铁路货车复杂铸件三维铸造工艺模型设计
铸造工艺模型立体图制作

铸造工艺模型立体图制作铸造工艺模型立体图制作是一项非常重要的工艺,它可以帮助工程师和设计师更好地理解和展示他们的设计。
在制造业中,铸造工艺模型立体图制作的应用非常广泛,可以用于汽车、航空航天、船舶、机械设备等领域。
下面我们将详细介绍铸造工艺模型立体图制作的过程和技术。
首先,铸造工艺模型立体图制作的第一步是设计。
设计师需要根据产品的需求和要求,使用CAD软件进行三维建模。
在三维建模过程中,设计师需要考虑产品的结构、形状、尺寸等因素,并且要保证设计的合理性和可制造性。
设计师还需要考虑到材料的选择和工艺的要求,以确保最终的产品能够满足客户的需求。
一旦设计完成,接下来就是铸造工艺模型的制作。
在制作过程中,通常会采用快速成型技术,例如3D打印、激光烧结等。
这些技术可以快速地将设计图转化为实体模型,而且可以实现复杂结构和精细细节的制作。
在制作过程中,工程师需要根据设计图纸进行材料的选择、工艺参数的设定等操作,以确保最终的产品质量。
另外,铸造工艺模型立体图制作还需要考虑到产品的表面处理。
产品的表面处理可以影响产品的外观和性能,所以在制作过程中需要进行表面处理。
常见的表面处理方法包括喷砂、抛光、喷漆等,这些方法可以使产品的表面更加光滑、均匀,提高产品的质感和美观度。
此外,铸造工艺模型立体图制作还需要考虑到产品的装配和测试。
在产品的装配过程中,工程师需要根据设计图纸进行零部件的组装,确保产品的结构完整和稳固。
在测试过程中,工程师需要对产品进行各项性能测试,例如强度测试、耐久性测试等,以确保产品的质量和可靠性。
总的来说,铸造工艺模型立体图制作是一项非常复杂的工艺,它需要设计师和工程师具备丰富的经验和专业知识。
通过铸造工艺模型立体图制作,可以更好地展示和理解产品的设计,提高产品的质量和竞争力。
希望通过不断的技术创新和工艺改进,铸造工艺模型立体图制作能够在制造业中发挥更大的作用,为行业的发展和进步做出更大的贡献。
铸造工艺方案及工艺图示例PPT课件

整理版课件
9
(2)方案Ⅱ 沿底面分型,铸件全 部位于下箱,为铸出 110 mm凹槽必须采用 挖砂造型。
方案Ⅱ克服了方案工的 缺点,但轴孔内凸台 妨碍起模,必须采用 两个活块或下型芯。 当采用活块造型时, φ30 mm轴孔难以下芯。
整理版课件
10
(3)方案Ⅲ 沿110 mm凹槽底面分 型。
优缺点与方案Ⅱ类同, 仅是将挖砂造型改用 分模造型或假箱造型, 以适应不同的生产条 件。
该方案只需制造 一个圆柱形内孔 型芯,利于减少 制模费用。
整理版课件
15
(2)大批生产工艺方案
方案(2)所示,采用一个分模面、两箱造型,轴孔处于 中间的浇注位置。该方案造型操作简便,生产效率高,但增 加了四个形成Φ16 mm圆形凸台的1#外型芯及一 个形成 长 方形凹坑的3#外型芯,因而增加制造芯盒及造芯的费用。 但由于批量大,该费用均分到每个铸件上的成本就较低,因 而是合算的。
零件的铸造工艺图的制定及铸件图举例(一) 首先应综合考虑浇注位置和分型面的确定,1 加工余 量、2 起模斜度,3 砂芯的部位,要画出砂芯的位置、 形状和芯头。
整理版课件
2
整理版课件
3
上 下
收缩率 1%
Φ150 Φ70
全部 M15×4均布
110
Φ50
Φ100
整理版课件
4
Φ80
收缩率1%
Φ50
Φ200
产效率高。
整理版课件
27
车床刀架转盘:
整理版课件
28
整理版课件
29
整理版课件
30
整理版课件
31
整理版课件
32
整理版课件
33
第四节 综合分析举例 砂铸工艺设计综合分析举例
并行工程环境下铁路货车铸钢件模具的三维设计(精)
