026工时工序记录卡
工序卡片(参考)

详图见附图一机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 1 页车间工序号工序名称材料牌号1车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数数控车床CK6136S1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车端面55°车刀800 163.280.020.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)详图见附图二机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 2 页车间工序号工序名称材料牌号2 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车Φ63 55°车刀800 162.5 0.152 12 车Φ62 55°车刀800 161.3 0.15 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号4 车销毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车Φ58.2 53°车刀1200 161.3 0.01 0.3 12 精车Φ58 53°车刀1200 161.3 0.01 0.2 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号3 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ60 53°车刀1000 161.2 0.01 2 12 半精车Φ59 53°车刀1000 161.1 0.01 1 13 半精车Φ58.553°车刀1000 161.1 0.01 0.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号5 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车Φ54 55°车刀800 161.1 0.012 22 粗车Φ53 55°车刀800 160.8 0.01 1 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号6 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ49 53°车刀1000 160.5 0.012 22 半精车Φ48 53°车刀1000 160.1 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号7 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ46 53°车刀1000 159 0.01 1 2半精车Φ45 53°车刀1000 159 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号8 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ43 55°车刀800 158 0.01 2 1粗车Φ41 55°车刀800 158 0.01 2 1粗车Φ40 55°车刀800 158 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号10 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车Φ36.6 53°车刀1000 158 0.01 0.6 1精车Φ36 53°车刀1000 158 0.01 0.3 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号9 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ38.2 53°车刀1000 157 0.01 1.8 2半精车Φ37.2 53°车刀1000 155 0.01 1.