塑料设备参数调查表
常用塑料注塑技术参数表注塑机参数设置表
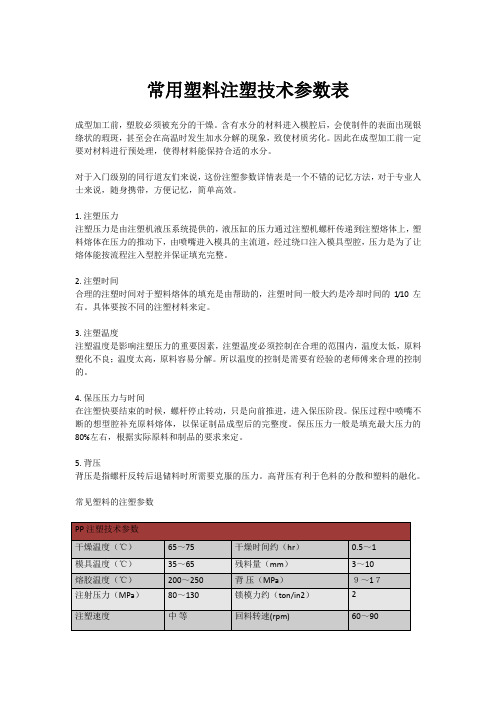
常用塑料注塑技术参数表
成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
1. 注塑压力
注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间
合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度
注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4. 保压压力与时间
在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5. 背压
背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
常见塑料的注塑参数。
塑料产品设计检查表范例

Customer(客户)Part Name(产品名)Part No(零Date(日期)1. 图纸的版本 Part Versioncheck by YesNoWhat to doRD RD RD2.制品的成型方式Molding MethodYesNoPR PR3.尺寸及公差检查Dimesion and Tolerance CheckYes No RD PR RD RD4.基本信息检查Basic InformationYesNoRD PR RD RD PR RD RD5.出模角检查Draft CheckYesNoRD RD RD6.壁厚检查Thickness CheckYesNoRD RD7.外观检查Appearance CheckYesNoRD PR RD PR RD PR PR RD8.装配检查Assembly CheckYesNoRD PR RD RD 总经理批准:a.有无3D 图,版本是什么? Have we got 3D part drawing and what's the version?b.有无2D 图,版本是什么? Have we got 2D drawing and what's the version?PR:g.制品的倒扣是否能出模? Can undercuts be moldable?c.浇口位置和型式指定了吗? Gate location and type specified?d.制品有无雕刻要求如产品号,版本,日期章,模穴号,材料标识等, 位置及大小是否指定?Engraving informatiom e.g. part No,rev No,cav ID,recycling code and date code specified?f.分模线跳级及段差是否接受?Can stepped parting line and mismatch be accepted?a.关键尺寸是否标注?Critical dimension specified?e.雕刻内容凹陷入产品内是否意味着雕刻内容突出于钢料上?(电脑锣要求特别注意此项)Engraving recessed in the plastic=protruding on steel? (special note for CAM required)c.是否有关键可见面规定? Does it specify the critical surface?b.是否规定晒纹必须由模德或尼红制作(考虑到报价)?specified texture must be made by MoldTech or Nihon? (considered in quotation)RD:c.3D 图和2D 图是否符合? Are 2D drawing and 3D part conform?da.确认是注塑模,压铸模或其它? Injection mold,die-casting mold or other?b.是否特殊模塑,IMD,气辅, 二次注塑,双色成型?Special process e.g. IMD,air-assistant,over-mold,double injection?a.制品所用的胶料,颜色已指定 Plastic material grade and color are clarified.b.