并行工程环境下铁路货车铸钢件模具的三维设计1 引言摇枕、侧架等铸钢件是铁路货车转向架中重要的承载件,这些铸件的质量和性能直接影响到整车的运行品质。
特别是在近年来铁路货车提速和新产品多极化的新形势下,对此类件的设计、制造工艺提出了新的挑战。
为适应市场做出快速反应并且获得质量健全、制造周期短、满足设计要求的铸件,随着公司的“并行工程”项目的深入和国家“863/CIMS”主题有关专家的指导下,我们开发一套“铸造工艺与模具设计系统”来迎接这一挑战。
2 系统环境建立2.1 软件选型经过对Pro/ENGINEER、I-deas、UG等著名三维设计软件的比选,我们针对Pro/ENGINEER的专用铸造模具设计模块,选择了该软件做为三维工艺与模具设计平台。
2.2 硬件、操作系统根据软件对系统环境的要求我们选择了HiSense工作站(256MB内存、10G硬盘)和Windows NT4.0操作系统。
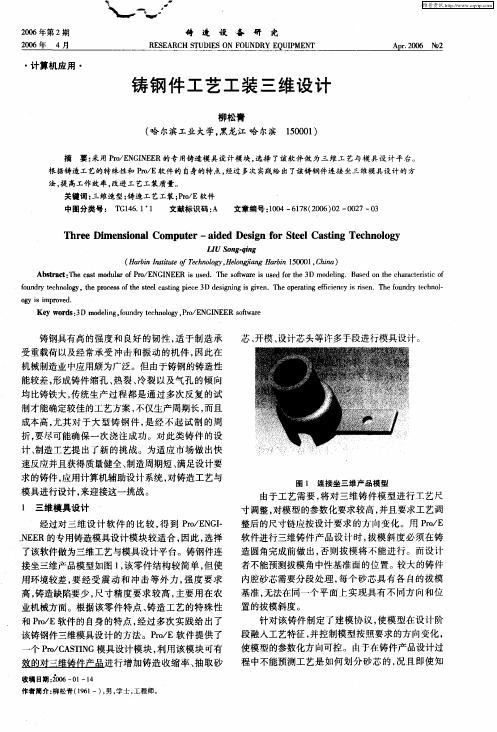
3 三维模具设计流程以铁路货车铸钢件摇枕为例(图1),介绍三维铸造工艺与模具设计系统的开发流程。
根据铸造工艺的特殊性和Pro/E软件的自身的特点,在多次实践中我们总结出了该铸钢件三维模具设计的一般方法。
3.1 系统功能模型参照图2的功能模型图,根据Pro/E软件的特点和本企业产品的结构特性,我们在反复实践中提出几个关键问题:(1)因工艺需要,将对三维铸件产品模型进行工艺尺寸调整,因此对模型的参数化要求较高,并且要求工艺调整后的尺寸链应按设计要求的方向变化。
(2)用Pro/E软件进行三维铸件产品设计时,拔模斜度必须在铸造圆角完成前做出,否则拔模将不能进行。
而设计者不能预测拔模角中性基准面的位置。
(3)较大的铸件内腔砂芯需要分段处理,每个砂芯具有各自的拔模基准,无法在同一个平面上实现具有不同方向和位置的拔模斜度。
针对以上提出的问题我们实践解决的方案如下:(1)我们针对不同的产品制定了建模协议,使模型在设计阶段融入工艺特征,并控制模型按照要求的方向变化,使模型的参数化方向可控。
铁路货车运用故障原因分析及改进建议
铁路货车运用故障原因分析及改进建议发表时间:2020-05-19T15:47:12.257Z 来源:《中国西部科技》2020年第6期作者:索宇强[导读] 铁路货车车辆是铁路货物运输的主要载体,摘要:铁路货车车辆是铁路货物运输的主要载体,确保铁路货车在实际运用中的安全,是维护铁路运输正常生产秩序,提高运输效益的直接表现。
本文通过本人所了解的铁路货车车辆在实际运用中发生的故障进行了分析,并提出针对性的改进建议。
关键词:铁路货车? 常见故障? 原因分析? 改进建议 1. 转向架大部件故障1.1侧架和摇枕技术状态的好坏直接影响到列车的运行安全,在铸造过程中容易产生各种缺陷,同时承受着重载荷交变应力,极易产生裂纹。
侧架A区导框弯角处,承簧台底部三角孔及立柱弯角处铆钉孔周围易产生裂纹。
摇枕A区弯角处,B区底部排水孔周围,下心盘孔周围上部吊装孔周围及内腔。
裂纹主要因为铸造质量缺陷,货车铸钢摇枕侧架结构复杂工艺难度大,铸造中一个环节出现问题就容易造成气孔砂眼等质量缺陷;另一个原因是材质疲劳,导致裂纹产生及发展。
1.2改进建议:一是提高配件生产源头铸造工艺品质。
二是定检作业人员要严格执行厂、段修工艺要求,确保检修质量。
三是在列检作业中要严格执行作业标准,加强对摇枕侧架裂纹的检查力度,提高运用检査质量。
1.3轮对故障也是影响列车运行安全常见故障的一种,主要包括踏面裂纹、磨损、剥离、轮缘磨损等。
踏面裂纹形成的主要原因是由于车辆制动时,车轮发生滑行、摩擦,进而产生热量,热量扩散后,温度快速降低,从而产生裂纹。
踏面磨损问題主要受到车轮材料、货车承载量、车辆运行速度等因素的影响,进而导致轮对踏面尺寸沿着车轮半径方向减小。
