高功率光纤激光焊接铝合金焊缝成形特征研究
6061铝合金型材激光填丝焊工艺研究

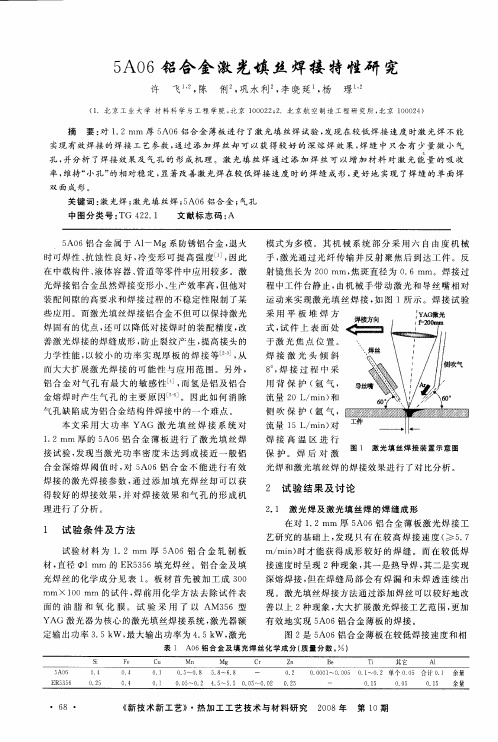
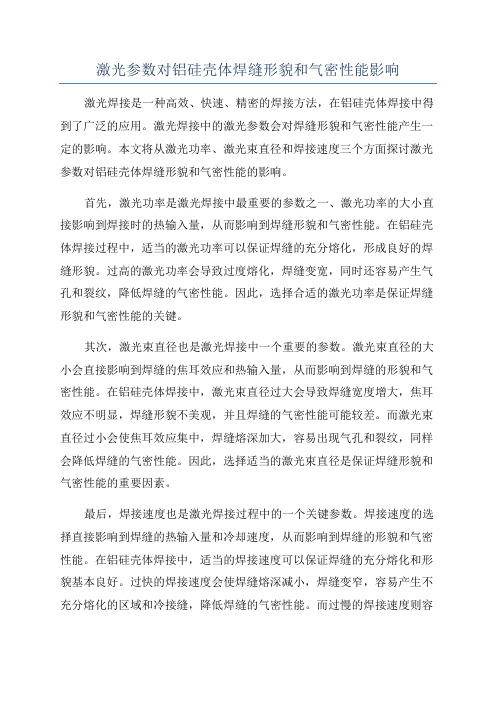
b)熔合线组织
c)焊缝组织 图8 焊接接头显微组织
4 结束语
1)增大激光功率后,焊缝熔深随之增加,余高 减小,背部熔透较大,过大的激光功率将导致焊缝
塌陷。当焊接接头处在熔透的临界状态时,送丝速
度的增加将导致接头未焊透。激光入射角在铝合金
型材焊接过程中对焊缝质量有一定影响,入射角为
90°时接头质量较高。 2)试样断裂位置为焊接接头的热影响区,平均
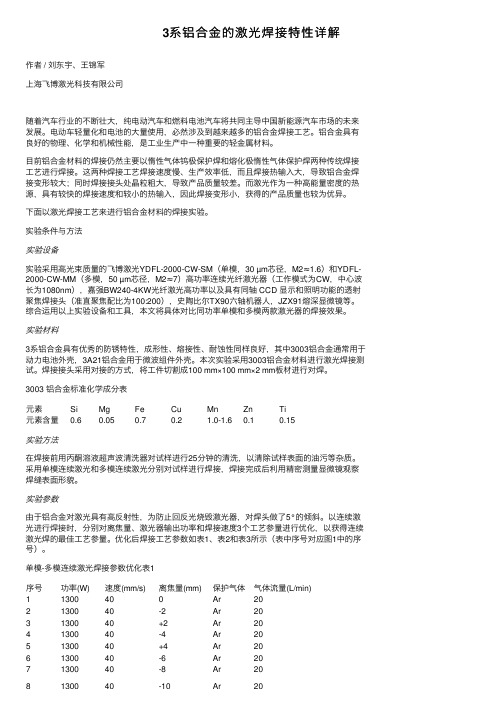
e)送丝速度5.5m/min焊缝外观 f)送丝速度5.5m/min焊缝截面形貌 图3 不同送丝速度焊缝外观及截面形貌
(3)激光入射角对焊缝成形的影响 在铝合 金型材焊接过程中,激光入射角对焊缝质量有很大 影响,图4为不同激光入射角焊接,功率4kW,送 丝速度3.5m/min,焊接入射角分别为60°、90°、 120°,图5为不同入射角焊缝外观及截面形貌。从 图5a可以看出,当激光束入射角为60°时焊缝熔深 更大,更容易被焊透,原因是入射角为60°时激光 束对型材薄板侧作用更大,激光束可以直接将薄板 一侧焊透形成匙孔,且匙孔更为稳定。当光束入射 角为120°时,激光束更直接地作用于立筋厚板处,
焊接采用了TRUDISK8002激光器,激光通过 φ 200μ m的光纤进行传输,K U K A K R90工业机器
人作为机械传动系统及Fronius VR7000送丝机构, 焊缝采用对接不开坡口,焊前使用丙酮清理母材表 面油污、灰尘等,用气动钢丝刷打磨焊缝及其两侧 25mm区域内氧化膜至露出金属光泽,并用酒精对 待焊部位进行清理。焊接过程如图1b所示。
使用蔡司M2m光学显微镜对焊接接头不同位
热加工
23 2021年 第3期
焊接与切割
Welding & Cutting
5A06铝合金激光填丝焊接特性研究
5 6铝合金 属于 Al A0 —Mg系防锈 铝合金 , 火 退
时可焊性 、 蚀 性 良好 , 变形 可 提 高 强度 l , 抗 冷 1 因此 ]
模式 为多 模 。其 机 械 系 统 部 分 采 用 六 自由 度 机 械 手 , 光通 过光 纤 传 输并 反 射 聚 焦 后 到达 工 件 。反 激 射镜焦 长 为 2 0mm, 0 焦斑直 径 为 0 6mm。焊接 过 .
焊接 的激 光焊 接参 数 , 过 添 加填 充 焊 丝 却 可 以获 通 得较 好 的焊接 效果 , 对 焊 接效 果 和气 孔 的形 成 机 并 理进 行 了分析 。
焊 接 高 温 区 进 行 保 护 。焊 后 对 激 图 1 激光填丝焊接装置示意图
光 焊 和激光 填丝 焊 的焊 接效 果进 行 了对 比分 析 。
2 试 验 结 果及 讨 论
2 1 激 光焊 及激 光填 丝焊 的焊缝 成 形 . 在对 1 2mm 厚 5 0 . A 6铝合 金 薄板 激 光焊 接 工 艺 研究 的基 础上 , 发现 只 有在 较 高焊 接 速 度 ( 5 7 ≥ .
