料带扭曲、扇形PPT幻灯片
ppt课件制作扇形

多系列扇形图
包含多个圆形或扇形,用 于表示多个数据集之间的 比例关系。
复合扇形图
由多个简单扇形图或多系 列扇形图组合而成,用于 展示更复杂的数据关系。
扇形图的制作步骤
确定数据
首先需要确定要展示的数据, 并对其进行分类和整理。
选择合适的图表类型
根据数据的特点和需求,选择 适合的扇形图类型。
制作图表
使用PPT或其他图表制作软件, 按照软件提供的意义
01
02
03
提高理解能力
扇形图能够将复杂的数据 以直观、易懂的方式呈现 出来,帮助观众更好地理 解数据背后的含义。
增强视觉效果
通过扇形图的色彩、大小 等视觉元素,可以突出数 据的重要性和差异性,使 观众留下深刻印象。
促进交流与合作
在商业、教育等领域,扇 形图常被用于报告、演示 、教学等场合,有助于促 进信息的交流与合作。
ppt课件制作扇形
CONTENTS 目录
• 引言 • 扇形图基础知识 • 制作扇形图的具体方法 • 扇形图的应用场景 • 制作技巧和注意事项
CHAPTER 01
引言
目的和背景
目的
介绍如何使用PowerPoint制作扇形图,帮助用户更好地理解和展示数据。
背景
随着信息时代的到来,数据可视化在各个领域都发挥着越来越重要的作用。扇 形图作为一种常见的数据可视化工具,能够直观地展示各类数据的比例关系。
避免使用过多的图表元素和装饰
总结词
过多的图表元素和装饰会影响PPT课件扇形图的简洁性和易读性。
详细描述
在制作PPT课件扇形图时,应避免添加过多的图表元素和装饰,如过多的线条、形状、文字等。这些元素可能会 干扰观众对图表信息的关注和理解。因此,应保持图表的简洁性,突出核心信息,以提高观众对信息的接受度。
原料辨别讲解

小麦
形状:扁圆形颗粒 颜色:黄色 气味:无味
大麦
形状:两端带尖,中间饱满颗粒 颜色:黄色 气味:无味
豆粕
形状:片粒状 颜色:淡黄色 气味:淡香味
副料
玉米淀粉
形状:粉状 颜色:黄色 气味:淡玉米香味
玉米蛋白
形状:小颗粒结晶 颜色:棕黄色 气味:淡玉米香味
干白酒糟
形状:粗粉 颜色:黑棕色 气味:刺鼻酒糟味
发酵豆粕
形状:细粉状 颜色:淡黄色 气味:焦糖香味
磷酸氢钙
形状:细粉状 颜色:纯白色 气味:无味
大米DD
形状:粗粉状 颜色:黄棕色 气味:淡酒糟味
小麦麸
形状:片状 颜色:浅褐色 气味:淡清香味
棕榈粕
形状:块状、小颗粒、粉混合 颜色:黑棕色 气味:苦咖啡味Fra bibliotek膨化大豆粉
形状:颗粒粉状 颜色:淡黄色 气味:豆香味
石粉
形状:粉末状 颜色:灰白色 气味:无味
大豆皮
形状:壳片状 颜色:浅黄色 气味:淡香味
膨润土
形状:粉末状 颜色:红棕色 气味:淡土腥味
酱油发酵豆粕
形状:粗粉 颜色:黄褐色 气味:酱油香味
棉粕
形状:颗粒、粉混合 颜色:棕色 气味:淡香味
原料对比
形状:小麦麸扁平片状,大 豆皮带弧度壳片。 颜色:小麦麸浅褐色,大豆 皮浅黄色 气味:都有淡香味
原料介绍
CONTENTS
目录
01 大宗原料 02 副料 03 原料对比
大宗原料
玉米
形状:扇形颗粒 颜色:黄色 气味:浓郁玉米香味
稻麦混合物
形状:两端带尖长条颗粒、扁圆 形颗粒混合 颜色:棕黄色 气味:无味
葵花籽仁粕
形状:圆柱状大颗粒 颜色:棕黑色 气味:无味
弯曲PPT课件

缩之间存在一个既不伸长、也不压缩的纤维层,称应变中性
层。而毛坯截面上的应力,在外层的拉应力过渡到内层压应
力时,发生突然变化的或应力不连续的纤维层,称应力中性
层。应变中性层用于计算弯曲件毛坯长度计算;应力中性层
用于计算弯曲应力和应力分析。弹性弯曲时,应变中性层与
应力中性层相重合,其应变和应力为零,中性层位置一定通
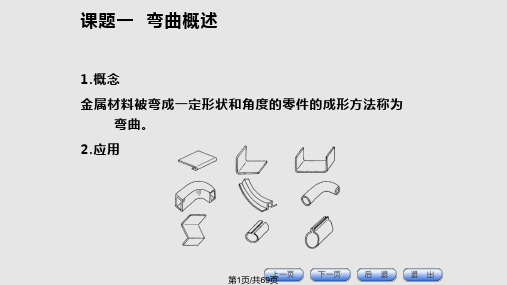
弯曲:将板料、型材、管材或棒料等按设计要求弯 成一定的角度和一定的曲率,形成所需形状零件的 冲压工序。 弯曲毛坯的种类:板料、棒料、型材、管材
本章与第2章相比:
准确工艺计算难,模具动作复杂、结构设计规律性不强。
.
