压铸模具验收检查清单
压铸模具进厂验收记录单

6、模具外面以及模芯、镶块、滑块是否刻字标识: 7、模具设计是否带有滑块: a)滑块配合是否完好: b)斜导柱配合是否完好: c)滑块是否有碰伤: 8、定模框是否有吊环孔: 9、定模是否有冷却水管: 10、动模是否有点冷却水: □有 □是 □是 □有 □有 □有 □有 □无 □否 □否 □无 □无 □无 □无
第 2 页,共 2 页
尺寸: f)毛坯高度: i)壁厚: l)烘烤起泡率: mm mm % g)口部直径: j)低部厚度: mm mm
验 车间主任验收意见:
收
意
见
签名: 技术部经理验收意见:
日期:
签名: 副总经理批准意见:
日期:
签名:
日期:
模具冷却水安装是否有松动、漏水情况: 定模冷却水管是否安装齐全: 模框导柱处是否有撬开槽: 11、模具配件是否齐全: 12、是否配有复底镶块:
浙江国阳机电制造有限公司 模具进厂验收记录单
13、铸件毛坯检验: a)铸件外观是否符合设计要求: b)铸件外观是否光滑、是否有明显缺陷: c)铸件乱花、刻字是否完整、整洁: d)中央Logo镶块尺寸: e)毛坯重量: h)口部厚度: K)试做报废率: m)其他补充说明: kg mm % □是 □是 □是 □否 □否 □否 补充说明: 补充说明: 补充说明:
浙江国阳机电制造有限公司 模具进厂验收记录单
模具编号: 产品编号: 检 1、模具重量: 设计重量: 模具供应商: 模具验收人: 验 kg 内 容 实际重量:
第 1 页,共 2 页
进厂日期:
kg
2、模具关键尺寸(具体要求参照《压铸模具设计要求》): a)渣包边缘至模芯边缘距离(不小于30mm) b)浇口直浇道长度(不小于30mm) c)动模嵌入木框的深度(不小于70mm) d)定模模芯的产品底部到模芯底面的距离(不小于55mm) e)模芯两侧边缘到模框两侧边缘的距离(不小于100mm) f)分流锥单边宽度距离(单边不小于40mm) 3、模具排气槽深度: 5、排气槽类型: mm □集中排气 □分散排气 □有 补充说明: 补充说明: 补充说明: 补充说明: 规格: 规格: 规格: □有 □有 □有 □是 □是 □无 □无 □无 □否 □否 补充说明: 补充说明: 补充说明: 补充说明: 数量: 块 复底片直径: mm 数量: 数量: 数量: □无 数量: 实际距离: 实际距离: 实际距离: 实际距离: 实际距离: 实际距离: 4、模具料筒形式: mm mm mm mm mm mm □整体料筒 是否符合: 是否符合: 是否符合: 是否符合: 是否符合: 是否符合: □分体料筒 □是 □是 □是 □是 □是 □是 □否 □否 □否 □否 □否 □否
压铸模具验收单
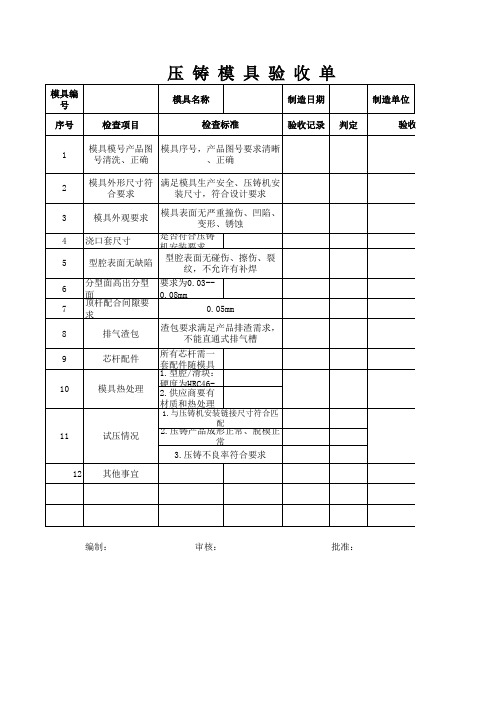
序号
检查项目
压铸模具验收单
模具名称
制造日期
制造单位
检查标准
验收记录 判定
验收人
1
模具模号产品图 模具序号,产品图号要求清晰
号清洗、正确
、Байду номын сангаас确
2
模具外形尺寸符 满足模具生产安全、压铸机安
合要求
装尺寸,符合设计要求
3
模具外观要求
模具表面无严重撞伤、凹陷、 变形、锈蚀
4 浇口套尺寸
是否符合压铸 机安装要求
5
型腔表面无缺陷
型腔表面无碰伤、擦伤、裂 纹,不允许有补焊
6
分型面高出分型 要求为0.03--
面
0.08mm
7
顶杆配合间隙要 求
0.05mm
8
排气渣包
渣包要求满足产品排渣需求, 不能直通式排气槽
9
芯杆配件
所有芯杆需一 套配件随模具
1.型腔/滑块:
10
模具热处理
硬度为HRC462.供应商要有
材质和热处理
1.与压铸机安装链接尺寸符合匹
配
11
试压情况
2.压铸产品成形正常、脱模正 常
3.压铸不良率符合要求
12 其他事宜
编制:
审核:
批准:
验收人
压铸件产品检验项目及不合格判据表

其缺料面积≦3m㎡,影响产品组装、结构
√
龟裂痕
物件表面不能有明显龟裂痕
①工件表面面龟裂纹明显,但经加工可除去,不影响产品外观,可接受
√
②表面龟裂纹明显,但经加工不可除去,影响产品外观,不可接受