踏面剥离指的是踏面表层金属呈现片状剥落状态,进而形成小凹坑,不同材质导致的剥离裂纹也存在差异,剥离现象会进一步使得车轮与钢轨之间的摩擦和冲击加剧。
轮缘磨损故障主要发生在铁路货车行驶经过弯道或者道岔的时候,轮对的轮缘需要承受很大的水平位移作用力,同时外侧轮对受到离心力的作用,轮对挤压外侧钢轨,还会与外侧钢轨发生剧烈的摩擦和碰撞,进而导致磨损现象的发生,这种摩擦损耗较大,对轮对的影也较为严重。
拉杆座(二)铸造工艺优化及数值模拟
拉杆座(二)铸造工艺优化及数值模拟发布时间:2021-05-12T03:25:56.718Z 来源:《中国科技人才》2021年第8期作者:王宸李兰国陈军利[导读] 拉杆座(二)是构架焊接重要组成件,在整车结构中起着至关重要的作用。
其中,拉杆座(二)的作用为连接构架与轴箱体连接。
中车大连机车车辆有限公司辽宁省大连市 116021摘要:拉杆座(一)、拉杆座(二)作为机车构架上的一个重要组成部分,在机车运行时服役条件恶劣,要承受极大的冲击力,因此在实际生产中对其性能的要求非常严格。
要求其具有较好的塑性、韧性、且能够承受一定程度的塑性变形,同时也必须有良好地焊接性和可加工性等多方面的要求。
但是,在现有的实际生产过程中,往往在其重要的受力部分产生砂眼缺陷导致其性能大大降低。
拉杆座(二)是构架焊接重要组成件,在整车结构中起着至关重要的作用。
其中,拉杆座(二)的作用为连接构架与轴箱体连接。
而轴箱体的作为生产过程中的机车关键件,其主要作用为承载车轴,一旦拉杆座(二)失效,将会造成机车轴箱体及车轴的失效,发生重大机车事故,因此,拉杆座(二)的质量在机车件的生产过程中至关重要。
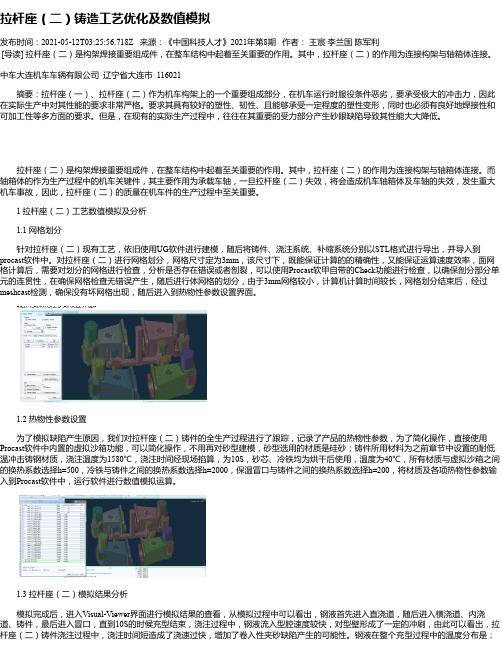
1 拉杆座(二)工艺数值模拟及分析1.1 网格划分针对拉杆座(二)现有工艺,依旧使用UG软件进行建模,随后将铸件、浇注系统、补缩系统分别以STL格式进行导出,并导入到procast软件中。
对拉杆座(二)进行网格划分,网格尺寸定为3mm,该尺寸下,既能保证计算的的精确性,又能保证运算速度效率,面网格计算后,需要对划分的网格进行检查,分析是否存在错误或者剖裂,可以使用Procast软甲自带的Check功能进行检查,以确保剖分部分单元的连贯性,在确保网格检查无错误产生,随后进行体网格的划分,由于3mm网格较小,计算机计算时间较长,网格划分结束后,经过meshcast检测,确保没有坏网格出现,随后进入到热物性参数设置界面。
1.2 热物性参数设置为了模拟缺陷产生原因,我们对拉杆座(二)铸件的全生产过程进行了跟踪,记录了产品的热物性参数,为了简化操作,直接使用Procast软件中内置的虚拟沙箱功能,可以简化操作,不用再对砂型建模,砂型选用的材质是硅砂;铸件所用材料为之前章节中设置的耐低温冲击铸钢材质,浇注温度为1580℃,浇注时间经现场掐算,为10S,砂芯、冷铁均为烘干后使用,温度为40℃,所有材质与虚拟沙箱之间的换热系数选择h=500,冷铁与铸件之间的换热系数选择h=2000,保温冒口与铸件之间的换热系数选择h=200,将材质及各项热物性参数输入到Procast软件中,运行软件进行数值模拟运算。
铸造新技术在高速重载铁路货车上的应用
3 智能下芯技术 .
下 芯 工序 是 保 证 摇 枕 、 侧架 产 品 质量 的 重 要过 程。长 期以来,摇枕 、侧架制造过程 中依靠人工下芯 , 不但起 吊装备稳 定性 不能满足高质量产 品的生产要求 , 而且对操作者的技艺等人为 因素依赖度高 ,因而 过程 质 量 波动较大 。将原来 的人工下芯改造为整体芯机械手 智 能下芯 ,有利于全面提升摇枕 、侧架制造技术水 平,提
二、新技术应用
1造型技术 .
