仪表台段差2010-12-10
浅谈仪表台与车门饰条段差不良现象及其优化措施

浅谈仪表台与车门饰条段差不良现象及其优化措施作者:陆雅凌来源:《中国新技术新产品》2017年第09期摘要:广州汽车集团乘用车有限公司是由广州汽车集团股份有限公司独资设立的子公司,作为广汽集团自主品牌乘用车项目的实施载体,致力于生产销售具有国际先进水平的整车、发动机、零部件及汽车用品,以及汽车工程技术的研究与开发。
2010年至今,传祺以“人为本,信为道,创为先”的企业理念,从一个个起点走起,不断自我征服,实现着企业目标:以智慧和不懈努力,铸就满足顾客高品质需求和社会信赖的企业!本文针对汽车整车的过程中,发现汽车内饰存在的“仪表台与车门饰条段差不良”问题,根据此现状进行分析、研究,确定影响汽车内饰质量的因素,并对这些问题点进行了攻克,实现了“精细化内饰”。
关键词:起点;自我征服;制造精度;精细内饰中图分类号:U463 文献标识码:A一、发现问题,确定课题在当今汽车行业突飞猛进的年代,汽车不仅外观设计要有新意,内饰的做工更要精益求精。
2010年,我们在生产过程中,发现了汽车仪表台与车门饰条存在段差不良的现象。
我们总装科成立了以生产科长、系长和工艺组长、工艺技术员、成本管理员及生产班长组成的“起点小组”。
1.对VQ指摘总装前十项不良进行分析(表1)2.发现了仪表台与车门饰条段差不良的问题点。
3.确定了“仪表台与车门饰条段差不良”的研究项目。
二、制定计划,推进担当1.制定计划:课题选定、制定计划、现状把握、目标设定、要因分析、对策制定、对策实施、效果确认、标准化、总结。
2.推进担当:每一项计划,每一个步骤都有具体人员跟踪担当。
3.日程落实:活动16次,参与人100%。
三、现状把握,寻找段差1.寻找段差(图1)电装线:拆卸车门——车门分装线进行门饰板安装。
装配工艺内装线:仪表分装线进行仪表横梁与仪表板合装。
(总装科)外装线:安装车门,段差出现。
2.其表象为(图1)(1)品质基准:仪表台与车门饰条段差0±2mm。
电工指示仪表的偏差和准确度

2 100% 200
1%
乙表相对误差为
2
2 A02
100%
1 100% 10
在测量不同大小的被测量时,不能简单地用绝对误差△来判断测量结果的准确程度。只能 用相对误差来比较测量结果的准确程度。 引用误差 绝对误差△与仪表量程(最大读数)Am 比值的百分数,叫做引用误差 γm,即
m
Am
100%
△=Ax-A0 在计算△值时,通常可用标准表的指示值作为被测量的实际值。
将上式变形可得 A0=Ax-△=Ax+(-△)=Ax +C 上式中的 C=-△称为仪表的校正值。 实际中在测量同一被测量时,我们可以用绝对误差的绝对值来比较不同仪表的准确程度, 越小的仪表越准确。 用一只标准电压表来校验甲、乙两只电压表,当标准表的指示值为 220V 时,甲、乙两表 的读数分别为 220.5V 和 219V,求甲、乙两表的绝对误差。 解:代入绝对误差的定义式得 甲表的绝对误差 △1=Ax1-A0 =220.5-220=0.5V 乙表的绝对误差 △2=Ax2-A0 =219-220=-1V 相对误差 • 绝对误差△与被测量实际值 A0 比值的百分数,叫做相对误差 γ,即
100% A0
• 一般情况下实际值 A0 难以确定,而仪表的指示值 Ax≈A0,故可用以下公式计算
100% Ax
实际测量中,相对误差不仅常用来表示测量结果的准确程度,而且便于在测量不同大小的 被测量时,对其测量结果的准确程度进行比较。 已知甲表测量 200V 电压时△l=+2V,乙表测量 10V 电压时△2=+1V,试比较两表的相对 误差。 解:甲表相对误差为
电工指示仪表的误差和准确度 • 误差:在电工测量中,无论哪种电工仪表,也不论其质量多高,它的测量结果与被 测量的实际值之间总会存在一定的差值,这个差值叫做误差。 • 准确度:是指仪表的测量结果与实际值的接近程度。 可见,仪表的准确度越高,误差越小。误差值的大小可以用来反映仪表本身的
仪表板GDT尺寸链与公差分析标准课件

2
3
Gap : 5
1
closing tolerance
Tolerance chain :
请双击下表输入每项公差值(黄字), 便可计算出统计的闭环公差(红字), 闭环公差closing tolerance (静态计算 statistical calculation ): +/- 0,6 ( The gap isn't even )
Instrument Panel ; PP tolerance = +/- 0,5
Instrument Panel ; PP Start: tolerance chain
Direction of the gap : X
方向柱护套与仪表板Glove Box Driver – Instrument Panel
