EF EN 1426针入度确定
施乐1080说明书
阿尔及利亚EME高模量沥青混凝土施工技术
Chelf 盆地是一个内部多山型的盆地,该地区组 成了表 现 为 特 利 安 山 系 山 地 内 部 凹 地 的 谢 里 夫 ( Chlef) 盆 地 的 东 部 部 分。 它 的 北 部 与 达 赫 拉 ( Dahra) 和布 - 马阿得( Bou - Maad) 山相接,南部与 乌阿尔斯尼斯( Ouarsenis) 山相连。
沥青使用的是针入度 40 /50 级沥青,其关键指 标是软化点和 60℃ 。沥青指标见表 1。
表1
基本要求 代表特征
试验
单位
方法
12
等级
3
45
中等服务 25℃ 温度一致性 针入度
EN1426 0,1mm - 40 ~ 50 15 ~ 25 10 ~ 20 0 ~ 10
高的服务 温度一致性
软化点
60℃ 最 小粘度
100 92. 0 9. 1
75. 7
100 56. 0 1. 7
66. 6
筛孔( mm) 4 2 1
0. 315 0. 25 0. 08 0. 063 材料比例 有效密度
0 /2 100 99. 0 80. 0 47. 0 42. 0 26. 0 24. 0 30 2. 840
2 /6 81. 0 17. 0 1. 1 0. 9 0. 9 0. 8 0. 7
25 2. 836
6 /10 4. 5 1. 2 1. 2 1. 2 1. 2 1. 2 1. 0 20 2. 829
角膜塑形镜验配--试戴评估
配适良好的判断标准
镜片定位 居中
镜片 有一定的 活动度
1 2
戴镜视力 达到1.0或 达到用户 自身最佳 矫正视力
3
较理想的 荧光染色
状态
3
镜片中心定位
对戴镜舒适度和视觉质量影响显著。
指瞬目之后在正前方视时镜片到达稳定 平衡位置,此时镜片是否与角膜同心。 正常情况下镜片几何学中心应位于角膜 的瞳孔区中心,评估标准可分为3个标准。
20分 严重异物感,并有疼痛、流泪、畏光,不能睁眼
一般戴20-30分钟后,眼睛可基本适应,镜片处于稳定状态。可以设定分值进行评估。
配戴评估中的问题
序号
问题
问题应对及处理
1
初次戴镜或更换品牌试 最好试戴30分钟以上,待异物感基本消失,泪
戴
液基本稳定,戴镜者能自然视物,再进行配适
评估。
2
评估中注意防止手指直 观察松紧度时,用手指推动镜片应以下睑缘触
醉药时荧光流失慢。
角膜塑形染色评估的影响因素
如果不做说明的话,会误认为是不同的镜片,有的偏松有的 偏紧。其实是同一镜片在不同时间的表现。
荧光染色评估受到多种因素影响
序号 1 2 3 4 5 6 7
8
影响因素 评估时机
染色量 泪液分泌量
是否使用麻药
眼表敏感性
眼睑紧张度和位置
撑开眼睑和自然观 察 角膜散光
接接触镜片或结膜
动镜片下缘上推。
点荧光素钠时,和拉开上眼脸观察镜片边缘。
定片前偏位处理
序号 偏位可能原因
处理
1 角膜散光大
可在活动度、泪液交换保证的情况下,予以稍 微偏陡的定位弧,来增加镜片配适的稳定性, 减少偏位的发生率。过大的,可使用散光片。
美瞳选购及护理

1、隐形眼镜第一次开封请在护理液中浸泡数小时后再佩戴。 2、化妆注意事项:先戴镜,后化妆,先取镜,后卸妆。 3、不可戴隐形眼睛过夜。 4、高血压、糖尿病、眼部发炎、孕妇不宜戴隐形眼镜。 5、护理液并不能完全清理镜片沉淀物,最好的办法就是及时更换镜片。 6、戴隐形眼镜不宜游泳。 7、年抛镜片建议配戴时间最长不要超过十个月。 8、软性隐形眼镜可以矫正轻度散光,较高散光请选用散光隐形眼镜。 9、任何镜片配戴前必须清洁与消毒。要记得洗静双手,修剪指甲。 10、尽量不要用小棒或者小镊子接触镜片,以免用力过大造成肉眼不可及的损伤。 11、要在桌面上摘取眼镜以防掉落地上。
END
TIPS
关于搓揉的二三事
为什么镜片越戴越不舒服,但是镜片怎么看都没有破呢? 回忆一下,您是不是懒得搓揉你的镜片?每次戴完直接仍在水里? 其实,镜片的搓揉是很必要的,很多顾客担心,会把镜片揉碎,其实只要 仔细一点,轻轻地搓揉镜片,是不会发生这种问题的。
有的顾客为了怕麻烦,买隐形眼睛自动清洗机。可是自动清洗机只是震动 的方式清洗镜片,如果你的指腹不跟镜片接触是很难搓揉掉一些蛋白沉淀 的。
所以,您的眼镜带了不舒服了么?搓揉一下吧。或许搓揉后会跟新的一样 舒服了。为了您的健康和便捷,请经常搓揉您的镜片。
END
具体 保养
保养的具体步骤
清洁.冲洗(用肥皂将双手洗净,并用无絮毛巾或干手器将手烘干,将镜 片置于掌心,滴2-3滴护理液,用另一手指肌肉部,力度适中,从右至左 清洗镜片后再予冲冼)。
关于搓揉的二三事
很多顾客都会觉得,隐形眼镜为什么刚开始戴着舒服的,时间久了,就没 那么舒服了。大多会归罪于镜片的质量问题,其实更重要的是,顾客究竟 有没有经常搓揉自己的镜片。(还有检查是否戴反了)
很多顾客觉得,买了市场上的“免搓揉”护理液,就真的不用搓揉了。 但其实这是错误的,隐形眼镜每天佩戴或者长时间闲置不戴,就会有蛋白 沉淀慢慢的吸附在镜片上。 日积月累,蛋白沉淀虽然不明显,但会影响镜片使用的舒适度。
阿尔及利亚EME高模量沥青混凝土施工技术
为 J3000,额定功率为 280t / h,由于掺加有 PLAST 外
加剂需要拌和时间延长,实际产量为 220t / h,该站配
有自动打印系统,可以逐盘打印沥青及各种矿料的
用量和拌和温度,施工前被当地质检部门标定合格。
该地区反差非常强烈。其特点是: 北部为达赫 拉( Dahra) 山地高原,南部为乌阿尔斯尼斯( Ouarsenis) 山地高原,被乌埃得·谢里夫( Oued Cheliff) 谷 地隔开。该地区的气候是半干燥的,夏热冬冷。表 现 为 冬 季 寒 冷 ( 10. 3℃ ) ,夏 季 干 燥 ( 平 均 为 26. 6℃ ) ,七月份最高气温可达 46℃ 。
阿尔及利亚东西高速公路执行法国规范和技术 标准,对路面石料要求比较严格。首先由于法国的 级配筛孔的选择与我国不同,其集料分档亦有自己 的特点,集料采用 0 ~ 2mm、2 ~ 6. 3mm、6. 3 ~ 10mm、 10 ~ 14mm 四种矿料组成。其中 0 ~ 2mm 为填充细 料。其次他们将集料的质量评价分为碎石的固有特 性试验和生产特性试验; 固有特性试验包括有效密 度、吸水性、洛杉矶、微的瓦尔磨耗以及磨光值等; 生
法国规范对沥青混合料压实后的体积性能要求 有别于 SUPERPAVE 设计方法,设计压实次数时的 空隙率要求见表 3。涉及沥青最小用量的考虑,SU-
PERPAVE 设计方法应用沥青膜厚度,我国马歇尔设
计方法应用饱和度,法国则用沥青丰度系数,其计算 方法更接近沥青膜厚度计算方式,计算公式如下,其
指标要求见表 4。我集团公司设计的混合料压实性
封层验收完毕后,进行测量放线工作,每 10m1
根钢钎( 曲线段加密 5m1 根) ,采用钢丝绳引导的高
程控制方法,10cmEME2 沥青混合料的松铺系数通
nikon 数码相机 D3X 说明书

❚❚ 润饰照片
问题
关键词
页码
如何突出阴影部分的细节?