公差是否合理,能否做到? Tolerance is reasonable?Can we make it?c.未注公差有无指定,参考标准是什么 Free tolerance refer to which standard?d.是否要求有检测夹具inspection jig required?a.检查是否有出模角,出模角是否足够 Has part enough draft angle?b.检查蚀纹面的脱模角是否足够 Is draft angel enough for mold release if texture?a.制品的壁厚是否均匀,壁厚过渡是否合理?Is Wall-thickness uniform? Is thickness transition resonable?b.成型收缩率Shrinkage rate specifiedc.检查拔模方向是否合理 Is draft direction reasonable?Checked by(审核者)Comfirmed by(确认)PR:RD:d.是否需要焊接,粘接Need ultrosonic welding or adhesive?h.制品表面是否需要电镀? Need to electroplate?a.制品与其它零件有无配合,配合有无干涉?Need to assemble with other parts? Has assembly interference with each other?b.是否可以得到配合样板或装配图?Can we get the assembling samples or assembly data?e.外观缺陷的接受程度? Specified the acceptable level of cosmetic?f.变形风险评估及预防estimate the warpage risk and do predeformation or change part design g.薄尖钢料的防治,较深槽的处理(强度及冷却问题)avoid the thin or sharp steel in mold , change the part design 。
常用塑料物性-表格扫描(修订版)备课讲稿
性能
数据
性能
数据
相对密度
1.05
维卡软化点/℃
100
吸水率/%
0.05
长期使用温度/℃
60~75
成型收缩率/%
0.4~0.7
脆化温度/℃
-30
透光率/%
88~92
线膨胀系数/(×10-5K-1)
8
折射率
1.59~1.60
热导率/[W/(m·K)]
0.14
拉伸强度/MPa
50
体积电阻率/Ω·cm
20~24
—
12~13
热导率/[W/(m·K)]
0.35
—
0.44
体积电阻率/Ω·cm
6×1015
—
6×1015
介电常数(106Hz)
2.28~2.32
—
2.34~2.38
介电损耗角正切值(106Hz)
0.0003
—
0.0003
介电强度/(kV/mm)
>20
—
>20
耐电弧/s
115
—
115
氧指数/%
0.009
0.009
介电强度/(kV/mm)
13~20
13~20
13~20
耐电弧/s
66~82
66~82
66~82
氧指数/%
20
20
20
表2-22ACS的主要性能
性能
通用级
阻燃级
性能
通用级
阻燃级
相对密度
1.07
1.16
介电强度/(mV/m)
26
25.4
拉伸强度/MPa
注塑工艺参数调查表
时间
一段
22s
二段
三段
10
66
260
四段
射退
30
30
9
温度
一段
二段
三段
四段
五段
六段
205
210
210
210
195
165
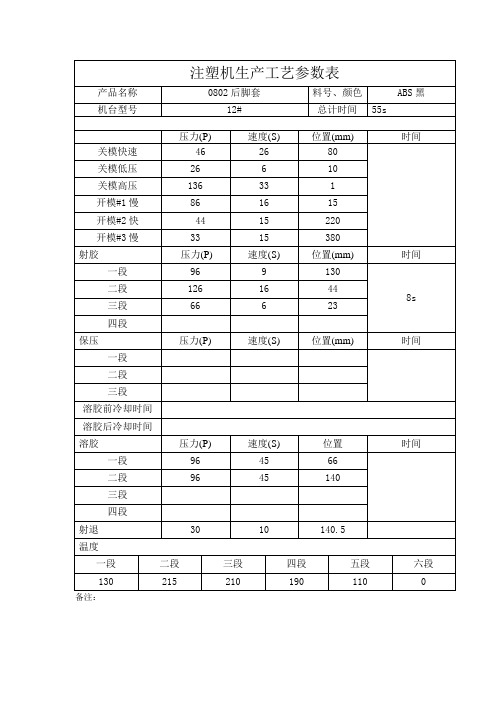
注塑机生产工艺参数表
产品名称
9350电子表上盖
料号、颜色
PS珠光灰
机台型号
7#1kg
总计时间
100s
压力(P)
速度(S)
位置(mm)
时间
关模快速
60
15
200
关模低压
60
15
10
359.9
射胶
压力(P)
速度(S)
位置(mm)
时间
一段
85
35
202
13s
二段
115
55
80
三段
70
6
45
四段
保压
压力(P)
速度(S)
位置(mm)
时间
一段
二段
三段
溶胶前冷却时间