1 试 验 条 件 及 方 法
试验 材 料 为 1 2 mm 厚 5 6铝 合 金 轧 制 板 . A0
程 中工件 台静止 , 由机 械 手带 动 激 光 和 导丝 嘴相 对
在 中载 构件 、 液体 容器 、 管道 等零件 中应 用较 多 。激 光 焊接 铝合 金虽然 焊接 变形小 、 产效 率高 , 他对 生 但
装 配 间隙 的高要求 和焊 接过程 的不稳定 性 限制 了某
些 应用 。而 激光填 丝焊 接铝合 金 不但可 以保持 激光
摘 要 : 1 2mm 厚 5 0 对 . A 6铝合金 薄板 进行 了激 光填 丝焊试 验 , 现在 较低 焊接 速度 时激光 焊 不 能 发
激光焊机焊铝参数
激光焊机焊铝参数激光焊机是一种将激光束聚焦在工件表面上,利用激光能量使工件表面局部区域熔化,并在熔化状态下完成焊接的设备。
相比传统的焊接方法,激光焊接具有焊缝窄、热影响区小、热变形小、焊接速度快等优点,因此在工业生产中得到了广泛应用。
本文将重点介绍激光焊机焊接铝材的参数设置。
一、激光焊接铝材的特点铝材是一种常见的轻金属材料,具有良好的导热性和导电性,同时具有一定的氧化性,因此在激光焊接过程中需要特别注意激光焊接参数的设置。
1. 铝的导热性较好,热传导速度快,使得焊接过程中需要增加能量输入以保证熔深和焊缝宽度;2. 铝的氧化性强,容易在表面形成氧化层,影响焊接质量,因此需要采取相应措施进行表面预处理。
二、激光焊接铝材的参数设置下面是激光焊接铝材的参数设置示例,仅供参考。
1. 激光功率激光功率是影响焊接效果的关键参数之一。
对于铝材的激光焊接,一般需要较高的功率以充分熔化铝材并形成均匀的焊缝。
在设置激光功率时,需要考虑铝材的导热性和热传导速度,适当增加功率以确保焊接质量。
2. 激光焦点位置激光焦点位置的选择对焊接质量也有较大影响。
对于铝材的焊接,一般选取合适的焦点位置以确保激光充分聚焦在工件表面,避免因为铝材导热性高而造成焊接不充分的情况。
3. 焊接速度焊接速度是激光焊接中影响焊接质量和焊接效率的重要参数。
对于铝材的焊接,一般需要较高的焊接速度以减少热影响区和热变形,同时确保焊接质量。
4. 激光波长激光波长也是激光焊接参数的重要组成部分。
对于铝材的焊接,一般选择合适的激光波长以增加光与材料的相互作用,提高焊接效率和质量。
5. 激光脉冲频率激光脉冲频率是激光焊接过程中控制焊接深度和熔池稳定性的重要参数。
对于铝材的焊接,一般需要适当的脉冲频率以实现稳定的焊接过程。
6. 辅助气体在激光焊接过程中,选择合适的辅助气体也是确保焊接质量的关键。
对于铝材的焊接,一般需要选择适当的惰性气体以防止氧化和杂质的影响。
三、结语激光焊接铝材是一项技术较为复杂的工艺,需要综合考虑工件材料性能、激光参数、焊接速度等多个因素来确定最佳的焊接参数。
激光焊机焊铝参数

激光焊机焊铝参数激光焊接是一种高能量密度的焊接方法,在焊接过程中,激光光束聚焦在焊接接头上,通过光能将接头加热到熔化温度,使接头材料融合形成焊缝。
对于焊接铝材料来说,由于铝的导热性能和反射性能都比较好,因此在选择激光焊接参数时需要注意一些因素。
1. 激光功率:激光功率是指激光器每秒钟辐射到工件上的能量。
对于铝材料的焊接,通常需要较高的激光功率,以便在焊接过程中提供足够的能量来将铝材料加热至熔点。
选择适当的激光功率可以提高焊接速度和焊缝的质量。
2. 脉冲频率:脉冲频率是激光发射的脉冲次数,通常以赫兹(Hz)为单位表示。
较高的脉冲频率可以增加焊接速度,但也会降低焊接深度。
因此,在选择脉冲频率时需要根据具体焊接要求进行调整。
3. 焦聚率(焦斑大小):焦聚率是激光束在焊接接头上的汇聚程度,决定了焦点大小和激光束的能量密度。
对于焊接铝材料来说,由于其导热性高,所以需要较小的焦斑大小,以便集中能量在焊接接头上,提高焊接效果和焊缝质量。
4. 激光脉冲宽度:激光脉冲宽度是指激光束从亮到暗的时间。
对于焊接铝材料,较短的脉冲宽度可以使焊接速度提高,但同时也会增加焊接过程中的热输入,可能导致焊缝过宽或过窄,因此需要根据具体情况进行调整。
5. 激光束直径:激光束直径影响焊接接头的焦点大小和能量密度。
较小的激光束直径可以增加焦点能量密度,提高焊接速度和焊缝质量。
然而,对于焊接较厚的铝材料来说,较大的激光束直径可以更好地控制焊缝的形成和热输入,因此需要根据焊接要求进行选择。
6. 氩气保护:氩气保护是激光焊接铝材料时常用的保护气体,其主要作用是防止焊接接头与空气中的氧气反应产生氧化物。
氩气可以有效地阻挡空气中的氧气,并保持焊接接头的纯净度和质量。
在焊接参数中,需要设置合适的氩气流量和氩气保护区域大小,以确保焊接接头的质量。
综上所述,激光焊机焊接铝材料需要根据实际需求选择合适的参数,包括激光功率、脉冲频率、焦聚率、激光脉冲宽度、激光束直径和氩气保护等。
激光机作业中的激光焊接参数对焊缝形貌的影响
激光机作业中的激光焊接参数对焊缝形貌的影响激光焊接是一种高效、高精度的焊接方法,被广泛应用于航空航天、汽车制造、电子设备等领域。
在激光焊接过程中,合适的激光焊接参数对焊缝形貌起着重要作用。
本文将探讨激光焊接中的激光焊接参数对焊缝形貌的影响。
一、激光功率对焊缝形貌的影响激光功率是激光焊接中最关键的参数之一。
