蒸汽发生器水平支承装焊变形控制及优化
CPR1000核电机组主蒸汽系统管道安装浅述
CPR1000核电机组主蒸汽系统管道安装浅述作者:袁满王永明王洪林马智斌来源:《华中电力》2014年第01期摘要:福建宁德核电厂一期工程规划建设两台1000MW等级的CPR1000机组,主蒸汽系统(VVP)是常规岛部分一个非常重要的系统,其主要功能是从核岛接口输送蒸汽到汽轮机主汽阀、汽轮机的轴封系统、汽水分离再热器的新蒸汽段、蒸汽转换器、除氧器以及汽机旁路系统,其安装的工艺复杂、难度大、过程控制严格、质量要求高。
本文阐述宁德项目主蒸汽系统管道安装的主要方法、接口处理原则、工作范围、介绍安装期间的重要现场设计变更以及对工程造成的影响,介绍安装期间发生的问题以及处理措施,希望能够给同类型机组的施工策划提供有效可行的借鉴。
关键词:核电主蒸汽冷拉口平衡符合法概述:从核岛三台蒸汽发生器来的三根主蒸汽管线(501、502、503)在常规岛内导入主蒸汽联箱。
从主蒸汽联箱引出四根管道(508、509、510、511)与汽轮机四个主汽阀相连接。
另外还有两根母管(514、519)分别引到凝汽器的两侧,与这两根旁路母管连接的还有通向除氧器的供汽/排放管线(525、526、527、529)、通向蒸汽转换器系统的加热蒸汽管线(528)、通向汽水分离再热器的新蒸汽管线(001、002、008、009)和通向凝汽器的12条蒸汽旁路排放管线,这两根母管由一根平衡管(524管线)连接在一起。
施工工序及难点介绍:1、跨岛管道吊装主蒸汽系统跨岛管道指的是连接常规岛与核岛之间的一部分管道,共3条管线,其吊装属高风险作业。
由于其管道跨岛连接,且7m间隙施工涉及单位众多、专业交叉,逻辑错综复杂,需提前与各方沟通,梳理施工逻辑并且严格执行才能保证现场安装工作有序进行,1号机跨岛管道吊装借鉴岭澳二期3号机施工经验,施工逻辑如下:1)中核华兴完成防甩钢结构C1、C2吊装;2)中核华兴完成主蒸汽防甩钢结构C3、C5吊装并且完成安装;3)我方完成501、502、503管线前三段管道吊装;4)核岛土建承包商完成防甩钢结构C4、C6的吊装并安装完成;5)我方完成跨岛管道三根水平管道吊装,并做好安全存放工作;6)常规岛土建承包商完成电缆桥架钢结构施工。
燃气蒸汽锅炉设计优化及性能改进

燃气蒸汽锅炉设计优化及性能改进燃气蒸汽锅炉是一种常见的工业锅炉设备,用于产生蒸汽来驱动各种设备和机械。
设计优化和性能改进可以提高锅炉的效率、降低能耗和减少环境排放。
本文将重点讨论燃气蒸汽锅炉设计优化及性能改进的关键方法和技术。
首先,锅炉燃烧系统是影响锅炉性能的关键因素之一。
采用先进的燃气燃烧系统可以提高燃烧效率和稳定性,减少燃料消耗和污染物的排放。
其中,关键技术包括低氮燃烧技术、燃气混合燃烧技术和燃烧控制技术等。
低氮燃烧技术可以降低锅炉燃烧过程中产生的氮氧化物排放,减少空气污染。
燃气混合燃烧技术可以充分利用燃气的能量,提高燃烧效率。
燃烧控制技术可以实现燃料和空气的精确控制,保持燃烧过程的稳定性和高效性。
其次,换热器是燃气蒸汽锅炉的关键部件,影响锅炉的热效率。
优化换热器设计可以提高热传递效率,降低烟气排放温度,减少能源消耗。
换热器设计优化的关键方法包括提高管壁传热系数、增加烟气侧传热面积、减小烟气侧传热阻力等。
具体的技术措施包括采用高效传热管、增加传热面积、优化烟气流动分布等。
此外,定期进行清洗和维护,保持换热器清洁并增加换热效率也是重要的措施。
此外,锅炉控制技术对于燃气蒸汽锅炉的性能改进也至关重要。
先进的控制技术可以提高锅炉的自动化水平,实现精确的控制和优化运行。
关键的控制技术包括燃烧控制、温度控制、压力控制和水位控制等。
通过采用智能化控制系统,可以实现对锅炉的全面监测和自动调整,提高锅炉的运行稳定性和效率。
此外,节能降耗还需要从锅炉热损失的角度进行考虑。
通过增加绝热层,在减少热量传递过程中的能量损失方面起到了关键作用。
使用高效的隔热材料和绝热技术可以有效减少锅炉的热损失,提高能源利用效率。
同时,通过减少燃料的使用量和提高余热回收利用率,也可以有效地降低能耗和碳排放。
最后,燃气蒸汽锅炉的性能改进还需要重视锅炉的运行和维护管理。
定期检查和清洗锅炉,保持锅炉内部清洁,防止堵塞和腐蚀现象的发生。
采取合理的水质处理措施,防止锅炉产生水垢和腐蚀,延长锅炉的使用寿命。
蒸汽发生器改造项目总结报告