2
弯 曲 成 形 典 型 零 件
.
3
生活中的弯曲件
.
4
压弯的典型形状: 典型压弯工件:
二、中性层位置的内移(续)
金属体积不变条件,得
tlbR 2r22 b 31
塑性变形后,弯曲中性层长度不变,得
l 0 3 2
联解, Rr因 t
0 r t 2 t
二、中性层位置的内移(续)
0rt2tr1 2t
可以看出,塑性弯曲时应变中性层位置与r/t、系数ξ的数 值有关,而弯曲时,随着凸模下行,相对弯曲半径r/t和系数ξ 是不断变化的,所以板料塑性弯曲时的应变中性层位置,也 在逐渐改变、逐步移动。
变形程度愈大,变薄现象愈严重。 弯曲时的厚度变薄会影响零件的质量。因此,在拟定弯 曲工艺和模具设计时,必须采取有效措施,才能弯制出合乎 要求的零件。
.
22
§3.1 板料的弯曲现象及其原因
四、板料长度的增加
根据体积不变条件,弯曲区板料厚度的减薄的结果使板 料长度l必然增加。相对弯曲半径r/t愈小,减薄量愈大,板 料长度的增加量也愈大。因此,对于r/t值较小的弯曲件, 在计算弯曲件的毛坯长度时,必须考虑弯曲后板料增长, 并通过多次弯曲试验,才能得出合理的毛坯展开尺寸。
如何在幻灯片中添加幻灯片的形边框阴影

如何在幻灯片中添加幻灯片的形边框阴影在制作幻灯片时,为了增加视觉效果和吸引观众的注意力,添加边框和阴影效果是一个不错的选择。
幻灯片的形边框和阴影可以帮助突出重要的内容或者使整个幻灯片看起来更加专业和精美。
本文将介绍如何在幻灯片中添加幻灯片的形边框和阴影的步骤。
第一步:打开幻灯片软件首先,启动你的幻灯片软件,如Microsoft PowerPoint或者Google 幻灯片等。
第二步:选择要添加边框和阴影的幻灯片在幻灯片浏览模式下,选择你想要添加边框和阴影效果的幻灯片。
你可以通过点击左侧的幻灯片缩略图来选择特定幻灯片。
第三步:进入形状样式选项卡在顶部菜单栏中,找到“形状样式”选项卡,可以根据具体软件的界面布局可能稍有差异,但通常该选项卡会位于顶部菜单栏的"格式"或"样式"选项下。
第四步:选择边框样式在“形状样式”选项卡中,你将看到各种边框和阴影的样式选择。
选择一个适合你的幻灯片的边框样式。
你可以通过将鼠标悬停在每个样式上来预览效果,并选择最符合你需求的样式。
第五步:调整边框的属性一旦你选择了边框样式,你可以通过点击“形状样式”选项卡中的“形状轮廓”或者类似的选项来进一步调整边框的属性。
你可以更改边框的粗细、颜色和透明度等。
第六步:添加形状的阴影效果如果你希望为幻灯片形状添加阴影效果,可以在“形状样式”选项卡中找到“形状效果”或者类似的选项。
选择一个阴影样式,并进行相应的调整。
你可以更改阴影的颜色、方向、模糊度和透明度等。
第七步:调整形状和阴影的位置在添加了边框和阴影效果后,你可能想要调整它们在幻灯片中的位置。
在幻灯片编辑模式下,选中要调整的形状,然后通过拖动或者使用相关选项进行位置微调。
第八步:应用到其他幻灯片(可选)如果你想要将边框和阴影效果应用到其他幻灯片,可以使用复制和粘贴功能。
选中已经添加了边框和阴影的形状,然后按下Ctrl + C(复制)然后移动到另一个幻灯片并按下Ctrl + V(粘贴)。
人教版七年级信息技术下册-第5课 制作扇面图-课件(共14张PPT)
( 图3)
(图4)