√
面龟裂纹不明显,其深度≦0.05mm,不影响产品外观
√
面龟裂纹明显,其深度0.05mm≦X,影响产品外观,不接受
√
缩水
物件表面不能有明显缩水痕
①工件A级面,不能有缩水现象
√
②B、C级面缩水面积≦3 m㎡,缩水深度0.1mm
√
≦5 m㎡,缩水深度0.1mm
√
5 m㎡≦X≦10m㎡,缩水深度0.1mm ,不接受
√
③物体内部m㎡,深度0.3mm
√
>10m㎡,不影响产品结构和外观
√
缺料
物体外表面及口边、孔边沿不能有明显的缺料痕
工件外表面及口边,不能有明显的缺料痕
√
工件孔边缺料,在组装后可遮盖,不影响产品结构,可接受;
√
工件孔边缺料,在组装后不可遮盖,但不影响产品结构
√
工件孔边缺料,在组装后可遮盖,但影响产品的组装、结构,不可接受
√
接受;
工件内部缺料,其缺料面积≦3m㎡,不影响产品组装、结构构,可接受
√
0.05mm≦高≦0.1mm
√
高>0.1mm
√
③孔位周边披锋,不影响产品组装及产品外观,可接受
孔位周边披锋,组装后可遮盖,可接受
√
孔位周边披锋,组装后不能遮盖
√
④孔位周边披锋,影响产品组装或不能装配,不能接受
√
⑤产品内部披锋,不影响产品装配或对内部接线无损伤,可接受
压铸模具验收表
理报告;
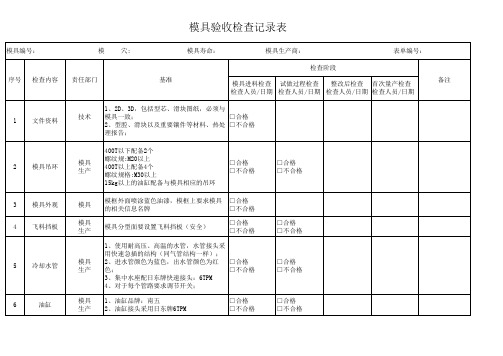
2 模具吊环
模具 生产
400T以下配备2个 螺纹规:M20以上 400T以上配备4个 螺纹规格:M30以上 15kg以上的油缸配备与模具相应的吊环
□合格 □不合格
□合格 □不合格
3 模具外观 4 飞料挡板
5 冷却水管
6
油缸
模具 模具 生产
模具 生产
模具 生产
模框外面喷涂蓝色油漆,模框上要求模具 □合格
□不合格
斜销和导柱不能干涉自动喷雾、取件
料头斜度的距离要求L: ¢60以下:L=15mm ¢70~¢80:L=25mm ¢90:L=35mm ¢90~¢110:L=35mm
□合格 □不合格
□合格 □不合格 □合格 □不合格
□合格 □不合格
18
全尺寸
技术 质量
样品全尺寸检验合格
□合格 □不合格
□合格 □不合格
生产
1、根据要求,重要部位的型芯、顶杆需采
用指定的品牌材料,如盘起等;
2、浇道、分流嘴上的顶杆必要要有镶套, 镶套壁不低于2mm; 3、异形顶杆、型芯必须有防呆结构;
□合格 □不合格
4、根据要求,重要的型芯表面做涂层;
5、型芯、顶杆备件各2套。
各型腔表面包括浇道、滑块表面的粗糙度 □合格
要达到Ra1.6以上
模具验收检查记录表
模具编号:
模 穴:
模具寿命:
模具生产商:
表单编号:
序号 检查内容 责任部门
基准
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
备注
1 文件资料
技术
1、2D、3D,包括型芯、滑块图纸,必须与
模具验收检查单(模具自检表)

4.水嘴周边是否无干涉、妨碍码模。
其它
1.是否按照模具技术协议开模。
2.模具开合是否畅顺,开合顺序是否正确。
3.导套底部是否有排气槽。
4.电气系统是否能正常运作。
5.液压系统是否能正常运作。
验收人员
意见
验收是否合格□合格□不合格会签:
3.抽芯顺序能否可靠实现。
4.滑动面是否加工油槽或者自润滑。
顶出机构
1.顶出孔是否加工,是否与注塑机相配。
2.顶出是否畅顺,顶出顺序能否可靠实现。
3.顶出行程是否足够,顶针板是否有限位。
4.顶针是否已防转。
5.顶针是否装齐、正确。
冷却系统
1.是否已加工。
2.水嘴是否安装连接好,是否畅通,是否有标识。
5.油污、铁屑、杂物等是否清理干净。
6.各镶件是否固定好。
7.面、轮廓是否清晰、光顺无起级。
8.型芯、滑块、镶件是否有烧焊。
浇注系统
1.唧嘴球面R、小端口径、定位圈是否与啤机相配。
2.唧嘴是否已防转。
3.主流道、分流道的粗糙度是否达到要求。
4.是否有冷料井和排气槽。
抽芯机构
1.滑动是否畅顺、可靠。
2.抽芯前后是否有限位,抽芯行程是否足够。
模具验收检查单
产品名称
供应商
产品图号
版本Biblioteka 模穴数模具代码试模次数
验收日期
