ASTM C582
不锈钢对应国内牌号

不锈钢一.定义通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。
不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。
这种不锈性和耐蚀性是相对的。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
表面美观以及使用可能性多样化。
二.特性:耐腐蚀性能好,比普通钢长久耐用强度高,因而薄板使用的可能性大耐高温氧化及强度高,因此能够抗火灾常温加工,即容易塑性加工因为不必表面处理,所以简便、维护简单清洁,光洁度高焊接性能好三.分类:不锈钢的分类方法很多。
按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。
按照化学成分分类:1.CR系列:铁素体系列、马氏体系列2.CR-NI系列:奥氏体系列,异常系列,析出硬化系列。
按照金祥组织分类:1.奥氏体不锈钢在常温下具有奥氏体组织的不锈钢。
钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。
奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、 Si、Nb、Ti等元素发展起来的高Cr-Ni系列钢。
奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。
如加入S,Ca,Se,Te等元素,则具有良好的易切削性。
此类钢除耐氧化性酸介质腐蚀外,如果含有Mo、Cu等元素还能耐硫酸、磷酸以及甲酸、醋酸、尿素等的腐蚀。
此类钢中的含碳量若低于0.03%或含Ti、Ni,就可显著提高其耐晶间腐蚀性能。
ASTM不锈钢类标准号大全

ASTM A269—90a 一般用途奥氏体不锈钢无缝及焊接钢管
ASTM A270—2002 卫生用奥氏体不锈钢无缝和焊接钢管
ASTM A271—84b 炼油设备用奥氏体铬镍钢无缝蒸馏管
ASTM A312/A312M—88a 奥氏体不锈钢无缝和焊接钢管
ASTM A409—84b 耐腐蚀或高温用大口径奥氏体钢焊接钢管
ASTM A514/A514M-05 适于焊接的高屈服强度淬火回火合金钢板
ASTM A515/A515M-03 中高温压力容器用碳素钢板
ASTM A516/A516M-06 中低温压力容器用碳素钢板
ASTM A517/A517M-06 压力容器用高强度淬火回火合金钢板
ASTM A537/A537M-06 压力容器用热处理碳锰硅钢板
A328/A328M 钢板桩
A514/A514M 适合于焊接的高屈服强度淬火加回火合金钢板
A529/A529M 优质结构高强度碳——锰钢
A572/A572M 高强度低合金铌——钒钢
A573/A573M 改良韧性的碳素结构钢板
A588/A588M 最低屈服强度50ksi(345MPa)厚度至40in(100mm)的高强度低合金结构钢
ASTM A813/A813M—88a 单面焊或双面焊奥氏体不锈钢管
ASTM A814/A814M—2001 奥氏体不锈钢冷加工焊接钢管
ASTM A826/A826M—1995,2001重审 增殖反应堆堆芯部件用奥氏体和铁素体不锈钢导管
ASTM A771/A771M—1995,2001年重审 增殖反应堆堆芯部件用的无缝奥氏体和马氏体不锈钢钢管
ASTM 376—84b 高温中心站用奥氏体钢用无缝钢管
搪瓷密着等级标准

搪瓷密着等级标准
搪瓷密着等级标准通常是指搪瓷涂层与金属基材之间的附着力或密着程度的标准。
密着等级的评定通常使用一些标准测试方法,这些测试方法可由相关的行业组织或标准机构提供。
以下是一些可能用于搪瓷密着等级评定的标准或测试方法:
1、ASTM C282-08:
这是美国材料和试验协会(ASTM)发布的标准,标题为"Standard Test Method for Acid Resistance of Porcelain Enameled Utensils",主要用于评估搪瓷涂层的耐酸性,但也涉及到密着性的一些方面。
2、ISO 4532:
国际标准化组织(ISO)发布的ISO 4532标准,标题为"Vitreous and porcelain enamels - Determination of adhesion of enamelled articles",用于评定搪瓷涂层与金属基材之间的附着力。
3、JIS H 8502:
日本工业标准(JIS)中的JIS H 8502标准,标题为"Testing methods for adhesion of porcelain enamels to metals",用于测定搪瓷涂层与金属基材的附着力。
结束语:
总之,这些标准可能包括一系列试验,如划痕、冲击、酸碱抵抗等,以评估搪瓷涂层在不同条件下的性能,其中密着性是其中一个重要的方面。
在具体应用中,可以根据搪瓷产品的用途和要求选择适用的标准进行测试和评价。
不锈钢对应国内牌号
不锈钢一.定义通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。
不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。
这种不锈性和耐蚀性是相对的。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
表面美观以及使用可能性多样化。
二.特性:耐腐蚀性能好,比普通钢长久耐用强度高,因而薄板使用的可能性大耐高温氧化及强度高,因此能够抗火灾常温加工,即容易塑性加工因为不必表面处理,所以简便、维护简单清洁,光洁度高焊接性能好三.分类:不锈钢的分类方法很多。
按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。
按照化学成分分类:1.CR系列:铁素体系列、马氏体系列2.CR-NI系列:奥氏体系列,异常系列,析出硬化系列。
按照金祥组织分类:1.奥氏体不锈钢在常温下具有奥氏体组织的不锈钢。
钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。
奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、 Si、Nb、Ti等元素发展起来的高Cr-Ni系列钢。
奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。
如加入S,Ca,Se,Te等元素,则具有良好的易切削性。
此类钢除耐氧化性酸介质腐蚀外,如果含有Mo、Cu等元素还能耐硫酸、磷酸以及甲酸、醋酸、尿素等的腐蚀。
此类钢中的含碳量若低于0.03%或含Ti、Ni,就可显著提高其耐晶间腐蚀性能。
不锈钢编号及表示方法

不锈钢编号及表示方法2008-03-24 10:54:50| 分类:工程科技阅读385 评论0 字号:大中小订阅1.编号和表示方法:1.1 用国际化学元素符号和本国的符号来表示化学成份,用阿拉伯字母来表示成份含量:如:中国、俄国12CrNi3A。
1.2 用固定位数数字来表示钢类系列或数字;如:美国、日本、300系、400系、200系;2. 用拉丁字母和顺序组成序号,只表示用途。
2.1 中国牌号表示方法:根据GB/T《钢铁产品牌号表示方法》的规定,采用汉语拼音字母、化学元素符号及阿拉伯数字组合的方式表示。
碳含量:一般在牌号的头部用一位阿拉伯数字表示平均碳含量(以千分之几计);平均碳含量小于千分之一的用“0”表示;碳含量不大于0.03%的用“00”表示。
合金元素含量:平均合金元素含量小于1.50%时,牌号中仅标明元素,一般不标明含量;平均合金元素含量为1.5%-2.49%、2.50%-3.49%.....22.50%-23.49%,....时,相应地标明2、3.....13...。
专门用途的不锈钢,在牌号头部加上代表该钢用途的代号。
举例:0Cr18Ni9、Y1Cr17(易切钢)。
2.2 美国(ASTM)不锈钢牌号表示方法:美国钢铁牌号表示方法较多,不锈钢普遍采用AISI牌号表示方法。
目前,ASTM不锈钢标准主要采用UNS(Unifid Numbering System for Metals and Alloys金属与合金统一编号系统)和AISI两种牌号表示方法,在标准中对照列出,今后将逐步过渡为UNS牌号系列。
AISI:采用三位阿拉伯数字表示。
第一位数字表示类别,第二、三位数字表示顺序号。
第一位数字类别:2:Cr-Ni-Mn系;3:Cr-Ni系;4:Cr系;5:低Cr系;(6:沉淀硬化系)举例:201、304、403、504。
UNS:由一个前缀字母和5个阿拉伯数字组合表示。
不锈钢前缀字母为S,第一位数字表示类别,后四位数字表示顺序号。
303材料标准和牌号

303材料标准和牌号全文共四篇示例,供读者参考第一篇示例:303材料是一种常见的不锈钢材料,常用于制作机械零件、压力容器、食品加工设备等。
它具有良好的耐腐蚀性能和机械性能,被广泛应用于各个领域。
在使用303材料时,我们需要了解相关的标准和牌号,以便选择合适的材料进行加工和使用。
303材料的标准是指生产和加工该材料时需要遵循的规范和要求。
目前,303材料的标准主要包括ASTM、EN、JIS等国际标准以及国内GB标准。
这些标准规定了303材料的化学成分、机械性能、加工性能等方面的要求,确保了材料的质量和稳定性。
303材料的牌号是指不同生产厂家生产的材料的具体型号和规格。
不同的牌号代表着不同生产厂家生产的303材料有着不同的性能和用途。
303F是一种易切削的不锈钢,适用于生产螺钉、螺帽等零件;303Cu是一种添加了铜元素的不锈钢,具有较好的耐热性能,适用于高温环境下的使用。
在选择303材料时,我们需要根据实际的使用要求和环境条件,选择合适的标准和牌号。
在购买303材料时,我们也需要注意选择正规的生产厂家和渠道,确保材料的质量和性能符合要求。
了解303材料的标准和牌号是非常重要的,可以帮助我们选择合适的材料,确保产品质量和性能。
希望通过本文的介绍,读者对303材料的标准和牌号有了更深入的了解,能够在实际应用中做出更好的选择和决策。
第二篇示例:303材料是一种具有特殊物理和化学性质的金属材料,通常用于制造高要求的机械零件和零部件。
303材料有着许多不同的标准和牌号,每种牌号都适用于不同的用途和工艺要求。
我们来了解一下303材料的一般特性。
303材料是一种不锈钢材料,具有良好的耐腐蚀性和机械性能。
它含有较高的铬和镍成分,能够有效防止氧化和腐蚀,同时具有良好的加工性能和热处理性能。
这些特性使得303材料在制造精密零件和机械结构方面具有重要的应用价值。
