UASB_CASS_混凝法处理淀粉废水的工艺
淀粉废水处理方案

淀粉废水处理淀粉废水处理技术 11、废水处理的方法a) 物理法——通过采取相应的物理过程(措施),分离、回收废水中不溶解的呈悬浮状态的污染物质的废水处理方法。
主要有重力分离法(以沉淀、气浮、浮选的方式);离心分离法,筛滤截留法。
b) 化学法和物理化学法——通过化学反应,传质作用和物理化学作用来分离,去除废水中呈溶解、胶体状态的污染物质或将其转化为无毒物质的废水处理方法。
如中和、混凝、氧化、还原以及萃取、汽提、吹脱、吸附、离子交换、电溶析和反渗透等。
c) 生物化学法-——通过微生物的代谢作用,使废水中呈溶液、胶体以及微细悬浮状态的有机污染物质转化为稳定、无害的物质或简单无机物的废水处理方法。
可分为好氧生物处理法和厌氧生物处理法。
a、好氧生物处理法——指利用好氧微生物的代谢作用来处理废水,处理过程需要不断地向废水中补充大量的空气或氧气,以维持其中好氧微生物所需要的足够的溶解氧浓度。
在好氧条件下,有机物被最终氧化为二氧化碳和水等,部分有机物被微生物同化而产生新的微生物细胞。
其主要方法有:活性污泥法、吸附生物氧法、延时暴气法、生物膜法(生物接触氧化法、塔式生物滤池法、生物转盘法)等。
b、厌氧生物处理法——指利用厌氧微生物的代谢作用来处理废水的方法。
处理过程中在无需提供氧气的情况下把有机物转化为沼气、水、新的细胞物质和少量的硫化氢、氨等无机物。
沼气的主要成分是三之二的甲烷和三分之一的二氧化碳。
厌氧生物处理主要有以下几种方法:厌氧消化池、厌氧接触、厌氧滤池、上流式厌氧污泥床反应器、厌氧颗粒污泥膨胀床反应器、厌氧复合床反应器等等。
c、好氧生物处理法与厌氧生物处理法的主要对比好氧生物处理法处理废水效果好,但其负荷较低,占地面积大,易堵塞、动力消耗大、运行成本高(高出厌氧10倍左右),适用对低浓度有机废水的处理。
厌氧生物处理法的优点:①把环境保护、能源回收秘生态良性循环结合起来,具有较好的环境效益和经济效益;②运行成本十分低廉;③运行过程能源需求很少却能产生大量的能源(沼气)④厌氧处理设备负荷高,占地少。
淀粉废水特点及处理工艺

淀粉废水特点及处理工艺-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII淀粉废水特点及主要处理工艺淀粉废水属于高浓度有机废水,常使用厌氧-好氧工艺进行处理。
今天,我们就来聊一聊淀粉废水的特点及主要处理工艺。
1.淀粉废水水质来源及特点淀粉废水是以玉米、马铃薯、小麦、大米以及其它富含淀粉的农产品为原料,进行淀粉加工或深加工(淀粉糖、葡萄糖、淀粉衍生物等)而产生的工业废水,主要包括中间产品洗涤水、设备冲洗水、原料浸泡水等。
其主要污染因子为COD、SS、氨氮和磷酸盐。
淀粉废水的主要特点如下:∙有机物含量高,COD浓度一般在8000 mg/L以上;∙含较高的氮、磷营养物;∙BOD与COD比值较高,可生化性好,较宜于生物处理;∙其废水呈酸性。
2.淀粉废水主要处理工艺淀粉废水属生化性较好的高浓度有机废水,因而常采用厌氧-好氧的联合处理工艺。
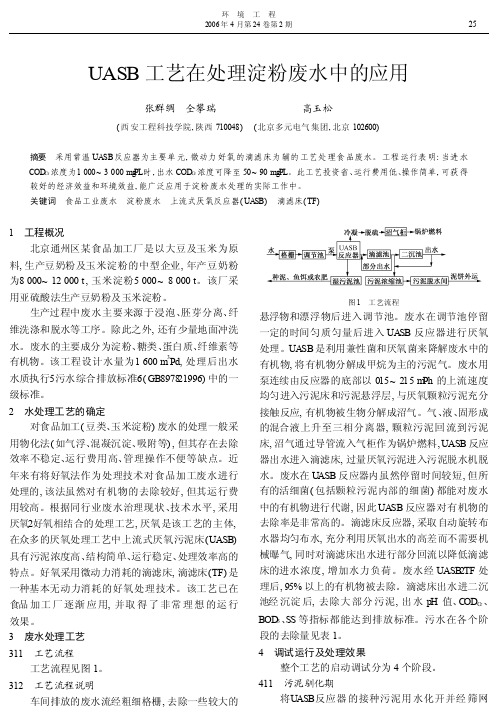
下图为常用的淀粉废水处理工艺,废水经过预处理、厌氧处理、好氧处理以及深度处理能够达标排放。
a.预处理工序在预处理工序中,淀粉废水通过格栅、沉淀、气浮等工艺去除悬浮物,减少后续反应器负荷。
淀粉废水呈酸性,产甲烷菌不能承受低pH值的环境,抑制厌氧处理过程,因此生化处理前需要调整pH值至中性(其最适宜范围是6.8~7.2)。
b.厌氧生物处理厌氧生物处理是一种有效处理高浓度有机废水的技术,可将有机化合物转化为低分子有机化合物,并能产生甲烷进行回收利用,减少后续反应负荷。
厌氧处理技术可选用UASB、EGSB、IC等工艺,其COD去除率可达到80%以上。
淀粉糖及变性淀粉生产废水需投加营养盐调节碳氮比后再进行厌氧生物反应。
c.好氧生物处理好氧生物处理是在有氧环境下对有机物的彻底分解,其工艺技术有SBR、氧化沟和二沉池等。
目前国内常用的工艺有混凝-水解酸化-UASB-曝气氧化塘工艺、EGSB+SBR法、UASB-氧化塘-混凝气浮法等,这些工艺处理淀粉废水效率高,均能使处理后的水达到国家排放标准,其工艺技术经济比较详见下表。
淀粉废水处理工艺

淀粉废水处理工艺
淀粉废水是一种淀粉加工加工过程中产生的废水,其主要来源于淀粉清洗、浓缩、压榨、过滤等工序。
淀粉废水处理的主要目的是去除有机物、氨氮、磷等有害物质,降低水质。
淀粉废水处理的具体工艺可以分为初级、中级和高级处理:
初级处理是为了去除废水中的悬浮物,一般采用过滤、沉淀、沉滤等方法来实现,以降低水中部分不敏感性有机物的含量;
中级处理是对废水中的游离物进行去除,通常采用氧化法(如活化污泥、过氧化氢、混合氧化)、曝气沉淀法(如有害有机物预活化沉淀)、催化氧化等来处理,以降低水中可溶性有机物含量;
高级处理是清洗废水中的细微有机污染物,通常采用生物处理法(如活性污泥、生物滤池)、砂滤法、活性炭吸附法、膜法等处理废水,以降低水中有毒有害物质的含量,例如氨氮、磷等。
淀粉废水处理工艺需要根据废水水质的具体情况灵活设计,一般需要结合初级处理、中级处理和高级处理相结合,才能有效降低废水水质,使其符合国家浓度标准。
此外,作为实现淀粉废水处理的补充措施,还可以进行废水回用或再利用,以减少废水的流失,降低污水的排放量。
通过回用、再生利用可以节约大量的水资源,减少对环境的污染,为淀粉加工企业提供更多的经济效益。
UASB+CASS组合工艺处理啤酒废水工程实例

UASB+CASS组合工艺处理啤酒废水工程实例UASB(上升式厌氧污泥床)是一种高效、低成本的生物处理技术,它通过在密闭反应器中利用厌氧微生物将有机废物转化为甲烷、二氧化碳等产物。
UASB工艺具有废水容积负荷大、占地少、操作简易等优点,但对废水中的悬浮物质和氧气敏感。
CASS(循环活性污泥系统)是一种好氧生物处理技术,通过活性污泥的曝气搅拌和沉淀来去除废水中的有机物和氮磷等营养物质。
