发动机盖内板冲压工艺
汽车生产中的冲压工艺
汽车生产中的冲压工艺冲压工艺在汽车生产中扮演着重要的角色。
它是一种通过对金属材料施加压力来改变其形状的加工方法。
冲压工艺在汽车制造过程中可用于制造车身、车门、发动机盖、引擎底板等关键零部件。
下面将介绍冲压工艺在汽车生产中的应用、工艺流程以及优势。
首先,冲压工艺在汽车生产中应用广泛。
通过冲压工艺,可以将大块金属板材转变为所需形状的汽车零部件。
冲压工艺通常分为冲孔、冲凸、弯曲、拉伸和拉深等多个步骤,每个步骤都由专用模具完成。
这些零部件随后可以进行焊接、涂装和组装等后续工序,最终形成完整的汽车。
其次,冲压工艺的具体流程如下。
首先是设计模具,并确定所需的金属板材。
然后,通过先进的机械设备将金属板材与模具相结合,并施加相应的压力。
该过程可以通过液压机、机械冲床或动力冲床等设备完成。
最后,将冲压成形的零部件进行清洗、检验和后续处理。
此外,冲压工艺具有许多优势。
首先是高效性。
冲压工艺可以实现高速生产,通过自动化设备的使用,可以在较短的时间内完成大批量零部件的生产。
其次是质量稳定性。
冲压工艺可以确保零部件的尺寸和形状的一致性,提高产品的精度和一致性。
再次,冲压工艺可以实现复杂形状的生产。
通过适当的模具设计,可以生产出各种曲线、凹凸不平的构件,满足汽车设计多样化的需求。
最后,冲压工艺还有助于提高工作环境的安全性。
相对于其他金属加工方法,冲压工艺通常只需少量的人工操作,减少了人员接触有害物质的机会和操作失误的风险。
总之,冲压工艺在汽车生产中发挥着重要作用。
它能够高效、精确地生产各种复杂形状的零部件,为汽车制造提供了强大的支持。
随着科技的进步,冲压工艺将继续发展,为汽车行业的发展做出更大的贡献。
冲压工艺在汽车生产中的应用非常广泛,几乎涵盖了整个汽车的制造过程。
它不仅可以制造车身、车门、发动机盖等零部件,还可以用于制造座椅、方向盘、悬挂系统等汽车内部的各种零部件。
冲压工艺的应用不仅降低了生产成本,提高了生产效率,还提高了汽车的质量和可靠性。
一文看懂汽车冲压生产车间工艺

一文看懂汽车冲压生产车间工艺冲压是汽车制造过程中的龙头工艺。
汽车冲压车间承担原材料卷料、板料的存放;卷料的开卷剪切;板料的剪切;各车型大、中、小型冲压件的冲压生产;冲压件的存放;废料处理以及设备、模具的日常维修和保养等任务。
一、冲压车间工艺流程原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→冲压生产线安装模具调试首件合格→投入批量生产→合格件防锈→入库二、冷冲压的概念及特点1.冷冲压是指在常温下,利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。
2.冷冲压的特点:产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。
三、冷冲压基本工序的分类冷冲压概括起来分两大类:成形工序和分离工序。
1. 成形工序是坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件。
成形工序分:拉延、弯曲、翻边、整形等。
拉延:利用拉延模使平面坯料(工序件)变成开口空心件的冲压工序。
弯曲:将板料、型材、管材或棒材等弯成一定的角度、一定曲率形成一定形状的冲压方法。
翻边:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。
2. 分离工序是使板料按一定的轮廓线分离而获得一定形状、尺寸和切断面质量的冲压件。
分离工序分:落料、冲孔、切角、修边等。
落料:使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料。
冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔。
四、各工序名称及其代号冲压车间生产的零件中,有一部分属于覆盖件,如:发动机罩外板、顶盖、车门等。
五、对覆盖件的要求1. 尺寸和形状应符合检具和经过焊装合件匹配的样件。
2. 表面质量好。
外覆盖件(尤其是轿车的外覆盖件)表面不允许有波纹、皱纹、凹痕、划伤、擦伤、压痕等缺陷,棱线应清晰、平直、曲面应圆滑、过渡均匀。
3. 刚性好。
覆盖件在成形过程中,材料应有足够的塑性变形,以保证零件具有足够的刚性。
大众冲压工艺(3篇)

第1篇一、引言冲压工艺是一种重要的金属加工方法,广泛应用于汽车、家电、航空航天、电子通讯等领域。
随着工业技术的发展,冲压工艺在材料、设备、技术等方面都取得了显著的进步。
本文将对大众冲压工艺进行技术解析,并探讨其在不同领域的应用。
二、大众冲压工艺技术解析1. 冲压工艺原理冲压工艺是指利用冲压机械对金属板材进行塑性变形,使其成为所需形状和尺寸的零件或产品的加工方法。
冲压工艺主要包括以下步骤:(1)放料:将金属板材放置在冲压机械的工作台上。
(2)定位:将板材定位在冲压机械的模具上。
(3)剪切:利用剪切力将板材切割成所需尺寸。
(4)成形:利用模具对板材进行塑性变形,形成所需形状和尺寸的零件。
(5)取件:将成形后的零件从模具中取出。
2. 冲压工艺分类根据冲压工艺的特点,可以分为以下几种类型:(1)冷冲压:在室温下对金属板材进行冲压加工。
(2)热冲压:在高温下对金属板材进行冲压加工。
(3)深冲压:板材厚度较大,成形后零件深度较深的冲压工艺。
(4)浅冲压:板材厚度较小,成形后零件深度较浅的冲压工艺。
3. 冲压工艺特点(1)生产效率高:冲压工艺可以实现大批量生产,提高生产效率。
(2)精度高:冲压工艺可以精确控制零件的尺寸和形状。
(3)材料利用率高:冲压工艺可以充分利用材料,减少浪费。
(4)成本低:冲压工艺设备投资较小,运行成本低。
三、大众冲压工艺在各个领域的应用1. 汽车行业在汽车行业中,冲压工艺主要用于车身及零部件的制造。
如发动机罩、车门、行李箱盖、车架等。
冲压工艺在汽车制造中的应用具有以下优势:(1)提高车身强度和刚度。
(2)降低车身重量,提高燃油效率。
(3)提高车身美观性。
2. 家电行业在家电行业中,冲压工艺主要用于制造家电产品的外壳、支架等。
如洗衣机、冰箱、空调等。
冲压工艺在家电制造中的应用具有以下优势:(1)提高家电产品的美观性和耐用性。
(2)降低成本,提高生产效率。
(3)适应各种形状和尺寸的家电产品。
汽车制造工艺4冲压工艺

性能检测
质量控制
对零件进行必要的性能测试,如拉伸、弯 曲、硬度等,以确保其满足使用要求。
建立完善的质量控制体系,对生产过程中 的各个环节进行监控和记录,确保产品质 量的一致性和可靠性。
03
冲压工艺的应用
汽车覆盖件的冲压
汽车覆盖件是指覆盖在汽车车身外部的部件,如车门、引擎盖、后备箱盖等。这 些部件通常采用冲压工艺制造,因为冲压工艺可以制作出形状复杂、精度要求高 的覆盖件。
在冲压过程中,金属板料经过多次冲压和弯曲,形成复杂的 结构件。这些结构件不仅需要满足强度和刚度的要求,还需 要满足重量和成本的要求,因此对冲压工艺的要求较高。
其他领域的冲压应用
除了汽车领域,冲压工艺还广泛应用于其他领域,如家电 、电子、建筑、航空航天等。在这些领域中,许多部件都 需要采用冲压工艺制造,如电器外壳、手机壳、门窗、飞 机零部件等。
这些领域的冲压工艺要求各不相同,需要根据具体的应用 场景和要求进行选择和调整。同时,随着科技的不断进步 和应用需求的不断提高,冲压工艺也在不断发展和完善中 。
04
冲压工艺的挑战与解决方案
模具设计优化
总结词
模具设计是冲压工艺中的关键环节,优化模具设计可以有效提高生产效率和产品质量。
详细描述
在模具设计阶段,应充分考虑产品结构、材料特性、生产要求等因素,合理选择模具材料、结构形式和加工工艺 。同时,采用先进的CAD/CAE技术进行模具设计和分析,确保模具结构的合理性和可靠性。
铝合金的冲压技术
总结词
铝合金的冲压技术是一种环保、轻量化的汽车制造工艺,它能够提高汽车的燃油经济性 和节能减排效果。
详细描述
铝合金的冲压技术通过采用铝合金材料,经过精确的冲压成型和热处理工艺,制造成各 种复杂的汽车零部件。铝合金的密度低、质量轻、耐腐蚀性好,能够显著减轻车身重量 ,提高汽车的燃油经济性,降低油耗和减少废气排放,是当前汽车制造工艺的重要发展
冲压工艺路线
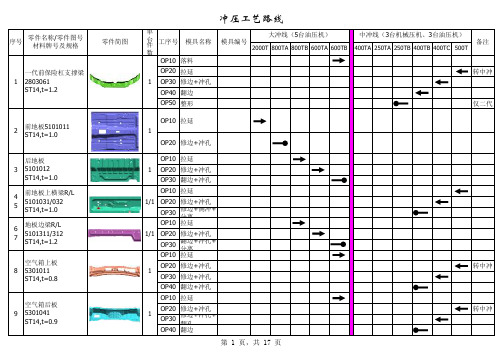
件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500TOP10落料OP20拉延转中冲OP30修边+冲孔OP40翻边OP50整形仅二代OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+冲孔OP10拉延OP20修边+冲孔OP30修边+侧冲+分离OP10拉延OP20修边+冲孔OP30翻边+冲孔+分离OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔OP40翻边+冲孔OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔+翻孔OP40翻边11前地板5101011ST14,t=1.02后地板5101012ST14,t=1.0地板边梁R/L 5101311/312ST14,t=1.24567前地板上横梁R/L 5101031/032ST14,t=1.03空气箱上板5301011ST14,t=0.898空气箱后板5301041ST14,t=0.911/111/1模具名称序号零件简图备注材料牌号及规格一代前保险杠支撑梁2803061ST14,t=1.211模具编号工序号件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延+切角OP20修边+冲孔OP30翻边OP05落料OP10拉延OP20整形OP30修边+冲孔OP40修边+翻边+侧冲孔OP50侧整形+修边+侧冲孔OP60翻边+侧整形+侧冲孔OP05落料OP10拉延OP20整形OP30修边+冲孔OP40修边+翻边+侧冲孔OP50侧整形+修边+侧冲孔OP60翻边+侧整形+侧冲孔OP10拉延OP20修边+冲孔转中冲OP30侧修边+分离OP40修边OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔+分离OP40修边+侧冲前门框上内板R/L 