4、选定“背景”层,用“魔棒工具”单击扇面,确定扇面为选定区域。再选定“背景 副 本”层,执行“选择→反选”命令,选定扇面外的部分,敲Delete键删除扇面以外的线 条(图4)。
(图5)
(图6)
3、在“图层”调板中删除“图层1”,而扇面形选区仍会留在图片上。(图6)
第六步 保存制作完成的扇面
• 执行“文件→保存”。
本课小结
1、进一步认识图层。 2、掌握图层的基本操作。 3、通过实例能利用图层处理、设 计图像。
开始 结束
随堂练习
仿照本课的例子,从 网上下载符合自己需要的 图片(体现实用性及艺术 性),利用图层及其效果 再制作几幅图像。
制作扇面图
图层的应用(二)
成品展示 步骤演示 学习目标
本课小结 随堂练习
学习目标
理解Photoshop中图层的含义 熟悉图层的基本操作 学会利用图层设计、处理图像
成品展示
步骤演示
第一步 制作”扇面“文件 第二步 制作扇面的轮廓 第三步 画扇面的褶皱线 第四步 添加扇面褶皱效果 第五步 把图像粘贴到扇面上 第六步 保存制作完成的扇面
第四步 添加扇面褶皱效果
1、用“魔棒工具”选定扇面的一格,然后把前景色设为深灰色、背景色 为白色,选择“渐变工具”并在选项栏中选定“前景色到背景色渐变” 选项。
2、在选定的扇格中横向拖动指针,格中出现前景色到背景色的渐变效果。 其他扇格类似操作添加渐变效果。
4、执行“编辑→拷贝”命令,复制扇面形图像区域。 5、使“扇面.psd”图像成为当前窗口,执行“编辑→粘贴”命令,把扇形 图像区域粘贴到扇面中。
2024版年度扇形PPT模板

从数据库、调查问卷、统计报告 等渠道获取原始数据。
2024/2/3
数据清洗
去除重复、错误或无效数据,确保 数据质量。
数据分类
根据需求将数据分成不同类别,便 于后续制作扇形图表。
19
选择合适工具进行制作
Microsoft Excel
内置多种图表类型,可轻松制作 扇形图表。
Google Sheets
挤或过于稀疏。
添加背景色或边框
为了增强图表的视觉效果和层 次感,可以添加背景色或边框
等装饰元素。
12
03 扇形图表在PPT 中应用实例
2024/2/3
13
展示市场份额占比情况
通过扇形图表展示不同品牌或产品在市场中的占比情况,可以直观地了解市场竞争 格局。
将市场份额占比数据与扇形图表结合,可以清晰地呈现各品牌或产品的市场地位及 优劣势。
10
优化数据呈现方式
简化数据
在呈现数据时,要尽量简 化数据,避免过多的细节 和冗余信息,使受众能够 迅速抓住重点。
2024/2/3
强调关键数据
通过调整扇形大小和颜色 等方式,强调关键数据和 重要信息,引导受众的注 意力。
提供数据标签
为了方便受众理解数据, 可以在扇形图表上添加数 据标签,显示具体的数值 和百分比。
收获感悟
谈谈在学习过程中对扇形的理解和认识,以及扇形知识在实际生活和工作中的应用 价值。
2024/2/3
30
探讨未来发展趋势及挑战
发展趋势
分析扇形在未来各个领域的发展趋势,如数学、统计、数据分 析等。
2024/2/3
挑战与机遇
探讨在扇形发展过程中可能面临的挑战和机遇,以及如何应对 这些挑战并抓住机遇。
材料力学第五章 弯曲内力PPT课件
FAX A
mF B
FAY
x
m
FBY
A FAY
Fs
C
M
Fs
F
M
C
FBY
13
二、内力的正负规定:
①剪力Fs: 在保留段内任取一点,如果剪力的方向对其点之 矩为顺时针的,则此剪力规定为正值,反之为负值。
Fs(+)
Fs(–)
Fs(+)
Fs(–)
②弯矩M: 使梁微段变成上凹下凸形状的为正弯矩;反之为负值。
变形特点——杆的轴线在梁的纵向对称面内由直线变为一条平 面曲线。
5
五、弯曲的分类: 1、按杆的形状分——直杆的弯曲;曲杆的弯曲。 2、按杆的长短分——细长杆的弯曲;短粗杆的弯曲。 3、按杆的横截面有无对称轴分——
有对称轴的弯曲;无对称轴的弯曲。 4、按杆的变形分——平面弯曲;斜弯曲;弹性弯曲;塑性弯曲。 5、按杆的横截面上的应力分——纯弯曲;横力弯曲。
B Fy 0, R A R B 0 .8 1 .2 3 0
1.5m 1.5m RA
2m 1
0.8
3m 2 1.5m
RB M R A B 1 0 ., 5 1 (. 2 k 3 ) N 1 ,. R 5 B 0 . 8 2 .9 4 ( . 5 k R )N A 6 0
(2) 1-1截面左段右侧截面:
第五章 弯曲内力
§5—1 工程实例、基本概念 §5—2 梁的约束与类型 §5—3 弯曲内力与内力图 §5—4 剪力、弯矩与分布荷载间的关系及应用 §5—5 按叠加原理作弯矩图 §5—6 平面刚架和曲杆的内力图 作业
1
§5—1 工程实例、基本概念
一、实例 工厂厂房的天车大梁: 火车的轮轴:
料带扭曲、扇形 24页PPT文档

Tyco/Electronics
针对上述各种原因,我们围绕在修模分析 方面重点讨论几个问题。
• 冲裁间隙对断面质量、尺寸精度、冲裁力、模具寿命 都有影响。在形成扇形或者弧形等变形上,主要是冲 裁力方面的原因。冲裁间隙对冲裁力的影晌规律是间 隙越小,变形区内压应力成分越大,拉应力成分越小,材 料变形抗力增加,冲裁力就越大。反之,间隙越大,变形 区内拉应力成分就越大,变形抗力降低,冲裁力就小。
• 同时,通过大家交流促进互相进步。
Tyco/Electronics
The End
愿大家 不断进步!
Thanks!!
• 冲裁时已产生扭曲变形,导致折弯后成 形不良,也需从冲裁下料工位着手解决。
Tyco/Electronics
• 对于第三个方面,即折弯时冲压件失稳, 或成形过度。
• 此问题的处理,对冲压件进行折弯前的 导正、折弯过程中的导位,以及折弯过 程中压住材料,防止冲压件在折弯时产 生滑移是解决问题的重点。
Tyco/Electronics 扇形(弧形)
扇形(弧形)
上下弧(翘曲)
前后弧(扇形)
Tyco/Electronics
翘曲
Tyco/Electronics
翘曲
来 料 本 身 翘 曲
冲 切 间 隙 不 均 匀
冲 子 刀 口 钝 化
脱
导 针 带 料
料 板 压 料 不
设 计 排 样
对
Tyco/Electronics
Tyco/Electronics
冲裁时作用于材料上的力
当凸模下降
至与板料接触时, 板料就受凸 、凹
模端面的作用力。 由于 凸 、凹模
之间存在间隙, 使 凸 、凹模施
中山版 四年级 信息技术课件 拉伸与扭曲

1、选定图形
2、单击菜单“图像”| “拉伸/扭曲”
3、在“拉伸/扭曲” 对话框中设置其角
度
闯关一:
以小组为单位,通过老 师提供的一棵树,让它 变成大小不一样的多棵 树,并拼成你们小组喜 欢的图案,看哪个小组 拼得图案又快又多!