CASS工艺具有去除率高、稳定性好等特点。
本工程实例是一家啤酒厂的废水处理工程,该厂年产啤酒10万吨,废水排放量达到10,000立方米/天。
在以往的处理工艺中,该厂接受了传统的曝气生物处理工艺,但存在废水处理效果不抱负、处理成本高等问题。
为解决这些问题,该厂引进了UASB+CASS组合工艺。
该工程的处理工艺流程如下:起首,将原始的啤酒废水经过一道格栅进行初步固液分离,去除大部分的悬浮物质。
然后,将固液分离后的废水通过UASB反应器进行厌氧处理。
在反应器中,通过调整温度、pH值等条件,利用厌氧微生物将有机物质分解为甲烷、二氧化碳等可利用的产物。
由于啤酒废水中含有大量可生物降解的有机物质,厌氧处理能够有效去除废水中的COD(化学需氧量)、BOD(生化需氧量)等指标。
接下来,将UASB处理后的废水转入CASS系统进行好氧处理。
在CASS系统中,通过曝气搅拌和沉淀,利用好氧微生物进一步降解废水中的有机物质和氮磷等营养物质。
CASS工艺对于去除废水中的COD、BOD、氨氮等指标有很好的去除效果。
最后,经过UASB+CASS组合工艺处理后的废水通过二次沉淀和消毒等环节,达到国家相关排放标准,可安全地排放至环境中。
该工程实例的运行结果表明,UASB+CASS组合工艺能够高效处理啤酒废水,处理效果显著。
在该啤酒厂的废水处理过程中,该工艺不仅达到了国家的相关排放标准,而且大大降低了处理成本和能耗,实现了经济效益和环保效益的良好结合。
综上所述,UASB+CASS组合工艺是一种分外适合处理啤酒废水的技术。
淀粉废水处理工艺 (2)

淀粉废水处理工艺淀粉废水是以玉米、马铃薯、小麦、大米等农产品为原料生产淀粉或淀粉深加工产品(淀粉糖、葡萄糖、淀粉衍生物等)的工业产生的废水,一般都属于高浓度有机废水,是造成的主要污染源之一,本文将详细分析淀粉废水的污水处理工艺,希望能给大家带来帮助。
主要处理工艺选择近日,环保部新发布了淀粉废水治理工程技术规范(HJ2043-2014)。
此标准以我国现行的污染物排放标准和污染控制技术为基础,规定了以玉米、小麦和薯类等为原料生产淀粉及后续产物的生产废水治理工程设计、施工、验收和运行维护等技术要求。
淀粉污水治理工程技术规范(HJ2043-2014)标准为首次发布。
其中明确了淀粉生产废水来源及主要处理工艺选择:淀粉生产废水的来源以玉米为原料生产淀粉时,废水主要来源于玉米浸泡、胚芽分离与洗涤、纤维洗涤、浮选浓缩、蛋白压滤等工段蛋白回收后的排水,以及玉米浸泡水资源回收时产生的蒸发冷凝水。
以薯类为原料生茶淀粉时,废水主要来源于脱汁、分离、脱水工段蛋白回收后的排水、以及原料输送清洗废水。
以小麦为原料生产淀粉时,废水由两部分组成:沉降池里的上清液和离心后产生的黄浆水。
以淀粉为原料生产淀粉糖时,废水主要来源于离子交换柱冲洗水、各种设备的冲洗水和洗涤水、液化糖化工艺的冷却水。
淀粉废水主要污染物有悬浮物(SS)、化学需氧量(COD)、氨氮(NH3-N)、总氮(TN)和总磷(TP)。
淀粉废水治理工艺路线的选择应根据现行国家和地方有关排放标准、污染物来源及性质、排水去向确定淀粉废水处理程度,选择相应的处理工艺。
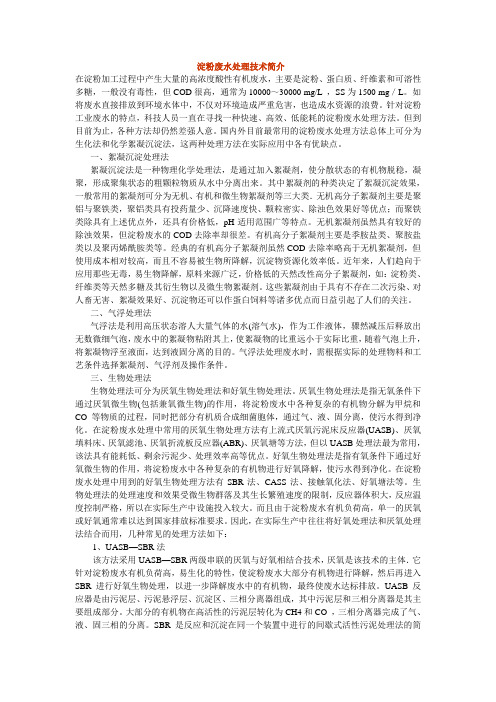
淀粉废水治理总体上宜采用“预处理+厌氧生物处理+好氧生物处理+深度处理”的污染治理工艺,工艺流程图如下:淀粉企业额根据淀粉生产的原料和产品种类、废水性质选择合适的废水工艺路线和单元技术。
预处理工序中,淀粉生产废水应通过格栅、沉淀、气浮等工艺去除悬浮物后进入调节池,进行水量调节;马铃薯淀粉生产废水应在沉淀池前设置消泡设施;薯类淀粉废水中的原料输送清晰废水应通过沉沙等工艺去除污水中的沙粒后进入调节池。
UASB工艺在处理淀粉废水中的应用_张群绸
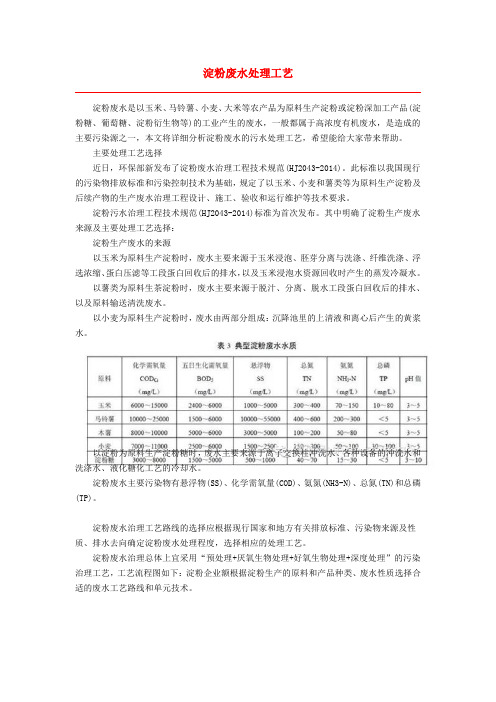
UASB工艺在处理淀粉废水中的应用张群绸仝攀瑞(西安工程科技学院,陕西710048)高玉松(北京多元电气集团,北京102600)摘要采用常温UA SB反应器为主要单元,微动力好氧的滴滤床为辅的工艺处理食品废水。
工程运行表明:当进水COD Cr浓度为1000~3000mg P L时,出水COD Cr浓度可降至50~90mg P L。
此工艺投资省、运行费用低、操作简单,可获得较好的经济效益和环境效益,能广泛应用于淀粉废水处理的实际工作中。
关键词食品工业废水淀粉废水上流式厌氧反应器(UA SB)滴滤床(TF)1工程概况北京通州区某食品加工厂是以大豆及玉米为原料,生产豆奶粉及玉米淀粉的中型企业,年产豆奶粉为8000~12000t,玉米淀粉5000~8000t。
该厂采用亚硫酸法生产豆奶粉及玉米淀粉。
生产过程中废水主要来源于浸泡、胚芽分离、纤维洗涤和脱水等工序。
除此之外,还有少量地面冲洗水。
废水的主要成分为淀粉、糖类、蛋白质、纤维素等有机物。
该工程设计水量为1600m3P d,处理后出水水质执行5污水综合排放标准6(GB897821996)中的一级标准。
2水处理工艺的确定对食品加工(豆类、玉米淀粉)废水的处理一般采用物化法(如气浮、混凝沉淀、吸附等),但其存在去除效率不稳定、运行费用高、管理操作不便等缺点。
近年来有将好氧法作为处理技术对食品加工废水进行处理的,该法虽然对有机物的去除较好,但其运行费用较高。
根据同行业废水治理现状、技术水平,采用厌氧2好氧相结合的处理工艺,厌氧是该工艺的主体,在众多的厌氧处理工艺中上流式厌氧污泥床(UASB)具有污泥浓度高、结构简单、运行稳定、处理效率高的特点。
好氧采用微动力消耗的滴滤床,滴滤床(TF)是一种基本无动力消耗的好氧处理技术。
该工艺已在食品加工厂逐渐应用,并取得了非常理想的运行效果。
3废水处理工艺311工艺流程工艺流程见图1。
312工艺流程说明车间排放的废水流经粗细格栅,去除一些较大的图1工艺流程悬浮物和漂浮物后进入调节池。
投药气浮-UASB-SBR工艺处理淀粉废水