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ34 55°车刀800 155 0.01 2 1粗车Φ32 55°车刀800 154 0.01 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号12 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ31.5 53°车刀1000 154 0.01 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数13设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ30.5 53°车刀1000 152 0.01 1.0 4半精车Φ30 53°车刀1000 152 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号15 切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ24的槽5X30切槽刀800 153 0.01 6 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数16设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ53的槽5X30切槽刀800 141 0.01 5 1车间工序号工序名称材料牌号14 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助加工圆弧53°车刀1000 140 0.01 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第17 页车间工序号工序名称材料牌号17 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗加工M30X1.5的螺纹60°螺纹车刀80 7.5 1 1机械加工工序卡片产品名称零件名称传动轴共22 页第18 页车间工序号工序名称材料牌号18 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精加工M30X1.5的螺纹60°螺纹车刀80 0.7 0.7 1机械加工工序卡片产品名称零件名称传动轴共22 页第19 页车间工序号工序名称材料牌号19 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精加工M30X1.5的螺纹60°螺纹车刀80 7.5 0.9 3机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第20 页车间工序号工序名称材料牌号20 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车至125 55°车刀800 145 0.01 5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第21 页车间工序号工序名称材料牌号21 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车至120.5 53°车刀800 145 0.01 4.5 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第22 页车间工序号工序名称材料牌号22 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车至120 53°车刀1000 145 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
026工时工序记录卡

万用表、
标准负荷仪
7
机械
安装附件:1、给丝杆加润滑脂。2、安装防尘折布。3、安装水平仪。
工序要求:防尘折布不能与外罩刮擦发出响声。
螺丝刀
8
质检
外观及配件检查:1、检查外观,及时修补。2、按装箱单检查配件数量,打包配件。
工序要求:外观清洁,无掉漆,实际配件和装箱单、生产计划单一致。
YG026织物强力机
生产检验工序工时记录卡
仪器编号
第1页共2页
客户名称
工序
部门
工序内容人员
具体完成时间
1
机械