项目
检验内容
合格
可接受
不接受
备注
外观
1.是否清洁、无生锈、无凹陷及其它影响外观缺陷。
2.模具配件是否影响模具的吊装和存放。
型腔型芯
1.所有零件是否均已安装。
2.型腔型芯表面粗糙度是否达到要求。
模具验收单范本

模具验收单范本
模具验收单范本
一、概述
模具验收单是指在模具制造完成后,由质检部门进行的检测,并出具的一份检测报告。
该报告是对模具质量的评估,也是对模具是否符合设计要求的证明。
本文将提供一份模具验收单范本,以供参考。
二、模具基本信息
1. 模具名称:
2. 模具编号:
3. 模具型号:
4. 模具材料:
5. 模具重量:
三、外观检查
1. 外观缺陷:无
2. 表面光洁度:良好
3. 喷涂情况:符合要求
4. 产品尺寸:符合设计要求
四、结构检查
1. 零件拼装情况:无误差
2. 零件间隙情况:符合要求
3. 动态配合情况:正常运转
4. 固定方式:牢固可靠
五、试模情况
1. 试模次数:10次
2. 试模材料:ABS塑料
3. 产品表面质量:良好
4. 产品尺寸偏差:小于0.05mm
5. 塑件表面气泡和痕迹情况:无明显气泡和痕迹
六、结论
1. 该模具符合设计要求,可以投入生产使用。
2. 模具制造单位:XXX公司
3. 检验员:XXX
4. 验收日期:XXXX年XX月XX日
七、备注
1. 模具制造过程中,存在一些小问题,但对模具的质量没有影响。
2. 模具使用寿命需要定期检查和维护。
八、总结
通过以上内容的详细介绍,我们可以了解到模具验收单的基本信息和要求。
在进行模具制造时,必须按照要求进行检测和验收,以保证模具的质量和使用效果。
同时,在使用过程中也需要定期检查和维护,以延长其使用寿命。
压铸模具验收报告
压铸模具验收报告一、引言压铸模具是现代工业生产中常用的金属压力成型工艺,通过将熔化金属注入模具腔体,经过冷却凝固形成半固态金属件。
为了确保模具质量和生产效果,压铸模具的验收工作显得尤为重要。
本报告将对XX公司生产的压铸模具进行验收,并就验收结论进行详细说明。
二、验收目的1.确定压铸模具的生产能力,以保证大批量生产的需求。
2.验证压铸模具的设计、制造和装配质量,以确保其生产过程中的稳定性和可靠性。
3.评估压铸模具的性价比,以确保生产的经济效益。
三、验收内容1.外观质量验收:主要检查压铸模具的表面光洁度、无擦伤、无裂纹等。
2.结构质量验收:主要检查压铸模具的结构合理性、装配精度等。
3.尺寸精度验收:主要验证压铸模具的尺寸精度是否符合设计要求。
4.材料质量验收:主要检查压铸模具使用材料的质量和正确性。
5.制造工艺验收:主要检查压铸模具的制造工艺是否规范和合理。
四、验收结果1.外观质量验收结果经过仔细检查,压铸模具的外观质量符合要求。
模具表面光洁度满足设计要求,没有擦伤、裂纹等缺陷。
2.结构质量验收结果通过对压铸模具的结构进行检查,发现其结构设计合理,装配精度高。
各组件安装紧密,无松动现象。
3.尺寸精度验收结果通过对压铸模具的尺寸进行检测,发现其尺寸精度在设计允许范围内,满足生产需求。
4.材料质量验收结果压铸模具使用的材料经过检查,材质正确,无明显疵点,符合设计要求。
5.制造工艺验收结果对压铸模具的制造工艺进行评估,发现其制造工艺规范,工艺流程合理,能够保证模具的质量和稳定性。
五、验收结论经过对压铸模具进行全面的验收,我们得出以下结论:1.压铸模具外观质量良好,无明显缺陷。
2.压铸模具的结构合理,装配精度高。
3.压铸模具尺寸精度满足设计要求。
4.压铸模具采用的材料质量良好。
5.压铸模具制造工艺规范,工艺流程合理。
基于以上验收结果,我们认为该压铸模具质量达到验收标准,能够满足大批量生产的需求,并具有较高的性价比。
压铸模的检查
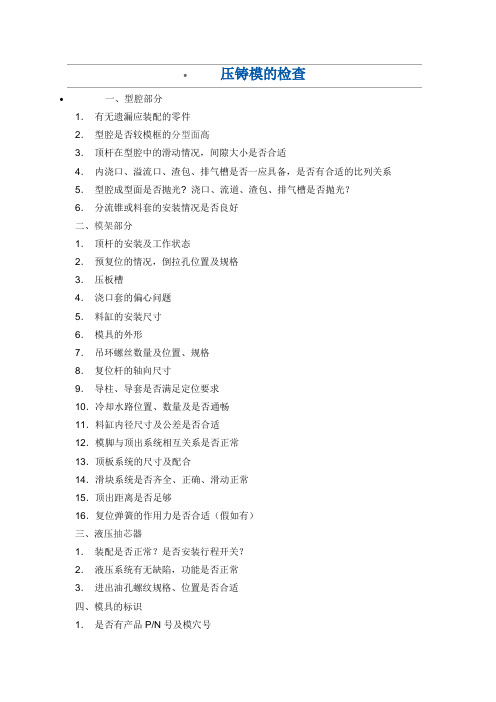
∙压铸模的检查
∙一、型腔部分
1.有无遗漏应装配的零件
2.型腔是否较模框的分型面高
3.顶杆在型腔中的滑动情况,间隙大小是否合适
4.内浇口、溢流口、渣包、排气槽是否一应具备,是否有合适的比列关系5.型腔成型面是否抛光? 浇口、流道、渣包、排气槽是否抛光?
