cadweld 放热焊接方法
放热焊接的操作步骤及说明
放热焊接操作及注意事项一.放热焊接的含义:是利用化学反应(燃烧)时产生的超高热来完成的焊接法。
由于化学反应速度非常快,产生的热量极高,且可以集中有效的传导至熔接部位使导体连接起来;更无需其它任何外加热能,因此是用于连接金属导线的最佳的方法。
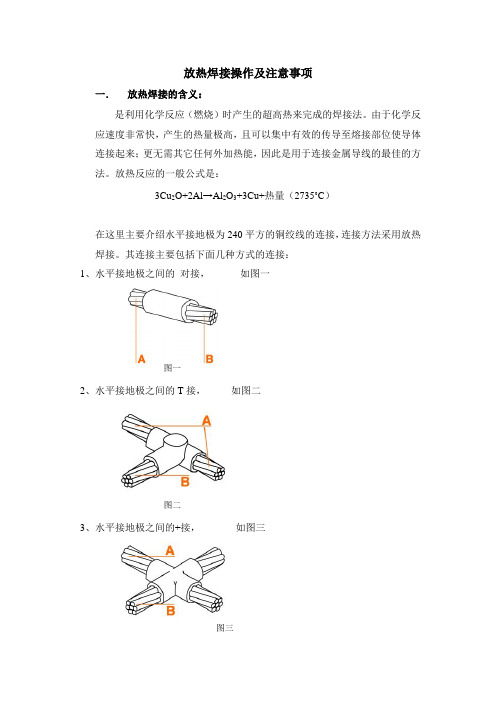
放热反应的一般公式是:3Cu2O+2Al→Al2O3+3Cu+热量(2735˚C)在这里主要介绍水平接地极为240平方的铜绞线的连接,连接方法采用放热焊接。
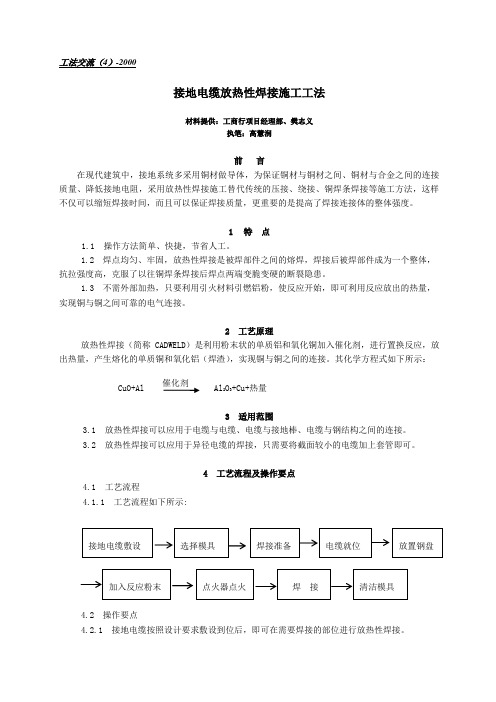
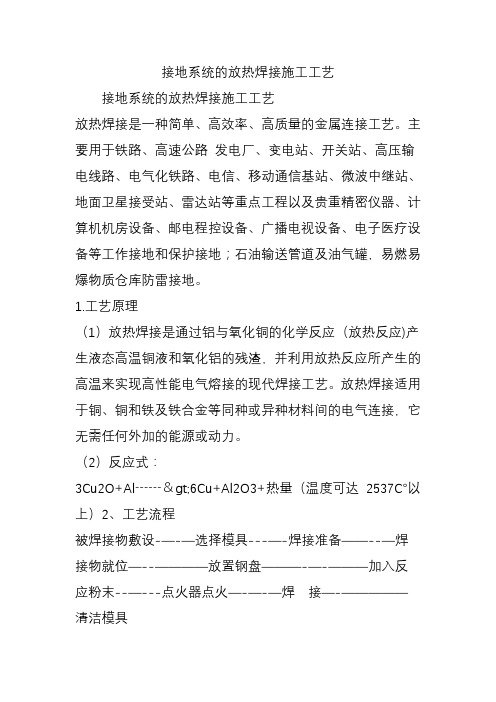
其连接主要包括下面几种方式的连接:1、水平接地极之间的对接,如图一图一2、水平接地极之间的T接,如图二图二3、水平接地极之间的+接,如图三图三4、水平与垂直接地极的连接,如图四图四以上几种焊接方式具体的操作步骤如下(亦可根据提供的资料上的步骤,或者根据提供的放热焊接的视频进行操作)放热焊接利用活性较强的铝把氧化铜还原,整个过程需时很短(仅数秒),反应所放出的热量足以使被焊接的导线端部融化形成永久性的分子合成。
二.放热焊接的流程第一步:将导线及熔模用专用的工具清理干净,再将导线熔接处用喷灯加热,然后安置导线于熔模内用第二步:用夹具将模具加紧,放入钢垫片盖住导流孔确保密封良好。
第三步:倒入焊粉并在上面洒上起燃药,并在模具顶部洒上另一部分起燃药。
第四步:合上顶盖,用点火墙点燃。
十秒钟之后,再打开模具。
三.放热焊接工艺的优点:1.焊接点的载流能力(熔点)与导线的载流能力相等。
2.因为焊接点是焊接而成的,所以是永久性的,不会老化。
3.焊接是一种永久性的分子结合,不会松脱。
4.焊接点象铜一样不受腐蚀性产物的影响。
5.焊接点能经受反复次的大浪涌(故障)电流而不退化。
6.焊接方法简单,培训容易。
7.供焊接用的材料很轻,携带方便。
8.进行焊接时,无需外接电源或热源。
9.从外观便能检验焊接的质量。
10.可用于焊接铜、铜合金、镀铜钢、各种合金钢四.放热焊接接头的优点:1.可靠性强:由于放热焊接是分子间的连接,能够消除表面接触,电解质等不会渗透到导体交界面上从而导致导体氧化和随时间老化。
放热焊接

放热焊接是一种简单、高效率、高质量的金属连接工艺,它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。
当前,放热焊接已经普遍取代了以往金属之间的机械连接方法。
放热焊剂基本分成三大类:一、铜导体的放热焊剂。
它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。
其化学反应式表示为:MO + Al ===== M+ AlO + 高温(其中M为需要的可用金属)二、铝导体的热剂焊,又称药包焊。
药包焊不仅可以焊接截面积3-240mm 2 的铝绞线,还能焊接截面积1000mm 2 的铝母线。
三、铁与铁连接,钢与钢连接,钢与铁连接的放热焊剂,如钢轨的焊接。
放热焊剂的优点及应用编辑本段优点1、熔接点的载流能力(熔点)与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零。
这是任何一种传统连接方式无法比拟的。
2、焊接点是分子结合,永久,不老化。
3、焊接点象铜一样不受腐蚀影响。
(图为焊接点剖面截图)4、不会受到高浪涌电流的损伤。
试验表明,在短时间大电流的冲击下,导体先于熔焊接头熔化。
5、操作方便,简单。
无需专业人员。
6、装备简单、轻便,携带方便,操作方便。
与传统的机械连接工艺比较,放热焊接是真正的分子焊接,导体不会被破坏并且没有接触面,导体交界面的整体有效性没有改变。
编辑本段应用领域1 防雷接地及浪涌保护。
2电气设备接地工程处理。
3 石油化工工程建设。
4铁路、高速公路、机场建设。
5智能化大厦建设。
6 阴极防腐保护。
? 施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
? 施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。
? 施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。
放热性焊接工法
工法交流(4)-2000接地电缆放热性焊接施工工法材料提供:工商行项目经理部、樊志义执笔:高慧润前言在现代建筑中,接地系统多采用铜材做导体,为保证铜材与铜材之间、铜材与合金之间的连接质量、降低接地电阻,采用放热性焊接施工替代传统的压接、绕接、铜焊条焊接等施工方法,这样不仅可以缩短焊接时间,而且可以保证焊接质量,更重要的是提高了焊接连接体的整体强度。
1特点1.1 操作方法简单、快捷,节省人工。
1.2 焊点均匀、牢固,放热性焊接是被焊部件之间的熔焊,焊接后被焊部件成为一个整体,抗拉强度高,克服了以往铜焊条焊接后焊点两端变脆变硬的断裂隐患。
1.3 不需外部加热,只要利用引火材料引燃铝粉,使反应开始,即可利用反应放出的热量,实现铜与铜之间可靠的电气连接。
2 工艺原理放热性焊接(简称CADWELD)是利用粉末状的单质铝和氧化铜加入催化剂,进行置换反应,放,实现铜与铜之间的连接。
其化学方程式如下所示:2O3+Cu+热量3 适用范围3.1 放热性焊接可以应用于电缆与电缆、电缆与接地棒、电缆与钢结构之间的连接。
3.2 放热性焊接可以应用于异径电缆的焊接,只需要将截面较小的电缆加上套管即可。
4 工艺流程及操作要点4.1 工艺流程4.1.1 工艺流程如下所示:4.2 操作要点4.2.1 接地电缆按照设计要求敷设到位后,即可在需要焊接的部位进行放热性焊接。
4.2.2 选择模具4.2.2.1模具采用石墨制成,是一个石墨坩埚。
(详见图4.2.2.1)4.2.2.2 模具的选择由于电缆的焊接角度和引出点的数量不同,焊接模膛有不同的形状,模具也就有不同的形状,如一字型、T字型、十字型、V字型、G字型等(见图4.2.2.2,其中画曲线型剖面线的是电缆导线)。
图4.2.2.1 石墨坩埚剖面图“一”型:直线连接“T”型:三通连接“X”型:十字连接“V”型:电缆与钢结构的连接“G”型:电缆与接地铜棒的直角连接图4.2.2.2 焊接模膛的型式4.2.3 焊接准备4.2.3.1模具在使用前应将其烘干,以免焊点表面产生气泡。
加热焊接五步法

加热焊接五步法加热焊接是一种常见的金属加工方法,它可以将两个或多个金属件通过高温加热和压力连接在一起。
加热焊接的五步法包括准备工作、点火、预热、焊接和冷却。
第一步:准备工作在进行加热焊接之前,需要对材料进行清洁和处理。
首先,需要检查金属表面是否有油脂、污垢或氧化物等。
如果有,则需要使用钢丝刷或其他清洁工具将其清除干净。
其次,需要确定焊接的位置和方向,并将金属件固定在适当的位置上。
第二步:点火点火是开始进行加热焊接的关键步骤。
通常使用气体火炬或电弧焊机来点火。
对于气体火炬,需要打开气源并调整气流量和压力以达到所需的火焰大小和形状。
对于电弧焊机,需要选择适当的电极材料并调整电流大小。
第三步:预热预热是为了使金属件达到适宜的温度以便进行加热焊接。
预热时间和温度取决于金属材料的类型和厚度。
通常,预热温度应该高于金属材料的变形温度,但低于其熔点。