示范作品:
闯关二:
• 请小组合作,完成下面图形的阴影。
闯关三:
利用画图工具,画一幅以“我的校园” 或者“我的家乡”为主题的图画。
要求: 1、内容要有明确的主题(加上文字主题说明)。 2、布局合理,颜色搭配和谐。 3、在完成图画过程中,结合今天与之前所学的 知识,完成作品。
范例作品:
展示作品,交流学习
小结:
说说你在操作中所运用的知识:
1.工具箱中的工具: (填色工具、文字、椭圆工具等) 2.用到菜单中的命令: (图形的复制/粘贴、翻转/旋转、拉伸/ 扭曲)
2、画图工具的功能命令:
1、选定图形。
(1)图形的“拉伸/扭曲”
2、单击菜单“图像”| “拉伸/扭曲” 3、在“拉伸/扭曲” 对话框中设置其角 度 1、选定图形。
(2)图形的“翻转/旋转”
2、单击菜单“图像”|“翻转/旋转” 。
3、在“翻转/旋Байду номын сангаас” 对话框中设置其角 度
1.选定图形。 (3)图形的“复制/粘贴” 2.单击菜单“编辑”→“复 制” 3.单击菜单“编辑”→“粘
谢谢
材料力学课件ppt-4弯曲内力

内侧截面均为控制面。即A、C、D、E、F、B截面。
目录
29
§4-5 载荷集度、剪力和弯矩间的关系
1kN.m
A
CD E F B
3.建立坐标系
0.89 kN= FAY
FS (kN)
O
0.89
1.5m
2kN
1.5m
1.5m
1.11
(+)
(-)
MA A FAy a
qa/2 Fs
M qa2/2
(-)
(+)
载荷集度、剪力和弯矩间的关系
qa
例题4-8试画出图示有中间
q
铰梁的剪力图和弯矩图。
D
B
C
a
a
FBy
qa
解:1.确定约束力 从铰处将梁截开
qa
(+)
(-)
qa/2 qa2/2
(-)
MA FAy
FDy
q
FDy qa / 2
FDy FBy
FBy 3qa / 2
FSE
FBy
F 3
FAy
5F 3
O
ME
分析右段得到:
FAy
FBy
ME
O
FSE
Fy 0 FSE FBy 0
FBy
FSE
FBy
F 3
Mo 0
3a M E FBy 2 Fa
3Fa ME 2
目录
18
§4-3 剪力和弯矩
FBy
F 3
FAy
5F 3
FAy
FBy
FSE
FAy
2F
截面上的剪力等于截 面任一侧外力的代数和。
料带扭曲、扇形改善方法
Tyco/Electronics
• 对于第三个方面,即折弯时冲压件失稳, 或成形过度。
• 此问题的处理,对冲压件进行折弯前的 导正、折弯过程中的导位,以及折弯过 程中压住材料,防止冲压件在折弯时产 生滑移是解决问题的重点。
扇形
Tyco/Electronics
扇形
来 料 本 身 弧 形
冲 切 间 隙 不 对
冲 子 刀 口 钝 化
是 否成 单形 边过 切度 料
导 针 导 向 不 好
压 伤
Tyco/Electronics
扭曲
Tyco/Electronics
扭曲
冲
来
间子
料
隙刀
问
问口
题
题问
题
设
单单
计
边边
问
切成
题
料形
Tyco/Electronics
Tyco/Electronics
冲裁时作用于材料上的力
当凸模下降
至与板料接触时, 板料就受凸 、凹
模端面的作用力。 由于 凸 、凹模
之间存在间隙, 使 凸 、凹模施
加于板料的力产 生一个力矩 M。
Tyco/Electronics
M的值等于凸 、凹模作用的合力与稍大 于间隙的力臂 a的乘积。
在无压料板压紧冲裁时,力矩使材料 产 生弯曲,故模具与板料仅在刃口附近的 狭小区域内保持接触。并且, 凸 、凹模 作用于板料垂直压力呈不均匀分布,随 着向模具刃口靠近而急剧增大。
Tyco/Electronics
• 如前所说,冲裁过程中,由于材料的发 生弯曲,使凸模和凹模端面与板料的接 触宽度仅在刃口附近的小区域内。
PowerPoint如何使用动态扇形图制作精美的圆形动画?

PowerPoint如何使用动态扇形图制作精美的圆形动画?PowerPoint是目前使用最广泛的幻灯片软件之一,它使得人们可以制作出简单易懂、形式多样、生动直观的演示文稿。
其中,动态扇形图是一种十分常用的表现形式,可以清晰地展示数据的比例和关系。
本文将介绍如何运用动态扇形图在PowerPoint中制作出精美的圆形动画。
一、准备工作在使用PowerPoint制作动态扇形图前,我们需要先准备好相关的数据。
通常来说,我们需要将数据分为若干个部分,每个部分对应一个颜色,然后通过计算得出每个部分所占的百分比。