6.分流锥或料套的安装情况是否良好
二、模架部分
1.顶杆的安装及工作状态
2.预复位的情况,倒拉孔位置及规格
3.压板槽
4.浇口套的偏心问题
5.料缸的安装尺寸
6.模具的外形
7.吊环螺丝数量及位置、规格
8.复位杆的轴向尺寸
9.导柱、导套是否满足定位要求
10.冷却水路位置、数量及是否通畅
11.料缸内径尺寸及公差是否合适
12.模脚与顶出系统相互关系是否正常
13.顶板系统的尺寸及配合
14.滑块系统是否齐全、正确、滑动正常
15.顶出距离是否足够
16.复位弹簧的作用力是否合适(假如有)
三、液压抽芯器
1.装配是否正常?是否安装行程开关?
2.液压系统有无缺陷,功能是否正常
3.进出油孔螺纹规格、位置是否合适
四、模具的标识
1.是否有产品P/N号及模穴号
2.是否有日期章、版本号
3.是否有生产厂商,型号等标识4.进、出水路是否有标识。
模具验收检查清单

模具验收检查清单★123★45678910111234567检验结论:合格[ ] 不合格[ ]条件认可[ ] (此选项须经本公司项目负责人书面认可)签字:日期:3.所有模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经客戶確認的情况下,模具视为不合格。
2.此表中带“★”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
1.此表中未提及内容请参见客戶提供的 <Mold Construction Guide >and< Specs>.备注:如果有些东西在这边无法安装的,或者漏掉的需要我司提出来在美国去做的也要提供相应的照片。
所有模具上的标准件装完以后才拍照片模具照片要求前模装好以后1张。
后模装好以后1张。
如果有备用件的,需要加1张。
模具合起来以后4个方向每个面一张(4张)。
装进箱以后把所有的资料放进去1张。
箱子合好后在喷了字的那个方向1张。
模具产品图纸、结构图纸、水路图纸、产品检测报告、注塑参数表、装箱单、电子文档间否齐全。
模具材料包括型号、材质证明书和处理状态是否按合同要求。
木箱是否固定牢靠。
模具装箱单物品是否齐全,摆放安全可靠.模具外观是否需特殊处理(如有特殊要求,按合同及技术要求)。
备品、备件易损件是否齐全并附明细,有无供应商名称。
模具是否用薄膜包装。
用木箱包装是否用油漆喷上模具名称、放置方向。
模具型腔是否按要求有防锈措施.模具包装滑动部件是否涂黄油。
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
模具验收检查清单-通用项

All sections are identified (Material, Detail number and hardness).所有部件都要进行标识(材料、部件号、硬度),且在其安装位置上也做相应标示。
G23
Scrap drops smoothly and slugs will not build up inside die or lay on bolster. Maximum scrap size is less thanmm wide Xmm across (mm across through front and rear).废料掉落顺畅且料豆不能落在模具内部或压机台面上;最大废料尺寸小于mm Xmm对角(废料坑mm)
G09
Minimummm clearance above all Fastening seats. Fastening is accessible from front and back.