D-Lighting
366
可以消除红眼吗?
红眼修正
367
可以在相机中裁剪照片吗?
裁剪
368
可以创建照片的单色副本吗?
单色
369
可以创建其它颜色的副本吗?
滤镜效果
370
可以使用相机创建 JPEG 副本吗?
语言 (Language)
可以保存菜单设定以用于其它 机吗?
D3X
相
保存
/
载入设置
页码
40、 349
347 204 293 304 319 345 349
358
❚❚ 菜单和显示
问题 如何获取有关菜单的详细信息? 如何使用菜单? 这些指示表示什么? 拍摄信息显示中所示为何种信息? 该警告表示什么? 电池还剩多少电量? 如何获取有关电池的详细信息?
关键词 剩余可拍摄张数
影像品质和尺寸
自动对焦 拍摄模式
可以改变每秒拍摄幅数吗?
拍摄速度
可以进行人像自拍吗?
自拍模式
在光线不足的环境下,不使用闪光灯可 拍摄照片吗?
ISO
感光度
页码 49
66、 70
73 86 88、 321 100
104
相机可以调整用户所选 保最佳曝光吗?
ISO
感光度以确
ISO
感光度自动控制
248
316 325
❚❚ 查看照片
问题 可以在相机中查看照片吗? 可以查看照片的详细信息吗?
为何照片中出现部分范围闪烁?
关键词 相机播放 照片信息
隐形眼镜各参数详细解释
隐形眼镜各参数详细解释一、规格(佩戴周期):软性隐形眼镜(角膜接触镜)寿命不少人以为一副隐形眼镜可以戴两年,但视光学研究显示,软性隐形眼镜寿命只有2600个小时,若以每日戴10小时计,只能戴8个半月。
实际上,配戴期超6个月以上,有五成镜片会出现问题。
因此,一副隐形眼镜的使用期限,取决于每天的使用时间。
不过,即使完全按照护理标准使用,蛋白沉积物亦不能完全清除,如果条件允许,最好还是使用频繁更换型或抛弃型隐形眼镜,越短越健康已经为消费者所认知,而眼科专家也建议消费者选择周期更短的镜片。
(很多消费者把年抛型的当做半年抛来佩戴,以减少可能发生的问题)视光师指出:佩戴隐形眼镜的期限,取决于每天佩戴的时间,故应每年更换镜片,以防因沉积物导致镜片出现毛病。
多项研究显示,隐形眼镜佩戴的时间愈长,眼镜出现毛病的机会愈高。
眼科专家不提倡人们长时间戴隐形眼镜,这样会使角膜长期处于一种缺氧状态。
因此,建议戴隐形眼镜的人,除了要选择透氧性好的隐形眼镜,每天配戴隐形眼镜的时间不要超过12小时,最好能控制在8小时以内。
不仅如此,在使用隐形眼镜的同时最好再配备一副框架,每天下班回家立即摘下隐形眼镜,换上框架眼镜,每周最好也腾出一两天使用框架眼镜,好让角膜得到休息,延缓受损的过程。
权威视光学专家指出,即使按照护理标准佩戴,蛋白沉积物亦不能完全清除,愈积愈多,会令镜片透氧度变差,角膜缺氧情况加剧,令佩戴者感觉不适,增加红筋和感染机会。
佩戴者一般对因眼镜老化而导致的毛病未必容易察觉,除眼睛出现较多红筋外,因沉积物导致的敏感粒点及角膜轻微损伤均需检查才能发现。
若小心护理,大都不会有严重问题。
更换周期分类:网站目前存在的规格有:日抛,周抛,月抛,双月抛,季抛,四月抛,半年抛,年抛等。
二、含水量:隐形眼镜材料吸水饱和后,水分占总重量的百分比。
网站目前的范围:38%,38.6%,40%,42%,45%,48%,52%,55%,57%,58%,59%注:眼睛不干的人比较适合含水量高的隐形眼镜,如果是眼睛干的人应该使用含水量低的。
第二讲-2 我国(国外)沥青技术标准

不同软化点测定方法与PI值计算结果的关系
8)增加了30#,160#,沥青 9)老化试验统一为薄膜加热试验(TFOT),也允 许用旋转薄膜加热试验(RTFOT)代替。 销量,70#,90#,110#,50#
近年来,国际上使用的沥青有向稠的方向发展的趋势, 以增强抗车辙能力。尤其是中下面层和基层,例如法国有 两种基层,GB采用的沥青等级为35/50 或 50/70号, HMAC(EME)采用的沥青结合料是硬质沥青10/20或15/25, 20/30 或 35/50+ 改性剂 (天然沥青、聚乙烯)。