303材料的标准和牌号在不同国家和地区可能有所不同,但是它们都遵循国际通用的标准和规范。
铝锌铜牌号对照表
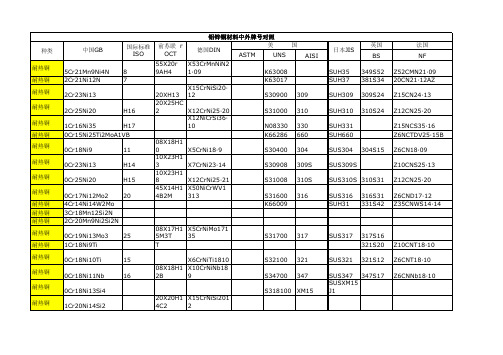
0Cr17Ni12Mo2 20 4Cr14Ni14W2Mo 3Cr18Mn12Si2N 2Cr20Mn9Ni2Si2N 0Cr19Ni13Mo3 1Cr18Ni9Ti 0Cr18Ni10Ti 0Cr18Ni11Nb 0Cr18Ni13Si4 1Cr20Ni14Si2 25
08X17H1 X5CrNiMo171 5M3T 12X18H9 35 T X6CrNiTi1810 08X18H1 X10CrNiNb18 2B 9
种类 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜 耐热铜
中国GB 5Cr21Mn9Ni4N 2Cr21Ni12N 2Cr23Ni13 2Cr25Ni20
国际标准 ISO 8 7
前苏联 г OCT 55X20г 9AH4
S31700
317
SUS317
317S16 321S20 321S12
Z10CNT18· 10 Z6CNT18· 10 Z6CNNb18· 10
15 16
S32100 S34700
321 347
SUS321
S318100 XM15 20X20H1 X15CrNiSi201 4C2 2
SUS347 347S17 SUSXM15 J1
CuZn36Pb3 ЛC63-3 CuZn36Pb CuZn35Pb1 CuZn40Pb ЛC60-1 CuZn39Pb1 ЛC59-1
CuZn36Pb3 C34200 CuZn37Pb0.5 C35000 CuZn39Pb0.5 C37000 CuZn40Pb2 C38000
C34200 C35000 C37000 C38000
钢材牌号对照表

日本 SK7,SK6 SK6,SK5
SK5 SK3 SK2
SK1
SKS8
SK21 SKD1 SKD11
SKS3 SKS31 SKD5 SKT5 SKT4 SKD61 SKS41
SKH2
SKH9
SKH3
SUS302
法国 1104Y175
德国 C70W1
C80W1
Y2 120
C125W
XC 120
C125W2
SB46
XC12
14Mn4
构
20Mn
20Г
1021,1022 080A20
XC18
30Mn
30Г
1030,1033 080A32
S30C
XC32
40Mn
40Г
1036,1040 080A40
S40C
40M5
40Mn4
钢
45Mn
45Г
1043,1045 080A47
S45C
50Mn
50Г
1050,1052 030A52
s309002cr25ni2120x25h20c2310310s24suh310z12cn2520crni2520耐s310000cr25ni20310ssus310ss31008热0cr17ni12mo208x17h13m2t316316s16sus316z6cnd1712x5crnimo1810s316000cr18ni11nb08x18h12e347347s17sus347z6cnnb1810x10crninb189钢s347001cr13mosus410j11cr17ni214x17h2431431s29sus431z15cn1602x22crni17s431000cr17ni7al09x17h7631sus631z8cna177x7crnial177s17700返回首页碳素结构钢优质碳素结构钢碳素工具钢合金结构钢淬透性合金结构钢合金工具钢弹簧钢滚动轴承钢高速工具钢不锈耐酸钢耐热钢易切结构钢碳素结构钢中国国际原苏联美国日本德国英国法国gbt700iso3573iso630gost535gost380astma283mastma573mastma284mastma709mjisg3101jisg3131jisg3106dinen10025bs970part1bsen10025nfen10025q195hr2ct1kpct1cpct1pcgrbss330ss34sphcsphd040a10q215ahr1ct2kp2ct2pc2ct2cp2grcgr58ss330ss34sphcfe360c040a12fe360cfe360cq215bct2kp3ct2pc3ct2cp3grcgr58grcss330ss34sphcsphd040a12q235afe360act3kp2ct3pc2ct3cp2grdss400ss41sm400asm41afe360bfe360c080a15fe360bfe360cfe360bfe360cq235bfe360dct3kp3ct3pc3ct3cp3grdss400ss41sm400asm41afe360bfe360c080a15fe360bfe360cfe360bfe360cq235cfe360dct3kp4ct3pc4ct3cp4grdgr65grdss400ass41asm400bsm41bfe360c080a15fe360cfe360cq235dfe360dct3kp4ct
玻璃钢内筒制作施工方案
目录1、工程概况 (1)2、依据文件及标准 (3)3、开工条件和准备 (4)4、施工组织机构 (5)5、施工方法、程序和内容 (6)6、质量保证措施 (10)7、安健环措施 (12)8、应急预案 (15)9、附录 (16)1、工程概况1.1工程介绍本期建设3台220t/h高温超高压循环流化床锅炉。
本项目机组硫采用SNCR+SCR耦合脱硝—电袋除尘—湿法烟气脱硫—湿式除尘工艺进行烟气净化改造,设蒸汽-烟气加热系统(SGH)。
处理后的烟气烟温最高为95℃。
脱硫湿烟气的腐蚀类型包括硫酸、亚硫酸、盐酸、氢氟酸等,烟气等级为强腐蚀性。
本工程烟囱结构为套筒形式,外筒为钢筋混凝土,由于脱硫系统的运行,湿烟气将对混凝土烟囱造成腐蚀、开裂、渗漏现象,为适用脱硫湿烟气的使用条件,内筒设计采用耐腐蚀玻璃钢结构,以满足脱硫系统运行状态下烟气介质环境,本工程所设计的玻璃钢内筒烟囱在烟气温度95℃的的条件下长期稳定工作(设计时按105℃考虑).本项目采用单内筒结构,即在方形混凝土烟囱内部安装一个玻璃钢烟囱内筒.玻璃钢烟囱内筒体系在设计工况条件下能够长期安全可靠地运行,免维护使用寿命不应少于30年.烟囱内筒在底部弯管的最低处设有冷凝结露液收集及排放系统,防止排烟内筒体系中的烟气冷凝结露液通过内烟道流淌到内外烟道连接处的膨胀伸缩节中,供方应详细叙述具体实施方案。
在烟囱上部合理的位置布置止晃平台,并设有防雨罩,雨水可以通过平台上的集液盘及排水管排出。
在玻璃钢烟囱顶部应设有避雷系统,避雷系统接入混凝土烟囱顶部的避雷系统。
玻璃钢排烟囱初步设计防腐层厚度2。
5mm、结构层厚度19mm、抗老化层厚度0。
5mm,平均总厚度22mm。
1.2FRP排烟内筒工艺设计特点日极端最高气温:40.2℃日极端最低气温:—14。
4℃年平均气温:16.1℃年平均气温最高:17。
7℃日平均气温最低:15.5℃极端最小相对湿度:12%历年平均相对湿度:82%年平均降雨量:1441.2mm最大风速:34m/s年平均风速:1.6m/s全年主导风向:E多年平均气压:1015。
粘结强度 astm c882

ASTM C882标准是美国材料和试验协会制定的一个用于测试混凝土粘结强度的标准。
这个标准对于评估混凝土与其他材料(如钢筋、砖块等)的粘结强度非常重要。
以下是关于粘结强度ASTM C882的详细介绍和解读:1. ASTM C882标准的背景和意义ASTM C882标准是在评估混凝土结构的耐久性和性能时非常重要的一个指标。
混凝土结构中,混凝土与钢筋的粘结强度直接影响着整个结构的强度和稳定性。
了解和测试混凝土与钢筋之间的粘结强度十分必要。
ASTM C882标准为我们提供了一种科学、可靠的测试方法,能够准确评估混凝土粘结强度,从而指导工程实践,确保混凝土结构的安全和稳定。
2. ASTM C882标准的主要内容和要点ASTM C882标准主要包括了以下几个方面的内容:(1)试样的准备和制备:ASTM C882标准规定了试样的尺寸、制备方法和测试条件。
在测试之前,需要对试样进行必要的预处理,确保试验的准确性和可靠性。
(2)测试方法:ASTM C882标准采用了拉伸试验的方法来测试混凝土与钢筋的粘结强度。
通过施加拉力,测试试样在混凝土和钢筋之间的粘结性能,从而确定粘结强度的值。
(3)结果的记录和分析:在测试结束后,需要将测试结果进行记录和分析。
根据标准的要求,我们可以得到混凝土与钢筋的粘结强度数值,并对测试结果进行评估和比较。
3. ASTM C882标准的应用范围和意义ASTM C882标准不仅适用于实验室中的科研和教学活动,也适用于工程实践和质量监督。
通过对混凝土与钢筋粘结强度的测试,能够更好地指导工程设计和施工实践,确保混凝土结构的强度和稳定性。
ASTM C882标准的应用还能够为相关行业的技术进步和规范化发展提供重要的支持,提高行业整体水平和产品质量。
4. ASTM C882标准的推广和国际应用ASTM C882标准的推广和应用对于国际工程领域也具有一定的意义。
通过在国际上推广ASTM C882标准,可以促进国际工程技术的交流和合作,提高不同国家和地区在混凝土结构领域的规范化水平,推动全球工程技术的发展和创新。
ASTM材料规范书ASTM