在PowerPoint中,我们可以通过插入图表来方便地呈现这些数据。
在“插入”菜单下选择“图表”,在弹出的对话框中选择“饼图”,可以轻松地创建一个简单的圆饼图。
在图表的“设计”选项卡中,可以调整图表的外观、数据系列和图例等。
二、制作动态扇形图1.选择合适的图形在PowerPoint中,有很多扇形图可供选择,我们需要根据各自的需要来决定使用哪一种。
推荐几种效果较好、易于控制的扇形图:•自转扇形图:通过设置旋转角度来实现扇形图的旋转效果。
•渐进式扇形图:在母版中设置多个扇形图,通过动画“出现”效果来实现图形的渐进式展示。
•分段式扇形图:通过分解一个饼图为多个扇形图,在动画中分别展示各自的部分,从而让观众更清晰地看到每个部分的数值。
2.设置动画效果动态扇形图的效果是通过PowerPoint中的动画效果来实现的。
因此,我们需要在“动画”选项卡中添加相关效果。
在选择“动画效果”时,要注意力图达到既形象、有趣、又直观的效果。
具体来说,我们可以选择以下几种效果:•旋转效果:通过旋转扇形图的方式,让观众逐渐了解整个图形。
•弹出效果:通过展示扇形图的方式,让观众逐渐看到其中的数据。
•放大效果:通过放大某一个扇形,让观众注意到这个部分的数据。
•移动效果:通过移动扇形图的方式,让观众了解不同数据之间的关系。
在设置动画效果的时候,需要注意控制动画的速度和时间,以免影响观众对整个图形的理解。
《材料力学》第四章 弯曲内力.ppt

FRA 14.5kN, FRB 3.5kN,
(2)用截面法求剪力和弯矩方程。 分CA,AD,DB三段。
CA段
FS x qx 3x 0 x 2m
M x 1 qx2 3 x2 0 x 2m
§4.1 弯曲的概念和实例
杆的轴线将由原来的直线弯成 曲线,这种变形称为弯曲。受 力后以弯曲变形为主的杆件通 常称为梁。
受力特点:外力作用线垂直于杆 的轴线,或在通过杆轴的平面内 受到外力偶作用。 变形特点:直杆的横截面绕横向 轴转动,轴线将由原来的直线弯 成曲线。
全梁有对称面,并且 所有外力都作用在对称面 内的情形。在这种情形下 梁的轴线弯成位于对称平 面内的一条平面曲线,这 种弯曲属于平面弯曲。
FS
n n1 dx
FS+dFS
上述微分关系在绘制FS、M图中的应用结论。
1.梁上某段无载荷时,则该段FS图为水平线, M图为斜直线。
2.某段为均布载荷时,则FS图为斜直线,M图为抛物线。
dFS
剪力图
dx
d 2M dx2
弯矩图
分布载荷q<0时 0 递减(\) 0 上凸 (╭╮)
分布载荷q>0时 0 递增(/)
0 下凸 (╰╯)
3.在集中力P作用处,剪力图为突变(突变值等于集中力P), 弯矩图为折角。
4.在集中力偶m作用处,弯矩图有突变(突变值等于力偶矩m), 剪力图没影响。
5.某截面FS=0,则在该截面弯矩图取极值。
二、用载荷集度、剪力和弯矩间的关系画剪力图与弯矩图
例4.6 外伸梁及其所受载荷如图a示,作梁的剪力图和弯矩图。
第五章 弯扭组合变形PPT课件
PCY
M Z kN m 1.756
k N m 2.532
MY
MD
D
PDY
PD
Z
0.538
1 .0 2 6
2.844
M kN m 3.08
3 .0 2
Bx
Y B Z B 画内力图
x 找危险截面
C面危险!
x 危险截面内力
x T0.538kN m
M3.08kN m
x
3.设计直径
eq3W 1 M 2T2
A截面危险!
危险截面的内力
FN 16.5kN T 391N m M 1447N m
危险点的应力状态及应力计算
W
tn L
W
M W
32 d3
230M Pa
L
4 FN d2
13M Pa
tN
16T d3
强度校核
eq4 23t2 WL23tN2 230132331.12 249MPa
eq4
齿轮轴安全
y ZA
A
F AY y
A
y
MC
C
z PCY
PCZ
MC
C
z
MD
D
PDY
PD
Z
MD
D
A
F AY y
Z AA
C
z PCY
C
z
PCZ
D
PDY
D
PDZ
Bx
YB ZB
2.内力计算
B x 圆轴
扭转
弯
B x Xy面的
扭 组 合
YB
平面弯曲
变
形
Xz面的
B x 平面弯曲
ZB
y
第3章弯曲-PPT精品

--中性x层1 系数,见表3-6 图3-14 铰链式弯曲件
4、简化计算法,即查表法,见表3-7
2020/6/1
3.6 弯曲件的工艺性