丝杆横梁装配:1、将下横梁固定在底座上。2、将丝杆放入下底座。3、将活动横梁装到丝杆的螺母上。4、安装上横梁及外罩。
工序要求:丝杆转动灵活,所有螺丝牢固。
扳手,螺丝刀
9
全体
打包:1、标牌、丝印。2、所有螺纹使用丝锥过丝。3、装箱、打包。
工序要求:标志齐全,机器要和木箱底座固定,机器和木箱之间要填充泡沫,木箱加铁皮。
铆枪,钉锤
工序要求:元器件及线材接头焊接牢固,线材固定在机器上,接线和接线图一致。
万用表、电烙铁、热风枪、尖嘴钳、斜口钳、吸盘、绑扎带
YG026织物强力机
生产检验工序工时记录卡
仪器编号
第2页共2页
客户名称
工序
部门
工序内容及要求
设备及工艺装备
工时(H)
装配人员
具体完成时间
6
电子
标定及检验:1、检查电机、传感器运行是否正常。2、用标准负荷仪校准传感器,检查准确性及漂移。3、按检验规范对整机进行检验,填写检验记录。
工序要求:显示盒转动灵活。
标准工艺工时记录表
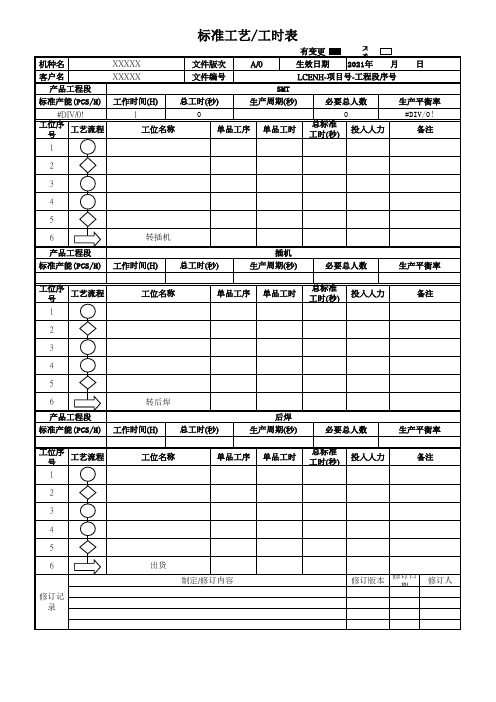
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
企业员工工时记录明细表
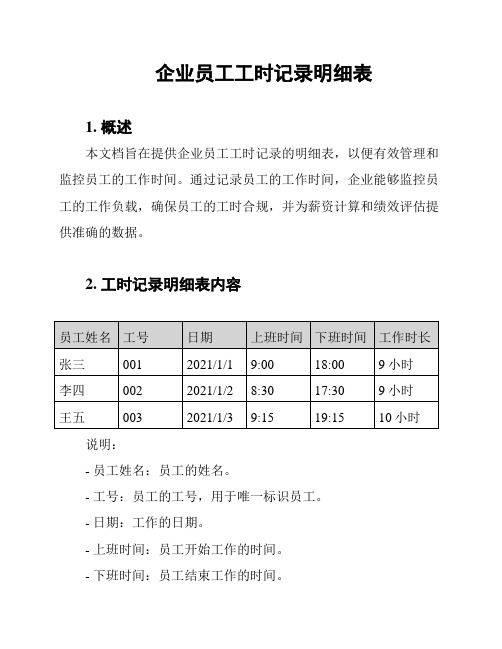
企业员工工时记录明细表
1. 概述
本文档旨在提供企业员工工时记录的明细表,以便有效管理和监控员工的工作时间。
通过记录员工的工作时间,企业能够监控员工的工作负载,确保员工的工时合规,并为薪资计算和绩效评估提供准确的数据。
2. 工时记录明细表内容
说明:
- 员工姓名:员工的姓名。
- 工号:员工的工号,用于唯一标识员工。
- 日期:工作的日期。
- 上班时间:员工开始工作的时间。
- 下班时间:员工结束工作的时间。
- 工作时长:员工当天的工作时长,以小时为单位。
3. 使用方法
员工工时记录明细表应由人力资源部门或工时管理人员负责填
写和更新。
以下是使用该表的步骤:
1. 根据员工的上班时间和下班时间,填写工时记录明细表中的
相关字段。
2. 确保记录的信息准确无误,包括员工的姓名、工号、日期、
上班时间、下班时间和工作时长。
3. 及时更新工时记录明细表,确保数据的实时性和准确性。
4. 根据工时记录明细表,进行薪资计算和绩效评估等相关工作。
4. 注意事项
为了确保工时记录的准确性和可靠性,需要注意以下事项:
- 填写工时记录时,应遵守企业的工时政策和法律法规的要求。
- 如有特殊情况导致员工的工作时间有变动,应及时更新工时
记录明细表。
- 若发现工时记录有误或与实际情况不符,应及时进行修正并保留相关的修正记录。
以上为企业员工工时记录明细表的内容和使用方法,请根据实际情况进行填写和管理,确保工时记录的准确性和可靠性。
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
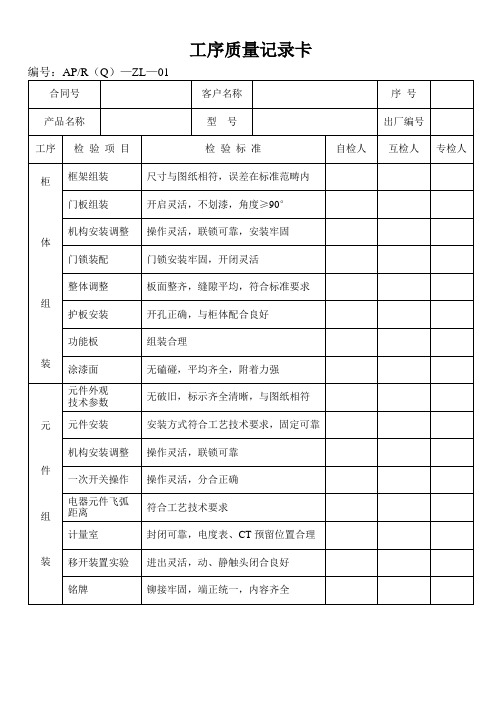
工序质量记录卡
零标记
齐全准确,位置适中
电气间隙
爬电距离
符合技术标准要求
二
次
组
装
二次元件外观
技术参数
无破旧,标示齐全清晰,与图纸相符
二次元件安装
安装方式符合工艺技术要求,固定可靠
行线、压线
压接点正确可靠,行线整齐、统一符合工艺要求
模拟图粘贴
整齐、美观、正确
产品卫生
清扫洁净,无灰尘杂物
开关电气操作
操作灵活,动作可靠
移开装置实验
进出灵活,动、静触头闭合良好
铭牌
铆接牢固,端正统一,内容齐全
工序
检验项目
检验标准
自检人
互检线方案
与图纸相符
一次载流量
符合工艺技术要求
母线制作
符合工艺要求,螺丝压接牢固,长短
合适
母线涂漆面
母线搪锡面
光洁,全面,无流痕,平均,符合工艺要求
一次相序
ABC:左中右,远中近,上中下
护板安装
开孔正确,与柜体配合良好
功能板
组装合理
涂漆面
无磕碰,平均齐全,附着力强
元
件
组
装
元件外观
技术参数
无破旧,标示齐全清晰,与图纸相符
元件安装
安装方式符合工艺技术要求,固定可靠
机构安装调整
操作灵活,联锁可靠
一次开关操作
操作灵活,分合正确
电器元件飞弧
距离
符合工艺技术要求
计量室
封闭可靠,电度表、CT预留位置合理
操纵回路
电流回路
符合原理程序
信号回路
电压回路
符合原理程序
齐全,接触良好
齐全,接触良好
企业员工工时记录簿

部门月日至月日
编号
姓名
月日星期一
月日星期二
月日星期三