在预热过程中,需要将火焰或电弧保持在金属表面上,并均匀地加热整个焊接区域。
第四步:焊接当金属达到适宜的温度后,可以进行焊接。
在焊接过程中,需要将两个或多个金属件保持在正确的位置上,并使用适当的压力使其紧密连接。
同时,需要将火焰或电弧保持在焊接区域上,并均匀地加热整个区域以确保焊缝质量。
第五步:冷却完成焊接后,需要将金属件冷却到室温。
可以使用空气或水进行冷却。
如果使用水进行冷却,则需要注意不要使金属件过快地冷却下来,以免引起裂纹或变形。
总之,加热焊接是一种常见的金属加工方法,在实际应用中有着广泛的应用。
五步法是加热焊接过程中必须遵循的基本步骤,只有正确地执行这些步骤才能获得高质量的焊接效果。
接地系统的放热焊接施工工艺
接地系统的放热焊接施工工艺接地系统的放热焊接施工工艺放热焊接是一种简单、高效率、高质量的金属连接工艺。
主要用于铁路、高速公路发电厂、变电站、开关站、高压输电线路、电气化铁路、电信、移动通信基站、微波中继站、地面卫星接受站、雷达站等重点工程以及贵重精密仪器、计算机机房设备、邮电程控设备、广播电视设备、电子医疗设备等工作接地和保护接地;石油输送管道及油气罐,易燃易爆物质仓库防雷接地。
1.工艺原理(1)放热焊接是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。
放热焊接适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。
(2)反应式:3Cu2O+Al┄┄>6Cu+Al2O3+热量(温度可达2537℃以上)2、工艺流程被焊接物敷设-—-—选择模具---—-焊接准备——--—焊接物就位—--————放置钢盘———-—-———加入反应粉末--—---点火器点火—-—-—焊接—-—————清洁模具3、操作要点(1)被焊接物按照设计要求敷设到位后,在需要焊接的部位进行放热性焊接。
(2)选择模具摸夹及工具1)模具模具采用石墨制成,是一个石墨坩埚(见下图),由于石墨较脆弱,无法承受抛甩与强力冲击,故不可将超出模局具铭牌所示尺寸的熔接物强行放入模具墨制成,较较脆弱,无法承受抛甩与强力冲击,故不可将超出模局具铭牌所示尺寸的熔接物强行放入模具,或使用金属物质、坚硬的工具等来清除残渣。
放热焊接的安全防护:1)放热焊接方式会产生高温,不可避免地有金属颗粒逸出,而造成对施工人员身体的伤害。
在使用放热焊接的过程中,一方面应该采用低烟配方,从根本上减少金属颗粒逸出的;另一方面应该加强对施工人员的保护,加强通风,戴好口罩,防止施工人员金属中毒。
2)施工操作时,现场1。
50米之内,不得有无关人员停留. 3)操作人员必须戴上有一定隔热效果的工作手套。
接地材料放热焊接施工工法

接地材料放热焊接施工工法关于“接地材料放热焊接施工工法”的文章如下所示:一、前言在建筑领域中,接地材料的放热焊接施工工法是一种常用的方法。
通过对接地材料进行放热焊接,可以实现接地材料之间的连接,确保电气系统的有效接地。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点接地材料放热焊接施工工法具有以下特点:1. 施工简便:该工法采用放热焊接方式,操作简单,施工速度快。
2. 结构牢固:放热焊接后的接地材料连接坚固,能够承受电流传导以及温度变化等因素的影响。
3. 功能可靠:通过放热焊接,接地材料之间的接触面积大,能够提供更好的电气接地效果。
4. 使用寿命长:采用放热焊接施工工法的接地材料具有较长的使用寿命,能够持久地保证系统的可靠联通。
三、适应范围接地材料放热焊接施工工法适用于各类建筑电气系统的接地工程,包括住宅、商业建筑、工业厂房等。
无论是新建工程还是改造工程,该工法都能够灵活应用。
四、工艺原理接地材料放热焊接施工工法的原理是通过热能将焊接材料融化,使其与相邻的接地材料相连接。
这种焊接方式能够保证焊接接头的牢固性和导电性。
施工过程中,首先将接地材料切割成合适的尺寸,然后使用火焰热源加热,使接地材料融化。
在热液状态下,将被连接的接地材料快速接合并冷却,形成稳固的焊接接点。
五、施工工艺接地材料放热焊接施工工法包括以下施工阶段:1. 准备工作:确定焊接位置、清理工作区域、检查材料质量。
2. 切割材料:根据需求切割接地材料,并做好尺寸标记。
3. 热能加热:使用适当的火焰热源加热接地材料,使其达到熔点,并保持一定时间。
4. 接合连接:在热液状态下,将接地材料迅速接合并冷却。
5. 整理焊接接点:对焊接接点进行整理、除渣和修整,确保接点的平整和导电性。
6. 检查与测试:对焊接好的接地材料进行检查和测试,确保质量达到设计要求。
六、劳动组织在接地材料放热焊接施工工法中,需要安排职工进行切割、热能加热、接合连接等工作,操作人员需要接受相关培训以保证施工的质量和安全。
放热焊简介

放热焊接产品简介1.放热焊工作示意图放热焊工作剖面图2放热焊接的步骤①将模夹装到模具上,模具的规格随焊点的结构形式而异。
⑤将焊粉倒入模中,从焊粉表面到模口边沿洒上引火粉。
②每次开工焊接时应用热源烘烤模具及导体的焊接处,以确保其干燥。
⑥关上模盖,用点火枪点燃引火粉。
③确认导体及模具均无其它杂质后,将导体置入模具内,合模销紧。
⑦待焊点凝固后,开模并清除模腔内的焊渣。
④将托片放入模腔中,其作用为托住焊粉。
⑧清洁模具以备下一个焊点的使用。
3.放热焊工艺知识3.1工艺简介3.1.1 工艺原理放热焊是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。
放热焊适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。
3.1.2 放热焊的反应方程式:3Cu2O+Al┄┄>6Cu+Al2O3+热量(温度可达2537℃或4600℃以上)3.1.3 放热焊所需的主要产品及配件①放热焊模具②放热焊模夹③放热焊焊粉④点火枪⑤毛刷⑥钢刷⑦喷灯3.2 放热焊的要点3.2.1 是什么原因影响了熔接效果?一个良好的“放热焊”焊点应当表面丰满光亮、没有气孔,经切开观察其剖面成一整体无气孔与瑕疵。
影响到“放热焊”的焊接效果的最主要的因素是湿气或水气,由于模具、焊粉及被焊接物内均可能吸附水分。
因此如何防止或驱除水气,是“放热焊”焊接时必须采取的最重要步骤。
另一影响“放热焊”焊接效果的因素是模具及被焊接物的清洁程度,如被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行焊接作业,否则焊接后的焊点的导电性能与机械性能将受到影响。
如果模具内遗留的残渣不完全清除,将造成焊成表面不平滑、不光亮。
要点:①驱除水气②清洁焊接物③清洁模具]3.2.2 焊粉应用时的注意事项①每一罐焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。
接地材料放热焊接施工工法
接地材料放热焊接施工工法一、施工前准备工作1.确定焊接方案:根据设计要求,确定接地材料和焊接位置。
2.准备接地材料:选择合适的接地材料,并进行工业清洗,确保表面不含油污、锈蚀和氧化物。
3.钢结构准备:对钢结构进行处理,确保焊接部位的表面光洁,并清除表面杂质和氧化物。
二、施工工法1.划定焊接位置:根据设计要求,在钢结构上标明焊接位置。
2.安装接地材料:按照设计要求,固定接地材料,确保其与钢结构之间的间隙均匀。
3.进行焊接:利用放热电阻焊机对接地材料进行焊接。