投药气浮-UASB-SBR工艺处理淀粉废水马铃薯生产淀粉过程中将产生大量的废水,这些淀粉废水有机物含量高,若不经过处理直接排放,其水中所含有的有机物,进入水体后迅速消耗水中的溶解氧,造成水体缺氧而影响鱼类和其他水生动物的生存,同时废水中悬浮物易在厌氧条件下分解产生臭气,恶化水质。
由于我国淀粉生产工艺相对落后,资源的利用率较低,淀粉生产过程中大量的植物蛋白未加利用而随生产废水排放,不仅影响了环境卫生,而且造成了巨大的浪费。
在淀粉废水处理过程中,如果能够同时回收植物蛋白,做到废水的资源化利用,将具有广阔的应用前景。
1.废水水质、水量该淀粉厂废水主要来源于生产过程中的工艺废水(主要包括蛋白液、中间产品的洗涤水、各种设备的冲洗水等),废水中有机物含量较高,COD cr含量为12000mg/L, BOD5 / COD cr =0.53,可生化性较好。
废水处理工程的设计规模1000m3/d,处理后水质要求达到《污水综合排放标准》(GB8978—1996)一级排放标准,进水水质和排放标准见表1。
表1 废水的污染状况及执行的排放标准Tab1 Pollution Matter Content of Wastewater2.废水处理工艺流程2.1 处理工艺的确定马铃薯淀粉生产废水本身含有机质多、浓度高且悬浮物含量大,废水BOD5/COD cr=0.53,可生化性较好,同时在本工程中出水水质要求较高。
考虑到以上因素,工艺选用物理与生化处理相结合的方式。
物理法通过药剂投加、絮凝气浮工艺主要去除悬浮物、胶体物质及部分有机物,同时回收植物蛋白饲料。
针对废水本身有机物浓度高的特点,生化处理采用厌氧-好氧相结合的处理工艺。
具体处理工艺流程见图.1。
图.1污水及污泥处理工艺流程Fig1 The process of treat waste water and sludge2.2 工艺设计说明原生产废水经机械格栅截留大块飘浮物后,进入调节池均匀调节水质与水量,调节池设机械搅拌装置,通过机械搅动使原水混合均质,阻止悬浮物沉淀,悬浮物随水流入气浮池。
淀粉废水处理技术简介
淀粉废水处理技术简介在淀粉加工过程中产生大量的高浓度酸性有机废水,主要是淀粉、蛋白质、纤维素和可溶性多糖,一般没有毒性,但COD很高,通常为10000~30000 mg/L ,SS为1500 mg/L。
如将废水直接排放到环境水体中,不仅对环境造成严重危害,也造成水资源的浪费。
针对淀粉工业废水的特点,科技人员一直在寻找一种快速、高效、低能耗的淀粉废水处理方法。
但到目前为止,各种方法却仍然差强人意。
国内外目前最常用的淀粉废水处理方法总体上可分为生化法和化学絮凝沉淀法,这两种处理方法在实际应用中各有优缺点。
一、絮凝沉淀处理法絮凝沉淀法是一种物理化学处理法,是通过加入絮凝剂,使分散状态的有机物脱稳,凝聚,形成聚集状态的粗颗粒物质从水中分离出来。
其中絮凝剂的种类决定了絮凝沉淀效果,一般常用的絮凝剂可分为无机、有机和微生物絮凝剂等三大类.无机高分子絮凝剂主要是聚铝与聚铁类,聚铝类具有投药量少、沉降速度快、颗粒密实、除浊色效果好等优点;而聚铁类除具有上述优点外,还具有价格低,pH适用范围广等特点。
无机絮凝剂虽然具有较好的除浊效果,但淀粉废水的COD去除率却很差。
有机高分子絮凝剂主要是季胺盐类、聚胺盐类以及聚丙烯酰胺类等。
经典的有机高分子絮凝剂虽然COD去除率略高于无机絮凝剂,但使用成本相对较高,而且不容易被生物所降解,沉淀物资源化效率低。
近年来,人们趋向于应用那些无毒,易生物降解,原料来源广泛,价格低的天然改性高分子絮凝剂,如:淀粉类、纤维类等天然多糖及其衍生物以及微生物絮凝剂。
这些絮凝剂由于具有不存在二次污染、对人畜无害、絮凝效果好、沉淀物还可以作蛋白饲料等诸多优点而日益引起了人们的关注。
二、气浮处理法气浮法是利用高压状态溶人大量气体的水(溶气水),作为工作液体,骤然减压后释放出无数微细气泡,废水中的絮凝物粘附其上,使絮凝物的比重远小于实际比重,随着气泡上升,将絮凝物浮至液面,达到液固分离的目的。
气浮法处理废水时,需根据实际的处理物料和工艺条件选择絮凝剂、气浮剂及操作条件。
淀粉废水方案

淀粉废水方案第1篇淀粉废水处理方案一、方案背景随着我国淀粉产业的快速发展,淀粉废水处理问题日益凸显。
淀粉废水具有高COD、高BOD、高SS以及高色度等特点,若未经处理直接排放,将严重污染环境。
为响应国家环保政策,确保企业可持续发展,本方案针对淀粉废水处理提出一套合法合规的处理方案。
二、方案目标1. 淀粉废水经处理后,满足《淀粉废水排放标准》(GB 26748-2011)中的一级A标准。
2. 节约水资源,实现废水的循环利用。
3. 减少污染物排放,降低企业环保风险。
三、工艺流程1. 预处理(1)采用格栅去除废水中的悬浮物和漂浮物。
(2)采用调节池调节水质、水量,保证后续处理系统的稳定运行。
2. 生物处理(1)采用厌氧生物处理技术,利用厌氧微生物将废水中的有机物转化为甲烷和二氧化碳,降低COD。
(2)采用好氧生物处理技术,利用好氧微生物将废水中的有机物氧化分解,进一步降低COD和BOD。
3. 深度处理(1)采用絮凝沉淀技术,去除废水中的悬浮物和胶体。
(2)采用活性炭吸附技术,去除废水中的色度和有机污染物。
(3)采用反渗透技术,实现废水的脱盐和回用。
四、关键技术及措施1. 厌氧生物处理技术(1)采用升流式厌氧污泥床(UASB)反应器,提高废水处理效果。
(2)选用耐冲击负荷、抗毒性强的厌氧微生物,保证系统稳定运行。
2. 好氧生物处理技术(1)采用序批式活性污泥法(SBR),实现同步脱氮除磷。
(2)采用生物膜法,提高微生物的附着面积,增强生物降解能力。
3. 深度处理技术(1)选用高效絮凝剂,提高絮凝沉淀效果。
(2)采用活性炭吸附技术,确保废水色度达标。
(3)采用反渗透技术,实现废水的脱盐和回用。
五、运行与维护1. 严格遵循操作规程,确保设备正常运行。
2. 定期检查设备,发现问题及时维修。
3. 监测水质指标,调整工艺参数,保证处理效果。
4. 建立完善的应急预案,应对突发情况。
六、环保与经济1. 废水处理达标后,实现循环利用,降低企业用水成本。
UASB_CASS_混凝法处理淀粉废水的工艺_魏剑斌