I / P Cab ; PP tolerance = +/- 0,3
2
3
Gap : 6
1
closing tolerance
Tolerance chain :
请双击下表输入每项公差值(黄字), 便可计算出统计的闭环公差(红字), 闭环公差closing tolerance (静态计算 statistical calculation ): +/- 0,5
仪表板公差Instrument Panel; PP tolerance = +/- 0,7
仪表板尺寸链起始点Instrument Panel ; PP Start: tolerance chain
Direction of the gap 段差方向: Z轴
仪表台与门护板间隙左右差原因分析及对策方案

5 门护板偏差
左边内收0.5,间隙增大 右边外扩0.9
按照零件的偏差方向性由此得出结论:
1、左边间隙大原因是仪表板总成左侧尺寸偏小和仪表台支架偏右门护板内收等因 素造成。2、右边间隙小原因是前门内板铰链孔偏移及门护板外扩主要原因造成。
五、对策方案
序 号
项目
1 仪表台右侧间隙小
2
3
左侧间隙大
4
仪表台不稳定
仪表台骨架的偏差分析
该螺栓是仪表台塑料壳体的
主定位基准,3D测量结果显 示其Y向右偏0.7mm。Z向偏
高3.4mm。
说明:仪表台骨架的螺栓与安装孔在检具上公差带定义过于宽松,比较重要的螺母
孔和螺栓公差带为3.0mm。作为仪表台的基准,定义这样大的公差带是不合理的。 白车身的公差带为2.0mm。零部件的公差应该比整车更为严格才能保证最终装配质 量的稳定性。
3、车体内隙分析
两台车内隙均小于前期车的数据, 09#处内隙正常
结论:仪表台处内隙无异常
VIN
56452
56615
4月6日 57063
公差
15±2
07
08
09
10
11
07
08
09
10
11
07
08
09
10
11
左前门 17.4 16.0 14.5 12.4 12.4 15.8 14.5 13.9 12.3 13.4 15.8 15.9 15.1 14.8 12.8
仪表台间隙左右差分析及对策报告
工艺技术室 2011-04-15
一、现象描述
BF2/BF3间隙左右差状态
序号 车号 左间隙 右间隙
1 57393 7.5
仪表的误差、仪表的准确度、仪表的测量结果有哪几种形式?

仪表的误差、仪表的准确度、仪表的测量结果有哪几种形式?电子仪表的误差、仪表的准确度、仪表的测量结果有哪几种形式?电子仪表在规定条件下工作时,在它的标度尺工作部分的所有分度线上,可能出现的基本误差的百分数值,称为仪表的准确度等级。
通常分为七个等级。
用准确度等级为α,电子仪表上限为m的仪表测量某一实际值Ax,则可能出现的最大相对误差rm=Δm/Ax×100%=±α%×Am/Ax× ;100%误差是指仪表的指示值和被测量的实际值之间的差异程度。
仪表误差的大小可用绝对误差、相对误差和引用误差三种形式来表示。
仪表的绝对误差是指仪表指示的数值和被测量的实际值之间的差值。
相对误差是指绝对误差和被测量的实际值之间的比值,通常用百分数表示。
引用误差是指绝对误差与仪表上限的比值的百分数。
准确度是指仪表的指示值与被测量的实际值相符合的程度。
根据标准规定,引用误差用来表示仪表的基本误差,用基本误差表示仪表的准确度等级。
上式可以看出,仪表的准确度对测量结果的准确影响很大,但是仪表的准确度并不就是测量结果的准确度,后者还与被测量的大小有关。
只有仪表工作在满刻度时,测量结果的准确度才等于仪表的准确度。
以上内容由(松江分公司)强力推荐:更多产品内容请登录:以下内容为繁体版電子儀表的誤差、儀表的準確度、儀表的測量結果有哪幾種形式?電子儀表在規定條件下工作時,在它的標度尺工作部分的所有分度線上,可能出現的基本誤差的百分數值,稱為儀表的準確度等級。
通常分為七個等級。
用準確度等級為α,電子儀表上限為m的儀表測量某一實際值Ax,則可能出現的最大相對誤差rm=Δm/Ax×100%=±α%×Am/Ax× ;100%誤差是指儀表的指示值和被測量的實際值之間的差異程度。
汽车车速表的偏差性研究

汽车车速表的偏差性研究作者:赵光夫来源:《科学与财富》2018年第01期摘要:汽车仪表盘上,有两个很大的圆盘型仪表,一个为转速表,显示发动机的实时转速。
还有一个为汽车的车速表,主要用于显示汽车行驶状态下的车速。
但是通过研究表明,有很大一部分汽车在行驶时车速表显示车速与汽车的实际车速之间总存在着些许偏差,并且随着汽车使用年限的增加,会发现偏差还会逐渐变大,这就给驾驶员行车时控制车速带来了一些问题。
在道路上行驶,一定要注意控制车速,用以应对各种突发状况,减少安全事故的发生,保障自身和他人的利益不受损失。
关键词:汽车车速,车速表,实际车速,控制车速社会的高速发展,使得人们的生活水平不断提高,汽车由奢侈品逐渐成为了一种生活必需品。