首先,将接地材料与钢结构的焊接面加热至适宜的温度,然后将焊丝加热并与接地材料和钢结构的焊接面接触,从而实现连接。
4.检查焊接质量:焊接完成后,对焊接点进行质量检查,确保焊缝均匀、牢固,无裂纹和夹渣等缺陷。
5.防护措施:对焊接点进行合理的防护,以避免外界环境对焊接点的腐蚀和破坏。
三、施工注意事项1.温度控制:在进行放热焊接时,要控制好焊接温度,避免过度加热导致焊接不良或烧伤周围材料。
2.焊接顺序:根据具体情况,合理安排焊接顺序,避免焊接部位互相影响。
3.焊接质量控制:焊接质量对于接地功能的实现至关重要,要严格遵守焊接工艺要求,保证焊接质量符合设计要求。
4.焊接环境条件:施工时要保证焊接环境的通风良好,避免引燃和有害气体的产生。
5.施工人员安全:施工人员要穿戴好防护用品,确保自身安全。
四、施工验收1.对施工质量进行整体验收:包括焊接质量、焊接尺寸距离要求等。
2.对焊接接头进行质量检查:焊接接头应具备一定的拉力强度和抗剪强度,以确保接地功能的正常实施。
3.记录和报告:根据验收结果,编写施工记录和报告,以备后续参考。
综上所述,接地材料放热焊接施工工法是一种可靠且常用的接地材料连接方式。
通过合理的施工工艺、严格的质量控制和施工验收,可以确保接地功能的正常实施,为钢结构提供可靠的接地保障。
防雷接地工程中常用的放热焊接的原理及操作程序

防雷接地工程中常用的放热焊接的原理、及操作程序放热焊接原理:放热焊接是利用熔接剂化学反应(燃烧)时产生的高温熔融金属导体从而达到焊接的目的。
此方法因为化学反应速度非常快(仅数秒),产生热量极高,且可以有效地传导至焊接部位。
无需其它任何加热源,故若应用于金属导体的连接,是最佳的方法。
放热焊接模具:放热焊接必须使用特制的铸模(mould)来完成。
此铸模是采用耐高温,半永久性的石墨加工制造而成。
这种模具能够承受金属融化时的超高温。
模具由几部分组成,包括模腔、模穴、注入孔等。
此模具有不同形状的链接,如直通型、丁字型、十字型等等。
模穴的形状、尺寸及融化金属的流向等,均经过严密的设计制造,完成的连接头外形美观、一致,其品质是其它连接头无可比拟的。
放热焊接在设施中的优点:1、装备简单,携带方便,无需要外加热源,适合于野外、室内现场焊接作业。
2、焊接速度快捷,可节省人力物力。
(烙接加清模时间,不超过5分钟)。
3、焊接方法简单,容易操作,无需技术性焊接工人。
4、接头形状划一,品质管制容易。
(仅凭视检即可)。
5、所加总热量比其他熔接法少很多,对绝缘物的破坏,影响很少。
放热焊接可以熔接下列金属材料:普通铁钢(common steel)纯铁(pure iron)不锈钢(stainless steel)锻铁(wrought iron)黄铜(brass)青铜(bronze)铜包钢(copper clad)电热线铸铁(熔剂不同,需预先指明) 镀锌铜铁放热焊接剂(焊粉):焊接剂为防止受潮起见,接其大小装于铝簿袋内,密封包装。
起火粉、隔离片(disk)分别用防湿型胶带包装为一次作业所需材料,铜质熔接剂目前按其使用目的分为一般用(p合金4种A合金)及带电流钢轨跨线连接用(rai lbond)B合金、C合金,以及阴极防蚀接线用之cp合金4种A合金广泛应用于接地用铜线或合金线、钢线等任何连接、对于铸铁的链接,须采用c合金才合适。
放热焊接操作程序:。
WTWELD放热焊接工艺在电网直流工程接地设施中的应用
—
一
C ia N w T c n l isa d P o u t h n e c h oo e n rd cs g
工 业 技 术
WT L WE D放热焊接工艺在 电网直流工程接 地设 施 中的应用
魏 常信 关 Байду номын сангаас锁
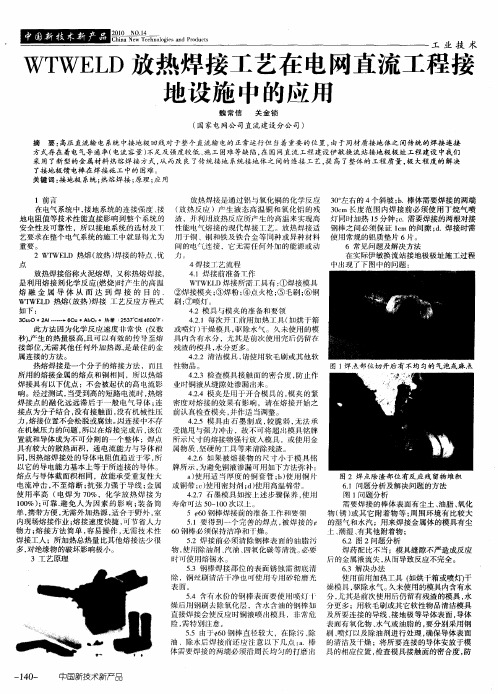
( 家电 网公 司直 流 建 设 分公 司 ) 国 摘 要: 高压 直流输 电系统 中接 地极 回线 对 于整 个直流输 电的正 常运 行但 当着重要 的 位置 , 由于 同材 质接 地 体之 间传 统 的焊接 连接 方式存 在 着电气 导通 率( 电流 容量 ) 不足 及强度 较低 、 工 困难 等缺 陷 , 国 网直流 工程 建设 伊敏 换 流站接 地极 极 址工 程建 设 中我们 施 在 采 用了新 型的金 属 材料 热熔 焊接 方式 , 而改 良了传统 接地 系统接地 体之 间的连接 工艺 , 高 了整 体 的工程 质 量 , 大程度 的 解 决 从 提 极 了 地板 馈 电棒 在 焊接施 工 中的 困难 。 接 关 键词 : 地极 系统 ; 接 热熔 焊接 ; 原理 ; 用 应
放热 焊接 是通 过销 与氧化 铜 的化 学反 应 3 。 右 的 4 斜坡 ;. 体需 要焊 接 的两端 O左 个 b棒 ( 热 反 应 )产 生液 态 高 温铜 和 氧化 铝 的残 3 c 长 度 范 围 内焊 接 前必 须 使 用 丁烷 气 喷 放 0m 渣 ,井 利用 放热 反应 所产 生 的高 温来 实现 高 灯 同时 加热 1 分钟 ;. 5 c 需要焊 接 的两根对 接 性能 电气熔 接 的现代 焊 接 艺 。放 热 焊接 适 钢 棒之 间必 须保 证 1 的 间隙 ;. 接时 需 【 c m d焊 用 于铜 、 和铁 及铁 合金 等 同种或 异 种材 料 使 用常 规 的铝 质 垫片 6片。 铜 重要。 问 的电 连 接 ,它无 需任 何外 加 的能 源或动 C 6常 见问题 及解 决方 法 2 WT L 热熔 ( WE D 放热 ) 焊接 的 特点 、 优 九 在实 际伊 敏换 流站接 地极 极 址施 工过程 点 4焊 接工 艺 流程 中出现 了下 图中 的问题 : 放热 焊接俗 称火 泥熔 焊 , 又称 热熔 焊接 , 41焊接前 准备 ] 作 . : 是 利用 熔接 剂化 学 反应 ( 燃烧 ) 时产 生 的 高 温 WT I WE D焊接 所需 丁具有 : ①焊 接模 具 熔 融 金 属 导 体 从 而 达 到 焊 接 的 目 的 . ② 焊接模 夹 ; 焊 粉 ; 点火 枪 ; 毛 刷 ; 钢 ⑧ ④ ⑤ ⑥ WT L 热熔 ( 热 ) 接 工 艺反 应方 程式 刷 ; 喷灯 。 WE D 放 焊 ⑦ 如下 : 4 , 具与模 夹 的准备 和要 领 2模 3 * +2 I … ・ 6 Cu0 A… Cu+A- 热 螭 2 3 ℃ 蛾 4 0 L + O 57 6 0F 4. . 1每次 开 ]前 用加 热工 具 ( 2 二 如烘 干箱 此 方法 因 为化 学反 应 速度 非 常快 ( 数 或喷 灯 ) 仅 干燥 模具 , 除水 气 。久 未使用 的模 驱 秒 ) 生 的热量 极高 , 可 以有 效 的传 导至熔 具 内含有水 分 ,尤其 是前 次使 用 完后仍 留存 , 产 且 接 部位 , 需 其他 任 何 外加 热 源 , 佳 的 金 残 渣 的模 具 , 无 足最 水分 更多 。 属 连接 的方法 。 4 . 洁模具 , 使用 软 毛刷或 其他 软 . 2清 2 请 热熔 焊接 是一个 分 子 的熔 接 方法 ,而 且 性 物 品。 图1 焊点部 位切 开后有 不均 匀的 气泡或麻 点 所用 的熔接 金属 的熔 点 和铜相 同 ,所 以热熔 4 3 检查模 具 接触 面 的密合 度 , . 2 防止 作 焊接具 有 以下优 点 :不会 被起 伏 的高 电流影 业时铜液 从缝 隙处 渗漏 出来 。 响 。经 过测试 , 当受到 高 的短路 电流时 , 热熔 4 . 