激光功率的大小直接影响着焊缝的宽度和深度。
当激光功率过低时,无法充分熔化工件表面,焊缝形成不完整,造成焊缝宽度较窄且焊深较浅;当激光功率过高时,激光热输入过大,容易导致焊缝出现焊洞和熔融池溢出,形成宽而浅的焊缝。
因此,在激光焊接中,合理选择适宜的激光功率对于获得理想的焊缝形貌非常重要。
二、激光扫描速度对焊缝形貌的影响激光扫描速度是激光焊接参数中另一个关键参数。
激光扫描速度的大小直接影响着焊缝形貌的连续性和精细度。
当激光扫描速度过快时,激光照射时间过短,导致焊缝形成不连续的熔池,并可能出现焊缝间断、局部未熔化的情况;当激光扫描速度过慢时,激光照射时间过长,焊缝熔池过深,容易出现焊缝形貌凸起的情况。
因此,在激光焊接过程中,合适的激光扫描速度对焊缝的形貌具有重要影响。
三、激光聚焦深度对焊缝形貌的影响激光聚焦深度是决定激光焊接加热区域大小的重要参数。
激光聚焦深度的大小直接影响着焊缝形貌的宽度和深度。
当激光聚焦深度较浅时,激光能量主要聚焦在表面,形成较窄且较浅的焊缝;当激光聚焦深度较深时,激光能量可以穿透较深并在工件内部聚焦,焊缝形成宽且深的情况。
因此,在激光焊接中,合理选择适宜的激光聚焦深度对于获得理想的焊缝形貌十分重要。
四、激光脉冲频率对焊缝形貌的影响激光脉冲频率是激光焊接过程中控制激光照射时序的参数。
激光脉冲频率的大小直接影响着焊缝形貌的均匀性和质量。
当激光脉冲频率过低时,激光照射时间间隔较长,焊缝形成不连续的熔池;当激光脉冲频率过高时,激光照射时间间隔较短,焊缝形貌不规则、不均匀。
因此,在激光焊接过程中,合适的激光脉冲频率对于获得均匀且高质量的焊缝形貌至关重要。
激光焊接的工艺参数及特性分析讲解
激光焊接的工艺参数及特性分析讲解激光焊接是一种高能量密度激光束对焊接材料表面的作用,通过将激光束转化为热能,快速熔化并凝固焊缝来实现材料的连接。
激光焊接具有高耦合性、无接触和非传导性等特点,因此在许多领域得到广泛应用。
本文将对激光焊接的工艺参数及特性进行分析和讲解。
激光焊接的工艺参数主要包括激光功率、激光束面积、焦距、焊接速度和焊接气体等。
其中,激光功率是指单位时间内激光束所携带的能量,对焊接效果起到重要作用。
激光功率过低会导致焊缝不完全熔透,功率过高则容易产生毛刺。
激光束面积与焦距的选择会直接影响到焊接区域的集中度,过小会导致焊缝质量不稳定,过大则会降低焊接深度。
焊接速度决定了焊接过程中激光束的作用时间,过慢会导致过量热输入,过快则会影响焊缝的质量。
焊接气体的选择和流量控制对焊接质量也有着重要影响,一方面可以提供保护气氛,防止焊缝氧化或与空气中的杂质反应;另一方面可以有效盖住激光束与材料的相互作用。
激光焊接的特性分析主要包括焊接速度、热输入、焊缝形貌和焊接缺陷等。
焊接速度是决定焊接效果的重要因素之一,其取值应根据材料的熔化温度和焊缝的质量要求进行合理选择。
热输入则是指焊接过程中单位长度内传递给焊接区域的能量,直接影响着焊缝的熔透度和凝固组织。
热输入过小会导致焊缝凝固不完全,热输入过大则易产生裂纹和变形等缺陷。
焊缝形貌与焊接参数密切相关,激光焊接通常能够产生较窄而深的焊缝,焊缝形貌的良好与否直接关系到焊接质量。
焊接缺陷主要包括焊接裂纹、焊接变形和焊接缺陷等,这些缺陷的产生通常与焊接参数的选择不当和焊接材料的特性有关。
总之,激光焊接的工艺参数及特性对焊接质量起着至关重要的影响。
合理选择并控制这些参数可以提高焊接效率和质量,确保焊接结果符合设计要求。
因此,在实际应用中需要综合考虑各个参数之间的关系,通过优化调整,找到最佳的参数组合,从而实现高质量的激光焊接。
铝合金激光焊接
• 2 铝合金焊接技术在汽车生产中的应用
• 3 铝合金焊接技术在航天工业中的应用
铝合金因其特性已成为在航天工业中应用最广 泛的一类有色金属结构材料。在美国和俄罗斯, 2219、1201、1420铝合金都已获得了广泛的应 用,2195铝合金也已开始应用。在国内,S147 和2195等在未来航天型号中的应用前景不容忽 视。载人航天和可重复使用航天器对焊接结构 的可靠性提出了更高的要求。随着这一进程的 出现,新焊接技术在航天工艺焊接生产中的应 用必将获得突飞猛进的发展,焊接自动化和高 的质量及可靠性保证能力将是21世纪对焊接技 术的基本要求
铝合金激光焊接的特点
• 优点: ①能量密度高,热输入低,热变形量
小,熔化区和热影响区窄而熔深大; ②冷却 速度高而得到微细焊缝组织,接头性能良好; ③与接触焊相比,激光焊不用电极,所以减少 了工时和成本; ④不需要电子束焊时的真空 气氛,且保护气和压力可选择,被焊工件的形 状不受电磁影响,不产生X 射线; ⑤可对密闭 透明物体内部金属材料进行焊接; ⑥激光可 用光导纤维进行远距离的传输,从而使工艺适 应性好,配合计算机和机械手,可实现焊接过 程的自动化与精密控制。
影响铝合金激光焊缝质量的因素
• 1 . 焊接工艺参数——(1)激光功率保护气体
• 2 . 气孔 ——主要存在两种类型的气 孔,氢 气孔和孔洞。 • 3. 裂纹 ——热裂纹是铝合金激光焊接时最 常见的缺陷 • 4 .焊缝组织及性能——低熔点强化元素
应用及发展前景
激光焊接.avi
激光焊接系统
激光+MIG复合焊设备 复合焊设备 激光
激光焊接的视频
\激光焊接.