5401041/042ST13,t=0.91111/11/112前柱上内板R/L 5401017/018ST14,t=0.91314右侧围外板5401012ST14,t=0.911左侧围外板5401011ST14,t=0.9前围板5301071ST14,t=0.9151610件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30整形+冲孔+分离OP10拉延OP20修边+冲孔+侧修边转中冲OP30侧冲孔+整形+分离OP40修边+侧修OP10拉延OP20修边+冲孔转中冲OP30修边+冲孔+侧冲孔+分离OP40翻边OP10拉延OP20修边+冲孔转中冲OP30翻边+冲孔OP40侧修边+侧冲孔+分离OP10拉延OP20修边+冲孔OP30整形+冲孔OP10拉延OP20修边+冲孔OP30整形+冲孔OP05落料OP10拉延转中冲OP20修边+冲孔OP30修边+翻边+整形+侧冲1111/11/11/11/11920后柱上内板R/L 5401055/056ST14,t=0.9左侧围下内边梁5401071ST13,t=0.9右侧围下内边梁5401072ST13,t=0.92122232425侧围外板中柱加强板L 5401525ST14,t=0.926271718侧围外板前柱上加强板R/L5401067/068ST14,t=0.9后柱上内板加强板R/L5401057/058ST13,t=1.5左/右中柱上内板5401045/046ST14,t=0.9件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP05落料OP10拉延转中冲OP20修边+冲孔OP30修边+翻边+整形+侧冲OP05落料OP10拉延转中冲OP20修边+冲孔OP30整形+侧冲OP40翻边+分离OP10拉延OP20修边+冲孔OP30翻边OP10拉延OP20修边OP30侧整形OP40侧冲孔OP10切角拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP40侧翻边+冲孔OP10切角拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP40侧翻边+冲孔134右前门外板6101012地板左右边梁中加强板5101316ST14,t=0.81左前门外板6101011地板左右边梁中加强板5101316ST14,t=0.811/11/2顶盖5701011ST13,t=0.8侧围外板前柱下加强板R/L5401621/622ST14,t=1.21/2353331293028侧围外板中柱加强板R 5401526ST14,t=0.9后围板5601011ST14,t=0.8件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10切角拉延OP20修边+冲孔OP30翻边+整形OP40冲孔+侧冲OP50侧冲+分离OP10切角拉延OP20修边+冲孔OP30翻边+整形OP40冲孔+侧冲OP50侧冲+分离OP10拉延OP20修边+冲孔转中冲OP30整形+分离OP40侧修+冲孔OP10拉延OP20修边+冲孔转中冲OP30整形OP40侧修+分离OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔OP40侧翻边+冲孔+分离OP50整形仅5401051/52左右件共模1/13839左前门内板6101013左后门内板下横梁6201045ST14,t=0.8前门内板窗口加强板R/L6101037/038ST13,t=2.04041右前门内板6101014右后门内板下横梁6201046ST14,t=0.8前门内板铰链加强板R/L6101023/024ST14,t=1.21/11/14243左后门外板6201011后门框上内板L5401051ST14,t=0.844前门外手柄固定板R/L6101041/042ST14,t=0.81/11/11/13736件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔OP40侧翻边+冲孔+分离OP50整形仅5401051/52左右件共模OP10拉延OP20修边+冲孔OP30翻边+整形OP40修边+侧冲OP50翻边+侧冲OP10拉延OP20修边+冲孔OP30翻边+整形OP40修边+侧冲OP50翻边+侧冲OP10拉延OP20修边+冲孔转中冲OP30整形+侧冲孔+分离OP40冲孔OP10拉延OP20修边+冲孔OP30整形+冲孔+分离后门外手柄固定板R/L6201033/034ST13,t=0.8左后门内板6201013ST14,t=0.850514849右后门内板6201014ST14,t=0.8右后门外板6201012后门框上内板R5401052ST14,t=0.84746451/11/11/111后门内板铰链加强板R/L6201023/024ST14,t=1.0件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔+分离OP30修边+侧冲OP40冲孔OP50翻边+整形OP10拉延OP20修边+冲孔转中冲OP30翻边+冲孔+分离OP40翻边+侧冲OP10落料OP20拉延转中冲OP30修边+冲孔OP40侧冲孔OP50冲孔二代转小冲OP10拉延OP20修边+分离转中冲OP30翻边OP40侧冲+冲孔OP10拉延OP20修边+冲孔OP30翻边+冲孔OP10拉延OP20修边OP30翻边冲孔OP40翻边整形OP50翻边OP60翻边转中冲11/11/1翼子板后内板R/L 8401047/048ST13,t=1.2翼子板左/右前内板8401045/46ST14,t=0.8一代左翼子板8403011ST14,t =0.8575859605455机舱左/右前框架8401015/016ST14,t=1.0615253左/右挡泥板上板8401013/014ST14,t=0.91/11/1机舱前框架上横梁8401017ST14,t=1.0561件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边OP30翻边冲孔OP40翻边整形OP50翻边OP60翻边转中冲OP10拉延OP20修边OP30修边、冲孔OP40翻边、冲孔OP50压合OP10拉延OP20修边、冲孔OP30整形、冲孔OP10拉延OP20等离子切割焊装OP30翻边冲孔OP40翻边整形OP50整形、钻孔焊装OP10拉延OP20等离子切割焊装OP30翻边冲孔OP40翻边整形OP50整形、钻孔焊装OP10拉延OP20修边OP30修边、冲孔OP40翻边、冲孔OP50压合11167二代发动机盖外板8402011ⅡST14,t =0.81116366二代右翼子板8403012 ⅡST14,t =0.8二代左翼子板8403011 ⅡST14,t =0.86264一代发动机盖内板8402012ST14,t =0.865一代右翼子板8403012ST14,t =0.8一代发动机盖外板8402011ST14,t =0.8件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边、冲孔OP30整形在拉延模内OP40修边、冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+侧修+侧冲转中冲OP40冲孔OP50折弯OP10拉延OP20修边+冲孔OP30翻边+侧修OP40侧翻+冲孔OP50侧翻边OP10拉延OP20修边+冲孔OP30翻边+侧修OP40侧翻+冲孔OP50侧翻边右边板外板8502121ST14,1.0×1760×960左边板外板8502021ST14,1.0×1760×960117273后横梁8501041ST14,1.2×1599×6701711第三横梁8501031ST13,1.8×1400×29070169货厢地板8501011ST12,1.2×1490×109068二代发动机盖内板8402012 ⅡST14,t =0.81件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30修边+侧翻OP40折弯OP10拉延OP20修边+冲孔OP30修边+侧翻OP40折弯OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔OP40侧翻边OP50压合OP10拉延OP20修边+冲孔OP30翻边+侧冲OP10拉延OP20修边+冲孔(双工位)OP10拉延OP20修边+冲孔OP30翻边OP40侧冲+修边76前边板8503016ST12,1.2×1580×620175边板内板右8502141ST14,1.2×1565×960178尾门内板8504012ST14,1.0×1530×68674边板内板左8502041ST14,1.2×1580×96011尾门外板8504011ST14,0.8×1640×77080变速操纵装置加强板前板5101013SPCE,t=1.517977第三横梁侧板8502061,ST13,2.0×670×29021件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30修边+侧修OP40侧修边OP10拉延OP20修边+冲孔OP30修边+侧冲OP10拉延OP20修边+冲孔OP30翻边+冲孔OP40成形+分离OP10拉延OP20修边OP30整形+冲孔+分离OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+冲孔OP40成形+分离OP10拉延OP20修边+分离OP30翻边+冲孔9091车身三悬置支架R/L 