夹是 用 于开 合模 具 的 , 夹 的紧 -4模 2 模 焊接 点 的融 化 远远 滞 后 于一 般 电气 导 体 ; 连 密度 对熔接 的效 果有 影 响 ,请 在熔 接 开始之 接 点为 分子结 合 , 没有 接触 面 , 没有机 械性 压 前认 真检查 模夹 , 并作 适 当调整 。 力, 熔接 位置 不会松脱 或腐 蚀 。 连 接 中不存 42 . 5模 具 由石 墨 制成 , _ 较脆 弱 , 法承 无 在 机械压 力 的问题 , 以在熔 接完 成后 , 位 受抛甩 与强 力 冲击 ,故 不 叮将超 I模 具 铭牌 所 该 j ; 置 就和导 体成 为不 可分 割 的一个 整体 ;焊 点 所 示 尺寸 的熔接 物强 行放 人模 具 ,或使 用金 具 有较大 的散 热面积 ,通 电 流能力 与 导体相 属 物质 、 坚硬 的T具 等来 清除残 渣 。 同, 因热熔 焊接处 的 导体 电阻 值趋 近于 零 , 所 4 . 如 果被 熔 接 物 的 尺 寸小 _模 具 铭 .6 2 丁 以 它的导 电能力 基本 上等 于所 连 接的 导体 。 牌所 示 , 为避 免铜液 渗漏 可用 如下方 法弥 补 : 熔 点 与导体截 面积相 同 ,故 能 承受 重复性 大 a使 用适 当厚 度 的铜 套 管 .) 用 铜 片 ) b使 图 2焊 点除 渣部位 有反 应残 留物堆 积 电流 冲击 , 不至 熔 断 ; 张力 强 于 导线 ; 属 或铜 带 ;) 抗 金 c使用 密封 剂 ; ) 用 高温棉 带 。 d使 61问题 分 析及解 决 问题 的方 法 . 使 用率 高 ( 电焊 为 7 %,化 学 放 热 焊 接 为 0 42 .7石 墨模 具 如按上 述 步骤保 养 , . 使用 图 1 问题 分析 10 ; 0 %)可靠 . 免 人 为 因 素 的 影 响 ; 备 简 寿命可 达 5 ~10次 以上 。 避 装 0 0 需要 焊接 的棒 体表 面有 尘土 、 油脂 、 化 氧 单, 携带 方便 , 需外 加热 源 , 无 适合 于 野外 , 室 5  ̄0 6 钢棒 焊接 前 的准备工 作 和要领 物 ( ) 其 它 附着 物 等 ; 围环 境有 比较 大 锈 或 周 内现场熔 接作 业 ; 接速度 快 捷 , 『 省人力 熔 口 _节 51要得 到 一个 完 善的 焊点 , 焊 接 的 的湿 气和水 汽 ;用 来 焊接 金属 体 的模具 有尘 . 被 物力 ; 接 方 法简 单 , 易 操作 , 熔 容 无需 技 l 术性 6 钢 棒必 须保 持洁净 和 干燥 。 0 上 、 湿 、 其他 附着物 ; 潮 有 焊接 工人 ;所加 热总 热量 比其 他熔 接法 少很 5 焊接 前必 须 清 除钢棒 表 面 的 油脂 污 . 2 6 图 2问题分 析 . 2 多 , 绝缘物 的破 坏影 响极小 。 对 物, 使用 除油剖 、 油 、 氧化碳 等清 洗 。 汽 四 必要 焊 药配 比不 当 ;模 具缝 隙不 严造 成反 应 3 l 艺 原 理 T 时可 使用熔 锡水 。 后 的金 属液 流失 , 而导 致反 应不完 全 。 从 5 . 棒 焊接 部位 的表 面锈蚀 需 彻 底 清 3钢 63解 决 办 法 _ 除 ,铜 丝刷 清洁 干净也 可使 用 专用 砂轮 磨 光 使用 前用 加热工 具 f 如烘 干箱 或喷 灯) 干 表面 。 燥模 具 , 除水 气 。 驱 久未使 用 的模 具 内含有水 5 含有水 份 的钢 棒 表面 要使 用 喷 灯 1 分 , 其是 前次 使用 后仍 留有 残渣 的模 具 , . 4 尤 水 燥 后用 钢刷 去除 氧化层 ,含水 含油 的钢 棒如 分更 多 ;用 软毛 刷或 其它 软性 物 品清 洁模具 直 接焊 接会使 反应 时铜 液 喷 出模具 ,非 常危 及所要 连接 的 导线 、 地极 等 导体 表面 。 接 导体 险, 需特 别注 意 。 表面有 氧化 物 、 气或 油脂 的 , 水 要分 别采用 钢 5 由于  ̄0 . 5 6 钢棒 直径 较 大 ,在除 污 、 除 刷 、 以及 除油 剂进 行处 理 , 导体 表面 喷灯 确保 油 、除 水后 焊接 前 还应 注 意 以下 几 点 :. a 棒 的清洁 及干燥 ;将 所 要连 接 的导体 安放 于模 体需要 焊接 的 两端必 须沿 周长 均 匀的打 磨 具 的相应 位置 , 查模具 接 触 面的密 合度 , 检 防 1前言 在 电气 系统 中 , 地 系统 的连接 强 度 、 接 接 地 电阻值等 技术性 能直 接影 响 到整 个系 统 的 安全性 及可 靠性 ,所 以接地 系 统的 选材及 T 艺要求 在整个 电气 系统 的施 丁 中就 显得 尤为
cadweld 放热焊接方法
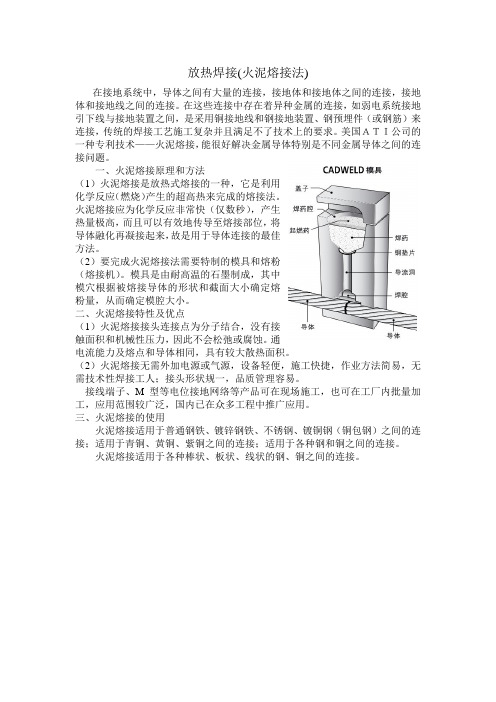
放热焊接(火泥熔接法)在接地系统中,导体之间有大量的连接,接地体和接地体之间的连接,接地体和接地线之间的连接。
在这些连接中存在着异种金属的连接,如弱电系统接地引下线与接地装置之间,是采用铜接地线和钢接地装置、钢预埋件(或钢筋)来连接,传统的焊接工艺施工复杂并且满足不了技术上的要求。
美国ATI公司的一种专利技术——火泥熔接,能很好解决金属导体特别是不同金属导体之间的连接问题。
一、火泥熔接原理和方法(1)火泥熔接是放热式熔接的一种,它是利用化学反应(燃烧)产生的超高热来完成的熔接法。
火泥熔接应为化学反应非常快(仅数秒),产生热量极高,而且可以有效地传导至熔接部位,将导体融化再凝接起来,故是用于导体连接的最佳方法。
(2)要完成火泥熔接法需要特制的模具和熔粉(熔接机)。
模具是由耐高温的石墨制成,其中模穴根据被熔接导体的形状和截面大小确定熔粉量,从而确定模腔大小。
二、火泥熔接特性及优点(1)火泥熔接接头连接点为分子结合,没有接触面积和机械性压力,因此不会松弛或腐蚀。
通电流能力及熔点和导体相同,具有较大散热面积。
(2)火泥熔接无需外加电源或气源,设备轻便,施工快捷,作业方法简易,无需技术性焊接工人;接头形状规一,品质管理容易。
接线端子、M型等电位接地网络等产品可在现场施工,也可在工厂内批量加工,应用范围较广泛,国内已在众多工程中推广应用。
三、火泥熔接的使用火泥熔接适用于普通钢铁、镀锌钢铁、不锈钢、镀铜钢(铜包钢)之间的连接;适用于青铜、黄铜、紫铜之间的连接;适用于各种钢和铜之间的连接。
火泥熔接适用于各种棒状、板状、线状的钢、铜之间的连接。
ERICO CADWELD放热焊接系统规范说明书