A S T M材料规范书A S T MM a t e r i a l(总41页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除ASTM材料规范书ASTM Material Specifications34ASTM材料规范书(2)ASTM Material Specifications (2)566ASTM材料规范书(3)ASTM Material Specifications (3)78ASTM材料规范书(4)ASTM Material Specifications (4)910结构材料Materials of Construction1011阀内件材料Trim Materials111213结构材料:翻转式阀瓣止回阀Materials of Construction: Tilting Disc Check Valve13141415结构材料:Y形截止阀Materials of Construction: Y-Globe Valve15序号NO 部件名称PART NAME碳钢CARBON STEEL11/4铬11/4 CHROME21/4铬21/4CHROME9铬-1钼-V9Cr-1Mo-V316不锈钢316 STAINLESS10 阀体BODYASTM A216 等级WCB或WCC1配置CO-CR-MO-NIASTM A216 GRASTM A217 等级WC6配置CO-CR-MO-NIASTM A217 GRASTM A217 等级WC9配置CO-CR-MO-NIASTM A217 GRASTM A217 等级C12A配置CO-CR-MO-NIASTM A217 GRC12AW/CO-CR-MO-ASTM A351 等级 CF8M配置CO-CR-MO-NIASTM A351 GRCF8MW/CO-CR-MO-NI1617171818191920结构材料:闸阀Materials of Construction: Gate Valve20序号NO 部件名称PART NAME碳钢CARBON STEEL11/4铬11/4 CHROME21/4铬21/4CHROME9铬-1钼-V9Cr-1Mo-V316不锈钢316 STAINLESS50 手轮HANDWHEELASTM A47 等级32510ASTM A47 GR32510ASTM A47 等级32510ASTM A47 GR32510ASTM A47 等级32510ASTM A47 GR32510ASTM A47 等级32510ASTM A47 GR32510ASTM A47 等级 32510ASTM A47 GR 3251031 轭架套管YOKE SLEEVEASTM A148 合金955ASTM A148ASTM A148 合金955ASTM A148ASTM A148 合金955ASTM A148ASTM A148 合金955ASTM A148 ALLOYASTM A148 合金 955ASTM A148 ALLOY 9552122222323242425结构材料:提升式止回阀Materials of Construction: Lift-Check Valve2526序号 NO部件名称 PART NAME碳钢CARBON STEEL11/4 铬11/4 CHROME21/4 铬21/4CHROME9铬-1钼-V 9Cr-1Mo-V316不锈钢 316 STAINLESS 98阀帽双头螺栓 BONNET STUDSASTM A193 等级 B7ASTM A193 GR B7ASTM A193 等级 B7ASTM A193 GR B7ASTM A193 等级 B7ASTM A193 GR B7ASTM A193 等级 B7 ASTM A193 GR B7ASTM A193 等级 B7 ASTM A193 GR B716b双头螺栓螺母 STUD NUTSASTM A194 等级 2HASTM A194 GR 2HASTM A194 等级 2HASTM A194 GR 2HASTM A194 等级 2HASTM A194 GR 2H ASTM A194 等级 2H ASTM A194 GR 2HASTM A194 等级 2H ASTM A194 GR 2H 43阀帽托架碳钢碳钢碳钢 碳钢碳钢272728碳钢,配置CO-CR-A镀层CARBON STEELW/CO-CR-A OVERLAY CR配置CO-CR-A 镀层316 SS OR 21/4CRW/CO-CR-AOVERLAYCR配置CO-CR-A 镀层316 SS OR 21/4CRW/CO-CR-AOVERLAY316不锈钢配置CO-CR-A 镀层316 SSW/CO-CR-AOVERLAY镀层316 SSW/CO-CR-AOVERLAY结构材料:球形截流阀和截止止回阀Materials of Construction: Globe Stop and Stop-Check Valves2829293030313132。
astm a582标准

astm a582标准一、概述ASTM A582标准是一个针对碳钢和低合金钢锻件的热处理规范。
该标准规定了锻件在热处理过程中的温度、时间、冷却方式等关键因素,以确保锻件具有所需的机械性能。
二、适用范围ASTM A582标准适用于碳钢和低合金钢制成的锻件,这些锻件通常用于制造各种工业设备、机械和结构。
标准规定了锻件在制造过程中的热处理工艺,以确保其具有良好的强度、韧性和其他机械性能。
三、热处理工艺1. 加热:锻件应缓慢加热,以减少热应力并防止晶界脆化。
加热温度应符合标准规定,通常在700℃至900℃之间。
2. 保温:在达到预定温度后,锻件应保温一段时间,以确保内部温度均匀。
保温时间取决于锻件的大小、厚度和材料。
3. 冷却:锻件从高温降至室温的冷却方式对锻件的机械性能有重要影响。
标准规定了不同的冷却方式,如空气冷却、水冷或油冷,具体取决于锻件的设计和用途。
4. 质量控制:在热处理过程中,应进行适当的检测和质量控制,以确保锻件达到预期的机械性能。
这包括检查温度、硬度、金相组织等。
四、其他要求1. 记录:生产单位应记录热处理过程中的所有关键参数,包括加热温度、保温时间、冷却方式等。
这些记录应保存至少五年,以便进行质量追溯。
2. 认证:生产单位应确保其热处理工艺符合ASTM A582标准的要求,并获得相应的认证或认可。
3. 维护:热处理设备应定期维护和校准,以确保其性能稳定。
五、结论ASTM A582标准是碳钢和低合金钢锻件热处理的重要规范。
生产单位应遵守该标准,确保锻件达到预期的机械性能。
通过遵循该标准,可以确保产品的质量和可靠性,从而增加产品的市场竞争力。
美国ASTM标准目录查询C

美国ASTM标准目录查询C美国 ASTM 标准目录查询ASTMA 黑色金属B 有色金属(铜,铝,粉末冶金材料,导线等)C 水泥,陶瓷,混凝土与砖石材料D 其它各种材料(石油产品,燃料,低强塑料等)E 杂类(金属化学分析,耐火试验,无损试验,统计方法等)F 特殊用途材料(电子材料,防震材料,外科用材料等)G 材料的腐蚀,变质与降级ASTM C (-)ASTM C 1000-2000 用α光谱分析法放化测定土壤中铀同位素的标准试验方法ASTM C 1001-2000 用α光谱分析法放化测定土壤中钚的标准试验方法ASTM C 1002-1996 石膏板或金属熟石膏基板用钻孔钢螺钉ASTM C 1003-1983 用校验热盒法测量冷气管道管段的热特性的试验方法ASTM C 1004-1984 轻水堆废燃料接收和贮存用容器ASTM C 1005-2000 水硬水泥物理试验中质量和体积测定用标准质量与称重器具的标准规范ASTM C 1006-1984 砌块的拉裂强度的试验方法ASTM C 1007-2000 承重(横向和轴向)钢骨及有关附件安装的标准规范ASTM C 1008-1999 烧结二氧化铀钚丸快速反应堆燃料ASTM C 1009-1996 核工业化学分析实验室制订质量保证大纲ASTM C 1010-1983 核燃料再加工设备的验收、检测和操作前试验ASTM C 1011-1983 核燃料生产中用无电极电导仪器的选择指南ASTM C 1012-1995 暴露在硫酸盐溶液中的水硬水泥砌块长度变化的试验方法ASTM C 1013-1994 膜面刚性蜂窝状聚氨基甲酸乙酯屋面绝热材料ASTM C 1014-1999 喷施的矿质纤维绝热或隔音材料ASTM C 1015-1999 纤维素和矿物纤维松充填热绝缘料装配的标准规范ASTM C 1016-2002 密封剂背衬(填缝)料吸水率测定的标准试验方法ASTM C 1017/C 1017M-1998 生产流动混凝土用的化学混合物ASTM C 1017-1992 生产流态混凝土用化学掺和剂ASTM C 1018-1997 纤维增强混凝土的挠曲韧性和第一次破裂强度的试验方法(使用三点荷载的支梁) ASTM C 1019-2000 灌浆取样和试验的标准试验方法ASTM C 1020-1984 轻水堆燃料回收用容器ASTM C 1021-2001 建筑密封料试验用实验室的标准实施规程ASTM C 1022-1993 浓缩铀矿石的化学分析和原子吸收分析的试验方法ASTM C 1023-1987 久用不危害健康的卫生陶瓷装璜标签ASTM C 1025-1991 石墨电极芯挠曲断裂模数的试验方法ASTM C 1026-1987 测定瓷砖耐冻熔变化的试验方法ASTM C 1027-1999 上釉瓷砖表观耐磨损的试验方法ASTM C 1028-1996 用水平功率拉力计法估价瓷砖及其它相同表面的磨擦电系数的试验方法ASTM C 1029-1996 喷施的刚性蜂窝状聚氨基甲酸乙酯绝热材料ASTM C 1030-1995 用γ射线测试钚同位素成分的试验方法ASTM C 1031-1997 核纯级的氧化铝粉末ASTM C 1032-1996 钢丝网抹灰底层ASTM C 1033-1985 垂直安装的绝热管的稳态热传递性能的测试ASTM C 1034-1985 从上釉陶瓷烹调器上提取铅和镉的试验方法ASTM C 1035-1985 从上釉的陶瓷烹调器中提取的铅和镉ASTM C 1036-2001 平面玻璃标准规范ASTM C 1037-1985 公用事业用地下预制混凝土的检验ASTM C 1038-2001 存放在水中的水硬性水泥灰浆棒膨胀的标准试验方法ASTM C 1039-1985 石墨电极的表观孔隙率、表观比重和松密度的试验方法ASTM C 1040-1993 用核子方法在适当位置测定硬化和未硬化混凝土密度的试验方法ASTM C 1041-1985 使用热通量转换器现场测定工业绝热材料的热通量ASTM C 1042-1999 使用斜剪切法测定同混凝土一起使用的乳胶粘着强度的测试方法ASTM C 1043-1997 使用护热板装置中线电源加热器时稳态热传导特性测量用的加热板温度的测定 ASTM C 1044-1998 使用单面护热板设备测量稳态热通量和热传递性能ASTM C 1045-2001 在稳态条件下计算热传递性能的标准规程ASTM C 1046-1995 建筑物外壳构件的热通量和温度的现场测量ASTM C 1047-1999 石膏墙板和石膏饰面底用附件ASTM C 1048-1997 热处理平板玻璃、完全回火涂层玻璃和完全回火无涂层玻璃ASTM C 1049-1985 粒状松散填塞绝热材料的安装ASTM C 1050-1991 刚性蜂窝状聚氨基甲酸乙酯--纤维素纤维组合屋面绝缘材料ASTM C 1051-1985 液体金属冷却反应堆用的钠冷却剂ASTM C 1052-2001 液体六氟化铀散装取样标准实施规程ASTM C 1053-2000 排水沟、污水沟和排出口用的硼硅酸盐玻璃管和配件的标准规范ASTM C 1054-1985 压制的和干燥塑性耐火材料及捣实混合样品ASTM C 1055-1999 引起接触烧伤的加热系统的表面调理ASTM C 1057-1992 使用数学模型和Thermesthesiometer测定加热表面表层接触温度ASTM C 1058-1997 评价和报告绝热材料热性能用温度的选择ASTM C 1059-1999 硬化混凝土保持新鲜用乳胶作用剂ASTM C 1060-1990 框架建筑物外壳内腔的绝热设施的温度记录检验ASTM C 1062-2000 