蒸汽发生器改造项目总结报告蒸汽发生器改造项目总结报告本报告旨在总结蒸汽发生器改造项目的实施情况和效果,以及对未来改进提出建议。
一、项目背景公司生产线上的蒸汽发生器已经使用多年,存在一些老化和安全隐患问题。
为了提高生产效率和保障员工安全,公司决定对蒸汽发生器进行改造。
二、项目目标1. 提高蒸汽发生器的效率和稳定性,减少故障率。
2. 提高蒸汽发生器的安全性能,减少事故发生的可能性。
三、项目实施1. 设计方案:根据公司需求和现有设备情况,设计了改造方案,包括更换部分老化设备、增加安全阀和温度控制系统等。
2. 设备采购:根据设计方案,采购了新设备和零部件。
3. 施工安装:对蒸汽发生器进行了拆卸、清洗和安装新设备等工作。
4. 调试验收:对改造后的蒸汽发生器进行了调试和验收,确保设备正常运行。
四、项目效果1. 效率提高:改造后的蒸汽发生器运行更加稳定,效率提高了10%以上。
2. 安全性能提升:增加了安全阀和温度控制系统,减少了事故发生的可能性。
3. 维护成本降低:新设备的使用寿命更长,维护成本降低了30%以上。
五、改进建议1. 定期维护:定期对蒸汽发生器进行维护和检查,确保设备正常运行。
2. 增加监控系统:增加监控系统,及时发现设备故障和异常情况。
3. 优化设计方案:根据实际情况和需求,优化设计方案,进一步提高设备效率和安全性能。
六、结论蒸汽发生器改造项目的实施效果显著,提高了设备效率和安全性能,降低了维护成本。
在未来的工作中,需要加强设备维护和监控,优化设计方案,进一步提高设备效率和安全性能。
核安全工程师-核安全综合知识-民用核安全设备基础知识-主要民用核安全设备举例

核安全工程师-核安全综合知识-民用核安全设备基础知识-主要民用核安全设备举例[单选题]1.()既属于核反应堆也属于核电厂一回路主设备。
A.压力容器B.蒸汽发生器C.稳压器D.主泵(江南博哥)[单选题]2.反应堆压力容器是核电厂最关键的部件之一,在核电厂安全分析中,()。
A.不考虑其失效B.应考虑其失效C.重点考虑其失效D.重点考虑其发生破裂事故[单选题]3.反应堆压力容器长期工作在高温()左右。
A.540B.430C.320D.210[单选题]4.反应堆压力容器长期工作在高压()MPa左右。
A.21.0B.15.5C.7.0D.4.3[单选题]5.反应堆压力容器属于在核电厂整个寿期内不可()的设备。
A.失效B.破裂C.更换D.维修[单选题]6.目前只有俄罗斯采用()作为压水堆压力容器材料。
A.Cr-Ni-Mo钢B.Mn-Ni-Mo钢C.Ni-Mo-C钢D.奥氏体不锈钢[单选题]7.我国和美、法、德、日等国均采用()作为压水堆压力容器材料。
A.Cr-Ni-Mo钢B.Mn-Ni-Mo钢C.Ni-Mo-C钢D.奥氏体不锈钢[单选题]8.反应堆压力容器顶盖和本体是通过主法兰、螺栓及上下法兰间的()紧固密封。
A.两道钼制“c”形环B.四道镍制“c”形环C.两道镍制“o”形环D.四道钼制“o”形环[单选题]9.压水堆反应堆压力容器本体由()个筒节和下封头环形拼焊而成。
A.2-3B.3-4C.4-5D.5-6[单选题]10.反应堆压力容器本体有()个冷却剂进出入口接管。
A.2-4B.4-6C.4-8D.6-8[单选题]11.压水堆反应堆压力容器本体冷却剂进出入口接管一般是通过()焊缝连接到相应的筒节。
A.圆形B.锥形C.椭圆形D.马鞍形[单选题]12.压水堆由于主管道的材料一般为不锈钢,因此压力容器接管与主管道的连接处还需要焊接接口()。
A.过度端B.安全端C.管座端D.封头端[单选题]13.压水堆反应堆压力容器顶盖上有()个控制棒驱动机构及堆内测温装置的管座。
核电站施工中重要焊接技术和要求

核电站施工中重要焊接技术和要求内容摘要:本文介绍了AP1000、CPR1000核电施工现场较重要的焊接技术和要求,包括主管道和波动管焊接、堆芯仪表管焊接、控制棒驱动机构密封焊等,同时也介绍了土建、常规岛和BOP重要的焊接项目。
概述核岛主设备内主要介质为放射性核物质,其设备制造和安装焊接质量对防止核电厂泄漏造成核物质放射性污染具有特殊性,同时也关系到这些主设备在核安全状态下稳定运行的可靠性和重要性。
1、民用核安全设备焊接特殊性核岛主设备通常包括反应堆压力容器、蒸汽发生器、稳压器、主泵、主管道等反应堆冷却剂系统设备,也是核电厂第二道安全屏障的组成部分。
核岛主设备的制造和安装焊接质量,直接影响反应堆冷却剂系统的完整性,焊缝又是一回路的压力边界,一旦泄漏将会使大量放射性物质向安全壳泄漏。
反应堆压力容器、蒸汽发生器、稳压器、主泵、主管道等核岛主设备,由于长期处于高温、高压和强辐照环境下运行,要求其制造用原材料包括焊接材料具有较高的塑性和韧性,以及良好的焊接性和抗辐照、耐蚀等性能。
同时由于其焊接壁厚较大,焊接工艺较为复杂,通常焊前需要预热,焊后需要热处理,以避免冷裂纹等焊接缺陷的产生。
单条焊缝焊接工作量大,要求焊工在操作过程中严格执行焊接工艺规程,尤其是采用机械化焊接时,要克服麻痹思想,认真操作,加强自检,直至焊接完成。
控制棒驱动机构的耐压壳和热电偶法兰的焊接质量直接影响反应堆调节系统的运行状态。
当调节系统失灵时,有可能危及堆芯的安全。
安全壳是核电厂的第三道安全屏障。
一旦发生一回路管道破裂,也能将大量核放射性物质封住。
钢制安全壳和安全壳钢衬里安装焊缝质量要求较为严格,通常要进行泄漏检验。
2、民用核安全设备焊接重要性核岛主设备通常采用焊接结构,焊接接头与其结构中的母材相比加工条件相差较大,虽然现代焊接技术已使焊接接头的性能接近母材的性能,但其制作仍需要合格的焊接工艺评定才能实现,其焊接质量仍取决于操作焊工的技术水平和工艺过程的控制,因此焊接接头在其结构中属于薄弱环节。
CAP1400与其他核电厂的蒸汽发生器对比分析

