中是否存在孔隙或缺陷。
ASTMD870和ISO 9227等标准提供了相关试验方法。
3.4 断裂试验:使用钳工夹具或其他强力工具进行施加压力或剪切力,以评估涂层与基材之间的粘附力和孔隙率。
ASTM C633为金属涂层的粘附力提供了标准试验方法。
4. 试验评估标准:标准指南中应包含试验结果评估的标准和准则。
根据试验方法和涂层类型的不同,可以采用不同的评估标准。
例如,在渗透试验中,按照标准中指定的分类和等级评估涂层的孔隙率和缺陷程度。
在导电测量方法中,可以通过设定电流阈值或电阻范围来确定涂层的质量。
总之,选择电沉积和相关金属涂层的孔隙率和总缺陷试验的标准指南应基于国际标准组织(如ASTM和ISO)的相关标准,并考虑涂层类型和应用环境的需求。
PCB信赖性实验项目

抗腐蚀性实验 打线附着力(邦定测试) 板弯翘 可焊性实验 IPC-TM-650 2.4.42.3 IPC-TM-650 2.4.22 F-STD003 or IPC-TM-650 2.4.12 IPC-TM-650 2.4.14 热应力 IPC-TM-650 2.6.8 or2.6.27 IPC-TM-650 2.6.8.1 热冲击 表面与层间绝缘电阻 介质耐电压 湿热及绝缘电阻试验 离子污染度 耐溶剂性 镀层纯度 挥发物测试 表面有机污染物检测 印制板材质的耐霉性 IPC-TM-650 2.6.8 IPC-TM-650 2.6.7.2 IPC-TM-650 2.5.10 IPC-TM-650 2.5.7 IPC-TM-650 2.6.3 IPC-TM-650 2.3.26 IPC-TM-840 4.8.6 IPC-TM-650 2.3.15 IPC-TM-650 2.6.4 IPC-TM-650 2.3.38或2.3.39 IPC-TM-650 2.6.1
13 14 15 16 17 18 19 20 21 22 23 24 25 26
27 28 29 30 31 32 33 34 35
振动测试 机械冲击测试 特性阻抗测试 热膨胀系数 燃烧性测试 铅笔测试 耐CAF SMT重工模拟实验 PTH孔重工
IPC-TM-650 2.6.9 IPC-TM-650 2.6.5 IPC-TM-650 2.5.5.7 IPC-TM-650 2.4.41.2 IPC-TM-650 2.3.10 IPC-TM-650 2.4.27.2 IPC-TM-650 2.6.25
试验名称标准条款金相切片分析ipctm650211铜箔的拉伸强度及延展率ipctm65024181ipctm650241ipctm65024281ipctm65024281拉力实验ipctm650248ipctm650242110ipctm6502442311ipctm650242212可焊性实验fstd003ipctm650241213ipctm650241414热应力ipctm650268or262715ipctm650268116热冲击ipctm65026817ipctm650267218表面与层间绝缘电阻ipctm650251019介质耐电压ipctm65025720湿热及绝缘电阻试验ipctm65026321离子污染度ipctm650232622耐溶剂性ipctm84048623镀层纯度ipctm650231524挥发物测试ipctm65026425表面有机污染物检测26印制板材质的耐霉性ipctm65026127振动测试ipctm65026928机械冲击测试ipctm6502653m剥离试验via孔与pad的结合强度打线附着力邦定测试ipctm6502338或233929特性阻抗测试ipctm650255730热膨胀系数ipctm6502441231燃烧性测试ipctm650231032铅笔测试ipctm6502427233ipctm65026253435ipctm6502436耐cafsmt重工模拟实验pth孔重工