ERICO CADWELD MOLDSVSC-2C-V31/0 Cable Price Key C 3” IPSCADWELD Connections Used for Grounding Reinforcing BarsCADWELD provides efficient and permanent connections for both grounding and attaching lightning protection conductorsto rebar. When making CADWELD connections to rebar, the normal materials required are: mold, handle and weld metal.In addition, packing material is also required. These materials act as a seal between the mold and rebar to prevent leaks. One unit of packing material must be ordered for each weld.CADWELD Connections to Structural Reinforcing Bar and Anchor BoltsWelding of ground conductors to reinforcing bars (rebar) by the CADWELD process should not be harmful if stressesin the rebar are below yield. As design stresses are normally only about 50% to 60% of the nominal yield strengthof the rebar, welding by the CADWELD process should not be detrimental under design stresses.As the ACI Building Code (ACI318-14 Commentary, 25.5.2.1) advises, “splice requirements encourage splicing bars at points of minimum stress … encourage the location of splices away from regions of high tensile stress.” The same advice should apply to locations of CADWELD connections of a ground conductor to rebar. Where possible, locate the weld area away from areasof maximum tensile stress, e.g., near the free end of the bar in a lap splice, on the hook extension fora hooked bar, etc. The same considerations apply to CADWELD connections to anchor bolts.For lightning protection applications where the main lightning protection conductor is connected to therebar, ERICO recommends a 2/0 AWG copper conductor for structures over 75 feet in height and a #2 AWG copper conductor for structures under 75 feet. For a bonding conductor, a #6 AWG copper may be used.These sizes meet NFPA78 Code requirement. Anchor bolts are connected in the same way.All welds to rebar requiring larger than a #150 weld metal will be sold only after review by ERICO.E R I C O C A D W E L D E x o t h e r m i c C o n C a b l e t o S tHT Molds VS MoldsGlobal Part Number Mold Family Price Key Conductor Size Connects To Pipe Diameter Welding Material Required Ease of Use Handle Clamp Required HTC1T HT C #2 Solid Flat Surface or Steel Pipe 14” and Larger 65 or 65PLUSF20Preferred L160HTC1V HT C #2 Concentric Flat Surface or Steel Pipe 14” and Larger 65 or 65PLUSF20Preferred L160HTC2C HT C 1/0 Concentric Flat Surface or Steel Pipe 30” and Larger 90 or 90PLUSF20Preferred L160HTC2G HT C 2/0 Concentric Flat Surface or Steel Pipe 30” and Larger 115 or 115PLUSF20Preferred L160HTC2Q HT C 4/0 Concentric Flat Surface or Steel Pipe 30” and Larger 150 or 150PLUSF20Preferred L160HTC2V HT C 250 kcmil Concentric Flat Surface or Steel Pipe 30” and Larger 150 or 150PLUSF20Preferred L160Global Part Number Mold Family Price Key Conductor Size Connects To Pipe Diameter Welding Materi-al Required Ease of Use Handle Clamp Required Conductor Sleeve VSC1G VS C #6 Solid Flat Surface or Steel Pipe 32” and Larger 45 or 45PLUSF20Preferred L160 or B396B1331L VSC1GV3C VS C #6 Solid Steel Pipe 1-1/2” to 4”45 or 45PLUSF20Preferred L160 or B160V B1331L VSC1GV5C VS C #6 Solid Steel Pipe 4” to 6”45 or 45PLUSF20Preferred L160, B160V or B158B1331L VSC1GV8C VS C #6 Solid Steel Pipe 6” to 10”45 or 45PLUSF20Preferred L160, B160V or B158B1331L VSC1H VS C #6 Concentric Flat Surface or Steel Pipe 32” and Larger 45 or 45PLUSF20Preferred L160 or B396B112VSC1HV21C VS C #6 Concentric Steel Pipe 12” to 30”45 or 45PLUSF20Preferred L160B112VSC1HV3C VS C #6 Concentric Steel Pipe 1-1/2” to 4”45 or 45PLUSF20Preferred L160 or B160V