月日星期四
月日星期五
月日星期六
月日星期日
合计
正常
加班
正常
加班
正常
加班
正常
加班Hale Waihona Puke 正常加班正常
加班
正常
加班
正
常
加班
组长签章
科长签章
企业员工工资报告表
单位:(元)
部门名称
姓 名
工资单号
保险号
纳税时间
预付所得税号
应付工资
扣款项
基本工资
个人所得税
加班费
保险公积金
奖 金
假日津贴
病假津贴
总扣除
产假津贴
目前预付所得税
工资总量
扣款额
净工资额
目前工资总额
制表人:制表日期:年月日
员工工时记录簿

组长签章 科长签章
Hale Waihona Puke 。 题 问 势 态 好 良 着 临 面 也 后 煌 辉 销 热 段 一 了 历 经 在 者 佼 与 华 精 中 多 诸 国 我 为 作 乡 水 南 江 , 分 部 成 组 要 重 的 展 发 来 年 近 是 游 旅 镇 古
。 题 问 势 态 好 良 着 临 面 也 后 煌 辉 销 热 段 一 了 历 经 在 者 佼 与 华 精 中 多 诸 国 我 为 作 乡 水 南 江 , 分 部 成 组 要 重 的 展 发 来 年 近 是 游 旅 镇 古
员工工时记录簿
部门 月 日星期一 编 姓 正 加 号 名 常 班 月 日星期二 正 加 常 班 月 日星期三 正 加 常 班 月 日星期四 正 加 常 班 月 日星期五 正 加 常 班 月 日星期六 正 加 常 班 月 日至 月 日星期日 正 加 常 班 月 日 合 计 正 加 常 班
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万用表、
标准负荷仪
7
机械
安装附件:1、给丝杆加润滑脂。2、安装防尘折布。3、安装水平仪。
工序要求:防尘折布不能与外罩刮擦发出响声。
螺丝刀
8
质检
外观及配件检查:1、检查外观,及时修补。2、按装箱单检查配件数量,打包配件。
工序要求:外观清洁,无掉漆,实际配件和装箱单、生产计划单一致。
2
机械
电机、减速机及皮带装配:1、将联轴器分开,一头接到电机轴,一头接到减速器输出轴。2、装好同步轮,皮带,将电机减速机安装在电机座上,调整好后固定并拧死联轴器。3、将同步轮安装在两个丝杆上,把装配好的电机底座固定到机器底座上。4、调整丝杆,使两丝杆同步。5、把皮带套在同步轮上,张紧皮带。
工序要求:转动联轴器,两丝杆能同步转动,减速机加油,联轴器涂抹润滑脂。
9
全体
打包:1、标牌、丝印。2、所有螺纹使用丝锥过丝。3、装箱、打包。
工序要求:标志齐全,机器要和木箱底座固定,机器和木箱之间要填充泡沫,木箱加铁皮。
铆枪,钉锤
扳手,螺丝刀
3
机械
测速及限位安装:1、将编码器固定在支架上,调整齿轮间隙。2、将限位支架固定在底座上,将丝杆穿过限位支架,调整好弹簧长度后把限位块固定。
工序要求:编码器齿轮正反转灵活,安装牢固,限位块能灵活接触上下限位开关。
扳手,螺丝刀
3
机械
显示盒及传感器的安装:1、将显示盒通过接头固定在底座上,使显示盒转动灵活。2、将传感器连接部件安装在机器上。3、安装传感器及弹簧线
工序要求:显示盒转动灵活。
扳手,螺丝刀
4
电子
显示盒安装:1、把主板、液晶屏、变压板、键盘安装在支架上。2、把支架固定在显示盒上。
工序要求:屏,键盘不能倾斜,显示屏和键盘之间不能有碎屑。
螺丝刀、套筒
5
电子
总装:1、将元器件(5V/15V电源板、变压器、滤波器、接线端子)固定在绝缘板上。2、将驱动器,绝缘板固定在机器底座上。3、按照接线图把所有元器件及线材接头焊接好3、用万用表检查无短路后,通电检查。
YG026织物强力机
生产检验工序工时记录卡
仪器编号
第1页共2页
客户名称
工序
部门
工序内容及要求
设备及工艺装备
工时(H)
装配人员
具体完成时间
1
机械
丝杆横梁装配:1、将下横梁固定在底座上。2、将丝杆放入下底座。3、将活动横梁装到丝杆的螺母上。4、安装上横梁及外罩。
工序要求:丝杆转动灵活,所有螺丝牢固。
扳手,螺丝刀
工序要求:元器件及线材接头焊接牢固,线材固定在机器上,接线和接线图一致。
万用表、电烙铁、热风枪、尖嘴钳、斜口钳、吸盘、绑扎带
YG026织物强力机
生产检验工序工时记录卡
仪器编号
第2页共2页
客户名称
工序
部门
工序内容及要求
设备及工艺装备
工时(H)
装配人、传感器运行是否正常。2、用标准负荷仪校准传感器,检查准确性及漂移。3、按检验规范对整机进行检验,填写检验记录。