• 弯曲件的工艺性: 形状、尺寸、精度、材料以及技术要求等是否符合工 艺要求。具有良好工艺性的弯曲件,能简化模具结构,提高工件质量, 提高生产效率,降低生产成本。
2020/6/1
图3-6 弯曲时的回弹
3.3.2 影响回弹的因素
• 1. 材料的力学性能 回弹量与屈服强度成正比,与弹性模量成反比 。
• 2. 相对弯曲半径R/t 相对弯曲半径越小,变形程度越大,回弹值越小。
• 3. 弯曲件角度 弯曲件角度越 Nhomakorabea,表示弯曲变形区域越大,回弹的积累越大,回弹角也越大。
2020/6/1
2020/6/1
压弯成形的典型形状
2020/6/1
压弯成形件
3.1 弯曲变形过程分析
将毛坯或半成品制件沿弯曲线弯成一定角度和形状的工艺方法称为弯 曲。弯曲属于成形工序。弯曲可以利用装在压力机上的模具来进行,也可 在其它专用的弯曲机、弯管机等专用设备上进行。本章主要介绍毛坯或半 成品通过装在压力机上的模具来进行弯曲。
由于内缘长度方向的缩短,因而厚度应增大,但由于凸模紧紧压住板料, 厚度方向增加不易。外缘长度伸长,厚度要变薄,因增厚量小于变薄量,因 此,板料厚度在弯曲变形区内有变薄现象,中性层发生内移。 (3)宽度方向 内缘材料受压缩宽度应增加。外缘材料受拉伸,宽度要减小。这种变形情况 根据板料的宽度不同分为两种情况:在宽板(B/t>3)弯曲时,材料在宽度方 向的变形会受到相邻材料的限制,横断面几乎不变,基本保持为矩形。大多 数零件属于宽板弯曲。而窄板(B/t<3)弯曲时,宽度方向变形不受约束,断 面变成了内宽外窄的扇形,如图3-3。
模块三U型弯曲模PPT课件
(1)最小相对弯曲半径
概念:
在自由弯曲保证坯料最外层纤维不发生
破裂的前提下,所能获得的弯曲件内表面最小圆
角半径与弯曲材料厚度的比rm值in / t
,称为最
小相对弯曲半径。
意义:外
aa 00
oo
(r1
)
r1
(r t) (r t / 2) t / 2
rt/2
rt/2
2
1 r
1
t
第9页/共69页
(2)最小弯曲半径的影响因素
1)材料的塑性和热处理状态 :材料塑性越好,最小相 对弯曲半径可越小。 2)坯料的边缘及表面状态 :应将毛刺和其他缺陷置于 弯曲内侧。
3)弯曲方向 :弯曲方向与纤 维方向垂直时,对弯曲有利。
4)弯曲角a :弯曲角a越大, 最小相对弯曲半径越小。
第10页/共69页
(3)防止弯裂的措施 • 退火、加热弯曲 • 消除冲裁毛刺 • 两次弯曲(先加大弯曲半径,退火后再按工件
1)
第14页/共69页
三、减小回弹的措施
1)改进零件的设计
第15页/共69页
2)从弯曲工艺上采取措施 如采用校正弯曲、拉弯等工艺以减小回弹值。
拉弯用模
第16页/共69页
3)从模具结构上采取措施
补偿回弹的方法
改变凸模形状减小回弹
增加拉应变减小回弹
端部加压减小回弹 第17页/共69页
四、弯曲时的偏移
第32页/共69页
二. 校正弯曲时的弯曲力
F校 Ap
F校 ——校正弯曲应力; A ——校正部分投影面积; p ——单位面积校正力。
三. 顶件力或压料力
若弯曲模设有顶件装置或压料装置,其顶件力 FD(或
压料力 FY )可近似取自由弯曲力的30~80%, 即
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
Tyco/Electronics
针对上述各种原因,我们围绕在修模分析 方面重点讨论几个问题。
• 冲裁间隙对断面质量、尺寸精度、冲裁力、模具寿命 都有影响。在形成扇形或者弧形等变形上,主要是冲 裁力方面的原因。冲裁间隙对冲裁力的影晌规律是间 隙越小,变形区内压应力成分越大,拉应力成分越小,材 料变形抗力增加,冲裁力就越大。反之,间隙越大,变形 区内拉应力成分就越大,变形抗力降低,冲裁力就小。
11
Tyco/Electronics
冲裁时作用于材料上的力
当凸模下降
至与板料接触时, 板料就受凸 、凹
模端ห้องสมุดไป่ตู้的作用力。 由于 凸 、凹模
之间存在间隙, 使 凸 、凹模施
加于板料的力产 生一个力矩 M。
12
Tyco/Electronics
M的值等于凸 、凹模作用的合力与稍大 于间隙的力臂 a的乘积。
已设计好的模具修模人员难以去改变, 但是应该成为我们考虑形成扇形和扭曲 的重要原因。
22
Tyco/Electronics
• 在具体的生产实践中,应针对具体问题 作具体分析,从而找出解决问题的方法。