溶胶后冷却时间
溶胶
压力(P)
速度(S)
位置
时间
一段
90
65
91
二段
95
65
240
三段
四段
射退
50
20
242
温度
一段
二段
三段
四段
溶胶后冷却时间
38s
溶胶
压力(P)
速度(S)
位置
时间
一段
0
0
0
注塑厂水电气调查表

水电气需求调查表
TO:22017122910DATE:
ATTN:TEL:
FROM:FAX:
为了更好的为您服务,请您详细填写以下内容。
(1)业主单位: 施工城市:
(2)厂房平面图(为CAD格式,比例1:1),标明车间长、宽、柱以及注塑机摆放方位。
(3)目前规划机台数及规格(台),预留机台数及规格台。
(可附表)
(4)需要进行设计的方案专业:□注塑机冷却水,□注塑机冷冻水,注塑机压缩空气,
□注塑机配电,□其他设备水电气(请另附设备功率与用电电压、用气量、用水量)。
(5)允许布置水池、水塔、冰机、空压机、电柜等设施的位置,在图中注明。
(6)管道材质要求 □PVC管 镀锌管 □不锈钢工业雾面管 □其他要求 □无
(7)注塑机机边设备 □冰水机 模温机 □干燥桶 □其他设备 □无
、用水量)。
)。
常用塑料注塑工艺参数表:
常用塑料注塑工艺参数表:常用塑料注塑工艺参数表:树脂名称LDPE HDPE 乙丙共聚PPPP 玻纤增强PP注射机类型螺杆转速/(r/min)柱塞式—螺杆式30~60柱塞式—螺杆式30~60螺杆式30~60直通式180~190190~200210~220160~17070~9090~13040~502~5形式喷嘴温度/ 料筒温度/ 前直通式150~170直通式150~180直通式170~190直通式170~190 170~200180~190180~200180~200中—180~220190~220200~220 后 140~160140~160150~170160~170模具温度/30~45 30~6050~70 40~80注射压力/MPa 60~100 70~10070~100 70~120保压压力/MPa40~50 40~5040~50 50~60注射时间/s 0~5 0~5 0~5 0~5保压时间/s15~60 15~6015~60 20~60 15~4015~4040~100冷却时间/s15~60 15~6015~50 15~50总周期/s 40~140 40~14040~120 40~120树脂名称PS HIPS ABS 高抗冲ABS耐热ABS注射机类型螺杆转速/(r/min) 柱塞式—螺杆式螺杆式30~60螺杆式30~60螺杆式30~60 30~60 直通式 190~200 200~220 220~240 190~200 60~8585~12050~803~5形式喷嘴 温度/ 料筒温度/ 前 直通式 160~170 直通式 160~170 直通式 180~190直通式 190~200 170~190 170~190 200~210200~210 中 — 170~190 210~230210~230 后 140~160 140~160 180~200 180~200 模具温度/ 20~60 20~50 50~70 50~80 注射压力/MPa 60~100 60~100 70~90 70~120保压压力/MPa 30~40 30~40 50~70 50~70注射时间/s 0~3 0~3 3~5 3~5保压时间/s 15~40 15~40 15~30 15~30 15~3015~3040~70 冷却时间/s 15~30 15~40 15~30 15~30 总周期/s 40~90 40~9040~70 40~70常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类: 个人日记 | 标签: |字号大中小 订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC 注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf 为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
塑料材料注塑参数表

成型收缩率:
0.8-2.0%
PP
聚丙烯
(均聚PPH(共聚PPC)
Polypropyle ne