压板槽上部空开至少mm;周圈空开至少mm。确保模具前后方向的锁付空间。
G10
4 Locator pin holes are visible in correct locations,mm(Front)mm(Rear) diameter withmm chamfer.
G05
Shut height ismm. Record actual measurements: DESIGN: ________mm ACTUAL: ________mm ;模具闭合高度mm.实际设计值:________mm,现场测量值:________mm
N/A
G06
Check the press C/L and the uniformity of the die C/L, Record the offset: X =mm , Y =mm. Confirm the die of unbalance loads is suit for press and specific solutions.检查压机C/L和模具C/L的一致性,偏心量:X=mm,Y=mm。在多工位联合安装中,确认模具存在的偏载是在压机正常工作的范围内,必要时需要制定相应的解决方案。
压铸产品检查记录表
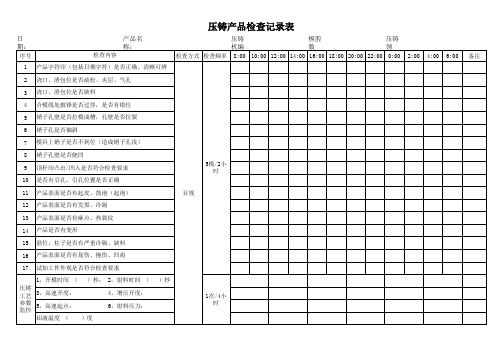
3 浇口、渣包位是否缺料
4 合模线处披锋是否过厚,是否有错位
5 销子孔壁是否拉模成槽,孔壁是否拉裂
6 销子孔是否偏斜
7 模具上销子是否不到位(造成销子孔浅)
8 销子孔壁是否烧凹 9 顶杆印凸出/凹入是否符合检查要求 10 是否有引孔,引孔位置是否正确
5模/2小 时
11 产品表面是否有起皮、鼓泡(起泡)
目视
12 产品表面是否有发黑、冷隔
13 产品表面是否有麻点、热裂纹
14 产品是否有变形
15 筋位、柱子是否有严重冷隔、缺料
16 产品表面是否有划伤、撞伤、凹痕
17 试加工件外观是否符合检查要求
1,开模时间 ( )秒; 2,射料时间 (
压铸 工艺 3,高速开度:
4,增压开度:
参数 5,高速起点: 监控
压铸产品检查记录表
日 期:
序号
产品名 称:
检查内容
压铸
模腔
压铸
机编
数
领
检查方式 检查频率 8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 0:00 2:00 4:00 6:00
备注
1 产品字符印(包括日期字符)是否正确、清晰可辨
2 浇口、渣包位是否疏松、夹层、气孔
6,射料压力:
铝液温度 ( )度
)秒
1次/4小 时
1,“√” 表示OK, “×”表
说 示NG/不符 明: 合要求,
“N/A”表 示不适用 该检查内 2,当实际 与要求不 符合时, 需开出《 不合格评 审报告 》,并在 不良样板 3,不良样 板存放在 检查工作 台上。
压铸模具规格查验表(自检)

压铸模具规格查验表1.模具类型:生产用的压铸模2.模仁钢材:(需材料证明)3.模仁钢材的热处理硬度要求:4.铸拔孔:在图纸上标注的铸拔孔5.铸件的外形:有些形状是要被机械加工达成的6.铸件合金:铝合金7.铸件重量:8.压铸件的外观面:烤漆等级,要机械加工的等级(功能性的部位)9.模具分类:一模一穴10.铸件日期章:不需要11.铸件零件号码:不需要12.铸件的标示字体:版本号码13.模具的配置:客户的认可确认14.首件的认可:生产之前有客户的认可15.量具:压铸者制造特殊量具16.冲模:机械的运动形式(预估产品的寿命)17.加工夹具:需要特别加工夹具由压铸者提供压铸产品规格书1.表面处理:完全没铝屑和干净、干燥的表面2.压铸表面处理:烤漆的品质—允许一些烤漆可以覆盖的瑕疵;最高品质—放置O型环的表面3.毛边去除分模线和外缘:手工活抛光,冲切到压铸的表面4.铸拔孔毛边去除:毛边不去除;毛边将以机加来处理5.顶出销毛边去除:毛边不去除;压平;从特定位置处理去除6.平面度:依照NADCA规范之标准公差(S-4A-7);依照NADCA规范之精密公差(P-4A-7)7.尺寸:依照NADCA规范标准公差;指定尺寸依照精密公差,其它尺寸依照标准公差8.包装:个别包装压铸表面检查表1.分模线:不需要抛光;只要抛光图面上有标示;所有分模线都要抛光2.环境:正常室内使用;暴露在室外气候下3.压铸成型表面:功能等级—轻微的表面不完整性,较厚的涂装;消费者等级—依事先所同意,在正常光线条件下以()距离观察时无任何具争议性的表面不完整性图面和规格都必须包含以下的讯息1.