核燃料溶解装置的设计、制造和安装标准指南ASTM C 1063-1999 硅酸盐水泥基灰泥用板条和衬条的安装ASTM C 1064/C 1064M-1999 新拌硅酸盐水泥混凝土温度的试验方法ASTM C 1064-1986 硅酸盐水泥混凝土温度的试验方法ASTM C 1065-1993 核纯级氧化锆粉末ASTM C 1066-1997 核纯级氧化锆ASTM C 1067-2000 建筑材料试验方法的耐久或屏蔽程序实施的标准实施规程ASTM C 1068-1996 核工业实验室测量方法的认证ASTM C 1069-1986 用氮吸附法测定氧化铝和石英表面特性的试验方法ASTM C 1070-1986 用激光扩散法测定氧化铝和石英粒度分布的试验方法ASTM C 1071-1998 绝热和隔音材料(玻璃纤维和管道衬里材料) ASTM C 1072-2000 砌块抗弯粘结强度测定的标准试验方法ASTM C 1073-1997 用碱性反应法测定块炉渣水硬效率的试验方法ASTM C 1074-1998 用硬化法评定混凝土强度ASTM C 1075-1993 铀精矿取样ASTM C 1076-1997 核纯级氧化铪丸ASTM C 1077-2002 建筑用混凝土和混凝土集料的实验室测试标准实施规范和实验室评定标准ASTM C 1078-1987 测定新搅拌混凝土中水泥含量的试验方法ASTM C 1079-1987 测定新搅拌混凝土中水含量的试验方法ASTM C 1080-1998 冷却塔用除填料以外的石棉水泥制品ASTM C 1081-1998 冷却塔用石棉水泥波状填料ASTM C 108-1946 热传导用符号ASTM C 1082-1998 冷却塔填塞用石棉水泥平板ASTM C 1083-2000 弹性泡沫垫圈和密封材料吸水性的标准试验方法ASTM C 1084-2002 硬化水硬水泥混凝土的硅酸盐水泥含量的标准试验方法ASTM C 1086-1996 玻璃纤维油毛毡的热绝缘ASTM C 1087-2000 测定门窗玻璃结构装置中与附件一同使用的液态密封料相容性的标准试验方法ASTM C 1088-2001 粘土或泥板岩制薄陶面砖标准规范ASTM C 1088a-2001 粘土或页岩制薄饰面砖的标准规范ASTM C 1089-1997 离心铸造的预应力混凝土竿材ASTM C 109/C 109M-2001 水硬水泥灰浆的抗压强度标准试验方法(使用2英寸或50毫米立方体试样)ASTM C 1090-2001 水硬水泥砂浆制圆柱形试样高度变化测量的标准试验方法ASTM C 1091-1999 陶土管道的液体渗入和渗出的试验方法ASTM C 1093-1995 砌块试验方法的鉴定ASTM C 1094-2001 可移动的挠性绝热覆盖物标准指南ASTM C 1096-1991 石棉水泥中木纤维含量的测定方法ASTM C 1097-1995 沥青混凝土混合物用熟石灰ASTM C 1098-1993 核纯级氧化铪粉末ASTM C 1099-1992 高温含碳耐火材料断裂模数试验方法ASTM C 1100-1988 耐火材料带状热冲击试验的试验方法ASTM C 1101/C 1101M-1995 绝热矿物纤维套及板挠性或刚性分类试验方法ASTM C 110-2000 生石灰、熟石灰和石灰石的标准物理试验方法ASTM C 1102-1994 吉尔摩水泥稠度试验针测定喷浆混凝土用含加速添加剂的硅酸盐水泥灰浆凝固时间的方法 ASTM C 1103-1994 安装完毕的预制混凝土污水管线接头的校验ASTM C 1103M-1994 安装完毕的预制混凝土污水管线接头的校验(米制)ASTM C 1104/C 1104M-1995 测定未覆面矿物纤维绝缘材料蒸汽的吸收率的试验方法ASTM C 1105-1995 由于碱金属碳酸盐矿石反应引起混凝土长度变化的试验方法ASTM C 1106-1988 碳砖耐化学性及物理特性的试验方法ASTM C 1107-1999 干包装水硬水泥砂浆(非收缩的)ASTM C 1108-1999 控制电势库仑法测定钚的试验方法ASTM C 1109-1998 使用电感耦合等离子-原子发射光谱法对核废料中浸出液分析试验方法ASTM C 1110-1988 使用玻璃熔化或压制粉末法制备矿石中铀X 射线发射光谱分析用样品ASTM C 1111-1998 电感耦合等离子-原子发射光谱法测定污水流中元素的试验方法ASTM C 1112-1999 特种核材料的控制和物理安全用辐射监控器的应用ASTM C 1113-1999 用热金属丝(铂阻尼式温度计技术)测定耐火制品的导热性的试验方法ASTM C 1114-1998 薄加热设备稳态热传导特性的试验方法ASTM C 1115-2000 密实弹性硅橡胶衬垫和附件标准规范ASTM C 1116-2002 纤维增强混凝土及喷浆混凝土的标准规范ASTM C 1117-1989 抗穿透性法测定喷浆混凝土混合料的凝固时间试验方法ASTM C 1118-1989 波长色散X射线荧光系统元件选择ASTM C 1119-1990 石棉水泥混合料真空排放的试验方法ASTM C 11-2002 石膏及相关建筑材料和系统的标准术语ASTM C 1120-1998 石棉清洗试验方法ASTM C 1121-1990 石棉的T/N湿度分类试验方法ASTM C 1122-1990 石棉的湿体积的试验方法ASTM C 1123-1990 石棉的可压缩性和恢复试验方法ASTM C 1124-1990 石棉煤油保存的试验方法ASTM C 1125-1989 石棉渗透指数试验方法ASTM C 1126-1998 覆面或未覆面刚性多孔酚醛热绝缘材料ASTM C 1127-2001 有整体磨损表面的高固体含量及冷液处理的弹性防水薄膜材料的应用标准指南 ASTM C 1128-1995 核燃料循环材料分析用操作参考材料的制备ASTM C 1129-1989 通过给凸面阀门及法兰增加热绝缘材料评估蓄热量ASTM C 1130-1990 微型热流量传感器的校正ASTM C 1131-1995 混凝土涵洞,雨水沟,排污沟系统的最低成本(使用周期)的标准规范ASTM C 113-1993 耐火砖的二次加热变化的试验方法ASTM C 1132-1995 热流量计装置的校正ASTM C 1133-1996 分段无源γ射线扫描法对低密度废品及残渣中特殊核材料进行无损检验的方法 ASTM C 1134-1990 部分浸入后刚性热绝缘材料水分保持试验方法ASTM C 1135-2000 测定结构密封件的粘着抗拉强度特性的标准试验方法ASTM C 1136-1995 热绝缘材料用柔性、低渗透蒸汽阻化剂ASTM C 1137-1997 磨损导致细密集料裂解的试验方法ASTM C 1138-1997 混凝土耐磨蚀性试验方法(水下法)ASTM C 1139-1990 军事用玻璃纤维绝热和隔音用覆盖层和板ASTM C 1140-1998 喷浆混凝土试板样品的制备与试验ASTM C 1141-2001 喷浆混凝土用添加剂标准规范ASTM C 114-2000 水凝水泥化学分析的标准试验方法ASTM C 1142-1995 砌块用预拌灰浆ASTM C 1143-1989 液体钠保护气体用氦ASTM C 1144-1989 易碎核废料模壳张裂强度试验方法ASTM C 1145-2002 高级陶瓷标准术语ASTM C 1146-1996 在室温以上温度操作的导管及设备用预制板绝缘系统ASTM C 1147-2001 耐化学腐蚀热塑(性)塑料的短期拉伸焊接强度测定的标准实施规程ASTM C 1148-1992 砖石建筑用灰浆干缩试验方法ASTM C 1149-1997 自支撑喷涂纤维素质绝热和隔音材料ASTM C 1150-1996 混凝土断裂数试验方法ASTM C 1151-1991 评定养护期混凝土材料有效性的试验方法ASTM C 115-1996 用浊度计测定硅酸盐水泥细度的试验方法ASTM C 1152/C 1152M-1997 灰浆和混凝土中酸溶性氯化物含量的标准试验方法ASTM C 1152-1990 灰浆及混凝土中酸溶性氯化物试验方法ASTM C 1153-1997 用红外线影象为屋面防潮定位ASTM C 1154-1999 无石棉的纤维增强水泥的标准术语ASTM C 1155-1995 通过现场数据测定建筑包覆物的热阻ASTM C 1156-1995 制定分析核燃料循环材料用测量方法的标准ASTM C 1157-2000 水凝水泥的标准性能规范ASTM C 1158-1997 建筑结构用辐射屏蔽系统的使用和安装ASTM C 1159-1998 耐化学腐蚀、硬性含硫混凝土用含硫高聚物水泥ASTM C 1160-1997 耐化学腐蚀碳砖ASTM C 1161-2002 环境温度下高级陶瓷抗弯强度标准试验方法ASTM C 1162-1990 石棉散装密度试验方法ASTM C 1163-1998 测定使用氟化钕α光谱法用的锕系元素的试验方法ASTM C 1164-1992 来自同一产地的石灰或石灰岩均匀性的评定ASTM C 1165-1990 用控制电位库仑计法在铂工作电极上测定硫酸中钚的标准试验方法ASTM C 1166-2000 致密及多孔弹性衬垫和附件的火焰蔓延标准试验方法ASTM C 1167-1996 粘土屋面瓦ASTM C 1168-2001 分析用钚材料的制备和溶解的标准实施规程ASTM C 1169-1997 行人区自动SNM监视器性能的实验室评定ASTM C 1170-1991 使用振动台测定滚动压实混凝土的稠度和密度的试验方法ASTM C 1171-1996 耐火材料热循环效应定量测量试验方法ASTM C 117-1995 用冲洗法测定矿物集料中细于200号筛孔(75μm)的材料量的试验方法ASTM C 1172-1996 建筑用夹层平板玻璃ASTM C 1173-1997 地下管道系统用挠性过渡管联接器ASTM C 1174-1997 包括地质处理高级核废料在内的废料包装材料长期使用性能的预测ASTM C 1175-1999 高级陶瓷无损检验方法导则及标准ASTM C 1176-1992 使用振动台在筒模中制作碾压混凝土ASTM C 1177/C 1177M-2001 用于遮蔽的玻璃衬垫石膏基层标准规范ASTM C 1178/C 1178M-2001 玻璃衬垫抗水石膏后背板标准规范ASTM C 1179-1991 室外加工碳素材料及石墨材料氧化质量损失试验方法ASTM C 1180-2000 砌块用灰浆的标准术语ASTM C 1181-1991 耐化学腐蚀共聚物机械灰浆压缩蠕变试验方法ASTM C 118-1999 灌溉或排水用混凝土管ASTM C 1182-1991 离心光电沉积作用测定矾土粒度分布的方法ASTM C 1183-1991 弹性体密封件挤压比的试验方法ASTM C 1184-2000 