CAP1400与其他核电厂的蒸汽发生器对比分析摘要:通过对比分析CAP1400蒸汽发生器和国际上其他核电站蒸汽发生器,从结构、运行参数等方面分析了各系统之间的差异。
指出了CAP1400蒸汽发生器的优缺点,它占地面积小,但水位控制较差。
每台蒸汽发生器连接两个屏蔽泵。
在运行参数上显示出换热面积更大,从而产生小的热应力。
在工作性能上显示出U形管换热性能好,抗振动性好的特点,能够满足高功率核电站设备要求。
关键词:核电站;蒸汽发生器;CAP1400蒸汽发生器引言:自1954年6月27日前苏联建设的第一台核电站——奥布灵斯克核电站起,国际上的核电站已经发展了几十年。
核电的技术也不断在变化发展着。
作为大多数核电站堆芯的一、二回路的枢纽,蒸汽发生器也发展为各种形式。
它主要的作用是将一回路冷却剂中的热量传递给二回路给水,使之产生蒸汽来驱动汽轮发电机组发电。
本文介绍各种堆芯与三代堆的主蒸汽发生器进行对比分析,指出CAP1400蒸汽发生器设计的发展和自有的特点,同时为下一代蒸汽发生器的设计提供参考。
1 各电厂的蒸汽发生器1.1 切尔诺贝利石墨堆对于第一次重大核事故的切尔诺贝利核电站,它是石墨堆,在石墨堆型中,堆芯的水直接进入汽轮机,所以没有真正意义上的蒸汽发生器。
它的传热在堆芯中完成,汽水分离在汽水分离包中实现。
该种堆芯优点是由于没有一、二回路,热量损失小,传热效率高。
缺点是有放射性的水直接进入汽轮机,如果汽轮机显露,则放射性可能直接泄露出来。
且汽轮机大修时,放射性水平较高。
同时对外部环境的放射性也较高。
从经济的角度上来看是较好的,从安全角度上来说是较差的。
1.2 大亚湾蒸汽发生器大亚湾核电站是国内典型的核电站,它的蒸汽发生器由带有内置式汽水分离设备的立式筒体和倒置式U形管束组成,一回路的每一个环路有一台蒸汽发生器,它是垂直布置的、自然循环的管式汽化装置。
主蒸汽发生器参数:总高度20.8m,上筒体外径6.2m,下筒体外径4.8m,一回路压力15.5MPa,二回路压力6.89MPa,冷却剂进口温度327.6℃,冷却剂出口温度292.4℃,总传热面积5429m2,换热管数目4474根。
蒸汽发生器设计、制造技术要求

蒸汽发生器设计、制造技术要求二○○八年一月目录1.设备功能2.安全分级、抗震类别和质保分级3.遵循导则、规范和标准4.设计技术要求5.结构描述6.主要材料和焊接材料7.供货和服务范围8.制造和验收要求9.包装、运输和贮存要求10.运行、维修要求1.设备功能蒸汽发生器为压水堆核电厂一、二回路之间的换热设备,来自反应堆冷却剂进入蒸汽发生器的一次侧,通过U形管将热量传给二次侧的介质,产生汽-水混合物,汽水混合物经过内置式汽水分离器分离成饱和蒸汽和水,经干燥器干燥后成为干饱和蒸汽(温度不超过5%)。
蒸汽从蒸汽出口管嘴流出驱动汽轮发电机组作功发电。
蒸汽发生器为高温高压的压力容器,蒸汽发生器的传热管作为一、二次侧介质的隔离屏障,其安全性和可靠性必须得到充分保证。
2.安全分级、抗震类别和质保分级3.遵循导则、规范和标准3.1管理导则NRC,RG1.26 核电站的含汽水-水,以及含放射性废物的部件的质量组分级和标准NRG,同RG1.29 有关地震的设计分类IAEA50-C/SG-Q(1996) 核电厂和其他核设施安全的质量保证HAF102 核电厂设计安全规定HAD103/01 核电厂运行限值和条件HAD103/07 核电厂在役检查3.2ASME和ASTM规范(2006年版)ASME规范第II卷材料技术条件第III卷第一册NB及附录E 核动力装置设备第V卷无损检测第IX卷焊接及钎焊评定第XI卷核动力装置设备在役检查规程ASTM规范:E185,E228,A262,A370,A508,A3883.3国家标准(最新版)GB/T:228, 229, 232, 699, 1804, 1954, 2649, 2650, 2651, 2652, 2653, 2654, 3280, 4237, 4334.5, 4338, 68034.设计技术要求4.1设计准则a. 蒸汽发生器的材料(包括母材,焊材,螺栓件及附件材料)的规格及质量应符合国内外有关标准要求。
2023年全国注册核安全工程师考试综合知识真题解答

2023年全国注册核安全工程师考试综合知识真题单项选择A、1.原子核旳稳定性与(C)有关。
P5A、质量数B.电子C.质子和中子之间旳比例D.中子数B、2.衰变常数与半衰期旳关系(A)。
P8T1/2 =ln2/λB.T1/2 *λ=1 C.T1/2 *λ=0.37 D.T1/2 *λ=0.53、核反应堆内链式反应继续进行旳条件可以以便地用有效增值系数K有效来表达, 它定义为(A)。
31A.新中子与老中子之比B.老中子消失率C.新中子产生率D.新中子与老中子之积4、在反应堆中为了保证链式反应旳持续进行, K有效应(C)。
P31A.不不小于1B.不小于1C.等于1D.靠近15、压水堆核电厂使用低富集度旳铀, 核燃料是高温烧结旳(D)二氧化铀陶瓷燃料芯块。
A.圆柱形B.方块形C.长方形D.圆锥形6、我国核电厂在运行旳头十年中, 每年进行一次换料, 每次换料更换(A)燃料组件。
A.1/3 B、1/4 C、1/2 D、2/37、反应堆压力容器上冷却剂出口管嘴到蒸汽发生器入口旳管道称为(A)。
175A.热管段B.冷管段C.波动管段D.直管段8、蒸汽发生器传热管断裂事故在核动力厂设备事故中居首要位置, 约占非计划停堆事故旳(D), 可靠性比较低。
68A.1/3 B、1/2 C、1/5 D、1/49、在目前运行旳大型压水堆核电厂中重要采用(A)作为主循环泵。
70A.轴密封B.全密封C.半密封D.不密封10、第三代高温气冷堆中旳慢化剂(A)。
A.石墨B.氦气C.二氧化碳D、金属钠11.快中子堆是堆芯中核燃料裂变反应重要由平均能力为(A)Mev以上旳快中心引起旳反应堆。
57A.0.1B.1C.0.5D.0.212、在核动力厂旳设计上做到至少(D)小时内, 不需要操作员干预。
105A.8B.30C.36D.7213.研究堆是指重要用来作为(A)旳核反应堆。
A.中子源B.电子源C、质子源D、核子源14.反应堆功率控制是由(A)系统来实现旳。
核工程中的蒸汽发生器设计与优化