截止2017年6月底,我们国内的汽车保有量已达3.04亿,汽车驾驶人达3.28亿人。
路面上行驶车辆的增多,加上各种路况的影响,以及驾驶员的错误驾驶,使得近年来安全事故频发,对国家和人民造成了巨大的损失,所以在道路上行驶汽车时,行车安全变得尤为重要。
在各种交通事故中,汽车的车速过快成为引发事故的一大主要原因。
因此,驾驶员在驾驶汽车时,控制车速变成了一门非常重要的必修课。
一、汽车的车速表结构及测速原理现代汽车上车速表是用来指示汽车行驶速度的仪表,由车速表和里程表两部分组成。
车速表有机械式和电子式两种,现分别对其进行介绍。
传统的机械式车速表没有电路连接,为机械传动。
典型的机械式车速表连接一根软轴,软轴内有一根钢丝缆,软轴另一端连接到变速器上,齿轮旋转带动钢丝缆旋转,钢丝缆带动车速表罩圈内一块磁铁旋转,罩圈与指针连接并通过游丝将指针置于零位,当汽车行驶时,变速器输出轴上的蜗轮、蜗杆以及软轴等带动永久磁铁转动,磁铁旋转速度的快慢引起磁力线大小的变化,平衡被打破,指针因此被带动。
磁力线大小的变化与车速成正比(车速越高,磁场切割速度越高),所以指针指示的速度也必与汽车的行驶速度成正比。
这种车速表简单实用,但是误差较大,准确度较差。
汽车仪表盘故障的排查与维修方法
汽车仪表盘故障的排查与维修方法汽车仪表盘是车辆上非常重要的一个部件,它可以提供诸如车速、转速、油量、水温等关键信息,让驾驶员掌握车辆运行状况。
然而,有时候仪表盘可能会出现故障,导致无法正常显示或者显示错误的信息。
为了保证驾驶安全,我们需要及时排查和修复这些故障。
下面,我将详细介绍一些汽车仪表盘故障的排查与维修方法。
1. 观察仪表盘显示异常- 检查仪表盘是否无法点亮:首先,检查车辆的电瓶是否没电,如果电瓶电量正常,则可能是电源线路或仪表盘灯泡出现故障。
- 检查仪表盘显示屏是否显示错误的信息:如果仪表盘显示错误的信息,可能是仪表盘本身的故障或者车辆的传感器出现问题。
2. 检查仪表盘背后的电线连接- 打开汽车引擎盖并找到仪表盘背后的电线连接处- 检查连接处是否有松动或腐蚀现象,需要确保连接稳固,并清除腐蚀的部分3. 检查传感器是否正常工作- 检查车辆各个传感器的连接是否松动或腐蚀,如转速传感器、车速传感器等- 使用万用表或者示波器测量传感器的信号是否正常,如正常应该有规律的脉冲信号- 如有发现传感器出现故障,需要更换或修复4. 检查电瓶电源- 检查车辆的电瓶是否供电正常- 使用万用表测量电瓶的电压,正常情况下应在12V以上- 如电瓶电量过低或无法充电,需要更换电瓶或修复电瓶充电系统5. 检查仪表盘电路板- 如果以上步骤排查均无明显问题,可能是仪表盘电路板本身出现故障- 可以使用电路板测试仪检测仪表盘电路板上的电路是否通畅- 如发现电路板故障,需要修复或更换总结起来,排查和维修汽车仪表盘故障的步骤可以分为观察仪表盘显示、检查电线连接、检查传感器、检查电瓶电源以及检查仪表盘电路板。
在排查过程中,需要仔细观察和检测各个部件,确保没有松动、腐蚀或故障现象。
如果自己不具备相关技术和经验,建议寻求专业的汽车维修技师的帮助,以确保排查和维修工作的准确性和安全性。
希望这些步骤对您有所帮助。
探讨汽车仪表台3D-Mesh_包覆工艺与设计
146AUTO TIMEAUTOMOBILE DESIGN | 汽车设计探讨汽车仪表台3D-Mesh 包覆工艺与设计熊伟军湖南湖大艾盛汽车技术开发有限公司 湖南省长沙市 410221摘 要: 仪表台是汽车内饰的重要零件,运用3D-Mesh 包覆设计可以达到比传统软质仪表台工艺更低的成本和更高的设计自由度。
关键词:汽车仪表台 3D-Mesh 包覆 免弱化 结构设计1 引言随着生活水平的提高,消费者对汽车内饰感知的要求也在不断提升。
汽车仪表台是汽车内饰件中最复杂、最受消费者关注的零件。
传统软质仪表台虽然触感好,但是模具工艺比较复杂,成本较高。
3D-Mesh 包覆设计是一种新的设计方法,它的工艺相对简单,不但可以提高设计自由度,还能大幅降低开发成本。
2 汽车仪表台设计工艺概述2.1 仪表台设计工艺分类汽车仪表台按使用材料的不同,可分为硬质仪表台与软质仪表台。
硬质仪表台主要是塑料注塑成型工艺;传统软质仪表台根据工艺不同通常分为以下3种:1.阴模吸塑成型工艺,2.阳模吸塑工艺,3.搪塑成型工艺。
对于以上3种工艺的仪表台来说,其构成材料不同,生产制造的成本也不一样。
2.2 传统软质仪表台设计工艺简介①阴模真空成型工艺简称IMG ,其成型分为两种,一是阴模表皮成型,其外形轮廓和纹理,类似搪塑工艺。
二是阴模复合成型,是一次完成纹理和骨架粘接,其对产品形状的设计有局限性,且模具成本高、制造周期长,模具损坏后几乎不能修复,模具寿命较短。