结构硅密封件标准规范ASTM C 1185-1999 无石棉的纤维水泥平面薄板、屋面板、墙面板和护墙板取样和测试用标准试验方法 ASTM C 1186-1999 平面无石棉的纤维水泥薄板标准规范ASTM C 1187-1991 制定核废料贮存架用硼基中子吸收材料系统的监督试验大纲ASTM C 1188-1991 制定铀转换装置的质量保证大纲ASTM C 1189-1995 行人区自动SNM控制器的校正程序指南ASTM C 118M-1999 灌溉或排水用混凝土管(米制)ASTM C 1190-1995 焦油粘结的、碳酸镁、焙烧浸渍的碱性砖试样的制备ASTM C 1191-1991 陶瓷土和陶瓷泥釉的安全使用和搬运ASTM C 119-2001 与规格石料相关的标准术语ASTM C 1192-1991 陶瓷釉料的安全喷射ASTM C 1193-2000 接缝密封件使用的标准导则ASTM C 1194-1991 建筑用铸石的压缩强度试验方法ASTM C 1195-1991 建筑用铸石的吸收性试验方法ASTM C 1196-1992 用液压千斤顶测量固体砌块可变形性的试验方法ASTM C 1197-1992 用液压千斤顶法现场测量砖石建筑可变形性的试验方法ASTM C 1198-2001 声谐振测定动态扬氏模量、剪切模量和泊松比的标准试验方法ASTM C 1199-1991 隔热箱法测定主窗设计系统的稳态热传递系数的试验方法ASTM C 1201-1991 均匀静态气压差法测定规格石料铺面系统结构性能的试验方法ASTM C 120-2000 石板的标准弯曲试验方法(断裂模数和弹性模数)ASTM C 1202-1997 混凝土耐氯离子穿透能力电标试验方法ASTM C 1203-1991 陶瓷玻璃釉层耐碱性定量测定试验方法ASTM C 1204-1991 在有钚存在的情况下经铬(VI)滴定后用磷酸中铁(II)量减少法测定铀的试验方法ASTM C 1205-1997 α光谱法对土壤中镅-241进行放射化学测定的试验方法ASTM C 1206-1991 铁(II)/铬(VI)安培计滴定法测定钚的试验方法ASTM C 1207-1997 无源中子复合计数法测定废弃物中钚的无损检验试验方法ASTM C 1208/C 1208M-2002 微型隧道工程、滑动内衬、管子爆裂及隧道中使用的釉面陶土管和接头的标准规范ASTM C 1208-1995 牵引道、滑道和隧道用上釉粘土管和接头ASTM C 1208M-1995 牵引道、滑道和隧道用上釉粘土管和接头(米制)ASTM C 1209-1999 混凝土砌块术语ASTM C 1209a-2001 混凝土圬工单位和相关单位的标准术语ASTM C 1210-1996 制定核工业分析化学实验室用测量系统质量控制大纲ASTM C 1211-1998 高温下高级陶瓷抗弯强度试验方法ASTM C 121-1990 石板吸水性的试验方法ASTM C 1212-1998 包含晶粒孔隙的陶瓷参考试样的制备ASTM C 1213-1992 与预制混凝土制品相关的术语ASTM C 1214-1994 负压(真空)试验法测定混凝土管下水道ASTM C 1214M-1994 负压(真空)试验法测定混凝土管下水道(米制)ASTM C 1215-1992 核工业用试验方法标准中精密度与及偏倚报告的编写和表达ASTM C 1216-1992 单个弹性体溶剂释放密封件的粘合力和附着力的试验方法ASTM C 1217-2000 核材料及放射性材料处理用设备设计的标准导则ASTM C 1218/C 1218M-1999 砂浆和混凝土中水溶氯化物的试验方法ASTM C 1219-1992 六氟化铀中砷含量的标准试验方法ASTM C 12-2002 陶化粘土管线安装的标准实施规范ASTM C 1220-1998 放射性废物处置用整体废物形式静态浸出试验方法ASTM C 1221-1992 γ射线光谱法测定均相溶液中特种核材料无损分析试验方法ASTM C 1222-1999 实验室试验水凝水泥的评定ASTM C 1223-1992 玻璃熔析形式AZS熔铸耐火材料试验方法ASTM C 1224-2001 建筑用反射性绝缘材料标准规范ASTM C 1225-1997 无石棉纤维水泥屋面板、盖屋板和石板ASTM C 1226-1993 石棉中可溶氯化物的试验方法ASTM C 1227-2000 预制混凝土化粪池ASTM C 1228-1996 玻璃纤维增强混凝土的挠性及冲洗试验用试样的制备ASTM C 1229-1994 玻璃纤维增强混凝土中玻璃纤维含量测定的试验方法(冲洗试验)ASTM C 1230-1996 玻璃纤维增强混凝土焊接区的拉伸性能试验的试验方法ASTM C 1231/C 1231M-2000 测定混凝土筒柱压强用不粘合盖板的使用标准规程ASTM C 1231-1993 未粘合盖板在测定硬化混凝土筒体的压缩强度中的使用ASTM C 123-1998 集料中轻质片状物的测试方法ASTM C 1232-2001 砖石工程标准术语ASTM C 1233-1998 核材料中当量硼含量测量的标准规范ASTM C 1234-1998 痕量元素测定用高压、高温分解法制备油及含油废物样品的试验方法ASTM C 1235-1999 钛(III)/铈(Ⅳ)滴定法测定钚的试验方法ASTM C 1236-1999 车辆自动SNM监视器的内部性能评定ASTM C 1237-1999 手持SNM监视器内部性能评定指南ASTM C 1238-1997 地下通道金属探测器的安装ASTM C 1239-1995 报告单轴强度数据和评估高级陶瓷维泊尔分布参数ASTM C 1240-2001 水硬水泥混凝土、灰浆和薄浆中作为矿物添加剂的硅酸气体使用的标准规范ASTM C 1241-2000 凝固过程中胶乳密封剂体积收缩的标准试验方法ASTM C 1242-2001 石锚和锚固系统的设计、选择和安装标准指南ASTM C 1243-1993 使用转盘的无釉陶瓷砖相对深层耐磨性的标准试验方法ASTM C 1244-1993 负压(真空)试验测定混凝土污水管人孔的试验方法ASTM C 1244M-1993 负压(真空)试验测定混凝土污水管人孔的试验方法(米制)ASTM C 1245-1993 测定路碾水硬性压缩混凝土与其它水硬性水泥混合物结合强度的标准试验方法-点负荷试验ASTM C 1246-1999 弹性体密封剂凝固后热老化对重量损失、裂开和粉化影响的标准试验方法ASTM C 1247-1998 连续浸液的密封剂寿命标准试验方法ASTM C 1248-1993 用连接密封层时多孔衬底染色的标准试验方法ASTM C 1249-1993 构造密封玻璃窗用封闭绝缘玻璃构件的二级封闭标准指南ASTM C 1250-1993 用冷却液的弹性防水膜的不挥发含量的标准试验方法ASTM C 1251-1995 用气体吸收法测定高级陶瓷材料的表面面积比ASTM C 125-1999 与混凝土和混凝土集料相关的标准术语ASTM C 1252-1998 细集料中未压实的空隙率的标准试验方法(受颗粒形状,表面状态和粒度的影响)ASTM C 1253-1993 测定密封层背衬除气能力的标准试验方法ASTM C 1254-1999 用X射线荧光法测定无机酸中铀的标准试验法ASTM C 1255-1993 用能量色散X射线荧光光谱法分析土壤中铀和钍的标准试验方法ASTM C 1256-1993 说明玻璃破裂表面特性的标准规范ASTM C 1257-1994 溶剂释放型密封剂加速老化的标准试验方法ASTM C 1258-1994 隔热用蒸汽缓凝剂耐高温和耐湿度性能标准试验方法ASTM C 1259-2001 用振动脉冲激励法的高级陶瓷动态杨氏模量、剪切模量和泊松比的标准试验方法ASTM C 1260-1994 集料的碱潜在反应性的标准试验方法.胶泥棒法1ASTM C 1261-1998 住宅壁炉用火箱砖的标准规范ASTM C 126-1999 上釉陶瓷结构粘土面砖、饰面瓷砖和实心砌块标准规范ASTM C 1262-1998 评定制造混凝土砖石构件和有关混凝土构件冷冻和解冻寿命的标准试验方法ASTM C 1263-1995 挠性水蒸汽缓凝剂热完整性标准试验方法ASTM C 1264/C 1264M-1995 石膏板抽样,检验,剔除,认证,包装,标记,发运,装卸和储存标准规范ASTM C 1265-1994 镶嵌玻璃时对隔热玻璃边缘密封剂ASTM C 1266-1995 预制胶带密封剂流动特性标准试验方法ASTM C 1267-1994 使用铁II在磷酸中还原后在有钒的情况下滴铬(VI)的铀标准试验方法ASTM C 1268-1994 用γ射线光谱法定量测定钚中镅241的标准试验方法ASTM C 1269-1997 内置穿过式金属探测器操作灵敏度设置调整的标准规程ASTM C 1270-1997 内置穿过式金属探测器探测灵敏度标志的标准实用规程ASTM C 1271-1999 石灰和石灰岩X射线光谱分析标准试验方法ASTM C 127-2001 粗集料的密度、比重和吸收性的标准试验方法ASTM C 1272-2000 重型车辆通过的路面砖标准规范ASTM C 1273-1995 环境温度下单片高级陶瓷抗拉强度标准规程ASTM C 1274-1995 用物理吸收法对高级陶瓷比表面积的标准试验方法ASTM C 1275-2000 室温下用矩形截面整体试样对连续纤维增强高级陶瓷作单片抗拉强度试验的标准试验方法 ASTM C 1276-1994 利用旋转米度计测量模制粉末熔点以上粘度的标准试验方法ASTM C 1277-1997 防护联接器连接无毂铸铁污水管和配件标准规范ASTM C 1278/C 1278M-2001 纤维增强石膏镶板标准规范ASTM C 1279-1994 在退火、热强固和全回火平面玻璃中边缘和表面应力非破坏性光弹测量的标准试验方法ASTM C 1280-1998 石膏包覆板装配的标准规范ASTM C 1281-1999 镶嵌玻璃用预制密封条的标准规范ASTM C 128-2001 细集料的密度、比重和吸收性的标准试验方法ASTM C 1282-1994 用离心光电沉淀法测定高级陶瓷粒径分布的标准试验方法ASTM C 1283-1999 安装粘土烟道衬块的标准操作规范ASTM C 1284-1994 用α光谱测定法电镀锕元素的标准规程ASTM C 1285-1997 确定核废物和混合废弃玻璃耐化学性能的标准试验方法:产品一致性试验(PCT)ASTM C 1286-1994 高级陶磁的标准分类ASTM C 1287-1995 用诱导数个等离子体物质光谱测定法对二氧化铀中混杂物的标准测定方法ASTM C 1288-1996 单块非石棉纤维水泥内衬底薄板的标准规范ASTM C 1289-2001 贴面硬质泡沫聚异氰尿酸酯隔热板的标准规范ASTM C 1290-1995 