0i系统
Fanuc 0i 系统信息查看操作方法

Fanuc 0i 系统信息查看
1、报警信息查看:
当屏幕上出现“ALM”时,可在MDI键盘上按“MESSAGE”(信息)键,调出报警显示屏幕;
2、报警历史查看:
按“MESSAGE”(信息)键→按“过程”键;
3、查看PMC监控状态(例如查看X2.3触点状态):
在MDI键盘上按“SYSTEM”键→按下“PMC”软键→按下“PMCDGN”软键→按下“STATUS”软键→在MDI键盘上依次按“X”、“2”→按软键“SEARCH”即可显示出X2.0~X2.7触点的状态;
4、调出参数画面:
在MDI键盘上按“SYSTEM”键→按“参数”软键即可调出参数画面,若无“参数”软键出现,可按“◀”键,直到出现“参数”软键,再按下;
5、快速查看某一个参数(例如查看1320号参数):
在MDI键盘上按“SYSTEM”键→按“参数”软键调出参数画面→利用MDI键盘输入“1320”→按“NO检索”软键,即可调出1320号参数;
6、查看实时梯形图:
在MDI键盘上按“SYSTEM”键→按“PMC”软键→按“PMCLAD”软键,即可显示实时梯形图画面;
按“ADDRESS”软键切换到地址显示,按“SYMBOL”软键切
换到助记号显示;
7、参数修改(写入)打开方法:
(1)将机床置于MDI方式或机床进入急停状态;
(2)在MDI键盘上按“OFFSET SETING”键一次或多次;
(3)在MDI键盘上使用光标键,使光标定位在“参数写入”项上;
(4)在MDI键盘上按“1”键→按“INPUT”键,即可打开参数修改(此时系统有报警,可忽略不管)。
FANUC-0i数控系统面板精解
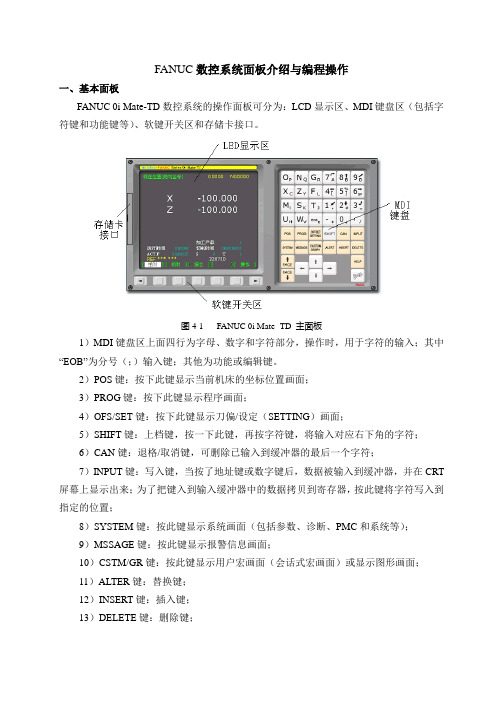
FANUC数控系统面板介绍与编程操作一、基本面板FANUC 0i Mate-TD数控系统的操作面板可分为:LCD显示区、MDI键盘区(包括字符键和功能键等)、软键开关区和存储卡接口。
图4-1 FANUC 0i Mate- TD 主面板1)MDI键盘区上面四行为字母、数字和字符部分,操作时,用于字符的输入;其中“EOB”为分号(;)输入键;其他为功能或编辑键。
2)POS键:按下此键显示当前机床的坐标位置画面;3)PROG键:按下此键显示程序画面;4)OFS/SET键:按下此键显示刀偏/设定(SETTING)画面;5)SHIFT键:上档键,按一下此键,再按字符键,将输入对应右下角的字符;6)CAN键:退格/取消键,可删除已输入到缓冲器的最后一个字符;7)INPUT键:写入键,当按了地址键或数字键后,数据被输入到缓冲器,并在CRT 屏幕上显示出来;为了把键入到输入缓冲器中的数据拷贝到寄存器,按此键将字符写入到指定的位置;8)SYSTEM键:按此键显示系统画面(包括参数、诊断、PMC和系统等);9)MSSAGE键:按此键显示报警信息画面;10)CSTM/GR键:按此键显示用户宏画面(会话式宏画面)或显示图形画面;11)ALTER键:替换键;12)INSERT键:插入键;13)DELETE键:删除键;14)PAGE键:翻页键,包括上下两个键,分别表示屏幕上页键和屏幕下页键;15)HELP键:帮助键,按此键用来显示如何操作机床;16)RESET键:复位键;按此键可以使CNC复位,用以消除报警等;17)方向键:分别代表光标的上、下、左、右移动;18)软键区:这些键对应各种功能键的各种操作功能,根据操作界面相应变化;19)下页键(Next):此键用以扩展软键菜单,按下此键菜单改变,再次按下此键菜单恢复;20)返回键:按下对应软键时,菜单顺序改变,用此键将菜单复位到原来的菜单。
二、操作面板各按键功能说明:方式选择键1)〖EDIT〗键:编辑方式键,设定程序编辑方式,其左上角带指示灯。
FANUC数控系统0i系列产品介绍

FANUC的CNC系统0i-C/0i Mate-C是高可靠性、高性价比、高集成度的小型化系统。
该系统是基于16i/18i-B的技术设计的,代表了目前常用CNC的最高水平,于2004年4月在中国大陆市场推出。
系统使用了高速串行伺服总线(用光缆连接)和串行I/O数据口,有以太网口。
用该系统的机床可以单机运行,也可以方便地入网用于柔性加工生产线。
和0i-B一样,有提高精度的先行控制功能((305和G08),因此,非常适合于模具加工机床使用。
一、 CNC单元的结构与系统的配置CNC单元的结构图如图1所示,由图1可见,CNC的印刷板置于显示器的后面,体积非常小。
系统的配置如图2所示。
在图2中画出了0i-C的主要配置。
现分别叙述如下:(1)显示器与MDl键盘系统的显示器只用LCD(液晶显示器),可以是单色也可是彩色。
在显示器的右面或下面有MDl键盘。
(2)进给伺服与0i-B一样,经FANUC串行伺服总线FSSB,用一条光缆与多个进给伺服放大器(αi系列)相连。
进给伺服电动机使用αis系列,最多可接4个进给轴电动机。
伺服电动机上装有脉冲编码器,标配为1,000,000脉冲/转。
编码器既用做速度反馈,又用做位置反馈。
系统支持半闭环控制和使用直线尺的全闭环控制。
检测器的接口有并行口(A/B相脉冲)和串行口两种。
位置检测器可用增量式或绝对式。
(3)主轴电机控制主轴电机控制有模拟接口(输出0~10V模拟电压)和串行口(二进制数据串行传送)两种。
串行口只能用FANUC主轴驱动器和主轴电动机,用αi系列。
(4)机床强电的I/O点接口0i-C取消了内置的I/O卡,只用如图2中所示的I/O模块或I/O单元,最多可连1024个输入点和1024个输出点。
FANUC有标准的机床操作面板(如图2所示),用户可以选用。
(5)I/O Link B伺服与0i-B一样,可以使用经I/O Link口连接的p伺服放大器驱动的βis电动机,用于驱动外部机械(如换刀、交换工作台、上下料装置等),最多可接7个。
FANUC0I系统程序和参数等备份、恢复
1.插入CF卡,按下紧急开关,断电。
2.同时按住屏幕右边的两处软键,上电,至出现启动菜单。
3.用“DOWN”软键移动光标至菜单“7, SRAM DATA UTILITY”,按“SELECT”软键,进入下级菜单。注:下级菜单中,“1, SRAM BACKUP(CNC→CF卡)”为机床系统向CF卡备份;“2, SRAM RESTORE(CF卡→CNC)”为CF卡向机床系统还原。
4.移动光标到菜单“1 备份”或“2 还原”,按“SELECT”软键→按“YES”软键,开始执行。完成后,系统提示完成,按“SELECT”软键确认。
5.用“UP”或“DOWN”软键,将光标移动到菜单“END”,按“SELECT”软键→按“YES”软键确定。
6.系统重启,松开紧急开关,取出CF卡。
铣床FANUC 0i Mate-MB系统调试步骤
铣床FANUC 0i Mate-MB系统调试步骤我公司近几年开发和生产大量数控机床(包括车床,铣床等),基于FAUNC系统高可靠性,多功能性以及完善I/O界面,我公司到广泛应用,现就用于铣床FANUC 0i Mate-MB系统调试步骤做一介绍,仅供大家参考。
调试过程中,大致可分以下几个步骤进行:1 初始条件设定系统首次通电,一些参数与机床具体安装不匹配,PLC软件编程还未进行,系统会出现一些报警,例如各伺服轴超程报警,FSSB未设定报警及写保护报警等等。
