焊接车间报表模板
冲压、焊接品质日报表

焊接品质日报
日期
生产线
车型
பைடு நூலகம்件号
件名 踏板总成 门槛板总成 门槛板总成 踏板总成 轮毂包总成 轮毂包纵梁 总成
不良数
问题点描述
发现者
发现班组
操作员
责任班组
17 16 三级点P42尺寸变差大 夹具调整后,零件状态不稳定,间隙尺寸偏 小(间隙为2.5mm)
外协外购件品质日报
日期 生产线 车型 件号 件名 锁体螺母备 板 纵梁侧封板 连接板 纵梁侧封板 连接板 油箱前安装 螺母板 发动机托架 安装板 M8托架螺栓 支架 1 漏工序 不良数 1 1 1 10 5 问题点描述 漏焊螺母3颗 严重叠料 严重叠料 成型移位 变形 发现者 发现班组 外协厂家 责任班组
冲压品质日报
日期 生产线 车型 件号 件名 不良数 1 4/1 1 2 前纵梁加强 件 轮毂包 1 前纵梁内板 侧围内板 侧围内板 1 3 1 6 1/7 35 1 1 1 问题点描述 缺料(摆放不到位,报废) 缺料(报废) 孔移位变形(摆放不到位,报废) 孔移位变形(摆放不到位,报废) 成型不到位 售后反馈主定位孔毛刺过大,导致装夹困难 返修不合格(拉延破裂,报废) 叠料(成型不良,返修) 叠料(成型不良,返修) 破裂(成型不良,报废) 严重压伤(废料,报废) 破口(返修) 移位/变形(生产不流畅,调试生产,报废) 破裂(模具不良,报废) 开裂(返修) 发现者 发现班组 操作员 责任班组
原材料品质日报
日期
生产线
车型
件号
件名
不良数 1 1
问题点描述 夹渣 起皱
发现者
发现班组
操作员
责任班组
(焊接过程)特殊过程确认记录表

特殊过程确认记录表
附件一
培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
车间焊接产能核算明细表
审核:
拟定: MD-025A
第 4 頁,共 4 頁
锡产能核算明细表
备注
备注:依USB2.0A TYPE为计算基准,1200点/H为A级,1000点/H为B级,900点/H为C级,700点/H为D级。
核准:
审核:
拟定:
第 2 頁,共 4 頁
序号 料号
焊锡产能核算明细表
品名规格
插头规格 焊点数 套管数 难易系数
第 3 頁,共 4 頁
锡产能核算明细表
备注
0点/H为A级,1000点/H为B级,900点/H为C级,700点/H为D级。
第 1 頁,共 4 頁
焊锡产能核算明细表
序号 料号
品名规格
插头规格 焊点数 套管数 难易系数
NO.01 NO.02 NO.03 NO.04 NO.05 NO.06 NO.07 NO.08 NO.09 NO.10 NO.11 NO.12 NO.13 NO.14 NO.15 NO.16 NO.17 NO.18 NO.19 NO.20 NO.21 NO.22 NO.23 NO.24 NO.25 NO.26 NO.27 NO.28 NO.29 NO.30 NO.31 NO.32 NO.33 NO.34 NO.35 NO.36 NO.37 NO.38 NO.39 NO.40 NO.41
焊装车间设备检查表格.doc
精品资料设备专项检查表----安徽猎豹汽车有限公司·编制单位:焊装车间·编制时间: 2016.12.16·实施时间: 2016.12.18·更新时间: 2017.01.16·更新次数:第二次·此表在实施过程中不断完善更新日期:年月日检查者姓名:检查检查内容检查标准检查方法检查结果备注部位主、付摩擦组件固定良好、动作灵活,运转敲击、目测、轮平稳,无杂音、磨屑、等异常。