• 同时,大家多学习,先有在工作现场的 经验,然后带着问题通过书籍的学习去 寻求解决。这样是一个很好的锻炼过程。
20
Tyco/Electronics
模具本身设计方面: • 合理的模具设计 1、在冲压过程中,下料顺序的安排有可能
影响到冲压件成形的精度。针对冲压件 细小部位的下料,一般先安排较大面积 之冲切下料,再安排较小面积的冲切下 料,以减轻冲裁力对冲压件成形的影响。
21
Tyco/Electronics
2、单边切料、单边成型 在日常的工作里,虽然这两个方面对一套
• 冲裁间隙不合理或间隙不均是产生冲压 扇形、扭曲的重要原因,需加以克服。
14
Tyco/Electronics
• 间隙过大,板料在冲裁过程中除受到剪 切外还产生较大的拉伸与弯曲变形。
• 间隙过小,板料在冲裁过程中除受到剪 切外会受到较大的挤压作用。
15
Tyco/Electronics
• 当利用卸料板压紧材料时,材料的受力状况 发生相应的改变,一定程度上缓解了扭曲变 形的产生。所以冲裁时,压住且压紧材料是 防止冲件产生扭曲的重点。
• 冲压中卸料板应该运动平稳,而材料又可被 压紧。关键成形部位,卸料板做成镶块式结 构,以方便解决长时间冲压所导致卸料板压 料部位产生的磨损,而无法压紧材料。
16
Tyco/Electronics
冲子刀口方面:
• 日常模具生产中,应注意维护冲切凸、凹模刃 口的锋利度。当冲切刃口磨损时,材料所受拉 应力将增大,从而冲压件产生扇形、扭曲的趋 向加大。
3
Tyco/Electronics 扇形(弧形)
扇形(弧形)
上下弧(翘曲)
前后弧(扇形)
4
Tyco/Electronics
翘曲
5
Tyco/Electronics
翘曲
来 料 本 身 翘 曲
冲 切 间 隙 不 均 匀
冲 子 刀 口 钝 化
脱
导 针 带 料
料 板 压 料 不
设 计 排 样
对
6
Tyco/Electronics
• 凸模刃口端部修出斜面或弧形。这是减缓冲裁 力的有效方法。减缓冲裁力,即可减轻对凹模 侧材料的拉伸力,从而一定程度上达到抑制冲 压件产生扭曲的效果。
17
Tyco/Electronics
折弯时产生扭曲: • 在折弯时产生扭曲一般可以考虑以下几
个方面:
1、冲裁时产生的冲切毛边所致。 2、冲裁时已产生翻料、扭曲变形。 3、折弯时冲压件失稳,或成形过度所致。
扇形
7
Tyco/Electronics
扇形
来 料 本 身 弧 形
冲 切 间 隙 不 对
冲 子 刀 口 钝 化
是 否成 单形 边过 切度 料
导 针 导 向 不 好
压 伤
8
Tyco/Electronics
扭曲
9
Tyco/Electronics
扭曲
冲
来
间子
料
隙刀
问
问口
题
题问
题
设
单单
计
边边
问
切成
题
料形
• 同时,通过大家交流促进互相进步。
23
Tyco/Electronics
The End
愿大家 不断进步!
Thanks!!
24
Tyco/Electronics
料带扇形、扭曲
Prepared by: 袁扬文 Date: oct.14, 2006
1
Tyco/Electronics
• 产品质量通用标准: • 扇形: max 25mm/1000mm • 扭曲: max 90°/1000mm
2
Tyco/Electronics
• 在连接器上,端子(冲压件)越来越趋 于细小、复杂及精密化,而端子在模具 的冲压生产中,如何克服其扇形、翻转 扭曲之变形,保证其尺寸及功能等要求, 则必须采取行之有效的对策。
18
Tyco/Electronics
• 对于前两个方面,当有冲切毛边时,需 及时研磨冲切刃口,并注意检查冲裁间 隙是否合理。
• 冲裁时已产生扭曲变形,导致折弯后成 形不良,也需从冲裁下料工位着手解决。
19
Tyco/Electronics
• 对于第三个方面,即折弯时冲压件失稳, 或成形过度。
• 此问题的处理,对冲压件进行折弯前的 导正、折弯过程中的导位,以及折弯过 程中压住材料,防止冲压件在折弯时产 生滑移是解决问题的重点。
在无压料板压紧冲裁时,力矩使材料 产 生弯曲,故模具与板料仅在刃口附近的 狭小区域内保持接触。并且, 凸 、凹模 作用于板料垂直压力呈不均匀分布,随 着向模具刃口靠近而急剧增大。
13
Tyco/Electronics
• 如前所说,冲裁过程中,由于材料的发 生弯曲,使凸模和凹模端面与板料的接 触宽度仅在刃口附近的小区域内。