②阳模成型工艺是利用已有皮纹的原料,通过加热,凸模真空吸塑,将表皮吸附在模具上获得所需的表皮或复合在基材上直接获得所需产品。
它对产品圆角要求较大且易出现表面光泽度高,皮纹拉变形、损坏等缺陷。
③搪塑成型工艺,可制造出从0.5-15mm 范围内的各种形状且有连续厚度的产品。
其工艺虽然可加工形状复杂的制品,但是其模具寿命短、制造周期长、生产线设备投资大、零件成本高。
3 3D-Mesh 工艺的材料概述3Dmesh 称为3D 网布,俗称特厚三明治网眼布,也称3D 材料或者3D 间隔织物,是一款透气性,弹性,支撑性都很出色的新型纯织物材料,图1所示:3.1 3Dmesh 材料的组成与运用领域3Dmesh 材料由上、中、下三个面组成。
汽车仪表盘故障排查与修复技巧
汽车仪表盘故障排查与修复技巧在驾驶汽车时,仪表盘紧密与行车安全和车辆状态密切相关。
仪表盘的正常运行对于我们驾驶的顺利进行至关重要。
然而,仪表盘故障也是司机们常常遇到的问题之一。
本文将为大家介绍一些常见的汽车仪表盘故障,并提供相应的排查与修复技巧,以帮助司机们提高驾驶安全。
1. 故障一:速度表不工作速度表是仪表盘中最常用和关键的显示之一。
如果速度表突然停止工作,司机就无法准确了解当前车辆的行驶速度。
这种故障往往与以下原因相关:排查与修复技巧:- 检查速度传感器:速度传感器是测量车轮转动速度的装置,是速度表运行的关键。
检查传感器是否受损或松动,并进行相应修复或更换。
- 检查电路连接:检查仪表盘电路连接是否紧固,有无断路情况。
若有问题,则修复电路连接,并确保仪表盘与传感器之间的线路正常连接。
2. 故障二:油量指示不准确油量指示器的准确运行可以帮助司机了解当前车辆的油量状况,避免因油量不足而造成的危险情况。
以下是油量指示不准确的可能原因:排查与修复技巧:- 检查油位传感器:油位传感器负责测量油箱内的油量情况。
检查传感器是否受损或松动,并进行维修或更换。
- 清洁连接线:油位传感器与仪表盘之间的连接线可能出现松动或脏污等问题。
清洁连接线,并确保其正常连接。
3. 故障三:引擎故障灯亮起引擎故障灯的亮起通常是车辆存在潜在故障的警示。
司机需要妥善处理这样的情况,以避免引擎受损。
以下是引擎故障灯亮起的常见原因:排查与修复技巧:- 使用诊断扫描仪:连接诊断扫描仪,读取车辆故障码。
故障码会提供有关引擎出现故障的具体信息,使得维修更加准确高效。
- 注意车辆状况:故障灯亮起时,车辆可能会出现性能下降等情况。
在前往维修店之前,减速行驶并尽量避免对引擎造成进一步损坏。
4. 故障四:温度表异常温度表是测量发动机温度的重要指示。
异常的温度表可能表明车辆存在散热系统故障,这对引擎运行和驾驶安全都有潜在风险。
以下是温度表异常的原因:排查与修复技巧:- 检查冷却液水泵:冷却液水泵的正常运转保证了冷却液的循环和散热。
水温或油温表(或传感器)时常烧损、显示不正常和显示有误差
水温或油温表(或传感器)时常烧损、显示不正常和显示有误差摘要:随着铁路客车向高速的方向发展,铁路在国民经济中起着非常重要的作用, 铁道车辆是铁路运输中直接运输载旅客和货物的工具,随着车辆使用率的提高,车辆在运用中出现的故障也日益突出。
客车车体作为客车车辆组成的五大部件之一,其技术状态将直接影响到车辆运行的安全,因此,对客车车体进行一项专题研究,对以后客车的发展方向有着极其重要的作用。
水温、机油温度对发动机的影响发动机能否正常运转,在很大程度上取决于发动机冷却水温度和机油温度。
水温和油温处于正常范围,对于充分发挥发动机的效能,延长发动机的使用寿命,降低使用消耗等,有着极为重要的意义。
而机油的作用更为至关重要,机油温度是否正常,直接关系到发动机能否正常工作。
本论文主要分析温度表的主要以及经常出现的故障。
关键词:内燃机车;水温;油温;误差;发动机AbstractAbstract:with the high speed in the direction of the development of railway passenger car, the railway plays a very important role in national economy, railway vehicle is direct transport of passengers and goods in railway transportation tools, with the improvement of vehicle usage, vehicle in the use of fault are also increasingly prominent. Passenger car body, as one of the five components of passenger vehicle, its technical state