外部隔热HVAC导管用的软玻璃纤维地毯隔热材料的标准规范ASTM C 1291-2000 高级单片陶瓷的高温抗拉蠕变应变、蠕变应变率及蠕变断裂时间的标准试验方法ASTM C 129-2001 非承重混凝土砌块的标准规范ASTM C 1292-2000 室温下连续纤维增强高级陶瓷剪切强度的标准试验方法ASTM C 1293-2001 由于碱-硅石反应引起的混凝土长度变化测定的标准试验方法ASTM C 1294-2001 绝缘玻璃密封条与液体外加玻璃材料的混用性的标准试验方法ASTM C 1295-1998 六氟化铀裂变产物释放的γ射线能量发射的标准试验方法ASTM C 1296-1995 X射线荧光(XRF)测定氧化铀和硝酸酰溶液中硫的标准试验方法ASTM C 1297-1995 核燃料循环材料分析用实验室的定量分析法的标准导则ASTM C 1298-1995 工业烟囱砖内衬设计与设计标准导则ASTM C 1299-1999 液体密封剂选用的标准导则ASTM C 1300-1995 用干涉法测定玻璃原料和卫生陶瓷材料线性热膨胀的标准试验方法ASTM C 1301-1995 用感应耦合等离子体原子发射光谱法(ICP)和原子吸收法(AA)测定石灰岩和石灰中常量元素和痕量元素的标准试验方法ASTM C 1302-1995 隔热试验方法及标准的关键词选择和使用标准导则ASTM C 1303-2000 受控实验室条件下用限幅和定标法评定无面刚性闭室塑料泡沫的热阻抗长期变化的标准试验方法ASTM C 1304-1995 隔热材料散发气味评定的标准试验方法ASTM C 1305-2000 防液体薄膜裂纹遮蔽能力的标准试验方法ASTM C 1306-2000 防液体薄膜抗液体静压力的标准试验方法ASTM C 1307-1995 用(III)钚数组分光光度法鉴定钚的标准测试方法ASTM C 1308-1995 固化废料中扩散释放物加速浸出试验,模型扩散的计算机程序和从圆柱形废料状态中分离淋滤的标准试验方法ASTM C 1309-1997 内置穿过式金属检测器的性能评定规程ASTM C 1310-2001 使用流体喷射预集中的感应耦合等离子体质谱测量法测定土壤中放射性核素的标准试验方法ASTM C 1311-1995 断开密封层溶剂的标准规范ASTM C 131-2001 UNS NO8120、UNS NO8800、UNS NO8810和UNS NO8811焊接合金管的标准规范ASTM C 1312-1997 实验室中耐化学性硫聚合水泥固结试验样品制作和调合的标准规程ASTM C 1313-1997 房屋建筑用片状辐射栅栏的标准规范ASTM C 1314-2000 砌砖棱柱的压缩强度的标准试验方法ASTM C 1315-2000 固化混凝土和密封混凝土用有特殊性能的液体成膜化合物的标准规范ASTM C 1316-2001 使用a252Cf的被动-主动中子计数法在碎片和废料中作核材料无损检定的标准试验方法ASTM C 1317-1995 硅酸盐或耐酸的基体样品溶解的标准操作规程ASTM C 1318-1995 烟道气体脱硫用石灰中的可溶解钙、氧化镁总中合能力的标准测定方法ASTM C 1319-2001 混凝土格子铺设装置的标准规范ASTM C 1320-1995 轻型结构用矿物纤维隔热毯的安装规程ASTM C 1321-1998 建筑物内部辐射控制涂层系统的安装和使用的标准规程ASTM C 1322-1996 高级陶瓷中断裂点的断口组织检查和特性的标准规程ASTM C 1323-1996 环境温度下径向压缩C环样品的高级陶瓷的极限强度的测试方法ASTM C 1324-1996 硬砌砖灰浆的检测和分析的标准试验方法ASTM C 1325-1999 纤维毡增强的无石棉水泥内衬薄板的标准规范ASTM C 1326-1999 高级陶瓷的努谱压痕硬度的标准试验方法ASTM C 1327-1999 高级陶瓷的维氏压痕硬度的标准试验方法ASTM C 1328-1998 塑性(优质细灰泥)水泥的标准规范ASTM C 1329-1998 砂浆水泥的标准规范ASTM C 1330-1996 与冷却液密封胶一起使用的圆柱形密封胶衬标准规范ASTM C 1331-2001 用宽带脉冲反射交互作用法测量高级陶瓷中超声速率的标准试验方法ASTM C 133-1997 耐火砖及异型砖的冷破碎强度和挠折模量的试验方法ASTM C 1332-2001 用脉冲反射接触技术测量高级陶瓷超声衰减系数的标准试验方法ASTM C 1334-1996 转换到核纯级二氧化铀之前分解用含5%以下235U的氧化铀的标准规范ASTM C 1335-1996 人造岩石和火山灰岩矿物纤维隔热材料的非纤维质含量测量用的标准试验方法ASTM C 1336-1996 夹杂渗渣的纤维非氧化陶瓷增强样品的标准操作ASTM C 1337-1996 高温抗拉载荷下连续纤维增强陶瓷合成物的蠕变和蠕变断裂的标准试验方法ASTM C 1338-1996 测量隔热材料和饰面耐霉性的标准试验方法。
ASTM医疗器械标准简述-人工关节

2021年第5期(上) / 总第582期 223
对技术标准被开发和修订,பைடு நூலகம்反映材料的进步。 该领域最早的标准之一是超高分子量聚乙烯粉
末和外科植入物(F648)的规范。该标准于1980年首 次发布,并且至今仍在使用,随后制定的很多标准 都以这一标准作为参考。ASTM F04.11高分子材料 分委员会,对这一标准进行了多次修订,以反映科学 的进步。
标准 为‘超高’制定标准是所有竞争对手博弈的结 果 —— 矫 形 外科制造商、供 应商 和 其 他 利益相关 方——自愿向公众提供信息。这真的是一种奉献,制 定这些标准是为了为公众创造和使用更好的材料。 随 着聚乙烯成 为关节表面的常规 连 接材料, ASTM医疗器械委员会(F04)和塑料(D20)委员会制 定了相关标准。通过对陶瓷进行测试,聚乙烯可以 作为检查兼容性的控制材料。聚乙烯标准进行了多 次修 订,以 应 对与全 关节置 换 术中关节 面的 使 用 相 关 的问 题,包 括 微 粒 和 体 内异 物反 应。用于 缝 合线的材料也有相关标准(医用级超高分子量聚乙 烯纱线规范F2848)。医疗器械以及相关组织和液 体回收和分析规范(F561),包括超高分子量聚乙烯 (UHMWPE)材料的器械 。
海外视点
ASTM 医疗器械标准简述 - 人工关节
自从超高分子量聚乙烯(UHMWPE)在医疗领域 得到广泛应用以来,医学界就没有倒退过。数十年 后,虽有一些显著变化,但是由于这种材料的耐磨 性和断裂韧性,其继续成为人工关节表面的“金标 准”。每年关节置换手术可以达到100多万次。多数 置换装置,尤其是髋关节,使用超高分子量聚乙烯 (UHMWPE)来连接表面(植入物的一个组件也是金 属材料)。ASTM为当今医疗器械使用的交联产品提 供检测和使用标准。
(非常好书)ASTM材料温度压力等级对照表

Forgings Castings Plates C - Si2 - 1.1A 105A 216 Gr. WCBA 515 Gr. 70C - Mn - SiA 350 Gr.LF2A 516 Gr. 70A 537 CI. 1C - Mn - Si - VA 350 Gr. LF6 CI. 1C - Mn - Si2 - 1.2A 216 Gr. WCBA 352 Gr. LCCC - Mn - Si - VA 350 Gr. LF6 CI. 22-1/2 NiA 352 Gr. LC2A 203 Gr. B3-1/2 NiA 352 Gr. LC3A 203 Gr. EC - Si2 - 1.3A 352 Gr. LCBA 515 Gr. 65C - Mn - SiA 516 Gr. 652-1/2 NiA 203 Gr. A3-1/2 NiA 203 Gr. DC - Si2 - 1.4A 515 Gr. 60C - Mn - SiA 350 Gr. LF1 CI. 1A 516 Gr. 60C - 1/2Mo2 - 1.5A 182 Gr. F1A 217 Gr. WC1A 204 Gr. AA 352 Gr. LC1A 204 Gr. BC - 1/2Mo2 - 1.7A 204 Gr. C1/2Cr - 1/2MoA 182 Gr. F2Ni - 1/2Cr - 1/2MoA 217 Gr. WC43/4Ni - 3/4Cr - 1MoA 217 Gr. WC51Cr - 1/2Mo2 - 1.9A 182 Gr. F12 CI. 21-1/4Cr - 1/2Mo A 217 Gr. WC61-1/4Cr - 1/2Mo - SiA 182 Gr. F11 CI. 2A 387 Gr. 11 CI. 21.102-1/4Cr - 1Mo2 - 1.10A 182 Gr. F22 CI. 3A 217 Gr. WC9A 387 Gr. 22 CI. 25Cr - 1/2Mo2 - 1.13A 182 Gr. F5A 182 Gr. F5aA 217 Gr. C51.149Cr - 1Mo2 - 1.14A 182 Gr. F9A 217 Gr. C121.159Cr - 1Mo - V2 - 1.15A 182 Gr. F91A 217 Gr. C12AA 387 Gr. 91 CI. 218Cr - 8Ni2 - 2.1A 182 Gr. F304A 351 Gr. CF3A 240 Gr. 304A 182 Gr. F304HA 351 Gr. CF8A 240 Gr. 304H16Cr - 12Ni - 2Mo2 - 2.2A 182 Gr. F316A 351 Gr. CF3MA 240 Gr. 316A 182 Gr. F316HA 351 Gr. CF8MA 240 Gr. 316H18Cr - 13Ni - 3MoA 240 Gr. 31719Cr - 10Ni - 3MoA 351 Gr. CG8M18Cr - 8Ni2 - 2.3A 182 Gr. F304LA 240 Gr. 304L16Cr - 12Ni - 2MoA 182 Gr. F316LA 240 Gr. 316L18Cr - 10Ni - Ti2 - 2.4A 182 Gr. F321A 240 Gr. 321A 182 Gr. F321HA 240 Gr. 321H18Cr - 10Ni - Cb2 - 2.5A 182 Gr. F347A 351 Gr. CF8CA 240 Gr. 347A 182 Gr. F347HA 240 Gr. 347HA 182 Gr. F348A 240 Gr. 348A 182 Gr. F348HA 240 Gr. 348H25Cr - 12Ni2 - 2.6A 351 Gr. CH8A 351 Gr. CH2023Cr - 12NiA 240 Gr. 