5101611/612SPCD,t=2.01/19293后地板前下横梁R/L 5101711/712SPCD,t=2.01/18889前地板下二横梁加强板5101513SPCE,t=2.0187前地板下二横梁5101511SPCE,t=1.2118384车身二悬置支架R/L 5101211/212SPCD,t=2.01/18586前地板下横梁里板R/L5101217/218SPCD,t=1.01/182前地板中上横梁5101033SPCE,t=2.081变速操纵装置加强板后板5101024SPCC,t=1.01件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP10成形OP20修边+冲孔转小冲OP30翻边转小冲OP40翻边转小冲OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+整形OP10拉延OP20修边+冲孔OP30整形+翻孔OP40铆合转小冲OP10拉延OP20修边转小冲OP30冲孔转小冲OP40翻边转小冲OP10拉延OP20修边+冲孔OP30整形+分离OP40翻边+冲孔OP10拉延OP20修边+冲孔OP30整形+冲孔+分离98空气箱前板5301031SPCE,t=0.819997后地板后横梁5101819SPCE,t=1.519596车身第四悬置支架5101811SPCD,t=2.0294后地板中前下横梁5101715SPCE,t=1.01100101102前柱内饰板上固定支架R/L5401021/022SPCD,t=0.9真空助力及离合总泵固定板5301079SPCE,t=2.0空气箱换气口5301042SPCD,t=0.81/1103104前柱下内板R/L 5401025/026SPCD,t=0.91/111件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30翻边+整形+冲孔+分离OP10拉延OP20修边+冲孔OP30翻边+分离OP10拉延OP20修边+冲孔OP30修边+冲孔OP10拉延OP20修边+冲孔OP10拉延OP20修边+冲孔OP30翻边OP10成形OP20修边+冲孔OP10拉延OP20修边+冲孔OP10成形OP20修边+冲孔OP10拉延OP20修边+冲孔OP30整形+翻边OP10成形+冲孔OP20修边+分离105106前门框上内板里加强板R/L5401043/044SPCE,t=0.91/1后围板加强板5601012ST14,t=1.01109107108后柱下内板R/L 5401063/064SPCE,t=0.81/1111顶盖前横梁5701012SPCE,t=0.81110后围左座椅卡扣固定板5601013SPCE,t=1.51113顶盖第三横梁5701014SPCE,t=0.81112顶盖第二横梁5701013SPCE,t=0.81115顶盖后横梁5701016SPCE,t=0.81114顶盖第四横梁5701015SPCE,t=0.81116117后门内板窗口加强板R/L6201021/0221/1件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔+分离OP30修边+翻边OP40修边+冲孔OP10拉延OP20修边+冲孔OP30翻边+整形OP40冲孔+侧冲OP10落料+冲孔OP20成形OP30成形小冲转中冲OP10落料+冲孔OP20成形OP30成形小冲转中冲OP10落料OP20拉延OP30修边+冲孔OP40整形+冲孔+侧冲孔+分离OP10成形OP20修边+冲孔OP30翻边OP10成形OP20修边+冲孔OP30翻边OP10拉延OP20修边+冲孔(双工位)OP30翻边(双工位)118119后门内板窗口后加强板R/L6201027/028SPCD,t=2.01/1121悬置一左支架8401023SPCD,t=2.51120机舱前框架下横梁8401018SPCE,t=1.21123124机舱边梁R/L 8401211/212SPCE,t=0.91/1122悬置一右支架8401024SPCD,t=2.51126第一横梁8501016ST12,1.5×1210×3051125仪表板横梁左横支撑板5305145SPCC,t=1.51127牌照灯安装板8501046ST14,1.2×600×3301件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP10拉延OP20修边+冲孔OP30翻边+分离OP10拉延OP20修边+冲孔OP30翻边+分离OP10拉延OP20修边+冲孔+分离OP30上、下翻边OP40冲孔+侧冲OP10拉延OP20修边+冲孔+分离OP30冲孔+吊冲OP10落料+冲孔OP20成形+翻边OP10成形OP20修边+冲孔OP30折弯+折弯(双工位)OP10拉延OP20修边+冲孔OP30冲孔+侧冲+侧修OP10落料+冲孔OP20成形OP10拉延OP20修边+冲孔OP30翻边OP40侧冲+分离OP10拉延OP20修边+冲孔+翻边128129左/右边板前堵板8502022/122ST12,1.2×670×5001/1132133后柱外板左/右8502076/176ST12,1.2×1400×5001/1130131边板和前板左/右连接板8502042/142ST13,1.0×650×4501/1136137左/右后柱内侧板8502096/196ST12,1.2×600×2301/1134135后柱内板左/右8502081/181ST14,1.2×840×6801/1139尾门中部加强板8504013ST14,1.0×530×5301138前板上栏框8503011ST12,1.2×1480×1401141142尾门左/右加强板8504015/016ST13,1.5×650×4501/1140尾门加强横梁8504014ST12,1.51143尾门内板盖板8504017ST13,1.01件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号OP05切割下料下料组OP10拉延OP20修边OP30翻边OP40翻边、冲孔OP50侧冲孔OP10拉延OP20修边OP30翻边OP40侧翻边OP10拉延OP20修边、冲孔OP30冲孔OP40冲孔OP50侧冲孔OP10拉延OP20修边、冲孔OP30翻边OP10拉延OP20修边、冲孔OP30翻边OP10拉延OP20修边、冲孔OP30冲孔OP05落料OP10拉延OP20修边OP30翻边OP40翻边、冲孔OP50侧冲孔144145MG7系右/左翼子板ASB500040/501/1148149MGTF 右/左门内板MTF-BDA460100/101/1146147MGTF 右/左门外板MTF-BDA460060/701/1151MGTF 发罩外板MTF-BKA4600101150MGTF 油箱后隔板MTF-ADG4600201153154MGTF 右/左翼子板MTF-ASB460040/501/1152MGTF 发盖内板MTF-BKA4600301件数2000T 800TA 800TB 600TA 600TB400TA 250TA 250TB 400TB 400TC 500T模具名称序号零件简图备注材料牌号及规格模具编号工序号编制: 审核: 会签: 批准: 江苏瑞普车业有限公司2007-10-22。
汽车制造工艺之冲压工艺
任务:车身覆盖件(发动机盖)的拉延工序
主讲教师: 辅导教师:
活动内容
接受任务 收集信息 制定计划 实施计划 检验评估总结提高Βιβλιοθήκη 接受任务 分小组:4人/组
汽车发动机盖的拉延工序
分析发动机盖的冲压工艺; 分析冲裁变形过程; 对落料模具进行结构分析;
收集信息
小组讨论
发动机盖 结构分析
工艺补充是拉延件不可缺少的组成部分,是指为了顺利拉延成 型出合格的制件,而在冲压件的基础上所添加的那部分材料,用以 满足拉延、压料面和修边等工序的要求。这部分材料仅仅是冲压成 型需要而不是零件所需要的,故在拉延成型后的修边工序中需将工 艺补充切除掉。
大多数汽车车身覆盖件都需要添加工艺补充后才能设计成能拉 延成型的冲压件,这是覆盖件冲压工艺设计的重要内容,也是与普 通简单拉延件拉延工艺设计的主要不同点。
拉延筋
覆盖件拉延成型时,在压料面上敷设拉延筋或拉延槛,对改 变进料阻力,调整进料速度使之均匀和防止起皱具有明显的效果。
敷设拉延筋的主要作用:
(1)增加局部区域的进料阻力,使整个拉延件进料速度达到平 衡状态。
(2)加大拉延成型的内应力,提高覆盖件的刚性。
(3)加大径向拉应力,减少切向压应力,延缓或防止起皱。拉 延筋的断面形状为半圆形,拉延槛的阻力更大,它多用在深度浅的 拉延件上。
模具结构分析
凹模
压边圈
导 向 装 置
凸模
检验评估
小组展示
1.拉延变形过程
检验评估
2.拉延质量 拉深过程中的主要缺陷是起皱和拉裂
起皱是拉深时由于较大的切向压应力使板料失稳造成 的,起皱是拉深工艺产生废品的主要原因之一,正常的 拉深工艺中是不允许的。常采用压力圈压住周边凸缘部 分材料来防止起皱。 拉裂一般出现在直壁与底部的过渡圆角处。拉深时材料 各部分厚度都发生变化,而且变化是不均匀的。而直壁 与底部过渡圆角部分材料在整个拉深中一直受到拉应力 作用,造成此处变薄最大,当拉应力超过材料的抗拉强 度时,此处将被拉裂。
冲压模具简介 -CAPSA
3.4 翻边整形模
主要包括:上模、下模、压件器、顶出器、定位装置及其他辅助装置(如图4-1、4-2、4-3、 4-4、4-5所示)注:压件器、顶出器同时具备或只具备其中一个根据实际翻边情况决定
4-1
close
4-2
lower
4-3
upper
4-4
Lower pad
4-5
upper pad
3.5 斜楔模
上模
垫板
模体筋条
导柱、导套 凸模
定位板 压边圈 倒滑板 气顶杆
安全螺钉 墩死垫
工作台 压力机床面
每天进步一点点
拉延模
底面V型快速定位槽
为了在冲床上固定模具时保证顶杆和快卡进入正确位置的定位方法.