重要、主要或次要尺寸的区域和允收水准(AQL)或PPM要求包含要做管制图之尺寸2.机加或量测所使用的基准位置和被用来做特殊检查的区域3.量测过程和特殊量具4.特别的要求和其附属区域5.注明要涂装的铸品面,指定表面之级数6.指出那里是冲切边不可接受和说明毛边去除之程度7.在订单和图面说明所有的工程设变程度8.说明哪些面可能被用来放置顶出销的地方9.一般公差表,它可以描述所有图面上非重要区域的公差10.清楚描述出所有可接受和不可接受的标准压铸件技术要求1.平面图上的未注尺寸按3D图做出2.图上未标注的线性尺寸公差表,未涵盖之处见标准NADCA S-4A-1,S-4A-2,S-4A-33.中心线的误差为±0.12mm4.除另有规定外,拔模斜度按 1.5°±20’,壁厚小于1.5mm的侧壁的出模斜度见标准NADCA S-4A-45.图上显示为锐角的地方的倒角(包括倒直角,倒圆角)必须小于0.25mm6.标识为“REF”的尺寸仅供参考7.图上尺寸为喷涂前的尺寸8.所有的螺纹孔需遮蔽9.涂层厚度要符合规格要求10.外观件所有曲线及倒圆角处必须平滑过渡11.零件必须除净毛刺12.标有“CPK”的尺寸为主要的设计参数13.内浇口残留量小于0.15mm14.顶针痕凸起0.15mm以下,凹下0.4以下15.分模面的错模量在0.12mm以下可接受16.批峰在0.08mm以下。
模具开发检查清单

T1
T2
附件
备注:每次试模对应一份报告
五、毛胚检验(模具厂试模OK后以附件形式插入工作表中)
阶段 项目
T1
T2
FAI报告 X探伤报告 外观检验报告 六、机加验证(以附件形式插入工作表中)
文件编号:
T3 T3
阶段 项目
T1
T2
T3
毛胚检验报告
FAI报告(机加后)
单
一、基本信息 产品图号 供应商 压铸吨位
二、开模技术交流(以附件形式插入工作表中) DFM报告 开模交流纪要
毛胚图(2D、3D)
模具图
产品名称 模腔数 合金材质
模流分析报告
模具加工进度表 三、模具检验Checklist(以附件形式插入工作表中)
四、试模报告(以附件形式插入工作表中)
阶段
T1
T2
T3
附件
八、模具小批量验证 关键尺寸CPK(毛胚) 模具保养计划 模具使用说明 关键尺寸CPK(机加后) FAI报告(机加后) 直通率 Control Plan 小批量问题跟踪表 九、模具认证(以附件形式插入工作表中) 材质报告 环保报告 FAI报告(机加后) 可靠性测试报告 样品(机加后) 十、修/改模 修/改模通知单
压铸模具验收单
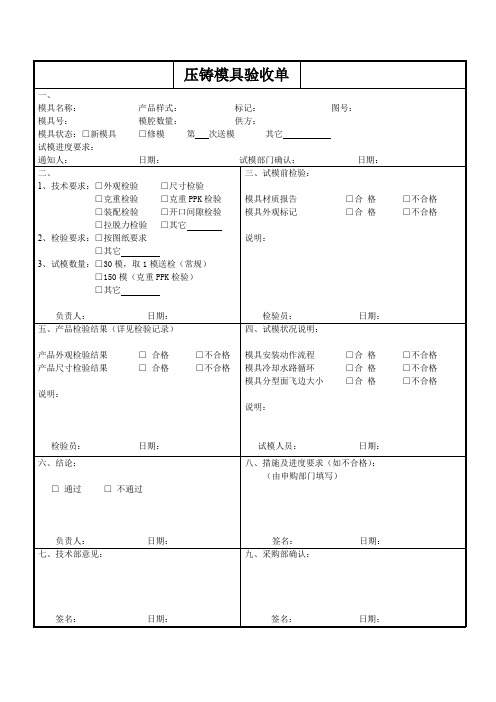
说明:
试模人员:日期:
六、结论:
□通过□不通过
负责人:日期:
八、措施及进度要求(如不合格):
(由申购部门填写)
签名: 日期:
七、技术部意见:
签名:日期:
九、采购部确认:
签名: 日期:
□150模(克重PPK检验)
□其它
负责人:日期:
三、试模前检验:
模具材质报告□合格□不合格
模具外观标记详见检验记录)
产品外观检验结果□合格□不合格
产品尺寸检验结果□合格□不合格
说明:
检验员:日期:
四、试模状况说明:
模具安装动作流程□合格□不合格
模具冷却水路循环□合格□不合格
压铸模具验收单
一、
模具名称:产品样式:标记:图号:
模具号:模腔数量:供方:
模具状态:□新模具□修模第次送模其它
试模进度要求:
通知人:日期:试模部门确认:日期:
二、
1、技术要求:□外观检验□尺寸检验
□克重检验□克重PPK检验
□装配检验□开口间隙检验
□拉脱力检验□其它
2、检验要求:□按图纸要求
□其它
3、试模数量:□30模,取1模送检(常规)
压铸模具验收报告

压铸模具验收报告一、引言压铸模具在工业生产中起到了至关重要的作用。
模具的质量直接关系到产品的质量以及生产效率。
为了确保模具质量的可靠性和稳定性,压铸模具验收工作是必不可少的。
本文将对一批压铸模具的验收工作进行详细的报告。
二、验收对象本次验收工作的对象是汽车零部件生产企业购置的20套压铸模具。
三、验收内容本次压铸模具的验收工作将从以下几个方面进行:1.外观验收:检查模具的外观是否完整,无明显的缺陷和损伤。
2.尺寸验收:测量模具的几何尺寸,确保其与设计要求相符。
3.材质验收:检查模具的材质是否符合要求,材质强度是否达标。