核工程中的蒸汽发生器设计与优化蒸汽发生器是核工程中一个非常重要的设备,它在核电站中起到将核能转化为电能的关键作用。
本文将介绍蒸汽发生器的设计原理、优化方法以及一些相关的挑战和问题。
蒸汽发生器的设计原理是基于热交换的原理。
在核电站中,核燃料通过核反应释放的热能被用来加热工质(通常是水)并产生蒸汽。
这个过程通过蒸汽发生器来实现,蒸汽发生器一般由大量的热交换管和壳体组成。
在设计蒸汽发生器时,有几个关键的因素需要考虑。
首先是热交换管的设计。
热交换管通常是由导热性能很好的材料,如不锈钢或铜合金制成。
在设计热交换管时,需要考虑到管内流体和管外流体的传热和流动特性,以及管道的强度和可靠性。
同时,还需要考虑如何提高热交换效率,以增加蒸汽产生的能力。
除了热交换管的设计,蒸汽发生器的壳体也是需要考虑的设计参数之一。
壳体应该具备足够的强度和稳定性,以承受高温和高压环境下的工作条件。
同时,还需要考虑如何优化壳体的换热效率,以提高蒸汽发生器的整体性能。
在蒸汽发生器的设计过程中,还需要考虑其他一些因素,如流体流动的压降、材料的选择、管道的布局等。
这些因素都会对蒸汽发生器的性能产生影响,并需要在设计过程中进行综合考虑和优化。
蒸汽发生器的优化方法可以从多个方面进行。
首先,可以优化热交换管和壳体的结构和材料,以提高传热效率和强度。
其次,可以通过改变流体流动方式和流速,以及改善管道的布局,来减小压降和提高换热效率。
此外,还可以采用先进的流体力学模拟和优化算法,来辅助设计和优化蒸汽发生器。
然而,蒸汽发生器设计和优化中也存在一些挑战和问题。
首先,由于核电站的特殊工作环境,蒸汽发生器需要具备较高的安全性和可靠性。
这就要求在设计和优化过程中考虑到各种可能的事故和故障情况,并采取相应的措施来防范和应对。
其次,蒸汽发生器设计和优化需要综合考虑多个因素,包括热力学特性、流体力学特性、材料力学特性等。
这就需要设计人员具备多学科的知识和技能,并进行综合的分析和优化。
《核电厂蒸汽供应系统》第1章【反应堆及主冷却剂系统】第02节-反应堆冷却剂系统

蒸汽发生器结构图
14
蒸汽发生器(2)
一次侧工艺流程 在一次侧,反应堆冷却剂通过热段入口管嘴进入一次侧水室。一次侧水 室的下部是椭圆的,一块竖直的水室隔板将封头分为进口和出口水室。 反应堆冷却剂进入倒置的U型传热管,在传热管中流动的过程中将热量传 递给二次侧,然后返回到一次侧出口水室。冷却剂经过两个冷段管嘴离 开蒸汽发生器,而主泵直接与这两个管嘴相连接。
稳压器压力 RCS宽量程压力 I环路热段流量和II环路热段流量 冷段宽量程温度 热段宽量程温度 冷段窄量程温度 热段窄量程温度 稳压器水位(热态、冷态) 热段水位
31
主泵监测
主泵定子温度 连续振动测量 主泵速度测量 轴承冷却水温度
32
4 反应堆冷却剂系统运行
33
主冷却剂系统运行—运行模式
主泵启动时采用变频调速控制装置,降低冷态工况时的电机功率,从而 最大限度地缩小电机尺寸。
25
主泵控制
主泵启动 主泵的启动信号与RCS压力信号连锁,防止在启动时主泵气蚀。RCS宽 量程压力信号用来生成主泵启动的允许信号。
主泵跳闸 以下信号可以产生停主泵信号: —安全驱动信号; —CMT投入信号; —第一级自动卸压系统启动信号; —主泵轴承冷却水温度高; —稳压器液位低于L-2; —热段温度高且蒸发器液位低。
6
系统主要功能
保证压力边界的完整性 堆芯冷却和反应性控制 反应堆冷却剂系统压力控制 过程监控 自动降压功能
7
2 反应堆冷却剂系统描述
8
系统描述(1)
反应堆冷却剂系统由两个热交换环路组成。每个环路上包含一台蒸汽发 生器、两台主泵、一根热段管道和两根冷段管道。
另外,该系统还包括稳压器、连接管线、阀门及用于控制和保护的仪表 。所有反应堆冷却剂系统的设备均位于安全壳内。
公司申请民用核安全设备安装许可资格证需要搜集的安装技术资料