我 国铁 路货车 摇枕 、侧架 、车钩 等铸 钢件采 用 了
潮 模砂抛 砂造型 、气 冲造型 、酯硬化 水玻 璃砂造 型 、
高生产过程控制水平和产品质量 ,是对摇枕 、侧架下 芯 技 术的重要 改进 。智能机械手 ( 工业机器人 )本体采 用 六轴旋转关节式设计 , 器人三维激光扫描定位能精确 机
旋 转角度等 ,下芯 综合精 度 ≤±0 5 . mm,系统重 复定 4
艺 , 枕、侧架 也 已推广使用连续式热处理工艺 。 摇
位精度 ± . mm。工艺流程:下芯机器人等待砂芯及 01 5
砂 箱到达工位一视觉系统对砂芯及砂箱进行 定位 一机器 人抓取砂 芯放入 砂箱内一机器人通知 系统输 出下好 芯的 砂箱 一机 器人回到原始位置 ,下芯周期结束 。
的传统缺陷——砂 眼大量减少 ,铸件质量明显提 高。
目前 ,在 世界 经济不 景气的 情况下 ,我 国经济得 到快速发展 ,以动车为代表的铁路运输装备的飞速 发展 更是振奋人心 。铁路货车在高速 、重载的发展方向上同 样取得 了 长足 的进步 ,究其原因就是大量采用 了先进的
新技术, 这再次用实践证明:科学技术是第一生产力。
如摇 枕、侧架 由转K2 4 、K 型到转K5 、K6 ,车钩 由1 型 3
高铁用大型复杂铝合金铸件的模具设计与制造技术
高铁用大型复杂铝合金铸件的模具设计与制造技术随着高铁的快速发展和运营,对于高铁车辆的制造需要日益提高。
作为高铁车辆的重要组成部分,大型复杂铝合金铸件的质量和性能直接影响到高铁运行的安全性和可靠性。
模具设计与制造是大型复杂铝合金铸件制造过程中不可或缺的环节,它对于保障产品质量、提高生产效率和减少生产成本起着至关重要的作用。
在高铁用大型复杂铝合金铸件模具的设计过程中,首先要进行铸件形状的分析和设计。
根据所需铸件的形状和尺寸,确定所需的模具结构和形式。
模具结构需要考虑到铸件的形状复杂度和铸造过程中的缩孔、气孔等缺陷的控制。
在设计过程中,需要充分考虑到铸件的结构特点,合理确定模具的分型面、浇注系统、冷却系统等。
模具的分型面是模具设计中的重点之一。
根据铸件的形状和结构特点,确定合理的分型面位置和数量,保证铸件在脱模过程中能够得到顺利脱模,同时减少模具的磨损和脱模力的影响。
分型面的设计应考虑到铸件的结构特点和生产需要,尽量避免在脱模过程中产生残留物和损坏铸件的情况。
在浇注系统的设计方面,需要考虑到铸件的浇注性能和冷却性能。
浇注系统的设计应满足铸件的充型和凝固要求,避免产生缺陷。
同时,浇注系统要合理布置,保证铸件在浇注过程中充分流动,避免产生夹杂和气孔。
冷却系统的设计则需要考虑到铸件的凝固过程中,各个部位的冷却速度差异,合理布置冷却通道,以保证铸件的凝固过程均匀,避免产生应力集中和裂纹。
制造技术是模具设计的重要组成部分。
在大型复杂铝合金铸件模具的制造过程中,首先需要进行模具的材料选择。
模具的材料应满足高温环境下的工作要求,具有较高的硬度、抗拉强度和耐磨性。
选择合适的材料可以延长模具的使用寿命和提高生产效率。
模具的加工工艺是确保模具质量的关键。
在加工过程中,需要使用先进的数控加工设备和精密的加工工艺,保证模具的加工精度和表面质量。
特别是在大型模具的制造过程中,需要采用多道次的加工工艺,通过精细的修磨和抛光,保证模具的精度和密封性。
铁路货车车轴锻造生产线浅谈

Discussion of the Axle Forging Production Line for Lorry
LV Zengyin
fNo.6 Institute of Project Planning&Research of Machinery Industry,Zhengzhou 450007,Henan China) Abstract:The process analysis,key equipment selection,and index of technical economy about one axle production line of lorry have been introduced.The promotion of forging quality and production efficiency has been realized in this production line,which wins every advanced index of technical economy. Keywords:For舀ng production line;Axle;Railway;Quick-forging press
收稿日期:2007-1l—02 作者简介:杨 云(1982-),男,硕士在读,主攻金属塑性成形过程数
值模拟
片内部质量好、生产效率高等优点,是叶片制造的先 进工艺技术之一,受到世界各地水电行业的青睐[31。 目前,国内厂家加工叶片的方法主要是先一次模压 成形,后续余量采用数控加工,已经有水轮机厂成功 模压出中小直径的叶片。哈尔滨电机厂制造了满台 城、大石板电站转轮和直径达1.8m的万家寨泵轮的 模压叶片。东方电机厂也制造了小关子、福堂等电站 的X型模压叶片的转轮,最近又制造了吉林台转轮 直径3.6m的X型叶片,把国内叶片模压技术推向 新高【lI。