听摩停靠点光电发光管、反光板固定良好、无松目测擦开关动。
输动作气缸、动作组件固定良悬挂小车抓送好,动作自如;抓手垫块无松动、敲击、目测手组无严重磨损。
件连接销轴组件正常,活动自摩擦轨如;摩擦轨入摩擦轮平稳,无卡敲击、目测顿现象主连接处螺帽无松动,焊缝无开悬轨敲击、目测体焊。
钢钢架接头焊缝无开焊。
敲击、目测架各部螺丝紧固、无松动敲击、目测电信号传输传输良好,无异常目测、询问气操作按钮动作灵活可靠试验部各部限位动作灵活可靠试验分冷却设备运行正常,通风口无灰控制箱冷却目测尘堵塞箱体完好柜门无变形、密闭良好目测润滑情况按设备运行润滑标准执行目测卫生情况清洁、无杂物目测配电设施无缺件、规范、线路无破皮目测其设备标牌齐全目测它表识齐全、准确、在有效期内使计量仪表目测用设备运行记整洁、记录规范、字迹清晰查阅录焊装车间升降机设备专项检查表精品资料检查者姓名:日期:年月日检查检查内容检查标准检查方法检查结果备注部位导向轮及导向轮无严重磨损、平衡块无歪目测、听平衡块斜、侧挤现象;运行无异响。
无破裂、无严重磨损;螺丝固定皮带目测升降良好。
机构各部螺栓、螺帽无松动,锁杆入升降锁敲击、目测锁槽平稳。
主升降电电机无过热、减速机无异响、润手感、目测机滑良好。
夹紧气缸固定良好,动作自如敲击、目测夹紧定位夹头无磨损,螺丝无松动敲击、目测器连接处螺帽无松动,焊缝无开立轨敲击、目测焊、表面无异物。
主体钢架接头焊缝无开焊。
电焊车间安全检查表
电焊车间安全检查表
1.作业环境:
地面干净无油污、无杂物。
通风设备工作正常,无烟尘积聚。
车间内无易燃易爆物品。
2.消防设施:
灭火器数量充足,并在有效期内。
消防栓周围无遮挡,水压正常。
消防通道畅通无阻,标识明显。
3.防护用品:
电焊工穿戴符合要求的防护服、防护眼镜、手套等。
焊机接零(地)安全可靠,绝缘良好。
焊接电缆无破损,绝缘良好。
4.焊接设备:
焊机外观整洁,无严重锈蚀。
焊机散热良好,工作温度正常。
焊机地线牢固,无破损。
5.操作规程:
电焊工操作证齐全有效。
操作前进行安全检查,确保作业环境安全。
严格按照焊接工艺参数进行操作。
6.焊接参数:
电流、电压、焊接速度等参数符合工艺要求。
焊接过程中无突然断弧现象。
焊接过程中无飞溅。
7.废弃物处理:
废弃的焊条、焊丝及时清理,不得随意丢弃。
高温的焊渣及时冷却处理,不得随意倾倒。
油漆桶、稀释剂等危险废弃物按规定处理。
焊接周报表月报表
GEP-QR-SC-008/3GEP-QR-SC-008/3GEP-QR-SC-008/3 GEP-QR-SC-008/3 生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作日报表GEP-QR-SC-008/3GEP-QR-SC-008/3 生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作周报表 GEP-QR-SC-008/3GEP-QR-SC-008/3生产部焊接组工作日报表GEP-QR-SC-008/3GEP-QR-SC-008/3 GEP-QR-SC-008/3生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作日报表GEP-QR-SC-008/3GEP-QR-SC-008/3 生产部焊接组工作周报表 GEP-QR-SC-008/3生产部焊接组工作日报表 