will directly affect the vehicle running safety, therefore, to a thematic study of passenger car body, for future development direction of passenger car has an extremely important role. The influence of water temperature, oil temperature of engine Engine can be normal operation, to a large extent depends on the engine cooling water temperature and oil temperature. Water temperature and oil temperature in the normal range, to give full play to the efficiency of engine, prolong the service life of the engine, reduce the consumption, etc., has very important significance. Oil and more vital role, the oil temperature is normal, is directly related to the engine can work normally. This paper mainly analysis often thermometer mainly and fault.Key words: diesel locomotive; The water temperature; The oil temperature; Error; The engine目录1 绪论----------------------------------011.1 概要--------------------------------031.2 技术特点------------------------------032 背景-----------------------------------052.1 水温或油温表(或传感器)时常烧损------------------05 2.2 下面几个在论文中相关的几个重要的部分:----------------052.2.1 启动发电机的原理--------------------------052.2.2 铂热电阻-----------------------------072.2.3 电磁接触器----------------------------082.2.4 理论-------------------------------103 机车机油温度表显示不正常-----------------------12 3.1 检查情况--------------------------------123.1.1 检查线路-----------------------------123.1.2 测量铂热电阻值---------------------------133.1.3 检查发现------------------------------134 东风4型内燃机车电测温度表指示一误差的分析及解决办法---------145 东风4机车温度传感器的防护----------------------155.1 故障原因-----------------------------155.2 防治措施及效果--------------------------15 致谢参考文献1 绪论1.1 概要东风4B型柴油机车是中国铁路国产干线客、货运用内燃机车。
车身仪表板的外表面圆角、间隙与段差测量标准

上海同济同捷科技有限公司企业标准TJI/YJY车身仪表板的外表面圆角、间隙与段差测量标准2005-07-31发布2005-08-01实施上海同济同捷科技有限公司发布TJI/YJY前言本标准对Benchmark中车身仪表板的外表面圆角、间隙与段差测量的具体内容和要求作了较详细的规定,今后新设计的车型可参照本规定的测量方法来获取参考车的仪表板外表面圆角、间隙与段差。
使本公司的测量工作日趋规范化。
本标准的附录A为规范性附录。
本标准由上海同济同捷科技有限公司提出。
本标准由上海同济同捷科技有限公司质量与项目管理中心负责归口管理。
本标准主要起草人:邓建国张晓红TJI/YJY上海同济同捷科技股份有限公司企业标准车身仪表板的外表面圆角、间隙与段差测量规定1范围本标准规定了选择仪表板圆角、间隙及段差测量位置,测量的方法和要求。
