不锈钢焊条用途精品文档21页
不锈钢电焊条规格型号及用途
不锈钢电焊条规格型号及用途
锈钢电焊条是采用优质碳化物为原料,经过特殊工艺制备,具有良好
的抗腐蚀性能和焊接性能的一种焊条。
其应用范围主要为不锈钢金属材料
的焊接。
一、ER2209不锈钢电焊条:
ER2209是一种焊接性能良好的锈钢电焊条,以碳钢和不锈钢为基体,通过添加Cr、Ni、Mo等元素制成,可以用于不锈钢中所有合金的焊接,
如AISI316L、317L,它具有优质的抗腐蚀性能,能够满足海水、酸、碱
的现场要求,还能抗衰减效果,是一种优秀的不锈钢焊条。
二、ER308L不锈钢电焊条:
ER308L是一种加入18-20%Ni、8-10%Cr、0.05%C的有机不锈钢电
焊条,可以满足不同种类不锈钢金属焊接,如AISI304L、AISI302等,可
以满足抗渗透性、抗腐蚀性和热稳定性的要求,操作方便,当操作温度高
的时候,焊接部分可以有效的防止焊接处裂边和安全性等,是一种优质的
焊接材料。
三、ER316L不锈钢电焊条:
ER316L是一种加入18-20%Ni、13-15%Cr、2-3%Mo和0.03%C的
高性能不锈钢电焊条,具有抗腐蚀性和强度高的特点,可以满足不锈钢
AISI316的焊接,常用于高温和恶劣海洋环境下的应用,可以抗衰减,抑
制热变形,且焊接性能及密封性良好,对于海洋环境有着显著的抗腐蚀性能。
不锈钢电焊条规格型号及用途
不锈钢电焊条规格型号及用途1.AWSE308:这是一种氩弧焊用的不锈钢电焊条,适用于焊接18-8型不锈钢(如304、304L等)以及类似不锈钢的材料。
它具有良好的耐腐蚀性和耐高温性,适用于在化工、食品加工、制药等行业中的不锈钢焊接。
2.AWSE309:这是一种用于焊接不锈钢到普通碳钢或低合金钢的不锈钢电焊条。
它适用于不锈钢与碳钢管道、容器以及其他焊接工作中。
该型号的电焊条有不锈钢焊接材料中最高的抗冲击性和抗热裂性。
3.AWSE316:这是一种高铬和高镍的不锈钢电焊条,适用于焊接耐酸不锈钢(如316、316L等)以及类似不锈钢的材料。
它具有良好的耐蚀性和耐高温性,适用于化工装置、船舶和核工业中的不锈钢焊接。
除了上述常见的规格型号外,还有许多其他不锈钢电焊条,如AWSE309-15、AWSE316L-16等。
每个规格型号的不锈钢电焊条具有不同的化学成分、焊接特性和适用范围。
1.不锈钢结构的制造:不锈钢电焊条可用于建筑、化工、石油、食品等行业中不锈钢结构的制造,如制造各种不锈钢容器、管道、设备等。
2.不锈钢修复与维护:不锈钢电焊条可用于修复和维护不锈钢设备,如修复不锈钢管道、焊接不锈钢储罐等。
3.高温环境中的焊接:不锈钢电焊条具有良好的耐高温性和耐腐蚀性,适用于高温环境下的焊接工作,如核电站中的不锈钢焊接。
4.化工设备的制造:不锈钢电焊条适用于制造化工设备,如制造化工反应釜、蒸发器、换热器等。
总的来说,不锈钢电焊条是一种重要的不锈钢焊接材料,具有良好的耐腐蚀性和耐高温性。
它广泛应用于建筑、化工、石油、食品等行业中的不锈钢焊接工作,并可用于高温环境的焊接和不锈钢设备的修复与维护。
不绣钢焊条用途

不绣钢焊条用途不锈钢焊条是焊接不锈钢材料时常用的焊接材料之一。
它的主要成分是铬、镍和铁,具有抗腐蚀、耐高温和耐磨损等特性。
下面将详细介绍不锈钢焊条的用途。
首先,不锈钢焊条广泛应用于食品加工行业。
随着人们生活水平的提高,对食品卫生安全的要求也越来越高。
而不锈钢焊条具有良好的耐腐蚀性和抗菌性能,能够有效防止焊接接头出现腐蚀现象,确保食品加工设备的卫生安全。
同时,不锈钢焊条还能够焊接各种形状的不锈钢管道、容器和设备,使其密封性更好,不会产生污染物。
其次,在化工行业中,不锈钢焊条也被广泛使用。
现代化工生产中,许多化学品对金属的腐蚀性极强,而不锈钢焊条具有耐酸碱性、耐磨损性和耐高温性,能够承受严苛的工作环境。
不锈钢焊条被用于焊接化工设备和管道,使其具有良好的密封性和耐腐蚀性,确保化学品的质量和安全。
再次,不锈钢焊条在能源领域也起着重要作用。
如今,随着新能源的发展和利用,不锈钢焊条广泛应用于核电站、火电站和天然气管道等领域。
不锈钢焊条的耐高温性能使得它能够承受高温下的腐蚀和压力,确保能源设备的使用安全和高效。
此外,不锈钢焊条还在船舶制造和海洋工程领域得到了广泛应用。
船舶制造需要使用耐腐蚀的材料,以应对海洋环境中的腐蚀和氧化。
不锈钢焊条具有良好的耐蚀性能,能够焊接各种类型的船体和海洋结构,确保其使用寿命和安全性。
最后,不锈钢焊条还在建筑行业中得到了应用。
建筑物的结构部件需要具有耐久性和抗腐蚀性,以确保其使用寿命和安全性。
不锈钢焊条可用于焊接建筑钢结构、不锈钢护栏、门窗等,为建筑物提供良好的结构强度和防腐性。
总之,不锈钢焊条具有耐腐蚀性、耐高温性和耐磨损性等优点,在多个领域广泛应用。
从食品加工行业到化工、能源、航海和建筑领域,不锈钢焊条都发挥着至关重要的作用,提高了产品的质量和生产效率,保障了工业生产的安全性。
常用不锈钢选用的焊条
常用不锈钢选用的焊条文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)“金桥焊材”分类一、碳钢焊条二、低合金结构钢焊条(含耐候钢及低合金耐蚀钢焊条)焊三、钼和铬钼耐热钢焊条四、低温钢焊条条五、不锈钢焊条六、堆焊焊条七、铸铁焊条八、管道焊接专用焊条气体保护焊焊丝实心焊丝焊埋弧焊丝气体保护焊药芯焊丝CO2丝药芯焊丝自保护药芯焊丝氩弧焊丝焊剂(烧结焊剂)碳钢焊条简明表钼和铬钼耐热钢焊条使用说明耐热钢在高温下具有化学稳定性和足够的强度,并有抗气体腐蚀的能力,根据化学成分和显微组织,耐热钢可分为珠光体钢、马氏体钢、铁素体钢和奥氏体纲。
这一部分主要介绍珠光体耐热钢和马氏体耐热钢在焊接时选择不同型号焊条的方法。
1、马氏体耐热钢的焊接马氏体耐热钢包括含铬5-9%的中铬钢和含铬12%的高铬钢,此类钢淬硬倾向大。
焊后易得到高硬度马氏体和贝氏体,使脆性增加,残余应力也较大,易产生冷裂纹,所以焊前必须进行预热和层间保温,焊后随即进行高温回火。
2、珠光体耐热钢的焊接珠光体耐热钢电焊条不含Ni,含Cr不多,还有其它合金元素,如Mo、V、Nb、W等。
由于钢中碳和合金元素的共同作用,在焊接时极易形成淬硬组织,可焊性差,所以要求焊前预热,焊后回火处理。
异种钢焊接时,一般选用与中间成分相应的焊接材料,如钢与Cr-Mo钢焊接时选用R317或R307焊条。
并同时采用适应焊接性差的那种钢的预热温度和焊后回火处理。
单用一种焊接材料或厚壁管焊接,应选用碱性耐热钢焊条,它比酸性耐热钢焊条抗裂性能好。
不同铬钼钢所需的最低预热温度A—B—预热100-200℃,如壁厚小于10毫米和含碳量低于%,预热降至40℃。
C—预热150-300℃,壁厚小于19毫米时,预热100℃即可。
D—预热200-350℃,壁厚小于19毫米时,预热150℃即可。
E—在铬钼钢一侧至少预热100-250℃。