生产部焊接组工作日报表GEP-QR-SC-008/3生产部焊接组工作日报表GEP-QR-SC-008/3GEP-QR-SC-008/3GEP-QR-SC-008/3生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作日报表GEP-QR-SC-008/3GEP-QR-SC-008/3生产部焊接组工作周报表 GEP-QR-SC-008/3生产部焊接组工作日报表 生产部焊接组工作日报表GEP-QR-SC-008/3生产部焊接组工作日报表GEP-QR-SC-008/3GEP-QR-SC-008/3GEP-QR-SC-008/3生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作日报表拟制人:日期:审核人:日期:GEP-QR-SC-008/3GEP-QR-SC-008/3生产部焊接组工作周报表 GEP-QR-SC-008/3生产部焊接组工作日报表北京海湾智能仪表有限公司 生产部焊接组工作日报表GEP-QR-SC-008/3生产部焊接组工作日报表GEP-QR-SC-008/3GEP-QR-SC-008/3GEP-QR-SC-008/3GEP-QR-SC-008/3 生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作日报表 生产部焊接组工作日报表GEP-QR-SC-008/3生产部焊接组工作周报表 GEP-QR-SC-008/3 生产部焊接组工作日报表生产部焊接组工作月报表 GEP-QR-SC-008/3。
7.焊接专业通用表格
焊接施工记录表格目录
上海石化安装检修工程公司
焊接施工检查记录
SPI-HJ-02
上海石化安装检修工程公司
钢结构制作焊接施工检验记录
SPI-HJ-06
焊口跟踪图样
建议:图纸幅面采用A4(210×297mm)
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-07
上海石化安装检修工程公司
焊缝返修通知单
SPI-HJ-08
上海石化安装检修工程公司
焊材烘焙记录表
SPI-HJ-09
表面无损探伤报告
SPI-HJ-10
超声波探伤报告
SPI-HJ-11
无损探伤委托单
SPI-HJ-12
射线探伤报告
SPI-HJ-13
无损测厚报告
探伤工作流转卡
SPI-HJ-14
磁粉检验报告
SPI-HJ-16
射线探伤工艺卡
SPI-HJ-17
焊缝拍片汇总表
SPI-HJ-18
一次拍片合格率:
上海石化安装检修工程公司
年月焊缝拍片汇总
注:射线探伤—RT。
超声探伤—UT。
磁粉探伤—MT。
着色探伤—PT。
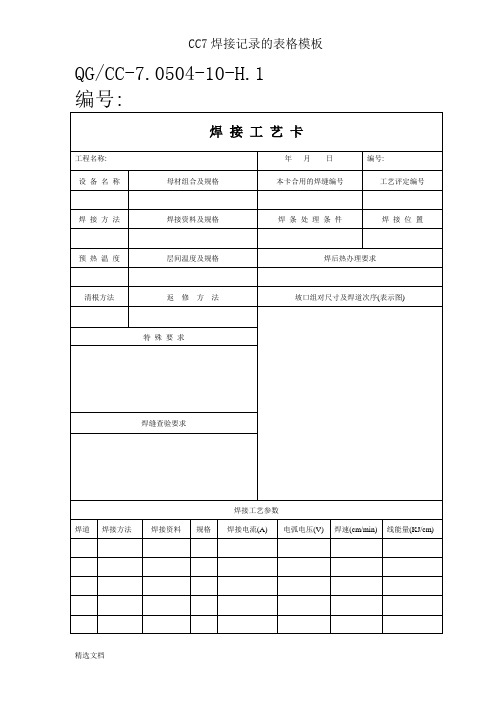
CC7焊接记录的表格模板
材料名称
牌号
规格
单位
数量
备注
QG/CC-7.0504-10-H.25编号:
材料复验通知单
资料名称
资料规格
材质
炉号
批号
复验号
复验要求
复验项目
备注
资料责任师:资料查验员:年月日
QG/CC-7.0504-10-H.26编号:
焊接资料入库/发放台帐
材料名称
牌号
规格
入/出库
日期
合
格
证
号
入
出生年代
工种
一般工龄
本岗工龄
级别
文化程度
健康状况
代号
钢印代号
所属单位
从事
锅炉
压力
容器
焊接
工作
简历
何
时
何
地
受
过
何
种
奖
励
QG/CC-7.0504-10-H.13编号:
焊工档案
考试
日期
钢材
类别
焊接
方法
试件分
类代号
考试
规范
合格证
发放单位
备注
(合格证号)
QG/CC-7.0504-10-H.14编号:
钢印代号
出生年代
焊接工龄
