一步步教你画焊接图、识焊接图
图文并茂教你认识焊接图

•焊接图是图示焊接加工要求的一种图样,它应将焊接件的构造、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
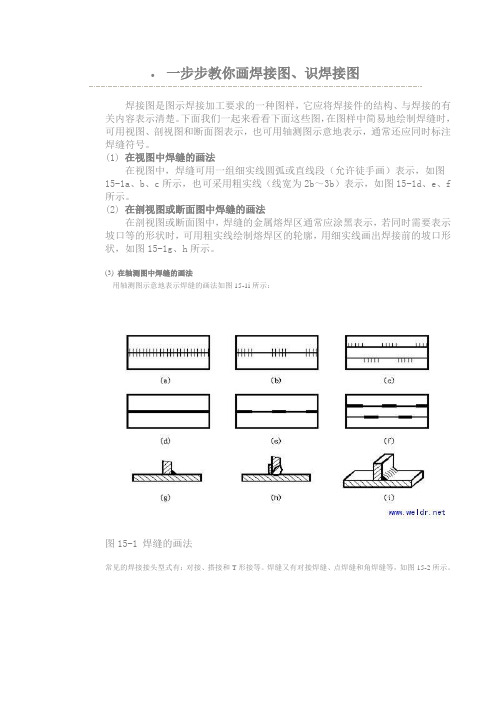
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段〔允许徒手画〕表示,如图15-1a、b、c 所示,也可采用粗实线〔线宽为2b~3b〕表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,假设同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h 所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法••本帖奖100威望积分100焊机币0金钱by分享到:2wuchen威望:23焊机币:4442级别:焊接人全部回帖版主奖励帖楼主自回帖电焊技术视频,电焊工培训教程•常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式••wuchen威望:23焊机币:4442级别:焊接人•为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由根本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 根本符号根本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
根本符号采用实线绘制〔线宽约为0.7b〕。
••wuchen威望:23焊机币:4442级别:焊接人•(2) 辅助符号辅助符号是表示焊缝外表形状特征的符号,线宽要求同根本符号,见表15-2。
不需确切地说明焊缝的外表形状时,可以不用辅助符号。
••wuchen威望:23焊机币:4442级别:焊接人•(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
步步教你画焊接图识焊接图
步步教你画焊接图识焊接图集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看下面这些图,在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示:图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表15-1所示。
基本符号采用实线绘制(线宽约为)。
表15-1 基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
教你画焊接图 识焊接图

一步一步教你画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1所示。
图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
教你画焊接图 识焊接图

一步一步教你画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1所示。
图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
图文并茂教你认识焊接图

•焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法••本帖奖100威望积分100焊机币0金钱by分享到:2wuchen威望:23焊机币:4442级别:焊接人全部回帖版主奖励帖楼主自回帖电焊技术视频,电焊工培训教程[回复1] [引用此贴内容]2006-10-13 19:32:00•常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式••wuchen威望:23焊机币:4442级别:焊接人[回复2] [引用此贴内容]2006-10-13 19:34:00•为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
••wuchen威望:23焊机币:4442级别:焊接人[回复3] [引用此贴内容]2006-10-13 19:34:00•(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
焊接简图
一步步教你画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看下面这些图,在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f 所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示:图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表15-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1 基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号。
焊接图、识焊接图

焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1所示。
图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
教你画焊接图识焊接图
教你画焊接图识焊接图 Document number【SA80SAB-SAA9SYT-SAATC-SA6UT-SA18】一步一步教你画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h 所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1所示。
图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表15-1所示。
基本符号采用实线绘制(线宽约为)。
表15-1基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号(4) 尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
一步步教你画焊接图、识焊接图 (1)
一步步教你画焊接图、识焊接图(1)2008-05-28 08:06:02 作者:来源:互联网浏览次数:1551 文字大小:【大】【中】【小】简介:焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看下面这些图,在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常 ...焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看下面这些图,在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示:图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表15-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1 基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
焊接简图
一步步教你画焊接图、识焊接图焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看下面这些图,在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f 所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示:图15-1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表15-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1 基本符号(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3) 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号。
机械制图焊接图