这时,需要为系统调试做一些准备工作:1)打开I/O界面按下MDI 键盘SYSTEM键——软键[PMC]——软键[PMCPRM]——[KEEPRL] 将画面中保持型继电器K17设置为00000010后,内装式编程功能有效。
(显示编程菜单)2)清除顺序程序CNC首次上电时,PMC顺序程序有可能存无效数据,这样会出现RAM PARITY或MMI等报警,要进行清除,具体操作方法有两种:(1)上电时同时按下X和O键(2)软键[PMC]——软键[EDIT]——[CLEAR]——软键[CLEARALL]——[EXET]2 I/O模块址分配各I/O模块顺序程序址由机床生产商决定,这些址编程时设定编程器存储器中。
这些址取决于I/O 基本单元联接位置(组号和基座号),各模块I/O基本单元中安装位置(插槽号)和各模块名称。
具体定义可参阅FANUC编程说明书I/O模块址分配一节。
这里仅举一例:您选用是I/O Link(48/32点)I/O模块址设定步骤如下:由软键[PMC]——软键[EDIT]——软键[MODULE]系统屏幕显示模块址设定画面,将光标移到X004,输入0.0.1.OC02I,按下INPUT键,切断电源,再重新上电则设定生效。
3 FSSB设定使用FSSB系统,CNC,伺服放大器和分离型检测器接口单元之间光缆连接,FSSB设定可以参阅FAUNC系统说明书,,我这里要特别强调是,对各轴伺服参数初始化步骤中,具体操作是将伺服电机参数更新为您实际配置伺服电机有关参数。
FANUC-0i数控系统操作面板和手动操作

FANUC-0i 数控系统操作面板和手动操作面板如图所示(1)MODESELECT(方式择Y 、X 2(1时可采用此方法。
(2)微调:本机床系统的微调需使用手轮来操作。
将方式开关置为“手轮”方式档。
再在手轮中选择移动轴和进给增量,按“逆正顺负”方向旋动手轮手柄,则刀具主轴相对于工作台向相应的方向移动,移动距离视进给增量档值和手轮刻度而定,手轮旋转360o ,相当于100个刻度的对应值。
3.MDI 程序运行(1)置手动操作面板上的方式开关于MDI 运行方式。
(2)按数控面板上的“PROG ”功能键。
屏幕显示如图所示。
当前各指令模态也可在此屏中查看出。
(3)在输入缓冲区输入一段程序指令,并以分号(EOB )结束,然后按INSERT (插入)键,程序内容即被加到番号为O0000的程序中。
本系统中MDI 方式可输入执行最多6行程序指令,而且在MDI 程序指令中可调用已经存储的子程序或宏程序。
MDI 程序在运行以前可编辑修改,但不能存储,运行完后程序内容即被清空。
若用M99作结束,则可重新运行该MDI程序。
(4)程序输入完成后,按“循环启动”键即可实施MDI运行方式。
4.程序输入及调试1).程序的检索和整理程序的检索是用于查询浏览当前系统存贮器内都存有哪些番号的程序,程序整理主要用于对系统内部程序的管理,如删除一些多余的程序。
(1)将手动操作面板上的工作方式开关置编辑(EDIT)或自动挡,按数控面板上的程序(PROG)键显示程序画面。
(2)输入地址“O”和要检索的程序号,再按 [O SRH] 软键,检索到的程序号显示在屏幕的右上角,若没有找到该程序,即产生“071”的报警。
再按 [O SRH] 软键,即检索下一个程序。
在自动运行方式的程序屏幕下,按“?”软键,按“FL.SDL”软键,再按“目录(DIR)”软键,即可列出当前存贮器内已存的所有程序。
(3(4O0010,(①为待输程序番号(如INSERT)键,则该程序番号就自动出现在程序显示区,各具体的程序行就可在其后输入。
fanuc数控车床系统0iTC操作说明书
(a)用翻页键或光标移动键,显示需要的参数页面。
(b)从键盘输入想显示的参数号,然后按软键[NO.检索]。可以显 示指定的参数所在页面。光标在指定的参数位臵上闪动。
项目六
FANUC数控系统
项目六 FANUC数控系统
2、MDI方式设定参数
(1)将NC臵于MDI方式下 (2)按下急停按钮,使机床处于急停状态 (3)按以下步骤使参数处于可写状态
(6)系统具有HRV(高速矢量响应)功能,伺服增益设定比0MD系统高一倍, 理论上可使轮廓加工误差减少一半。
项目六
FANUC数控系统
二、FANUC数控系统的系列与特点
(7)机床运动轴的反向间隙,在快速移动或进给移动过程中由不同的间 隙补偿参数自动补偿。 (8)0i系统可预读12个程序段,比0MD系统多。
项目六
FANUC数控系统
二、FANUC数控系统的系列与特点
(1)FANUC 0i系统与FANUCl6/18/21等系统的结构相似,均为模块化结构。 其集成度较FANUC 0系统的集成度更高,因此0i控制单元的体积更小,便 于安装排布。 (2)采用全字符键盘,可用B类宏程序编程,使用方便。 (3)用户程序区容量比0MD系统大一倍,有利于较大程序的加工。 (4)使用编辑卡编写或修改梯形图,携带与操作都很方便。 (5)使用存储卡存储或输入机床参数、PMC程序以及加工程序,操作简单 方便。
四、各模块的LED状态显示
控制单元主板的LED状态显示位于控制单元主板的上方位臵 1、电源模块的LED显示 1)当未接通控制电源或控制电源出现异常时,如图6-16 2)电源模块未准备好。即主回路电源未接通、系统处于急停状态, 如图6-17
图6-16
图6-17
项目六
FANUC 0i 系统参数

FANUC 0i 系统参数1. 参数的显示按MDI面板上功能键→[参数]2. 参数的设定MDI方式→[SYSTEM] →PARAMETER WRITE(参数写入)=0/1(0 不许写入,1 允许写入)如从本序号开始修改数据,可在数据和数据之间用(;)分隔进行连续输入参数设定之后,将PARAMETER WRITE(参数写入)画面修改为=13. 参数说明对于位和位轴参数,每个数据号由8位组成,每一位意义不同每个数据有一定的数数据范围4. 参数界面没有记载的空白参数,是为扩展而备用,必须将其设置为05. 有关SETTING的参数N0000.#0 TVC 是否进行TV校验(0 进行,1 不进行)#1 ISO 输出时代码为(0 EIA代码,1 ISO代码)#2 INI 输入单位为(0 公制,1 英制)#5 SEQ 是否进行顺序号自动插入(0 不进行,1 进行)N0001#1 FCV 纸带格式为(0 标准格式,1 FS10/11格式)N0012#0 MIRx 各轴镜像设定(0 镜像关闭,1 镜像开通)N0020I/O 通道设定为0或1 RS-232-C串行接口1设定为2 RS-232-C串行接口1N0100#1 CTV (0 注释部分进行TV校验,1 注释部分不进行TV校验)#3 (0 ISO代码对EOB输出LF、CR,1 ISO代码对EOB仅输出LF)#5 DN3 (在DNC运行时,0 一段一段的读,1 连续读到缓冲器满为止)#6 IOP (0 NC复位能停止程序输出/输入,1 用[STOP]停止程序输出/输入) #7 ENS (读取EIA代码时发现NULL代码时,0 产生报警,1 不产生报警) N0101有关通道I/O的参数#0 SB2 停止位数(0 1位,1 2位)#3 ASI 数据输入时的代码(0 EIA或ISO自动识别,1 ASC码)#7 NFD 数据输出时,数据前后进给的孔(0 输出,1 不输出)注:使用FANUC PPR输入/输出设置时,NFD设定为1)参数号#7 #6 #5 #4 #3 #2 #1 #0N0102输入/输出没备的规格(指定值为0~6)N0103 波特率波特率设定值对应表设定值波特率设定值波特率设定值波特率1 