企业焊工考试委员会:
自己经过训练,现申请进行以下项目的考试,请批改。
序号
母材
焊接方法
焊接资料
焊接地点
牌号
规格
根层
其余层
根层
其它层
申请人:日期:
企业焊工考试委员会心见:
(盖印)日期:
QG/CC-7.0504-10-H.9编号:
焊接检验记录日报表
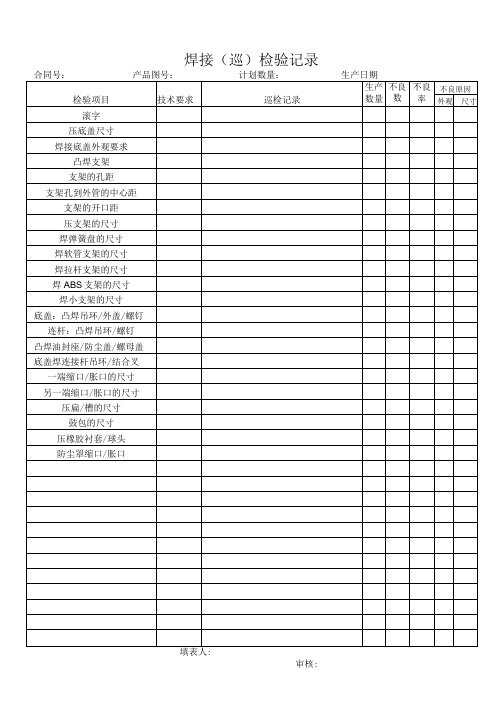
合同号:产品图号:计划数量:生产日期
检验项目
技术要求
巡检记录
生产数量
不良数
不良率
不良原因
外观
尺寸
滚字
压底盖尺寸
焊接底盖外观要求
凸焊支架
支架的孔距
支架孔到外管的中心距
支架的开口距
压支架的尺寸焊弹簧盘的尺寸 Nhomakorabea焊软管支架的尺寸
焊拉杆支架的尺寸
焊ABS支架的尺寸
焊小支架的尺寸
底盖:凸焊吊环/外盖/螺钉
连杆:凸焊吊环/螺钉
凸焊油封座/防尘盖/螺母盖
底盖焊连接杆吊环/结合叉
一端缩口/胀口的尺寸
另一端缩口/胀口的尺寸
压扁/槽的尺寸
鼓包的尺寸
压橡胶衬套/球头
防尘罩缩口/胀口
填表人:
审核:
焊接数据库--带自动统计报表版

序号 1 2 3
报表名称
日、周、月 、总完成量 每日完成量 明细报表 岗长焊工每 日完成量报
本数据库适 用于工艺管 道的焊接数 据统计,具 说明: 备自动统计 的功能,其 实主要是靠 函数来实现 的;
关于日、周 、月、总完 成量报表之 间的切换, 只需修改起 始日期和结 束日期即可 。
需检查 下公式 中的引 用区域 和单元 格是否 正确 4、无 法进行
解决方 法1: 点击“ 公式” 选项卡 --点击 “计算 选项” --选择 “自动 ”即 可,不 过会在 你输入 完成每 一个单 元格后 都进行 计算,
可能会 导致卡 机现象 。
解决方 法2: 在修改 完基础 数据 后,点 击“保 存”后 电脑会 自动计 算公式 并更新 公式计 算后的 数据。
COUNTBLANK
8、
--计算区域 中空单元格
的个数
Байду номын сангаас
TODAY()-返回日期格 式的当前日 9、 期(意思就 是可以自动 填入当前的 系统日期)
10、
NOW()--返 回时间格式 的当前时间 (意思是可 以自动填入 当前的系统 时间,精确 到分钟)
11、
使用通配符:"*"--代表任意长度的任意字符,但不包括数值; "?"--代表1 个">任0"意--字代符表,数 值"<大0"于--零代的表任数 值">小=0于"或零者的任 ">="&单元格
值;
和
SUMIFS--对
3、
区域中满足 多个条件的
值求和
COUNT--计 算区域中包 含数字的单 4、 元格个数 (只针对数 值类单元 格)
年季度持证焊工焊接质量统计表

项目名称:年 月 日 表二
单 位
工程名称Biblioteka 设备或管线名 称规 格
焊缝总长度
探伤焊缝长
底 片
总张数
不合格
片张数
一 次
合格率
﹪
超 探
焊 缝
m
超 标
缺 陷
㎜
一 次
合格率
﹪
㎜
DiN
㎜
DiN
填报单位:制表:
工程名称设备或管线焊缝总长度探伤焊缝长总张数不合格片张数din填报单位
年季度持证焊工焊接质量统计表
项目名称:表一
单位工程名称:
施焊设备或管道名称:
焊工姓名
钢印号
施焊焊缝长度
(㎜或DiN)
探伤比例
(﹪)
探伤底片
(张)
超标缺陷
(张)
一次合格率
(﹪)
超 探
焊 缝
m
超 标
缺 陷
㎜
一 次
合格率
﹪
填报单位:制表:
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。