铸钢件工艺工装三维设计
业机械方面。根据该零件特点 、 铸造工艺的特 殊性
和 PoE软件的 自身 的特点 , r / 经过多次实践给出了 该铸钢件三维模具设计 的方法 。P / o r E软件提供了
一
置的拔模斜度 。 针对该铸件制定 了建模协议 , 使模型在设计 阶 段融人工艺特征 , 并控制模型按照要求的方 向变化 ,
能较差 , 形成铸件缩孔 、 热裂 、 冷裂 以及气孔 的倾 向
芯、 开模 、 设计芯头等许多手段进行模具设计 。
均比铸铁大 , 传统生产过程都是通过多次反复的试 制才能确定较佳的工艺方案 , 不仅生产周期长 , 而且
成本高, 尤其对于大型铸钢 件 , 是经 不起 试制 的周 折, 要尽可能确保一次浇注成功。对此类铸件的设 计、 制造工艺提出了新 的挑战。为适应市场做 出快 速反应并且获得质量健全 、 制造周期短 、 满足设计要
u U S n -ig o gqn
( ab stt o eho g , e n] n abn100 ,hn ) H ri I tuef Tcnl yH l g agH ri 5 0 1C i n ni o o i a
Ab t s : h atmo ua fP EN NEE su e .T esf aei u e rte3 d l g ae ntec aa trs co T ees d lro m/ GI R i sd h ot r s s df h D mo ei .B sd o h h rceit f w o n i fu dy tc n lg tepo eso eselc sigpe e3 einn sgv n h eo eaigef in yi r e .T efu d tc n l o n r e h oo y, h rc s ft te at ic D d s igi ie .T p rt f ce c sn h n  ̄ e h o— h n g n i si o
SCT110T摇枕(F-1449P(G))铸造工艺设计与试制
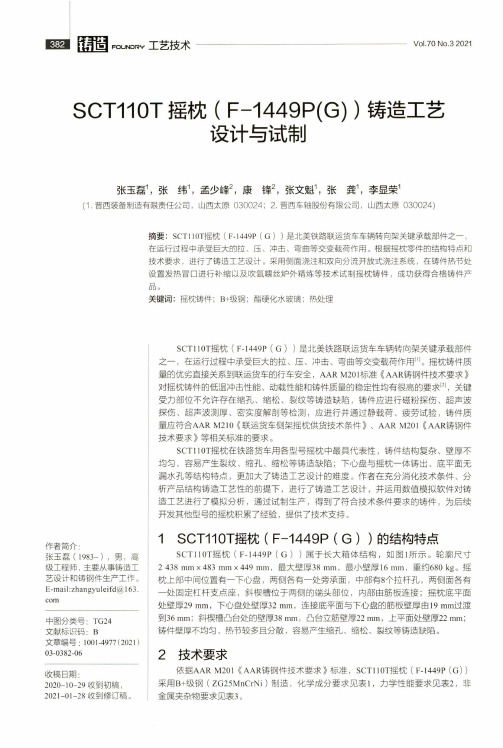
382m工艺技术Vol.70 No.3 2021 S C T110T摇枕(F-1449P(G))铸造工艺设计与试制张玉晶\张纬1,孟少峰2,康锋2,张文魁1,张龚\李显荣1(1.晋西装备制造有限责任公司,山西太原030024; 2.晋西车轴股份有限公司,山西太原030024)摘要:S C T110T摇枕(F-1449P(G))是北美铁路联运货车车辆转向架关键承载部件之一,在运行过程中承受巨大的拉、压、冲击、弯曲等交变载荷作用。
根据摇枕零件的结构特点和技术要求,进行了铸造工艺设计。
采用侧面浇注和双向分流开放式浇注系统,在铸件热节处设置发热冒口进行补缩以及吹氩喂丝炉外精炼等技术试制摇枕铸件,成功获得合格铸件产品。
关键词:摇枕铸件;B+级钢;酯硬化水玻璃;热处理SCT110T摇枕(F-1449P (G))是北美铁路联运货车车辆转向架关键承载部件之一,在运行过程中承受巨大的拉、压、冲击、弯曲等交变载荷作用m。
摇枕铸件质量的优劣直接关系到联运货车的行车安全,AAR M201标准《AAR铸钢件技术要求》对摇枕铸件的低温冲击性能、动载性能和铸件质量的稳定性均有很高的要求'关键受力部位不允许存在缩孔、缩松、裂纹等铸造缺陷,铸件应进行磁粉探伤、超声波探伤、超声波测厚、密实度解剖等检测,应进行并通过静载荷、疲劳试验,铸件质量应符合AAR M210《联运货车侧架摇枕供货技术条件》、AAR M201《AAR铸钢件技术要求》等相关标准的要求。
SCT110T摇枕在铁路货车用各型号摇枕中最具代表性,铸件结构复杂、壁厚不均匀,容易产生裂纹、缩孔、缩松等铸造缺陷;下心盘与摇枕一体铸出、底平面无漏水孔等结构特点,更加大了铸造工艺设计的难度。
作者在充分消化技术条件、分析产品结构铸造工艺性的前提下,进行了铸造工艺设计,并运用数值模拟软件对铸造工艺进行了模拟分析,通过试制生产,得到了符合技术条件要求的铸件,为后续开发其他型号的摇枕积累了经验,提供了技术支持。
基于SolidWorks_Composer的火车轮毂智能锻造生产线可视化设计研究
第2期0引言轮毂作为火车最重要的结构之一,对火车平稳运行至关重要,其性能、重量和使用寿命都有较高要求。
目前国内轮毂生产主要分为铸造法和锻造法,后者有助于提高火车轮毂物理性能,且锻造质量较好,锻后强度是普通铸造的3倍,市场前景较为广阔。
火车轮毂智能锻造生产线以工业机器人为基础,通过运动智能控制系统极大地缩短工序衔接时间,提高生产效率,其智能化需求日益明显。
Sol i dW or ks Com poser是独立新颖的可视化设计仿真平台,有效地将Sol i dW or ks 三维功能与动画仿真功能进行结合,其输出制作的生产线动画对用户了解生产线布局、掌握设备工作节拍和产品推广具有重要意义。