激光焊接设备
激光焊接设备主要由激光器、导光系统、焊接 机和控制系统组成。 • 1.激光器 ——主要有CO2气体激光器和YAG固
铝合金激光+脉冲GMAW复合焊焊缝成形的预测
2 . Ha  ̄i n We l d i n g I n s t i t u t e . C h i n a Ac a d e my o f Ma c h i n e r y S c i e n c e &T e c h n o l o g y , Ha  ̄i n 1 5 0 0 8 0 )
摘要:对铝合金激光+ 脉冲熔化 极气 体保 护焊( Ga s me t a l a r c we l d i n g , G MA W) 复合 热源 焊热 过程数和保证焊接质量提供理论依据 ,具有重要意义 。根据铝合金大功率激光+ 脉冲 G MA W 复合热源焊接 的特点 ,考虑 光致等离子体和金属蒸汽羽 的影 响,对 小孔 内激光 能量 的吸收与小孔壁 蒸发损 失加 以恰 当处理,对原有小孔模 型进 行改进 , 提高 了激光致 小孔形状 与尺 寸的计算精度 。利用计算 出的小孔形状尺寸对激光体积热源分布参数进行标定 ,建立铝合金大功
中图分类号 :T G4 5 6
Pr e di c t i o n o f W e l d S h a pe a n d S i z e f o r La s e r +GM AW - P Hy br i d We l d i n g o f Al u mi n i um Al l o y s
第4 9卷 第 1 0期
2 0 1 3 年 5 月
机
械
工
程
学
报
Vl o 1 . 4 9 NO . 1 0
Ma v 2 0 1 3
J OURNAL OF M ECHANI CAL EN GI NEERI NG
6061-T6中厚板铝合金激光焊接工艺研究

6061-T6中厚板铝合金激光焊接工艺研究针对6mm厚6061-T6铝合金试板做了大功率激光焊接试验,从焊接稳定性入手,分别讨论了离焦量、焊接速度、保护气体流量以及激光功率对激光焊接的影响,确定了中厚板铝合金在大功率激光焊接条件下的最佳激光焊接工艺参数。
最后,利用Simufact Welding软件针对试验结果进行了模拟验证。
结果表明:在采用氩气作为保护气体的条件下,最佳气流量范围为20L/min~25L/min。
在离焦量为-6mm~-4mm时,焊缝的熔深与焊接的稳定性均达到一个较好水平。
中厚板铝合金激光焊接难以得到临界焊透焊缝,往往表现为“透则漏”,因此容易得到部分焊透焊缝,此时小孔的稳定性最差,而全熔透焊的稳定性相对较好。
關键词:激光焊接;焊接角度;数值模拟;气孔率;力学性能6061-T6铝合金具有优良的焊接特性、良好的抗腐蚀性、韧性高且加工性能优异、氧化效果极佳等优良特点,逐渐替代了传统的钢材,广泛应用于电子、精密仪器、通讯以及航天领域[1-3]。
激光焊接是一种先进的连接技术,具有热输入小,变形小等优势。
但是由于深熔焊焊接过程铝合金材料对激光反射率高,激光能量吸收率很低、合金元素烧损严重,焊接过程不稳定,以及铝合金本身特殊的物理性质使得这种工艺还不成熟,焊接时存在着易产生焊缝下塌和气孔缺陷等问题[4-7]。
本文采用6mm厚的6061-T6中厚铝板铝合金材料,进行单因素激光焊接试验,研究不同的焊接工艺参数对激光焊接焊缝成形和焊缝质量的影响,优化中厚板铝合金激光焊接工艺参数,总结工艺参数与焊接接头形状的关系,并对接头的金相组织与力学性能进行观察与测试得出接头形状与金相组织及力学性能的相关性。
1 试验材料及方法试验材料为板厚6mm的6061-T6铝合金,化学成分如表1,实验板的尺寸为。
试验采取氩气为保护气体,通过控制单因素变量进行试验。
激光器是YLR-6000光纤激光器,激光焊接实验中保护气嘴与试验板表面法线的夹角为,距离实验板表面为5mm,焊接前用带有丙酮的棉布将实验板的表面擦拭干净,防止污染实验板,影响试验结果,焊接过程中保持激光垂直照射在焊板上。
激光焊机焊铝参数

激光焊机焊铝参数激光焊机焊接铝材是一项复杂且精密的工艺,需要严谨的参数控制和高质量的设备。
随着铝材在航空航天、汽车制造、电子产品等领域的广泛应用,激光焊接铝材的需求也日益增长。
本文将详细介绍激光焊机焊接铝材的参数要求,以及如何通过合理的参数设置实现高质量的焊接。
一、激光焊机焊接铝材的特点1. 铝材的导热性能好,熔点低,热影响区大。
2. 铝材的氧化膜易生成,对焊接质量有很大影响。
3. 铝材的热传导系数大,对焊接速度和能量输入要求高。
由于以上特点,激光焊接铝材时需要更高的功率密度和更精确的控制,以确保焊接质量。
下面将详细介绍激光焊机焊接铝材的参数要求。
二、激光焊机焊接铝材的参数要求1. 激光功率激光功率是控制焊接速度和熔深的关键参数。
对于铝材的焊接,一般需要较高的激光功率,以确保足够的能量输入,同时避免因铝材的热传导性而导致能量损失过多。
一般情况下,对于常见的铝合金材料,激光功率需要在2-6kW之间。
2. 焦距和焦点位置焦距和焦点位置的选择也是影响焊接质量的重要因素。
通常情况下,焦点距离铝材表面距离需要较短,以确保激光能够准确聚焦在工件表面上,减少热输入到较大的热影响区。
焦点位置的控制也需要非常精准,以确保激光能够恰到好处地熔化铝材表面而不损坏其它组织。
3. 脉冲频率和脉冲宽度对于铝材的焊接,脉冲频率和脉冲宽度对焊接质量具有重要影响。
一般情况下,需要选择较高的脉冲频率和较短的脉冲宽度,以获得更细致的焊接熔池和热影响区,同时减小焊接变形和热影响。
4. 气体保护在激光焊接铝材时,气体保护也是非常重要的参数。
氩气一般被用来作为保护气体,以防止被焊接材料氧化和气孔的产生。
气体的流量和喷射角度也需要精确控制,以确保完全覆盖被焊接区域。
5. 速度控制焊接速度对焊接质量同样具有重要影响,过快会导致熔渣残留、气孔等缺陷的产生,过慢则会增加热影响区,并加大焊接后的热处理难度。
需要根据铝材的具体厚度和类型选择合适的焊接速度。
5A06铝合金激光填丝焊工艺研究

关键词 : 激光焊
激光填丝焊
铝合金薄板
中 图分 类 号 : T 1 5 2 G 1 .8
0 前
言
1 试
验
铝 合金 不 仅 具 有 低 密度 、 比强度 、 比模 量 、 高 高 良
摘要
许 陈
飞 俐
李晓 延 巩水 利
杨
瑕
针对 12m . m厚 5 0 A 6铝合金薄板 Y G激光焊接工艺范 围窄和对间 隙要 求严格等 问题 , 系统地研究 A 较
了该铝合金激光填丝焊接 工艺 。试验 中采用 E 5 5 R 36焊丝作 为填 充金属 , 对光丝 间距 、 丝速度 、 送 激光功 率和焊接 速度等影响焊缝成形 的各种焊接工艺参 数进 行 了优化分 析。研究 结果表 明 : 优化工艺 参数 可 以显 著改善 焊缝成 形; 与激光焊相 比, 激光填丝焊接工艺范 围明显扩大 ; 激光填 丝焊 的最 大容许 间隙裕度 可以提高 至 0 6—0 9m . . m。
26
20 0 8年第 8期
维普资讯
舅一
毋一
,
试验 研 究
+
-
蜉掳
范围
=
铝 合金 母 材 基 本 相 同
。
试 验 中对 影 响 激 光 填 丝 焊 焊 缝
,
所示
0
。
从图
3
可 以得 出 当 D 在
0
.