道路用液体石油沥青技术要求
表4
2.液体石油沥青宜采用针入度较大的石油沥青,使用前 按先加热沥青后加稀释剂的顺序,掺配煤油或轻柴油,经适 当的搅拌、稀释制成。掺配比例根据使用要求由试验确定。 3.液体石油沥青在制作、贮存、使用的全过程中必须通 风良好,并有专人负责,确保安全。基质沥青的加热温度严 禁超过140℃,液体沥青的贮存温度不得高于50℃。
8. 改性乳化沥青
改性乳化沥青modified emulsified bitumen (英), modified asphalt emulsion(美):在制作乳化沥青的过程中同时加 入聚合物胶乳,或将聚合物胶乳与乳化沥青成品混合,或对聚合物 改性沥青进行乳化加工得到的乳化沥青产品。 1. 改性乳化沥青宜按表1选用,质量应符合表2的技术要求。
我国许多地方的沥青针入度偏大,无论在南方、 北方,甚至东北地区都出现了严重的车辙。对 比国际上气侯条件相当的地区,我国许多地方 宜使用70或50号沥青,这一点特别应该引起各 地重视和注意。 法国在南部通常使用40/50级沥青,而在北部使 用80/100沥青。日本只有北海道采用80-100, 在本州的北部靠近日本海一侧采用60-80号,靠 近太平洋一侧重点考虑夏季流动变形,中轻交 通量路段采用60-80号,重交通路段(大型车一 方向3000辆/日以上)采用40-60号沥青。
CA砂浆实验标准
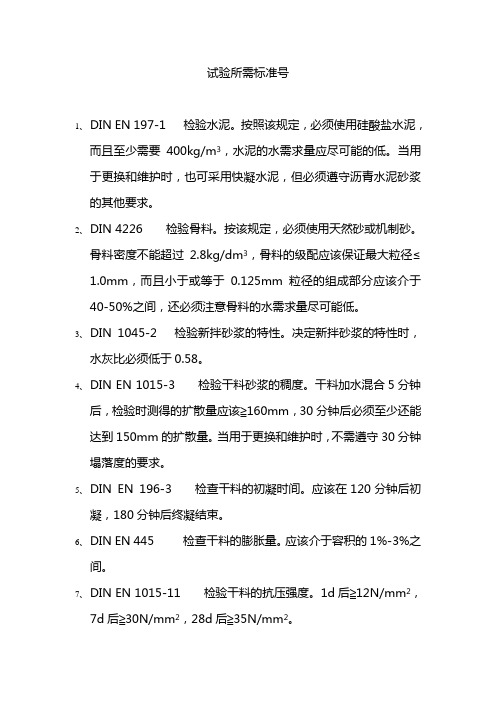
试验所需标准号1、DIN EN 197-1 检验水泥。
按照该规定,必须使用硅酸盐水泥,而且至少需要400kg/m3,水泥的水需求量应尽可能的低。
当用于更换和维护时,也可采用快凝水泥,但必须遵守沥青水泥砂浆的其他要求。
2、DIN 4226 检验骨料。
按该规定,必须使用天然砂或机制砂。
骨料密度不能超过 2.8kg/dm3,骨料的级配应该保证最大粒径≤1.0mm,而且小于或等于0.125mm粒径的组成部分应该介于40-50%之间,还必须注意骨料的水需求量尽可能低。
3、DIN 1045-2 检验新拌砂浆的特性。
决定新拌砂浆的特性时,水灰比必须低于0.58。
4、DIN EN 1015-3 检验干料砂浆的稠度。
干料加水混合5分钟后,检验时测得的扩散量应该≧160mm,30分钟后必须至少还能达到150mm的扩散量。
当用于更换和维护时,不需遵守30分钟塌落度的要求。
5、DIN EN 196-3 检查干料的初凝时间。
应该在120分钟后初凝,180分钟后终凝结束。
6、DIN EN 445 检查干料的膨胀量。
应该介于容积的1%-3%之间。
7、DIN EN 1015-11 检验干料的抗压强度。
1d后≧12N/mm2,7d后≧30N/mm2,28d后≧35N/mm2。
8、DIN EN 1428 检验乳化沥青的含水量。
按该规定,测得的含水量应该低于总重的40%。
9、DIN EN 1430 检验乳化沥青的颗粒级配。
沥青颗粒的极性必须是负的。
10、DIN 1045-2 检验新拌砂浆的特性。
决定新拌砂浆的特性时,水灰比必须低于0.58。
11、DIN EN 1015-7 检验沥青水泥砂浆的含气量。
用压力平衡法鉴定,含气量应该低于体积的10%。
12、DIN 1048-5 检验沥青水泥砂浆的弹性模数:力学弹性模数应该介于7000N/mm2和10000N/mm2之间。
13、 E DIN EN 12390-9 检验沥青水泥砂浆的防冻性:按照CIF法检验,做检验时,经过56次冻溶循环之后,只容许出现极微小的内部损伤程度,风化值应该低于2000g/m3。
角膜塑形镜包装上的参数意义

角膜塑形镜包装上的参数意义
我们拿到角膜塑形镜产品后,一般包装上会有以下参数,如:“FK=46RX=-4.0BC=8.18PWR=0.75DIA=10.8”分别是什么意思呢?是否与我们订货的参数一致呢?