每天进步一点点
拉延模
拉延模
拉延模
C/H 孔
1 为了准确的确定工序间的工件位置.
1)因回弹及工件变形前后工序件无法定位时为了保证工件正确覆形的基准孔. 2) 为了确认成形后的工件是否变形及变形量的基准孔. 例) 修边及冲孔结束后为了确认翻边及整形是否变形.
下模、压边圈、 上模的材料均为 GM241,成形凸 圆角淬火硬度 HRC50~55。
3.2 拉延模
主要包括:上模、下模、压边圈、定位装置及其他辅助装置 (如图2-1、2-2、2-3、2-4所示)
2-1
close
2-2
lower
2-3
upper
2-4
pad
拉延模
单动拉延模 – 小部件, 内板,较浅的形面 双动 – 大部件,外板,较深的形象
压芯
上摸刃口
工件被压住的部分
剪断面
(1/3t 以上为适当)
下模刃口
BURR
汽车冲压工艺(3篇)
第1篇一、引言汽车冲压工艺是汽车制造过程中不可或缺的关键环节,它涉及到汽车零部件的制造和加工。
冲压工艺是指利用冲压机械对板材、带材、管材和型材等金属材料进行塑性变形和分离的一种加工方法。
在汽车制造中,冲压工艺主要应用于车身、底盘、发动机、变速箱等零部件的制造。
本文将从汽车冲压工艺的基本原理、分类、应用、发展趋势等方面进行阐述。
二、汽车冲压工艺的基本原理汽车冲压工艺的基本原理是利用冲压机械对金属材料进行塑性变形和分离。
在冲压过程中,金属材料在冲压力的作用下发生塑性变形,从而形成所需形状和尺寸的零部件。
冲压工艺主要包括以下步骤:1. 准备:包括板材的切割、加热、平整等。
2. 放置:将准备好的板材放置在冲压机械的模具上。
3. 冲压:利用冲压机械对板材进行塑性变形和分离。
4. 精整:对冲压后的零部件进行修整、去除毛刺等。
5. 检验:对冲压后的零部件进行质量检验。
三、汽车冲压工艺的分类根据冲压工艺的特点和用途,可以将汽车冲压工艺分为以下几类:1. 压边冲压:利用压边力使板材在模具中定位,实现冲压变形。
2. 压力冲压:利用冲压机械的压力使板材在模具中发生塑性变形。
3. 轴向冲压:利用冲压机械的轴向力使板材在模具中发生塑性变形。
4. 剪切冲压:利用剪切力将板材分离成所需形状和尺寸的零部件。
5. 拉伸冲压:利用拉伸力使板材在模具中发生塑性变形。
6. 翻边冲压:利用翻边模具使板材边缘发生翻边变形。
四、汽车冲压工艺的应用汽车冲压工艺在汽车制造中具有广泛的应用,主要包括以下方面:1. 车身制造:车身面板、车门、车顶等零部件的制造。
2. 底盘制造:悬挂系统、制动系统、转向系统等零部件的制造。
3. 发动机制造:气缸盖、气缸体、曲轴箱等零部件的制造。
4. 变速箱制造:齿轮箱、差速器等零部件的制造。
5. 轮毂制造:轮毂的制造。
五、汽车冲压工艺的发展趋势随着汽车工业的不断发展,汽车冲压工艺也在不断进步。
以下是汽车冲压工艺的发展趋势:1. 高强度钢板的广泛应用:高强度钢板的强度高、成形性好,可以减轻汽车重量,提高燃油效率。
发动机罩内板的工艺流程
发动机罩内板的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!发动机罩内板的工艺流程一、准备工作阶段。
在开始发动机罩内板的制作之前,需要进行充分的准备工作。
发动机舱外板的冲压工艺流程

发动机舱外板的冲压工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!发动机舱外板的冲压工艺流程实际应用情况一、准备工作阶段在进行发动机舱外板的冲压工艺之前,需要进行一系列准备工作。
发动机舱盖外板冲压流程

发动机舱盖外板冲压流程英文回答:Engine Hood Outer Panel Stamping Process.The engine hood outer panel is a critical component of a vehicle's exterior, providing protection for the engine and other components while also contributing to thevehicle's overall aesthetics. The stamping process involves shaping a sheet of metal into the desired form using a press and a die. Here is a detailed overview of the engine hood outer panel stamping process:1. Material Preparation: The first step is to prepare the metal sheet that will be used to form the outer panel. This involves cleaning the sheet to remove any dirt or debris and applying a lubricant to reduce friction during the stamping process.2. Die Setup: The press and the die are then set upaccording to the desired shape and dimensions of the outer panel. The die consists of two parts: the upper punch and the lower die. The punch is shaped to match the desired form of the outer panel, while the die provides support and guides the metal sheet during the stamping process.3. Positioning the Blank: The prepared metal sheet, known as the blank, is positioned between the punch and the die. The blank is carefully aligned to ensure that the stamped part will meet the required specifications.4. Stamping: The press is then activated, causing the punch to descend and press the blank into the die. The immense force exerted by the press forces the metal sheet to conform to the shape of the die, creating the desired outer panel form.5. Trimming and Piercing: After the stamping process, the outer panel may require additional operations such as trimming and piercing. Trimming involves removing excess material around the edges of the panel, while piercing creates holes for mounting hardware or other components.6. Quality Inspection: Once the stamping and trimming processes are complete, the outer panel undergoes a thorough quality inspection to ensure that it meets the specified requirements. This includes checking for defects such as cracks, dents, or imperfections.7. Surface Treatment: To protect the outer panel from corrosion and enhance its appearance, it may undergo surface treatments such as painting, galvanizing, or applying a protective coating.Additional Considerations:Material Selection: The choice of metal for the outer panel is crucial and depends on factors such as strength, durability, and corrosion resistance. Common materials used include steel, aluminum, and composite materials.Tooling Design: The design of the press and the die is critical for achieving the desired shape and quality of the outer panel. Advanced tooling technologies such ascomputer-aided design (CAD) and computer-aided manufacturing (CAM) are used to design and manufacture precise tooling.Process Optimization: The stamping process can be optimized through techniques such as blank holder force control, lubrication optimization, and temperature control to improve part quality and reduce defects.中文回答:发动机舱盖外板冲压流程。