3
~
+
1
m m
成形 的各 工 艺 参 数 进 行 了 优 化 重 点 分 析 了 送 丝 速 度 激 光 功 率 和 焊 接 速 度 对 焊 缝 成 形 的影 响
铝合金激光焊接技术的研究进展

氢在 固态 及 液 态 铝合 金 中 的 溶解 度 不 同 , 在 金 属 凝 固时 , 过饱 和 的氢 从熔 池 中析 出形 成气 泡 , 气 泡 在上 浮 过程 中搁浅 而产 生氢 气 孔 。减少 氢 气 孔 的有 效 措施 便 是 切 断 供 氢源 , 如 焊 前 清 除材 料 表 面油 污 、 氧化膜 ,
速度快 、 热影 响区小 、 深宽 比大 , 同时加 工 柔 性好 、 焊 接
1 . 1 初 始反射 率 高 铝 合金 自由 电子 密 度 高 , 很 容 易 与激 光 中携 带 能 量 的光 子作 用 将 能 量 反射 掉 , 所 以铝合 金 的 激 光 加 工
中遇 到 的首 要 问题便是 对 激光 具 有 很 高 的表 面初 始 反
焊接 是铝 合 金 结 构 最 常 用 的成 形 工 艺 , 采 用 传 统
的熔化 焊方 法 ( 如T I G焊 、 M I G焊 等 ) , 热源是发散的,
随着 大功 率 激 光 器 尤 其 是 以光 纤 激 光 器 、 碟 形 激 光器 为代 表 的 固体 激 光 器 的发 展 , 铝 合 金 激 光 焊 的应 用 范 围不 断扩 大 。但 也 存 在着 初 始反 射 率 高 、 气孔、 热
以通 过表 面预处 理 j 、 改变焊 接 结 构 、 缩小 光 斑 直径 等
A 3 4 0飞机 全部 铝合 金 内隔 板均 采 用 激 光 焊 接 , 实 现 了
飞机 制造业 的技术革 命 j 。 但铝合 金 的导热 性 强 、 电离 能 低 、 对 激光 的反 射率
措施 来 降低 反射 , 改善 吸 收 。
基金项 目:国家 自然科学基金资助项 目( 5 0 9 0 5 0 9 9) ; 教育部博士点基金
铝合金激光焊接工艺研究

铝合金激光焊接工艺研究摘要:作为一种优质的轻金属材料,铝合金一直被广泛应用于各行业的焊接结构产品中。
然而,随着时代的不断发展,各行各业对于产品要求越来越高,传统的铝合金焊接工艺逐渐被淘汰。
本文旨在介绍一种新型焊接工艺,即激光焊接工艺,通过对当前激光焊接工艺存在的问题进行分析,提出相应的解决策略,并阐述铝合金激光焊接工艺的应用前景,以更好地推动铝合金激光焊接工艺的发展与完善。
关键词:铝合金;激光焊接工艺;气孔问题引言:铝合金本身由于抗腐蚀性强,导热导电性好以及耐低温等诸多优势在工业中被广泛应用。
但同时,铝合金也存在一定缺陷,即焊接困难。
而激光焊接等新兴技术的出现则为该问题的解决提供了新思路。
相较于传统焊接工艺,激光焊接工艺焊接过程自动进行,且热输入量小,因而比较符合铝合金自身属性。
加强对激光焊接工艺的研究,对于满足各行各业发展需求具有重要意义。
一、铝合金激光焊接工艺当前存在的问题1.焊接中的气孔问题尽管铝合金激光工艺优势明显,但在某些应用场景下仍存在一定缺陷。
譬如在汽车制造行业中,运用铝合金激光工艺会不可避免的产生气孔问题。
对于气孔问题的形成,目前并未形成定论。
通常认为,气孔的出现是由于氢溶解度急剧变化所引起的氢气孔或者熔池金属紊流所导致的气孔。
有学者研究表明,气孔的产生与表层物质有关,尤其是Mg、Li,会导致熔池吸氢增加,同时也会加剧匙孔的不稳定性,从而导致气孔的产生。
2.铝合金激光焊接热裂纹缺陷铝合金激光焊接工艺在应用的过程中,还容易产生热裂纹问题。
热裂纹的产生主要是由于环境高温所导致铝合金熔化,当局部熔化超出其本身所能承受范围便会形成热裂纹。
热裂纹的种类较多,通常根据形态、机理以及温度区间不同可以将其分为凝固裂纹,液化裂纹,多变化裂纹以及失塑裂纹等。
其中,比较常见的有凝固裂纹(又称结晶裂纹)和液化裂纹。
导致裂纹产生的原因主要有两种,一种是铝合金合金元素种类和数量,另一种则是焊接速度以及加热和冷却速度。
激光焊接中各参数对焊接质量影响的研究

激光焊接中各参数对焊接质量影响的研究激光焊接是一种高效、高精度、非接触式的焊接方法,广泛应用于汽车、航空航天、电子、医疗器械等行业。
在激光焊接过程中,各种参数对焊接质量有着重要的影响。
本文将从激光功率、激光束品质、焊接速度等几个方面探讨各参数对焊接质量的影响。
首先,激光功率是激光焊接中最重要的参数之一、激光功率直接决定了焊接的能量密度,对焊缝的熔深、熔池形状等都有重要影响。
一般来说,激光功率越高,焊接的熔深越大,但过高的激光功率可能导致焊缝熔化过度,出现熔穿等质量问题。
因此,选择适当的激光功率是保证焊接质量的关键。
其次,激光束品质也是影响焊接质量的重要参数。
激光束的形状、光斑大小、光斑均匀度等都会影响焊接质量。
如果激光束品质不好,比如光斑不均匀、光斑畸变等,就会导致焊缝质量不稳定,甚至出现焊接缺陷。
因此,对于激光束品质的控制非常重要,可以通过合理设计激光器、光束整形系统等手段来改善激光束品质。
另外,焊接速度也是影响焊接质量的关键参数之一、焊接速度的快慢直接影响焊接熔池的冷却速度,从而影响焊缝的熔合情况。
一般来说,焊接速度越快,焊缝质量越差,因为熔池没有足够的时间来充分熔化基材,容易产生裂纹、夹杂物等缺陷。
但是,焊接速度过慢也会导致熔池过度烧蚀,影响焊缝质量。
因此,在激光焊接中,需要根据具体工艺要求选择合适的焊接速度以保证焊接质量。
此外,材料的选择和准备也对激光焊接质量有着重要的影响。
材料的熔点、熔化性能等直接决定了焊接过程中材料的熔化情况。
而材料的表面质量、尺寸、几何形状等也会影响焊接过程中的熔池形状和熔池与基材的结合情况。
因此,对材料的选择和准备要进行充分的研究和优化,以满足焊接质量的要求。
总结起来,激光焊接中各参数对焊接质量的影响十分复杂,需要通过系统的实验研究来获得。
对于激光功率、激光束品质、焊接速度等参数,需要在保证焊缝质量的前提下进行优化选择,确保焊接质量的稳定性和一致性。
此外,材料的选择和准备也是影响焊接质量的重要因素,需要根据具体的焊接工艺和要求进行合理的选择和优化。
铝合金 AL3003的激光焊接工艺研究
r e s i d u a
过宽, 热 影 响 区过 热 , 热裂 纹 倾 向增 大 , 因此 当工
件厚度一定时 , 存在一维持熔 深、 熔 宽 的最 佳 焊
速…。
3 0 0 3 1 . 0 一 1 . 5 0. 6
防锈 性 、 成 型好 、 熔接性、 耐 腐蚀 性 等优 良特 性 , 被
广 泛用 于 制 备 动 力 电池 的 外 壳 等 。 由于 铝 合 金 ( AL 3 0 0 3 ) 对激 光 反 射 率 高 , 热传导性 高, 且 在 焊 接 过程 中 产 生 的光 致 等 离 子 体 对 激 光 的屏 蔽 作 用, 激光 焊 接 时 , 需 要 较 大 的激 光 功 率 密 度 。另 外, 铝合 金 内部其 他 的元 素如 猛 、 硅、 锌、 铜 等元 素
要 的一个 部 件 , 起 到 封装 的作 用 。
1 试 验 条 件 和 方 法