点焊,熔核直径为d,共n 个焊点,焊点间距为e
11.2.2 焊接件图示例
资讯 图11-9所示为一支架的焊接图,该支架由5个 部分焊接而成。主视图上标有三条焊缝,一 处是在件1和件2之间,沿件1周围用角焊缝焊 接;另两处是件3和件4,采用角焊缝现场焊 接。从A向视图看,有两处焊缝,均采用角焊 缝三面焊接。
充符号和焊缝尺寸符号。 1. 基本符号
基本符号是表示焊缝横截面形状的符号,常用基本符号的名称、画法 及标注示例见表11-1。
名称
表11-1 常用焊缝的基本符号及标注示例
符号
焊缝形式
标注示例
Ⅰ形焊缝
V形焊缝
单边V形 焊缝
资讯
名称 带钝边V形 焊缝
带钝边单边 V形焊缝
带钝边U形 焊缝
带钝边J形 焊缝
角焊缝
资讯
11.2 焊接图示例 11.2.1 常见焊缝的标注示例
常见焊缝的标注示例见表11-8。
表11-8 常见焊缝的标注示例
接头 形式
焊缝示例
标注示例
对接 焊缝
T形 接头
说明
V形焊缝,坡口角度为 α,根部间隙为b,焊 缝长度为l,焊缝间距 为e
Ⅰ形焊缝,焊缝的有 效厚度为S
带钝边的X形焊缝,钝 边高度为P,坡口角度 为α,根部间隙为b, 焊缝表面平齐
在现场焊接,焊脚高 度为K
资讯
接头 形式
表11-8 常见焊缝的标注示例
焊缝示例
标注示例
T形 接头
角接 接头
搭接 接头
( 续表 )
说明
有n条双面断续链状角焊缝, 焊缝长度为l,焊缝间距为e, 焊脚高度为K
有n条交错断续角焊缝,焊 缝长度为l,焊缝间距为e, 焊脚高度为K
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精心整理
画焊接图、识焊接图
焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看下面这些图,在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,
也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1)在视图中焊缝的画法
在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a 、b 、c 所示,
也可采用粗实线(线宽为2b ~3b )表示,如图15-1d 、e 、f 所示。
(2)在剖视图或断面图中焊缝的画法
在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,
如表15-1
(2) 表15-2辅助符号
(3)补充符号
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号
(4)尺寸符号
基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号
(1)箭头线的位置
箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4
所示。
(2)基准线的位置
基准线一般应与图样的底边平行,但在特殊条件下也可与底边垂直。
(2)弯管焊接图示例
图示弯管由3部分焊接而成,即2个法兰和1个1/4弯管。
焊缝型式为角焊缝,焊缝环绕管头一圈。
图15-7弯管焊接图
(3)支架焊接图示例
图示支架由5部分焊接而成,从主视图上看,有三条焊缝,一处是件1和件2之间,沿件1周围用角焊缝焊接;另两处是件4和件3,角焊缝现场焊接。
从A视图上看,有两处焊缝,用角焊缝三面
焊接。
图15-8支架焊接图
焊接时常发生的缺陷及防止方法
一、气孔
焊缝金属产生的气孔可分为:内部气孔,表面气孔,接头气孔。
1.内部气孔:有两种形状。
一种是球状气孔多半是产生在焊缝的中部。
产生的原因:
(1)焊接电流过大;
(2
(3
(4
(5
2
(1
焊条。
(2
(3
(4)
气孔。
3.波接头气孔:使用低氢焊条往往容易在焊缝接头处出现表面和内部气孔,其解决办法:焊波接头时,应在焊缝的前进方向距弧坑9~10mm处开始引弧,电弧燃烧后,先作反向运棒返向弧坑位置,作充分熔化再前进,或是在焊缝处引弧就可以避免这种类型的气孔产生。
二、裂缝
1.刚性裂缝:往往在焊接当中发现焊缝通身的纵裂缝,主要是在焊接时产生的应力造成的。
在下列情况下焊接应力很大:
(1)被焊结构刚性大;
(2)焊接电流大,焊接速度快;
(3)焊缝金属的冷却速度太快。
因而在上述的情况下很容易产生纵向的长裂缝。
解决办法:采用合理的焊接次序或者在可能的情况下工件预热,减低结构的刚性。
特厚板和刚性很大的结构应采用低氢焊条使用合适的电流和焊速。
2.硫元素造成的裂缝:被焊母材的碳和硫高或偏析大时容易产生裂缝。
解决办法:将焊件预热,或用低氢焊条。
3.隙裂缝:毛隙裂缝是在焊敷金属内部发生,不发展到外部的毛状微细裂缝。
考虑是焊敷金属受急速冷却而脆化,局部发生应力及氢气的影响。
对此的防止方法是:使其焊件的冷却速度缓慢些,可能的条件下焊件进行预热,或者使用低氢焊条可得到满意的解决。
1
2
3
4
认识。
(1
(2
限制。
(3
(4)
(5)裂纹是最尖锐的一种缺口,它的缺口根部曲率半径接近于零。
尖锐根部有明显的应力集中,当应力水平超过尖锐根部的强度极限时,裂纹就会扩展,以至贯穿整个截面而造成锅炉压力容器失效。
特别是当焊接接头处于脆性状态时,裂纹的扩展速度极快,造成脆性破裂事故。
裂纹还会加剧疲劳破坏和应力腐蚀破坏。
要保证焊接接头的质量,就应在焊接过程中采用有效措施,防止产生焊接缺陷。
(1)防止咬边的措施是电流大小要适当;运条要均匀;焊条角度要正确;焊接电弧要短些;埋弧自动焊的焊速要适当。
(2)防止产生气孔的措施是:不得使用药应开裂、剥落、变质、偏心或焊芯锈蚀的焊条;各种类型的焊条或焊剂都应按规定的温度和保温时间进行烘干;焊接坡口及其两侧应清理干净;正确地选择焊接工艺参数;碱性焊条施焊时,应短弧操作。
(3)防止产生夹渣的主要措施有:彻底清除渣壳和坡口边缘的氧化度及多层焊道间的焊渣;正确运条,有规律地搅动熔池,促使熔渣与铁水分离;适当减慢焊接速度,增加焊接电流,以改善熔渣浮出条件;选择适宜的坡口角度;调整焊条药皮或焊剂的化学成分,降低熔渣的熔点。
常用焊接方法及分类
一、什么是钎焊?钎焊是如何分类的?钎焊的接头形式有何特点?
??钎焊是利用熔点比母材低的金属作为钎料,加热后,钎料熔化,焊件不熔化,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,将焊件牢固的连接在一起。
??根据钎料熔点的不同,将钎焊分为软钎焊和硬钎焊。
??(1)软钎焊:软钎焊的钎料熔点低于450°C,接头强度较低(小于70MPa)。
??(2)硬钎焊:硬钎焊的钎料熔点高于450°C,接头强度较高(大于200MPa)。
??钎焊接头的承载能力与接头连接面大小有关。
因此,钎焊一般采用搭接接头和套件镶接,以弥补钎焊强度的不
足。
?
??手工自动??(1
????1
????2
??(2
????11490~1530°C
????2
????3
????4
差。
四、什么是电阻焊?电阻焊分为哪几种类型、分别用于何种场合?
??电阻焊是利用电流通过工件及焊接接触面间所产生的电阻热,将焊件加热至塑性或局部熔化状态,再施加压力形成焊接接头的焊接方法。
??电阻焊分为点焊、缝焊和对焊3种形式。
??(1)点焊:将焊件压紧在两个柱状电极之间,通电加热,使焊件在接触处熔化形成熔核,然后断电,并在压力下凝固结晶,形成组织致密的焊点。
??点焊适用于焊接4mm以下的薄板(搭接)和钢筋,广泛用于汽车、飞机、电子、仪表和日常生活用品的生产。
??(2)缝焊:缝焊与点焊相似,所不同的是用旋转的盘状电极代替柱状电极。
叠合的工件在圆盘间受压通电,并随圆盘的转动而送进,形成连续焊缝。
??缝焊适宜于焊接厚度在3mm以下的薄板搭接,主要应用于生产密封性容器和管道等。
??(3)对焊:根据焊接工艺过程不同,对焊可分为电阻对焊和闪光对焊。
????1)电阻对焊???焊接过程是先施加顶锻压力(10~15MPa),使工件接头紧密接触,通电加热至塑性状态,然后施加顶锻压力(30~50MPa),同时断电,使焊件接触处在压力下产生塑性变形而焊合。
????电阻对焊操作简便,接头外形光滑,但对焊件端面加工和清理要求较高,否则会造成接触面加热不均匀,产生氧化物夹杂、焊不透等缺陷,影响焊接质量。
因此,电阻对焊一般只用于焊接直径小于20mm、截面简单和受力不大的工件。
????2)闪光对焊???焊接过程是先通电,再使两焊件轻微接触,由于焊件表面不平,使接触点通过的电流密度很大,金属迅速熔化、气化、爆破,飞溅出火花,造成闪光现象。
继续移动焊件,产生新的接触点,闪光现象不断发生,待两焊件端面全部熔化时,迅速加压,随即断电并继续加压,使焊件焊合。
????闪光对焊的接头质量好,对接头表面的焊前清理要求不高。
常用于焊接受力较大的重要工件。
闪光对焊不仅能焊接同种金属,也能焊接铝钢、铝铜等异种金属,可以焊接0.01mm的金属丝,也可以焊接直径500mm 的管子及截面为20000mm2的板材。
五、激光焊的基本原理是什么?有何特点及用途?
??
??
????1
????2
????3
????4
??
等)
??
??
????1
????2
????3
??。