料筒温度:170-250C,通常在200C左右
注塑压力:1500-1800bar(保压在注塑压力的
80%左右)保压时间一般较长,模具温度:
50-80C,一般米用高速注射,(流动较好)
干燥温度:80-100C
干燥时间:2-4小时
AS(SAN)
丙烯晴-苯乙烯共聚物
Styre ne-Arcylo ni trile
料筒温度:180-290C,一般在230左右范围内。 模具温度保持在35-80C,射出压力:
700-2300kg/cm3,背压:100-200kg/cm3
干燥温度:85-100C
0.8-1.5%
改性聚苯醚
MPPO
料筒温度:260-290C,模具温度100C以上 采用高压、高速注射,保压(注射40-60%)
干燥温度:90-110C
干燥时间:2-4小时
PPS
聚苯硫醚
Phe nylen esulfide
纯PPS料筒温度:280-330C,加纤的料筒温 度:300-350C,模具温度:120-180C,注射
料筒温度:150-180C,模具温度;35-45C射出压力:600-800kg/cm3,螺杆转速偏大
干燥温度:40-50C
干燥时间:2-4小时 吸水性小
成型收缩率
0.7-2%
HDPE
高密度聚乙烯
High Den sity Polyethyle ne
料筒温度:200-230C,射出压力:
800-1400kg/cm3,螺杆转速:140rpm
常见塑料的性能参数表

F4+20%GF F46 HDPE HIPE HIPS HPVC LCP LDPE
MPPO
PA PA6 PA6+30%GF PA66 PA66+30%GF
聚四氟乙烯(增强) 聚全氟乙丙烯 高密度聚乙烯(孖力士) 高压聚乙烯 高抗冲聚苯乙烯(不脆胶) 硬质聚氯乙烯 液晶聚合物 低密度聚乙烯
改性聚苯醚
具、食品瓶、桶。
20
较 差
45.7 100 21
1.为白色颗粒。综合性能良 1.适于制作耐热件
好,可在120度蒸汽中使用, 、绝缘件、减磨耐
电绝缘性好,吸水小,但有应 磨件、传动件、医
力开裂倾向。改性聚苯醚可消 疗及电子零件。
除应力开裂。
2.可作较高温度下
2.有突出的电绝缘性和耐水性 使用的齿轮、风叶
3
8.3
3 76
0.3~ 0.7
1.1
2.2
60
39
9.5
M118
0.8~ 1.5
3.4~ 3.6
7
3 102
0.2~ 0.5~ 0.8 1.3
PAR
PASF PBT PBT+30%GF
PC
PC+30%GF
PE
PEEK PEK PEKK PES PET PET+30%GF
塑料材料的性能对比表
1.为透明无定形热塑性工程塑 1.适于制作耐热、
耐热性均优于低压聚乙烯,可 腐蚀零件和绝缘件
在100℃左右使用,耐日照, 。长期被开水浸泡
但低温时变脆。具有良好的电 、被日晒的零件。
性能和高频绝缘性不受湿度影 广泛应用于包装、
响。不耐磨,印刷性差,不溶 纺织、汽车、电器
注塑成型机技术参数验收情况确认表

验证目的:确认注塑成型机参数能够满足生产
验证要求:注塑机各项参数符合生产要求
验证依据:作业条件标准书
验证(操作)人员姓名:
设备名称
注塑机
出厂编号
数量
2
型号
生产单位
主要技术参数验收情况:
1.螺杆直径:36mm
2.理论注塑容积:160
3.注塑量:PS150g , PE120g5KW
6.螺杆最高转速:350rpm
7.锁模力:103t
8.开模力:6.9t
9.拉杆间距:410×410mm
10.载模板间距:610×610mm
11.合模行程:510mm
12.模板间距:700mm
13.最小膜厚:190mm
14.合模速度:告诉7~54m/min,低速2m/min符合规定技术参数。
15.开模速度:高速7~52.5m/min低速2m/min
16.顶出力:3.9t
17.顶出行程:80mm
18.作用油量:295L
19.机械尺寸:4.5×1.1×1.7mm
20.机械重量:4.4t
验证结论:●合格○不合格验证人:日期:13.02.20
审核结论:●合格○不合格审核人:日期:13.02.20
检测表格模板:2委托单(塑料)
□符合□不符合
收样日期
年月日
收样人
预定取报告日期
年月日
付款方式
说
明
1、委托、检验编号、样品检查,最后一栏由检测单位收样人填写。