B112VSC1HV8C VS C #6 Concentric Steel Pipe 6” to 10”45 or 45PLUSF20Preferred L160, B160V or B158B112VSC1K VS C #4 Solid Flat Surface or Steel Pipe 32” and Larger 45 or 45PLUSF20Preferred L160 or B396VSC1KV3C VS C #4 Solid Steel Pipe 1-1/2” to 4”45 or 45PLUSF20Preferred L160 or B160V VSC1KV5C VS C #4 Solid Steel Pipe 4” to 6”45 or 45PLUSF20Preferred L160, B160V or B158VSC1KV8C VS C #4 Solid Steel Pipe 6” to 10”45 or 45PLUSF20Preferred L160, B160V or B158VSC1L VS C #4 Concentric Flat Surface or Steel Pipe 32” and Larger 45 or 45PLUSF20Preferred L160 or B396VSC1LV21C VS C #4 Concentric Steel Pipe 12” to 30”45 or 45PLUSF20Preferred L160VSC1LV3C VS C #4 Concentric Steel Pipe 1-1/2” to 4”45 or 45PLUSF20Preferred L160 or B160V VSC1LV5C VS C #4 Concentric Steel Pipe 4” to 6”45 or 45PLUSF20Preferred L160, B160V or B158VSC1LV8C VS C #4 Concentric Steel Pipe 6” to 10”45 or 45PLUSF20Preferred L160, B160V or B158VSC1PV3C VS C#3 Solid Steel Pipe1-1/2” to 4”45 or 45PLUSF20Preferred L160 or B160VVSC1T VS C#2 Solid Flat Surfaceor Steel Pipe 32” andLarger45 or 45PLUSF20Preferred L160 or B396VSC1TV21C VS C#2 Solid Steel Pipe12” to 30”45 or 45PLUSF20Preferred L160VSC1TV3C VS C#2 Solid Steel Pipe1-1/2” to 4”45 or 45PLUSF20Preferred L160 or B160V VSC1TV5C VS C#2 Solid Steel Pipe4” to 6”45 or 45PLUSF20Preferred L160, B160V or B158 VSC1TV8C VS C#2 Solid Steel Pipe6” to 10”45 or 45PLUSF20Preferred L160, B160V or B158VSC1V VS C#2 Concentric Flat Surfaceor Steel Pipe 32” andLarger45 or 45PLUSF20Preferred L160 or B396VSC1VV21C VS C#2 Concentric Steel Pipe12” to 30”45 or 45PLUSF20Preferred L160VSC1VV3C VS C#2 Concentric Steel Pipe1-1/2” to 4”45 or 45PLUSF20Preferred L160 or B160V VSC1VV5C VS C#2 Concentric Steel Pipe4” to 6”45 or 45PLUSF20Preferred L160, B160V or B158 VSC1VV8C VS C#2 Concentric Steel Pipe6” to 10”45 or 45PLUSF20Preferred L160, B160V or B158VSC1Y VS C#1 Concentric Flat Surfaceor Steel Pipe 32” andLarger65 or 65PLUSF20Preferred L160 or B396VSC1YV21C VS C#1 Concentric Steel Pipe12” to 30”65 or 65PLUSF20Preferred L160VSC1YV3C VS C#1 Concentric Steel Pipe1-1/2” to 4”65 or 65PLUSF20Preferred L160 or B160V VSC1YV5C VS C#1 Concentric Steel Pipe4” to 6”65 or 65PLUSF20Preferred L160, B160V or B158 VSC1YV8C VS C#1 Concentric Steel Pipe6” to 10”65 or 65PLUSF20Preferred L160, B160V or B158VSC2C VS C1/0 Concentric Flat Surfaceor Steel Pipe 32” andLarger90 or 90PLUSF20Preferred L160 or B396VSC2CV21C VS C1/0 Concentric Steel Pipe12” to 30”90 or 90PLUSF20Preferred L160VSC2CV3C VS C1/0 Concentric Steel Pipe2” to 4”90 or 90PLUSF20Preferred L160 or B160V VSC2CV5C VS C1/0 Concentric Steel Pipe4” to 6”90 or 90PLUSF20Preferred L160, B160V or B158 VSC2CV8C VS C1/0 Concentric Steel Pipe6” to 10”90 or 90PLUSF20Preferred L160, B160V or B158VSC2G VS C2/0 Concentric Flat Surfaceor Steel Pipe 32” andLarger90 or 90PLUSF20Preferred L160 or B396VSC2GV21C VS C2/0 Concentric Steel Pipe12” to 30”90 or 90PLUSF20Preferred L160VSC2GV3C VS C2/0 Concentric Steel Pipe2” to 4”90 or 90PLUSF20Preferred L160 or B160V VSC2GV5C VS C2/0 Concentric Steel Pipe4” to 6”90 or 90PLUSF20Preferred L160, B160V or B158 VSC2GV8C VS C2/0 Concentric Steel Pipe6” to 10”90 or 90PLUSF20Preferred L160, B160V