公司申请民用核安全设备安装许可资格证需要搜集的安装技术资料核安全设备安装申请单位应掌握核岛核安全设备的安装技术,包括一回路主设备安装工艺和技术要求,并具有相应的技术储备和解决措施,如:(1)针对反应堆压力容器的安装:应掌握反应堆压力容器的吊装、翻转,就位水平度和角向的控制,水平垫板的测量和加工等。
(2)针对蒸汽发生器的安装:应掌握垂直支承安装定位,蒸汽发生器的吊装、翻转,水平垫板测量和加工,上部、下部横向支承安装和调整等。
(3)针对主冷却剂泵的安装:应掌握垂直支承安装定位,水力部件和密封组件的安装,电机现场组装等。
(4)针对稳压器的安装:应掌握环形垫板安装,稳压器翻转、吊装等。
(5)针对控制棒驱动机构的安装:应掌握耐压壳与接管座焊前的装配间隙的调整、耐压壳与接管座的同心度的保证、“Ω”密封环焊接、水压试验等。
(6)针对堆内构件的安装:应掌握下部堆内构件径向支承键间隙测量和键镶块加工,上、下部堆内构件控制棒导向筒安装,下部堆内构件二次支承安装等。
(7)针对主回路冷却剂管道的安装:应掌握管道组对、焊接及焊接过程中的变形控制等。
(8)针对辅助管道的安装:应掌握管道的定位测量,高压水冲洗和重力水冲洗,温控阀的焊接,孔板安装等。
(9)针对安全壳钢衬里:应掌握穹顶在加工车间的分片压型和拼装焊接,穹顶拼装和整体吊装,牛腿的制作及热处理等。
(10)针对钢制安全壳:应掌握封头及筒体现场拼装、焊接及焊接过程中的变形控制、运输、吊装等。
(11)针对工程测量:应掌握核岛安装工程测量控制网的建立以及主回路设备安装测量。
申请单位应掌握DCS控制系统的安装与调试,电气贯穿件的安装与试验,以及硼加热系统、核取样系统、堆芯仪表系统的安装等关键工艺及技术要求。
“华龙一号”国内首台ZH

电重大关键设备。与国外堆型三代核电蒸汽发生器相比, 性能上全面达到了国外三代核电蒸汽发生器的先进水平, 出口蒸汽湿度更低、出口饱和蒸汽压
力更高、功率重量比更高,设计寿命达到60年。 承担 “华龙一号”首台ZH-65型蒸汽发生器制造的东方重机, 以“安全第一、质量第一”为己
任,在福清核电业主、中核工程公司及核动力研究设计 院的鼎力支持下,攻克了水平支承连接板焊接、管子管 板胀接、防振条安装等难关,并以质量保
发生器的成功制造。 福建福清核电有限公司、中国核电
工程有限公司、中国核动力研究设计院与东方电气相关 领导和员工代表一起,共同见证了“华
龙一号”国内首台ZH-65型蒸汽发生器在东方重机徐徐吊 装出厂房,在码// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https:// https://
核电设备培训讲义(3)

22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
பைடு நூலகம்
39
40
五.核承压设备制造的特殊要求
1.核级设备的定义
核级与核安全级严格来说是有区别的,前者针对 设计和制造规范而言,后者指执行反应堆核安 全功能而言,两者的关系已在前面作了比较, 但习惯上把有安全要求的设备称为核级设备。
(2)业绩、经验 (3)人员水平:人数及其组成,人员资格评定,
质量保证 (4)加工能力:制造手段及设施 (5)技术因素:标准和技术要求的程序,专利
和许可证 (6)财经因素:资金投入、年营业额 通过招标、评标,最终确定设备供应商
42
5.承压设备的制造
(1)标记 ①使用既不污染材料又不产生冷作硬化和应力集
(2)法国规范标准 ① RCC系列 RCC-P、 RCC-M、 RCC-E、 RCC-G、 RCC-I、16
RCC-C、
②在役检查规则:RSEM (3)国际标准和其他国家标准 国际标准:ISO、IEC、IAEA 美国标准:ANSI、ASME、ASTM、IEEE 其他国家标准:FN、DIN (4)国内配套规范、标准 ①部分法国标准中译本
17
③各有关专业按RCC要求编制的专用通用技术条 件。如安全壳钢衬里用6mm厚20HR钢板技术 条件,IE级电气设备抗震鉴定试验技术条件
④根据RCC-M编制的安装技术要求
18
3.不同标准的处理情况
(1)问题的由来: -多国采购 -部分外商只能执行ASME (2)解决办法:
- RCC-M与ASME作比较,主要区别在:材料,
核电厂蒸汽发生器水室降质分析和老化管理建议

0前言蒸汽发生器是压水堆核电厂的关键设备之一,其降质不仅会造成核电厂非计划停机停堆,还会影响核电厂安全运行。
美国核管理委员会(NRC )于2010年发布NUREG -1801(GALL ),要求核电厂通过蒸汽发生器老化管理大纲(以下简称SG AMP ),对传热管、堵头、衬管以及二次侧内部构件的降质进行管理[1]。
但是近年运行经验反馈表明,除了上述易发生降质的部件外,欧美部分核电厂在蒸汽发生器水室隔板与短筋中,相继发现裂纹缺陷,这些裂纹可能会扩展至水室、隔板与管板三向交界处,或者扩展至管板以及传热管与管板连接焊缝,进而影响一回路压力边界的结构完整性[2-4]。
另外,水室堆焊层也发生过破损事件,导致水室的低合金钢基体发生硼酸腐蚀[5]。
因此,NRC 于2016年发布临时管理导则,建议美国核电厂的SG AMP 增加对蒸汽发生器水室的管理[6]。
本文基于国际上蒸汽发生器水室的经验反馈和材料老化研究成果,对国内第二代核电M310机组、第三代核电AP1000机组蒸汽发生器水室的降质机理进行了深入研究,并提出了相应的老化管理改进措施,以提高核电厂的安全、可靠水平。
1老化经验反馈及降质分析1.1水室隔板的经验反馈及降质分析法国电力集团(EDF )从1992年开始,对蒸汽发生器水室隔板实施在役检查,截止2008年,在实施检查的82台蒸汽发生器中,相续发现11台蒸汽发生器的水室隔板与短筋焊接区(材料为Inconel -600合金)存在一回路应力腐蚀开裂(PWSCC )。
这些裂纹缺陷平行于隔板与短筋焊缝,深度约为0.08英寸,属于浅表型缺陷。
在所有发生裂纹缺陷的隔板中,大部分是厚度小于1.3英寸的薄隔板,只有1块是厚度约2.4英寸的厚隔板。
对这些缺陷进行跟踪检查,发现隔板区域的主应力可能促进裂纹沿隔板与短筋焊缝的水平方向扩展,但其沿深度方向几乎没有扩展。
进一步的研究表明,隔板与短筋焊接区裂纹萌生的根本原因是制造工艺问题,以及隔板在水压试验后的变形导摘要国外压水堆核电厂蒸汽发生器水室隔板曾多次发现裂纹缺陷,水室金属基体也曾因堆焊层破损而发生腐蚀,严重时这些缺陷可能扩展至穿透水室壁厚,影响反应堆一回路压力边界的完整性。
P1000蒸汽发生器开顶法吊装方式与M310堆型吊装方式的分析