FK=46:该镜片的定位弧(配适弧)是按46D设计的,这个数据要和我们的定单上的定位弧(配适弧)一致。
RX=-4.0:这个是指镜片的近视降幅,-4.0是指对400度的近视的降幅。
BC=8.18:这个是指镜片的基弧。
注意塑形镜的基弧和RGP的基弧意义不同,这个基弧是按要达到的塑形后的角膜K值设计的。
对于平坦K值为46D的近视,要降低400度近视,就是说让其角膜的平坦K值由46D变为46-4=42D。
(塑形镜在设计时为了获得更稳定的效果会让降幅过矫正0.75,即多增加75度降幅!)所以最终角膜屈光度的变化的目标值为46-(4 0.75)=41.25D,转化为角膜曲率值为:0.3375/41.25=0.008182米=8.18毫米。
这就与包装上的BC一致了。
我们验片的时候,也要按这个方法计算下,以防镜片参数是错误的,如:FK是对的,但BC出错了。
PWR=0.75:塑形镜是没有屈光度的,但为了抵消上述多增加75度降幅,在其光学区做了—0.75D的光度,注意此光度与患者的屈光度没有关系,而且所有的镜片都有,都是 0.75D。
DIA=10.8:镜片直径,一般在10.2~11mm间,是根据患者的角膜直径设计的。
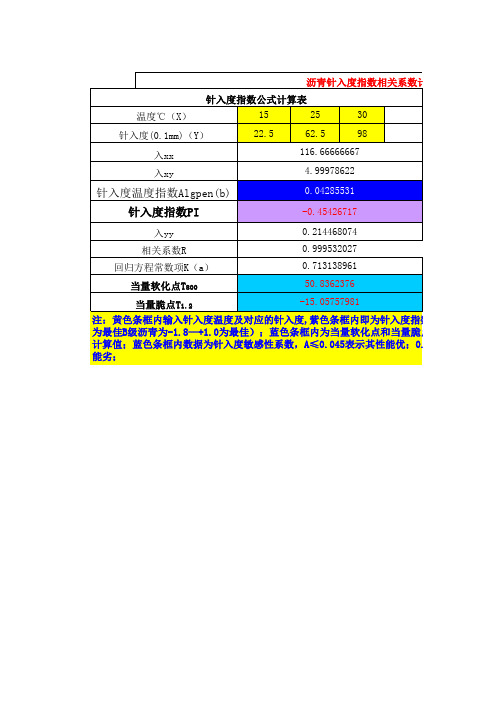
针入度指数计算表公式和程序
1.3521825 1.79588 1.991226 116.66666667 4.99978622 0.04285531 -0.454267174 0.214468074
0713138961当量软化点t800当量脆点t12回归方程常数项ka5083623761505757981相关系数r0999532027入xx沥青针入度指数相关系数计11666666667499978622045426717针入度指数公式计算表针入度温度指数algpenb004285531针入度指数pi温度x针入度01mmy0214468074入xy入yy温度152530针入度01mm对数135218251795881991226入xx入xy回归方程斜率针入度指数pi入yy数
针入度(0.1mm)(Y) 入xx 入xy
针入度温度指数Algpen(b) 针入度指数PI
入yy 相关系数R 回归方程常数项K(a) 当量软化点T800 当量脆点T1.2
注:黄色条框内输入针入度温度及对应的针入度,紫色条框内即为针入度指数;(一般要求针 为最佳B级沥青为-1.8—+1.0为最佳);蓝色条框内为当量软化点和当量脆点的要求值,粉色 计算值;蓝色条框内数据为针入度敏感性系数,A≤0.045表示其性能优;0.045<A<0.055表 能劣;
为针入度指数;(一般要求针入度指数控制A级沥青:-1.5—+1.0 点和当量脆点的要求值,粉色条框内为当量软化点和当量脆点的 性能优;0.045<A<0.055表示其性能一般;A≥0.055表示其性
眼镜CE标准
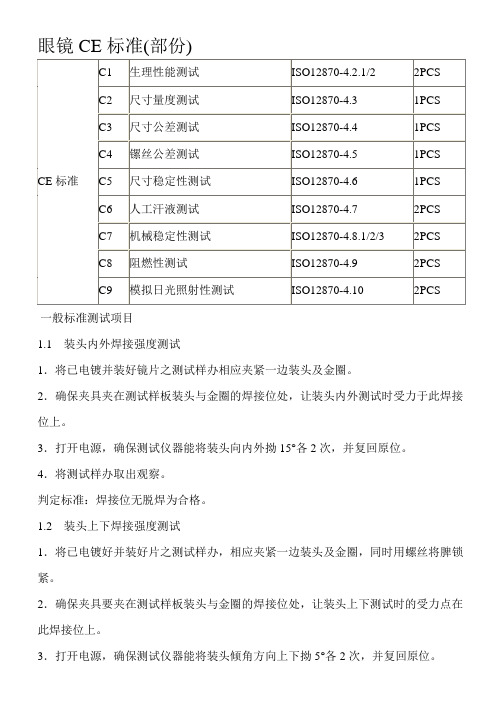
眼镜CE标准(部份)一般标准测试项目1.1 装头内外焊接强度测试1.将已电镀并装好镜片之测试样办相应夹紧一边装头及金圈。
2.确保夹具夹在测试样板装头与金圈的焊接位处,让装头内外测试时受力于此焊接位上。
3.打开电源,确保测试仪器能将装头向内外拗15°各2次,并复回原位。
4.将测试样办取出观察。
判定标准:焊接位无脱焊为合格。
1.2 装头上下焊接强度测试1.将已电镀好并装好片之测试样办,相应夹紧一边装头及金圈,同时用螺丝将脾锁紧。
2.确保夹具要夹在测试样板装头与金圈的焊接位处,让装头上下测试时的受力点在此焊接位上。
3.打开电源,确保测试仪器能将装头倾角方向上下拗5°各2次,并复回原位。
4.将测试样办取出观察。
判定标准:焊接位无脱焊为合格。
1.3 鼻梁焊接强度测试1.调校测试仪器,确保测试样板装上仪器后,处于平衡状态。
2.将已装好片的测试样办夹紧鼻梁及前圈。
2.1如测试样办未电镀,必须调较测试仪器,确保测试样办向前后90°来回扭曲各一次,再复回原位(只适用于不锈钢物料);其余物料扭曲45°。
2.2如测试样办已电镀,必须调较测试仪器,确保测试样办向前后15°来回扭曲各一次,再复回原位。
3.将测试样办取出观察。
判定标准:电镀前焊接位拗90°无脱焊,电镀后拗15°无脱焊,为合格。
1.4 坑线扭曲测试1.调校测试仪器,确保测试样板装上仪器后,处于平衡状态。
2.将已电镀并装好镜片的眼镜夹紧鼻梁及前圈,鼻梁位尽量夹近焊接位。
目的是测试时受力于焊接点3.打开电源,确保测试样办前圈向内/外45°来回移动各一次,再复回原位。
4.将测试样办取出观察。
判定标准:焊接位无断开为合格。
焊接位有裂痕或坑线断亦为合格。
1.5 界格子附着力测试一.工具:介刀(锋利)、胶纸(3M胶纸)、毛刷或毛笔(柔软)、放大镜(可放大2-3倍)二.步骤:1、将测试样办水平置于桌面上,用介刀以20-30°角度在受测试的表面从垂直和水平方向分别界平行线条,以形成小方格。
菲林品质检验标准
XXXXX fe子科技有限公司1. 目的:1.1本标准规定本公司的菲林外观和一些性能要求,供本公司菲林检验和管控时使用。
1.2规范菲林作业,提升品质,控制成本。
2. 范围:本指引适用于菲林检验和管控。
3. 定义:菲林变形的控制及处理方法:3.1菲林变形的原因主要是:菲林存放环境的温湿度控制不好。
3.2监控方法:通常情况下,将温度控制在20C±2C ,湿度控制在50%± 5%RH菲林房人员每天做好温湿度的记录,特别是要控制好菲林变形的主要因素:湿度的控制。
3.3菲林变形的修正方法:A、依据钻孔板的测量数据与菲林的测量数据与电子文档进行比对,按照钻孔板的长度来修正菲林的比例,重新光绘黑片菲林。
B 、针对底片随环境温湿度变化而改变的物理现象采取底片拷贝前将密封袋内底片拿出,工作环境条件下晾挂4-8小时,使底片在复菲林前就先变形,这样就会使复菲林后底片面性变形就会很小。
4. 权责:4.1工程部:提供资料绘片要求。
4.2品管部:根据要求检测尺寸和功能。
4.3制造部:外观检查与菲林使用寿命数据统计。