502 1003 1104 1505 2006 3007 600 8 1200 9 240010 4800 11 9600 12 19200N0113 (I/O=1时的波特率,如上表)N0121 对应I/O CHANNEL=2的参数,与N0101相同)N0122 输入输出设备规格号CHANNEL=2时N0123 波特率CHANNEL=2时N0960 管理器参数N1001 直线轴最小移动单位#0 INM (0 公制,1 英制)注:设定此参数后,须切断一次电源N1002#0 JAX (手动同时控制轴数,0 1轴,1 3轴)#1 DLZ 无档块参考点设定功能是否有效(0 无效,1 有效)注:用参数N1005#1可设定每个轴是否有效N1008 循环功能是否有效N1022 在基本坐标系中设定各轴名称及平行轴N1023 各轴的伺服号N1220 外部工件坐标数值N1221 G54坐标数值N1222 G55坐标数值N1223 G56坐标数值N1224 G57坐标数值N1225 G58坐标数值N1226 G59坐标数值N1240 在机械坐标系上的各轴第1参考点的坐标值N1241 在机械坐标系上的各轴第2参考点的坐标值N1242 在机械坐标系上的各轴第3参考点的坐标值N1243 在机械坐标系上的各轴第4参考点的坐标值N1310 是否进行存储式行程检测2的检测#0 OT2 (0 不进行,1 进行)是否进行存储式行程检测3的检测#0 OT3 (0 不进行,1 进行)N1401#0 RPD 从接通电源后至返回参考点结束期间,手动快速运行(0 无效变为JOG进给,1 有效)#1 JZR 定位(G0)(0 各轴分别快速动动,非直线插补,1 刀具轨迹为直线)#2 JZR 用JOG进给速度手动返回参考点(0 不进行,1 进行)#4 RFO 快速进给时,切削进给倍率为0%时,进给(0 不停止,1 停止)#5 TDR G74或G84时,空运行(0 无效,1 有效)#6 RDR 对快速运行指令,空运行(0 无效,1 有效)N1402 #4 JRV JOG进给和增量进给(0 每分进给,1 每转进给)注:在N1423中设定进给速度N1403 #0 MIF 每分进给F指令最小单位N1404 #1 DLF=1时,三轴联动有效N1405 #0 F1U 指定F1位数进给的进给速度参数(N1451~N1459)的数据单位N1424 各轴手动快速运行速度注:如设为0,使用参数N1420的设定值N1425 各轴返回参考点的FL值N1426 切削进给时的外部减速速度N1427 各轴快速运行时的外部减速速度N1428 各轴返回参考点速度注:设为0时,功能无效N1430 各轴最大切削进给速度N1431 预读控制方式中的最大切削进给速度(全轴通用)N1432 预读控制方式中每个轴的最大切削进给速度N1450 F1位数进给时的手摇脉冲发生器每一格的进给速度的变化量N1451 对应F1位数指令F1的进给速度N1452 对应F1位数指令F2的进给速度N1453 对应F1位数指令F3的进给速度N1454 对应F1位数指令F4的进给速度N1455 对应F1位数指令F5的进给速度N1456 对应F1位数指令F6的进给速度N1457 对应F1位数指令F7的进给速度N1458 对应F1位数指令F8的进给速度N1459 对应F1位数指令F9的进给速度N1460 F1位数指令的进给速度的上限值(F1~F4)N1461 F1位数指令的进给速度的上限值(F5~F6)N1600 F速度上限值N1611 #2 OVB (0 切削进给时,程序段不重叠,1 切削进给时程序段重叠)注:程序段重叠,是指程序段结束时剩余脉冲,和下一段分配脉冲一起输出,这样可避免可避免程序段之间速度的变化,通常在切削方式G64中,程序段连续时重叠有效,但连续指定微小程序段时,可能不执行重叠#4 RTO 快速运行时,程序段(0 重叠,1 不重叠)#5 NCI 减速时到位检测(0 不检测,1 检测)#6 ACD 拐角时是否使用减速功能(0 不使用,1 使用)N1602 #0 FWB 切削进给插补前的直线加减速的形式(0 A型,1 B型)A型:改变进给速度指令时,在执行到改变进给速度段之后,开始加减速B型:减速在本程序段之前,加速在本程序段之后#2 COV 是否使用拐角(外圆弧)自动倍率(0 使用,1 不使用)#4 CSD 自动拐角减速功能(0 按角度,1 按速度差)#6 LS2 预读方式中切削进给的插补后加减速(0 指数函数型,1 直线型)N1603 预读控制中的加减速N1610 加减速类型N1620 设各轴快速进给加减速时间常数T1(范围0~400)N1620 设各轴快速进给加减速时间常数T2(范围0~512)N1630 设各轴切削进给加减速时间常数N1623 各轴切削进给的指数函数加减速度的FL速度必须设为0,如设定为其它的值,将不能得到正确的直线或圆弧形状N1624 各轴JOG进给的加减速时间常数N1625 各轴JOG进给指数函数加减速时间FL速度N1626 各种螺纹切削循环时的指数函数型加减速时间常数N1627 各种螺纹切削循环时的指数函数型加减速的FL速度N1710 自动拐角倍率内圆弧切削速度最小减速比(内圆弧自减速)N1711 内侧拐角倍率的内侧判断角度N1712 内侧拐角倍率的倍率量N1713 内侧拐角倍率的开始距离N1714 内侧拐角倍率的终点距离N1722 快速进给程序段之间重叠时的快速进给减速比N1730 圆弧半径R的进给速度上限值N1731 对应进给速度上限值的圆弧半径N1732 基于圆弧半径的进给速度嵌的下限值N1740 自动拐角减速的2个程序段间的临界夹角N1741 自动拐角减速时的减速结束的进给速度(用于插补后减速)N1762 预读控制方式中的切削进给的指数函数加减速度时间常数N1763 预读控制方式中的切削进给的指数函数加减速的下限速度N1764 预读控制方式中切削进给的直线加减速的时间常数N1770 设定插补前直线加减速的加速度参数1N1771 设定插补前直线加减速的加速度参数2N1777 自动拐角减速功能的下限速度N1779 自动拐角减速的2个程序段间的临界夹角N1780 根据速度差进行自动拐角减速功能的允许速度差(插补前加速时)N1781 根据速度差进行自动拐角减速功能的允许速度差(插补后加速时)N1783 根据速度差进行自动拐角减速的各轴允许速度差(插补前减速时)N1784 在轴差补前进行加减速期间发生超程报警时的速度N1785 用加速度确定进给速度时,决定允许加速度的参数N1820 各轴指令倍乖比N1821 各轴的参考计数器容量N1825 各轴的伺服环增益N1826 各轴的到位宽度N1827 设定各轴切削进给的到位宽度N1830 各轴伺服关断时的位置偏差量的极限值N1836 可进行参考点返回的伺服误差量N1850 各轴的栅格偏移量N1852 各轴快速进给时的反向间隙补偿量N1874 感应同步器转换系数的分子N1875 感应同步器转换系数的分母N1876 感应同步器的一个切距N1877 感应同步器的移动量N1880 异常负载检测报警时间N1881 检测到异常负载时的组号N1885 转距控制期间总行程的最大允许值N1886 取消转距控制时的位置偏差量N1895 用于铣刀的伺服电机的轴号N1896 伺服电机轴侧的齿轮齿数N3002 #4 IOV 倍率信号和快速运行信号(0 使用负逻辑,1 使用正逻辑)N3004 #1 BCY (0 只检测程序中第一个循环,1 每个循环都检测)注:N3004#1=0时有效#5 