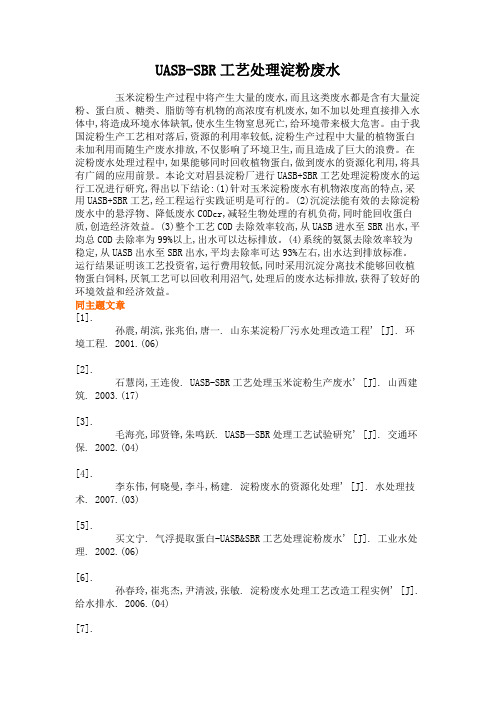
UASB -CASS -混凝法处理淀粉废水的工艺魏剑斌 苏文越(广东省环境保护工程研究设计院 广州510140)摘 要 采用UASB-CASS-混凝法处理淀粉废水。
处理结果证明该工艺投资省、运行费用较低,而且可以产生可供利用的沼气,处理后的废水达标排放,获得了较好的经济效益和社会效益。
关键词 淀粉废水 UASB CASSPractice on the Treatment for Starch Wastewater by UASB -C ASS -C oagulationWEI Jian bin SU Wenyue(Guangdong Environmental Protection Engine ering Researc h &De sign Institute Guangzhou 510140)Abstract UA SB-CASS-coagulation method is used to treat s tarch waste water.The res ult sho ws that thi s technique can reduce invest ment and operating c os t and produce methane that can be utilized;the effluent can meet the standard;so good economic and social benefits have been obtained.Keywords starch was te water UASB CASS广东某淀粉厂以玉米为原料生产淀粉,该厂在日常生产过程中每天排放高浓度有机废水约2kt 。
1 水量与水质该厂废水主要来源于淀粉洗涤水和玉米浸泡水,另外还包括少量地面冲洗水和厂区生活污水,水质水量见表1。
表1 废水水质、水量混合废水水量/(m 3 d -1)COD/(g L -1)BOD 5/(g L -1)SS/(g L -1)pH 20004.9~103~6.53~5.54~5处理要求达到广东省地方标准 水污染物排放限值 (DB44/26-2001)的二级标准,即COD 110mg/L,BOD 5 30mg/L ,SS 100mg/L,NH3-N 15mg/L,色度小于50倍,p H:6~9。
淀粉废水处理
淀粉废水处理工艺淀粉废水是以玉米、马铃薯、小麦、大米等农产品为原料生产淀粉或淀粉深加工产品(淀粉糖、葡萄糖、淀粉衍生物等)的工业产生的废水,一般都属于高浓度有机废水,是造成的主要污染源之一,本文将详细分析淀粉废水的污水处理工艺,希望能给大家带来帮助。
主要处理工艺选择近日,环保部新发布了淀粉废水治理工程技术规范(HJ2043-2014)。
此标准以我国现行的污染物排放标准和污染控制技术为基础,规定了以玉米、小麦和薯类等为原料生产淀粉及后续产物的生产废水治理工程设计、施工、验收和运行维护等技术要求。
淀粉污水治理工程技术规范(HJ2043-2014)标准为首次发布。
其中明确了淀粉生产废水来源及主要处理工艺选择:淀粉生产废水的来源以玉米为原料生产淀粉时,废水主要来源于玉米浸泡、胚芽分离与洗涤、纤维洗涤、浮选浓缩、蛋白压滤等工段蛋白回收后的排水,以及玉米浸泡水资源回收时产生的蒸发冷凝水。
以薯类为原料生茶淀粉时,废水主要来源于脱汁、分离、脱水工段蛋白回收后的排水、以及原料输送清洗废水。
以小麦为原料生产淀粉时,废水由两部分组成:沉降池里的上清液和离心后产生的黄浆水。
以淀粉为原料生产淀粉糖时,废水主要来源于离子交换柱冲洗水、各种设备的冲洗水和洗涤水、液化糖化工艺的冷却水。
淀粉废水主要污染物有悬浮物(SS)、化学需氧量(COD)、氨氮(NH3-N)、总氮(TN)和总磷(TP)。
淀粉废水治理工艺路线的选择应根据现行国家和地方有关排放标准、污染物来源及性质、排水去向确定淀粉废水处理程度,选择相应的处理工艺。
淀粉废水治理总体上宜采用“预处理+厌氧生物处理+好氧生物处理+深度处理”的污染治理工艺,工艺流程图如下:淀粉企业额根据淀粉生产的原料和产品种类、废水性质选择合适的废水工艺路线和单元技术。
预处理工序中,淀粉生产废水应通过格栅、沉淀、气浮等工艺去除悬浮物后进入调节池,进行水量调节;马铃薯淀粉生产废水应在沉淀池前设置消泡设施;薯类淀粉废水中的原料输送清晰废水应通过沉沙等工艺去除污水中的沙粒后进入调节池。
UASB-SBR工艺处理淀粉废水要点
UASB-SBR工艺处理淀粉废水玉米淀粉生产过程中将产生大量的废水,而且这类废水都是含有大量淀粉、蛋白质、糖类、脂肪等有机物的高浓度有机废水,如不加以处理直接排入水体中,将造成环境水体缺氧,使水生生物窒息死亡,给环境带来极大危害。
由于我国淀粉生产工艺相对落后,资源的利用率较低,淀粉生产过程中大量的植物蛋白未加利用而随生产废水排放,不仅影响了环境卫生,而且造成了巨大的浪费。
在淀粉废水处理过程中,如果能够同时回收植物蛋白,做到废水的资源化利用,将具有广阔的应用前景。
本论文对眉县淀粉厂进行UASB+SBR工艺处理淀粉废水的运行工况进行研究,得出以下结论:(1)针对玉米淀粉废水有机物浓度高的特点,采用UASB+SBR工艺,经工程运行实践证明是可行的。
(2)沉淀法能有效的去除淀粉废水中的悬浮物、降低废水CODcr,减轻生物处理的有机负荷,同时能回收蛋白质,创造经济效益。
(3)整个工艺COD去除效率较高,从UASB进水至SBR出水,平均总COD去除率为99%以上,出水可以达标排放。
(4)系统的氨氮去除效率较为稳定,从UASB出水至SBR出水,平均去除率可达93%左右,出水达到排放标准。
运行结果证明该工艺投资省,运行费用较低,同时采用沉淀分离技术能够回收植物蛋白饲料,厌氧工艺可以回收利用沼气,处理后的废水达标排放,获得了较好的环境效益和经济效益。