45. 流程图:无6. 作业内容:6.1流程内容:菲林遮光处有划痕,导致透光=5mm/3 处擦花目视菲林遮光处PAD上有划痕严重,导致透光不接收油墨反粘在菲林上,导油墨垃圾致遮光,必须用菲林水擦干净显影不良PAD尺寸缩小,边缘不清晰模糊在透光区有发现红点/不接收目视菲林遮光区清晰,曝光尺要求2格净3格残红占/黑占八、、•八、、八\、黑点,导致遮光;必须用刀笔刮干净菲林工艺边缘留边太留边不够小,已经剪到角线内,无法覆盖板边不接收角线到边仝25mm透光区w 5mm折痕菲林表面有折皱痕迹遮光区焊盘上不接收1.目视2.10倍镜3•曝光尺目视目视目视目视1510 11 12 13 1416Pin 钉孔偏 /变形无IQCPASS 章超过寿命期限管位距超光学点开窗超差PAD 尺寸超漏 V-CUT漏打抽气 保护膜起 泡或折皱Pin 钉孔自动打靶对位对偏,导致孔打偏或变形菲林来料没有经过IQC 检验,没有IQC 合格标签菲林实际使用超过要求管控的寿命使用次管位距的长和宽比实际要求管控范围更长或更短,超出公差防焊光学点开窗比实际要求管控标准值更大或更小,超出公差PAD 尺寸比实际要求管控标准值更大或更小,超出公差防焊菲林没有V-CAT贴保护膜的菲林打抽气孔,以防气泡菲林贴保护膜一定要 平整,不可以有气泡偏位w 1mil变形不接收 不接收黄片线路使用 寿命W 600次/套,防焊使用寿命W 500次/套, 黑片线路与防 焊使用寿命W 3000次/套400mm 毫米以下1mil,400mm 以上按w 1.5milw 1mil线路PAD 补偿正片2mil ,负片1.5mil ;防焊PAD 补偿 1mil不接收不接收不接收1.目视2.二次元目视使用数据累 计记录表二次元二次元二次元目视目视目视 目视17孔防呆开窗不够线路孔1.925mm和数V 孔3.175mm与定位孔4.05mm 和3.65mm,防焊开窗比实际要求管控标准值更大或更小,超出公差=+0.5mm1. 比对卡2. 二次元无6.2包装内容:NO.项目标准1标签菲林规格:20i nch*24i nch*7mil (标签长111.180mm,宽111.150mm);菲林规格:24i nch*47i nch (标签长141.980mm,宽100.062mm)2领料确认实际规格是否与标签相符,外箱上是否有本公司IQC验收合格标签和PASS章3拆包装拆包装时确认有无密封胶条,内包装是否已抽真空;底片是否用白纸每张隔开图示7.使用表单:7.1 菲林在线检修记录表7.2菲林质量检查记录表。
石化行业产品手册

石化行业产品手册目 录一、德国 Petrotest闪点系列 (01)沥青系列 (02)燃料油系列 (03)润滑油、润滑脂系列 (04)二、德国 Pilodist精馏装置 (05)过程研究 (06)油品蒸馏 (07)三、荷兰 DVE模拟蒸馏、LPG残留物分析、DHA详细烃类分析 (08)四、美国 Spectro Inc油料分析仪 (09)五、英国 LLOYD材料试验机、聚合物测试仪 (10)六、美国 Newage硬度测试仪 (11)七、德国 SI Analytics粘度系列 (12)电位滴定仪 (12)八、英国 Tintometer色度仪 (13)九、爱尔兰 BioTector在线水质多参数分析仪 (14)十、美国 CHEMetrics快速水质分析专家 (15)十一、德国 Binder温控箱系列 (16)环境模拟箱 (17)201德国 Petrotest德国 Petrotest德国Petrotest (派德)公司是世界著名的石油产品分析仪器专业厂家,公司于1873年由Mr.Berthold Pensky 宾斯基先生(注:宾斯基—马丁闭口闪点发明人之一)创办,至今已有近140年历史。
其设计制造的石油产品分析仪器多达200余种,几乎包括了油品测试的各种方法,是经典油品分析仪的象征,在全世界拥有无法计数的广大用户。
Petrotest 公司于1994年荣获ISO9001质量体系认证证书,其开发研制的全自动油品分析仪具有世界先进水平,分析结果精确可靠,使用操作安全简便。
符合ASTM ,ISO ,DIN ,IP ,FTM 及其它各种等效标准。
PMA5自动宾斯基—马丁闭口闪点测试仪符合测试标准产品特点其他同类产品ASTM D 93,ASTM D 6751,IP 34,ISO 2719,FTM 791-1102,ISO 15267, BS 2839(obs.) DIN 51758 (obs.),EN 22719 (obs.) · 独特设计的样品测试杯与主机的连接方式,只需将测试杯盖装到测试杯上,温度 探头、搅拌和点火装置即可自动完成连接,操作简易便捷· 多功能测试探头,集成了温度传感器和闪火检测头· 具有15种测试程序,包括各种国际标准测试程序、未知样闪点快速搜寻程序和高 粘度样品预热功能· 专用的温度探头校验程序和温度校验装置,保证Pt100温度探头的测试和仪器温 度显示的准确性· 安全自检和过热保护功能,超温自动停机· 内置大气压力探头,自动进行测试结果的大气压校正· 可配置多达12个测试杯的自动进样器,进行多个样品的连续测试闪点系类仪器图片仪器名称仪器简介CLA5自动克利夫兰开口闪点和燃点测试仪 符合测试标准:ASTM D 92,ISO 2592,DIN 51376 (obs.),EN 22592(obs.),FTM 791-1103,IP 36,NF T60-118 (obs.),BS 4689 (obs.)ABA4自动阿贝闪点测试仪符合测试标准:ISO 1516,ISO 1523,ISO 3679,ISO 3680,ISO 13736,DIN 51755-1,DIN 53213 (obs.),DIN 55680 (obs.),EN 456 (obs.),EN 924,IP 113 (obs.),IP 170,IP 304-1 (obs.)TAG4自动阿贝闪点测试仪符合测试标准:ASTM D 56,ASTM D 3934,ASTM D 3941,ISO 1516,ISO 1523,ISO 3679,ISO 3680,DIN 55680 (obs.),EN 456 (obs.),EN 924,FTM 791-1101,IP 304-1 (obs.),IP 304-2 (obs.),IP 491,IP 49202德国 PetrotestDDA3自动石油沥青延度测试仪符合测试标准产品特点其他同类产品ASTM