OTH 超程限位信号(0 检测,1 不检测)N3011 M、S、T、B功能的完成信号(FIN)的可接收宽度N3017 复位信号的输出时间N3030 M代码允许的位数N3031 S代码允许的位数N3032 T代码允许的位数N3033 B代码允许的位数N3100 设定显示器#6 COR 设定显示器(0 黑白,1 彩色)注:使用8.4寸LCD时,设为1N3104 #0 MCN 机械位置显示(0 不按照输入单位显示,1 按输入单位显示)#3 PPD 坐标系设定时相对位置显示(0 不预置,1 预置)#4 DRL 相对位置显示(0 含刀具长度补偿,1 不含刀具长度补偿)#6 DAL 绝对位置显示(0 含刀具长度补偿,1 不含刀具长度补偿)#7 DAC 绝对位置显示(0 含刀具半径补偿,1 不含刀具半径补偿)N3105 #0 DPF 显示画面是否显示实际速度(0 不显示,1 显示)#1 PCF 在实际显示设定上是否加上PMC控制轴的移动(0 加,1 不加)#2 DPS (0 不显示实际主轴转速T代码,1 显示实际主轴转速T代码)N3106 #4 OHD (0 不显示操作履历表,1 显示操作履历表)#5 SOV 是否显示主轴倍率值(0 不显示,1 显示)N3107 #0 NAM (0 显示程序一览表时只显示程序号,1 显示程序一览表时显示程序号和程序名称)MDL (0 显示画面不显示模态,1 显示画面显示模态)N3108 #4 WCI 在工件坐标系画面,设定计数器输入是否有效(0 无效,1 有效)#6 SLM 是否显示主轴负载表(0 不显示,1 显示)N3112 #0 SGD(0 显示伺服波形,1 不显示伺服波形)#2 OMH 是否显示外部操作信息履历画面(0 不显示,1 显示)N3113 #0 MCH 是否禁止删除外部操作信息的履历内容(0 禁止,1 不禁止)N3114 #0~#5 各显示画面是否切换(0 切换,1 不切换)N3115 #0 NDP 各轴是否进行位置显示(0 进行,1 不进行)#1 NDA 是否显示绝对坐标和相对坐标的位置(0 显示,1 不显示)#6 D10 现在位置及原点偏置的显示(0 通常显示,1 10倍后再显示)N3116 #2 PWR 可写入参数报警方式报警解作除(0 用[CAN]+[RESET]键清除,1 用[RESET]清除)N3132 现在位置显示的轴名称(绝对坐标)N3133 现在位置显示的轴名称(相对坐标)N3134 工件坐标系画面和工件偏移画面的各轴数据的显示数据N3151 显示伺服电机第1号负载的轴号N3152 显示伺服电机第2号负载的轴号N3153 显示伺服电机第3号负载的轴号N3154 显示伺服电机第4号负载的轴号N3201 #0 RDL 用IO外部控制登录时(0 在已登录程序后登录,1 将已登录程序全清除后再登录,但禁止编辑的程序不清除)#1 RAL 当用读带机、穿孔机接口登录程序时(0 登录全部程序,1 只登录一个程序)#2 REP 当登录的程序与已登录的程序序号相同时(0 报警,1 将已登录程序删除后再登录,但对于禁止编辑程序不作删除)#3 PUO 当用ISO代码输出程序号的地址0时(0 输出.:”,1 输出0)#5 N99 #6为0时(0视为登录结束,1 不视为结束)#6 NPE 程序登录时,对M02、M30、M99的程序段(0 视为登录结束,1 不视为登录结束)N3202 #0 NE8 J是否禁止程序号8000~8999号子程序编辑的设定(0 不禁止,1 禁止)#4 NE8 J是否禁止程序号9000~9999号子程序编辑的设定(0 不禁止,1 禁止)#5 CPD 删除NC程序时,确认注释和确认软键(0 不输出,1 输出)N3203 #6 MER MDI中对于已执行程序(0 不删除,1 删除)注:程序中只要有结束代码%,程序一定被删除#7 MCL 用复位是否可以删除MDI程序(0 不删除,1 删除)N3204 #2 DXK 在EDIT中不显示软键[C-EXT]注:使用[C-EXT]可以得到.(、@、).三个字符#6 MKP 在MDI方式中,自动清除已运行程序N3210 口令(保护9000以后程序)注:可删除固化程序,与N3211同用,NE9中密码通常是隐藏属性M3211 关键字(与口令同用)N3290 #0 WOF 是否禁止通过MDI输入刀具偏置(0 不禁止,1 禁止)#1 GOF 是否禁止通过MDI输入刀具几何形状偏置(0 不禁止,1 禁止)#2 MCV 是否禁止通过MDI输入宏程序变量(0 不禁止,1 禁止)#3 WZO 是否禁止通过MDI输入工件原点偏置(0 不禁止,1 禁止)#6 MCM 通过MDI输入变量时(0 输入,1 只在MDI才可以输入)N3294 禁止由MDI输入刀具偏置量的开头号N3295 禁止由MDI输入刀具偏置量的个数N3401 #4 MAB 在MDI中,如何切换绝对和相对指令(0 用G90、G91,1按参数N3401ABS设定#5 ABS 对于MDI运行方式的程序指令(0 视为相对指令,1 视为绝对指令)注:MAB为1时才有效N3402 #0 G01 接通电源及清除状态时(0 G0,1 G01)#1~#2 G!8/G19 全设为0时,通电后默认为G17平面注:00 G17,01 G18,10 G19#3 G91 接通电源时及清除状态(0 G90,1 G91)#7 G23 接通电源时(0 G22方式,存储行程检测开,1 G23方式,存储行程检测关)N3403 #5 C1R 在圆弧插补指令中,未指令起始点到中心距离I、J、K也没指令圆弧半径时(0 直线插补到终点,1 报警P/S 022)N3404 #4 M30 (0 程序结束返程序头,1 程序结束不返程序头)#5 M02 (0 程序结束返程序头,1 程序结束不返程序头)#7 M3B 一个程序段中,可以出现的M代码的个数(0 1个,1 最多3个)N3405 #0 AVX 最小单位设定(0 0.001,1 按输入单位)#1 DWL (0 G04中暂停为每秒,1 G04中暂停为每转)#4 CCR (0 使用C、R、A要带逗号,1 使用C、R、A不带逗号,此时A、C不能作为轴名称使用N2410 半径误差注:超出数据后,报警号为N020N3411 不缓冲的M代码1N3412 不缓冲的M代码2N3413 不缓冲的M代码3N3420 不缓冲的M代码10N3421 不缓冲的M代码的最小值1N3422 不缓冲的M代码的最大值1N3423 不缓冲的M代码的最小值2N3424 不缓冲的M代码的最大值2N3425 不缓冲的M代码的最小值3N3426 不缓冲的M代码的最大值3N3427 不缓冲的M代码的最小值4N3428 不缓冲的M代码的最大值4N34291 不缓冲的M代码的最小值5N3430 不缓冲的M代码的最大值5N3431 不缓冲的M代码的最小值6N3432 不缓冲的M代码的最大值6M3460 设置第二轴地址A B C U V W65 66 67 85 86 87N3620 各轴参考点的螺距误差补偿点号码N3621 各轴负方向最远一端螺距误差补偿点的号码N3621 各轴正方向最远一端螺距误差补偿点的号码N3623 各轴螺距误差补偿倍率N3624 补偿点间隔N3771 恒表面速度控制方向时(G96)主轴最低转速N3772 主轴上限转速N3802 第2主轴上限转速N5001 #0 TLC 选择长度补偿类型(0 A型或B型,1 C型)#1 TLB (0 