同主题文章[1].孙震,胡滨,张兆伯,唐一. 山东某淀粉厂污水处理改造工程' [J]. 环境工程. 2001.(06)[2].石慧岗,王连俊. UASB-SBR工艺处理玉米淀粉生产废水' [J]. 山西建筑. 2003.(17)[3].毛海亮,邱贤锋,朱鸣跃. UASB—SBR处理工艺试验研究' [J]. 交通环保. 2002.(04)[4].李东伟,何晓曼,李斗,杨建. 淀粉废水的资源化处理' [J]. 水处理技术. 2007.(03)[5].买文宁. 气浮提取蛋白-UASB&SBR工艺处理淀粉废水' [J]. 工业水处理. 2002.(06)[6].孙春玲,崔兆杰,尹清波,张敏. 淀粉废水处理工艺改造工程实例' [J]. 给水排水. 2006.(04)[7].张金凤. 厌氧好氧工艺处理玉米淀粉生产废水的应用实例' [J]. 江苏环境科技. 2005.(01)[8].严格,王伟岩. 集约化养猪场的污染物资源化利用' [J]. 中国科技信息. 2005.(16)[9].张振家,周长波,熊庆明. UASB—SBR工艺处理啤酒生产废水' [J]. 中国给水排水. 2001.(09)[10].耿向党. 浅议UASB+SBR工艺在酒精工业废水处理中的应用' [J]. 酿酒科技. 2004.(04)【关键词相关文档搜索】:环境工程; 淀粉废水; 沉淀; UASB; SBR【作者相关信息搜索】:长安大学;环境工程;程继夏;于慧卿;。
淀粉废水处理工艺设计设计

淀粉废水处理工艺设计需要根据废水的特点和排放标准进行合理选择,以确保出水水质达标。
以下是一个简单的淀粉废水处理工艺设计:
一、预处理
1. 格栅:设置格栅去除废水中的较大颗粒物,如渣滓、纤维等,防止堵塞后续设备。
2. 沉淀:在废水进入调节池之前,设置沉淀池,利用重力作用使废水中的悬浮颗粒沉降,以减轻后续处理设备的负担。
二、生物处理
1. 好氧生物处理:将废水引入好氧生物处理池,通过微生物的分解作用,将废水中的有机物转化为无害物质。
好氧生物处理池可采用活性污泥法、生物膜法等。
2. 厌氧生物处理:在好氧生物处理之前或之后,设置厌氧生物处理池,利用厌氧微生物将废水中的有机物转化为甲烷等气体,以进一步去除有机物。
厌氧生物处理可采用升流式厌氧污泥床(UASB)等工艺。
三、深度处理
1. 二次沉淀:在生物处理后,设置二次沉淀池,对废水中的悬浮物进行再次沉淀,以降低出水悬浮物浓度。
2. 过滤:在二次沉淀后,设置过滤设备,如砂滤、活性炭滤等,进一步去除废水中的悬浮物和有机物。
3. 消毒:对于排放要求较高的废水,可在过滤后进行消毒处理,如采用紫外线
消毒、二氧化氯消毒等方法。
四、废水排放
经过以上处理后,废水中的有机物、悬浮物和营养物质等已被有效去除,可达到国家或地方的排放标准。
将处理后的废水排放至相应的水体或回用。
总之,淀粉废水处理工艺设计应根据废水的特点、排放标准和处理要求进行合理选择,确保出水水质达标。
在实际设计中,应结合具体情况对工艺进行调整和优化。
淀粉生产废水处理技术及应用实例

淀粉生产废水处理技术及应用实例
一、概述
淀粉生产废水为易于生化处理的高浓度有机废水,如果未经处理就排入水体,必然对环境造成严重污染。
北京晓清环保集团公司针对淀粉生产废水,有机污染物浓度高,生化性好等特点,采用厌氧-好氧两级生化处理工艺,使处理后排水可以满足排放要求。
二、废水处理工艺流程
工艺流程简图
三、技术特点
1.采用厌氧处理在甲烷菌的作用下,可以使废水中的有机污染物变为沼气,
可以回收能源,降低处理费用。
2.好氧处理采用两个相对独立的池子,实行两段好氧处理。
由于两个反应
池中有机污染物浓度相差较大,各自形成相适应的微生物菌群,以保证出水水质。
3.整个处理过程只采用一级提升,通过中间分配池将连续进水形式改变为SBR反应池需要的间歇进水形式。
4.SBR-即序批式活性污泥法,具有下列优点:
a.处理设施简单,不另设沉淀池;
b.反应过程中基质浓度梯度大,反应推动力大,效率高;
c.反应池内缺氧、好氧过程交替进行,污泥活性好,节省能源;
d.静置排水水质好。
四、主要技术经济指标
CODcr去除率>97% BODs去除率>99% 电耗0.5KW/M3废水
药耗0.30元/m3废水运行成本:0.60-0.80元/m3废水
工程投资:1500-2000元/m3废水
五、工程实例
安徽省临泉县淀粉厂,该厂年芦玉米淀粉8万吨。
我公司于1997年为该厂设计、施工建成日处理量为600m3的废水处理工程。
采用上述工艺,占地为900m2。
现已投入进行。
UASB+CASS工艺处理葡萄糖厂生产废水
UASB+CASS工艺处理葡萄糖厂生产废水
葡萄糖厂以玉米为原料生产出淀粉乳,然后用淀粉乳生产葡萄糖,生产淀粉乳部分采用封闭式湿磨工艺,生产葡萄糖部分采用酶法,年产葡萄糖6万吨。
原料玉米经高温浸泡,然后破碎,再进行胚芽分离、细磨和离心分离,得到淀粉乳,生产出来的淀粉乳经糖化、脱色、过滤、浓缩、结晶、干燥,最后得到成品葡萄糖。
在整个葡萄糖生产过程中,生产淀粉乳部分废水排放主要来源于玉米浸泡水提炼菲汀后的三效蒸发冷凝水;生产葡萄糖部分废水排放主要来源于离子交换系统的再生水、蒸发冷凝水、设备洗涤水、糖化冷却水。
污染物主要为淀粉、糖类、有机酸等溶解性有机物质,含蛋黄粉、玉米芯、玉米皮等不溶性细小颗粒有机物,另外还含有泥砂等无机物,其中主要以有机物为主,并不含有害物质,具有较好的可生化性,属高浓度可生化有机废水。
某葡萄糖厂现年生产能力为6×104t,其日排废水2400m3。
水质指标见表1。
1 处理工艺的确定
由于葡萄糖厂的生产废水有机物浓度高,无毒,其可生化性BOD5/COD cr大于0.5,属高浓度易生化有机废水,故应采用以厌氧生物处理为主的废水治理工艺。
考虑到废水COD浓度高达4,500mg/L,为了减少处理系统能耗,采用UASB+CASS 处理工艺。
其工艺流程见图1。
2 UASB+CASS组合工艺的特点
(1)有机负荷高,COD去除率高
(2)布水均匀,能保证微生物与基质的充分接触
(3)抗冲击负荷能力强
(4)容积产气率高,能耗很低。
UASB、SR、CASS法处理淀粉生产高浓度废水