“仪表板圆角、间隙及段差图”的设计规则。
本标准适用于公司所有车型仪表板外表面圆角、间隙及段差的测量。
2规范性引用文件3术语和定义3.1仪表板外表面圆角:和工艺结构、装配相关的圆角。
3.2仪表板外表面间隙:仪表板总成中各个配合件之间的间隙。
3.3仪表板外表面段差:仪表板总成中配合件的表面在相互配合处的落差值。
4要求4.1 选择测量位置的原则4.1.1 选择测量圆角位置的原则4.1.1.1各可见零件的周边4.1.1.2零件的可见外表面上与其他零件配合处周边4.1.2 选择测量间隙位置的原则两零件相互配合处周边4.1.3选择测量段差位置的原则“四周型”配合关系的零件外表面之间的落差4.2测量工具4.3测量方法4.3.1圆角值的测量方法4.3.1.1按照车身功能划分测量区域,并在每一个区域按特征变化设定若干测量点,原则上点的间距取100mm.4.3.1.2以车身y=0平面为基准,仪表板两侧的对称特征尽量取相同的圆角.4.3.2间隙值的测量方法4.3.2.1按照车身功能划分测量区域,并在每一个区域按特征变化设定若干测量点,原则上点的间距取100mm.4.3.2.2以车身y=0平面为基准,仪表板两侧的对称特征尽量取相同的间隙值.4.3.3按照车身功能划分测量区域,并在每一个区域按特征变化设定若干测量点,原则上点的间距取100mm.4.4测量结果4.4.1测量结果的记录测量完毕后填写测量记录表,并配合相应的图片说明以“仪表板间隙、圆角、段差图”的形式输出结果,见表V4.4.2.1“仪表板间隙、圆角、段差图示”应以线框图方式表示,并输出图片文件。
一汽-大众高尔夫轿车仪表盘燃油量有时显示不准

一汽-大众高尔夫轿车仪表盘燃油量有时显示不准我们需要探究一下导致燃油量显示不准确的可能原因。
在实际情况中,这一问题往往有多重原因共同作用所导致。
最常见的原因之一是汽车燃油量传感器故障。
燃油量传感器是负责检测车辆油箱内燃油的剩余量,并将数据发送至仪表盘显示屏上。
如果这一传感器出现了故障,那么其检测到的燃油量数据就可能存在误差,从而导致仪表盘上的显示不准确。
车辆燃油系统的其他零部件,比如燃油泵、喷油嘴等,如果出现了故障或者损坏,同样也会对燃油量的正确显示产生影响。
除了技术故障之外,个别车主在操作或使用车辆时也有可能会造成燃油量不准确的情况。
长时间高速行驶或者急加速减速都会导致燃油的消耗速度加快,从而使得仪表盘上的燃油量显示出现偏差。
车辆行驶时的颠簸、震动等外部因素也可能导致燃油量传感器的不稳定,从而影响到正常的数据检测和传输。
建议车主在日常使用车辆时,要避免急躁的驾驶方式,保持车辆平稳行驶,有助于减少这些外部因素对燃油量显示的影响。
一汽-大众高尔夫轿车厂家也应该对这一问题高度重视,采取相应的措施加以解决。
一方面,厂家可以加强对燃油量传感器等关键部件的质检,提高产品的整体质量水平,减少技术故障发生的可能性。
厂家可以通过提供相关的技术支持和维修政策,帮助车主及时解决燃油量显示不准确的问题,提升用户的使用体验和满意度。
一汽-大众高尔夫轿车仪表盘燃油量有时显示不准确的问题,需要我们从技术、操作和厂家支持三个方面加以解决。
只有通过全面的调查分析和综合措施的实施,才能够为车主们提供更加可靠和准确的燃油量显示,从而增强车辆的可靠性和安全性。
希望一汽-大众高尔夫轿车厂家和车主们能够共同努力,通过各方的合作努力,共同解决这一问题,为车主们提供更好的用车体验。
仪表板校核规范
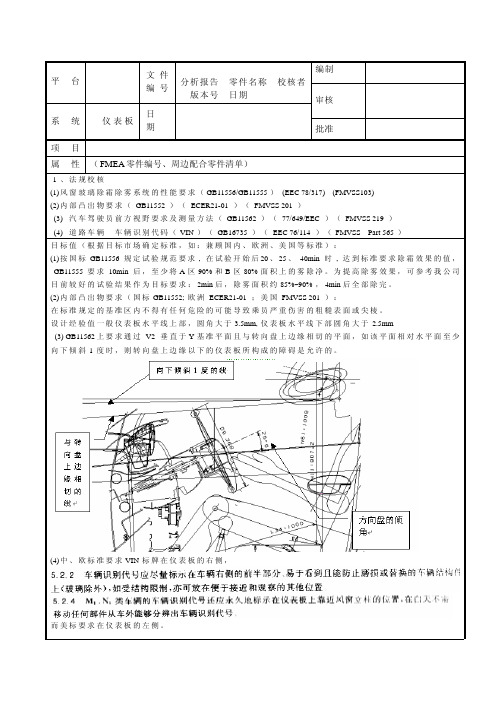
编制 平 台文件编号分析报告_零件名称_校核者_版本号_日期 审核 系 统 仪表板日期批准项 目属 性 (FMEA 零件编号、周边配合零件清单)1、法规校核(1)风窗玻璃除霜除雾系统的性能要求(GB11556/GB11555)(EEC 78/317) (FMVSS103) (2)内部凸出物要求(GB11552)(ECER21-01)(FMVSS 201)(3) 汽车驾驶员前方视野要求及测量方法(GB11562)(77/649/EEC )(FMVSS 219) (4) 道路车辆 车辆识别代码(VIN )(GB16735)(EEC 76/114)(FMVSS Part 565) 目标值(根据目标市场确定标准,如:兼顾国内、欧洲、美国等标准):(1)按国标GB11556规定试验规范要求, 在试验开始后20、25、40min 时,达到标准要求除霜效果的值,GB11555要求10min 后,至少将A 区90%和B 区80%面积上的雾除净。
为提高除雾效果,可参考我公司目前较好的试验结果作为目标要求:2min 后,除雾面积约85%~90%,4min 后全部除完。
(2)内部凸出物要求(国标GB11552;欧洲ECER21-01;美国FMVSS 201):在标准规定的基准区内不得有任何危险的可能导致乘员严重伤害的粗糙表面或尖棱。