4.细节验收:检查模具的细节部位,如冷却通道、出料口等,确保其功能正常。
5.使用成本验收:评估模具的使用成本,包括制造成本和维修成本。
6.使用寿命验收:评估模具的使用寿命,是否能够满足生产需求。
7.操作性验收:评估模具的使用操作是否方便、安全。
四、验收结果通过对以上验收内容的详细检查和测量,得出以下结论:1.外观验收:所有模具的外观均完整无损。
2.尺寸验收:模具的几何尺寸基本与设计要求相符,具有较高的精度。
3.材质验收:模具的材质均符合要求,经过特殊处理,具有较高的强度和硬度。
4.细节验收:模具的细节部位设计合理,冷却通道和出料口功能正常。
5.使用成本验收:模具的制造成本相对较低,维修成本也较为可控。
6.使用寿命验收:模具的使用寿命预计能达到100万次以上,能满足企业长期生产需求。
7.操作性验收:模具的使用操作简单、方便,安全性高。
五、建议与措施1.建议定期对模具进行维护保养,保持其良好的状态。
2.建议加强员工的技术培训,提高操作技能,减少意外损坏的发生。
3.建议建立健全的模具管理制度,明确责任和权限,确保模具的安全使用。
六、结论本次压铸模具验收工作表明,所购模具的质量处于良好水平,能够满足企业的生产需求。
同时,为了确保模具能够长期稳定地使用,需要加强维护保养工作,并加强员工的培训和管理。
压铸模具验收表
模具编号:
模 穴:
模具寿命:
模具生产商:
表单编号:
序号 检查内容 责任部门
基准
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
14 型芯、顶杆
型腔、滑块 15 等表面粗糙
度 16 斜销、导柱
17 料头长度
模具 生产
模具 生产 生产
280T以下:M14 280T~420T:M16 500T~800T:M18 800T以上:M30
□合格 □不合格
□合格 □不合格
顶针、型芯、螺丝沉孔底部是平面非锥形 □合格
面
□不合格
浇口套防错,避免浇道错位
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
模具验收检查记录表
的相关信息名牌
□不合格
模具分型面要设置飞料挡板(安全)
□合格 □不合格
1、使用耐高压、高温的水管,水管接头采
用快速急插的结构(同气管结构一样);
2、进水管颜色为蓝色,出水管颜色为红 □合格
色;
□不合格
3、集中水座配日东牌快速接头:6TPM
4、对于每个管路要求调节开关;
1、油缸品牌:南五 2、油缸接头采用日东牌6TPM
□不合格
斜销和导柱不能干涉自动喷雾、取件
料头斜度的距离要求L: ¢60以下:L=15mm ¢70~¢80:L=25mm ¢90:L=35mm ¢90~¢110:L=35mm
□合格 □不合格
□合格 □不合格 □合格 □不合格
□合格 □不合格
18
全尺寸
模具验收检查表
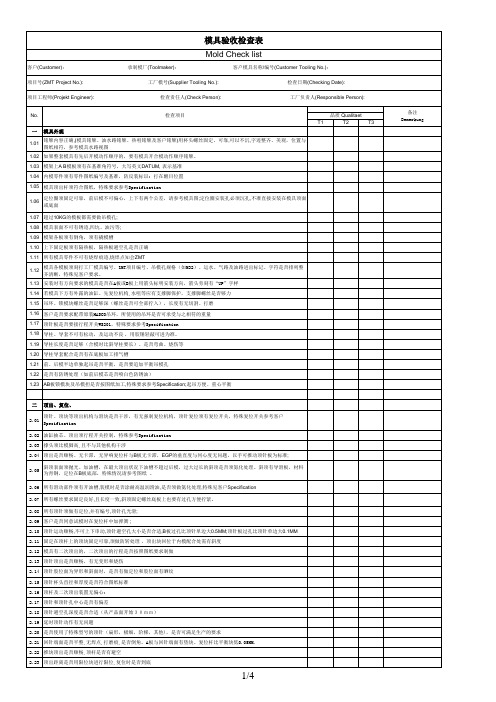
2.06 所有滑动部件须有开油槽,装模时是否涂耐高温润滑油,是否须做氮化处理,特殊见客户Specification 2.07 所有螺丝要求固定良好,且长度一致,斜顶固定螺丝底板上也要有过孔方便拧紧。 2.08 所有顶针须做有定位,并有编号,顶针孔光滑; 2.09 客户是否同意试模时在复位杆中加弹簧 ; 2.10 顶针运动顺畅,不可上下串动,顶针避空孔大小是否合适,B板过孔比顶针单边大0.5MM;顶针板过孔比顶针单边大0.1MM 2.11 固定在顶杆上的顶块固定可靠,须做防转处理 ,顶出块回位于内模配合处需有斜度 2.12 模具有二次顶出的,二次顶出的行程是否按照图纸要求制做 2.13 顶针顶出是否顺畅,有无变形和烧伤 2.14 顶针胶位面为异形和斜面时,是否有做定位和胶位面有晒纹 2.15 顶针杯头直径和厚度是否符合图纸标准 2.16 顶杆及二次顶出装置无偏心; 2.17 顶针和顶针孔中心是否有偏差 2.18 顶针避空孔深度是否合适(从产品面开始30mm) 2.19 延时顶针动作有无问题 2.20 是否使用了特殊型号的顶针(扁形,极细,阶梯,其他),是否可满足生产的要求 2.21 回针端面是否平整,无焊点,打磨痕,是否倒角。A板与回针端面有垫块。复位杆比平衡块低0.05MM. 2.22 推块顶出是否顺畅,顶杆是否有避空 2.23 顶出距离是否用限位块进行限位,复位时是否到底