收稿日期:2000-04-13UAS B 、SR 、C ASS 法处理淀粉生产高浓度废水甘海南1,李善平2,庞 艳3,勾怀亮3,王伟伟3,冀贞泉3(11济南十方环境工程有限公司,山东济南250000;21山东工业大学31济南啤酒集团有限公司白马山啤酒厂,山东济南250022)摘 要:淀粉生产显酸性,当S O -23和S O -24的含量分别超过200-300mg/L 时,就会对甲烷菌产生抑制作用,影响厌氧生物效果。
本文就采用UAS B 、SR 、C ASS 生物脱硫技术治理淀粉生产废水,提高UAS B 的处理能力作扼要介绍。
关键词:淀粉生产;废水治理;厌氧处理中图分类号:X70311 文献标识码:A 文章编号:1006-947x (2000)增-0180-02 升流式厌氧污泥层法(简称UAS B 法)已有20多年的历史,其特点是利用微生物厌氧性群体本身的凝聚性能,在厌氧反应器内保持着高浓度微生物量并以高速甲烷发酵的形式处理淀粉生产高浓度有机废水。
这种废水处理方法由于能耗低,剩余污泥发生量少等优点,80年代由欧美发达国家开发,到90年代已经普及世界各地。
济南十方环境工程有限公司近年来利用的德国专利技术以利浦罐作为UAS B 法的主体设备,同钢砼结构相比,具有气密性能好,施工周期短等特点,在处理高浓度含硫化物淀粉废水方面,是具有特色的新思路。
1 淀粉生产废水水质、特征①用玉米为原料生产淀粉,大致有以绝干计60%的玉米成为商品淀粉,并有30%的玉米成为副产品。
②淀粉废水中的固形物含量较高,有机物的主要成份是蛋白质、糖(碳水组合物)、脂肪等,另外含有大量含氮、碳的无机化合物。
淀粉废水的一般组成为:总糖013-017%,粗蛋白211%,固形物5-10%,粗纤维2-3%,脂肪酸011-013%。
③淀粉生产废水属可生化性较好的高浓度有机废水。
④淀粉生产废水显酸性,在处理过程中会使后序厌氧处理过程受到抑制,甲烷菌不能承受低pH 值的环境,因此生化处理前需调整pH 在618-712之间为宜。
淀粉加工污水处理工艺

淀粉加工污水处理工艺淀粉工业是以玉米、马铃薯、小麦、大米等农产品为原料生产淀粉或淀粉深加工产品(淀粉糖、葡萄糖、淀粉衍生物等)的工业。
淀粉工业约需1.7t原料才能得到1t产品,在生产过程中,需水量很大,废水排放量也大,而且废水都是含大量淀粉、蛋白质、糖类、脂肪等有机物的髙浓度有机废水,如不加以处理直接排入水体中,将造成水体缺氧,使水生动物窒息,给环境带来极大的危害。
淀粉是一种重要的工业原料,它的用途很广泛,除供食用与加工食品外,更广泛的应用于纺织、造纸、医药、发酵、铸造、胶粘、化工、机械及钻井等行业,目前,我国年产淀粉300多万吨。
在淀粉生产过程中,废水抻放量很大,每产一吨淀粉排放废水10—20m3。
一、废水水质水量及其特征用玉米为原料生产淀粉,大致有以绝干计60%的玉米成为商品淀粉,还有30%的玉米成为副产品,其余部分则成为废液排出厂外。
副产品主要是以固体状态排除的粉渣(含纤维,残余淀粉)和胚芽,废液则主要为两股高浓度的有机废水,一是浸泡水,固形物浓度5%,二是黄桨水,固形物浓度2%以上。
大型企业浸泡水经浓缩成玉米浆,作为抗菌素生产的营养源,但绝大多数小厂没有回收。
浸泡水的排放量为原料的0.5%—1%,而黄浆水的排放量达原料的30倍(或产品淀粉的20倍)左右,一个年处理玉米1万吨的淀粉厂,每日排放黄浆水约600t。
这种髙浓度有机废水的主要成分是蛋白质、糖、脂肪等,另外含有大量含氮、碳无机化合物。
二、淀粉生产废水治理方法目前,国内外常用的淀粉废水处理方法冇如下几种:沉淀分离法、化学絮凝法、单纯曝气法、生物处理法(活性污泥法、厌氧生物法、生物膜法、生物塘等)、膜分离技术、光合细菌等。
(1)沉淀分离法淀粉不溶于冷水,可直接通过物理沉淀使废水中悬浮物沉淀下来,一般使用沉淀池或沉淀塘。
淀粉废水含有蛋白质、淀粉,糖类及悬浮物,属高分散系的亲水胶体,这种胶体一般比较稳定,当池中产生厌氧反应时,生成的有机酸使废水pH值下降,处于胶体状态的蛋白质,将形成絮凝体而沉淀,能够提髙分离效果。
淀粉污水处理工艺
厌氧处理木薯淀粉后抽取废液的竹子协助式横流过滤X。
Colin, J。
-L。
Farinet,O. Rojas, D. Alazard摘要:小型酸淀粉产品加工业在哥伦比亚遭受缺乏水处理。
虽然淀粉加工厂生产废水被稀释,但是它是一个污染源,造成环境问题并且到了农村附近.实验室规模的厌氧水平流滤池挤满了竹片被评为处理木薯淀粉废水提取,废水中使用的实验是给排水的淀粉沉积盆地,该反应堆运行6个月,这是一个semi—granular接种污泥厌氧上流式厌氧污泥床反应器的一个屠宰场,未经稀释的废水最大的有机负荷率(OLR)应用11。
8克COD/ LD。
在稳态和最大OLR的应用,87%的COD被拆除和天然气生产力的3.7升/ L D。
沼气的平均产量为0。
36升/克化学需氧量去除,沼气中的甲烷含量在69-81%的范围内,沼气中甲烷含量在69–81%。
总悬浮固体(TSS),除去67%,相对高乳酸含量没有负面影响反应器的性能,反应堆运行过程中,由于氰化物(3-5毫克/升)无扰动观察.得到的结果表明,厌氧横流过滤器可用于从哥伦比亚淀粉加工的小规模农产工业废水的处理效率。
关键词:木薯废水;厌氧消化;横向流过滤1.介绍木薯的酸味淀粉是产品技术含量低,在拉丁美洲的传统和农村农用工业。
地区在考卡山谷(哥伦比亚),从现有的小规模的工厂,约250淀粉提取过程中所产生的废水被直接排入河流未经任何处理(罗哈斯等,1996)。
虽然淀粉加工厂生产废水被稀释,可这是一个污染源,并导致环境问题。
木薯加工厂产生的液体残留物,以第一名的成绩从木薯块根和一般含有大量的惰性物质低化学需氧量(COD)在一个旋转的滚筒中清洗和剥离。
排水淀粉沉淀池,第二个结果的化学需氧量和生化污染负荷较高需氧量(BOD),废水的特点是高度依赖机器的效率水平在工厂使用。
一个典型的酸淀粉厂,往往运行一个家庭,每天的进程1—5万吨木薯块根和消耗约12供应M3的水每吨鲜木薯根。
这生成每吨根,每天排放到哥伦比亚河流COD约100公斤的污染负荷。