设计经验值一般仪表板水平线上部,圆角大于3.5mm,仪表板水平线下部圆角大于2.5mm(3) GB11562上要求通过V2垂直于Y 基准平面且与转向盘上边缘相切的平面,如该平面相对水平面至少向下倾斜1度时,则转向盘上边缘以下的仪表板所构成的障碍是允许的。
(4)中、欧标准要求VIN 标牌在仪表板的右侧,而美标要求在仪表板的左侧。
B .除霜中心沿出风方向做出的线与前风挡的交点最好落在B 侧除霜风向尽量侧风窗玻璃上人除霜向看外后视镜量落在B 下边缘与区下边缘间(3) 按1975年颁布的ISO3958《道路汽车-轿车-驾驶员手控作况时男、女驾驶员的手动范围。
仪表精度等级
仪表精度等级真值、测量值与误差【真值】一个变量本身所具有的真实值,它是一个理想概念,一般是无法得到的。
【约定真值】一个接近真值的值,它与真值之差可忽略不计.实际测量中以在没有系统误差的情况下,足够多次的测量值之平均值作为约定真值。
【相对真值】指当高一级标准器的误差仅为低一级的1/3以下时,可认为高一级的标准器或仪表示值为低一级的相对真值。
【测量误差】测量值与真实值之间存在的差别.在计算误差时,一般用约定真值或相对真值来代替。
【绝对误差】指误差偏离真实值的多少。
绝对误差的实质,是仪表读数与被测参数真实值之差.仪表的绝对误差只能是读数与约定真值或相对真值之差。
【相对误差】仪表的绝对误差与真值的百分比。
相对百分误差=(测量值-真值)/(标尺上限值-标尺下限值)×100%【引用误差】绝对误差与仪表量程的百分比。
例如:2% F.S。
引用误差=(绝对误差的最大值/仪表量程)×100%【基本误差】intrinsic error,又称固有误差。
在参比条件下仪器仪表的示值误差.其计算公式为:基本误差=测量值-真实值【基本误差】在标准条件下,基准值(量程)范围内的引用误差。
【基本误差】又称引用误差或相对误差,是一种简化的相对误差。
仪表的基本误差定义为:基本误差=(最大绝对误差/仪表量程)×100%=MAX(仪表指示值-被测量真值)/(测量上限—测量下限)×100%【重复性误差】repeatability error,在相同的工作条件下,对同一个输入值在短时间内多次连续测量输出所获得的极限值之间的代数差。
1【线性误差】实测曲线与理想直线之间的偏差。
【线性度】校准曲线接近规定直线的吻合程度。
是测试系统的输出与输入系统能否像理想系统那样保持正常值比例关系(线性关系)的一种度量。
在规定条件下,传感器校准曲线与拟合直线间的最大偏差(ΔYmax)与满量程输出(Y)的百分比,称为线性度(线性度又称为“非线性误差”),该值越小,表明线性特性越好。
仪表错误提示码汇总

汇总:俞燕波
仪表错误提示码汇总
仪表型号 序号
1 2 3 4 5 6 7 8 XK3118 K系列 9 10 11 12 13 14 1 2 3 4 5 XK3118 T系列 6 7 8 9 10 11 12 1 2 D2008F系列正常 信息提示 3 4 5 6 1 2 3 4 5 6 7 8 Err 18 Err 19 Err 22 Err 23 Err 25 Err P Err 01 Err 02 Err 03 Err 04 Err 05 Err 06 Err 07 Err 08 Err 09 Err 10 Err 11 Err 12 …… Prnt LoAd SAUE EnD PASS Err 03 Err 08 Err 09 Err 10 Err 12 Err 13 Err 16 Err 17
XK3101-DC XK3101-D XK 3101-D+
6 7 8 9 1 2 3 4
E6 ADCErr OVER _No_ E2 E4 E5 E6 E7 E8 E9 ADCErr OVER _No_ ADC-Err OVER E- -1
XK3101-K
5 6 7 8 9 10 1 2 3
4 XK3101+, FB-XK3101 5 6 7 8 9 10 1 2
工控仪表 XK3101 XK3101-DC
秤台线性标定时,本次标定砝码小于上个标定砝码(仪表可多点标定, 但要求从轻到重标定) 零、负称量或不稳时不能打印,不满足回零条件不打印 Err 19 打印的日期小于已存储的称重记录的日期。请删除大日期的记录或修改 Err 28 当前日期,使之不小于存储的称重记录的日期 自动角差调整后结果异常 Err 30 Err 31 自动压角设置秤体角位时,扫描到的传感器类型与仪表设置值不同 n号传感器出错 Ecc 01~16 n-70号C型协议数字传感器通信加密不一致 Ecc 71~86 Err adr 设置传感器通信地址时,扫描到非1支数字传感器 传感器接口短路 Err add 车号贮存已满,请删除部分或全部记忆皮重 Err 11 打印机联接错误、打印机出错或打印机没纸,请加纸或按称重键退出, Err P 再如重新联接或更换打印机 存储器U14损坏,必须更换新的芯片 Err 23 存储器U15损坏或没安装,必须更安装或更换芯片 Err 24 还原备份信息时,存储器无备份信息 Err 25 字库芯片出错 Err 90 设置参数保存失败 Err 91 在读取稳定称重数据时,如果仪表25秒内仍不能采集到它认为是稳定的 数据,便作此显示。