309S1.41.51.72.32.42.52.61.91.132.12.21.31.11.2ASTM Materials Specifications and Pressure Temperature Graphs Material Group Nominal DesignationPressure -Temperature RatingApplicable ASTM SpecificationsA 240 Gr. 309H25Cr - 20Ni2 - 2.7A 182 Gr. F310A 351 Gr. CK20A 240 Gr. 310SA 240 Gr. 310H20Cr - 18Ni - 6Mo2 - 2.8A 182 Gr. F44A 351 Gr. CK3MCuNA 240 Gr. S3125422Cr - 5Ni - 3Mo - NA 182 Gr. F51A 240 Gr. S3180325Cr - 7Ni - 4Mo - NA 182 Gr. F53A 240 Gr. S3275024Cr - 10Ni - 4Mo - VA 351 Gr. CE8MN25Cr - 5Ni - 2Mo - 3CuA 351 Gr. CD4MCu25Cr - 7Ni - 3.5Mo - W - CbA 351 Gr. CD3MWCuN25Cr - 7Ni - 3.5Mo - N - Cu - WA 182 Gr. F55A 240 Gr. S327603.135Ni - 35Fe - 20Cr - Cb2 - 3.1B 462 Gr. N08020B 463 Gr.N080203.299.0Ni 2 - 3.2B 160 Gr. N02200B 162 Gr. N022003.399.0Ni - Low C2 - 3.3B 160 Gr. N02201B 162 Gr. N0220167Ni - 30Cu2 - 3.4B 564 Gr. N04400B 127 Gr. N0440067Ni - 30Cu - SB 164 Gr. N044053.572Ni - 15Cr - 8Fe2 - 3.5B 564 Gr. N06600B 168 Gr. N066003.633Ni - 42Fe - 21Cr2 - 3.6B 564 Gr. N08800B 409 Gr. N088003.765Ni - 28Mo - 2Fe2 - 3.7B 564 Gr. N10665B 333 Gr. N1066554Ni - 16Mo - 15Cr2 - 3.8B 564 Gr. N10276B 575 Gr. N1027660Ni - 22Cr - 9Mo - 3.5CbB 564 Gr. N06625B 443 Gr. N0662562Ni - 28Mo - 5FeB 564 Gr. N10001B 333 Gr. N1000170Ni - 16Mo - 7Cr - 5FeB 564 Gr. N10003B 434 Gr. N1000361Ni - 16Mo - 16CrB 564 Gr. N06455B 575 Gr. N0645542Ni - 21.5Cr - 3Mo - 2.3CuB 564 Gr.N08825B 424 Gr. N088253.947Ni - 22Cr - 9Mo - 18Fe2 - 3.9B 572 Gr. N06002B 435 Gr. N060023.1025Ni - 46Fe - 21Cr - 5Mo2 - 3.10B 672 Gr. N08700B 599 Gr.N087003.1144Fe - 25Ni - 21Cr - Mo2 - 3.11B 649 Gr. N08904B 625 Gr. N0890426Ni - 43Fe - 22Cr - 5Mo2 - 3.12B 621 Gr. N08320B 620 Gr. N0832047Ni - 22Cr - 20Fe - 7MoB 581 Gr. N06985B 582 Gr. N069852.72.83.43.83.12Material Group 3.1 40000 35000 2500 # 30000 Pressure ( kPag 25000 20000 15000 900 # 1500 # 10000 5000 0 0 100 200 300 400 Temperature ( DegC Material Group 3.1 9000 8000 7000 Pressure ( kPag 6000 5000 300 # 600 # 4000 3000 2000 150 # 1000 0 0 100 200 300 400 Temperature ( DegC。
API 582 化工、石油和天然气行业的焊接准则-中文完整版

化工、石油和天然气行业的焊接准则API 582目录1 范围 (1)2 引用标准 (1)3 定义 (3)4 一般焊接要求 (5)5 焊接工艺 (5)5.1 可接受的焊接工艺 (5)5.2 熔焊工艺的限制 (6)5.3 单面焊接接头 (8)5.4 复合焊接工艺 (8)5.5 机械化和自动化焊接工艺 (8)6 焊接耗材(填充金属和焊剂) (9)6.1 概要 (10)6.2 异种金属焊接 (10)6.3 低合金钢焊接(P-3 至P-5) (10)6.4 不锈钢焊接(P-6、P-7 和P-8) (10)6.5 双相不锈钢焊接 (11)6.6 埋弧焊 (11)6.7 电渣焊(防腐蚀堆焊) (12)6.8 耗材储存和操作 (12)6.9 合金耗材控制 (12)7 保护气和清洗气 (12)8 预热温度和层间温度 (12)9 焊后热处理(PWHT) (13)10 清洗和表面处理 (16)11 特殊工艺评定要求/测试 (17)11.1 概述 (17)11.2 管子对管板焊接 (17)12 其他项目 (17)12.1 衬底材料 (17)12.2 冷作硬化 (17)12.3 堆焊和包层修复(衬底熔覆)12.4 临时附件 (18)12.5 螺柱焊接 (18)12.6 硬度测试—焊接步骤要求和产品试验 (18)12.7 单道焊 (20)附录A(告知性)自动保护金属极电弧焊(SMAW)的焊接耗材 (21)附录B(标准性)堆焊和包层修复(衬底熔覆) (26)图表1 维氏硬度压痕位置 (19)表格1 可用的P-代号表 (3)2 FCAW 电极的扩散氢极限 (7)3 含硫和非含硫环境中镍基电极的应用 (10)4 层间温度最大推荐值 (13)5 PWHT 温度和停留时间 (15)A.1 碳钢和低合金钢 (22)A.2 不锈钢合金 (23)A.3 双相不锈钢 (24)A.4 铜-镍和镍基合金 (25)B.1 碳钢和低合金钢堆焊的填充金属选择 (27)B.2 奥氏体不锈钢堆焊的化学成分要求 (28)化工、石油、天然气行业焊接标准1. 范围1.1 此推荐的做法是为下述涉及焊接以及焊接相关工艺的车间、现场制造、修理和改造提供补充的指导方针和实践方案:a)承压设备如压力容器、换热器、管道、加热管和焊接到其压力边界的转换设备和附件。
粘结强度 astm c882 -回复
粘结强度astm c882 -回复粘结强度是指材料之间在应力作用下抵抗拉伸或剪切破坏的能力。
ASTM C882则是美国材料测试和标准协会制定的一项标准测试方法,用于评估混凝土与其他材料之间的粘结强度。
本文将一步一步回答关于ASTMC882标准测试方法的相关问题。
第一步:测试设备与试件制备在进行ASTM C882测试之前,需要准备以下主要设备和材料:拉伸或剪切测试机、压力机或万能材料测试机、用于制备试件的模具、适当尺寸的试件和测试胶合剂。
第二步:试件制备根据ASTM C882标准,制备试件的过程主要包括:选取合适的试件尺寸、在试件表面涂抹胶合剂、将试件按照要求固定到模具上,并确保胶合剂完全干燥。
第三步:测试前准备测试前准备工作主要包括:根据ASTM C882标准要求,调整测试设备的参数,例如加载速率和加载方式;确保试件固定牢固,以避免在拉伸或剪切过程中移动或滑动;校准测试设备以确保准确测量。
第四步:拉伸测试ASTM C882标准将拉伸测试分为两种方法:静态方法和动态方法。
静态方法适用于评估两个材料之间的静载力,而动态方法则可以模拟实际应用中的动态载荷情况。
在拉伸测试中,试件固定在测试机上,然后加载力逐渐增加,直到试件破坏。
测试机会记录试件断裂时的载荷值,以确定粘结强度。
第五步:剪切测试剪切测试的主要目的是评估两个材料之间的耐剪强度。
与拉伸测试类似,剪切测试也可以分为静态方法和动态方法。
在剪切测试中,试件被夹紧固定在测试机上,然后加载力逐渐增加,直到试件破坏。
测试机会记录试件断裂时的载荷值,以确定粘结强度。
第六步:数据处理与结果评估测试完成后,需要对获得的数据进行处理和分析。
根据ASTM C882标准,可以计算粘结强度的平均值和标准偏差,以确定试件之间的一致性。
最后,根据测试结果评估材料之间的粘结强度。
较大的粘结强度值表示两个材料之间的粘结能力较高,适用于承受较大的拉伸或剪切载荷。
相反,较低的粘结强度值可能需要对材料或处理方法进行改进。
API582_翻译

API582 化工、石油、气体工业焊接指南部分翻译8.焊前预热和层间温度8.1 需要预热时,适用于所有的焊接、点焊和热切割。
要求的最低预热温度,按照适用的标准及推荐的条款,如ASMEB31.3的表330.1.1等。
任何在有关标准中列出的推荐和要求的预热应视为是强制性的。
8.2 对低合金钢,预热温度应在热处理之前一直保持,贯穿于焊缝厚度,加热范围是焊缝两侧至少3 in. (75mm)。
热处理之前的预热温度应低于Mf(马氏体转变终了温度)。
8.3 预热温度何层间温度应用热电偶、测温蜡笔、温度仪表等合适的方法来检查。
8.4 对奥氏体不锈钢、双相不锈钢、非铁素体合金、有冲击试验要求的碳钢、低合金钢,其最高层间温度应在WPS和PQR中说明。
表4提供了推荐的层间温度。
8.5 当焊接含碳量高的锻件、配件时,特殊焊接程序应说明包括预热温度、控制硬度需要的冷却速度等,以减小氢致裂纹的风险。
9.焊后热处理(PWHT)9.1 PQR的PWHT应遵循适用的标准及买方(业主)指令要求的程序。
对于产品的PWHT,热处理前,热处理工艺应由买方审核批准。
9.2 所有WPS中的PWHT工艺应指出下列内容:1)最大的加热速度2)保持的温度区间3)保温时间4)最大冷却速度作为一种选择,WPS可以指出分开的项目特殊PWHT工艺。
9.3 特殊热处理方法如感应加热、内燃法,在产品热处理之前,PWHT工艺应由买方批准。
9.4 除非买方申明取消,PQR应进行硬度测试,以验证PWHT能够满足硬度要求。
说明:稳定尺寸或结构厚度要求的PWHT,常常取消硬度测试。
9.4.1 服役条件要求的硬度测试(NACE PR 0472 或按照买方的定义),12.6.1给出的测试要求和方法适用于PQR的硬度测试,除非买方另有说明。