淀粉行业废水治理方案
淀粉行业废水治理方案淀粉企业目前外排的废水主要来自于玉米浸泡水、玉米输送洗涤水、蛋白粉分离废水、水泵冷却水和地面冲洗水,废水是含大量淀粉、蛋白质、糖类、脂肪等物质的高浓度有机废水,如不加以处理直接排入水体中,给环境带来极大的危害。
玉米浸泡液COD浓度约为8—12万mg/L,属高浓度有机废水,需单独进行处理。
处理方案:上三效蒸发器,浓缩回收玉米浆。
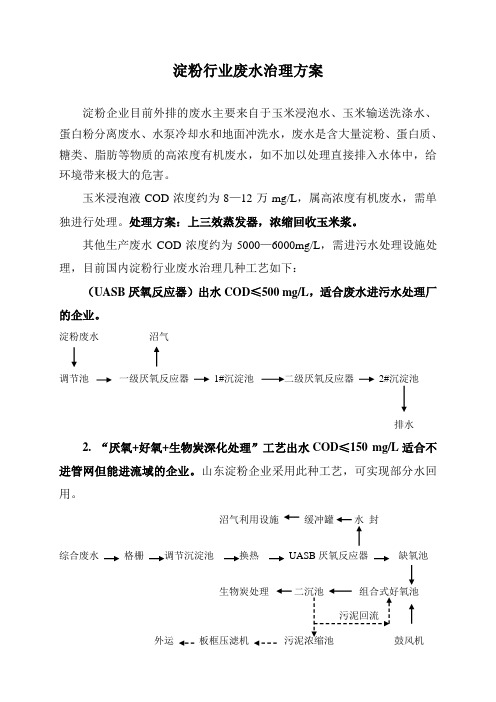
其他生产废水COD浓度约为5000—6000mg/L,需进污水处理设施处理,目前国内淀粉行业废水治理几种工艺如下:(UASB厌氧反应器)出水COD≤500 mg/L,适合废水进污水处理厂的企业。
淀粉废水沼气调节池一级厌氧反应器1#沉淀池二级厌氧反应器2#沉淀池排水2. “厌氧+好氧+生物炭深化处理”工艺出水COD≤150 mg/L适合不进管网但能进流域的企业。
山东淀粉企业采用此种工艺,可实现部分水回用。
沼气利用设施缓冲罐水封综合废水格栅调节沉淀池换热UASB厌氧反应器缺氧池生物炭处理二沉池组合式好氧池污泥回流外运板框压滤机污泥浓缩池鼓风机工艺说明:废水经格栅去除漂浮大块杂物后,流入调节沉淀池调节水量并使水质均衡,再由泵经热交换预热到40-45℃后进入UASB厌氧反应器,靠厌氧微生物的作用,将废水中的有机物分解为CH4和CO2,产生的沼气经水封、缓冲罐后送到沼气利用设施,可回收部分能源。
厌氧反应器出水进入缺氧池,经酸化水解后进入组合式生化池,组合式生化池由预曝池、沉淀池和曝气池组成,预曝池和曝气池均安装组合填料,采用曝气软管曝气。
废水首先进入预曝池,预曝气可以改变厌氧出水的化学特性,提高废水的氧化还原电位,有利于后续处理单元的运行。
废水经沉淀池进入曝气池,在好氧条件,依靠填料上附着的微生物将废水中有机物分解为CO2和H2O,出水经二次沉淀池沉淀后,清水外排。
沉淀池的污泥回流到预曝池和曝气池,以保证组合池中拥有足够的污泥浓度和生物量,剩余污泥经浓缩罐后进入干化池,经板框压滤脱水后外运。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
广东某淀粉厂以玉米为原料生产淀粉 ,该厂在日常生产 过程中每天排放高浓度有机废水约 2 kt 。 1 水量与水质
该厂废水主要来源于淀粉洗涤水和玉米浸泡水 ,另外还 包括少量地面冲洗水和厂区生活污水 ,水质水量见表 1 。
·24 ·
由于厌氧池出水会有一定量的悬浮物 ,为了不影响后续 处理 ,故设厌沉池加以去除 ,所沉污泥经脱水后外运 。此外 用于厌氧出水中二价硫的去除 ,以利于后续好氧处理 。
设计采用平流式厌沉池 1 座 ,尺寸为 16m ×4m ×4. 5 m , 钢混结构 。水力停留时间 1. 5 h。 3. 5 CASS 反应池
收 ,监测运行结果如表 2 。
表 2 系统处理效果
mg/ L
UASB 反应器
好氧池
(混凝) 总排放口
பைடு நூலகம்
项目
进水 出水 去除率 进水 出水 去除率 出水 去除率
COD 8 900 1 335 85 % 1 268 135 89. 3 % 100 25. 8 % SS 4 600 786. 6 82. 9 % 724 176. 6 75. 6 % 73 58. 5 %
由于淀粉生产废水有机物浓度高 ,无毒 , 其 可 生 化 性 BOD5/ COD 大于 0. 5 ,属高浓度易生化有机废水 ,不易直接被 好氧生物降解 ,故应采用先以厌氧生物处理的废水治理工 艺 ,在众多厌氧生物处理工艺中 ,上流式厌氧污泥床 (UASB) 具有容积负荷高 、处理效率高的优点 。考虑到废水的有机物
表 1 废水水质 、水量
混合废水水量 / (m3·d - 1)
2 000
COD/ (g·L - 1)
4. 9~10
BOD5/ (g·L - 1)
3~6. 5
SS/ (g·L - 1)
3~5. 5
pH 4~5
处理要求达到广东省地方标准 《水污染物排放限
值》(DB44/ 26 - 2001) 的二级标准 ,即 COD ≤110 mg/ L ,BOD5 ≤30 mg/ L , SS ≤100 mg/ L ,NH3 - N ≤15 mg/ L ,色度小于 50 倍 ,pH :6~9 。 2 处理工艺
混凝过滤由管道混合器及过滤罐 ,投加 PAC 采用 泵 前 加 药 , 管 道 混 合 前 投 加 PAM。过滤采用 2 个 2. 8 m , H = 2. 5 m 的过滤罐 。 3. 8 污泥浓缩池
由于一沉池会产生一定量的污泥 ,同时厌氧 、好氧生物 处理系统也会产生一定量的剩余污泥 ,故必须进行污泥处 理 。重力浓缩法由于其贮存污泥能力强 、操作要求不高 、运 行费用低以及动力消耗小的优点 ,而且适用于浓缩初沉污泥
综合操作间面积为 250 m2 ,分为脱水机房 、鼓风机房 、配 电房 、泵房和值班室 ,砖混结构 。脱水采用 1 台 1. 0 m 带宽 的带式压滤机 。
4 处理效果
废水处理工程于 2004 年 8 月投入运行 ,经过 4 个多月调
试进入稳定运行状态 ,并于 2004 年 12 月通过环保部门验
CASS 系统采用 12 h 1 个周期 ,采用二段 A、O 运行方式 , 其中 A 段为 1 h ,O 段为 4 h ,此外 ,沉淀 1 h ,滗水 1 h。A 段 时启动水下搅拌机进行搅拌 ,使污泥与水充分接触 。
设 CASS 反应池 2 座 ,每座尺寸为 38m ×12m ×5. 5 m ,钢 混结构 。每座设搅拌器 2 台 。CASS 反应池 MLSS 为 4 g/ L , 污泥负荷 (BOD5/ MLSS) 为 0. 11 kg/ (kg·d) 。曝气采用鼓风曝 气 ,微孔曝气头 800 个/ 池 ,共计 1600 个 。CASS 周期为 12 h , 滗水率为 25 % ,鼓 风 机 参 数 Q = 30 m3/ min , H = 5 m ,功 率 55 kW ,共 3 台 , 2 用 1 备 。回 流 采 用 潜 污 泵 , 参 数 为 Q = 50 m3/ h , H = 10 m , P = 2. 2 kW ,2 台 ,每池 1 台 。 3. 6 集水池