此时操作者可以输入0或1或2,其作用分别是: 输 ctnu 0 入0:告诉仪表不必再做该步工作,而转入下一步。 输入1:告诉仪表 再试一次。 输入2:告诉仪表这些不太稳定的数据可以用 定时关机时间已到,请按定时关机设置方法解除 HELP ------请稍等,仪表正在处理中,请勿操作。 Print 仪表正在向打印机传输数据。 Load 两次称量中的第一次数据贮存。 End 操作结束 PASS 设置修改成功 Lo bAt 电量低,仪表即将关机。 Po oFF 低电压关机。 处于低电压关机状态,请插上交流电或更换电池。 FFFF 超载报警,须立即卸下全部或部分载荷。 Err 09 无此车号。 不能用微打进行报表打印。 Err 12 Err 16 密码输入不正确 Err 17 参数设置不符合要求。 Err 18 操作不符合要求或错误的操作。 Err 19 零、负称量或不稳时不能打印,不稳定时去皮或置零操作。 Err 23 参数存储器异常。 Err 24 打印存储器异常。 Err 26 定时关机时间到。 Ecc 001~Ecc 012 n号传感器出错。 Ecc 701~Ecc 712 n号传感器密码与仪表密码不一致 。注:仪表无密码且传感器为C系列提 0 12 0**】。 示【Ecc 0** Err adr 未扫描到传感器或扫描到多个传感器。 Err 30 角差超出范围,大于1.2或小于0.8。 Err P 打印机联接错误、打印机出错或打印机没纸,排除故障后,可按补充打 印打印。 传感器激励回路过载或者短路 E1 按键操作受到限制,标定时未插标定头 E2 改变模拟量输出类型操作时未插标定头 E3 标定时参数不正确,每个分度小于0.6uV E4 E5 调整模拟量输出的底端与顶端时未插标定头 Err 18
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结论:综上三点的累积量。使得仪表板与门护板右侧产生了2.4-2.9mm段差。
三、当前对策
1、包边机调整
将右前门,里板相对于外板位置,Z向调 高1.5mm。 验证结果:门护板与仪表板段差由原先: 2.9mm降为2.4mm。 首台车号:46770
2、沿用件与专用件的装配差异
装配现象: 1、定义间隙与神龙沿用件,上、 下前围挡板间有间隙:定义为 3-4.6mm。沿用件为:1.02.0mm。 2、专用件上、下前围挡板装配已 经产生了干涉,过盈装配。
沿用件装配这里 有2.0mm间隙
实际这个部位已 经是干涉装配
3、装配的影响 焊装装配后状态 棚面
仪表板 2、右前门往上调整1.5mm 与右前 门护板 段差 3、分次调整仪表板支架位置进行试装 4、前围上档板与前骨架横梁干涉
请总装车间及检查室全力配合试装和测量 按沿用件状态,预留2.0mm间隙
9
That’s all
Thanks
S30/H30仪表台与右前门护板段差
工艺技术室
时间:2010-12-12
一、现象描述
•
仪表台与右前门护板段差现象
高 低
仪表台装配后与右前门护板100%产生了段 差,段差区间:2.5-2.9mm
二、原因分析
1、零件沿改专的影响
从仪表板的装配点波动趋势显示: 1、右侧装配点Z向有变高的趋势, 原因:10月后,前围上、下挡 板切换为专用件。与前期神龙 沿用件有一定的差异,右侧装 配点由原来的最高0.5mm增加 到现在的1.7mm。
A
对策方案1:分次对仪表板支架往下调整,,计划分3次完 成。 对策方案2:将A处切边缩短2.0mm。 备选实施方案。
四、改善计划
项目
对策方案
1、车门里外板位置调整
完成日期
12月6日 12月6日 12月15日 备选方案
要
首台车号46770 首台车号46821
求
责任人
徐伟民 张龙 董远先 石云 贺景林
2、调整线对策 总装油Hale Waihona Puke 后状态 A装配差异:左
调整线将右前门,往上提高1.5mm。左侧棱线基本对齐,但是A处棚面, 已经高出翼子板0.5mm。将仪表板与门护板段差降为1.8mm。
首台车号:46821
右
3、部品对策 必须将仪表台支架往下调整吸收沿改专后零件干涉
前围上挡板与骨架横梁沿改专后出现了较大的干涉,使得 右侧偏高。 工艺将仪表板支架往下调1.5mm。试装发现引起了其它多 处装配孔错位问题,所以仪表板右侧支架需进行多轮 试验,最终达到改善目的。