D 113, ASTM D 5892 (obs.), ASTM D 6084, ASTM P 226 (obs.), DIN 52013, EN 13398, IP 32 (obs.), IP 516, JIS K2207, NF T66-006 (obs.), AASHTO T51· 自动进行拉伸力测试,实时显示拉力曲线,能自动给出拉力曲线中指定点的拉伸 尺寸和指定间隔内的拉力量,从而进行试样的力学研究,尤其是改性沥青的研究· 自动进行聚合物改性沥青的“弹性恢复”测试· 测试过程全自动完成:仪器自动判断试样断裂并自动测试拉伸距离,自动打印或 显示测试结果· 配置专用组件,可进行温度、拉力和速度校正· 双保温夹层浴槽,外接循环冷却系统,浴槽内有可自主开关的循环泵· 浴槽设有三处温度探头,温度控制准确、均衡· 可外接电脑,利用DDAcon-软件扩展仪器功能沥青系类仪器图片仪器名称仪器简介PNR12自动针入度测试仪符合测试标准:ASTM D 5,DIN 52010 (obs.),EN 1426,EN 13179-2, EN 13880-2,JIS K2207,AASHTO T49BPA 5自动石油沥青脆点测试仪符合测试标准:IP 80,EN 12593,JIS K2207,NF T66-026 (obs.)RKA 5自动石油沥青软化点测试仪符合测试标准:ASTM D 36,ASTM E 28,ISO 4625-1,DIN 1996-15,EN 1427,EN 1871-F ,EN 13179-1,IP 58,JIS K2207,NF T66-008 (obs.),AASHTO T53石油沥青薄膜烘箱(半自动)符合测试标准:TFOT :ASTM D 1754,EN 12607-2,IP 460-2,JIS K2207,NF T66-047 (obs.)LOH :ASTM D 6,EN 13303,IP 45 (obs.),IP 506,JIS K2207,NF T66-011 (obs.),AASHTO T47 (obs.)沥青蜡含量测定仪——蒸馏法符合测试标准:EN 12606-1,IP 459-103德国 PetrotestADU5自动石油产品馏程分析仪符合测试标准产品特点ASTM D 86,ASTM D 1078,ISO 3405,DIN 51751 (obs.),IP 123,IP 195,JIS K2254,NF M07-002 (obs.)· 封闭的加热体系,使用安全、寿命长,蒸馏过程中自动优化加热功率,同时封闭式 设计可有效抵御腐蚀· 样品接收仓可实现程序控制升温· 采用固定光栅系统探测蒸馏体积,无移动部件,可靠性更高· 计算机一体化设备,采用触摸屏设计,软件功能强大,实现数据管理、加热参数优 化和蒸馏曲线打印,并可向LIMS 系统传输数据燃料油系列其他同类产品仪器图片仪器名称仪器简介PetroOXY 全自动氧化安定性测试仪符合最新测试标准:ASTM D 7525 汽油氧化安定性的测试ASTM D 7545 柴油、生物柴油氧化安定性的测定OBA 汽油氧化安定性测试仪(诱导期法)符合测试标准:ASTM D 525,ASTM D 873,ISO 7536,DIN 51780 (obs.),DIN 51799 (obs.),FTM 791-3352,FTM 791-3354,IP 40,IP 138,JIS K2276,JIS K2287,BS 4347 (obs.),BS 4456 (obs.)TOST 氧化特性测定仪符合测试标准:ASTM D 2274GUM 实际胶质测定仪符合测试标准:ASTM D 381,ISO 6246,DIN 51784,EN 26246 (obs.),FTM 791-3302,IP 131,IP 540,JIS K2261,BS 4348 (obs.)石油产品苯胺点测试仪符合测试标准:ASTM D 611-E ,ISO 2977-E ,DIN 51787 (obs.),FTM 791-3601,IP 2-E ,JIS K 2256,NF M07-021石油产品铜片腐蚀测试仪符合测试标准:ASTM D 130,ISO 2160,DIN 51759-1 (obs.),FTM 791-5325,IP 154,JIS K2513,BS 4351 (obs.)油品快速测定仪包括:粘度变化、金属磨损、碳和灰尘颗粒及游离的水分测定等04仪器图片仪器名称仪器简介PNR12自动锥入度测试仪符合最新测试标准:ASTM D 217,ASTM D 937,ASTM D 1321,ASTM D 1403,ASTM D 7342,ISO 2137,DIN 51579,DIN 51580,IP 50,IP 179,IP 310,IP 376,JIS K2220TOR 防锈性能测试仪符合测试标准:ASTM D 665,ASTM D 3603,ASTM D 5534,ISO 7120,FTM 791-4011,FTM 791-5315,IP 135,JIS K2510,NAC TM0172-2001含聚合物油剪切安定性测定仪—柴油喷嘴符合测试标准:ASTM D 2603,ASTM D 6278,ASTM D 7109,DIN 51382,IP 294,CECL-14-A-95TOST 氧化特性测定仪符合测试标准:ASTM D 943,ISO 4263,DIN 51 587,ASTM D 2893,ASTM D 4310润滑脂氧化安定性测试仪符合测试标准:ASTM D 942,DIN 51808,FTM 791-3453,IP 142,JIS K2220,VV-L-791e-5314润滑油泡沫特性测定仪符合测试标准:ASTM D 130,ISO 2160,DIN 51759-1 (obs.),FTM 791-5325,IP 154,JIS K2513,BS 4351 (obs.)摩擦磨损试验机-REICHERT M2通过角速度的变化,考察润滑油或切削液的负载能力和磨损情况。
键盘薄膜检验标准
键盘薄膜的检验标准1、材料厚度① 材料厚度核对误差不超出D.OImm2、P IN尾厚度①总厚度在0.3mm~0.35mm3、加强片① 长、宽、厚尺寸符合技术文件的要求①出线PIN应左右边缘对称,最大允许偏移:1.0mm间距0.15mm; 1.25mm间距0.20mm; 2.0mm 间距0.25mm; 2.54mm 间距0.30mm。