长度补偿通常为Z轴,是A型,与平面无关,长度补偿与指定平面G17/G18/G19垂直,B型)#2 OFH (0 长度用H,半径用C或D,1 长度半径都用H)注:长度决定于参数#5的设定注:使用半径补偿B时,一定要设为1#3 FCL 长度补偿C中,(0 进行2轴以上补偿报警,1 进行2轴以上补偿时不报警)#4 EVR 刀具补偿C方式中,变更刀具偏置时(0 在下一个D代码或H代码被指令的程序段有效,1从下个缓冲程序段有效)#5 TPH 使用G45~G48的偏置号的地址(0 用D代码指令,1 用H代码指令)注:#2=0时,本设置有效#6 EVO 长度补偿A或B中,更改补偿时(0 下一个G43/G44或H代码程序段开始有效,1 从下一个缓冲程序开始有效)N5002 #0 LDI 刀具偏置号(0 用T代码后两位决定,1 用T代码后1位决定)N5003 #0 SUP 刀具半径补偿C中,起刀和取消的形式(0 A型,1 B型)#6 LVC 刀具偏置补偿,利用复位(0 不取消,1 取消)#6 LVK 刀具长度补偿,利用复位(0 取消,1 不取消)#7 TGC 利用复位,取消刀具几何补偿(0 不取消,1 取消,#6=1时有效)N5004 #1 ORC 刀具偏置补偿(0 在直径中指定,1 在半径中指定)#2 ODI 刀具半径补偿(0 半径设定,1 直径设定)N5008 #0 CNI 是否进行补偿干涉检查(0 进行,1 不进行)#1 CNC编程方向与偏置方向相差90~270度时(0 报警,1 不报警)#2 G39 刀具补偿C方式中的拐角圆弧功能G39是否有效(0 无效,1 有效)N5010 刀尖R补偿中,沿拐角外侧移动时忽视失量的极限值N5013 刀具磨损补偿量的最大值N5014 刀具磨损补偿量增量输入的最大值N5015 至X轴+接触面的距离XPN5016 至X轴-接触面的距离XMN5017 至X轴+接触面的距离ZPN5018 至X轴-接触面的距离ZMN5101 #0 FXV 使用钻削固定循环钻孔的轴(0 Z轴,1 程序选择的轴)#3 ILV 在钻孔循环中,利用复位对初始点设定(0 不更新,1 更新)#4~#5 固定循环中退刀轴及方向RD2 RD1 G17 G18 G190 0 +X +Z +Y0 1 -X -Z -Y1 0 +Y +X +Z1 1 -Y -X -Z#7 M5B 在固定循环中,主轴定向之前(0 输出M05,1 不输出M05)N5112 钻孔循环中,主轴正转的M代码N5113 钻孔循环中,主轴反转的M代码N5114 G83中的退刀量N5115 G83中的留空量N5166 钻孔循环速度N5200 攻丝回退参数#7 SCR 缩放倍率的单位(0 0.00001,1 0.001)N5401 各轴缩放是否有效(0 无效,1 有效)N5410 坐标系旋转中未指定旋转角度时使用的旋转角度N5411 无缩放倍率时使用的倍率N5450 #1 ACF 极坐标中,是否自动倍率(0 不进行,1 进行)N5460 极坐标中直线轴的指定N5451 极坐标中回转轴的指定N5462 极坐标中最大切削进给速度N5463 极坐标中自动倍率容许率N5512 分度工作台分度的最小角度N6001 #5 TCS 是否用T代码调用宏程序(子程序)(0 不调用,1 调用)#6 CCV 宏变量#100~#199复位后(0 清空,1 不清空)#7 CLV 宏变量#1~#33复位后(0 清空,1 不清空)N6500 #3 DPA (0 显示带刀补的的位置,1 显示编程位置)#5 ZNM 画面中心和倍率方式的画面是否进行放大(0 不放大,1 放大)N6501 #5 CSR 画面放大时图形光标的形状(0 正方形,1 X形)N6700 禁止计数N6710 零件计数的M代码N6711 加工零件数注:N6700#0=时,不能用M02、M30计数N6713 需要的零件数N6750 通电时间累计N6751 运行时间累计N6752 运行时间累计N6753 切削时间累计N6754 切削时间累计N6757 一次运行时间累计N6757 一次运行时间累计N7200 #0 OP1 是否用软操作面板进行方式选择(0 不使用,1 使用)#1 OP2 是否用软操作面板进行JOG进给轴的选择及快速进给按钮操作(0 不使用,1 使用)#2 OP3 是否用软操作面板进行手摇脉冲发生器的轴选择及倍率开关操作(0 不使用,1 使用)#3 OP4 是否用软操作面板进行JOG进给速度倍率及快速进给倍率开关的操作(0 不使用,1 使用)#4 OP5 是否用操作面板进行程序段跳过、单段执行、机床锁定、空运行开关操作(0 不使用,1使用)#5 OP6 是否用软操作面板作保护键(0 不使用,1 使用)#5 OP6 是否用软操作面板进行进给暂停操作(0 不使用,1 使用)N7210 软操作面板的JOG进给移动轴和方向↑(Z+)N7210=5N7211 软操作面板的JOG进给移动轴和方向↓(Z-)N7211=6N7212 软操作面板的JOG进给移动轴和方向→(X+)N7212=1N7213 软操作面板的JOG进给移动轴和方向←(X-)N7213=2N7214 软操作面板的JOG进给移动轴和方向↙(Y+)N7214=3N7215 软操作面板的JOG进给移动轴和方向↗(Y-)N7215=4N7216 软操作面板的JOG进给移动轴和方向N7216=0N7217 软操作面板的JOG进给移动轴和方向N7217=0N8130 CNC总控制轴数。
发那科FANUC 0i系统和PC机的数据传输方法
发那科FANUC 0i系统和PC机的数据传输方法FANUC-0i数控系统是近两年来 FANUC 公司推出的新一代 CNC,和 OC 、 OD 相比较 , 无论是硬件还是软件功能都有很大的提高。
集成化的 CNC 一改原来的大板结构 , 给人一种全新的感觉 , 特别在数据传送上有很大改进 , 如 RS232 串口通讯波特率达 19200b/s , 可通过 HSSB( 高速串行总线 ) 与 PC 机相连 , 使用存储卡实现数据的输入、输出。
随着其应用范围日益广阔 , 该数控系统的数据传输功能倍受关注。
FANUC 使用说明书详细介绍了使用磁盘机、编程器和穿孔机的数据传输方法 , 但根据国内数控系统应用的实际情况 , 考虑成本和通用性 , 目前使用磁盘机、编程器和穿孔机并不普及 , 如能使用 PC 机与 CNC 实现通讯 , 则无需专用设备 , 更方便、更经济。
目前 ,PC 通讯软件品种繁多 , 其中 PCIN 软件是国内数控领域广泛使用的软件之一。
笔者根据自己使用该系统的经验 , 使用 PCIN 软件成功实现 PC 与 FANUC-Oi 的数据通讯 , 根据现场使用的情况来看 , 效果十分理想。
1 硬件配制(1)FANUC-0i 数控系统。
(2)486 以上 IBM 兼容机。
(3) 通讯电缆 ( 电缆的具体连接见图 1)。
(4)SIEMENS-PCIN 软件 4.32 或以上版本。
2 数据通讯数据通讯可实现 PROGRAM( 零件程序 ) 、 PARAMETER( 机床参数 ) 、 PITCH( 螺距误差补偿表 ) 、 MACRO( 宏参数 ) 、 OFFSET( 刀具偏置表 ) 、 WORK( 工件坐标系 ) 、 PMC PARAMETER (PMC 数据 ) 的传送 , 但需分别设置 PC 端和 CNC 端相应的通讯协议。
机床参数、螺距误差补偿表、宏参数、工件坐标系数据传输的协议设定只需在各自的菜单下设置 , 协议与零件程序传送的协议相间 ,PMC 数据的传送则需更改两端的协议。