or B158VSC2Q VS C4/0 Concentric Flat Surfaceor Steel Pipe 32” andLarger115 or115PLUSF20Preferred L160 or B396VSC2QV21C VS C4/0 Concentric Steel Pipe12” to 30”115 or115PLUSF20Preferred L160VSC2QV3C VS C4/0 Concentric Steel Pipe2” to 4”115 or115PLUSF20Preferred L160 or B160VVSC2QV5C VS C4/0 Concentric Steel Pipe4” to 6”115 or115PLUSF20Preferred L160, B160V or B158VSC2QV8C VS C4/0 Concentric Steel Pipe6” to 10”115 or115PLUSF20Preferred L160, B160V or B158VSC2V VS C250 kcmilConcentric Flat Surfaceor Steel Pipe32” andLarger115 or115PLUSF20Preferred L160 or B396VSC3A VS C300 kcmilConcentric Flat Surfaceor Steel Pipe32” andLarger150 or150PLUSF20Preferred L160 or B396VSC3D VS C350 kcmilConcentric Flat Surfaceor Steel Pipe32” andLarger200 or200PLUSF20Preferred L160 or B396VSC3H VS C400 kcmilConcentric Flat Surfaceor Steel Pipe32” andLarger200 or200PLUSF20Preferred L160 or B396VSC3Q VS C500 kcmilConcentric Flat Surfaceor Steel Pipe32” andLarger200 or200PLUSF20Preferred L160 or B396VSP1K VS P#4 Solid Flat Surfaceor Steel Pipe 32” andLarger45 or 45PLUSF20Preferred Mini EZ Attached orB399BMVSP1T VS P#2 Solid Flat Surfaceor Steel Pipe 32” andLarger45 or 45PLUSF20Preferred Mini EZ Attached orB399BMVST1G VS T#6 Solid Flat Surfaceor Steel Pipe 32” andLarger25 or 25PLUSF20Preferred Mini EZ Attached orB399AMVST1H VS T#6 Concentric Flat Surfaceor Steel Pipe 32” andLarger25 or 25PLUSF20Preferred Mini EZ Attached orB399AMGlobal Part Number MoldFamilyPriceKey Conductor Size Connects ToPipeDiameterWelding Materi-al Required Ease of UseHandle ClampRequiredConductorSleeve。
放热焊接(入学篇)

• 三、放热焊接操作步骤
• 1.干燥模具 使用前用加热工具(如烘干箱或喷灯)干燥模具、驱除 干燥模具:使用前用加热工具 如烘干箱或喷灯)干燥模具、 干燥模具 使用前用加热工具( 水气。 水气。 • 2.清洁模具与被熔接物 使用软毛刷仔细将模具内部清扫干净,若模 清洁模具与被熔接物:使用软毛刷仔细将模具内部清扫干净 清洁模具与被熔接物 使用软毛刷仔细将模具内部清扫干净, 具内遗留残渣不完全清除,将造成焊接接头表面不平滑、不光亮。 具内遗留残渣不完全清除,将造成焊接接头表面不平滑、不光亮。被 熔接物表面的尘土、油脂、氧化物( 熔接物表面的尘土、油脂、氧化物(锈)或其它附着物等也必须完全 清除(可以使用钢刷等),使其洁净光亮后才可进行熔接作业。 ),使其洁净光亮后才可进行熔接作业 清除(可以使用钢刷等),使其洁净光亮后才可进行熔接作业。 • 3.模具夹:模具夹是用于开合模具的,需要将模具夹的密合度与模具 模具夹:模具夹是用于开合模具的, 模具夹 的密合度调整到最佳状态。 的密合度调整到最佳状态。 • 4.放入反应线材:完成清洁步骤后,将导线放入模具中(见图2-1), 放入反应线材:完成清洁步骤后,将导线放入模具中(见图 ), 放入反应线材 并将钢碟沿着模具内壁滑入模具反应腔的底部(见图2-2)。 并将钢碟沿着模具内壁滑入模具反应腔的底部(见图 )。
放热焊接技术
培训手册
(入学篇) 入学篇)
• 一.放热焊接工艺介绍
• 1.1 工艺原理
• 放热焊接也称“铝热焊接”,是一种简单、高效率、高质量的金属 连接工艺。它的基本原理是利用铝和氧化铜之间发生的置换反应产生 液态高温铜,同时利用反应产生的大量热量将需要连接的金属连接处 融化,最后冷却凝结来实现焊接的工艺。
• 放热焊接化学反应速度非常快,仅几秒就可以完成焊接,产生热量极 高,可以有效的传导至熔接部位,使其熔为一体,形成分子结合。它 无需其他任何外接能源,是用于接地线路金属导体连接的最好的方法。
nVent ERICO Cadweld 放热焊接模具说明书

CATALOG NUMBERGLCDEY4nVent ERICO Cadweld 石墨模具设计和建造用于数千种连接方式和导体组合。
CERTIFICATIONSFEATURES 形成永久性低电阻连接提供分子焊接nVent ERICO Cadweld 放热焊接的额定电流与导体额定电流相同便携安装设备,无需外部电源安装人员只需接受简单的培训后即可进行 nVent ERICO Cadweld 放热焊接可目测检查焊接处模具系列 LA 和 LE 可使用直接线片或偏置接线片产品属性Mold Family: GLLug/Busbar Size: 3/16" x 1Conductor Size: 70 mm²同心电缆Conductor Outer Diameter, Nominal: 10.92 mm Mold Split: 垂直Split Crucible: 否Wear Plates: 否Mold Only: 否Welding Material: 65 or 65PLUSF20, Sold SeparatelyHandle Clamp: L160,单独出售Price Key: CEase of Use: 首选ADDITIONAL PRODUCT DETAILS对于诸如计算机房、隧道或其他通风不畅区域的应用,请指定无烟 nVent ERICO Cadweld Exolon模具。
订购时,向标准模具部件号添加 XL 前缀(例如,将 TAC2Q2Q 更改为 XLTAC2Q2Q)。
Similarly, nVent ERICO Cadweld Exolon welding material is also designated by the XL prefix (for example, 150 becomes XL150).导体之间可能需要存在间隙。