本文以火车轮毂智能锻造生产线为例,讲述产线从机械建模到仿真动画设计的交互设计过程,为机械领域相关产线研究提供理论基础。
1Sol i dW or ks Com pos er平台Sol i dW or ks Com pos er 是将Sol i dW or ks 强大的三维建模功能和可视化演示功能相结合的一个独立的应用软件,极大地改变了用户交付产品的单一方式,由传统的三维建模爆炸视图功能转变为更为复杂和人性化的可视化设计输出。
可以根据3D CA D 数据发布2D 和3D 的文档输出,其中软件的主要数据来源可以是多种3D CA D 系统,具有良好的交互设计功能。
高质量的演示视觉设计对于提升机械产品质量和推广生产线工艺具有积极作用,配合少量的文字和智能化的视图便可以直观的表达复杂的产品,可以更好地丰富机械领域三维建模的可视化体验,直观地表达产品结构和演示产品功能。
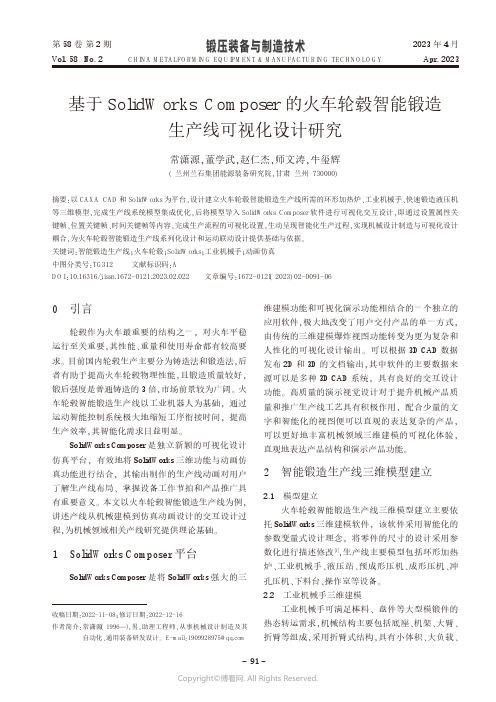
2智能锻造生产线三维模型建立2.1模型建立火车轮毂智能锻造生产线三维模型建立主要依托Sol i dW or ks 三维建模软件,该软件采用智能化的参数变量式设计理念,将零件的尺寸的设计采用参数化进行描述修改[1],生产线主要模型包括环形加热炉、工业机械手、液压站、预成形压机、成形压机、冲孔压机、下料台、操作室等设备。
铁路货车工艺工程化研究

不足 为切入 点 , 出设 计 、 艺并行理 念 , 化基 础 工艺和 工 艺可靠性 研 究 , 提 工 深 推行 货 车
工 艺的工程 化 , 用精 益制 造模 式 , 采 以提 升 工 艺研 发 手 段 来 实现 货 车 的 高 质 量 制 造 。
b sc p o e s sa d t e rr |a lt s,prm oi g t e s se tz to f r i a r d c in a i r c s e n h i eibi i ie o tn h y t maiai n o al r p o u to c a d u i zn e n p o u to d n tl i g l a r d c in mo e, S s t a u a t r ih q lt r ih a s i O a o m n f cu e h g uai feg tc r . y K e wor :fe g tc r;ma u a t rn e h q y ds r ih a n f cu i gt c niue;s se aiain;la r d c in;sm u y tm tz to e npo u t o i —
尤 其是 “ 三化 一互 换 、 枕 侧架 整 体 芯铸 造 、 锈 钢 摇 不 焊接 ” 三大 制 造 工 艺 的成 功 应 用 , 力 推 动 了 货 车 有
制 造技 术水 平 的整体 提 升 , 为车 辆 制 造 质量 和 安 也 全 可靠 性提 供 了保 障。但 当前 的铁路 货 车工艺 工作 与我 国铁路 货 车发 展 目标要 求 尚有 一 定 的差 距 , 一
支架铸造【重卡支架铸造工艺设计手段与实战】
支架铸造【重卡支架铸造工艺设计手段与实战】重型载货汽车支架安装在车前桥两端,对整车起支撑作用,是重型载货汽车底盘件的重要部件,在工作中受振动及冲击,承受较大的载荷,要求铸件在重要部位不得有缩松、缩、孔缺陷。
通过铸造模拟技术,对设计出来的铸造工艺进行模拟,为改进浇注系统、排气系统等提出一些意见和建议,从而提高工艺设计水平,尽量减少铸造缺陷的产生。
1.支架的结构特点支架铸件三维实体如图1所示,铸件为中心对称,大平面(a处)与中间圆环孔由筋板(c处)连接,加强筋(b)起辅助支撑作用,两φ60mm圆棒(d处)由相交的筋板与中间圆环孔连接,中间圆环孔下端小孔位置为筋板围城的空腔,起减重作用。
铸件结构简单,但局部壁厚较厚,最厚处(e处)为72mm,最大外形尺寸770mm×435mm ×300mm,铸件重117kg,材质为ZG310-570。
图1 支架三维实体2.支架原始铸造工艺方案设计(1)由于铸钢熔点高,流动性差,收缩大,易氧化,而且夹杂物对铸件力学性能影响严重,多采用底注浇包,浇注的铸钢件宜采用开放式浇注系统。
(2)由于中注式浇注系统具有充型平稳,抗气孔、夹渣能力强,抗缩松、缩孔、渗漏能力强的特点,根据我公司生产装备状况,采用中注式浇注系统,一箱两件,钢液由侧冒口直接进入铸型。
(3)为保证对铸件的充分补缩,采用三个侧冒口及一个顶冒口对不同热节部位进行补缩。
(4)采用酚醛树脂砂制芯,由于树脂砂发气量较大,因此将形成中间圆环孔位置的砂芯中间进行掏空,上芯头顶端放置一出气孔,顶冒口上端扎透,以及时排出铸型中的气体。
(5)根据经验,为防止在最大热节位置(e处)出现缩松、缩孔缺陷,在该位置放置4块外冷铁激冷。