②出线PIN银线应足够宽,且不造成间隔窄引起短接:1.0mm间距0.5mm~0.7mm;1.25mm 间距0.6mm~0.8mm;2.0mm 间距1.0mm~1.2mm;2.54mm 间距1.5mm~1.8mm。
③碳层居中且完全覆盖银线,偏出银线不超出0.1mm5、出PIN前端空白① 出PIN前端空白处的长度<0.2mm6、K EY盘①上下层KEY点对齐,偏差小于KEY点直经的25%7、K EY孔①中间隔层KEY孔与KEY点中心对齐,偏差小于KEY孔直经的25%&机构孔/定位孔① 机构孔偏差<0.2mm定位孔偏差<0.1mm1、功能①按键功能测试符合设计要求,不出现不显示、显示不稳定、错码、乱码、连码等现象。
用测试架进行测试测试设备①KEY点导通电阻小于300Q,个别最大不超过450Q用短路测试治具连接到万用表,并用30克砝码垂直压下短路测试治具/万用表/30克砝码②绝缘电阻不小于50M D/250V用欧姆表测量欧姆表3、防水效果① 浸泡在自来水中,在2小时时间内不进水将薄膜排气孔封住,没入在水深1cm的自来水中观察盛水容器4、附着力①用3M 600 (银线)/3M 800 (涂碳)胶带粘拉无脱落5cm长胶带粘住线路或涂碳层60s后迅速垂直拉起3M 6003M 8005、银线硬度① 用1-2H铅笔划不断铅笔与银线成45°用2Kg的力推动铅笔6、耐弯折性①2Kg+180外折+60S+10次△ R< 30%用2Kg的力压在外折180°的弯折处,在60s中反复10次,测量阻值增大值进行比较砝码7、抗高、低温①高温或低温、及高、低温试验后,薄膜不会起皱,功能没有影响,阻值没有明显增大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EF EN 1426 针入度确定1.适用领域本欧洲规范描述一种确定沥青和沥青粘结剂的粘度的方法。
本操作方法适用于针入度<=500×0.1mm,对于针入度高于这个值的,实验条件不同。
警告:本欧洲规范中用到具有危险性质的产品、操作和设备。
本欧洲规范不承担由于使用而带来的所有安全问题。
在使用之前,咨询和建立安全规范、适当的卫生规范,确定合乎规定的适用性的范围,都是使用者的责任。
2.参考3.定义3.1 沥青黏结剂的针入度用深度来表示粘度,单位为0.1mm,同材料的试样基准纵向针入度相符合,在规范的温度、荷重、贯入时间的条件下。
4.原则在规定的试样测定基准针入度。
对于针入度<=500×0.1mm,试验条件如下:温度25℃,荷重100g,贯入时间5s。
对于针入度高于这个范围的,试验温度15℃,荷重和贯入时间不变。
5.仪器实验室常用的材料和仪器如下:5.1 针入度仪针入度仪是能够允许针连杆在无可测摩擦的情况下纵向移动、能够测定针入度并且精确到0.1mm的装置。
针连杆必须能够很容易地从装置上拆下,其重量47.50+-0.05g。
另附重为50.00g+-0.05g的可以固定在针连杆上的砝码一个。
包含样品的用于放置容器的台座或者转移槽必须是平底并且水平放置。
超过50g的部分应该放置在导杆之下。
(见图1,P13)注解1:图1展示了一个针入度仪的结构图样本。
为了方便将仪器水平放置,适合使用带有水平调节装置的标准针入度仪。
注解2:我们也可以使用自动控制贯入时间的装置。
适合定期检查这个装置以确保其贯入时间是正确的。
5.2 标准针标准针,(见图2),由淬透回火抛光的不锈钢制成,型号X105CrMo17(1.4125),不必要遵照规范EN10088-3指出的最小钼(Mo)含量和由ISO6508确定的洛氏硬度C54-C60.针的直径应该在1.00mm-1.02mm之间:它的一个顶点应该被对称削成角度9°10′+-30′对于总长的锥度。
锥度和针的圆柱体应该是同轴的。
圆柱形表面和锥形表面的交点总的轴散度不应超过0.2mm。
针的锥点必须被磨削到90°+-2°;直至顶点的直径为0.14mm-0.16mm。
被磨削的点应该有一个没有任何毛口痕迹的分明的棱角。
对于针入度350×0.1mm的,针的长度应该是大约50mm。
对于针入度在350×0.1mm-500×0.1mm之内的,需要使用更长的针;除了长度,标准针还必须满足以下规定的体积等条件。
针的长度必须确保镶嵌在其上的环形轴套不会进入到需要试验的材料。
标准针应该被紧密固定在黄铜或不锈钢制的环形轴套内,在轴套内部的针的部分包括在5-10mm内。
和环形轴套有关的针尖和整个标准针的离心率不应该超过1mm。
轴套的直径3.20mm+-0.05mm,长度38mm+-1mm。
轴套和针的总重量应该是2.50g+-0.05g。
注解1:可以在轴套的顶端开孔或者在其侧面安放平的零件以调整总重。
在每个针的轴套上都要雕刻或打上印记以区分规格;在三年内同样规格的产品不能被制造者使用2次。
针和杆的总重应该受到规范的控制。
针必须定期接收直观检查以控制其形状和腐蚀痕迹的存在。
注解2:针、针夹和超重部分总重100g.注解3:在任何情况下都要保证针严格符合以上陈述的条件。
应从供应商或质检部门处获得合格证。
注解4:可以从ISO286-1,ISO1829,ISO1101和ISO1302来获得关于针的耐受性的信息。
5.3 盛样皿圆柱形,平底,玻璃或金属制。
容器内高度应该高于需测的针入度至少10mm,同时其不能低于35mm。
其内径最小55mm,最大70mm。
注1:盛样皿所需要的体积大小见表格1。
盛样皿中,需要在盛样皿中置入金属套环(例如铝制)。
为了满足7.4.2中要求,金属套环的体积大小如下:外径53+-1mm,内径36+-1mm。
套环的高度取决于需测的针入度值:针入度<100×0.1mm,套环高度为20+-1mm,针入度<200×0.1mm,套环高度为30mm+-1mm。
注2:以此方式确定的针入度值的精确度和可能和条款9中提到的不同。
5.4 水箱容量至少10升,保证控温准确度为0.1℃。
水槽中设有一带孔的搁架,位于水面下不得少于100mm,距水槽底部不得少于50mm。
如果必须在水箱中进行针入度试验,应该准备另一个足够坚固的支架以支撑针入度仪。