汽车冲压工艺流程
汽车冲压工艺流程嘿,朋友们!今天咱来聊聊汽车冲压工艺流程,这可真是个有趣又重要的事儿啊!你想想看,一辆汽车那帅气的外壳,那光滑的线条,是咋来的呀?就是通过冲压工艺打造出来的哟!就好像咱盖房子,得先有坚固的框架一样。
汽车冲压,简单说就是把一块块的金属板变成各种形状的零部件。
这过程就像变魔术似的,神奇得很呢!一开始啊,得先准备好那些金属板料,就像厨师要准备好食材一样。
这些板料可不能随随便便的,得质量好,不然怎么能造出好车呢。
然后呢,就把板料放到冲压机下面啦。
那冲压机可厉害啦,“哐哐哐”几下,就把板料压成了咱想要的形状。
这就好比大力士,一下子就把东西给整成型了。
压完了可不算完事儿哦,还得检查检查。
就跟咱考试完了老师要批改卷子似的,看看有没有啥问题,不合格的可不能要。
接着呢,那些合格的零部件就被送去装配啦。
它们会和其他的零部件一起,组成一辆完整的汽车。
这就像搭积木一样,一块一块地拼起来。
这冲压工艺听起来简单,实际操作起来可不简单呐!每一步都得小心翼翼的,稍微出点差错,那可就麻烦啦。
比如说板料选得不好,冲压的时候就可能出问题,那不是白忙活了嘛!而且啊,这冲压机也得好好维护。
你想啊,要是它关键时刻掉链子,那可不得了。
就跟咱人一样,得好好保养身体,不然生病了可没法干活儿。
再说说那些工人师傅们,他们可都是高手啊!他们得精准地操作那些机器,得有经验,有技术。
不然怎么能造出那么漂亮的汽车呢?汽车冲压工艺流程,真的是汽车制造中非常重要的一环啊!没有它,哪来那些酷炫的汽车呢?咱开着车在路上跑的时候,可别忘了背后有这么一套复杂又精细的工艺在支撑着呢!所以啊,咱得好好珍惜咱的车,它们可都是经过好多道工序才来到咱身边的呀!这就是汽车冲压工艺流程,神奇又有趣,不是吗?。
铝合金发动机罩内板充液成形工艺研究

第8卷 第5期 精 密 成 形 工 程2016年09月JOURNAL OF NETSHAPE FORMING ENGINEERING47收稿日期:2016-06-23基金项目:国家科技重大专项(2014ZX04002041)作者简介:王耀(1986—),男,内蒙古乌兰察布人,博士研究生,主要研究方向为板材液压成形技术。
通讯作者:郎利辉(1970—),男,河南人,教授,博士生导师,主要研究方向为液压柔性成形技术及装备、粉末热等静压技术。
铝合金发动机罩内板充液成形工艺研究王耀1,郎利辉1,孙志莹1,张淳2,崔礼春3,佘威3(1.北京航空航天大学,北京 100191;2.天津市天锻压力机有限公司,天津 300142;3.安徽江淮汽车股份有限公司,合肥 230022)摘要:目的 研究铝合金发动机罩内板充液拉深-局部关键特征刚性整形复合成形工艺。
方法 在Dynaform 中建立有限元模型,优化液室压力及加载路径等关键工艺参数,并进行试验验证。
结果 液室压力及加载路径对充液成形零件质量的影响较大,成形所需的最大液室压力为10 MPa ,并且液室压力不宜加载过早,当凸模行程在30~40 mm 之间时,进行合理的液室压力加载可较好地成形该铝合金内板件。
结论 对于文中研究的大型多特征铝合金发动机罩内板,采用充液拉深-局部关键特征刚性整形复合成形工艺更有利于其成形,可得到合格零件。
关键词:铝合金;发动机罩内板;充液成形;液室压力;加载路径DOI :10.3969/j.issn.1674-6457.2016.05.007中图分类号:TG394 文献标识码:A 文章编号:1674-6457 (2016)05-0047-06Hydroforming for the Aluminium Alloy Inner Panel of Automotive Engine HoodWANG Yao 1, LANG Li-hui 1, SUN Zhi-ying 1, ZHANG Chun 2, CUI Li-chun 3, SHE Wei 3(1. Beihang University, Beijing 100191, China; 2. Tianjin Tianduan Press Co., Ltd., Tianjin 300142, China;3. Anhui Jianghuai Automobile Co., Ltd., Hefei 230022, China)ABSTRACT: To study the compound technology process combining hydroforming and local key features stamping for the aluminium alloy inner panel of automotive engine. The finite element model was created in Dynaform. The key process para-meters were optimized, such as the cavity pressure and loading paths. Meanwhile, the experiment was done to verify the result of numerical simulations. The cavity pressure and loading paths had great effects on the quality of the part. The needed maxi-mum cavity pressure was 10 MPa. And the cavity pressure should not be loaded prematurely. The aluminium alloy inner panel part could be better formed through loading the reasonable cavity pressure when the punch stroke was among the 30~40 mm. For the large multi-feature aluminium alloy inner panel of automotive engine researched in this paper, the adopted compound technology process combining hydroforming and local key features stamping was more benefit for its forming. The qualified part could be obtained.KEY WORDS: aluminium alloy; automotive engine inner panel; hydroforming; cavity pressure; loading path随着近年来资源有限程度及环境污染的问题越来越严重,可持续发展成为人们普遍关注的焦点。
发动机罩内板冲压模设计-毕业设计

目录1 绪论 (1)1.1 课题研究的意义 (2)1.2 课题研究的方法和思路 (2)2 模具设计及分析 (3)2.1 总体方案设计 (3)2.1.1 工艺性分析 (5)2.1.2 拉伸工艺设计 (6)2.1.3 方案确定 (8)2.2 成型力计算和压力机选择 (8)2.3 模具凸凹模单边间隙设计 (9)2.4 凹凸模设计和材料选择 (10)2.4.1 凸模设计 (10)2.4.2 凹模设计 (12)2.4.3 压边圈设计 (12)2.5 导向装置 (13)2.5.1 导板的选择 (13)2.5.2 凸模与压边圈的导向 (14)2.5.3 凹模与压边圈的导向 (14)2.6 模架的选择与安装调试 (14)2.6.1 拉伸模模板 (14)2.6.2 模架的参数说明与尺寸 (15)2.6.3 模板的调节 (15)2.6.4 拉伸模模具的装入 (15)2.7 气顶孔的布置及气顶杆的选择 (16)2.7.1 气顶孔的选择 (16)2.7.2 气顶柱尺寸的要求 (17)2.8 其余结构设计 (17)2.8.1 起重方式的选择 (17)2.8.2 筋的布置及壁厚选择 (17)2.8.3 定位装置 (18)2.8.4 定位孔的布置 (19)2.8.5 固定装置 (19)2.8.6 限位装置 (19)2.8.7 调压垫的布置 (20)2.8.8 挡料板的布置 (21)3 典型零件的制造工艺设计 (22)3.1 工艺路线的拟定 (22)3.2.1 凸模加工工艺 (22)3.2.2 凹模加工工艺 (23)4 模具的装配及调试 (24)4.1 模具的装配 (24)4.2 模具的调试 (24)5 总结与展望 (26)5.1 结论 (26)5.2 展望 (26)谢辞 (27)参考文献 (28)附录1 覆盖件尺寸控制及专用检具制造 (29)附录2 CAE拉伸分析 (30)1 绪论随着经济的快速发展,模具制造业在工业中的地位越来越重要,尤其是冲压模具技术方面更为重要。
发动机盖内板冲压工艺
SECTION A-A
TIP. POINT: X = -330 Y =0 Z =600
TIP ANGLE SEQUENCE 补充说明:(REMARKS:)
工序号(OPER. NO.)
1) X =18 2) Y =0o
o
OP20
o
3) Z =-90
PDF 文件使用 "pdfFactory Pro" 试用版本创建
成型规划(PROCESS ENGINEER:)
APPROVED :
PDF 文件使用 "pdfFactory Pro" 试用版本创建
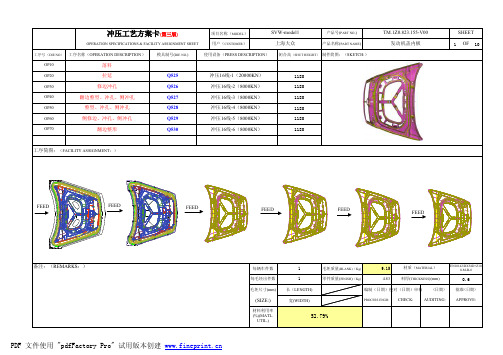
冲压工艺方案卡
OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET
零件名称: (PART NAME:)
零件号:(PART NO.)