FANUC-0i 系统参数

课题六 FANUC 数控系统参数
三.上电全清以后的参数设置 3.参数设置过程注意点
xx FANUC数控系统应用中心
①实际参数的设定应依据设备实际情况,且以上介绍 的参数仅为调试数控系统能基本工作而进行设置。
②参数设置过程中,出现的报警可以不用处理,等所有 参数均设置完毕,需关闭设备总电源,然后再开启。
3401#0 置1
课题六 FANUC 数控系统参数
三.上电全清以后的参数设置 2.参数设置过程(供参考)
xx FANUC数控系统应用中心
3708#0 置1
课题六 FANUC 数控系统参数
三.上电全清以后的参数设置 2.参数设置过程(供参考)
xx FANUC数控系统应用中心
3736 4095 铣床有效
课题六 FANUC 数控系统参数
四.参数设置练习
xx FANUC数控系统应用中心
1.熟悉参数设置的步骤 2.系统上电清空,进行参数设置 3.查阅参数说明书,熟悉基本参数的含义 4.查阅维修说明书,查找上电清空后报警号的内容
课题六 FANUC 数控系统参数
xx FANUC数控系统应用中心
小结:
今天我们学习了数控系统参数的设置,参数的设 置是一项看似简单,但需要相当技巧的技能。需要同 学们熟悉基本参数的含义及设置。
(1)按MDI面板上的功能键 选择参数页面
几次或一次后,再按软键[参数],
(2)从键盘输入想显示的参数号,然后按软键[搜索]。可以显示 指定的参数所在页面。光标在指定的参数位置上。
课题六 FANUC 数控系统参数
二、设置FANUC数控系统参数
1、系统参数的显示方法
xx FANUC数控系统应用中心
键盘输入想显 示的参数号
Fanuc 0i 系统数控机床参数设置小经验三则
Fanuc 0i 系统数控机床参数设置小经验三则为防止他人误删或修改机床参数,可通过下面方法隐藏系统参数,这样按SYSTEM功能键就看不到参数显示。
具体方法如下:在MDI方式下,按OFF/SET键两次(或按OFF/SET键再按SETTING键),翻页至3208号参数,把第0位改为1,如图1所示。
这时在参数界面下已看不到参数。
若想让参数再正常显示,只需在MDI方式下把3208的第0位再改为1即可。
图1缩放功能的有关设置一、使用各轴同比例缩放功能,即G51 X Y Z P 方式,参数设置如下:1、将参数8132的第五位(SCL)设为1。
此位控制是否使用缩放功能,为1使用,为0则不使用。
2、将参数5400的6位(XSC)为设为0。
此位控制是否使用各轴不同倍率缩放功能。
为0时不能使用不同倍率缩放,只能使用P指令缩放3、将5400的第7位(SCR)最好也设为1。
该位控制缩放的倍率单位,为1时缩放的倍率单位为0.001倍,为0时缩放倍率单位为0.00001倍,这样会使P或I、J、K后的输入位数无谓增多。
通过这三步设置即可使用P指令对各轴进行同比例缩放,P后用不带小数点的数值表示,如P500表示缩小0.5倍。
若P后用加点的数值则报警,提示为小数点使用非法。
二、使用各轴不同比例缩放功能,即G51 X Y Z I J K 方式。
参数设置如下:1、参数8132的第五位仍然为1,2、参数5400的第六位改为1,使各轴缩放倍率功能有效,此时就不可使用P指令进行同倍率缩放。
3、把要使用不同倍率缩放轴的参数5401的第0位置1。
不设置5401的第0位或该位参数设置错误,使用I、J、K缩放时均会出现报警。
5401的第0位控制各轴缩放是否有效,为0时不能使用I、J、K指令缩放。
为1时可使用。
5401参数下有X、Y、Z三个轴共三列参数,如下图所示。
经试验发现,如果三个轴的第0位都设为1或都设为0,使用I、J、K指令缩放时均会出现142号报警,提示为“非法的缩放比例”。
FANUC 0i系统的输入输出信号控制有两种形式
FANUC 0i系统的输入输出信号控制有两种形式FANUC 0i系统的输入/输出信号控制有两种形式,一种是来自系统内装I/O卡的输入/输出信号,其地址是固定的;另一种是来自外装I/O卡(I/O Link)的输入/输出信号,其地址是有数控厂家在编制顺序程序时设定的,连同顺序程序存储到系统的FROM中,写入FROM中的地址是不能更改的。
如果内装I/O卡控制信号与I/O Link控制信号同时作用,内装I/O卡信号有效。
FANUC 0iA系统的PMC多采用SA3型。
1、机床到PMC的输入信号地址(MT?PMC)如果采用I/O Link时机床到PMC的输入信号的地址号为X0~X127;如果采用内装I/O卡时FANUC 0iA系统的信号输入地址为X1000~X1011(96点输入)。
有些输入信号不需要通过PMC而直接由CNC监控。
这些信号的输入地址是固定的,CNC运行时直接引用这些地址信号。
FANUC 0i系统的固定输入地址及信号功能见表4-4。
2、 PMC到机床的输出信号地址(PMC?MT)如果采用I/O Link时PMC到机床的输出信号地址号为Y0~Y127,如果采用内装I/O卡时FANUC 0iA系统的输出信号地址为Y1000~Y1008(72点输出)。
3、 PMC到CNC的信号地址(PMC?CNC)PMC到CNC的信号的地址号为G0~G255这些信号的功能是固定的,用户通过程序(梯形图)实现CNC各种功能的控制。
如系统急停控制信号为G8.4启动信号为G7.2暂停信号为G8.5、空运转信号为G46.7、外部复位信号为G8.7、程序保钥匙信号为G46.3~G46.6、CNC系统状态信号为G43.0、G43.1、G43.2 G43.5、G43.7等。
4、 CNC到PMC的信号地址(CNC?PMC)CNC到PMC的信号的地址号为F0~F255,些信号的功能也是固定的,用户通过顺序程序(梯形图)确定CNC系统的状态。
FANUC0I常用参数

FANUC0I常用参数
1.系统参数:
-系统时钟:设置系统时钟的时间和日期。
-系统尺度:用于定义坐标系的尺度因子。
-系统测量单位:定义系统中的尺度单位,如毫米、英寸等。
-系统报警:设置报警的声音和灯光等参数。
-系统语言:设置显示屏的语言。
-系统保护:设置系统的保护参数,如密码等。
2.通信参数:
-通信速率:设置与外部设备通信的速率。
- 通信协议:设置与外部设备通信时使用的协议,如Modbus、Ethernet等。
-通信地址:设置与外部设备通信时使用的地址。
3.插补参数:
-加速度/减速度:设置加速度和减速度的数值。
-插补速度:设置插补运动的最大速度。
-插补精度:设置插补运动的精度,影响运动的平滑程度。
-脉冲当量:设置脉冲当量的数值,用于转换坐标系。
4.自动化参数:
-工具半径补偿:设置工具半径补偿的数值。
-刀具长度补偿:设置刀具长度补偿的数值。
-自动化程序:设置自动化程序的相关参数,如循环次数、跳转地址等。
以上仅列举了部分常用参数,实际使用中还需要根据具体的机床和加工要求进行设置。
在操作FANUC0I系统时,了解和熟悉这些参数对于正确操作和编程非常重要。
基于FANUC0i的机床控制系统设计分析

基于FANUC 0i的机床控制系统设计分析摘要:在机床运行控制方面,主轴运动控制为关键操作,关系到能否顺利完成机床数字化改造。
借助FANUC 0i平台实现机床控制系统设计,可以通过数控装置实现各坐标轴几何运动控制,为实现机床自动加工控制提供支持。
提出基于FANUC 0i的系统设计方案,做好控制单元、I/O设备等各部分与机床连接,完成CNC和PMC运行调试,最终系统可以顺利通过试运行测试,满足系统运行控制要求。