2、见证单位为建设单位或监理单位,见证人为其单位具有初级以上技术职称或具有建筑施工专业知识的技术人员。
3、见证人员及取样人员对试样的代表性和真实性负有法律责任。
4、见证人员有责任对试样进行监护,并和送样人一起将试样送到检测试验机构,然后在委托单上签字,否则,所引起的责任由见证人员负责。
2.纤维增强塑料:层间剪切强度□抗拉强度□、断裂延伸率□、弯曲强度□、弯曲模量□
其他□
3.不含玻纤内衬:弯曲强度□、弯曲模量□、抗拉强度□、其他□
4.其他□
检验依据
GB/T1040.1-2018□GB/T1040.2~4-2018□GB/T 9341-2008□GB/T1449-2005□其它:
判定依据
5、样品来源为见证取样的检测试验报告上应注明见证单位和见证人,否则,其报告一律无效。
6、检测报告的异议期为收到报告后15天。
第一联:存档第二联:交实验室第三联:委托单位取报告凭证第四联:交见证单位
塑料见证取样送样委托单
委托编号:
工程名称
工程地点
委托单位
施工单位
建设单位
见证单位(盖章)
监督单位
见证人(签字)
送样人(签字)
样品来源
委托日期
年月日
联系xx
检验编号
样品名称
规格及等级
送样数量
生产厂家
代表批量
使用部位
唯一性标识
检验项目
1.聚乙烯(PE)塑料:抗拉强度□、断裂延伸率□、弯曲强度□、弯曲模量□其他□
塑料模具设计查核表

模具/设备工作申请单编号
负责人
产品名称
模具编号
初步LAYOUT
产品:缩水率:□合理□需适当调整
拔模角:□合理□需适当调整
分模面:□合适,便于合模□复杂,重新分模
初步组立图:□布局合理□布局杂乱,重新排布
模座选择:□合适□不合适
侧抽芯机构:□无
□有,行程mm
进料系统:形状:□合理□不合理
备注:
设计组长确认:
单位主管确认:
窗体编号:JMTD-4-00Fra bibliotek5-A1 (保存期限:一年以上)
大小:□适中□过大□过小
冷却系统:位置:□合适□有干涉破孔
性能:□足够□不能完全冷却
顶出系统:位置:□合适□与其它零件干涉
性能:□可以完全顶出□顶出有障碍
备注:
设计组长确认:
3D
建模
模座选择:□合适□不合适
定位装置:□合理□不足以定位
模仁分模线:□合理□加工困难
顶针位置:□合适□影响外观
排气位置:□通路顺畅□排气困难
模仁零件:□有防呆措施□无防呆,易导致组装错误
干涉检查:□无干涉□干涉
BOM表格:□完全□欠缺或失误
备注:
设计组长确认:
2D
工程图
□
ﻩ
图面清晰无误:□是□否
尺寸标注:□完全标注□过标□漏标
公差标注:□合理□不合理
组装图面:□清晰明了□有歧意
零件图:标准数量:□正确□错误
材质:□合理□不合理
版次:□正确
塑料使用情况调查问卷

塑料使用情况调查问卷塑料使用情况调查问卷1.您的性别是:男女2.您的年龄段是:18岁及以下19-25岁26-35岁36岁及以上3.您的受教育水平是:初中及以下高中大学专科大学本科硕士及以上4.您从事的职业是:教育、科研、工程经济、管理、商贸文学、艺术、设计其他5.您目前生活的地区是________________。
6.您是否在生活中感受到白色污染的危害?是的,经常感受到偶尔会感受到从来没感受到7.您对您所在的地区对废弃塑料制品的处理满意吗?很满意一般很不满意8.您知道塑料制品上标注的三角号中的数字代表什么意思吗?塑料的降解难易度塑料的回收难易度塑料的成分塑料的生产商9.请问您对使用一次性塑料制品的态度是什么?完全支持,一次性塑料制品带来的便利价值不可估量可以使用,但需要严格控制和回收完全反对,一次性塑料制品带来的环境问题很严重10.您每天使用塑料瓶装饮料的数量平均是0-1个2-3个4个及以上11.您每天使用塑料袋的个数平均是0-1个2-3个4个及以上12.您在使用完塑料用品之后怎么处理(多选)?随地丢弃如果可以重复用就继续用直接扔到垃圾桶13.您认为塑料制品可以回收吗都可以有的可以,有的不行都不可以14.您在学习和生活中有没有接受过有关塑料对环境影响的宣传或教育从没接受过只在课本上接受过在课本和社区宣传活动中都接受过15.请问您认为下列措施能有效控制白色污染的有哪些(多选)?政府出台相关法律法规在社区宣传、鼓励住户进行塑料回收利用科学家开发降解塑料的技术使用环境友好的替代品16.您认为下列哪些塑料处理方法较为合理(多选)?