2吊装工具与吊装工艺介绍2.1M310堆型蒸汽发生器吊装方式M310堆型蒸汽发生器的吊装工艺基本相同,吊装工具的结构也大致相似,本文以福清核电厂1、2#机组蒸汽发生器吊装为例介绍,蒸汽发生器重约345t,总高21115mm,直径Φ4484/3440mm。
蒸汽发生器吊装工具主要由提升装置、运输小车、翻转抱环、吊梁、提吊耳轴、翻转支架、翻转抱环拆除平台、钢丝绳等组成,结构见图1。
首先在厂房+20m平台上安装并固定运输小车,使用提升装置将蒸汽发生器从0m提升至+20m平台并放置到运输小车上,然后分三次牵引至厂房内翻转位置平移动环吊小车和提升吊钩交替动作将其翻转竖立并安装就位,吊装工艺见图2。
2.2开顶法吊装方式AP1000核电厂蒸汽发生器重约591t,总高22461mm,Φ5576/4382mm。
由于蒸汽发生器在运输过程中二次侧人孔轴线与水平面呈45°,吊装之前应将其旋转至水平状态,因此吊装分为水平吊装、(沿蒸汽发生器轴线)旋转和翻转竖立吊装三个阶段,工艺如图3。
整个吊装过程都在厂房外进行,首2600t吊机和400t吊机将蒸汽发发生器二次侧人孔旋转至水平状态并从厂房顶部吊入、安装就位。
吊装工具由旋转装置主吊耳及专用吊具等组成,结构见图二次侧人孔凸台上,通过专用吊具与与吊叉固定在蒸汽发生器尾部,为翻转提供支承3M310堆型蒸汽发生器吊装方式优缺点分析3.1安全性高蒸汽发生器是安全一级设备,结构和易损结构,因此其吊装工艺及吊装工具的设计首先应保证设备图2M310堆型蒸汽发生器吊装方式流程图图1M310堆型蒸汽发生器吊装工具结构示意图. All Rights Reserved.作者简介:黄新东(1971—),男,高级工程师,1995年毕业于衡阳工学院机械工艺设备专业,获学士学位,主要从事换料工艺及专用设备设计图3开顶法吊装方式流程图图4开顶法吊装吊装工具结构示意图的安全性。
在岭澳二期、福清、方家山等M310堆型核电项目中,我院已成功完成了蒸汽发生器吊装工具的设计和供货工作,积累了丰富的现场经验和技术基础。
大型焊接容器局部热处理防畸变工装优化设计