3.支架的充型及凝固过程模拟我们采用Catia三维设计软件对原铸造工艺方案实体建模,然后转化为STL文件导入到铸造工艺设计及工艺模拟软件CAStsoft中,利用处理模块对工艺方案进行凝固过程模拟,并对模拟结果进行比较分析,预测缺陷存在的大小及位置。
铸造工艺模型立体图制作模板

铸造陈列室是陈列铸造工艺模型地方,是用来存放铸造课程教学所用模型,并供学生参观学习场所。
陈列室模型大约分类,分别为砂箱模型,模底板模型,芯盒模型,铸造工艺模型,芯头模型,浇注系统模型陈列室很久没有进行清洁了,不管柜子上还是模型上全部积攒了很多灰尘.为了以后进行模型制图和新柜子高计,我们需要将全部模型从柜子里面取出,进行分类整理,同时还要进行清洁。
将模型从柜子里取出后先是凌乱地摆放到桌子和地上,然后一件一件开始清洗。
有些形状复杂模型清洗起来十分困难,而且其中多个木制模型更是只能用布小心擦拭以防受潮。
将模型清洗完后开始分类,但发觉很多模型全部已损坏,于是在分类前我们将模型屮已经损坏地先堆放到一边,再将完好模型进行区分。
正式开始分类时才发觉有些模型没有名称,有些还好,从外观能够看出其功用和类型,但有些就无法确定了,于是我们将那些没有名字又看不出用途模型放置一边,将剩下进行细分。
最终我们将模型分为了以下几类:工装模型(包含砂箱模型和模底板模型)、铸件工艺模型、铸件设计参考模型、金属型铸造系列模型、浇注系统模型、芯盒模型、砂芯模型。
还有多个独立模型不属于上述任何一类。
二.绘制三维立体图我们任务关键是绘制三维立体图形,用是PRO E软件,proe是美国PTC企业旗下产品Pro/Engineer软件简称。
Pro/E (Pro/Engineer操作软件)是美国参数技术企业(Parametric Technology Corporation,简称PTC)关键产品。
是一款集CAD/CAM/CAE功效一体化综合性三维软件,在现在三维造型软件领域屮占有着关键地位,并作为当今世界机械CAD/CAE/CAM领域新标准而得到业界认可和推广,是现今最成功CAD/CAM 软件之一。
即使之前学过这个软件,但因为有一段时间没有接触,对这个软件有些生孰了,再次打开这个软件时首先要做是重新熟悉这个软件界面和各个命令,方便以后绘图。
p RO E界面有些复杂,有控制坐标轴、坐标面、转动控制开关,也有常见工具陈列,还有最基础文件编辑栏,当然,关键是绘图框部分,不过只有进入草绘命令时才能够在绘图框内绘图,否帽只能观察图形立体结构。
Solidworks铁路货运粉状货物罐车CAD建模装配的方法

一、SolidWorks功能综述SolidWorks软件功能强大并且易学易用,因而近年来在机械设计行业得到了广泛的应用。
其功能特点主要包括如下几点:(1) 参数化设计、特征建模技术及设计过程的全相关性使其具有很好的设计柔性,即设计过程灵活,修改方便;(2) 全Windows特性的特征管理器使设计过程的操作及管理条理清晰,操作简单,完整的动态界面和鼠标动态控制对设计复杂零件是非常实用而且特别重要的技术手段;(3) 功能强大的CAD模块包括了草图设计、曲面建模、实体建模和钣金零件设计等,可以完成基于特征的CAD模型建立,满足机械设计要求;(4) 面向装配的零件设计为大型装配体的建模提供了重要的技术方法,其IPA动画制作可以实现动态模拟装配,同时可以进行运动分析,从而在计算机里完成零件设计正确与否的校验;(5) SolidWorks是包含了CAD/CAM/CAE功能的集成化软件,全面满足设计、分析、制造、产品数据管理的一体化要求。
综上所述,SolidWorks软件的基本设计思路为"实体造型→虚拟装配→二维图纸",三维实体建模使设计过程形象而且直观,虚拟装配可以实现设计过程的随时校验,从而避免可能造成的直接经济损失。
二维图纸的自动绘制也满足了实际生产的需求,从而完全满足机械设计企业的设计生产要求,因而得到广泛的应用。
二、相关技术基础1.参数化造型参数化造型(Parametric Modeling,又称尺寸驱动几何造型技术)中,物体的几何外形是由受约束的数学关系式来定义的,而不仅仅取决于简单的、孤立的尺寸参数。
其主要技术特点在于:基于特征,全尺寸约束,尺寸驱动设计修改以及全数据相关。
(1)基于特征将某些具有代表性的几何形状定义为特征,并将其所有尺寸定义为可变参数,进而形成实体,以此为基础进行更为复杂的几何形体的构造;(2)全尺寸约束将形状和尺寸联合起来考虑,通过尺寸约束来实现对几何形状的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时信 息量 也增 加 了很 多 , 三维工 艺 、 工装从 总 体上来
讲, 具 有 以下特 点 : ( 1 ) 表达直 观 , 消除 了对 工 艺 、 工 装结 构 形 状理 解 的二义 性 。有些 空 间 的 尺 寸用 二 维 图 难 以 表述 , 用 三维 空间展 示将 非常 直观 、 形象 。 ( 2 ) 三维 工 艺模 型 数 据 可 直 接 用 于 外 模 、 芯盒
心 、 心 准、 r 、 分 基 准 面 和 删 墙 拔