1.07 超过10KG的模板都需要做吊模孔; 1.08 模具表面不可有锈迹,凹坑、油污等; 1.09 模架各板须有倒角,须有撬模槽 1.10 上下固定板须有隔热板,隔热板避空孔是否正确 1.11 所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12 模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整 齐清晰,特殊见客户要求。
压铸模具点检表

检查内容 是Βιβλιοθήκη 有冲蚀变形龟裂频 度 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 下机后
镶针
是否有断裂弯曲变形,达到使用寿命需更换 下机后
顶针
是否有断裂弯曲变形
下机后
8
配 浇口套分流锥 件 导柱导套
顶杆复位杆
锁紧块
滑块芯滑块座
清除污垢
是否有拉毛开裂 是否有变形、开裂、松动磨损过大
运动间隙是否过大 是否有裂纹及接触面积大3/4 是否有压塌、龟裂、拉伤崩缺 清除模具上铝皮、铝屑、油污、脱膜剂
下机后 下机后 下机后 下机后 下机后 下机后
油缸油管和水 管
9
保 养
飞料
模具防锈
有漏油、漏水、破损、堵塞
重配模水平面红单大于90% 清除污垢后模具型腔内外打防锈油
吊环孔
位置合理、大小合理、深度拧到底
上机前
1
模 压板槽 架 交口套和机床
连接
上下方向开通
125T/160T/180T/280T机φ110深10MM, 500T/630T/800T机φ165深15MM
上机前 上机前 上机前
导柱导套
是否变形、开裂、松动过大,配合自由 上机前
型腔型面型芯
有无压塌、龟裂、拉伤、崩缺
上机前 上机前 上机前
分流锥浇口套
水路是否畅通 是否有与水管连接的螺纹
上机前 上机前
冷
7
却 系
统
前后模芯
水路是否畅通 水路是否有与型腔部分漏水现象
是否有与水管连接的螺纹
上机前 上机前 上机前
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
√
B2* 水管进出口位置是否有“IN”“OUT”标志
√
B3 模具是否有漏水/漏油/堵塞(单条运水长度<1M)
√
C:顶出和滑块/滑块弹簧
C1 顶针/滑块是否能顺利地前进和后退
C2
有滑块的模是否有弹弓波子或弹簧复位(弹簧必须 有)
C3 滑块正下方有顶针的模具必须有顶针板先复位装置
√ 弹簧复位
√
D:模具内模
FORM NO.: FM-XX-010 REV.:01
验收日期: 保存期限:验收后2年
压铸模具验收检查清单 Die CastinБайду номын сангаас Mold Check List
第一部分: 模具及原料资料
模具编号: 原料名称/型号:
模具头数 行位数量
一出二 2个
产品型 号:
模具尺寸
675*600*455.3
第二部分:
机器类型
机器参考资料
压射室法兰
直径 110
mm
凸出高度 10
mm
冲头
直径 推出距离
60 mm
mm
最大模厚 mm
最小模厚
0 mm
射料量 g
锁模力 铸造压力 Ton 333 Mpa
第三部分: 验收检查项目
A:模具定位及外观
是
不是
a.内径是否符合标准
√
A1* 定位圈
b.深度是否符合标准
√
A2 模具外观 a.内模是否有防锈油
√
b.模架表面没有明显锤打印迹
√
B:冷却系统
B1* 水管进出是否使用快速接头(规格*),且沉入模内
E3 无发现粘产品/产品顶穿/擦伤
无
E4 产品是否与图纸相符
√
F:产品尺寸
F1 关键尺寸是否在规格内
√
F2 参考尺寸是否与最后一次模具验收后投产相同
√
问题描述
第四部分: 模具验收签署
部门
签名
日期
部门
签名
日期
项目工程经理
(Project Mgr.)
供应商 (Vendors)
备注: 1.有“*”标识项目必须填写模具实际尺寸 2.此检查表发起人(Owner)为项目工程经理(Project Mgr.)
D1 内模与产品接触位置不能有烧焊
√
D2 内模及镶件是否松动/定位不准
√
D3 顶针/镶件是否有防转装置/防装错标识
√
D4
模具深骨位顺利出模/料流末端是否有渣包排气/排气 板
√
D5 模具易损位(插穿位等)/易崩裂位置是否有做镶件
√
E:产品外观
E1 无发现披锋/烧模/冷格/变形
√
E2 无发现缩水/砂孔
√