大型焊接容器局部热处理防畸变工装优化设计发布时间:2022-06-24T06:27:24.536Z 来源:《建筑实践》2022年第2月4期(下)作者:周丽君[导读] 随着社会经济的发展,人民的生产和生活水平不断提高,所需的能源也逐渐增加。
周丽君中国核工业二三建设有限公司,四川乐山 614106摘要:随着社会经济的发展,人民的生产和生活水平不断提高,所需的能源也逐渐增加。
压力容器是一种封闭的气体或液体保持装置,广泛应用于石油化工、电力工业、军事科学研究等经济部门。
由于压力容器的密封、压力压压和介质容易燃烧和爆炸,危及人们的生命和财产,容易造成污染。
因此,有必要在生产过程中注意压力容器焊接后的焊接和热处理,为压力容器焊接选择更好的热处理方法,并再次加热性能差,以提高其力学性能。
关键词:大型焊接容器;局部热处理;防畸变工引言对于大型塔器,受制造工艺及热处理炉体积的限制,无法采用整体热处理,只能采用局部热处理来消除焊接残余应力。
然而,局部热处理易使加热区域畸变过大,造成焊缝与母材区域变形不协调,导致筒体圆柱度发生变化,严重时会造成塔体热处理畸变失效,尤其对超大直径压力容器不等厚度环焊缝接头进行局部热处理时,焊缝处容易发生开裂。
因此,对大型压力容器局部热处理过程中的畸变量控制至关重要。
2012年,某公司针对解析塔的组对安装提出了一种防畸变工装的设计方案,取得了不错的畸变量调控效果。
但是,随着大型塔器直径和尺寸越来越大,需要对防畸变工装数量和尺寸进行合理的设计,以满足不同尺寸压力容器局部热处理的需求。
1 模拟试板的热处理实验制作压力容器模拟试验板,放入热处理炉中进行热处理,将最高温度调整至600℃,初始温度低于350℃,并逐步升高温度,达到最高热处理温度。
为了保证压力容器温度测量的准确性,必须定期维护热处理炉,并定期更换加热元件,使加热元件始终处于最佳状态。
选择温度记录仪时,应尽可能选择高质量的产品。
为了确保数据记录的准确性,传输必须调整到300毫米/小时,以便真实反映压力容器的实际热处理情况。
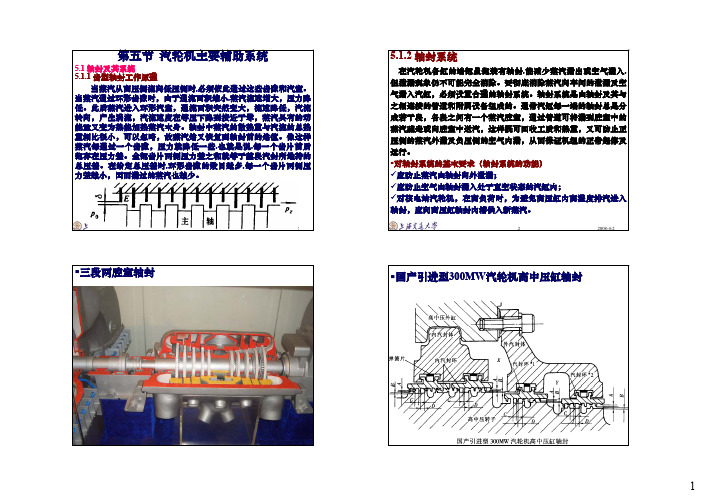
汽轮机主要辅助系统
总压差总压差。
在给定总压差时,环形齿隙的数目越多,每一个齿片两侧压2008-4-21力差越小力差越小,,因而漏过的蒸汽也越少因而漏过的蒸汽也越少。
对轴封系统的基本要求对轴封系统的基本要求((轴封系统的功能轴封系统的功能))2008-4-229应防止蒸汽由轴封向外泄漏;9应防止空气由轴封漏入处于真空状态的汽缸内;9对核电站汽轮机对核电站汽轮机,,在高负荷时在高负荷时,,为避免高压缸内高湿度排汽进入轴封轴封,,应向高压缸轴封内槽供入新蒸汽应向高压缸轴封内槽供入新蒸汽。
三段两腔室轴封2008-4-232008-4-242008-4-2 5大湾亚湾90MWMW汽轮机2008-4-26低压缸轴封引进技术型国产300300MWMW凝汽式汽轮机轴封系统图2008-4-27大亚湾汽轮机轴封系统2008-4-282008-4-295.2.1.2工作原理若蒸汽在密闭的容器(凝汽器)中放热中放热,,将使容积很大的蒸汽被凝结成体积很小的凝结水而集结于凝汽器底部积很小的凝结水而集结于凝汽器底部,,从而在原来被蒸汽充满的凝汽器空间中形成高度真空间中形成高度真空。
这就是凝汽设备的简单工作原理这就是凝汽设备的简单工作原理。
如工作压力为4.9kPa 的凝结水比容约为蒸汽比容(2828kg/m kg/m 3)的1/28000,抽气口处气-汽混合物约为排汽的1/2800,两项相加小于排气量的1/2500。
为汽轮机排汽口建立与维持一定的真空度为汽轮机排汽口建立与维持一定的真空度、对凝结水除氧对凝结水除氧、、蓄水蓄水。
冷却水泵(循环水泵)的作用:提供低温的冷却水提供低温的冷却水,,并带走汽轮机排汽在凝汽器中放出的热量凝汽器中放出的热量。
2008-4-210不断抽出不断抽出,,以维持凝汽器的真空以维持凝汽器的真空。
凝结水泵的作用:把凝结水送回锅炉(蒸汽发生器)或回热加热系统继续使用或回热加热系统继续使用。
维持真空的动态过程:排汽源源地进入凝汽器凝汽器,,被连续流入的冷却水带走汽化潜热而凝结热而凝结,,漏入的少量空气不断地被抽出漏入的少量空气不断地被抽出,,凝泵不停地将热井中的凝结水送走凝泵不停地将热井中的凝结水送走。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蒸汽发生器水平支承装焊变形控制及优化叶万丙(东方电气(广州)重型机器有限公司,广东广州511455)摘要:某三代蒸汽发生器在筒节外壁焊接两对双层结构的厚锻板作为水平支承,其焊缝长度1900mm ,焊缝厚度130mm ,焊接后筒节圆度要求小于5mm ,水平支承上下表面平行度要求小于1.5mm 。
焊接应力大,控制变形困难。
通过水平支承装焊变形分析,设计了一套焊接收缩小的坡口,采用窄间隙埋弧焊方法,以及两侧交替焊接的合理焊接顺序,同时使用防变形工装等变形控制措施,有效控制了焊接变形,保证了水平支承焊后平行度及筒节圆度。
根据实际变形数据分析,对水平支承零件结构进行优化,降低了水平支承制造成本。
本文相关措施为今后同类厚板焊接变形控制提供了经验借鉴。
关键词:蒸汽发生器;水平支承;防变形;优化中图分类号:TG404;TL353+.13文献标志码:B 文章编号:1001-2303(2019)04-0279-04DOI :10.7512/j.issn.1001-2303.2019.04.51Anti-distortion control and improvement of horizontal support welding of steam generatorYE Wanbing(Dongfang Electrical (Guangzhou )Heavy Machinery Co.,Ltd.,Guangzhou 511455,China )Abstract :There are two pairs of double-layer thick forged plates welding on the shell as horizontal supports in a certain third-gener-ation steam generator.The welding seam length is 1900mm ,and the welding seam thickness is 130mm.After welding ,the roundness ofthe shell should be less than 5mm ,and the parallelism of the upper and lower surface of the horizontal support should be less than 1.5mm.It is difficult to control the deformation because of the high welding stress.Through the analysis of the welding deformation of the horizontal support ,a set of welding groove with narrow gap is designed.The rational welding sequence of the alternate welding is set.We