有关详细信息,请参阅模具标签。
* 如果没有则为空DIAGRAMS警告应仅根据 nVent 的产品说明书与培训材料安装并使用 nVent 的产品。
《放热焊接程序》word版

放热焊接程序2011-5-13 0:00:00放热焊接---介绍放热焊接是一种简单、高效率、高质量的金属连接工艺,它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。
当前,放热焊接已经普遍取代了以往金属之间的机械连接方法。
放热焊剂---优点1、熔接点的载流能力(熔点)与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零。
这是任何一种传统连接方式无法比拟的。
2、焊接点是分子结合,永久,不老化。
3、焊接点象铜一样不受腐蚀影响。
4、不会受到高浪涌电流的损伤。
试验表明,在短时间大电流的冲击下,导体先于熔焊接头熔化。
5、操作方便,简单。
无需专业人员。
6、装备简单、轻便,携带方便,操作方便。
7、与传统的机械连接工艺比较,放热焊接是真正的分子焊接,导体不会被破坏并且没有接触面,导体交界面的整体有效性没有改变。
放热焊接---应用领域• 防雷接地及浪涌保护。
• 电气设备接地工程处理。
• 石油化工工程建设。
• 铁路、高速公路、机场建设。
• 智能化大厦建设。
• 阴极防腐保护。
放热焊接---使用注意事项• 施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
• 施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。
• 施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。
• 施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心。
• 施工操作时,现场1.50米范围之内,不得有无关人员停留。
• 施工操作时,现场1—— 2米范围之内,不得有易燃物品摆放。
• 操作人员必须戴上有一定隔热效果的工作手套。
• 操作人员不得面对于熔模开口处操作施工。
• 点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少1.50米。
• 当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。
接地系统的放热焊接施工工艺1

接地系统的放热焊接施工工艺编辑秋枫落叶秋枫电气网接地系统的放热焊接施工工艺放热焊接是一种简单、高效率、高质量的金属连接工艺。
主要用于铁路、高速公路发电厂、变电站、开关站、高压输电线路、电气化铁路、电信、移动通信基站、微波中继站、地面卫星接受站、雷达站等重点工程以及贵重精密仪器、计算机机房设备、邮电程控设备、广播电视设备、电子医疗设备等工作接地和保护接地;石油输送管道及油气罐,易燃易爆物质仓库防雷接地。
放热焊接是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。
放热焊接适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。
,接地装置安装的重点是接地材料之间的焊接。
1 •焊接有3种类型:(1)垂直接地极与水平接地极之间的焊接连接,垂直接地极有50 mmx 5 mm 角钢、①50铜管、①25铜包钢棒等类型,水平接地极有50 mmx 5 mm扁钢和扁铜等类型。
在扁钢与角钢、扁铜与铜管焊接连接等情况下,一般采用普通电焊或气焊方式进行;对扁铜与铜包钢接地极的连接,一般采用热熔焊接方式进行。
(2)各种焊接连接方式见图3—图7圈3 扁钢号角钢接地极间的电埠图图孕扁镐与镐管接地极闻曲r焊图图s扁刪q的包钢接地极间的热熔埠接圏(3)水平接地极之间的焊接连接,在用电焊或气焊连接时,要求扁钢或扁铜之间采用搭接连接,其搭接长度不小于宽度的2倍,焊接时不少于三面施焊;而用热熔焊接连接时,只要求扁钢或扁铜之间对接即可。
圈&扁钢或扃铜间的搭接咆、勺焊连接图K7扁钢或祸镐对按的遇熔焊接阁接地引入点和综合接地体(水平接地极)间的连接也可根据所用材料使用不同电焊、气焊或热熔焊等焊接工艺。
閹X届卅诚尿铜引入线号煤合接地休间的电.吒焊接I割图9闹钢或尿铜引入线与综會接地体制的:削熔焊搖图2.几种焊接方式的比较:(1)气焊(焊接紫铜):使用氧气,乙炔,气管,焊枪,S201 铜焊丝,气剂301,氧炔焰熔化焊丝及焊接件,焊接部位熔深1〜2 mm由于铜耐腐蚀性较强,焊接部位一般不作防腐处理。
装焊图制作方法(DWG格式)

制作装焊图(DWG格式)1、用protel打开.sch文件,如打开11.MT_V1.2.PCB
2、选择菜单。
File->Export,弹出对话框。
3、修改文件名,点击保存。
弹出对话框。
选择Format:dwg(格式:dwg)
选择Components:Export as primitives(元件:按照图元导出)
4、打开刚刚导出的CAD图
(如是器件正反两面都有,复制一套以便处理)
5、打开图层特性管理器,将需要的图层隐藏。
6、确定之后,删去显示部分。
然后把所有图层打开。
7、打开公司模板(装置类产品-》GM32-1装焊图.dwg)。
将刚才的图形拷贝进模板(用复制命令或CTRL+C,粘贴命令或CTRL+V)将图形放大至相对合适的比例(修改->缩放)
8、将绿色文字做相应修改。
将图形的图层和文字改为0(白色)
大功告成!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
放热焊接(火泥熔接法)
在接地系统中,导体之间有大量的连接,接地体和接地体之间的连接,接地体和接地线之间的连接。
在这些连接中存在着异种金属的连接,如弱电系统接地引下线与接地装置之间,是采用铜接地线和钢接地装置、钢预埋件(或钢筋)来连接,传统的焊接工艺施工复杂并且满足不了技术上的要求。
美国ATI公司的一种专利技术——火泥熔接,能很好解决金属导体特别是不同金属导体之间的连接问题。
一、火泥熔接原理和方法
(1)火泥熔接是放热式熔接的一种,它是利用
化学反应(燃烧)产生的超高热来完成的熔接法。
火泥熔接应为化学反应非常快(仅数秒),产生
热量极高,而且可以有效地传导至熔接部位,将
导体融化再凝接起来,故是用于导体连接的最佳
方法。
(2)要完成火泥熔接法需要特制的模具和熔粉
(熔接机)。
模具是由耐高温的石墨制成,其中
模穴根据被熔接导体的形状和截面大小确定熔
粉量,从而确定模腔大小。
二、火泥熔接特性及优点
(1)火泥熔接接头连接点为分子结合,没有接
触面积和机械性压力,因此不会松弛或腐蚀。
通
电流能力及熔点和导体相同,具有较大散热面积。
(2)火泥熔接无需外加电源或气源,设备轻便,施工快捷,作业方法简易,无需技术性焊接工人;接头形状规一,品质管理容易。
接线端子、M型等电位接地网络等产品可在现场施工,也可在工厂内批量加工,应用范围较广泛,国内已在众多工程中推广应用。
三、火泥熔接的使用
火泥熔接适用于普通钢铁、镀锌钢铁、不锈钢、镀铜钢(铜包钢)之间的连接;适用于青铜、黄铜、紫铜之间的连接;适用于各种钢和铜之间的连接。
火泥熔接适用于各种棒状、板状、线状的钢、铜之间的连接。