焊 接设 备 中 的激 光 器采 用 I P G 多 模 光 纤 激 光器 , 如图 1 所示 , 工作 台采 用华 工激光 设计 的 四 轴 联 动工作 台 , 整体 布置 如 图 2 。
AL 3 0 0 3铝合 金 是 铝 锰 合 金 系 列 材 料 , 具 有
中图分类号 T G4 2 文 献 标 志 码 A 文 章编 号 1 6 7 1 ~8 1 0 0 ( 2 0 1 4 ) 0 1 —0 0 2 9 —0 4
目前 , 环 境 的污染 以及 石 油危 机越来 越 严重 ,
术, 光 纤 激 光 器 比起 传 统 的 YAG 脉 冲激 光 器 、 C O 激光 器 , 具有 质量 轻 , 光束 好 , 能 量转 换 高 , 维 护 简单 等优 点 。本 文主要 采用 5 0 0 W 光纤 激 光器 对 厚度 为 l mm 的 AL 3 0 0 3铝 合 金进 行 搭 接 焊 研 究 , 分析 铝合 金 的光纤 激光 焊 接特 性及 其 主要 影 响因 素 , 以 控 制 和 优 化 铝 合 金 光 纤 激 光 焊 接 工
6063铝合金单模光纤激光焊接工艺研究
第14卷第1期精密成形工程2022年1月JOURNAL OF NETSHAPE FORMING ENGINEERING159 6063铝合金单模光纤激光焊接工艺研究吕志超1,洪洋1,赵国江2(1. 台州科技职业学院,浙江台州 318020;2. 浙江邦得利环保科技股份有限公司,浙江台州 317000)摘要:目的针对采用脉冲激光点焊的6063铝合金焊点拉力较低,无法满足实际需求的问题,研究6063铝合金激光焊接的最优工艺方案,以提升焊点拉力。
方法采用单模光纤激光对6063铝合金进行焊接,通过极细的线宽组成螺旋点,代替单个脉冲激光点焊。
对激光功率、焊接速度及离焦量等工艺参数进行正交实验,得到最佳工艺参数,并通过分析焊缝外观与微观组织,解释焊点拉力提升的原因。
结果当激光功率为70 W,焊接速度为100 mm/s,离焦量为0时,焊点拉力达到最大的65 N,此时的工艺参数为最佳工艺参数。
6063铝合金单模激光焊点拉力是脉冲激光焊点拉力的3倍。
结论单模光纤激光螺旋线焊接时,激光能量在光斑范围内均匀分布,且有较大的功率密度,形成焊缝表面与焊缝底部宽度几乎一致的焊缝形状,有利于提高焊点拉力,为实际生产提供技术参考。
关键词:6063铝合金;单模激光器;激光焊接;拉力DOI:10.3969/j.issn.1674-6457.2022.01.020中图分类号:TG456.7 文献标识码:A 文章编号:1674-6457(2022)01-0159-06. All Rights Reserved.Single-Mode Fiber Laser Welding Process of 6063 Aluminum AlloyLYU Zhi-chao1, HONG Yang1, ZHAO Guo-jiang2(1. Taizhou V ocational College of Science and Technology, Taizhou 318020, China;2. Zhejiang Bondlye Environmental Technology Co., Ltd., Taizhou 317000, China)ABSTRACT: The work aims to study the optimum laser welding process scheme for 6063 aluminum alloy to improve the ten-sion of welding spot in view of that the tension of 6063 aluminum alloy spot-welded by pulse laser is low and fails to meet theactual needs. The single-mode fiber laser was used to weld 6063 aluminum alloy, and the spiral spots were formed by extremelyfine line to replace single pulse laser spot welding. The orthogonal experiment was carried out to laser power, welding speed anddefocus to obtain the optimum parameters. Through the analysis on the appearance and microstructure of the weld, the reasonfor the increase of the welding spot tension was explained. When laser power was 70 W, welding speed was 100 mm/s, and de-focus was 0, the tension of spots reached the maximum 65 N, and the process parameters were the best. The tension of sin-gle-mode laser welding spot was 3 times that of pulse laser welding spot. In welding with single-mode fiber spiral laser, the laserenergy is evenly distributed in the spot range and has a large power density, forming a weld shape with the weld surface widthalmost the same as that of the weld bottom, which is conducive to improving the tension of welding spot and providing technicalreference for actual production.KEY WORDS: 6063 aluminum alloy; single-mode fiber laser; laser welding; tension收稿日期:2021-05-06基金项目:国家重点研发计划(2017YFC0211200);台州市科技计划(2003gy36)作者简介:吕志超(1987—),男,硕士,工程师,主要研究方向为结构强度分析、焊接工艺分析。
激光参数对铝硅壳体焊缝形貌和气密性能影响
激光参数对铝硅壳体焊缝形貌和气密性能影响激光焊接是一种高效、快速、精密的焊接方法,在铝硅壳体焊接中得到了广泛的应用。
激光焊接中的激光参数会对焊缝形貌和气密性能产生一定的影响。
本文将从激光功率、激光束直径和焊接速度三个方面探讨激光参数对铝硅壳体焊缝形貌和气密性能的影响。