9.4.2 当硬度测试与服役条件无关时,测试要求由买方说明。
9.5 产品的硬度测试可以由买方说明,以验证热处理效果,买方可以按照12.6.2来说明要求,也可以规定公司的特殊要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用于抗腐蚀设备的模压成型增强热固性塑料(RTP)层压板1.范围1.1本规范主要描述了用于抗腐蚀RTP罐、管及其它设备的纤维增强热固性聚酯、乙烯酯和其它热固性树脂层压板的化合物、厚度、制造工艺及物理性能的要求。
本规范仅用于模压成型工艺。
注释1——本规范中的层压板指模压工艺得到的罐、管及其它产品注释2——没有相似的ISO标准1.2下面的安全危害警告仅用于本规范的第8部分:本规范并不涉及所有的安全问题,如果有,请结合使用。
规范使用者用责任建立安全和健康规范及使用前的常规限制措施。
2.参考文献2.1ASTM 标准C581 用于液体输送的玻璃纤维增强结构的热固性树脂的耐化学腐蚀特性测试D638 塑料拉伸性能试验方法D695 刚性塑料抗压性能试验方法D790 未增强塑料、增强塑料及电子绝缘材料弯曲性能测试D883 塑料术语D2583 用巴氏硬度计测定刚性塑料硬度的试验方法D2584 固化增强树脂的烧失量测定方法D3681 在弯曲状态下玻璃纤维管的耐化学腐蚀性能试验方法E84 建筑材料表面燃烧特性试验方法3.定义3.1本规范中的定义与D883术语一致,无特殊说明。
规格中增强热固性树脂的缩写是RTP。
3.2聚酯——树脂缩聚二羟基衍生物及有机二元酸或酐。
3.3乙烯酯——活性不饱和树脂在终端位置与苯乙烯反应生成高度交联热固性共聚物。
注释3——RTP组件的制备,这些树脂与聚酯的处理方式相同。
3.4模压成型——是这样一种方法,将玻璃纤维增强材料放入模具内,玻璃纤维的形式可以是短切毡,方格布,手工的或卷筒的,或连续玻璃纤维材料用斩形喷枪截断。
树脂基体的制备方法多种,可以是刷子,滚筒,喷枪。
复合层压板的固化采用滚压方法。
4.分类4.1层压板应根据类型、品种和品级进行分类。
4.1.1类型——用罗马数字表示增强材料的结构,由指定玻璃纤维层按指定的顺序组成。
4.1.1.1类型Ⅰ——是一种标准的全毡或短切纱,或两者都有,见表1。
A:纤维含量,重量百分比=25-30,适合所有厚度。
B:计算厚度如下:V=表面毡-0.01in/层(0.25mm/层),当在树脂中饱和时。
M=11/2oz/ft2(459g/m2)mat-0.043in/层(1.1mm/层),当在树脂中饱和时C:厚度不应少于90%计算厚度。
D:结构层加入前腐蚀壁垒应(1,2,3层)已形成E:如果层压板制造工艺和6.3.1要求的话,结构铺展(structure lay-up)在长期放热作用下需要间断性中断。
4.1.1.2类型Ⅱ——标准毡,短纱,或方格布结构,或其它复合结构。
见表2。
4.1.1.3其它类型——在结构层中可能会出现标准毡或短纱和非织物的双向或单向增强材料,根据附件X2.。
4.1.2品种——用首字母代表树脂的种类,“P”代表聚酯,“V”代表乙烯酯。
在FS后面加上括号,FS(),代表阻燃性。
根据试验方法E84,括号内的数字为最大火焰蔓延速度。
A:纤维含量,重量百分比=25-30,适合所有厚度。
B:计算厚度如下:V=表面毡-0.01in/层(0.25mm/层),当在树脂中饱和时。
M=1 1/2oz/ft2(459g/m2)mat-0.043in/层(1.1mm/层),当在树脂中饱和时R = 24 1 / 2 oz/yd2 (832 g/m2) 5 * 4 方格布= 0.033 in./层(0.84 mm/层) 当在树脂中饱和时C:厚度不应少于90%计算厚度。
D:结构层加入前腐蚀壁垒应(1,2,3层)已形成E:如果层压板制造工艺和6.3.1要求的话,在添加M层后,结构上篮(structure lay-up)在长期放热作用下需要间断性中断。
4.1.3品级——用阿拉伯数字描述层压板的最小物理性能,环境温度73.4±3.6°F (23±2°C)注释6:用5个数字描层压板的最小物理性能,这些性能来自有代表性的产品工艺样品,并非随意选取。
4.1.4厚度——标称厚度用阿拉伯数字表示,应保留到0.01in(见表1,表2)。
4.1.5不同层压板的分类要求——表3中层压板的分类是由RTP加以下内容完成(1)类型罗马数字表示;(2)品种首字母表示,若有需要后面紧跟FS();(3)品级由5个阿拉伯数字组成,用以描述产品的最小物理性能;(4)厚度,精确到0.01in(如果性能与厚度无关,用“ALL”表示厚度)4.1.5.1示例(1)RTP ⅠP 13211 ALL,说明类型Ⅰ,聚酯树脂,无阻燃性,13211代表性能如下:(见表3)拉伸强度,极限——9000psi(62MPa)拉伸模量——1050000psi(7242MPa)弯曲强度,极限——18000psi(124MPa)弯曲模量——700000psi(4828MPa)纤维含量——25%厚度——“ALL”(2)RTP ⅡP FS(25) 55433 .30,说明类型Ⅱ,聚酯树脂,树脂阻燃层压板的最小火焰蔓延速度25,55433代表性能如下(见表3):拉伸强度,极限——17500psi(121MPa)拉伸模量——1300000psi(8966MPa)弯曲强度,极限——22000psi(152MPa)弯曲模量——1000000psi(6897MPa)纤维含量——30%厚度——0.30in(7.62mm)5.材料5.1数值基体5.1.1必须通过试验或先前使用记录验证所用树脂满足此服役条件。
见8.6.。
5.1.2催化系统应由树脂生产商推荐或批准。
5.1.3稀释剂,例如苯乙烯,填料,染料,颜料,阻燃剂,应由制造商和购货商协商通过。
当需要使用时,双方应协商其限制使用量,处于粘度控制的需求,树脂中需添加触变剂。
注释8——填料,染料,颜料,触变剂的添加可能会影响外观检查。
注释9——树脂中添加催化剂,稀释剂,染料,颜料,阻燃剂,触变剂对其耐化学腐蚀性影响显著。
5.1.4必要的情况下添加树脂糊状物用于填补缝隙,添加量不受 5.1.3的限制,但是应与触变剂混合使用。
缝隙是由于在覆盖物上添加组件造成的。
5.1.5经制造商和买方协商可在产品外表面添加抗天气性的紫外线吸收成分。
5.2纤维增强体5.2.1表面层是一种优质的纤维薄层。
主要作用是在增强塑料表面形成一层光滑的表层。
5.2.1.1应通过试验方法C581或D3681,或查看历史记录证明表面层满足服役条件。
5.2.1.2合适的表面层应满足如下条件:(a)与树脂兼容(b)纤维分别均匀(c)纤维丝单一分布(非聚集状)(d)当与树脂饱和混合时,厚度至少应为0.001in(e)最小纤维长度0.5in注释10——RTP层压板的耐化学腐蚀性由树脂决定。
与固化树脂作用的过程中,表面层起决定富树脂层厚度,减少微裂纹,提供不吸潮的耐化学腐蚀层的作用。
在选择特殊用途的表面层时还应考虑一下因素:(a)悬垂性(表面层应与模具形状一致)、(b)干、湿抗张强度(c)粘结剂的溶解性(如果用到)(d)润湿性(e)表面层应是湿透的,无空气进入(f)表面层不应对树脂固化起阻碍作用、5.2.2短切毡应“E”“ECR”玻璃纤维11/2oz/ft2(459g/m2),大小和粘合物与树脂兼容。
5.2.3方格布应“E”“ECR”玻璃纤维241/2oz/yd2(832g/m2),5*4的织物,大小与树脂兼容。
5.2.4粗砂,用斩形喷枪喷射的,应“E”“ECR”玻璃纤维,大小与树脂兼容。
5.2.5其它增强材料,例如非缠绕双轴或单向织物。
这些产品应“E”“ECR”玻璃纤维,大小与树脂兼容。
5.3层压板5.3.1层压板的结构应符合指定类型平板叠加顺序。
5.3.2类型Ⅰ见表15.3.3类型Ⅱ见表26.层压板制造工艺6.1在模具或芯模内放入已催化的树脂,模具或芯模内提前放入parting成分或薄层。
之后放入指定的表面毡,滚动以让树脂浸透毡面。
6.2树脂6.3按照铺层顺序铺层,并把它们做成表格,滚压每一层以保证完全浸润和除气充分。
6.3.1由于放热导致层压板结构中断必须遵循表1,表2特殊类型层压板的说明。
中断前最后一个增强层应为11/2-oz/ft2(459-g/m2)或同等短切粗砂。
6.4层压板外表面应是光滑的而且无玻璃纤维暴露,最后的板层应是毡同等短切粗砂。
除非指定,表面毡并不是必须的。
根据树脂生产厂家的要求,表层树脂中可能会添加石蜡油或用镀层密封,以确保合适的表面固化层生成。
6.4.1当需要使用颜料时,颜料只能加在树脂中。
6.5所有增强材料的边缘应有至少1in的重叠,除了表面毡外。
临近的重叠边应交错分布。
表面毡不应有重叠或重叠部分不超过1/2in(12.7mm),不允许有缝隙。
7.物理和机械性能7.1表1,表2给出了类型Ⅰ,类型Ⅱ层压板的化合物和及其次序要求。
7.2表4给出了类型Ⅰ,类型Ⅱ层压板的物理性能要求。
7.3不同种类和品级的层压板的物理性能的确定应在车间内用平的层压板测定。
类型Ⅱ层压板缠绕粗砂应方形放置,测试样沿经纱粗砂平行切断。
7.3.1 从编织设备上得到的测试样通常不平行于经纱粗砂。
利用这些样品得到的机械性能见附件X1.8.试验方法8.1 拉伸强度和弹性正切模量——试验方法D6388.1.1 样品应符合试验方法D638类型Ⅱ。
见图18.2 弯曲强度和弹性正切模量——见D790,方法1,程序A,表1,1/d=16:1.。
8.2.1 样品应为层压板的整个厚度8.2.2 the loading nose将被应用到层压板的内表面。
8.3 纤维含量——试验方法D25848.3.1 发火装置the ignition上剩余的玻璃纤维层应被仔细分离出来并且点出数量以满足标准铺展次序。
8.4 厚度应采用带有球形测量面的千分尺ball-foot micrometer测定。
A: 厚度不应少于计算厚度的90%B: D638C:巴氏硬度应为铸造树脂硬度的90%(最小)D:D6958.5 硬度——见D25838.6 耐化学腐蚀性——见D5818.6.1 工厂操作条件下的暴露试验应遵照C581标准注释11——更厚的层压板不适合做暴露试验,因与标准样相比结果会有显著变化。
8.7 表面火焰蔓延等级——见E849. 工艺和完成9.1 完成的层压板应进行视觉检查,按照表5进行。
B:假性气体和气泡是允许的,只要表面不容易被指定器物破坏,例如小刀刀刃。
C:切口边缘必须涂覆树脂D:杂物不应渗入表面而且不应导致假性气体和气体缺陷的产生。
9.2 暴露在化学环境下的表面应是光滑的,富树脂的,并应固化充分完全。
外表面也应是固化完全充分的。
9.2.1 固化的程度应按照ASTM D2583 采用巴氏硬度测定方法测定。
至少应有80%的随机硬度值超过树脂生产商推荐硬度值的90%。
9.2.2 固化层以下潜在的空气(内表面第二层和外表面非模压层)应进行丙酮敏感度试验。