注:强烈建议在隔水箱中使用蒸馏水或矿质水。
应该避免水箱中的水受到除垢剂或其他可能影响针入度值的物质的污染。
5.5 转移槽适用于在隔水箱外进行的实验。
转移槽的容量最小350ml,其深度需保证盛样皿完全被水盖住。
转移槽底部的设计必须保证:当其被置于针入度仪的底座上时,其底部可以防止所有的震动。
同样地,放置盛样皿的表面必须能够在分析针入度试样的过程中防止所有的震动。
注:温度低于25℃,转移槽的容量最好为1.5升。
5.6 计时装置分度0.1秒。
5.7 温度计杆坚硬,特征见附录A。
也可以用其他使用水银柱的温度测量方法来代替温度计。
不过,水银柱温度计是标准的系统。
因此,替代的温度测量工具的应别校准以获得同水银温度计一样的测量值,同时还要考虑热反应时间的差别。
注:当温度的测量和控制恒定的时候,如实验操作中提到的一样,不同的仪器可以指示出比水银温度计的指示更重要的变化周期,根据加热周期和温度调整能力。
6.取样6.1在考虑所有安全措施并保证试样能够很好的代表被提取出来的实验室样品的情况下,根据EN58提取样品。
确定实验室取样是均匀的、未受污染的。
(见EN1425)6.2使用加热的玻片提取至少100g的实验室样品,如有必要,将其转移到合适的容器中。
6.3加热材料至需要的温度,即软化点以上80℃-90℃(见EN1427),并且填满一个干净的(没有灰尘、油污铁锈的痕迹)的容器(5.3)。
对于被聚合改变的沥青,不管其软化点多少,其温度都不能超过200℃。
试样在容器中的深度要保证,在试样冷却到试验温度以后,试样的深度应该高于需测针入度值最少10mm。
6.4在将试样放入盛样皿之后,立刻用一个容器如一个有合适分度的烧杯来将其覆盖。
注1:这种做法是为了帮助试样清除气泡并保证其远离灰尘。
将试样冷却到目标温度,在15℃到30℃之间;对于深度<=45mm的样品,其冷却60分钟-90分钟,对于深度在45mm到60mm之间的样品,其冷却90分钟-120分钟,条件是样品的体积不能超过180ml;对于体积超过180ml的样品,每100ml 的样品要冷却60-90分钟。
然后,将样品置于恒温隔水箱中放置与冷却时间相同的时间,接着进行实验。
注2:对于温度低于25℃的,冷却的时间更加重要。
6.5对于针入度值低于500×0.1mm的,当实验条件没有规定的时候,温度,荷重(见5.2,注解2)和贯入时间遵照如下:25℃,100g和5s。
对于针入度值高于500×0.1mm,温度,荷重和贯入时间遵照如下:15℃,100g和5s。
如果使用其他的条件,应该在实验报告中注明。
注:在这种情况下,和9中提到的相比,精确度可能改变。
7.操作方法7.1准备针连杆和针检查针连杆和其导轨装置,保证没有水和外来物的痕迹。
检验针连杆在导轨中是否能自由移动。
用甲苯或其他合适的溶剂清洗标准针,用干抹布擦干,然后将针插入针连杆。
除非有相反规定,加入50g,检查总重是否100.0g+-0.10g。
注:用不同来源的沥青可能会获得不正常的结果。
在这种情况下,在擦干之前,应将针浸入甲苯油酸溶液中5分钟来进行预加工。
7.2恒温水箱中进行的试验如果试验是用固定在恒温水箱中的针入度仪来进行,将盛样皿直接放置在针入度仪被浸的底座之上。
使盛样皿完全被水箱里的水覆盖。
7.3恒温水箱外进行的试验如果试验是用水箱外的针入度仪来进行,将盛样皿放在已经和样品一起在水箱中保存过的转移槽上,用恒温水箱中的水将盛样皿完全覆盖,将转移槽放在针入度仪的底座上。
对于标准试验,除了25℃之外其他温度下的针入度试验,都不能将试样从水箱中拿出,除非转移槽被单独控制以保证温度的正确性。
7.4确定针入度值7.4.1第一次确定一个盛样皿放在正确的位置上,慢慢的放低标准针直至针尖与试样表面的反射影响重合。
保证针的零刻度正确的标记,然后在规定的时间段里快速松开针连杆。
如果在确定针入度的过程中,盛样皿有移动,中止试验。
调整仪器以确定单位为0.1mm的试样针入度。
注:好的光线可以帮助标准针到达合适的位置,例如,使用甲丙基烯酸酯荧光灯管或者透镜。
7.4.2 重复试验至少要用三个不同的针进行三次有效试验,试样各测试点之间距离、测试点与盛样皿边缘的距离均不应小于10mm。
每次试验都要使用干净的针。
如果针入度高于100×0.1mm,将所有的针留在试样中直至所有试验结束。
如果试验在水箱外部进行,三次试验的进行不是在2分钟的时常中,将试样和转移擦重新放入水箱来重复试验。
7.5有效确定值的最大范围对于在25℃,荷重100g,贯入时间5秒下进行的实验,如果三次试验结果的有效确定值的最大范围不超过表2给出的数据,试验结果就是可以接受的。
验。
如果范围再次被超过,放弃所有的实验结果,重复试验直至用同样的试样获得三个有效实验结果。
7.6在试验结束后,应该用合适的溶剂清洗标准针,并将针放好以防止所有腐蚀和损坏的危险。
不要使用洗涤剂或硅油来清洗标准针。
8.结果表达用三次可接受实验确定值的平均数四舍五入来获得距离整数最近的数值(0.1mm)来表示针入度值。
9.精确度9.1 重复性由同样的操作人员、同样的试验仪器,在同等试验条件下,对于同一产品,在一系列的使用正确和正常方法完成试验中,两个相连试验的区别不应超过表3指出的数值的1/20。
9.2 复现性由不同的操作人员在不同的实验室中,对于同一种产品,在一系列的使用正确和正常方法完成试验中,两个唯一且独立的实验的区别不应超过表3指出的数值的1/20。
产品改变,在等待合适的标准确立期间,不要使用沥青直至确定其资格特征。
10.试验报告●实验报告应该至少包含以下信息:●交付试验的试样的型号和标识;●对本规范的参考;●仪器型号(名称、模型);●获得的实验结果(第8款);●来源于协议或其他情况的对于规定操作方法作出的改变;●试验日期。
附件A 温度计的特征附件NA 温度计刻度误差要使用的温度计的规范在本规范的附件A中给出。
其中关于刻度最大误差和法国规范NF X 07-010是不相容的。
因此,本规范指出以下两点:1.温度计的误差对于刻度的标度的影响用一下公式来计算:U=2×(分度2÷12)0.5A中给出的刻度分级是0.1℃,这里是0.0582.温度计最大刻度误差不应该低于由于分级误差的两倍,在这里是1.116℃。