填埋到土壤中将塑料集中焚烧化学降解,得到各种化工原料或产品生物降解,使用能降解塑料的微生物处理17.您之前听说过生物方法降解塑料吗?从没听说过在一些网络科普文章里听说过在课堂里学习过相关知识系统的了解生物降解塑料的技术18.您认为生物降解塑料的前景如何?很好,通过现代生物技术完全可以做到较难做到,一般塑料降解需要苛刻的条件,生物难以提供这怎么可能,不可能做到的19.假如有一天科学家开发了通过现代生物技术改造的可降解塑料微生物,您支持将它们释放到环境中吗?支持,这样可以很好地解决白色污染问题中立,因为不知道会有什么副作用反对,将生物技术改造的微生物释放到自然界是很危险的20.您认为还有什么好的方法可以解决白色污染问题?________________________________________________________________ __________________________。
注塑部拌料机点检表

拌料机保养点检表型号类别检查项目每周设备电源连接是否正常开关按纽无松动且启动正常机体稳定运转无晃动现象电动机无异常声音味道电动机与底盘连接是否牢固警示标签存在并显著拌ቤተ መጻሕፍቲ ባይዱ时是否有材料漏出闸门开关动作是否顺畅电机运转方向正确类别检查项目每月各部位螺丝检查紧固注油孔添加润滑油拌料刀片螺丝检查紧固电源配线检查无松动现象电源配线无破损现象备注检查维护人注
电源配线检查无松动现象 电源配线无破损现象
注油孔添加润滑油
备注
检查维护人
注:根据不同型号进行相应保养,周保养由技术人员或领班每周末下午完成,确保达标,机器工作在稳定的状态;月保养每月末由技术人员或领班完成,完毕后作相应日期记录。 各班班长是机器的使用及维护负责人,督导所有员工对设备进行良好的维护、清洁。 填写方式:‘√’表示良好,‘×’表示无法使用,并在备注栏内标注处理状况。字迹填写工整,规范。
注塑部拌料机保养点检表
设备编号 , 型号 年 月
类别
检查项目
日期
设备电源连接是否正常 开关按纽无松动且启动正常 机体稳定运转无晃动现象
每 电动机与底盘连接是否牢固 周
警示标签存在并显著 拌料时是否有材料漏出 闸门开关动作是否顺畅 电机运转方向正确 各部位螺丝检查紧固
电动机无异常声音、味道
每 拌料刀片螺丝检查紧固 月
常用塑料参数

常用塑料参数一:聚丙烯(Polypropylene)是由丙烯聚合而制得的一种热塑性树脂。
按甲基排列位置分为等规聚丙烯(isotaetic polyprolene)、无规聚丙烯(atactic polypropylene)和间规聚丙烯(syndiotatic polypropylene)三种。
聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0.90--"0. 91g/rm,是所有塑料中最轻的品种之密度:0.91g/cm3熔点:164~170℃PP的收缩率相当高,一般为1.0~2.5%。
物理性能:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--"0.91g/m3,是所有塑料中最轻的品种之一。
它对水特别稳定,在水中的吸水率仅为0. 01%,分子量约8万一15万。
成型性好,但因收缩率大(为1%~2.5%).厚壁制品易凹陷,对一些尺寸精度较高零件,还难于达到要求,制品表面光泽好,易于着色。
力学性能:聚丙烯的结晶度高,结构规整,因而具有优良的力学性能。
聚丙烯力学性能的绝对值高于聚乙烯,但在塑料材料中仍属于偏低的品种,其拉伸强度仅可达到30 MPa或稍高的水平。
等规指数较大的聚丙烯具有较高的拉伸强度,但随等规指数的提高,材料的冲击强度有所下降,但下降至某一数值后不再变化。
温度和加载速率对聚丙烯的韧性影响很大。
当温度高于玻璃化温度时,冲击破坏呈韧性断裂,低于玻璃化温度呈脆性断裂,且冲击强度值大幅度下降。
提高加载速率,可使韧性断裂向脆性断裂转变的温度上升。
聚丙烯具有优异的抗弯曲疲劳性,其制品在常温下可弯折106次而不损坏。
但在室温和低温下,由于本身的分子结构规整度高,所以抗冲击强度较差。
聚丙烯最突出的性能就是抗弯曲疲劳性,俗称百折胶。
耐热性能:聚丙烯具有良好的耐热性,制品能在100℃以上温度进行消毒灭菌,在不受外力的条件下,150℃也不变形。
脆化温度为-35℃,在低于-35℃会发生脆化,耐寒性不如聚乙烯。