关键词:FANUC 0i系统;机床;控制系统设计引言:伴随着数控加工技术的快速发展,各类机床开始采用数字化方式实现运行控制,在提高机床自动化程序的同时,获得更高生产效率。
在机床控制系统设计上,常用的数控系统包含FANUC、SIEMENS、ACRAMATIC等。
FANUC 0i系统作为典型数控系统,可以同时控制多个伺服电机,具有全功能、性价比高等优点,能够为合理设计机床控制系统提供有力技术支撑。
1 FANUC 0i分析FANUC 0i系统包含控制单元(CNC)、可编程机床控制器(PMC)、I/O设备、主轴控制单元、进给轴控制单元、检测及反馈装置等多个部分[1]。
其中,CNC为系统核心,可对各种I/O信号进行处理,结合加工程序运行轨迹输出控制指令,实现伺服多通道控制、加工程序仿真等功能。
采用高精度纳米级的CNC,包含主CPU、伺服轴卡、外围电路等结构,能够满足标准机床控制要求。
PMC能够根据控制指令和检测开关I/O状态控制机床外设动作,确保机床按固定程序可靠运行。
通过I/O单元,可以连接PMC和开关、电磁阀等外围设备,实现数据信号输入和输出。
主轴控制、进给轴控制等单元拥有配套数字交流伺服系统,能够通过数字PID算法、光电编码器实现系统半闭环控制,按照控制指令控制主轴和各坐标轴的转速、角位移[2]。
检测和反馈装置用于对各轴速度、角位移等参数进行实时检测,传递给CNC,实现行程闭环控制。
2基于FANUC 0i的机床控制系统设计2.1设计方案采用FANUC 0i设计机床控制系统,完成机床电气设计与数控改造,需要结合机床图纸、电气任务书等资料展开,围绕FANUC 0i控制单元配置清单设定各项功能参数和伺服参数,完成行程开关、电源等安全电路设计。
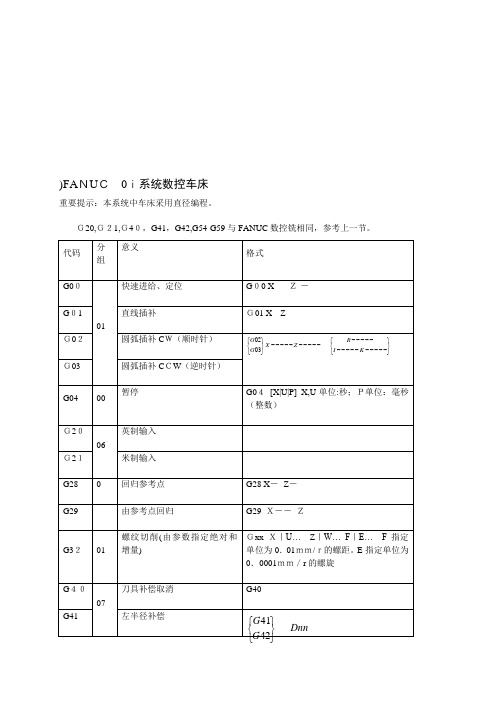
FANUC 0i系统数控车床概述
00
精加工循环
G70PnsQnf
G71
外园粗车循环
G71 UΔdRe
G71 PnsQnfUΔu WΔwFf
G72
端面粗切削循环
G72W(Δd) R(e)
G72P(ns) Q(nf)U(Δu) W(Δw) F(f) S(s) T(t)
Δd:切深量
e:退刀量
ns:精加工形状的程序段组的第一个程序段的顺序号
10观察程序轨迹(可参见章节x.6.3“检查运行轨迹”。其中红线代表刀具快速移动的轨迹,绿线代表刀具切削的轨迹)
11自动加工(参见x.6“自动加工方式”)
12使用MDI方式(参见x.7“MDI模式”)
13如何在输入区面板上输入编辑程序(参见x.5.3“编辑程序”)
x:根据不同的机床面板和控制系统,x的值为3-13。
Δi:X方向的移动量
Δk:Z方向的切深量
Δd:孔底的退刀量
f:进给速度
G75
内径/外径切断循环
G75 R(e)
G75X(U)_Z(W)_P(Δi)Q(Δk)R(Δd)F(f)
G76
复合形螺纹切削循环
G76P(m)(r)(a)Q(Δdmin) R(d)
G76X(u)_Z(W)_R(i) P(k)Q(Δd)F(l)
m:最终精加工重复次数为1—99
r:螺纹的精加工量(倒角量)
a:刀尖的角度(螺牙的角度)可选择80,60,55,30,29,0六个种类
m,r,a;同用地址P一次指定
Δdmin:最小切深度
i:螺纹部分的半径差
k:螺牙的高度
Δd:第一次的切深量
l:螺纹导程
G90
01
直线车削循环加工
G90X(U)--- Z(W)-来自-F---nf:精加工形状的程序段组的最后程序段的顺序号
FANUC 0i系统故障报警信息
1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
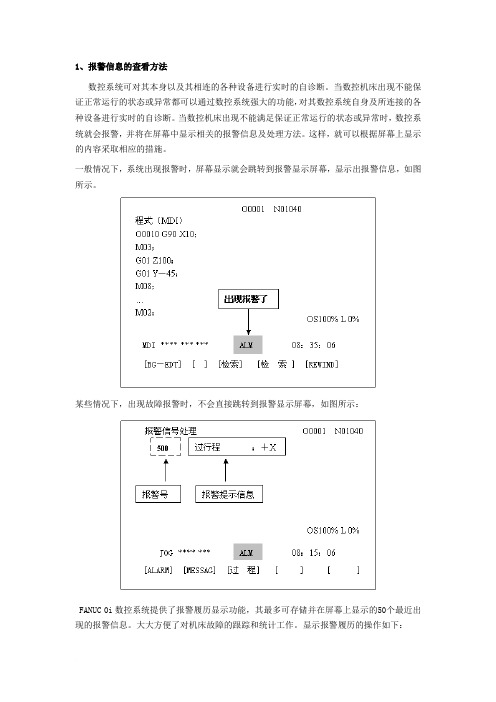
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示。
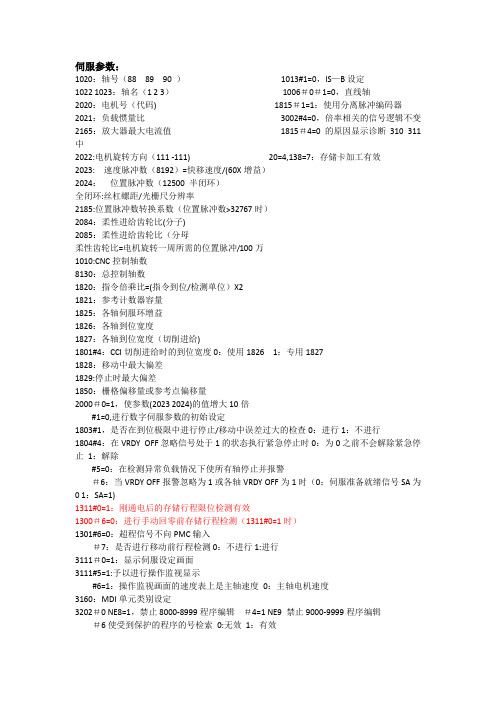
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC 0i数控系统报警的分类FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表 FANUC 0i数控系统报警分类错误代码报警分类000~255P/S报警(参数错误)300~349绝对脉冲编码器(APC)报警350~399串行脉冲编码器(SPC)报警400~499伺服报警500~599超程报警700~749过热报警750~799主轴报警900~999 1000~1999 200~2999 5000以上系统报警机床厂家根据实际情况在PM(L)C中编制的报警机床厂家根据实际情况在PM(L)C中编制的报警信息 P/S报警(编程错误)3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
FANUC 0i系统功能简介

西安工程技术(技师)学院陕西省明德职业中等学校理论课教案FANUC—0i系统介绍新课导入:数控机床加工中的动作在加工程序中用指令的方式先予以规定,这类指令有准备功能G、辅助功能M、刀具功能T、主轴转速功能S和进给功能F等。
由于目前数控机床的形式和数控系统的种类较多,同一G指令或同一M指令其含义是不完全相同的,甚至完全不同。
因此,编程人员在编程前必须掌握该数控系统每个指令的确切含义,以免发生错误。
新课讲授:一、FANUC—0i系统功能(一)准备功能准备功能(又称G功能G代码、G指令)顾名思义,准备功能是用来指令机床或数控系统的工作方式的一种指令,使数控机床做好某种操作准备。
FANUC系统的准备功能也用地址符G和后面的两数字或三位数字表示。
FANUC—0i系统数控车床常用的准备功能指令见下表。
表中 FANUC—0i系统数控车床常用的准备功能指令注:在编程时,G指令中前面的0可以省略不写,如G00、G01、G02、G03可以简写为G0、G1、G1、G3。
(二)辅助功能辅助功能也称M功能,主要用来指令操作时各种辅助动作及其状态,如主轴的开、停,冷却液的开关等。
由地址码M和后面的两位数字组成。
FANUC—0i数控车床系统常用的辅助功能指令见下表。
表 FANUC—0i系统常用的辅助功能指令当一个程序段中指定了运动指令和辅助功能时,按下面两种方法之一执行指令:①运动指令和辅助功能指令同时执行。
②在运动指令执行完成后执行辅助功能指令。
选择哪种顺序取决于机床制造商的设定。
(三) 进给功能进给功能主要用来指令切削时的进给速度。
对于车床,进给方式可分每分钟进给和每转进给,FANUC系统用G98、G98规定。
(1)每转进给指令G99 系统开机状态为G99状态,只有输人G98指令后,G99才被取消。
在含有G99的程序段后面,再遇到F指令时,则认为F所指定的进给速度单位为mm/r。
(2)每分钟进给指令G98 在含有G98的程序段后面,遇到F指令时,则认为F所指定的进给速度单位为mm/min,G98被执行一次后,系统将保持G98状态,直到被G99取消为止。
FANUC 0i 系统参数