use narrow gap submerged arc welding method.The deformation control measures such as anti-deformation tooling is used to effectively control the welding deformation and ensure the parallelism of horizontal support and roundness of the shell after welding of the horizontal support.According to the analysis of the actual deformation data ,the structure of the horizontal support is optimized ,and the manufacturing cost of the horizontal support is reduced.The relevant measures in this paper can provide reference for similar thick plate welding deformation control in the future.Key words :steam generator ;horizontal support ;anti-distortion control ;improvement 本文参考文献引用格式:叶万丙.蒸汽发生器水平支承装焊变形控制及优化[J].电焊机,2019,49(04):279-282.收稿日期:2019-03-21作者简介:叶万丙(1987—),男,学士,工程师,主要从事蒸汽发生器、压力容器等核电主设备制造工艺的研究。
E-mail :ywbfyd@ 。
0前言蒸汽发生器在核电站一回路的功能是将反应堆内载热剂的热量传递到二回路,使水成为饱和蒸汽,从而推动汽轮机发电。
蒸汽发生器立式安装后,水平支承功能是保持蒸汽发生器处于立式平衡状态。
某三代蒸汽发生器水平支承是筒节外侧焊接双层锻板,如图1所示,其中筒节材质为SA-508M Gr.3Cl.2,水平支承材质为SA-508M Gr.3Cl.1,两者图1蒸汽发生器水平支承Fig.1Horizontal support of steam generator图2水平支承零件结构Fig.2Structure of horizontal support表1主要化学成分[1]主要化学成分如表1所示[1]。
水平支承设计结构为整体锻件,如图2所示,焊接至筒节后机加去除中间连接部分形成双层板结构。
支承板焊缝长度1900mm ,焊缝厚度130mm ,焊接后筒节圆度要求小于5mm ,水平支承焊后要求上下表面平行小于1.5mm ,焊接变形控制难度大。
1焊接变形分析焊件的刚性限制了焊件在焊接过程的变形,所以刚性不同的焊接结构,其焊后变形大小不同[2]。
对比两者径向厚度值,水平支承径向厚度明显大于筒节径向厚度,可见水平支承刚性大于筒节,焊接时筒节的变形趋势如图3a 所示,筒节将在焊水平支承的方位产生拉伸变形。
水平支承两层间距小,只能分别从两侧对称焊接,对单层水平支承采用单侧坡口焊接,故焊接时上下两侧水平支承板将产生角变形如图3b 所示,上层水平支承板往上侧转,下层水平支承板往下侧转。
通过分析预判,采取了一系列措施来控制焊接变形,同时结合实际变形数据分析,优化水平支承板结构。
a b图3焊接变形分析示意Fig.3Welding deformation analysis2焊接工艺准备2.1焊接方法通常焊缝的横向收缩量随焊缝宽度的增加而增加[3]。
蒸汽发生器筒节和水平支承均为锻件,焊缝厚度130mm ,壁厚大、焊接工作量大,为减少焊接材料的填充量,减小焊接残余应力及焊接变形,拟采用窄间隙埋弧焊方法,焊接坡口见图2。
窄间隙埋弧焊坡口窄、焊缝金属填充量少,可节省大量焊材和焊接工时,提高生产效率[4]。
水平支承自带焊接垫板,与筒节装配后手工点焊固定,然后采用自动埋弧焊进行焊接。
自动焊用焊材标准牌号SFA-5.23,φ4mm ,焊接电流490~640A ,电压26~34V ,焊接速度40~50cm/min 。
2.2焊接工艺装备为实现平焊焊接,将筒节竖直安装在回转平台工装上。
同时为方便上下两层的水平支承交替焊接,在筒节外壁设置4个起吊吊耳分布在筒节轴向的中间位置,以实现上下两层的水平支承板变换位置。
2.3设置防变形监测基准工件装配后,在筒节上和水平支承上分别标记变形监测点,如图4所示。
焊前用直尺分别测量两侧的变形监测点之间的间距值L 1~L 4,作为装配的初始值,也是后续焊接监测的基准值。
同时用直尺测核电焊接第49卷量坡口底部、顶部的宽度值W 11、W 12、W 21、W 22。
图4焊接变形监测示意Fig.4Welding deformation monitoring在筒节两端设置圆度监测点,一端设置2个方向4个监测点,焊接前、后分别用直尺测量筒节两端的直径,用于记录筒节圆度变形。
同时设置水平支承变形和筒节的圆度检查记录表,便于焊工在焊接中自检、及时调整焊接顺序来控制焊接变形,以及收集焊接变形数据,方便后续分析改进。
3变形控制措施3.1筒节变形控制刚性固定法是常用的控制变形方法,是将构件固定在具有足够刚性的平台或工装上,待焊接构件上所有焊缝冷却至室温后再去掉刚性固定。
焊接构件产生的变形将小于自由状态下的焊接变形[3]。
通过筒节变形趋势分析,为避免筒节在水平支承装焊方位产生拉伸变形,在筒节端部焊接防变形支撑工装,如图5所示。
图5筒节支撑工装示意Fig.5Shell anti-deformation tooling为避免防变形工装焊接对工件造成不利影响,将该工装焊接在带余量的筒节端部表面,同时使用弧形长板过渡,增大受力面积。
3.2水平支承变形控制为避免水平支承向上下两侧扩张变形,在水平支承上焊接防变形支撑工装。
因水平支承焊接变形后将直接影响到其最终平面度、平行度等,为保证形位公差满足设计要求,在水平支承零件采购阶段预留合理的余量,安排最终机加时去除。
3.3控制焊接顺序根据两侧变形监测点之间的间距值,计算两侧测量值的差值ΔL ,根据实际焊接过程,确定一个通过反面焊接可矫正变形的安全值S =2mm ,检查差值ΔL 接近安全值S 时,即开始对工件进行翻身变位,焊接另一侧水平支承。
保证焊接过程中上下两层支承板焊接变形在控制范围内。
优化的焊接顺序如图6所示。
①—进行上支承板首层焊接;②—翻身焊接下支承板至约1/4厚度;③—翻身焊接上支承板至约1/2厚度;④—翻身焊接下支承板至全厚度;⑤—翻身焊接上支承板至全厚度。
图6水平支承焊接顺序示意Fig.6Welding sequences3.4焊后消应力热处理为消除焊接应力,保持最终外形的稳定,按ASME NB4000规定[5],在595~620℃对焊缝进行消应力热处理,350℃以上加热速度55℃/h ,冷却速度55℃/h ,降至350℃以下空冷,加热方式为炉内整体加热。
3.5热处理后最终机加外形以往同类项目热处理前后的筒节圆度、水平支承平行度均会发生变化,导致水平支承外形与连接孔位置尺寸出现偏离。
本项目水平支承预留合理机加余量,在热处理后的稳定状态下机加上下表面、连接孔等部位,有效保证上下两层水平支承板的表面平面度及平行度。
4防变形改进通过上述措施有效控制水平支承装焊变形目标值(筒节圆度、水平支承平行度均满足)。