不同铬钼钢焊接接头的热处理规范A-B-当含碳量超过%,壁厚大于12毫米时,需进行热处理:620-680℃, 壁厚每25毫米,保温1小时. C-壁厚大于50毫米时或管径大于102毫米(管壁大于12毫米)时:650-700℃,保温1小时/每25毫米.D-壁厚大于50毫米时或管径大于102毫米(管壁大于12毫米)时:690-730℃,保温1小时/每25毫米.E-加热温度:700-750℃,保温1小时/每25毫米,预热温度须保持到进行热处理之前.F-壁厚大于12毫米时, 加热700-750℃,保温1小时/每25毫米.钼和铬钼耐热钢焊条简明表低温钢焊条使用说明低温钢指工作温度在-40℃~ -253℃下工作的焊接结构专用钢材。
不锈钢焊条的种类及使用场合

不锈钢焊条的种类及使用场合我要打印IE收藏放入公文包我要留言查看留言文章来源:中国切割机网|中国切割设备网添加人:root 添加时间:2008-9-3 17:37:23根据切割设备网消息:一、PP-A102铬19镍10不锈钢焊条PP-A102焊条药皮为钛钙型,选用相应的不锈钢焊芯H0Cr21Ni10,采用先进工艺制造而成。
该焊条熔滴过渡方式为颗粒和渣壁过渡,具有药皮耐发红特性。
不论是连续焊还是间断焊都能顺利焊完。
该焊条交直流两用,操作性能极佳,具有焊缝成型平坦、美观、电弧稳定、飞溅极小、脱渣容易等特点,适用于平角焊、平板对接焊。
熔敷金属具有良好的力学性能和抗晶间腐蚀性能。
用于焊接工作温度低于300的耐腐蚀的0铬19镍9、铬19镍9钛等不锈钢结构。
二、PP-042超低碳铬23钼13钼2不锈钢焊条PP-A042超低碳不锈钢焊条药皮为钛钙型,采用先进工艺制造而成。
该焊条熔滴过渡方式为颗粒和渣壁过渡,具有药皮耐发红特性。
不论是连续焊还是间断焊都能顺利焊完。
该焊条交直流两用,操作性能极佳,具有焊缝成型平坦、美观、电弧稳定、飞溅极小、脱渣容易等特点,适用于平角焊、平板对接焊。
熔敷金属具有良好的力学性能和抗晶间腐蚀性能。
适用于焊接相同类型的不锈钢材料(如尿素合成塔衬里)及异种钢焊接等。
PP-A002超低碳不锈钢焊条药皮为钛钙型,选用相应的不锈钢焊芯H00Cr21Ni10,采用先进工艺制造而成。
该焊条熔滴过渡方式为颗粒和渣壁过渡。
具有药皮耐发红特性。
不论是连续焊还是间断焊都能顺利焊完。
该焊条交直流两用,操作性能极佳,具有焊缝成型平坦、美观、电弧稳定、飞溅小、脱渣容易等特点,适用于平角焊、平板对接焊。
熔敷金属具有良好的力学性能和抗晶间腐蚀性能。
适用于焊接钛稳定性奥氏体不锈钢和同类型不锈钢。
三、PP-A132铬19镍10铌不锈钢焊条PP-A132焊条药皮为钛钙型,选用相应的不锈钢焊芯H0Cr21Ni10,在药皮中添加适量的铌元素,采用先进工艺制造而成。
不锈钢焊条种类及用途
不锈钢焊条种类及用途不锈钢焊条是一种用于不锈钢焊接的焊接材料,主要由金属粉末、氧化物、合成树脂等组成。
不锈钢焊条因其耐蚀性能好、抗氧化性能强等特点,在船舶、化工、石油、电力、食品和医疗等行业得到广泛应用。
下面将介绍几种常见的不锈钢焊条及其用途。
1.E308L不锈钢焊条E308L不锈钢焊条适用于焊接Austenitic不锈钢,如06Cr19Ni10(SUS 304)不锈钢。
它具有良好的耐晶间腐蚀性能、韧性和焊接性能,适用于在低温下进行焊接。
2.E309L不锈钢焊条E309L不锈钢焊条适用于焊接不锈钢与低合金钢之间的连接,如不锈钢与碳钢、低合金钢的连接等。
它具有良好的耐蚀性、高温强度和抗热裂性能,适用于耐高温和耐蚀性要求较高的环境。
3.E316L不锈钢焊条E316L不锈钢焊条适用于焊接含Mo元素的Austenitic不锈钢,如06Cr17Ni12Mo2(SUS316)不锈钢。
它具有良好的耐蚀性能和抗晶间腐蚀性能,适用于在有机酸、碱和氯化物等介质中进行焊接。
4.E347不锈钢焊条E347不锈钢焊条适用于焊接含钛或钛稳定的Austenitic不锈钢,如06Cr18Ni11Nb(SUS347)不锈钢。
它具有良好的耐蚀性和抗晶间腐蚀性能,适用于在高温环境下进行焊接。
5.E2209不锈钢焊条E2209不锈钢焊条适用于焊接双相(Austenitic-Ferritic)不锈钢,如022Cr22Ni5Mo3N(SUS 2205)不锈钢。
它具有良好的耐蚀性和强度,适用于在耐蚀性和抗拉强度要求较高的环境下进行焊接。
此外,根据不锈钢焊条所属的国际标准也有很多其他种类的不锈钢焊条,如AWSA5.4E308,AWSA5.4E309等。
不同种类的不锈钢焊条适用于不同的不锈钢材料和工作环境,选择合适的不锈钢焊条可以保证焊接质量和焊缝性能。
在选择和使用不锈钢焊条时,需要参考相应的技术规范和建议,并根据具体的应用需求进行选择。
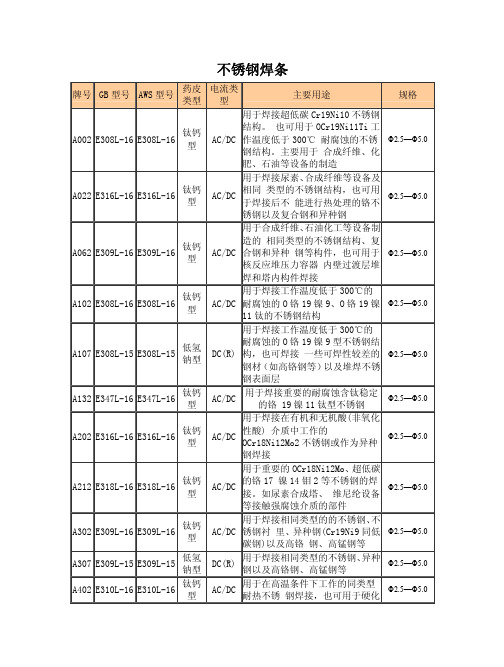
不锈钢焊条
S
P
Cu
Cr
Ni
Mo
熔敷金属 机械性能 延 抗拉 伸 强度 率 (Mpa) (%)
≥520 ≥35 ≥490 ≥30 ≥520 ≥25 ≥550 ≥35 ≥550 ≥35 Nb:8× C-1.00 ≥520 ≥25 ≥520 ≥30 Nb:6× C-1.00 ≥550 ≥25 ≥550 ≥25 ≥550 ≥25 ≥550 ≥25 ≥550 ≥25
低氢 钠型
性大的铬钢(如铬 5 钼、铬 9 钼、 铬 13、铬 28 等)以及异种钢的焊 接 用于同类型的耐热不锈钢, 不锈钢 衬里以 及异种钢焊接,也可用来 Φ2.5—Φ5.0 DC(R) 焊接硬化性大的 铬 5 钼、 铬 9 钼、 铬 13 及铬 28 钢等结构
熔敷金属化学成分 %
牌号
C
Mn
Si
22.0-25.0 12.0-14.0 ≤0.75 18.0-21.0 9.0-11.0 ≤0.75 18.0-21.0 9.0-11.0 ≤0.75 18.0-21.0 9.0-11.0 ≤0.75 17.0-20.0 11.0-14.0 2.0-3.0 17.0-20.0 11.0-14.0 2.0-3.0 22.0-25.0 12.0-14.0 ≤0.75 22.0-25.0 12.0-14.0 ≤0.75 25.0-28.0 20.0-22.5 ≤0.75 25.0-28.0 20.0-22.5 ≤0.75
A002 A022
A062 A102 A107 A132 A202
≤0.04 ≤0.04 ≤0.04 ≤0.08 ≤0.08 ≤0.08 ≤0.08 ≤0.08 ≤0.15 ≤0.15
0.3~ ≤ ≤ ≤ ≤ 18.0-21.0 9.0-11.0 ≤0.75 0.6 0.90 0.03 0.04 0.75 0.3~ ≤ ≤ ≤ ≤ 17.0-20.0 11.0-14.0 2.0-3.0 0.6 0.90 0.03 0.04 0.75
不锈钢电焊条规格型号及用途
不锈钢电焊条规格型号及用途
1.E308-16:该型号的不锈钢电焊条适用于焊接18-8不锈钢(如
0Cr19Ni9、1Cr18Ni9Ti等)。
焊接后的焊缝具有优良的耐腐蚀性和韧性,广泛用于制造化学设备、医疗设备、食品机械等。
2.E309-16:这种不锈钢电焊条适用于焊接不锈钢与低合金钢的连接处。
焊接后的焊缝具有很好的耐热性、抗氧化性和抗腐蚀性,常用于焊接石化
设备、锅炉、石油化工设备等。
3.E316L-16:该型号的不锈钢电焊条适用于焊接耐蚀性要求高的不锈
钢结构,如海洋设备、化工设备、水处理设备等。
焊接后的焊缝具有耐腐蚀、抗氧化和优良的低温韧性。
4.E2209-16:这种不锈钢电焊条适用于双相不锈钢的焊接,焊接后的
焊缝具有优秀的耐腐蚀和抗应力腐蚀性能,广泛应用于海洋工程、石化设备、石油管道等领域。
5.E410-16:该型号的不锈钢电焊条适用于焊接马氏体不锈钢(如
1Cr13、2Cr13等)。
焊接后的焊缝具有良好的硬度和抗磨性,常用于焊
接刀具、轴承、阀门等。
总之,不锈钢电焊条的规格型号和用途多种多样,选择合适的规格型
号可以根据具体的焊接材料和焊接要求进行。
在选择时应注意匹配焊接材料、控制焊接工艺参数,以确保焊接质量和焊接效果。
(整理)不锈钢焊条用途

不锈钢焊条用途D107 EDPMn2-1.5 常温低硬度堆焊,如车轴等磨损面D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊D307 EDD-D-15 高速钢刀具、刃口堆焊D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊D322 EDRCrMoWV-A1-03 同D317D337 EDRCrW-15 热煅模堆焊D397 EDRCrMnMo-15 热煅模堆焊D502 EDCr-A1-03 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507 EDrCrW-15 同D502D507Mo EDRCrMnMo-15 中温高压阀门堆焊,堆焊金属具有空淬特性D512 EDCr-B-03 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D516MA EDCrMn-A-16 中温高压阀门堆焊,堆焊金属具有空淬特性D517 EDCr-B-15 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D547 EDCrNi-A-15 高温高压阀门堆焊,抗擦伤性强D547Mo EDCrNi-B-15 高温高压阀门堆焊,堆焊金属时效强化效果显着D557 EDCrNi-C-15 同D547MoD577 EDZCrMn-C-15 中温高压阀门堆焊,堆焊工艺简单,易于操作D608 EDZ-A1-08 抗磨粒磨损表面堆焊D658 Fe-Cr-B 高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件D667 EDZCr-C-15 抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好D698 Fe-Cr-B 用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等D707 EDW-A-15 碳化钨型,抗强烈磨损表面堆焊D717 ------ 用于耐岩石强烈磨损的机械零件D968 Fe-Cr-B 铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902牌号GB(AWS)主要用途A002 E308L-16 用于超低碳00Cr19Ni10不锈钢结构的焊接A022 E316L-16 用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接A022Mo E317L-16 用途同A022,耐蚀性更优于A022A042 E309MoL-16 抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接A052 ------ 用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A062 E309L-16 抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A102 E308-16 焊接工艺性能优异,用于一般的不锈钢结构的焊接A107 E308-15 同A102,可全位置焊接A132 E347-16 抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti不锈钢的焊接A137 E347-15 用途同A132,可全位置焊接A172 E307-16 抗裂性好,焊ASTM307钢及异种钢A202 E316-16 用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接A207 E316-15 同A202,可全位置焊接A212 E318-16 同A202,抗晶间腐蚀性能好A237 E318V-15 用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接A222 E317MoCu-16 在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢A302 E309-16 用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接A302SL E309Mo-16 对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件A307 E309-15 用途同A302,可全位置焊接A312 E309Mo-16 异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接A402 E310-16 用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接A407 E310-15 同A402,可全位置焊接A412 E310Mo-16 同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422 ------ 用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接A502 ED16-25MoN-16 用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢A507 ED16-25MoN-15 同A502,可全位置焊接A607 E330MoMnWNb-15 用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接A902 E320-16 耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条G202、G207、G217、G302牌号GB(AWS)主要用途G202 E410-16 用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊G207 E410-15 用途同G202,可全位置焊接G217 E410-15 用于0Cr13、1Cr13、2Cr13不锈钢结构焊接G302 E430-16 用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条Cu107 、Cu207、Cu227 、Cu237牌号GB(AWS)主要用途Cu107 ECu 紫铜.耐大气,海水腐蚀.导电性好。
焊条型号及用途讲解
不锈钢焊条:页码焊条牌号药皮类型焊接电源主要用途 1 A002 钛钙型交直流用于焊接超低碳Cr19Ni10不锈钢结构 2 A002Si 钛钙型交直流用于抗应力或点蚀设备中的3RE60钢材的焊接 3 A012Si 钛钙型交直流用于耐浓硝酸不锈钢00Cr17Ni15Si4Nb钢的焊接 4A022 钛钙型交直流用于焊接尿素及合成纤维设备5 A032 钛钙型交直流用于在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构焊接 6 A042 钛钙型交直流用于同类型超低碳不锈钢结构焊接7 A052 钛钙型交直流用于耐硫酸、醋酸、磷酸腐蚀钢的焊接8 A052Cu 钛钙型交直流用于抗海水腐蚀用钢焊接9 A062 钛钙型交直流用于复合钢和异种钢焊接10 A102 钛钙型交直流用于工作温度低于300℃的0Cr19Ni9不锈钢结构的焊接11 A107 低氢型直流同A102 12 A112 钛钙型交直流用于一般耐腐蚀性能要求不高的铬19镍9型不锈钢的焊接13 A122 钛钙型交直流用于焊接工作温度低于300℃、抗裂抗蚀性较高的0Cr19Ni9不锈钢14 A132 钛钙型交直流焊接含钛的0Cr19Ni9Ti不锈钢15A137 低氢型直流同A132 16 A146 低氢型交直流用于焊接重要的0铬20镍10锰6不锈钢结构17 A202钛钙型交直流用于超低碳00Cr19Ni10 或0Cr18Ni10Ti不锈钢的焊接18 A207 低氢型直流同阿A202 19A212 钛钙型交直流用于0Cr18Ni12Mo2Ti不锈钢的焊接20 A222 钛钙型交直流用于同类型的含铜不锈钢焊接,如0Cr18Ni12Mo2Cu 21 A232 钛钙型交直流用于耐热耐蚀的0Cr19Ni9、0Cr18Ni12Mo2不锈钢的焊接22 A237 低氢型直流同CHS232 23 A302 钛钙型交直流同类型不锈钢的焊接24 A307 低氢型直流同CHS302 25 A312 钛钙型交直流用于耐硫酸介质腐蚀的同类型不锈钢焊接26 A317 低氢型交直流用于焊接耐硫酸介质(硫氢)腐蚀的同类不锈钢、复合板、异种钢的焊接27 A402 钛钙型交直流焊接高温条件下工作的同类型不锈钢、并可焊接Cr5Mo、Cr9Mo、Cr13等28 A407 低氢型直流同CHS402 29 A412 钛钙型交直流焊接耐热不锈钢30 A502 钛钙型交直流焊接呈淬火状态下的低合金钢、中合金钢31 A507 低氢型直流同CHS502 32 407 直流用于焊接相同类型的不锈钢、异种钢及高铬钢、高锰钢、耐热不锈钢等33 407-2直流用于焊接相同类型的不锈钢、异种钢及高铬钢、高锰钢、耐热不锈钢等34 407-3 直流用于焊接高温条件下同类型的不锈钢及异种钢的焊接35 G202 钛钙型交直流用于0Cr13、1Cr13钢和耐磨耐蚀钢的表面堆焊36 G207 低氢型直流同CHK202 37 G232 钛钙型交直流用于0Cr13不锈钢的焊接38 G307 低氢型直流焊接Cr17不锈钢不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T 983-1995规定考核。
不锈钢焊条的种类及其应用

ed.焊条用途及熔敷金属的性能(参考件)A1E209通常用于焊接相同类型的不锈钢,也可以用于异种钢的焊接,如低碳钢和不锈钢,还可以直接在低碳钢上堆焊以防腐蚀。
A2 E219通常用于焊接相同类型的不锈钢,也可以用于异种钢的焊接,如低碳钢和不锈钢,还可以直接在低碳钢上堆焊以防腐蚀。
A3 E240通常用于焊接相同类型的不锈钢,也可以用于异种钢的焊接,如低碳钢和不锈钢,还可以直接在低碳钢上堆焊以防腐蚀。
A4 E307通常用于异种钢的焊接,如奥氏体锰钢与碳钢锻件或铸件的焊接。
焊缝强度中等,具有良好的抗裂性。
A5 E308通常用于焊接相同类型的不锈钢,也Cr18Ni9,Cr18Ni12型不锈钢。
A6 E308H除含碳量限制在上限外,熔敷金属合金元素含量与E308相同。
由于含碳量高,在高温下具有较抗拉强度和蠕变强度。
A7 E308L除含碳量低外,熔敷金属合金元素含量与E308相同。
由于含碳量低,在不含铌、钛等稳定剂时,也能抵抗回碳化物析出而产生的晶间腐蚀。
但与铌稳定化的焊缝相比,其高温强度较低。
A8 E308Mo 除钼含量较高外,熔敷金属合金元素含量与E308相同。
通常用于焊接相同类型的不锈钢。
当希望熔敷金属中的铁素体含量超过E316型焊条时,也可以用于Cr18Ni12Mo型不锈钢的焊接。
A9E308MoL 通常用于焊接相同类型的不锈钢,当希望熔敷金属中铁素体含量超过E316型焊条时,也可以用于Cr18Ni12Mo型不锈钢锻件的焊接。
A10 E309通常用于焊接相同类型的不锈钢,也可以用于焊接在强腐蚀介质中使用的要求焊缝合金元素含量较高的不锈钢或用于异种钢的焊接,如Dr18Ni9型不锈钢与碳钢的焊接。
A11D309L除含碳量较低外,熔敷金属合金元素含量与E309相同。
由于含碳量低,因此在不含铌、钛等稳定剂时,也能抵抗因碳化物析出而产生的晶间腐蚀。
但与铌稳定化的焊缝相比,其高温强度较低。
A12E309Nb除含碳量较低并加入铌以外,熔敷金属合金元素含量与E309相同,铌使焊缝金属的抗晶间腐蚀能力和高温强度提高。
不锈钢焊条型号用途对照表
不锈钢焊条型号用途对照表
不锈钢焊条是为焊接不锈钢而设计的焊条,它是由不锈钢制成的焊丝或焊丝混合物组成,它们可以用于无损结合,即使在有腐蚀性环境中仍然保持强度和粘接性。
不锈钢焊条有各种类型,每种类型的焊条都有各自的用途,以下是不锈钢焊条型号用途对照表:
- ER308L:主要用于焊接18-8不锈钢,可以使焊缝抗腐蚀性提高,不容易开裂。
- ER316L:主要用于焊接高碳含量的不锈钢,具有更强的耐热性和耐腐蚀性。
- ER309L:主要用于焊接含有比较高Ni、Cr、Mo等四价元素的不锈钢,具有良好的抗影响性能。
- ER310:主要用于焊接不锈钢及含有比较高碳量的低合金不锈钢,具有良好的抗热变形性和抗热冲击性。
- ER312:主要用于焊接高强度高抗腐蚀性合金不锈钢,具有优良的耐热和耐腐蚀性能。
- ER317:主要用于焊接在酸性环境中要求抗腐蚀性较高的不锈钢,具有极高的耐蚀性和抗热腐蚀性。
不锈钢焊条的选择取决于不锈钢的类型和焊接环境,使用正确类型的焊条可以达到更好的焊接效果。
一般来说,选择正确的焊条可以针对不同类型的不锈钢,提供稳定的焊缝,同时保证焊接的结果。
不锈钢焊条的性能取决于焊条的合金成分,所以在选择不锈钢焊条时,应该根据焊条的作用要求,充分考虑焊条的材料和含量特性。
通常,更高的Cr含量可以提供更高的抗腐蚀性、高的Ni含量可以提供更好的热断裂强度,而低的Mo含量可以提供更低的热膨胀系数。
最后,不锈钢焊条选择正确,不仅能提高焊接质量,还可以有效地降低焊接成本。
焊接技术人员需要根据焊条的功能、材料特性和焊接环境的不同,精确地选择不锈钢焊条,以达到最佳的焊接效果。
焊条型号及用途