三维 设计 水平 , 从 而提升 产 品质量保 证 能力 、 缩 短试 制周 期 已迫在 眉睫 。
2 复 杂 铸 件 三 维 工 艺 模 型 设 计 方 案研 究
本文 以转 K 6型摇 枕 为 例 , 选用 P T C公 司旗 下 C r e o 2 . 0软 件 开 展 三 维 铸 造 工 艺 模 型 设 计 方 案 研 究 。根据 摇枕 内腔 结构 复杂 、 砂 芯 比较多 的特 点 , 为 便 于摇枕 结构及 工艺 数据 的集 成创建 及 检查 、 修改 ,
摘 要 : 针 对 铁 路 货 车行 业 复 杂 铸 件 的 结 构 特 点 , 运用 C r e o 软 件 进 行 复 杂铸 件 三 维铸 造 工 艺设 计 , 介 绍 三 维 工 艺模 型设 计 流 程 , 并 以 目前 铁 路 货 车行 业 运 用 最 为 广泛 的转 K 6摇 枕 为 例 , 对 设 计 方 案 及 建模 思路 进 行 详 细 具 体 的 阐 述 说 明 。 对 复 杂 铸 件 铸 造 工 艺 三 维 模 型 设 计 从 产 生 到 成 熟 应 用 需
要 解 决 的 问 题 以 及 发展 方 向进 行 了展 望 , 并 提 出 了具 有 可行 性 的发 展 思路 。
关键词 : 铸Байду номын сангаас 工艺; 三维设计 ; 铁路货 车
中图分类号 : U2 7 2; T G2 4 文献标识码 : B
工艺 设 计 水 平 是 衡 量 产 品制 造 水 平 的 重 要 因
( 4 ) 工艺 三 维 模 型 可 在 软 件 设 计 界 面快 速 、 准
骨架 模 型 、 外模 、 整 体芯 、 斜楔 芯等 零件 图 , 完成 整个
装 配框架 的创 建 。 2 . 2 骨 架模 型设计 在 骨架模 型 中设 计 出工艺 模 型所需 参照 的基础
确 的计 算 出编制 工艺 卡 片 所 需 的浇 冒 口重 量 、 砂 芯
工艺 模 型可 自动更 新 , 这 种 关 联 性是 传 统 二 维 工 艺
和斜 楔 芯设计 为重 点对 复杂铸 件 三维工 艺模 型的设
计方 案进 行介 绍 。 创 建摇 枕 工 艺模 型 装 配 图 , 并 在 装 配 图下创 建
所不 具 备 的 , 这种 关联 性 降 低 了工 艺人 员 在 后 续 工 装设 计 、 工艺 文件 编制工 程 中发生 错误 的概 率 。
等模 具 三维模 型 的设 计 , 而无 需进 行二 次转 化 , 提 高
了模 具设 计 的效率 和准 确度 。
像 即可完 成建 模 , 可 大 大减少 设计 工作量 , 提 升设计
效率 。下 面 以骨架模 型设 计 、 外 模设 计 、 整体 芯设计
( 3 ) 工序 模 型 之 间 可 以保 持 关 联 , 有 效 保 证 数 据 的统 一性 和准 确 性 。 当设 计模 型发 生 更 改 时 , 各
l 三 维 模 型 铸 造 工 艺 设 计 特 点
相对 于二 维表 达方式 而 言 , 三 维工艺 、 工装 更形 象、 更直接, 具 有全 方位 、 无死 角 、 可视化 优势 。但 同
采用 自顶 向下 ( t o p—d o w n ) 的设计 方案 , 设计 全参 数 化 三维模 型 , 以 曲面为载 体 , 进 行关键 几何 数据 的传 递继 承 。复杂 铸件 三 维 工 艺模 型 设 计 流程 为 : 创 建 工艺 模 型组装 一创 建骨架 模 型一设 计通 用参数一 骨 架发 布几 何一 设计 工艺模 型一 工艺 发布几 何 。
装设 计 中仍 采 用 比较传 统 的二 维 C A D设 计 。在 铁 路货 车制 造行 业转型 升级 的关 键时 期 , 提 升摇 枕 、 侧
权限, 同时采取 技术文 件加 密措 施 , 可有效 降低技 术
文件 泄密 的风 险 。
架等 关键零 部 件铸 造 工艺 及 工 装 的 数 字化 、 可视 化
冷 热 工 艺
文 章 编号 : 1 0 0 7  ̄0 3 4( 2 0 1 6 ) z l - 0 0 3 3 _ 0 3
铁 路 货 车复 杂 铸件 三 维 铸造 工 艺模 型设 计
刘敬 豪 , 凌 云 飞
( 中车 齐齐哈 尔车辆 有限 公 司 , 黑龙 江 齐 齐哈 尔 1 6 1 0 0 2 )
素 。虽然 目前铁 路货 车产 品 已经实 现 了三 维 可视化
重量 、 浇注 重量 等工艺 定额 数据 。
( 5 ) 三维工艺通过 P D M 数 据 管 理 平 台 传 递 数
据, 可实 现无 纸 化 办公 , 可在 P D M 系 统 内设 定 查 阅
设 计 与分析 , 但 在摇 枕 、 侧 架 等 复 杂铸 件 的工 艺 、 工
作者简介 : 刘敬豪( 1 9 8 1一), 男, 工程师, 本科 。
冷 热 工 艺
I A 、 墟准 I I - I , f I I 基准 l l f I 线等. j i : 发 儿 似 一 号 瞧 刮 摇 忱 f { 1 J 卡 I 1 7 支 r艺 没 汁 的 需 嘤 , ・ 般需创建斜樱中