由于废水具有一定的温度 ,采用中温厌氧消化 ,设计有机 负荷(COD) 为 9. 5 kg/ (m3 ·d) ,通过该处理工段可去除废水中 85 %以上有机物 ,同时所降解的有机物在厌氧细菌 (产酸和产甲 烷菌) 的作用下转化为沼气。沼气中 CH4 质量在 65 %左右。沼 气通过集气罩收集 ,不会对周围环境带来气味。
设计采用手动格栅 1 台 ,宽 600 mm ,栅 条 间 距 10 mm , 不 锈 钢 材 质 。格 栅 置 于格栅井内 。采用格栅井 1 座 ,尺寸 4. 0m ×0. 6m ×1. 5 m ,钢混结构 。 3. 2 调节池沉淀池
调节废水水质水量 ,从而避免对后续生物处理造成较大
图 1 处理工艺流程 的负荷变化 ,使生物处理正常运行受影响 。同时由于淀粉废 水中含有大量的悬浮物 ,采用简单的沉淀难以去除 ,故通过 调节多级沉淀加以去除 ,以保证后续处理系统正常运行 。
注 :表中数据为多次监测结果的平均值 。 5 主要经济技术指标
本工程总投资 450 万元 ,运行成本为 0. 84 元/ t (包括人 工费和折旧费) 。产沼气 8 075 m2/ d ,主要作为辅助燃料供 本厂使用 。
6 结论 工程工艺组合有以下特点 : COD 去除率高 ,布水均匀 ,
能保证微生物与基质的充分接触 ,抗冲击负荷能力强 ,容积 产气率高 ,能耗很低 ,整个系统完全自控 ,系统占地小 ,为其 它厌氧系统的 60 %左右 ,运行稳定 ,处理效果好 ;由于采用 了静止沉淀 ,出水水质较其它处理好 ;系统氧的利用率高 ,能 耗较其它处理低 15 %左右 ,系统完全自动控制 ,管理容易 , 系统不易出现污泥膨胀现象 。该工艺投产以来 ,运行稳定 , 获得了显著的社会效益和经济效益 。
及初沉污泥和活性污泥的混合污泥 ,因此应用范围广 。本处 理工艺采用重力浓缩法浓缩剩余污泥 。浓缩后污泥进行污
泥脱水 ,上清液回流至调节池 。 设计采用竖流式污泥浓缩池 1 座 ,钢混结构 ,水力停留
时间 12 h ,尺寸为 5. 0m ×5. 5 m。设 2 PN 污泥泵 1 台 。 3. 9 压滤机及加药装置
经过污泥浓缩池浓缩的污泥含水率为 95 %左右 ,本设 计选用带式压滤机作为污泥脱水装置 ,进一步降低污泥含水 率 ,减少污泥体积 。经带式压滤机脱水处理后 ,污泥含水率 降为 80 %左右 ,脱水后污泥可以直接外运 。
设计选用加药装置 2 套 。 3. 10 综合操作间
为保证污水处理装置的稳定运行 ,设置综合操作间 1 座 ,用作水泵房 、脱水机房 、操作间 、化验室及综合办公间等 。
污泥脱水 、干化的作用是去除污泥中的大量水分 ,从而 缩小其体积 、减轻其重量 。经过脱水 、干化处理 ,污泥含水率 从 96 %左右降到 80 %左右 ,其体积降为原体积的 1/ 10~1/ 5 ,有利于运输和后续处理 。带式压滤机具有能连续或间歇 生产及其操作管理简单等优点 ,在国内外应用广泛 。
( Guangdong Environmental Protection Engineering Research & Design Institute Guangzhou 510140) Abstract UASB - CASS - coagulation method is used to treat starch wastewater. The result shows that this technique can reduce investment and operating cost and produce methane that can be utilized ; the effluent can meet the standard ; so good economic and social benefits have
设调节沉淀池 1 座 ,钢混结构 ,水力停留时间 12 h ,尺寸 为 20. 0m ×15. 0m ×3. 8 m。调节池内需蒸汽加热 ,保证冬天 正常运行 。设自吸式提升泵 2 台 ,1 用 1 备 ;提升泵参数 Q = 90 m3/ h , H = 19 m ,功率 11 kW。 3. 3 UASB 系统
浓度较高 ,用厌氧 、好氧生物处理可能无法完全达标 ,应增加 物化处理系统以确保稳定达标 。故本方案拟采用 UASB + CASS + 混凝过滤处理工艺 。处理工艺流程见图 1 。 3 主要构筑物设计 3. 1 格栅
格栅可有效去除污水中的较大悬浮物 ,保护后续处理稳 定运行及提升泵的正常运转 。
CASS 工艺是“采用间歇反应器体系的连续进水 、周期排 水 、污泥回流 、延时曝气好氧活性污泥工艺”的简称 , CASS 在传统间歇进水的 SBR 工艺基础上进行改良 ,使得其在运 行时 ,仍旧保证在同一池中周期进行反应 、沉淀 、排水及空载 4 个工序 ,但又避免了间歇进水对前 、后处理装置的要求 ,故 CASS 反应池不需专设二沉池 ,从而减少占地 ,降低造价 。同 时可根据进水水质水量自动调整运行周期 ,以利于降低运行 费用 。采用内部污泥回流 ,可保证系统内有充足的微生物 , 使运行稳定 。本次设计 CASS 反应池采用离心鼓风机和微孔 曝气头相结合的方式进行充氧 ,具有氧利用率高 ,鼓风机消 耗功率低等特点 。系统自控采用 PLC 可编程控制器来实现 , 在调试阶段可以较 容 易 对 运 行 周 期 进 行 变 化 和 控 制 , 使 CASS 反应器的实际运行方式更接近实际需要和实际废水的 排放情况 。
由于淀粉废水的有机物浓度很高 ,虽经厌氧 + 好氧生化 处理 ,出水仍不能达到国家有关排放标准 ,废水中仍含有少 量的胶体及难降解有机物 。但通过生物处理后使其疏水性 增强 ,对混凝沉淀有利 。为了确保废水的稳定达标 ,在生化 处理后增加一段混凝过滤 ,以去除废水中残余的有机物 ,能 够使废水稳定达标 。