SHEET NO.
发动机盖内板
TM.1Z0.823.155-V00
2
OF10
工序内容:(OPERATION DESCRIPTION:)
o
OP50
3) Z =-90
PDF 文件使用 "pdfFactory Pro" 试用版本创建CIFICATIONS & FACILITY ASSIGNMENT SHEET
零件名称: (PART NAME:)
零件号:(PART NO.)
发动机盖内板
向上整形分模线
TM.1Z0.823.155-V00
8
OF10
工序内容:(OPERATION DESCRIPTION:)
翻边整形
模具制号:(DIE NO.:)
向上翻边整形分模线 向上翻边整形分模线
汽车发动机盖内板设计说明书

天津职业技术师范大学Tianjin University of Technology and Education毕业设计专业:材料成型及其控制工程班级学号:材料0611 – 41学生姓名:李鑫指导教师:王井玲讲师二〇一一年六月天津职业技术师范大学本科生毕业设计机盖内板拉延模设计Stretch Die design of engine inner board专业班级:材料0611学生姓名:李鑫指导教师:王井玲讲师系别:机械工程学院2011 年6 月摘要本毕业设计主要介绍汽车模具拉延模的研修,其中重点介绍拉延模具的具体组合方法,其中还包括拉延所主要的问题,以及问题的解决办法。
在参加实习的一段时间以来,认真学习有关延合模具的知识和技能,熟悉此项工作的流程,学习判定标准和判定方法。
并学到了部分国外的先进管理经验。
弥补在校期间知识的欠缺和疏漏,熟悉的将在校期间所学运用于生产实践中。
本文旨在系统地总结自参加工作以来积累的经验和一直遵守的判定基准,温习和改善自己的本职工作。
在做毕业设计期间,深入下到生产线上体验工作,熟悉拉延模具的延合方法,用细致的学习态度去面对所遇到的问题。
学习生产线上的先进管理方法和管理模式。
并游走于各个部门之间搜集相关的资料和数据,并在确认和熟悉角向,风把,微型延合器等延合所用到的工具。
熟悉各种机床,如磨床,摇臂钻,万象钻床,车床等所需要的机械设备,并将积累的判定基准整理成册永久保留,为日后的进一步工作打下基础。
关键词:汽车覆盖件;拉延工序;UG NX 5ABSTRACTThe graduation design mainly introduces auto mould pull delay mode training, including drawing die emphasis on the specific combination method, including the major problems of pull delay, and the solution of the problem.Participate in practice for a period of time since, earnestly study and relevant extension and mould knowledge and skills, familiar with the work process, learning decision criteria and the determination methods. And learned some foreign advanced management experience. Make up the lack of knowledge during school, familiar and omissions learned during school applied to production practice.This paper systematically summarized from since joining the work experience and always keep the judgement of the benchmark, revision and improve their own job.Doing the graduation design, deep down to the production line during the experience, familiar with drawing die working methods, and use the delay and the learning attitude to face carefully encountered problems. Learning the advanced production line management method and management mode. And all departments randomly in between information and data collecting relevant, and Angle to the recognition and familiar with the wind, the miniature delay devices such as delay and fits of tools used by. Familiar with all kinds of machine tools, such as grinder, drill, and all their host drilling machine, rocker needed lathe mechanical equipment, and will accumulate judgement benchmark sorting into permanence reserve, for in the future lay a foundation for further working.Key Words:Automobile cover part;Stretching procedure;UG NX 5目录1 绪论 (1)1.1 我国模具工业的基本状况 (1)1.2 冲压的基本概念及分类 (2)1.2.1简述 (2)1.2.2分类 (2)1.3冲压的基本工序及典型结构 (3)1.4冲压技术的现状及发展方向(该部分内容简化) (4)2 拉延模设计 (6)2.1制件的工艺分析 (6)2.2冲压工艺方案的确定 (7)2.2.1方案 (7)2.2.2方案的比较 (10)2.2.3方案的确定 (10)2.3总体结构设计 (11)2.3.1模具结构形式的选择 (11)2.3.2拉延方向的确定 (12)2.3.3参数计算 (13)2.3.4 压力机的选择 (13)2.3.5延模主要零件结构尺寸的设计 (14)2.4具闭合高度的校核 (19)3 拉延模的结构与原理说明 (20)4 拉延模的调整 (21)4.1 调整的重要性 (21)4.2 调整顺序 (21)5 模具材料的选取 (24)5.1冲模材料的选用原则 (24)5.2冲模常用材料的选用及热处理要求 (24)5.2.1凸、凹模的材料选用及热处理要求 (24)5.2.2冲模一般零件的材料选用及热处理要求 (25)5.3模具寿命 (25)5.3.1模具失效形式与原因 (26)5.3.2提高模具寿命的措施 (26)6 装配图的设计与绘制 (27)6.1装配图的图面布局 (27)6.2装配图视图的画法 (27)6.2.1装配图视图的画法原则 (27)6.2.2装配图的具体要求 (28)6.3装配图的尺寸标注 (28)6.3.1主视图上尺寸的标注 (28)6.3.2俯视图上尺寸的标注 (28)总结 (29)参考文献 (30)附表1:英文原文 (31)附表2:中文翻译 (42)致谢 (50)1 绪论进入21世纪,科学技术以迅猛的速度向前发展,从而推动了社会的进步和经济的繁荣。
汽车发动机罩铰链板冲孔弯曲级进模设计讲解

编号:毕业设计说明书题目:汽车发动机罩铰链板冲孔弯曲级进模设计院(系):机电工程学院专业:机械设计制造及其自动化学生姓名:莫宗杰学号:1001121321指导教师:曹泰山职称:讲师题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年5月26 日摘要冲压模具技术是模具制造业中最重要的组成部分,机械、电子、轻工业等制造生产中大量使用了冲压零件。
冲压模具技术水平的高低,发展前景的好坏直接影响到整个制造业的发展。
随着产品竞争日益激烈,产品更新加速,促使了冲压技术的发展更加快速、更加完善。
多工位级进模是在普通级进模的基础上发展起来的精密、高效、高寿命的先进模具。
多工位级进模在不同的工位可以连续完成复杂零件的冲裁、弯曲、拉深、翻孔、翻边及其它成形等工序。
主要用于生产批量大、材料厚度较薄、形状复杂、精度要求较高的中小型冲压件的生产。
本毕业设计以汽车发动机罩铰链板冲孔级进模设计为题,内容包括产品的工艺分析和设计模具的整个冲压模设计的流程。
首先,从该产品的特点入手,通过进行工艺分析,确定该制件的加工流程,用一套级进模一次性依次完成冲孔、去除废料、弯曲变形、切断落料。
阐述了弯曲级进模具的整体结构特点及工作过程,应注意的问题和装配工艺性。
重点分析了弯曲结构的工作原理和旋切过程。
弯曲结构以及安全装置是本次毕业设计的难点和创新点,它在未来的模具发展中具有重要的实用性。
关键词:冲压;级进模;冲孔;弯曲Stamping technology is the most important part in mold manufacturing industry, machinery, electronics, light industry and other manufacturing production of stamping parts used a lot of. The level of stamping die technology and the prospect of development has a direct impact on the entire manufacturing industry. With the increasingly fierce competition, product updates faster, the development of stamping technology more quickly, more perfect.Multi-position progressive die is advanced mold development based on common progressive die on the precision, efficiency, high life. Multi position progressive die can continuously complete complex parts in different position of bending, deep drawing, flanging and other forming processes. Mainly used for mass production, material thickness, complex shape, high precision of small stamping parts production.This graduation design in automobile engine hood hinge plate punching progressive die design theme, the stamping die design process includes the process analysis and die design. First of all, starting from the characteristics of the product, through the analysis of the technology, determine the processing flow of the workpiece, using a set of progressive die are completed once