首先,激光功率是激光焊接中最重要的参数之一、激光功率的大小直接影响到焊接时的热输入量,从而影响到焊缝形貌和气密性能。
在铝硅壳体焊接过程中,适当的激光功率可以保证焊缝的充分熔化,形成良好的焊缝形貌。
过高的激光功率会导致过度熔化,焊缝变宽,同时还容易产生气孔和裂纹,降低焊缝的气密性能。
因此,选择合适的激光功率是保证焊缝形貌和气密性能的关键。
其次,激光束直径也是激光焊接中一个重要的参数。
激光束直径的大小会直接影响到焊缝的焦耳效应和热输入量,从而影响到焊缝的形貌和气密性能。
在铝硅壳体焊接中,激光束直径过大会导致焊缝宽度增大,焦耳效应不明显,焊缝形貌不美观,并且焊缝的气密性能可能较差。
而激光束直径过小会使焦耳效应集中,焊缝熔深加大,容易出现气孔和裂纹,同样会降低焊缝的气密性能。
因此,选择适当的激光束直径是保证焊缝形貌和气密性能的重要因素。
最后,焊接速度也是激光焊接过程中的一个关键参数。
焊接速度的选择直接影响到焊缝的热输入量和冷却速度,从而影响到焊缝的形貌和气密性能。
在铝硅壳体焊接中,适当的焊接速度可以保证焊缝的充分熔化和形貌基本良好。
过快的焊接速度会使焊缝熔深减小,焊缝变窄,容易产生不充分熔化的区域和冷接缝,降低焊缝的气密性能。
而过慢的焊接速度则容易使焊缝过度熔化,焊缝变宽,同样会降低焊缝的气密性能。
因此,选择合适的焊接速度是保证焊缝形貌和气密性能的重要考虑。
综上所述,激光功率、激光束直径和焊接速度是影响铝硅壳体焊缝形貌和气密性能的重要参数。
在激光焊接过程中,应选择合适的激光功率、激光束直径和焊接速度,以保证焊缝的形貌基本良好和气密性能达到要求。
3系铝合金的激光焊接特性详解
3系铝合⾦的激光焊接特性详解作者 / 刘东宇、王锦军上海飞博激光科技有限公司随着汽车⾏业的不断壮⼤,纯电动汽车和燃料电池汽车将共同主导中国新能源汽车市场的未来发展。
电动车轻量化和电池的⼤量使⽤,必然涉及到越来越多的铝合⾦焊接⼯艺。
铝合⾦具有良好的物理、化学和机械性能,是⼯业⽣产中⼀种重要的轻⾦属材料。
⽬前铝合⾦材料的焊接仍然主要以惰性⽓体钨极保护焊和熔化极惰性⽓体保护焊两种传统焊接⼯艺进⾏焊接。
这两种焊接⼯艺焊接速度慢、⽣产效率低,⽽且焊接热输⼊⼤,导致铝合⾦焊接变形较⼤;同时焊接接头处晶粒粗⼤,导致产品质量较差。
⽽激光作为⼀种⾼能量密度的热源,具有较快的焊接速度和较⼩的热输⼊,因此焊接变形⼩,获得的产品质量也较为优异。
下⾯以激光焊接⼯艺来进⾏铝合⾦材料的焊接实验。
实验条件与⽅法实验设备实验采⽤⾼光束质量的飞博激光YDFL-2000-CW-SM(单模,30 µm芯径,M2≈1.6)和YDFL-2000-CW-MM(多模,50 µm芯径,M2≈7)⾼功率连续光纤激光器(⼯作模式为CW,中⼼波长为1080nm),嘉强BW240-4KW光纤激光⾼功率以及具有同轴 CCD 显⽰和照明功能的透射聚焦焊接头(准直聚焦配⽐为100:200),史陶⽐尔TX90六轴机器⼈,JZX91熔深显微镜等。
综合运⽤以上实验设备和⼯具,本⽂将具体对⽐同功率单模和多模两款激光器的焊接效果。
实验材料3系铝合⾦具有优秀的防锈特性,成形性、熔接性、耐蚀性同样良好,其中3003铝合⾦通常⽤于动⼒电池外壳,3A21铝合⾦⽤于微波组件外壳。
本次实验采⽤3003铝合⾦材料进⾏激光焊接测试。
焊接接头采⽤对接的⽅式,将⼯件切割成100 mm×100 mm×2 mm板材进⾏对焊。
3003 铝合⾦标准化学成分表元素Si Mg Fe Cu Mn Zn Ti元素含量0.60.050.70.2 1.0-1.60.10.15实验⽅法在焊接前⽤丙酮溶液超声波清洗器对试样进⾏25分钟的清洗,以清除试样表⾯的油污等杂质。
铝合金激光焊接工艺特性研究_图文(精)
第40卷第3期2010年3月奄珲俄Electric Welding MachineV01.40No.3Mar.2010童旦A事口。
口。
金激光焊接工艺特性研究戴景杰(青岛滨海学院,山东青岛266555摘要:结合近年铝合金激光焊接的研究情况,阐述了铝合金激光焊接与复合焊接的特点以及研究现状,分析了铝合金的焊接特性以及焊接工艺参数对焊接质量的影响,讨论了激光焊接时存在的问题和解决措施。
关键词:铝合金;激光焊接;复合焊接中圈分类号:TG456.7文献标识码:c文章编号:1001—2303(201003-0020—04 Research progress on technological properties of laser welding of aluminum alloys DAI Jing-jie(Qingdao Binhai University,Qingdao266555,ChinaAbstract:Research developments on laser welding and compound welding of aluminum alloys aye reviewed.The technological properties of aluminum alloys areelucidated.The effect of laser welding parameters on welding quality is analyzed.The problems and improving methods are discussed.Key words:aluminum alloy;laser welding;compound welding1铝合金的特性及应用纯铝中加入不同合金元素制成各种铝合金,通过改变其组织结构和性能,使之成为广泛应用的轻型工程材料。
经常加入的合金元素有硅、铜、镁、锌、镉、钛、镍、锶、钴以及稀土金属等。
激光焊机焊铝参数
激光焊机焊铝参数激光焊接是一种高效、精密的焊接方法,激光焊接铝材是一项技术难度较大的工艺。
激光焊接铝材需要考虑到铝材的导热性、反射性等特点,同时还需要合理选择激光焊机参数和工艺流程。
以下将对激光焊机焊接铝材的参数进行详细介绍。
1. 激光功率激光功率是影响焊接效果的关键参数之一。
对于激光焊接铝材,通常需要相对较高的激光功率才能有效地熔化铝材并实现良好的焊接效果。
激光功率的选择要根据铝材的厚度、导热系数等因素来确定。
一般来说,焊接铝材需要的激光功率要大于焊接钢材。
在实际应用中,可以通过焊接试验来确定最佳的激光功率范围。
2. 激光波长激光波长对于焊接铝材同样具有重要影响。
铝对于常见的激光波长有较高的反射率,这就要求选择适合的激光波长以提高吸收率,从而实现更高的焊接效率。
一般来说,近红外激光波长在焊接铝材时效果较好。
3. 焦距激光焊机的焦距是指焊接焦点到工件表面的距离,对于焊接铝材,合适的焦距可以使激光能量更好地聚焦在焊接区域,从而提高焊接效率和质量。
在焊接铝材时,通常需要较小的焦距以实现更精细的焊接。
4. 激光束模式激光束模式是指激光束在空间中的分布特性,通常包括高斯模式、拓扑模式等。
在焊接铝材时,应选择适合的激光束模式以实现更均匀的能量分布,减小熔池尺寸和热影响区,提高焊接质量。
5. 脉冲频率和宽度对于铝材的激光焊接,脉冲频率和宽度的选择对焊接效果也有着重要的影响。
合适的脉冲频率和宽度可以控制熔池形成和凝固过程,从而影响焊缝的形貌和性能。
6. 惰性气体保护在铝材激光焊接过程中,惰性气体保护是必不可少的。
常用的保护气体包括氩气、氦气等,它们可以有效地防止氧气和水蒸气对焊接区域的污染,并提供稳定的保护环境以减少氧化和气孔的产生。
激光焊接铝材的参数选择对于焊接效果至关重要。
通过合理选择激光功率、波长、焦距、激光束模式、脉冲频率和宽度等参数,并配合合适的惰性气体保护,可以实现高质量、高效率的铝材激光焊接。
在实际生产过程中,还需要结合具体工件的材料厚度、几何形状等因素进行综合考虑,通过不断的实验和积累经验,逐步完善激光焊接铝材的工艺流程,从而取得更好的焊接效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第# 期 月
激 光 技 术 ()*+, -+./01(123
4567 !" , 057 # 89:, $%"&
文章编号: "%%";#<%= ( $%"& ) %#;%#$$;%=
高功率光纤激光焊接铝合金焊缝成形特征研究
" " $ $ $ $ $, #> # , 苏绍兴 , 于艳玲 , 费 旺, 林仕君 , 伍文丞 , 曹 宇, 张 健 唐霞辉
( "7 温州职业技术学院 温州市激光应用工程技术研究中心, 温州 #$ %#= ; $7 温州大学 浙江省激光加工机器人重点实验 室, 温州 #$ %# ; #7 华中科技大学 激光加工国家工程研究中心, 武汉 !#%%&! ) 摘要: 为了探究铝合金高功率光纤激光焊接焊缝成形特征与规律, 采用高斯光束与平顶光束对 #LL 厚 % $ 铝合 金进行激光对焊, 对比分析了不同光束模式下的焊缝成形特征与激光功率 " 扫描速率对焊缝成形的影响 ! 结果表明, 平 顶光束焊接主要为热导模式, 熔池呈 S 型, 易产生气孔" 裂纹等缺陷; 高斯光束焊接有 ! 种模式, 随着激光功率和扫描速 ! 种模式相互转化, %丁字& 率的变化, 深熔焊模式下, 熔池形貌呈 型; 扫描速率为 $%LL C F 时, 高斯光束有效深熔焊的下 " 高斯光束有效深熔焊的下 " 上线能量 上临界功率密度分别为 <7 < m "% k C RL 和 A7 $ m "% k C RL ; 激光功率为 $7 & k 时, 分别为 &&] C LL 和 A%] C LL; 在满足深熔焊所需功率密度条件下, 线能量可作为激光深熔焊接的一个判据, 线能量和功率
,Z ,-&.C3 /" ,2Z 2& P3 /" ,0"8 !& /$ ,58# ,-3V% $ ,!Z !6 Q-6 /$ , <*+ 2%$ ,()*#1 N3&
$, #
,;*#1 93&-%3#
( "7 kPHZU5V (9FPK )XX6GR9MG5H +HEGHPPKGHE -PRUH565E: ,PFP9KRU .PHMPK,kPHZU5V 45R9MG5H96 9HN -PRUHGR96 .566PEP,kPHZU5V #$ %#= ,.UGH9; $7 gUPDG9HE fK5OGHRG96 ^P: (9W5K9M5K: J5K ,5W5MGR96 (9FPK fK5RPFFGHE,kPHZU5V SHGOPKFGM:,kPHZU5V #$ %# , .UGH9; #7 09MG5H96 +HEGHPPKGHE ,PFP9KRU .PHMPK J5K (9FPK fK5RPFFGHE,/V9ZU5HE SHGOPKFGM: 5J *RGPHRP 9HN -PRUH565E:,kVU9H !#%%&! ,.UGH9) 7-&.( ). : -5 P[X65KP RU9K9RMPKGFMGRF 9HN KV6PF 5J YP6N J5KL9MG5H 5J 96VLGHVL 9665: W: UGEU X5YPK JGWPK 69FPK YP6NGHE, #LL; MUGR % $ 96VLGHVL 9665: Y9F YP6NPN W: 69FPK YGMU 29VFFG9H 9HN J69M; M5XXPN WP9LF KPFXPRMGOP6:7 -UP GHJ6VPHRP 5J YP6N J5KL9MG5H RU9K9RMPKGFMGRF,69FPK X5YPK 9HN FR9HHGHE FXPPN 5H YP6N FU9XP Y9F 9H96:ZPN R5LX9K9MGOP6:7 -UP KPFV6MF FU5Y MU9M J69M; M5X WP9L YP6NGHE GF L9GH6: 5J MUPKL96 R5HNVRMGOGM: L5NP,9HN YP6N X556 GF S M:XP,YUGRU GF P9F: M5 XK5NVRP X5KPF,RK9R F 9HN 5MUPK NPJPRMF7 29VFFG9H WP9L YP6NGHE U9F ! L5NPF7 ! L5NPF 9KP MK9HFJ5KLPN LVMV966: YGMU MUP RU9HEP 5J 69FPK X5YPK 9HN FR9HHGHE K9MP7 kP6N X556 GF 丁 M:XP VHNPK NPPX XPHPMK9MG5H L5NP7 )M FR9H K9MP 5J $%LL C F,MUP 65YPK 9HN VXXPK RKGMGR96 X5YPK NPHFGM: 5J PJJPRMGOP NPPX XPHPMK9MG5H YP6NGHE 5J 29VFFG9H WP9L 9KP <7 < m "% k C RL$ 9HN A7 $ m "% k C RL$ 7 kGMU 69FPK X5YPK 5J $7 & k, MUP 65YPK 9HN VXXPK RKGMGR96 X5YPK 5J PJJPRMGOP NPPX XPHPMK9MG5H YP6NGHE 5J 29VFFG9H WP9L 9KP &&] C LL 9HN A%] C LL7 SHNPK MUP XKPLGFP 5J MUP KP\VGKPN YP6NGHE X5YPK NPHFGM:,6GHP PHPKE: R9H WP VFPN 9F MUP RKGMPKG5H 5J 69FPK NPPX XPHPMK9MG5H YP6NGHE7 (GHP PHPKE: 9HN X5YPK NPHFGM: X69: NPRGFGOP K56P GH YP6NGHE L5NP 9HN X556 FU9XP7 8%4 9"(!&: 69FPK MPRUHG\VP; J69M; M5XXPN WP9LF; 29VFFG9H WP9L; YP6N 9XXP9K9HRP; YP6N FU9XP
$ $
密度对焊接模式与熔池形貌共同起决定性作用 ! 关键词: 激光技术; 平顶光束; 高斯光束; 焊缝形貌; 焊缝成形 !"#: "%B & "% C DEDFB GFFHB "%%"; #<%=B $%"&B %#B %%! 中图分类号: -2! =7 & 文献标志码: )
$%&% ()* "1 )* ( ).%(#&.#)& "1 9%6! 1"(0 .#"+ "1 650#+50 66"4 -4 *#/* 2"9%( 1#-%( 6 &%( 9%6!#+/