伺服参数:1020:轴号(88 89 90 )1013#1=0,IS—B设定1022 1023:轴名(1 2 3)1006#0#1=0,直线轴2020:电机号(代码) 1815#1=1:使用分离脉冲编码器2021:负载惯量比3002#4=0,倍率相关的信号逻辑不变2165:放大器最大电流值1815#4=0的原因显示诊断310 311中2022:电机旋转方向(111 -111) 20=4,138=7:存储卡加工有效2023: 速度脉冲数(8192)=快移速度/(60X增益)2024:位置脉冲数(12500 半闭环)全闭环:丝杠螺距/光栅尺分辨率2185:位置脉冲数转换系数(位置脉冲数>32767时)2084:柔性进给齿轮比(分子)2085:柔性进给齿轮比(分母柔性齿轮比=电机旋转一周所需的位置脉冲/100万1010:CNC控制轴数8130:总控制轴数1820:指令倍乘比=(指令到位/检测单位)X21821:参考计数器容量1825:各轴伺服环增益1826:各轴到位宽度1827:各轴到位宽度(切削进给)1801#4:CCI切削进给时的到位宽度0:使用1826 1:专用18271828:移动中最大偏差1829:停止时最大偏差1850:栅格偏移量或参考点偏移量2000#0=1,使参数(2023 2024)的值增大10倍#1=0,进行数字伺服参数的初始设定1803#1,是否在到位极限中进行停止/移动中误差过大的检查0:进行1:不进行1804#4:在VRDY OFF忽略信号处于1的状态执行紧急停止时0:为0之前不会解除紧急停止1:解除#5=0:在检测异常负载情况下使所有轴停止并报警#6:当VRDY OFF报警忽略为1或各轴VRDY OFF为1时(0:伺服准备就绪信号SA为0 1:SA=1)1311#0=1:刚通电后的存储行程限位检测有效1300#6=0:进行手动回零前存储行程检测(1311#0=1时)1301#6=0:超程信号不向PMC输入#7:是否进行移动前行程检测0:不进行1:进行3111#0=1:显示伺服设定画面3111#5=1:予以进行操作监视显示#6=1:操作监视画面的速度表上是主轴速度0:主轴电机速度3160:MDI单元类别设定3202#0 NE8=1,禁止8000-8999程序编辑#4=1 NE9 禁止9000-9999程序编辑#6使受到保护的程序的号检索0:无效1:有效3290#7:存储器保护信号0:使用KEY1、2、3、4信号(G46.3-G46。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1 内置I/O 板,当不再连接其它模块时
可设置如下:从X0开始0.0.1.OC02I
Y0开始0.0.1./8
1.2.当使用标准机床面板时,手轮有两种接法
(1)接在系统上JA3
可设置如下:系统侧的I/O点从X0开始0.0.1.OC02I
Y0开始0.0.1./8
面板侧的I/O点从X20开始 1.0.1. OC02I(或OC01I)
Y24开始 1.0.1./8
*此种设法可使面板上x/y数值上一样(X24对应Y24的信号名称,如此类推,如:X24.0为MEM 方式的X地址,Y24.0为MEM方式输出灯),便于编写梯形图,且注意此时面板后JA3无效
(2)接在面板后JA3
可设置如下:系统侧的I/O点从X0开始0.0.1.OC01I
Y0开始0.0.1./8
面板侧的I/O点从X20开始1.0.1. OC02I (OC02I对应手轮)
Y24开始1.0.1./8
1.3 分线盘I/O 模块的设定
对于分线盘(分散型)I/O 模块,要将所有的模块(基本模块加扩展模块)作为一个整体一起
设定。
因为可以连接一个基本模块,最多3个扩展模块,每个模块单元占用3个字节的输入点,2个字节输出点,总共占用12字节输入/8字节输出(96/64点),和上述的内装I/O 相似,也可以连接手轮,设定方法相似
可设置如下:不带手轮 输入X0开始 0.0.1.OC01I
输出 Y0开始 0.0.1./8
带手轮:输入X0开始 1.0.1. OC02I (OC02I 对应手轮)
Y0开始
1.0.1./8
下面图中的地址m就是此处的0,n就是此处的0(首地址)
*模块的连接顺序(安装位置)
接手轮
注意:1。
带手轮接口的扩展模块,要安装在最靠近基本模块的位置,如上图中的扩展模块1。
2.手轮信号为X12-X14。
1.4 对I/O Link 轴的设定
1)I/O Link 轴的连接如下图所示:
*每个轴占用16字节输入/16字节输出点(128/128点)FANUC 的I/O Link 的最大点数位1024/1024,
2)I/O Link 轴的地址分配
I/O Link 轴的地址规定如此下:
如果没有任何其他I/O 模块连接,理论上就可以连接8个。
一般设定如下:
输入X20开始:0.0.1.PM16I
输出Y20 开始:0.0.1. PM16O
当然,也可以按上述同样的方法设定如下:
X20开始1.0.1. /16
Y20开始1.0.1./16
或X20 1.0.1.OC02I 此时x=20
Y20 1.0.1.OC02O 此时y=20
总之,不管设定的模块名字是什么,只要最终结果输入点有16个字节,输出也有16个字节,并且不和其他模块冲突,就可以了。
注意:I/O Link 轴不能接系统的手轮(但可以有自己的手轮),所以,手轮必须接到其他的I/O 模块上。
1.4 对I/O 单元的设定
1)基本连接
是一种功能比较强的I/O单元,也是通过I/O Link连接的模块组合,有最多10个扩展槽。
接口模块AIF01A安装在槽0(I/F)中。
I/O Link线连接到此模块上。
除了基本座0外,还可以连接1个扩展机座,扩展机座的槽0上安装其接口模块AIF01B。
在扩展槽中的模块,可根据实际需要选择不同的输入/输出模块。
2)地址分配
对于座0的1到10槽输入X100开始:1.0.1.**
X10*1.0.2.** 到1.0.10.** 对于座1的1到10槽输入X100开始:1.1.1.** 到1.1.10.**
对于座0的1到10槽输出Y100开始:1.0.1.**
Y10*1.0.2.** 到1.0.10.** 对于座1的1到10槽输出Y100开始:1.1.1.** 到1.1.10.**
其中,**表示所使用的模块占用的字节数,(例:如果4个字节,则设定/4)
*表示下一个模块的分配的首地址.可连续分配.
2)分配举例:
在实际的应用中,很少选用这种单元,所以在系统的说明书中都没有介绍,只有在"I/O
Unit model A connection/maintenance manual” (B-61813E)资料中专门介绍有关连接的
内容,在此只作简单介绍。
在0组中使用以下模块:
AOD32C 3 AID32A 5
AOA12F 2 AIA16G 3
则:输出点为:32128点(16字节)输入点为:32X5 + 16X 3 = 208 256点(32字节)
3)连接示例:
2.0i-Mate B
由于0i-Mate B本身不带有内置I/O板,连接外围设备,必须通过I/O模块扩展要考虑急停、外部减速信号,地址的分配以及手轮的连接问题,按如下设定:2.1当使用两个I/O模块(I/O卡)时(48/32点):
可设置如下:从X0开始0.0.1./6(第一块)
Y0开始0.0.1./4
从X6开始 1.0.1.OC02I (第二块带手轮接口)
Y6开始 1.0.1./4
注:此种连接方式下,急停、减速、手轮信号都在第二个模块上
或:输入点从X4开始0.0.1.OC02I (第一块带手轮接口)
输出点从Y4开始0.0.1./4
输入点从X20开始 1.0.1./6 (第二块)。