不锈钢焊条:页码焊条牌号药皮类型焊接电源主要用途 1 A002 钛钙型交直流用于焊接超低碳Cr19Ni10不锈钢结构 2 A002Si 钛钙型交直流用于抗应力或点蚀设备中的3RE60钢材的焊接 3 A012Si 钛钙型交直流用于耐浓硝酸不锈钢00Cr17Ni15Si4Nb钢的焊接 4 A022 钛钙型交直流用于焊接尿素及合成纤维设备 5 A032 钛钙型交直流用于在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构焊接 6 A042 钛钙型交直流用于同类型超低碳不锈钢结构焊接7 A052 钛钙型交直流用于耐硫酸、醋酸、磷酸腐蚀钢的焊接8 A052Cu 钛钙型交直流用于抗海水腐蚀用钢焊接9 A062 钛钙型交直流用于复合钢和异种钢焊接10 A102 钛钙型交直流用于工作温度低于300℃的0Cr19Ni9不锈钢结构的焊接11 A107 低氢型直流同A102 12 A112 钛钙型交直流用于一般耐腐蚀性能要求不高的铬19镍9型不锈钢的焊接13 A122 钛钙型交直流用于焊接工作温度低于300℃、抗裂抗蚀性较高的0Cr19Ni9不锈钢14 A132 钛钙型交直流焊接含钛的0Cr19Ni9Ti不锈钢15 A137 低氢型直流同A132 16 A146 低氢型交直流用于焊接重要的0铬20镍10锰6不锈钢结构17 A202 钛钙型交直流用于超低碳00Cr19Ni10 或0Cr18Ni10Ti不锈钢的焊接18 A207 低氢型直流同阿A202 19 A212 钛钙型交直流用于0Cr18Ni12Mo2Ti不锈钢的焊接20 A222 钛钙型交直流用于同类型的含铜不锈钢焊接,如0Cr18Ni12Mo2Cu 21 A232 钛钙型交直流用于耐热耐蚀的0Cr19Ni9、0Cr18Ni12Mo2不锈钢的焊接22 A237 低氢型直流同CHS232 23 A302 钛钙型交直流同类型不锈钢的焊接24 A307 低氢型直流同CHS302 25 A312 钛钙型交直流用于耐硫酸介质腐蚀的同类型不锈钢焊接26 A317 低氢型交直流用于焊接耐硫酸介质(硫氢)腐蚀的同类不锈钢、复合板、异种钢的焊接27 A402 钛钙型交直流焊接高温条件下工作的同类型不锈钢、并可焊接Cr5Mo、Cr9Mo、Cr13等28 A407 低氢型直流同CHS402 29 A412 钛钙型交直流焊接耐热不锈钢30 A502 钛钙型交直流焊接呈淬火状态下的低合金钢、中合金钢31 A507 低氢型直流同CHS502 32 407 直流用于焊接相同类型的不锈钢、异种钢及高铬钢、高锰钢、耐热不锈钢等33 407-2 直流用于焊接相同类型的不锈钢、异种钢及高铬钢、高锰钢、耐热不锈钢等34 407-3 直流用于焊接高温条件下同类型的不锈钢及异种钢的焊接35 G202 钛钙型交直流用于0Cr13、1Cr13钢和耐磨耐蚀钢的表面堆焊36 G207 低氢型直流同CHK202 37 G232 钛钙型交直流用于0Cr13不锈钢的焊接38 G307 低氢型直流焊接Cr17不锈钢不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T 983-1995规定考核。
不锈钢焊条的主要性能与用途

不锈钢焊条的主要性能与用途不锈钢是以铬或铬镍为主加元素的铁基合金钢,其w(Cr)一般>12%。
因此,按化学成分分不锈钢有以铬为主的高铬型不锈钢和以铬、镍为主的高铬镍型不锈钢两类。
与之相应焊接不锈钢的焊条也有以铬为主的铬不锈钢焊条(GXXX系列)和以铬镍为主的铬镍不锈钢焊条(AXXX系列)两类。
这两类焊条的主要化学成分、力学性能和用途.见下表。
不锈钢焊条的主要性能及用途(GB/T983-1995)牌号型号药皮类型电源种类熔敷金属主要化学成分(质量分数)%主要力学性能主要用途Σb(MPa)δ5(%)G202E410-16钛钙型交、直流C≤0.12,Mn≤1.0,Si≤0.9,Cr=11.0~13.5,Ni≤0.7,S≤0.03,P≤0.04,Mo≤0.75,Cu≤0.7545020用于焊接0Cr13、1Cr13不锈钢结构,也可用于耐蚀、耐磨表面的堆焊G207E410-15低氢型直流G217E410-15直流45020用于焊接0Cr13、1Cr13、2Cr13不锈钢结构G302E430-16钛钙型交、直流C≤0.10,Mn≤0.1,Si≤0.9,Cr=15.0~18.0,Ni≤0.6,S≤0.03,P≤0.04,Mo≤0.75,Cu≤0.7545020用于焊接耐蚀(硝酸)、耐热的1Cr17不锈钢结构G307E430-15低氢型直流A002E308L-16钛钙型交、直流C≤0.04,Mn=0.5~2.5,Si≤0.9,Cr=18.0~21.0,Ni=9.0-11.052035用于焊接超低0Cr19Ni1不锈钢结构A002AE308L-17低氢型52035适用于焊接钛稳定性奥氏体不锈钢和同类型不锈钢A012Si-钛钙型C≤0.04,Mn=0.2~0.5,Cr=18.0~21.0,Ni=12~15,Mo≤1.054025用于抗浓硝酸超低碳钢(00Cr17Ni15Si4Nb)的焊接A022E316L-16C≤0.04,Mn=0.5~2.5,Si≤0.9,Cr=17.0~20.0,Ni=11.0-14.0,Mo=2-349030用于焊接尿素、合成纤维等设备及相同类型不锈钢结构,也可焊接Cr10Si3耐酸钢A032E317MoCuL-16C≤0.04,Mn≤0.1,Cr=18.0-21.0,Ni=12~14,Mo=2.0-2.5,Cu≤2.054025用于焊接在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构,也可以焊接Cr10Si3耐酸钢A042E309MoL-16Cr=22-25,Ni=12-14,Mo=2-3,C≤0.04,Si≤0.9,Mn=0.5-2.554025用于相同类型的超低碳不锈钢材料及异种钢焊接A052-Mn≤2.0,Cr=17-22,Ni=22-27,Mo=4-5.5,Cu≤2,C≤0.0449025用于耐硫酸、醋酸、磷酸的反应器分离器,也可以用于耐海水腐蚀用钢(00Cr18Ni24Mo5)及异种钢的焊接A062E309L-16Cr=22-25,Ni12-14,C≤0.04,Si≤0.9,Mn=0.5-2.5,Mo≤0.7552025用于合成纤维、石油化工等设备制造的相同类型不锈钢结构复合钢和异种钢构件A072-Cr=27-29,Ni=14-16,C≤0.0454025用于00Cr25Ni20Nb的焊接,如核燃料设备A101E308-16钛型C≤0.08,Si≤0.9,Cr=18-21,Ni=9-11,S≤0.03,P≤0.04,Mn=0.5-2.5,Mo≤0.85,Cu≤0.7555035用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9及0Cr19Ni11Ti的不锈钢结构。
各种不锈钢焊条特性及用途

各种不锈钢焊条特性及用途A002不锈钢焊条A002是钛钙型药皮的超低碳Cr19Ni10不锈钢焊条。
其熔敷金属含碳量≤0.04%,有很好的抗晶间腐蚀性能、良好的焊接工艺性能,药皮耐红,强度好,抗气孔性好。
可交直流两用。
用途: 用于焊接超低碳Cr19Ni10不锈钢结构,也可用于0Cr19Ni11Ti工作温度低于300℃耐腐蚀的不锈钢结构,主要用于合成纤维、化肥、石油等设备的制造。
A022不锈钢焊条A022是钛钙型药皮的超低碳Cr18Ni12Mo2不锈钢焊条,其熔敷金属含碳量≤0.04%,具有良好的耐热、耐腐蚀及抗裂、抗气孔性能,有良好的操作工艺性能,药皮耐红,强度好。
可交直流两用。
用途: 用于焊接尿素、合成纤维等设备及相同类型的不锈钢结构,也可用于焊后不能进行热处理的铬不锈钢及复合钢、异种钢等。
A022Mo不锈钢焊条A022Mo是钛钙型药皮的超低碳Cr18Ni12Mo3不锈钢焊条,其熔敷金属含碳量≤0.04%,具有良好的耐热、耐腐蚀及抗裂、抗气孔性能,尤其耐腐蚀性能优于A022,有良好的操作工艺性能,药皮耐红,强度好。
可交直流两用。
用途: 用于超低碳00Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。
A032不锈钢焊条A032是钛钙型药皮的超低碳Cr19Ni13Mo2Cu不锈钢焊条,具有良好的耐热、耐腐蚀及抗裂、抗气孔性能,有优良的焊接工艺性能。
可交直流两用。
用途: 由于焊缝中含有Mo和Cu,在硫酸介质中具有较高的抗腐蚀性能,用于焊接合成纤维等设备在稀、中浓度硫酸介质中工作的同类型低碳不锈钢结构,也可焊接Cr10Si3耐酸钢。
A042不锈钢焊条A042是钛钙型药皮的超低碳Cr23Ni13Mo2不锈钢焊条,可交直流两用。
由于焊缝中加入适量的Mo,故提高了焊缝金属的抗裂性及耐腐蚀性能。
用途: 用于相同类型的超低碳不锈钢材料(如尿素合成塔衬里)及异种钢焊接等。
A052不锈钢焊条A052是钛钙型药皮的超低碳Cr18Ni24Mo5不锈钢焊条,其焊缝金属具有耐含甲酸、醋酸介质点腐蚀及抗氯离子腐蚀性能,它比A022等焊条耐腐蚀性能为优。
不锈钢焊条
不锈钢焊条不锈钢焊条使用说明产品描述:不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。
铬不锈钢焊条使用说明铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)耐热和耐蚀性能。
通常被选作电站、化工、石油等设备材料。
但铬不锈钢一般情况下可焊性较差,应注意焊接工艺、热处理条件及选用合适的电焊条。
1、马氏体不锈钢的焊接:马氏体不锈钢包括含铬5~9%的中铬钢和含铬12%的高铬钢。
此类钢淬硬倾向大,焊后易产生高硬度的马氏体和贝氏体使脆性增加,残余应力也较大,容易产生冷裂缝。
故一般焊前必须进行预热及层间保温,焊后尚未冷却前进行高温回火。
2、铬13不锈钢的焊接:此类铬钢焊接后硬化性较大,容易产生裂纹,若采用同类的铬不锈钢焊条(CHK202、CHK207)焊接,则必须进行300℃以上的预热和焊后700℃左右的回火缓冷处理。
若焊件不能进行焊后处理,则应用铬不锈钢焊条(CHS107、CHS207)等焊接。
3、铬17不锈钢的焊接:此类铬钢通常为改善耐蚀性及可焊性而加适量的稳定化元素钛、铌、钼,可焊性较铬13钢为好,可采用同类型的铬不锈纲焊条(CHK302、CHK307)焊接。
焊前,焊件应进行200℃左右预热,焊后进行800℃左右的回火处理。
也可采用铬镍不锈钢焊条(如CHS107、CHS207),焊后不进行热处理。
铬镍不锈钢焊条使用说明铬镍不锈钢焊条具有良好的耐蚀和抗氧化性,它被广泛应用于化工、化肥、石油、食品、医疗器械设备的制造。
近年来,随着我国工业的发展,铬镍不锈钢焊条的品种已有三十多种,基本上满足了我国建设的需要。
铬镍不锈钢在焊接时,受到重复加热,易析出炭化物,从而使耐腐蚀性和力学性能降低,因此,铬镍不锈钢焊接时应根据设备的工作条件(工作温度及介质种类等)妥善选择焊条,并在使用时注意以下事项:1、锈钢焊条的药皮通常有钛钙型和低氢型两种。
焊条使用说明

金属焊条使用说明一、奥氏体不锈钢的焊条选用要点: 不锈钢主要用于耐腐蚀,但也用作耐热钢和低温钢。
因此,在焊接不锈钢时, 焊条的性能必须与不锈钢的用途相符。
不锈钢焊条必须根据母材和工作条件(包 括工作温度和接触介质等)来选用。
1、 一般来说,焊条的选用可参照母材的材质,选用与母材成分相同或相近的焊条。
如:A102 对应 0Cr19Ni9;A137 对应 1Cr18Ni9Ti。
2、由于碳含量对不锈钢的抗腐蚀性能有很大的影响,因此,一般选用熔敷金属含 碳量不高于母材的不锈钢焊条。
如 316L 必须选用 A022 焊条。
3、奥氏体不锈钢的焊缝金属应保证力学性能。
可通过焊接工艺评定进行验证。
4、 对于在高温工作的耐热不锈钢(奥氏体耐热钢),所选用的焊条主要应能满足焊 缝金属的抗热裂性能和焊接接头的高温性能。
(1)、 对 Cr/Ni≥1 的奥氏体耐热钢,如 1Cr18Ni9Ti 等,一般均采用奥氏体-铁素体不 锈钢焊条,以焊缝金属中含 2-5%铁素体为宜。
铁素体含量过低时,焊缝金属抗裂 性差;若过高,则在高温长期使用或热处理时易形成 σ 脆化相,造成裂纹。
如 A002、 A102、A137。
在某些特殊的应用场合,可能要求采用全奥氏体的焊缝金属时,可采用比如 A402、A407 焊条等。
(2)、对 Cr/Ni<1 的稳定型奥氏体耐热钢,如 Cr16Ni25Mo6 等,一般应在保证焊缝 金属具有与母材化学成分大致相近的同时,增加焊缝金属中 Mo、W、Mn 等元素 的含量,使得在保证焊缝金属热强性的同时,提高焊缝的抗裂性。
如采用 A502、 A507。
15、对于在各种腐蚀介质中工作的耐蚀不锈钢,则应按介质和工作温度来选择焊 条,并保证其耐腐蚀性能(做焊接接头的腐蚀性能试验)。
(1)对于工作温度在 300℃以上、 有较强腐蚀性的介质,须采用含有 Ti 或 Nb 稳定 化元素或超低碳不锈钢焊条。
不锈钢焊条种类及用途
PP-A907双相不锈钢焊条PP-A907是低氢钠型药皮的双相不锈钢焊条。
熔敷金属含有29%Cr-9%Ni,约有40%铁素体,具有优良的抗氧化性和抗裂性能。
采用直流反接,短弧操作,适用于全位置焊接。
通常用于高镍合金与其他金属的焊接。
还可用于高碳钢、工具钢等异种金属焊接。
特别适用于Cr16Ni25Mo6耐热钢与中碳铬钼钢的焊接。
PP-A402纯奥氏体不锈钢焊条PP-A402是钛钙型药皮,Cr26Ni21类纯奥氏体不锈钢焊条。
熔敷金属在900℃~1100℃高温条件下具有良好的抗氧化性能。
采用交直流两用,可全位置焊接。
适用于相同类型的耐热不锈钢,不锈钢衬里以及异种钢的焊接。
也可用来焊接硬化性大的Cr5Mo、C r9Mo、Cr13和Cr28等钢种。
PP-A302不锈钢焊条PP-A302是钛钙型药皮的Cr23Ni13类不锈钢焊条。
熔敷金属具有良好的抗裂性及抗氧化性能。
采用交直流两用,可全位置焊接,有良好的操作工艺性能。
适用于焊接相同类型的不锈钢,也可以用于在强腐蚀介质中使用的不锈钢或异种钢的焊接,如高铬钢、高锰钢等焊接。
PP-A137不锈钢焊条PP-A137是低氢钠型药皮,低碳含铌稳定剂的Cr19Ni10Nb类不锈钢焊条。
熔敷金属具有优良的抗晶间腐蚀性能。
采用直流反接,短弧操作,适用于全位置焊接。
适用于焊接重要的同类型耐腐蚀不锈钢结构及含钛稳定剂的成分相近的铬镍钢,如0Cr19Ni11Ti不锈钢等。
PP-A102不锈钢焊条PP-A102是钛钙型药皮的低碳Cr19Ni10不锈钢焊条。
熔敷金属具有良好的力学性能及抗晶间腐蚀性能。
采用交直流两用,可全位置焊接。
本产品具有耐发红性能,不论是连续焊还是间断焊,都能顺利焊完,操作性能良好。
适用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9、0Cr19Ni11Ti等不锈钢结构。
PP-A002超低碳Cr19Ni10不锈钢焊条PP-A002是钛钙型药皮的超低碳Cr19Ni10不锈钢焊条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢焊条用途D107 EDPMn2-1.5 常温低硬度堆焊,如车轴等磨损面D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊D307 EDD-D-15 高速钢刀具、刃口堆焊D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊D322 EDRCrMoWV-A1-03 同D317D337 EDRCrW-15 热煅模堆焊D397 EDRCrMnMo-15 热煅模堆焊D502 EDCr-A1-03 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507 EDrCrW-15 同D502D507Mo EDRCrMnMo-15 中温高压阀门堆焊,堆焊金属具有空淬特性D512 EDCr-B-03 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D516MA EDCrMn-A-16 中温高压阀门堆焊,堆焊金属具有空淬特性D517 EDCr-B-15 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D547 EDCrNi-A-15 高温高压阀门堆焊,抗擦伤性强D547Mo EDCrNi-B-15 高温高压阀门堆焊,堆焊金属时效强化效果显着D557 EDCrNi-C-15 同D547MoD577 EDZCrMn-C-15 中温高压阀门堆焊,堆焊工艺简单,易于操作D608 EDZ-A1-08 抗磨粒磨损表面堆焊D658 Fe-Cr-B 高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件D667 EDZCr-C-15 抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好D698 Fe-Cr-B 用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等D707 EDW-A-15 碳化钨型,抗强烈磨损表面堆焊D717 ------ 用于耐岩石强烈磨损的机械零件D968 Fe-Cr-B 铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902牌号GB(AWS)主要用途A002 E308L-16 用于超低碳00Cr19Ni10不锈钢结构的焊接A022 E316L-16 用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接A022Mo E317L-16 用途同A022,耐蚀性更优于A022A042 E309MoL-16 抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接A052 ------ 用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A062 E309L-16 抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A102 E308-16 焊接工艺性能优异,用于一般的不锈钢结构的焊接A107 E308-15 同A102,可全位置焊接A132 E347-16 抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti不锈钢的焊接A137 E347-15 用途同A132,可全位置焊接A172 E307-16 抗裂性好,焊ASTM307钢及异种钢A202 E316-16 用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接A207 E316-15 同A202,可全位置焊接A212 E318-16 同A202,抗晶间腐蚀性能好A237 E318V-15 用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接A222 E317MoCu-16 在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢A302 E309-16 用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接A302SL E309Mo-16 对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件A307 E309-15 用途同A302,可全位置焊接A312 E309Mo-16 异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接A402 E310-16 用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接A407 E310-15 同A402,可全位置焊接A412 E310Mo-16 同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422 ------ 用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接A502 ED16-25MoN-16 用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢A507 ED16-25MoN-15 同A502,可全位置焊接A607 E330MoMnWNb-15 用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接A902 E320-16 耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条G202、G207、G217、G302牌号GB(AWS)主要用途G202 E410-16 用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊G207 E410-15 用途同G202,可全位置焊接G217 E410-15 用于0Cr13、1Cr13、2Cr13不锈钢结构焊接G302 E430-16 用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条Cu107 、Cu207、Cu227 、Cu237牌号GB(AWS)主要用途Cu107 ECu 紫铜.耐大气,海水腐蚀.导电性好。
紫铜焊接用.如导电铜排。
Cu207 ECuSi-B 硅青铜.耐蚀、强度高。
铜、硅青铜及黄铜焊接用。
Cu227 ECuSn-B 锡磷青铜,耐蚀、强度高。
铜、硅青铜及黄铜焊接用。
Cu237 ECuA1-A2 铝青铜,耐磨、耐蚀、强度高。
铜合金焊接或堆焊。
低温钢焊条W607、W707、W707Ni、W807、W907Ni、W107N1牌号AWSGB主要用途W607 E5015-G E5015-G 用于-60℃低温钢结构的焊接W707 ------ ------ 用于-70℃低温钢结构的焊接W707Ni E8015-C1 E515-C1 用于-70℃低温钢结构的焊接W807 E5515-G E5515-G 用于-80℃低温钢结构如1.5Ni钢的焊接W907Ni E8015-C2 E5515-C2 用于-90℃低温钢结构如3.5Ni钢的焊接W107N1 ------ ------ 用于-100℃典型低温钢结构如3.5Ni钢的焊接铸铁焊条Z208、Z238、Z308、Z408、Z508牌号AWSGB主要用途Z208 EC1 EZC 用于灰口铸铁件缺陷的补焊Z238 ------ EZCQ 用于球墨铸铁件的补焊Z308 EZNi-C1 EZNi-1 用于铸铁件及加工面的补焊Z408 ENiFe-C1 EZNiFe-1 用于高强度灰口铸铁及球墨铸铁件的补焊Z508 ENiCu-B EZNiCu-1 用于强度要求不高的灰口铸铁件的补焊碳钢焊条J421、J421Fe、J422、J422Fe、J426、J427、J502、J506、J506Fe、J507、J507Fe、J507H牌号GB(AWS)主要用途J421E4313(6013)焊接工艺性能优异.适用于要求焊缝表面成型美观的低碳钢薄板或轻型结构J421FE4313(6013)同J421,熔敷效率较高J422E4303焊接较重要的低碳钢和相应强度等级的低合金钢结构J422FeE4303同J422,效率较高J426E4316焊接重要的低碳钢和相应强度等级的低合金钢J427E4315同J426J502E5003焊接16Mn等相应强度等级的低合金钢结构J506E5016(E7016)熔敷金属力学性能优异.用于中碳钢和低合金钢重要结构的焊接J506FeE5018(E7018)同J506,熔敷效率较高J507E5015(E7015)同J506J507FeE5018(E7018)同J506FeJ507HE5015-1(E7015-1)同J507,低温冲击韧性优于J507低合金高强度结构钢焊条J506RH、J507RH、J507Ni、J556、J556RH、J557、J606、J606RH、J607、J607RH焊条牌号GB(AWS)主要用途J506RH E5016-G(E7016-G) 焊接极为重要的结构,如海洋石油平台、压力容器等J507RH E5015-G(E7015-G) 同J506RHJ507Ni E5015-G(E7015-G) 具有较低的扩散氢含量和优良的低温冲击韧性J556 E5516-G(E8016-G) 焊接中碳钢和相应强度的低合金钢结构,如15MnTi、15MnV等J556RH E5516-G(E8016-G) 具有优良的塑性、韧性和抗裂性能,焊接压力容器、船舶、海洋工程等J557 E5515-G(E8015-G) 同J556J606 E6016-D1(E9016-D1) 焊接中碳钢和相应强度的低合金钢结构,如15MnVN等J606RH E6016-G 具有良好的低温冲击韧性和抗裂性能J607 E6015-D1(E9015-D1) 同J606J607RH E6015-G(E9015-G) 同J606RH耐热钢焊条R107、R207、R307、R317、R327、R407、R417、R507、R707、R717、R802、R807焊条牌号AWSGB主要用途R107 E7015-A1 E5015-A1 用于工作温度510℃以下含Mo0.5%的耐热钢或一般的低合金钢的焊接R207 E8015-B1 E5515-B1 用于工作温度510℃以下的珠光体耐热钢的焊接.如12rMoR307 E8015-B2 E5515-B2 用于工作温度520℃以下含Cr1%-Mo0.5%的珠光体耐热钢的焊接R317 ------ E5515-B2-V 用于工作温度540℃以下含Cr1%-Mo0.5%-V 的珠光体耐热钢的焊接R327 ------ E5515-B2-VW 用于工作温度570℃以下含CrMoV的珠光体耐热钢的焊接R407 E9015-B3 E6015-B3 用于工作温度550℃以下含Cr2.5%-Mo1%的珠光体耐热钢的焊接R417 ------ E5515-B3-VNb 用于工作温度620℃以下含CrMoVNb的珠光体耐热钢的焊接R507 ------ E5MoV-15 用于工作温度400℃以下高温抗氢腐蚀的含Cr5%-Mo的珠光体耐热钢的焊接R707 ------ E9Mo-15 用于焊接Cr9Mo等耐热钢结构的焊接R717 ------ ------ 用于焊接Cr9MoNiV(如Ti9)耐热钢结构及过热器管道等R802 ------ E11MoVNi-16 用于工作温度565℃以下的Cr11MoV耐热钢结构的焊接R807 ------ E11MoVNi-15 用于工作温度565℃以下的耐热钢如Cr11MoV 等的焊接管道向下焊专用焊条E6010、E7010、E8010、J507XG、J507FeXG、J556FeXG 牌号AWSGB主要用途E6010 E6010 E4310 各种碳钢钢管环缝向下焊焊接E7010 E8010 E5010-G 各种碳钢钢管环缝向下焊焊接E8010 E7010-G E5510-G 同强度碳钢及低合金钢钢管环缝向下焊焊接J507XG E5015 ------ 各种碳钢钢管环缝向下焊焊接J507FeXG E5048 ------ 各种碳钢钢管环缝向下焊焊接,效率较高J556FeXG E8018-G E5518-G 同强度碳钢及低合金钢钢管环缝焊接,效率较高耐候钢及其它低合金耐候钢焊条J502NiCu、J502WCu、J502WCu、J506NiCu、J506WCu、J506Mo、J507MoNb焊条牌号GB(AWS)主要用途J502NiCu E5003-G 铁路耐候车辆的焊接,如09MnCuPTi、16MnCu等J502WCu E5003-G 同J502NiCuJ506NiCu E5016-G 适用于车辆、近海工程结构、桥梁等的焊接J506WCu E5016-G 同J502NiCuJ506Mo E5015-G 适用于钼、钒等元素抗硫化氢腐蚀钢的焊接J507MoNb E5015-G 使用于石油化工用钢的焊接铝及铝合金焊条AL 109、AL 209、 AL 309牌号AWSGB主要用途AL 109E1100TA1纯铝,耐蚀性好,但强度不高,纯铝焊接用AL 209E4043TA1Si铝硅。