punching, blanking, bending deformation. The bending progressive die structure characteristics and working process, should pay attention to the problem and the assembly process. Focus on the analysis of the working principle and structure of rotary bending and cutting process. Bending structure and safety device is the difficulty and the innovation point of this graduation design, it has practical importance in the future development of mold.Keywords: stamping;progressive die;punching;bending引言 (1)1 课题资料收集 (3)1.1 论文的选题背景和意义 (3)1.2 论文的主要研究内容 (3)2 产品分析 (4)2.1 冲压成形 (4)2.1.1冲压成形工艺特点 (4)2.1.2弯曲变形工艺特点 (4)2.2 弯曲件工艺分析 (5)2.2.1弯曲件材料 (5)2.2.2工件生产批量 (5)2.2.3弯曲件结构形状 (5)2.2.4弯曲件尺寸精度 (7)2.2.5 弯曲件工艺性分析 (7)3 确定工艺方案 (8)3.1 拟定工艺方案 (8)3.2 确定最佳工艺方案 (8)4 确定冲压模具结构类型 (8)4.1 确定冲孔落料模具模结构类型 (9)4.1.1模具类型 (9)4.1.2操作与定位方式 (9)4.1.3卸料与出件方式 (9)4.1.4模架类型及精度 (9)4.2 确定Z形件弯曲模结构类型 (9)4.2.1模具类型 (10)4.2.2操作与定位方式 (10)4.2.3出件方式 (10)4.2.4模架类型及精度 (10)5 冲模工艺计算 (10)5.1 弯曲件坯料展开尺寸计算 (10)5.1.1展开尺寸计算 (10)5.1.2制件坯料展开零件图 (12)5.2 排样设计计算 (12)5.2.1排样原则 (12)5.2.2确定排样方法 (13)5.2.3搭边设计 (13)5.2.4送料步距 (14)2.2.5条料宽度 (14)5.2.6确定排样图 (15)5.3 工艺计算 (17)5.3.1冲压力计算 (17)5.3.2模具压力中心计算 (20)6 模具主要零部件设计与计算 (21)6.1 冲孔落料模主要零件设计与计算 (21)6.1.1冲孔凸模、落料凹模与凸凹模合理间隙选择 (21)6.1.2冲孔凸模、落料凹模、凸凹模工作尺寸计算 (23)6.1.3冲孔凸模结构设计及固定方式 (24)6.1.4冲孔凸模长度计算 (25)6.1.5落料凹模结构设计及固定方式 (25)6.1.6冲孔凸模强度校核 (26)6.1.7凸凹模结构设计与固定方式 (27)6.1.8定位零件选用 (28)6.1.9卸料装置及推件装置设计 (28)6.2 弯曲模主要零件设计与计算 (29)6.2.1凸模的圆角半径 (29)6.2.2凹模圆角半径及工作部分深度 (30)6.2.3凸模与凹模之间的间隙 (30)6.2.4活动凸模、凸、凹模横向尺寸计算 (31)6.2.5 凹模结构设计及固定方式 (32)6.2.6凸模结构设计及固定方式 (33)6.2.7 活动凸模结构设计及固定方式 (33)6.2.8凸模固定板结构设计及固定方式 (34)6.2.9定位零件选用 (34)7 模具总体设计 (36)7.1 模具结构形式的选择 (36)7.2 选用标准模架,确定闭合高度及模具总体尺寸 (37)7.2.1导向零件选用 (37)8 模具零件材料的选择及加工工艺 (39)8.1 模具零件材料的选择与热处理 (39)9 模具的安装及试模与调整 (42)谢辞 (46)参考文献 (47)引言模具对人们而言将不再陌生。
汽车引擎盖板冲压成形CAD技术研究

【50】 第32卷 第8期 2010-80 引言引擎盖板是现代工业中的一种常见零部件,其应用非常广泛,需求量也很大。
在很多场合对加工精度和加工效率都有较高的要求。
采用磨削加工的方法虽然精度较高,但速度较慢,尤其是其加工过程还分为精磨过程和细磨过程,因此加工成本一直居高不下。
而冲压成形技术也是一种非常典型的工件加工方法。
其采用冲压力的作用下,使板料在模具的作用下发生变形,并最终获得一定形状、尺寸特点的加工工件。
冲压成形的工件加工精度主要有加工模具所决定,如果加工模具的精度足够高,并且冲压力控制合适,那么生成的加工工件完全能够达到用户需求的指标。
1 引擎盖板模型分析1.1 引擎盖板材毛坯在设计轿车引擎盖冲压件之前,为了有利于产品的成形,同时也为了提高加工材料的利用率,往往需要将毛坯材料减裁成与加工件形状类似的毛坯。
根据引擎盖的基本形状特点,本文在设计过程中选择的毛坯形状如图1所示。
1.2 引擎盖板工件冲压方向研究由于引擎盖板的形状并不规整,因此在加工过程中需要根据零件的形状和尺寸特点,调整冲压方向。
本文按照传统的冲压件加工经验,对引擎盖板的数模进行适当的转换,位置转换的过程就是冲压方向的调整过程。
通过AUTOCAD 软件汽车引擎盖板冲压成形CAD 技术研究The automobile engine lap metal forming CAD engineering research陈文勇,杨达飞CHEN Wen-yong, YANG Da-fei(柳州职业技术学院, 柳州 545006)摘 要:对冲压引擎盖板的CAD技术进行研究与分析,首先通过对引擎盖板建模,给出了引擎盖板的数值模型,然后对模型的成形技术进行研究,形成了基于典型形状集合运算的模型表示方法。
最后给出了在Pro/E工具下进行模具设计的过程。
关键词:引擎盖板;CAD;冲压;模具;模型表示中图分类号:TQ320,TG386 文献标识码:B 文章编号:1009-0134(2010)08-0050-03Doi:10.3969/j.issn.1009-0134.2010.08.16图 1 冲压件毛坯尺寸提供的软件建模功能,将加工件进行建模并导入系统,然后再通过不断地调试和优化后,获得最佳的冲压方向。
镁合金汽车发动机盖加强板的冲压工艺与模具研究
doi: 10.3969/j.issn.1673-3142.2010.09.016镁合金汽车发电机盖加强板的冲压工艺与模具研究申东东,孟亚峰(鹤壁职业技术学院机电学院,河南鹤壁 458030)摘要:分析了镁合金在汽车上应用的意义,介绍了镁合金汽车覆盖件冲压后的数据参数,模具设计的主要问题和防止制件废品的主要措施。
关键词:镁合金;汽车发电机盖加强板;冲压工艺中图分类号:TII142.2 文献标识码:B 文章编号:1673-3142(2010)09-0050-03 Study on Stamping Process and Mold for Automobile Hood of Stiffeners of Magnesium AlloysSH EN Dong-dong, MENG Ya-feng(School of mechanical engincering, Hebi vocational technical college, Hebi 458030, china) Abstract::T he significance of applying magncium alloys in automobiles is analyzcd, the technical paramcters of automotive magnesium alloy panel after stamping process is introduced, and problem in mold design and the major measures to prevent workpiece scrap are given.Keywards:: magncium alloys;automobile hood stiffeners;Stamping process引言将镁合金应用于行走机械,如汽车、高铁列车,尤其是农用机械,对减轻、车体重量,减少耗油和行走方便特别重要。
柴油机外罩冲压工艺及模具设计

柴油机外罩冲压工艺及模具设计本次毕业设计完成了对柴油机外罩的冲压工艺和模具设计,在工艺计算的基础上,优化确定出柴油机外罩的冲压生产工艺:笫一副模具为落料拉深复合模,第二副为再次拉深模,第三副为校形切边复合模。
本次设计完成了上述三幅模具的装配图和部分零件图的设讣计算和绘制,以及冲压工艺过程卡片和设讣说明书的编写。
关键词:冲压,工艺设计,模具设计W e have done the d e sign ab o u t t he pr e s s wo r k proces s s ch e m d e sign and t hemo ul d desig n o f t h e di e s e 1 en g i ne o u ter cove r in this g radua t i on d e s i gn. B a s ed t he craft w o r k a cc o unt, w ec o n firmed theproductioncr aftwork a b ou t press work of diesel engine o ute r wor k : t h e first moldf or fal 1 s the mate r i a 1 drawing superp o sable di e ,seco n d i s tw o d r a win g mold, a nd the t hi r d is p las t ic mold ・We have don e the as s e mbl age ch a rt of three mo uIds ab o ve men t io n ed a nd t h e design ac c o unt and plotti ng o f par t a cc e ssory chart in this d esign, as wel 1 as t he w r itting o f th e pr e ss w o rk craftwork pr o cess ca r d and des i gn manual.[Ke y w o rds] P r es s work P r o c ess s c hem d e s ig n Mould design本设计来自:我要毕业设计网http:〃www・bysj5 2 0 • com在毕业设计网注册后联系客服均可获赠您要求的毕业设计资料客服QQ :819 1040说明:本软件/论文系有偿阅读、使用,完整CAD图纸或源代码请联系容服购买* * ** * 济* * ** ★ ********** ★穿******** * ***** ******* * * * ** * * 济*** * ** * ****** *全国最全毕业设计,详细目录请加QQ819 1 040索取模具毕业设计(注塑模,冲压模)"计算机毕业设计(ASP, ASP ・N ET,C#, Delphi, J AVA, JSP , PB, VC,VB , VFP 等)机械毕业设计,电子信息类毕业设计,土木踣桥毕业设计等等7万余篇本科硕士论文,工商管理毕业论文汉语言文学毕业论文国际贸易学毕业论文经济管理毕业论文会计学论文教育类毕业论文等目录一前言 (2)二•零件工艺性分析 (3)三•分析比较和确定工艺方案 (4)3. 1初步计算毛坯尺寸 (4)3. 2确定工艺方案 (5)四•主要工艺参数的确定 (6)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAM 冲孔 正冲孔
正冲孔
正 冲孔
CAM 修边
正冲孔 送料方向
CAM 修边
TIP. POINT: X = -330 Y =0 Z =600
TIP ANGLE SEQUENCE 补充说明:(REMARKS:)
工序号(OPER. NO.)
1) X =0
o
2) Y =0o 3) Z =-90o
工艺型中红色型面为压料芯墩死整形区域。
零件名称: (PART NAME:)
零件号:(PART NO.)
SHEET NO.
发动机盖内板
CAM 冲孔
TM.1Z0.823.155-V00
5
OF10
工序内容:(OPERATION DESCRIPTION:)
翻边整型、冲孔、侧冲孔
模具制号:(DIE NO.:)
向下翻边分模线
向下翻边分模线
Q527
制件放入 制件状态 制件托起 制件取出 制件定位 基准侧
零件号:(PART NO.)
SHEET NO.
发动机盖内板
CAM 冲孔
TM.1Z0.823.155-V00
6
OF10
工序内容:(OPERATION DESCRIPTION:)
整型、冲孔、侧冲孔
模具制号:(DIE NO.:)
向下整型分模线
向下整型分模线
Q528
制件放入 制件状态 制件托起 制件取出 制件定位 基准侧
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PROBLEMS FEEDBACK SHEET
项目:(MODEL)
零件名称:(PART NAME:) 零件号:(PART NO:)
页次(SHEET NO.)
问题反馈单
SVW-model1
发动机盖内板
TM.1Z0.823.155-V00
EN10142/DX54D+Z10 0-M-B-0
0.6
批准(日期) APPROVE:
编制(日期)校对(日期)审核
PROCESS ENGR:
(SIZE:)
材料利用率 (%)(MATL. UTIL.)
CHECK:
52.79%
PDF 文件使用 "pdfFactory Pro" 试用版本创建
冲压工艺方案卡
OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET
零件名称: (PART NAME:)
零件号:(PART NO.)
SHEET NO.
发动机盖内板
TM.1Z0.823.155-V00
2
OF10
工序内容:(OPERATION DESCRIPTION:)
机械手 正冲孔 机械手 形状 上型
正冲孔
向下翻边分模线
向下翻边分模线
正冲孔 CAM 冲孔 送料方向 CAM 冲孔
TIP. POINT: X = -330 Y =0 Z =600
TIP ANGLE SEQUENCE 补充说明:(REMARKS:)
工序号(OPER. NO.)
1) X =13 2) Y =0o
SHEET NO.
发动机盖内板
正冲孔
TM.1Z0.823.155-V00
7
OF10
工序内容:(OPERATION DESCRIPTION:)
侧修边、冲孔、侧冲孔
模具制号:(DIE NO.:)
CAM 冲孔
CAM 冲孔
Q529
制件放入 制件状态 制件托起 制件取出 制件定位 基准侧
机械手 正冲孔 机械手 形状 上型
工序简图:(FACILITY ASSIGNMENT:)
FEED
FEED
FEED
FEED
FEED
FEED
备注:(REMARKS:)
每辆车件数 每毛坯出件数 毛坯尺寸(mm)
1 1 长(LENGTH) 宽(WIDTH)
毛坯质量(BLANK)(Kg) 零件质量(FINISH)(Kg)
9.15 4.83
材质(MATERIAL) 料厚(THICKNESS)(mm) (日期) AUDITING:
SECTION A-A
TIP. POINT: X = -330 Y =0 Z =600
TIP ANGLE SEQUENCE 补充说明:(REMARKS:)
工序号(OPER. NO.)
1) X =18 2) Y =0o
o
OP20
o
3) Z =-90
PDF 文件使用 "pdfFactory Pro" 试用版本创建
o
本序所有冲孔均为正冲。工艺型中红色型面为压料芯墩死整形-90
o
PDF 文件使用 "pdfFactory Pro" 试用版本创建
冲压工艺方案卡
OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET
成型规划(PROCESS ENGINEER:)
APPROVED :
PDF 文件使用 "pdfFactory Pro" 试用版本创建
冲压工艺方案卡
OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET
零件名称: (PART NAME:)
零件号:(PART NO.)
SHEET NO.
发动机盖内板
B
TM.1Z0.823.155-V00
3
OF 10
工序内容:(OPERATION DESCRIPTION:)
9 of 10
问题描述:(PROBLEM DESCRIPTION:) 如左图所示: 1.A处所指7个小孔由于距离产品边界太 近,无法在OP20中冲出。 2.B处和C处所指异形孔须吊冲。 综上1、2所述,我方认为此件需要六序 才能完成,故需增加一序。
解决方案:(SOLUTIONS:) SVW已经同意增加一序。
冲压工艺方案卡(第三版)
OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET 工序号(DIE NO)
项目名称(MODEL) 用户(CUSTOMER) 使用设备(PRESS DESCRIPTION)
SVW-model1 上海大众
产品号(PART NO.) 产品名称(PART NAME)
落料
模具制号:(DIE NO.:)
0
制件放入 制件状态 制件托起 制件取出 制件定位 基准侧 上型
TIP. POINT:
TIP ANGLE SEQUENCE 补充说明:(REMARKS:)
工序号(OPER. NO.)
X= Y= Z=
1) X = 2) Y = 3) Z =
OP10
PDF 文件使用 "pdfFactory Pro" 试用版本创建
页次(SHEET NO.)
问题反馈单
A
SVW-model1
发动机盖内板
TM.1Z0.823.155-V00
10 of 10
问题描述:(PROBLEM DESCRIPTION:) 如左图所示: 1.A处所指区域由于上下圆角太小,导致拉 延开裂,我方已经将下圆角倒大(R15), 并在工艺数型中有所体现,后序压料芯墩死 整形 ;对于上圆角我方希望将产品圆角修改 到至少R5并将立壁打斜,以保证制件的成型 性。 2.我已经将产品图和产品数型做了认真地核 对,发现数型中的黄色曲面与产品图中要求 较高(+-0.2)的曲面并不一致,我方认为应 以产品图为准。 解决方案:(SOLUTIONS:)
机械手 CAM 冲孔 机械手 形状 上型 CAM 冲孔
CAM 冲孔
CAM 冲孔 送料方向
CAM 冲孔
TIP. POINT: X = -330 Y =0 Z =600
TIP ANGLE SEQUENCE 补充说明:(REMARKS:)
工序号(OPER. NO.)
1) X =13 2) Y =0o
o
工艺型中红色型面为压料芯墩死整形区域。
发动机盖内板
向上整形分模线
TM.1Z0.823.155-V00
8
OF10
工序内容:(OPERATION DESCRIPTION:)
翻边整形
模具制号:(DIE NO.:)
向上翻边整形分模线 向上翻边整形分模线
Q530
向上翻边分模线 制件放入 制件状态 制件托起 制件取出 制件定位 基准侧 机械手 形状 上型 机械手 向上翻边分模线
OP60
PDF 文件使用 "pdfFactory Pro" 试用版本创建
冲压工艺方案卡
OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET
零件名称: (PART NAME:)
零件号:(PART NO.)
SHEET NO.
修边冲孔
模具制号:(DIE NO.:)
Q526
制件放入 制件状态 制件托起 制件取出 制件定位 基准侧
机械手
机械手 形状 上型
TIP. POINT: X = -330 Y =0 Z =600
TIP ANGLE SEQUENCE 补充说明:(REMARKS:)
送料方向
工序号(OPER. NO.)
1) X =13 2) Y =0o
o
OP50
3) Z =-90
PDF 文件使用 "pdfFactory Pro" 试用版本创建
冲压工艺方案卡
OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET