MANIA 钻机错误信息代码说明
加工中心常见报警及解决方法

旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW(空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD(主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
钻机故障现象及解决方法

钻机调试中故障现象及解决方法1.发电机不启动,但手推执行器柴油机能启动,打到怠速,执行器应有1V左右电压。
由此判断,调速器2301A未工作,经查电路看PLC状态,是PLC无输入即21.0无信号但K6已动作,查电路是K6的前点无24V。
措施:引一根24V电线到K6的9脚,上电打到怠速后柴油机启动正常,原因是天水少接一根24V线,或先接的线无24V。
40DB。
03发电柜有此问题。
40JD改40DB调试中遇到的问题:1.绞车编码器坏,A、B相无脉冲,先查线后换,更换正常,报F053。
2.优化绞车时报F107,R949=1008,U未触发,闭环控P100=4情况下,西门子反复设置参数均不好使,但开环:P100=3时能过去不报错,后经用测试盒测试,确认是U未触发,报修,西门子来人检修,拆板子后发现是一个触发线头掉了,恢复后再测,闭环优化正常,在报F107时,PUM控制电机能转但不稳定。
3.优化绞车时,报F061,且DC电压只能设到660V,不能达到890V,且电流只能设到600A左右达不到1280A。
后经确认是功率部分定义有问题,重新定义功率(按大全,参考电流值对应的编号)。
4.F015:――绞车编码器无脉冲――线无问题,传感器坏。
F015,F053:――送钻编码器A、A-、B有脉冲,B-无脉冲且干扰太大。
经查线,接头处进水,且送钻编码器线焊错。
经烘干,重新接线后测试测速信号全部正确,且泚形很好(PTI前端有干扰,后端波形好)。
5.转盘启动风机无风压信号:(1)风机正转没问题,出风口风很大。
(2)孔堵上,仍没有风压信号。
(3)开箱查压力开关,发现其负压端气管折死不通气。
(4)正压端有透明堵头,去调,且负压端螺丝朝上进水。
经以上处理,正常。
6.自动送钻风机不启动,报西门子人。
7.接触器无控制电压(220V),经查控制电压开关未合。
8.无零位信号,经查零位开关无24V。
9.测试盒调试变频的方法:(变频器断电情况下测试)(1)取下CUVC板(2)插入检测板(3)给测试盒接上24V电源(10A)(4)分别测六个桥的通断触发情况并廁输出电压,某桥无灯亮或无输出电压,测此桥触发电路或IGBT坏。
机床错误代码

“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的 G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于 876 号参数指定的数值。
ADDRESS
ILLEGAL USE OF NEGATIVE SIGN
ILLEGAL USE OF DECIMAL POINT
ILLEGAL ADDRESS INPUT
IMPROPER G-CODE
NO
FEEDRATE
COMMANDED
CAN NOT COMMAND
G95
(M series)
ILLEGAL
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。 037 企图在刀具半径补偿模态下使用 G17、G18 或 G19 改变平面选择。 038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。 041 刀具半径补偿时将产生过切削的情况。 043 指令了一个无效的 T 代码。 044 固定循环模态下使用 G27、G28 或 G30 指令。 046 G30 指令中 P 地址被赋与了一个无效的值(对于本机床只能是 2)。 051 自动切角或自动圆角程序段后出现了不可能实现的运动。 052 自动切角或自动圆角程序段后的程序段不是 G01 指令。 053 自动切角或自动圆角程序段中,符号“,”后面的地址不是 C 或 R。 055 自动切角或自动圆角程序段中,运动距离小于 C 或 R 的值。 060 在顺序号搜索时,指令的顺序号没有找到。 070 程序存储器满。 071 被搜索的地址没有找到,或程序搜索时,没有找到指定的程序号。 072 程序存储器中程序的数量满。 073 输入新程序时企图使用已经存在的程序号。 074 程序号不是 1~9999 之间的整数。 076 子程序调用指令 M98 中没有地址 P。 077 子程序嵌套超过三重。 078 M98 或 M99 中指令的程序号或顺序号不存在。 085 由外设输入程序时,输入的格式或波特率不正确。 086 使用读带机/穿孔机接口进行程序输入时,外设的准备信号被关断。 087 使用读带机/穿孔机接口进行程序输入时,虽然指定了读入停止, 但读过了 10 个字符 后,输入不能停止。 (087 解决方法) FANUC 0i 数控系统使用问题,比较典型,和大家分享:故障报警号 当用较少程序段的程序进行 DNC 加工试验,未出现任何报警信息,当使用较大程序段的程序 进行 DNC 加工试验时,系统出现“087”号报警信息.解决方法:根据以上具体情况,分析此报警 信息是由于加工程序过大而产生的(>500K).随即将系统参数(100.5)的“ND3”设为“0”,重 新用原来较大的程序进行 DNC 加工,系统不再出现“087”号报警。原因分析: 当利用 RS232C 通讯接口进行 DNC 加工时,如果加工程序较大,超过了系统本身的缓冲区 容量,则需要将参数“ND3”设为“0”,即一段一段的读取程序,否则,在传输及加工过程中 将会出现“087”号报警。 (6) 我刚解决这个问题,有时一天不报警,有时连续报警。如果你的现象和我一样,换根线 吧! (7) "内存溢出"一般就是电脑,线的问题。 (8) 如果连线没问题,请检查参数 校验不能为 NONE 数据位不能为 8 优选参数,也为 FANUC 推荐参数:
日立钻机报警信息
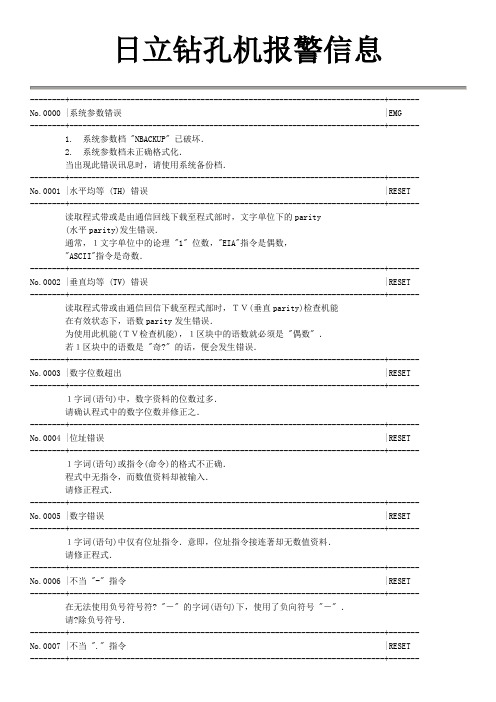
日立钻孔机报警信息--------+------------------------------------------------------------------------+------- No.0000 |系统参数错误 |EMG--------+------------------------------------------------------------------------+-------1. 系统参数档 "NBACKUP" 已破坏.2. 系统参数档未正确格式化.当出现此错误讯息时,请使用系统备份档.--------+------------------------------------------------------------------------+------- No.0001 |水平均等 (TH) 错误 |RESET --------+------------------------------------------------------------------------+------- 读取程式带或是由通信回线下载至程式部时,文字单位下的parity(水平parity)发生错误.通常,1文字单位中的论理 "1" 位数,"EIA"指令是偶数,"ASCII"指令是奇数.--------+------------------------------------------------------------------------+------- No.0002 |垂直均等 (TV) 错误 |RESET --------+------------------------------------------------------------------------+------- 读取程式带或由通信回信下载至程式部时,TV(垂直parity)检查机能在有效状态下,语数parity发生错误.为使用此机能(TV检查机能),1区块中的语数就必须是 "偶数" .若1区块中的语数是 "奇?" 的话,便会发生错误.--------+------------------------------------------------------------------------+------- No.0003 |数字位数超出 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)中,数字资料的位数过多.请确认程式中的数字位数并修正之.--------+------------------------------------------------------------------------+------- No.0004 |位址错误 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)或指令(命令)的格式不正确.程式中无指令,而数值资料却被输入.请修正程式.--------+------------------------------------------------------------------------+------- No.0005 |数字错误 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)中仅有位址指令.意即,位址指令接连著却无数值资料.请修正程式.--------+------------------------------------------------------------------------+------- No.0006 |不当 "-" 指令 |RESET --------+------------------------------------------------------------------------+------- 在无法使用负号符号符? "-" 的字词(语句)下,使用了负向符号 "-" .请?除负号符号.--------+------------------------------------------------------------------------+------- No.0007 |不当 "." 指令 |RESET在无法使用小数点 "." 的字词(语句)下,使用了小数点 "." .请?除小数点.--------+------------------------------------------------------------------------+------- No.0008 |未定义位址 |RESET --------+------------------------------------------------------------------------+------- 1字词(语句)中,使用了未定义的字词位址.请确认在程式部中是否含有无法使用之指令,有无修正程式之必要,或变更参数263的位数,即由3改为0并忽视未定义位址.--------+------------------------------------------------------------------------+------- No.0009 |未定义 "G#" 指令 |RESET --------+------------------------------------------------------------------------+------- 使用了未定义的G命令.确认程式部是否含有无法使的G指令,有无修正程式的必要,或将参数263的位数由1变更为0并忽视未定义的G指令.--------+------------------------------------------------------------------------+------- No.0010 |未定义 "M#" 指令 |RESET --------+------------------------------------------------------------------------+------- 使用了未定义的M命令.确认程式部是否含有无法使用的M指令,有无修正程式的必要,或是将参数263的位数由2变更为0并忽视未定义M指令.--------+------------------------------------------------------------------------+------- No.0011 |终了指令错误 |RESET --------+------------------------------------------------------------------------+------- 程式部未因终了指令(程式结束命令)而关闭.确认程式终了时有无终了指令(M02,M30,M99),并修正程式.--------+------------------------------------------------------------------------+------- No.0012 |不当读出辅助程式指令 |RESET --------+------------------------------------------------------------------------+------- 副程式的呼出指令格式不正确.呼出副程式时,发现档名或基准标值未被输入.--------+------------------------------------------------------------------------+------- No.0013 |不当重覆指令 |RESET --------+------------------------------------------------------------------------+------- 未正确使用重覆指令(重覆命令).在记忆型的的重覆指令(P)下,发现无座标值或其它指令.请修正程式.--------+------------------------------------------------------------------------+------- No.0014 |辅助程式未登录 |RESET --------+------------------------------------------------------------------------+------- 从主程式呼叫副程式时,却找不到副程式.先确认由主程式所呼叫的副程式,或是对应此程式的档名後,再修正程式.--------+------------------------------------------------------------------------+------- No.0015 |多重辅助程式读出超出 |RESET --------+------------------------------------------------------------------------+------- 多重副程式超出限度.修正程式,并将副程式的多重呼出减至8重 (圈) .--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- 在此区块中,相同的位址文字有2个或以上被使用.将重覆而无法使用的指令分割至其它区块或将它?除.--------+------------------------------------------------------------------------+------- No.0017 |诊断未寻获 |RESET(枹巊梡) --------+------------------------------------------------------------------------+------- 在程式部中找不到所指定的SEQUENCE (No.) .请输入正确的SEQUENCE.--------+------------------------------------------------------------------------+------- No.0018 |不当 S&R 读出指令 |RESET--------+------------------------------------------------------------------------+------- STEP&REPEAT(S&R)命令是在无S&R 开始命令的状态下,所受到的指令.请修正程式部.欲登录PATTERN的区块前端中,可追加开始指令(S;),或在不使用STEP&REPEAT的情况,?除S&R (M08;)登录终了指令.--------+------------------------------------------------------------------------+------- No.0019 |未实施原点复归 |RESET--------+------------------------------------------------------------------------+------- 实施原点复归前,先确认,是否已按下CYCLE SATRT钮,或已从键盘输入开始命令.为清除讯息,首先按下操作面板上的RESET钮,接下来为进行原点复归,请按下操作面板中的 HOME按钮.当实行原点复归後,机械即可操作.--------+------------------------------------------------------------------------+------- No.0020 |不当终了辅助程式指令 |RESET--------+------------------------------------------------------------------------+------- 主程式的程式部,含有副程式的终了指令.确认副程式是否被当为主程式使用,若为主程式之程式部的话,请修正之.--------+------------------------------------------------------------------------+------- No.0021 |不当 S&R 开始指令 |RESET--------+------------------------------------------------------------------------+------- 副程式中含有STEP&REPEAT (S&R) 的开始指令.请除副程式中的S&R 开始指令(S;).--------+------------------------------------------------------------------------+------- No.0022 |不当 S&R 终了指令 |RESET--------+------------------------------------------------------------------------+------- 副程式中含有STEP&REPEAT (S&R) 的终了指令.请?除副程式中的S&R 登录终了指令(M08;).--------+------------------------------------------------------------------------+------- No.0023 |磁片格式不当 |RESET--------+------------------------------------------------------------------------+-------1. T#C#命令(TC)下所指定的钻针直径,已在规定围外.2. 字词(语句) 的组合未定义 (规定外) .--------+------------------------------------------------------------------------+------- No.0024 |磁片容量已满 |RESET--------+------------------------------------------------------------------------+------- 因为在 TAPE模式, FD模式或 REMOTE模式下,若实行长的程式部,而此程式部的大小又比系统磁片中的程式缓冲器大的话,就会出现讯息.关于NC BUFF LOCK 机能,请参照操作手册.--------+------------------------------------------------------------------------+------- No.0025 |磁片未就绪 |RESET--------+------------------------------------------------------------------------+------- 此讯息出现是因为程式部的档名在 FD模式下所指定之处,发现磁片(软碟片)未插入,#1 槽.将程式部磁片插入#1 槽後,请作正确的操作.--------+------------------------------------------------------------------------+------- No.0026 |速度指令指定围外 |RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0027 |回转指定围外 |RESET--------+------------------------------------------------------------------------+-------T#S#命令(TS)下所指定的SPINDLE(RPM)在规定围外.--------+------------------------------------------------------------------------+------- No.0028 |工具径设定围外 |RESET(枹巊梡) --------+------------------------------------------------------------------------+-------T#C#命令(TC)下所指定的钻针直径在规定围外.--------+------------------------------------------------------------------------+------- No.0029 |D.P.M 错误 |RESET--------+------------------------------------------------------------------------+------- X,Y轴的任一轴都不在5mm网眼上.使网眼检查无效(参数500的第0位数为0),或请修正程式.--------+------------------------------------------------------------------------+------- No.0030 |指定档读入错误 |RESET--------+------------------------------------------------------------------------+------- 禁止读取所指定的档案.--------+------------------------------------------------------------------------+------- No.0031 |指定档防写 |RESET--------+------------------------------------------------------------------------+------- 禁止写入所指定的档案.--------+------------------------------------------------------------------------+------- No.0032 |档案未登录 |RESET--------+------------------------------------------------------------------------+------- 当出现此讯息表示在FD模式下所指定的程式部档名并不存在于程式部的磁碟上.请检查档名及程式部磁碟.--------+------------------------------------------------------------------------+------- No.0033 |档名不正确 |RESET--------+------------------------------------------------------------------------+------- 所指定的档名有错误.--------+------------------------------------------------------------------------+------- No.0034 |辅助程式超出 |RESET--------+------------------------------------------------------------------------+-------G26 和 G25 间的副程式个数超出64个.请将副程式的个数设于 64个以下.--------+------------------------------------------------------------------------+------- No.0035 |多重 S&R 超出 |RESET在STEP&REPEAT(S&R)中,发现S&R 指令重复.请将程式部修正为仅有1组S&R 的指令.--------+------------------------------------------------------------------------+-------No.0036 |不当 "+" 指令 |RESET--------+------------------------------------------------------------------------+------- 在不可使用"+" 符号的位址下,使用了 "+" 符号.请将正号符号?除.--------+------------------------------------------------------------------------+-------No.0037 |数值指定围外 |RESET--------+------------------------------------------------------------------------+------- 使用了过大或过小的数值.请修正为指定的数值.--------+------------------------------------------------------------------------+-------No.0038 |参数资料错误 |RESET(枹巊梡) --------+------------------------------------------------------------------------+------- 参数设定错误.--------+------------------------------------------------------------------------+-------No.0039 |指令组合错误 |RESET--------+------------------------------------------------------------------------+------- 程式部中的指令未正确配置.请确认程式并修正之.请确认诊断画面 No.039 的资料,并向日立VIA连络.--------+------------------------------------------------------------------------+-------No.0040 |格式化错误 |RESET--------+------------------------------------------------------------------------+-------1. 软碟片未格式化.2. 软碟片的recording格式化错误.3. 软碟片可能已遭破坏.请进行CHKDSK (检查软碟片),并尝试修复软碟.若无法修复的话,请中止使用此软碟片.若无特别指定,在 CNC H.MARK 下所使用的软碟片,适用下列仕样.1. 3.5" (Inch),两面,密度,SOFTsector???2. recording格式化:HITACHI 格式,IBM格式或是MS-DOS格式--------+------------------------------------------------------------------------+-------No.0041 |I/O 装置使用中 |RESET--------+------------------------------------------------------------------------+------- 所指定的装置,现在使用中.(Tape-reader,Disk-driver,或是通信线)使用自动运转装置时,必须中止加工作业.当装置的运作终了时,即可使用之.--------+------------------------------------------------------------------------+-------No.0042 |讯息档读入错误 |EMG--------+------------------------------------------------------------------------+-------1. 系统讯息档 "NMSGFOR" 或是 "NMSGJPN" 已遭破坏.2. 系统参数档未正确格式化.当出现此错误时,请使用备份的系统软体片载入之.--------+------------------------------------------------------------------------+-------No.0043 |机械 MACRO 读入错误 |EMG--------+------------------------------------------------------------------------+-------6 : machine macro read error7 : translator1 read error8 : tape macro read error9 : machine macro EXIT errorA : translator1 EXIT errorB : tape macro EXIT errorC : message ID check-sum errorD : parameter structure body check-sum errorE : ET1 read errorF : ET2 read error10 : ET3 read error11 : ET4 read error12 : ET1 EXIT error13 : ET2 EXIT error14 : ET3 EXIT error15 : ET4 EXIT error1. The program file is destroyed.2. The format of system parameter file is not correct.3. Check the contents of DIAG. 21 and 25.If such an error has appeared, use (load) another system software disk(for backup).--------+------------------------------------------------------------------------+------- No.0044 |不当辅助程式开始指令 |RESET --------+------------------------------------------------------------------------+------- 主程式以外的情形是副程式中已含开始(登录)指令.请在主程式下使用副程式登录开始指令(G26).--------+------------------------------------------------------------------------+------- No.0045 |MACRO 读取错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0046 |MACRO 演算错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0047 |MACRO 变数指定错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0048 |MACRO 文法错误 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0049 |MACRO 容许围外 |RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0050 |圆弧容许误差围外 |RESET圆弧补间的起点到中心距离及终点到中心距离的差,超出容许值.请修正圆弧的半径,起点或是终点.容许误差的设定是在参数261.--------+------------------------------------------------------------------------+------- No.0051 |圆弧切削速度超出 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0052 |同时轴数指令超出 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0053 |平面选择指令异状 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0054 |修饰面指令异状 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0055 |修饰面次指令异状 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0056 |工具径补正开始,取消不正确 |RESET --------+------------------------------------------------------------------------+------- 请在圆弧补间(G02,G03)下进行钻径补正的START-UP(G41,G42)及取消(G40).请直线补间(G01)下进行钻径补正的START-UP及取消.--------+------------------------------------------------------------------------+------- No.0057 |工具径补正切进量过多 |RESET --------+------------------------------------------------------------------------+------- 若做比钻径off set还小的段差加工作业的话,将会发生此情形.请修正程式.详细请参照比手动程式之钻径补正的钻针半径还小的段差加工作业.--------+------------------------------------------------------------------------+------- No.0058 |工具径补正干涉检查错误 |RESET --------+------------------------------------------------------------------------+------- 作锐角之角的加工时,依钻径off set若发生钻针切进到素材时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正的切断干涉检查.--------+------------------------------------------------------------------------+------- No.0059 |工具径补正无交点 |RESET --------+------------------------------------------------------------------------+------- 根据角的形状而无法计算钻径off set的经路时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正.No.0060 |作业完了 |START-Y --------+------------------------------------------------------------------------+------- 若在程式中检测出 "作业终了"指令 (日立格式为: M04 )时,将会出现此讯息.若欲重新加工时,请按下操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0061 |程式停止 |START-Y --------+------------------------------------------------------------------------+------- 程式部实行中,若有下列情况时,将会出现此讯息.1. 程式头的最後端来到时2. 程式部中,发生程式停止命令时3. 根据 "TIL" 命令,钻针完成加工时重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0062 |选择性项目停止 |START-Y --------+------------------------------------------------------------------------+------- 选购停止机能为"有效"的情况下,会依据程式部的选购停止命令而出现此讯息.重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0064 |程式表头 |START-Y --------+------------------------------------------------------------------------+------- 程式中,若检测出"tape前头 "指令 (日立格式为: % )时,便会出现此讯息.重新加工时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0067 |程式重头 |START-Y --------+------------------------------------------------------------------------+------- 此讯息是表示SKIP命令已终了.硬体程式再开时,请按操作面盘上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0068 |表头指令不正确 |RESET --------+------------------------------------------------------------------------+------- 前头部,含有不适当资料.程式头指令(日立格式=G48 Excellon格式=M48)起到%间使用了不可使用之命令.请确认程式并进行修正.--------+------------------------------------------------------------------------+------- No.0070 |NTRANS1 读入错误 |EMG--------+------------------------------------------------------------------------+------- 读取程式解析前处理部时,发生错误.「NTRANS1」档是否不存在,即使存在著,其若已遭到损坏,当系统载入时,便会出现此讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTRANS1*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTRANS1」档消失了.处置而言,请以备份的FDNo.5-2再重灌之.--------+------------------------------------------------------------------------+------- No.0071 |NTPMAC 读入错误 |EMG--------+------------------------------------------------------------------------+------- TAPE MACRO处理部(一个G指令让它变为复数动作的处理)发生读取错误.「NTPMAC」档是否未存在,即使存在其也遭到破坏的情况,当系统载入时便会出现此错误讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTPMAC*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTPMAC」档消失了.若出现档名,表示其已遭到破坏.并请告知所表示的容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之--------+------------------------------------------------------------------------+------- No.0072 |未定义装置指定 |RESET --------+------------------------------------------------------------------------+------- 所指定的装置未被定义.关于Device,请参下表,检查之.Device (Device No.)0: Hard Disk Drive 01: Hard Disk Drive 12: FD Drive 23: Hard Disk Drive 3TR: Tape LeaderRI: RS232C输入埠RO: RS232C输出埠FR: DNC--------+------------------------------------------------------------------------+------- No.0079 |等待开始 |START-Y --------+------------------------------------------------------------------------+------- 此讯息出现于下列情形.若机械呈现禁止作动状态的话(Interlock中),而欲使机械动作的话,当给予某一命令的话(例如,交换钻针,或JOG命令),即会出现此讯息.首先,以适当操作解除Interlock状态,接著为活用前述命令,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+------- No.0080 |部演算部错误 |EMG--------+------------------------------------------------------------------------+------- 首先,关闭NC 电源後再重新启动电源.当此讯息无法消除时,请连络日立VIA.--------+------------------------------------------------------------------------+------- No.0081 |选择性项目名未寻获 |START-Y --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0082 |工具径未设定 |RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+------- No.0099 |不当使用 POST DRILL |START-R --------+------------------------------------------------------------------------+------- 寿命设定值检查机能下,寿命设定值为0或欲在指定孔数以上的POST作钻孔时,便会出现此讯息.仅在作寿命设定值为0的POST之检查时,将指定孔数的设定值设为99999999.寿命设定值检查机能有效/无效切换参数 No.513 位数6 0: 无效 1: 有效指定孔数参数 No.585 - S3--------+------------------------------------------------------------------------+------- No.0100 |硬碟错误 |EMG--------+------------------------------------------------------------------------+------- 在Disk中,发生物理上的?陷.当出现此讯息时,表示无法在使用此Disk了.请使用系统软体Disk的copy版(disk)或其它的程式部Disk.--------+------------------------------------------------------------------------+------- No.0110 |伺服器未就绪 |EMG--------+------------------------------------------------------------------------+------- 伺服DRIVER AMP处于无法使用状态.当确认好伺服AMP的警报表示後,请连络日立VIA的维修人员.--------+------------------------------------------------------------------------+------- No.0114 |参数设定错误 |EMG--------+------------------------------------------------------------------------+------- 伺服参数错误.当出现此讯息时,请使用备份的系统软体片载入之.Sub-Code Contents*602 wrong stored stroke range (+)*605 wrong processing speed establishment value*606 wrong JOG feed speed establishment value0410 time fixed number establishment error (Servo-main : CH)*612 wrong stored stroke range (-)*621 servo compensation parameter establishment error^* : A axis number.0: servo main1-F: servo sub--------+------------------------------------------------------------------------+------- No.0116 |SEQUENCER 诊断光纤关系错误 |EMG--------+------------------------------------------------------------------------+------- A communication error has occurred in signal transfer between MCU boardand COMPACK/IOU board through the optical fiber cable.If this message has appeared, check the following items.1. Whether the machine is turned on.2. Cable connection.3. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.b7 b6 b5 b4 b3 b2 b1 b0+----+----+----+----+----+----+----+----+R546 | MMC ALARM LIST | MMC No. |+----+----+----+----+----+----+----+----+b0-b3 : error occurrence MMC number (1 - 5)b4 : phase detection error (PDE)b5 : NO ACK error (NAE)b6 : continuous parity error (PCE)b7 : emergency stop (a fatal error) (EMG)--------+------------------------------------------------------------------------+------- No.0117 |SEQUENCER 诊断硬体错误 [DIAG.0014] |EMG--------+------------------------------------------------------------------------+------- Hard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.Diagnosis NO.14 :08H = illegal timer interrupts09H = LADDER I/O establishment error10H = LADDER OBJECT wrong14H = MMC fatal error15H = LADDER ENGINE NOT READY17H = bus time out error20H = undefinition interrupts30H = Sequencer NOT RUNHard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.If this message has appeared, check the following items.1. Whether the machine is turned on.2. If diagnosis No. 14 s 14H, the cable connection may be faulty.3. If diagnosis No. 14 is 09H or 10H, use (load) another systemsoftware disk (for backup).4. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+------- No.0119 |RS-232C 转送错误 |RESET --------+------------------------------------------------------------------------+------- During DNC1 communication, a parity error, a flaming error or a over runerror occurred.Check the next item when this message is indicated.1. Check the setting of DNC communication for NC with DNC utilityprogram and check the setting is proper or not for HOST controller.2. Check the setting of DNC communication for HOST controller and checkthe setting is proper or not.3. Check interface cable and connector.4. Check interface wiring.5. Interface device.--------+------------------------------------------------------------------------+------- No.0121 |PC-MCU 轻度通信错误 |RESET --------+------------------------------------------------------------------------+------- The communications processing error between PC and MCU board occurred.Sub-Code Contents0001 Communication NOT READY0002 Channel number injustice0003 Undefinition comment0004 Recieve data is nothing0005 Chanel in under using0006 Illegal send sequence0007 Answer request without receive command--------+------------------------------------------------------------------------+------- No.0123 |伺服 CPU 错误 [DIAG.0012,0413] |EMG--------+------------------------------------------------------------------------+------- The obstacle of the servo CPU or the hard difficulty of the CPU circuitboard occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the recordof the sub-number.Check the next item when this message is indicated.1 . DC power supply (+5V, MCU3 3.3V)2 . MCU circuit board3 . PCNTS circuit board4 . SCOM circuit board5 . SCOM-PCNTS cableTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*273 For the expansion[TLB protection exception (read)]*274 For the expansion[TLB protection exception (write)]*275 For the expansion[First page write excsption]*276 For the expansion[TLB Miss exception /TLB effect-less exception (write)]*277 For the expansion[TLB Miss exception /TLB effect-less exception (read)]*280 zero profit*281 address error*287 wrong slot rode*291 undefinition interrupts*493 DC power supply abnormal*494 time out error*295 SCOM difficulty (communication time out) .circuit board number of sheets error*296 There are no directions for the connection that a setup ofshaft classification is changed after power on.*498 Watchdog error*2A4 operation code error*2B1 integer operation overflow*0E0 servo-sub EPROM difficulty*0E1 servo-sub SRAM difficulty*0E2 servo-sub FROM difficulty*0E8 servo-sub DPRAM difficulty*0EA servo-sub FROM writing error (at the SYSGEN)*0F0 servo-main SRAM difficulty^* : A axis number.0: servo main1-F: servo subIf this message has appeared, check the following items.1. DC power supply (+5 V series, MCU3 3.3 V series).2. MCU board.3. PCNTS board4. SCOM board5. SCOM-PCNTS cableNote the alarm number and sub number when the alarm has occurred.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+------- No.0124 |伺服实行错误 |POWER --------+------------------------------------------------------------------------+------- The movement difficulty of the servo part occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the record ofthe sub-number.Check the next item when this message is indicated.1. DC Slowdownpower supply (+5V, MCU3 3.3V)2. MCU circuit board3. SCOM circuit board4. PCNTS circuit board5. SCOM-PCNTS cable6. the system version of the servo main / servo subTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*607 data storage set error。
常见数控机床报警信息(中英文对照),太全啦!
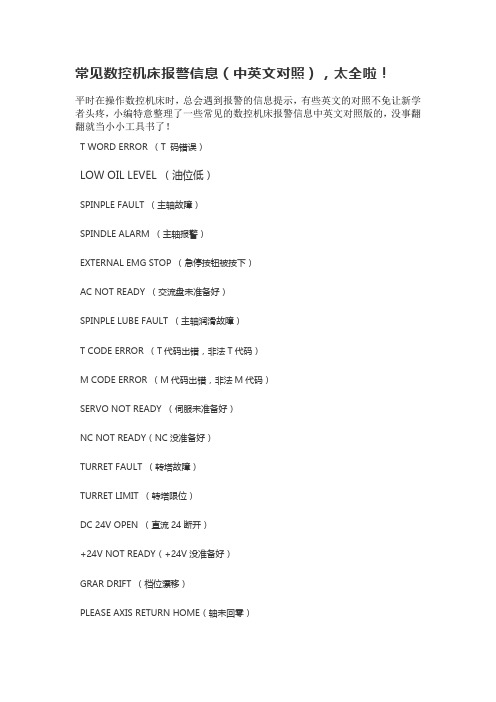
常见数控机床报警信息(中英文对照),太全啦!平时在操作数控机床时,总会遇到报警的信息提示,有些英文的对照不免让新学者头疼,小编特意整理了一些常见的数控机床报警信息中英文对照版的,没事翻翻就当小小工具书了!T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFF太HYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
加工中心代码最全

加工中心代码G代码T G00定位T G01直线插补G02 圆弧插补/ 螺旋线插补CWG03圆弧插补/螺旋线插补CCWG04 暂停准确停止G05.1 预读控制超前读多个程序段G07.1(G107) 圆柱插补G08 预读控制G09 准确停止G10 可编程数据输入G11可编程数据输入方式取消T G15 极坐标指令消除G16 极坐标指令T G17选择XPYP平面XP X轴或其平行轴T G18选择ZPXP平面YP 丫轴或其平行轴T G19选择YPZP平面ZP Z轴或其平行轴G20 英寸输入G21 毫米输入T G22 存储行程检测功能接通G23 存储行程检测功能断开G27 返回参考点检测G28 返回参考点G29 从参考点返回G30 返回第2 3 4 参考点G31跳转功能G33 螺纹切削G37 自动刀具长度测量G39 拐角偏置圆弧插补T G40 刀具半径补偿取消G41 刀具半径补偿左侧G42刀具半径补偿右侧T G40.1(G150) 法线方向控制取消方式G41.1(G151) 法线方向控制左侧接通G42.1(G152)法线方向控制右侧接通G43 正向刀具长度补偿G44 负向刀具长度补偿G45 刀具位置偏置加G46 刀具位置偏置减G47 刀具位置偏置加2 倍G48刀具位置偏置减2倍T G49刀具长度补偿取消F G50比例缩放取消G51比例缩放有效F G50.1可编程镜象取消G51.1可编程镜象有效G52局部坐标系设定G53选择机床坐标系F G54选择工件坐标系1G54.1选择附加工件坐标系G55选择工件坐标系2G56选择工件坐标系3G57选择工件坐标系4G58选择工件坐标系5G59选择工件坐标系6G60单方向定位G61准确停止方式G62自动拐角倍率G63攻丝方式F G64切削方式G65宏程序调用G66宏程序模态调用F G67宏程序模态调用取消G68坐标旋转有效F G69坐标旋转取消G73深孔钻循环G74左旋攻丝循环G76精镗循环F G80固定循环取消/外部操作功能取消G81钻孔循环锪镗循环或外部操作功能G82钻孔循环或反镗循环G83深孔钻循环G84攻丝循环G85镗孔循环G86镗孔循环G87背镗循环G88镗孔循环G89镗孔循环F G90绝对值编程F G91增量值编程G92设定工件坐标系或最大主轴速度箝制G92.1工件坐标系预置F G94每分进给G95每转进给G96恒周速控制切削速度r G97恒周速控制取消切削速度T G98固定循环返回到初始点G99固定循环返回到R点M代码M00 *程序停止M36 * 进给范围1M01 *计划结束M37 * 进给范围2M02 *程序结束M38 * 主轴速度范围1M03主轴顺时针转动M39 * 主轴速度范围2M04主轴逆时针转动M40-M45 * 齿轮换档M05主轴停止M46-M47 * 不指定M06 *换刀M48 * 注销M49M07 2号冷却液开M49 * 进给率修正旁路M08 1号冷却液开M50 * 3 号冷却液开M09冷却液关M51 * 4 号冷却液开M10夹紧M52-M54 * 不指定M11松开M55 * 刀具直线位移,位置M12 *不指定M56 * 刀具直线位移,位置M13主轴顺时针,冷却液开M57-M59 * 不指定M14主轴逆时针,冷却液开M60更换工作台M15 *正运动M61 工件直线位移,位置1M16 *负运动M62 * 工件直线位移,位置 2M17-M18 *不指定M63-M70 * 不指定M19主轴定向停止M71 * 工件角度位移,位置 1M20-M29 *永不指定M72 * 工件角度位移,位置 2M30 *纸带结束M73-M89 * 不指定M31 *互锁旁路M90-M99 * 永不指定M32-M35 *不指定。
日立钻机报警信息

日立钻孔机报警信息--------+------------------------------------------------------------------------+-------No.0000 |系统参数错误|EMG --------+------------------------------------------------------------------------+-------1. 系统参数档"NBACKUP" 已破坏.2. 系统参数档未正确格式化.当出现此错误讯息时,请使用系统备份档.--------+------------------------------------------------------------------------+-------No.0001 |水平均等(TH) 错误|RESET --------+------------------------------------------------------------------------+-------读取程式带或是由通信回线下载至程式部时,文字单位下的parity(水平parity)发生错误.通常,1文字单位中的论理"1" 位数,"EIA"指令是偶数,"ASCII"指令是奇数.--------+------------------------------------------------------------------------+-------No.0002 |垂直均等(TV) 错误|RESET --------+------------------------------------------------------------------------+-------读取程式带或由通信回信下载至程式部时,TV(垂直parity)检查机能在有效状态下,语数parity发生错误.为使用此机能(TV检查机能),1区块中的语数就必须是"偶数" .若1区块中的语数是"奇?" 的话,便会发生错误.--------+------------------------------------------------------------------------+-------No.0003 |数字位数超出|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中,数字资料的位数过多.请确认程式中的数字位数并修正之.--------+------------------------------------------------------------------------+-------No.0004 |位址错误|RESET --------+------------------------------------------------------------------------+-------1字词(语句)或指令(命令)的格式不正确.程式中无指令,而数值资料却被输入.请修正程式.--------+------------------------------------------------------------------------+-------No.0005 |数字错误|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中仅有位址指令.意即,位址指令接连著却无数值资料.请修正程式.--------+------------------------------------------------------------------------+-------No.0006 |不当"-" 指令|RESET --------+------------------------------------------------------------------------+-------在无法使用负号符号符? "-" 的字词(语句)下,使用了负向符号"-" .请?除负号符号.--------+------------------------------------------------------------------------+-------No.0007 |不当"." 指令|RESET --------+------------------------------------------------------------------------+-------在无法使用小数点"." 的字词(语句)下,使用了小数点"." .请?除小数点.--------+------------------------------------------------------------------------+-------No.0008 |未定义位址|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中,使用了未定义的字词位址.请确认在程式部中是否含有无法使用之指令,有无修正程式之必要,或变更参数263的位数,即由3改为0并忽视未定义位址.--------+------------------------------------------------------------------------+-------No.0009 |未定义"G#" 指令|RESET --------+------------------------------------------------------------------------+-------使用了未定义的G号码命令.确认程式部是否含有无法使的G指令,有无修正程式的必要,或将参数263的位数由1变更为0并忽视未定义的G指令.--------+------------------------------------------------------------------------+-------No.0010 |未定义"M#" 指令|RESET --------+------------------------------------------------------------------------+-------使用了未定义的M号码命令.确认程式部是否含有无法使用的M指令,有无修正程式的必要,或是将参数263的位数由2变更为0并忽视未定义M指令.--------+------------------------------------------------------------------------+-------No.0011 |终了指令错误|RESET --------+------------------------------------------------------------------------+-------程式部未因终了指令(程式结束命令)而关闭.确认程式终了时有无终了指令(M02,M30,M99),并修正程式.--------+------------------------------------------------------------------------+-------No.0012 |不当读出辅助程式指令|RESET --------+------------------------------------------------------------------------+-------副程式的呼出指令格式不正确.呼出副程式时,发现档名或基准标值未被输入.--------+------------------------------------------------------------------------+-------No.0013 |不当重覆指令|RESET --------+------------------------------------------------------------------------+-------未正确使用重覆指令(重覆命令).在记忆型的的重覆指令(P)下,发现无座标值或其它指令.请修正程式.--------+------------------------------------------------------------------------+-------No.0014 |辅助程式未登录|RESET --------+------------------------------------------------------------------------+-------从主程式呼叫副程式时,却找不到副程式.先确认由主程式所呼叫的副程式号码,或是对应此程式的档名後,再修正程式.No.0015 |多重辅助程式读出超出|RESET--------+------------------------------------------------------------------------+-------多重副程式超出限度.修正程式,并将副程式的多重呼出减至8重(圈) .--------+------------------------------------------------------------------------+-------No.0016 |不当重覆位址|RESET--------+------------------------------------------------------------------------+-------在此区块中,相同的位址文字有2个或以上被使用.将重覆而无法使用的指令分割至其它区块或将它?除.--------+------------------------------------------------------------------------+-------No.0017 |诊断号码未寻获|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------在程式部中找不到所指定的SEQUENCE号码(No.) .请输入正确的SEQUENCE号码.--------+------------------------------------------------------------------------+-------No.0018 |不当S&R 读出指令|RESET--------+------------------------------------------------------------------------+-------STEP&REPEAT(S&R)命令是在无S&R 开始命令的状态下,所受到的指令.请修正程式部.欲登录PATTERN的区块前端中,可追加开始指令(S;),或在不使用STEP&REPEAT的情况,?除S&R (M08;)登录终了指令.--------+------------------------------------------------------------------------+-------No.0019 |未实施原点复归|RESET--------+------------------------------------------------------------------------+-------实施原点复归前,先确认,是否已按下CYCLE SATRT钮,或已从键盘输入开始命令.为清除讯息,首先按下操作面板上的RESET钮,接下来为进行原点复归,请按下操作面板中的HOME按钮.当实行原点复归後,机械即可操作.--------+------------------------------------------------------------------------+-------No.0020 |不当终了辅助程式指令|RESET--------+------------------------------------------------------------------------+-------主程式的程式部,含有副程式的终了指令.确认副程式是否被当为主程式使用,若为主程式之程式部的话,请修正之.--------+------------------------------------------------------------------------+-------No.0021 |不当S&R 开始指令|RESET--------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的开始指令.请除副程式中的S&R 开始指令(S;).--------+------------------------------------------------------------------------+-------No.0022 |不当S&R 终了指令|RESET--------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的终了指令.请?除副程式中的S&R 登录终了指令(M08;).--------+------------------------------------------------------------------------+-------1. T#C#命令(T号码C号码)下所指定的钻针直径,已在规定范围外.2. 字词(语句) 的组合未定义(规定外) .--------+------------------------------------------------------------------------+-------No.0024 |磁片容量已满|RESET--------+------------------------------------------------------------------------+-------因为在TAPE模式, FD模式或REMOTE模式下,若实行长的程式部,而此程式部的大小又比系统磁片中的程式缓冲器大的话,就会出现讯息.当发生此情时,请使用NC BUFF LOCK 机能.关于NC BUFF LOCK 机能,请参照操作手册.--------+------------------------------------------------------------------------+-------No.0025 |磁片未就绪|RESET--------+------------------------------------------------------------------------+-------此讯息出现是因为程式部的档名在FD模式下所指定之处,发现磁片(软碟片)未插入,#1 槽内.将程式部磁片插入#1 槽後,请作正确的操作.--------+------------------------------------------------------------------------+-------No.0026 |速度指令指定范围外|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0027 |回转指定范围外|RESET--------+------------------------------------------------------------------------+-------T#S#命令(T号码S号码)下所指定的SPINDLE(RPM)在规定范围外.--------+------------------------------------------------------------------------+-------No.0028 |工具径设定范围外|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------T#C#命令(T号码C号码)下所指定的钻针直径在规定范围外.--------+------------------------------------------------------------------------+-------No.0029 |D.P.M 错误|RESET--------+------------------------------------------------------------------------+-------X,Y轴的任一轴都不在5mm网眼上.使网眼检查无效(参数500的第0位数为0),或请修正程式.--------+------------------------------------------------------------------------+-------No.0030 |指定档读入错误|RESET--------+------------------------------------------------------------------------+-------禁止读取所指定的档案.--------+------------------------------------------------------------------------+-------No.0031 |指定档防写|RESET--------+------------------------------------------------------------------------+-------禁止写入所指定的档案.--------+------------------------------------------------------------------------+-------No.0032 |档案未登录|RESET--------+------------------------------------------------------------------------+-------当出现此讯息表示在FD模式下所指定的程式部档名并不存在于程式部的磁碟上.No.0033 |档名不正确|RESET--------+------------------------------------------------------------------------+-------所指定的档名有错误.--------+------------------------------------------------------------------------+-------No.0034 |辅助程式超出|RESET--------+------------------------------------------------------------------------+-------G26 和G25 间的副程式个数超出64个.请将副程式的个数设于64个以下.--------+------------------------------------------------------------------------+-------No.0035 |多重S&R 超出|RESET--------+------------------------------------------------------------------------+-------在STEP&REPEAT(S&R)中,发现S&R 指令重复.请将程式部修正为仅有1组S&R 的指令.--------+------------------------------------------------------------------------+-------No.0036 |不当"+" 指令|RESET--------+------------------------------------------------------------------------+-------在不可使用"+" 符号的位址下,使用了"+" 符号.请将正号符号?除.--------+------------------------------------------------------------------------+-------No.0037 |数值指定范围外|RESET--------+------------------------------------------------------------------------+-------使用了过大或过小的数值.请修正为指定内的数值.--------+------------------------------------------------------------------------+-------No.0038 |参数资料错误|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------参数设定错误.--------+------------------------------------------------------------------------+-------No.0039 |指令组合错误|RESET--------+------------------------------------------------------------------------+-------程式部中的指令未正确配置.请确认程式并修正之.请确认诊断画面No.039 的资料,并向日立VIA连络.--------+------------------------------------------------------------------------+-------No.0040 |格式化错误|RESET--------+------------------------------------------------------------------------+-------1. 软碟片未格式化.2. 软碟片的recording格式化错误.3. 软碟片可能已遭破坏.请进行CHKDSK(检查软碟片),并尝试修复软碟.若无法修复的话,请中止使用此软碟片.若无特别指定,在CNC H.MARK 下所使用的软碟片,适用下列仕样.1. 3.5" (Inch),两面,密度,SOFTsector???2. recording格式化:HITACHI 格式,IBM格式或是MS-DOS格式所指定的装置,现在使用中.(Tape-reader,Disk-driver,或是通信线)使用自动运转装置时,必须中止加工作业.当装置的运作终了时,即可使用之.--------+------------------------------------------------------------------------+-------No.0042 |讯息档读入错误|EMG--------+------------------------------------------------------------------------+-------1. 系统讯息档"NMSGFOR" 或是"NMSGJPN" 已遭破坏.2. 系统参数档未正确格式化.当出现此错误时,请使用备份的系统软体片载入之.--------+------------------------------------------------------------------------+-------No.0043 |机械MACRO 读入错误|EMG --------+------------------------------------------------------------------------+-------Sub No.6 : machine macro read error7 : translator1 read error8 : tape macro read error9 : machine macro EXIT errorA : translator1 EXIT errorB : tape macro EXIT errorC : message ID check-sum errorD : parameter structure body check-sum errorE : ET1 read errorF : ET2 read error10 : ET3 read error11 : ET4 read error12 : ET1 EXIT error13 : ET2 EXIT error14 : ET3 EXIT error15 : ET4 EXIT error1. The program file is destroyed.2. The format of system parameter file is not correct.3. Check the contents of DIAG. 21 and 25.If such an error has appeared, use (load) another system software disk(for backup).--------+------------------------------------------------------------------------+-------No.0044 |不当辅助程式开始指令|RESET --------+------------------------------------------------------------------------+-------主程式以外的情形是副程式中已含开始(登录)指令.请在主程式下使用副程式登录开始指令(G26).--------+------------------------------------------------------------------------+-------No.0045 |MACRO 读取错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0047 |MACRO 变数指定错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0048 |MACRO 文法错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0049 |MACRO 容许范围外|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0050 |圆弧容许误差范围外|RESET --------+------------------------------------------------------------------------+-------圆弧补间的起点到中心距离及终点到中心距离的差,超出容许值.请修正圆弧的半径,起点或是终点.容许误差的设定是在参数261.--------+------------------------------------------------------------------------+-------No.0051 |圆弧切削速度超出|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0052 |同时轴数指令超出|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0053 |平面选择指令异状|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0054 |修饰面指令异状|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0055 |修饰面次指令异状|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0056 |工具径补正开始,取消不正确|RESET --------+------------------------------------------------------------------------+-------请在圆弧补间(G02,G03)下进行钻径补正的START-UP请直线补间(G01)下进行钻径补正的START-UP及取消.--------+------------------------------------------------------------------------+-------No.0057 |工具径补正切进量过多|RESET --------+------------------------------------------------------------------------+-------若做比钻径off set还小的段差加工作业的话,将会发生此情形.请修正程式.详细请参照比手动程式之钻径补正的钻针半径还小的段差加工作业.--------+------------------------------------------------------------------------+-------No.0058 |工具径补正干涉检查错误|RESET --------+------------------------------------------------------------------------+-------作锐角之角的加工时,依钻径off set若发生钻针切进到素材内时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正的切断干涉检查.--------+------------------------------------------------------------------------+-------No.0059 |工具径补正无交点|RESET --------+------------------------------------------------------------------------+-------根据角的形状而无法计算钻径off set的经路时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正.--------+------------------------------------------------------------------------+-------No.0060 |作业完了|START-Y --------+------------------------------------------------------------------------+-------若在程式中检测出"作业终了"指令(日立格式为: M04 )时,将会出现此讯息.若欲重新加工时,请按下操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0061 |程式停止|START-Y --------+------------------------------------------------------------------------+-------程式部实行中,若有下列情况时,将会出现此讯息.1. 程式头的最後端来到时2. 程式部中,发生程式停止命令时3. 根据"TIL" 命令,钻针完成加工时重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0062 |选择性项目停止|START-Y --------+------------------------------------------------------------------------+-------选购停止机能为"有效"的情况下,会依据程式部的选购停止命令而出现此讯息.重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0064 |程式表头|START-Y --------+------------------------------------------------------------------------+-------重新加工时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0067 |程式重头|START-Y --------+------------------------------------------------------------------------+-------此讯息是表示SKIP命令已终了.硬体程式再开时,请按操作面盘上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0068 |表头指令不正确|RESET --------+------------------------------------------------------------------------+-------前头部,含有不适当资料.程式头指令(日立格式=G48Excellon格式=M48)起到%间使用了不可使用之命令.请确认程式并进行修正.--------+------------------------------------------------------------------------+-------No.0070 |NTRANS1 读入错误|EMG --------+------------------------------------------------------------------------+-------读取程式解析前处理部时,发生错误.「NTRANS1」档是否不存在,即使存在著,其内若已遭到损坏,当系统载入时,便会出现此讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTRANS1*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTRANS1」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之.--------+------------------------------------------------------------------------+-------No.0071 |NTPMAC 读入错误|EMG --------+------------------------------------------------------------------------+-------TAPE MACRO处理部(一个G指令让它变为复数动作的处理)发生读取错误.「NTPMAC」档是否未存在,即使存在其内也遭到破坏的情况,当系统载入时便会出现此错误讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTPMAC*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTPMAC」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之--------+------------------------------------------------------------------------+-------No.0072 |未定义装置指定|RESET --------+------------------------------------------------------------------------+-------所指定的装置未被定义.关于Device号码,请参下表,检查之.Device号码(Device No.)0: Hard Disk Drive 02: FD Drive 23: Hard Disk Drive 3TR: Tape LeaderRI: RS232C输入埠RO: RS232C输出埠FR: DNC--------+------------------------------------------------------------------------+-------No.0079 |等待开始|START-Y --------+------------------------------------------------------------------------+-------此讯息出现于下列情形.若机械呈现禁止作动状态的话(Interlock中),而欲使机械动作的话,当给予某一命令的话(例如,交换钻针,或JOG命令),即会出现此讯息.首先,以适当操作解除Interlock状态,接著为活用前述命令,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0080 |内部演算部错误|EMG--------+------------------------------------------------------------------------+-------首先,关闭NC 电源後再重新启动电源.当此讯息无法消除时,请连络日立VIA.--------+------------------------------------------------------------------------+-------No.0081 |选择性项目名未寻获|START-Y --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0082 |工具径未设定|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0099 |不当使用POST DRILL |START-R --------+------------------------------------------------------------------------+-------寿命设定值检查机能下,寿命设定值为0或欲在指定孔数以上的POST作钻孔时,便会出现此讯息.仅在作寿命设定值为0的POST之检查时,将指定孔数的设定值设为99999999.寿命设定值检查机能有效/无效切换参数No.513 位数6 0: 无效1: 有效指定孔数参数No.585 - S3--------+------------------------------------------------------------------------+-------No.0100 |硬碟错误|EMG--------+------------------------------------------------------------------------+-------在Disk中,发生物理上的?陷.当出现此讯息时,表示无法在使用此Disk了.请使用系统软体Disk的copy版(disk)或其它的程式部Disk.--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------伺服DRIVER AMP处于无法使用状态.当确认好伺服AMP的警报表示後,请连络日立VIA的维修人员.--------+------------------------------------------------------------------------+-------No.0114 |参数设定错误|EMG --------+------------------------------------------------------------------------+-------伺服参数错误.当出现此讯息时,请使用备份的系统软体片载入之.Sub-Code Contents*602 wrong stored stroke range (+)*605 wrong processing speed establishment value*606 wrong JOG feed speed establishment value0410 time fixed number establishment error (Servo-main : CH)*612 wrong stored stroke range (-)*621 servo compensation parameter establishment error^* : A axis number.0: servo main1-F: servo sub--------+------------------------------------------------------------------------+-------No.0116 |SEQUENCER 诊断光纤关系错误|EMG --------+------------------------------------------------------------------------+-------A communication error has occurred in signal transfer between MCU boardand COMPACK/IOU board through the optical fiber cable.If this message has appeared, check the following items.1. Whether the machine is turned on.2. Cable connection.3. MCU board or COMPACK/IOU board may be troubled.Start sequencer diagnosis application and check "R546".Turn off and on power, and check whether the system restarts properly.b7 b6 b5 b4 b3 b2 b1 b0+----+----+----+----+----+----+----+----+R546 | MMC ALARM LIST | MMC No. |+----+----+----+----+----+----+----+----+b0-b3 : error occurrence MMC number (1 - 5)b4 : phase detection error (PDE)b5 : NO ACK error (NAE)b6 : continuous parity error (PCE)b7 : emergency stop (a fatal error) (EMG)--------+------------------------------------------------------------------------+-------No.0117 |SEQUENCER 诊断硬体错误[DIAG.0014] |EMG --------+------------------------------------------------------------------------+-------Hard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.Diagnosis NO.14 :08H = illegal timer interrupts09H = LADDER I/O establishment error10H = LADDER OBJECT wrong14H = MMC fatal error15H = LADDER ENGINE NOT READY17H = bus time out error20H = undefinition interrupts30H = Sequencer NOT RUNHard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.If this message has appeared, check the following items.1. Whether the machine is turned on.2. If diagnosis No. 14 s 14H, the cable connection may be faulty.3. If diagnosis No. 14 is 09H or 10H, use (load) another systemsoftware disk (for backup).4. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+-------No.0119 |RS-232C 转送错误|RESET --------+------------------------------------------------------------------------+-------During DNC1 communication, a parity error, a flaming error or a over runerror occurred.Check the next item when this message is indicated.1. Check the setting of DNC communication for NC with DNC utilityprogram and check the setting is proper or not for HOST controller.2. Check the setting of DNC communication for HOST controller and checkthe setting is proper or not.3. Check interface cable and connector.4. Check interface wiring.5. Interface device.--------+------------------------------------------------------------------------+-------No.0121 |PC-MCU 轻度通信错误|RESET --------+------------------------------------------------------------------------+-------The communications processing error between PC and MCU board occurred.Sub-Code Contents0001 Communication NOT READY0002 Channel number injustice0003 Undefinition comment0004 Recieve data is nothing0005 Chanel in under using0006 Illegal send sequence0007 Answer request without receive command--------+------------------------------------------------------------------------+-------No.0123 |伺服CPU 错误[DIAG.0012,0413] |EMG --------+------------------------------------------------------------------------+-------The obstacle of the servo CPU or the hard difficulty of the CPU circuitboard occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the recordof the sub-number.Check the next item when this message is indicated.1 . DC power supply (+5V, MCU3 3.3V)2 . MCU circuit board3 . PCNTS circuit board4 . SCOM circuit board5 . SCOM-PCNTS cableTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*273 For the expansion[TLB protection exception (read)]*274 For the expansion[TLB protection exception (write)]*275 For the expansion[First page write excsption]*276 For the expansion[TLB Miss exception /TLB effect-less exception (write)]*277 For the expansion[TLB Miss exception /TLB effect-less exception (read)]*280 zero profit*281 address error*287 wrong slot rode*291 undefinition interrupts*493 DC power supply abnormal*494 time out error*295 SCOM difficulty (communication time out) .circuit board number of sheets error*296 There are no directions for the connection that a setup ofshaft classification is changed after power on.*498 Watchdog error*2A4 operation code error*2B1 integer operation overflow*0E0 servo-sub EPROM difficulty*0E1 servo-sub SRAM difficulty*0E2 servo-sub FROM difficulty*0E8 servo-sub DPRAM difficulty*0EA servo-sub FROM writing error (at the SYSGEN)*0F0 servo-main SRAM difficulty^* : A axis number.0: servo main1-F: servo subIf this message has appeared, check the following items.1. DC power supply (+5 V series, MCU3 3.3 V series).2. MCU board.3. PCNTS board4. SCOM board5. SCOM-PCNTS cableNote the alarm number and sub number when the alarm has occurred.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+-------No.0124 |伺服实行错误|POWER --------+------------------------------------------------------------------------+-------The movement difficulty of the servo part occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the record ofthe sub-number.Check the next item when this message is indicated.1. DC Slowdownpower supply (+5V, MCU3 3.3V)2. MCU circuit board3. SCOM circuit board4. PCNTS circuit board5. SCOM-PCNTS cable6. the system version of the servo main / servo subTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*607 data storage set error*310 servo-sub no answer(initials & parameter transmission)*311 servo-sub no answer(counter reset)*312 servo-sub no answer(For the expansion)*313 servo-sub no answer(servo ON)*314 servo-sub no answer(For the expansion)*315 servo-sub no answer(servo ON confirmation)*316 servo-sub no answer(coordinate)。
机床报警说明

附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
#7 #6 #5 #4 #3 #2 #1 #0注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);LV : 在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;DCAL :在伺服放大器中产生了再生放电电路报警。
加工中心代码最全

加工中心代码G代码◤G00 定位◤G01 直线插补G02 圆弧插补/螺旋线插补CWG03圆弧插补/螺旋线插补CCWG04 暂停准确停止G05.1 预读控制超前读多个程序段G07.1(G107) 圆柱插补G08 预读控制G09 准确停止G10 可编程数据输入G11可编程数据输入方式取消◤G15 极坐标指令消除G16 极坐标指令◤G17 选择XPYP平面XP X轴或其平行轴◤G18 选择ZPXP平面YP Y轴或其平行轴◤G19选择YPZP平面ZP Z轴或其平行轴G20 英寸输入G21 毫米输入◤G22 存储行程检测功能接通G23 存储行程检测功能断开G27 返回参考点检测G28 返回参考点G29 从参考点返回G30 返回第2 3 4参考点G31跳转功能G33 螺纹切削G37 自动刀具长度测量G39 拐角偏置圆弧插补◤G40 刀具半径补偿取消G41 刀具半径补偿左侧G42刀具半径补偿右侧◤G40.1(G150) 法线方向控制取消方式G41.1(G151) 法线方向控制左侧接通G42.1(G152)法线方向控制右侧接通G43 正向刀具长度补偿G44 负向刀具长度补偿G45 刀具位置偏置加G46 刀具位置偏置减G47 刀具位置偏置加2倍G48刀具位置偏置减2倍◤G49 刀具长度补偿取消◤G50 比例缩放取消G51 比例缩放有效◤G50.1 可编程镜象取消G51.1 可编程镜象有效G52 局部坐标系设定G53 选择机床坐标系◤G54 选择工件坐标系1G54.1 选择附加工件坐标系G55 选择工件坐标系2G56 选择工件坐标系3G57 选择工件坐标系4G58 选择工件坐标系5G59选择工件坐标系6G60 单方向定位G61 准确停止方式G62 自动拐角倍率G63 攻丝方式◤G64切削方式G65 宏程序调用G66 宏程序模态调用◤G67宏程序模态调用取消G68 坐标旋转有效◤G69坐标旋转取消G73 深孔钻循环G74 左旋攻丝循环G76 精镗循环◤G80 固定循环取消/外部操作功能取消G81 钻孔循环锪镗循环或外部操作功能G82 钻孔循环或反镗循环G83 深孔钻循环G84 攻丝循环G85 镗孔循环G86 镗孔循环G87 背镗循环G88 镗孔循环G89 镗孔循环◤G90 绝对值编程◤G91增量值编程G92 设定工件坐标系或最大主轴速度箝制G92.1 工件坐标系预置◤G94 每分进给G95 每转进给G96 恒周速控制切削速度◤G97恒周速控制取消切削速度◤G98 固定循环返回到初始点G99 固定循环返回到R点M代码M00 * 程序停止 M36 * 进给范围1M01 * 计划结束 M37 * 进给范围2M02 * 程序结束 M38 * 主轴速度范围1M03 主轴顺时针转动 M39 * 主轴速度范围2M04 主轴逆时针转动 M40-M45 * 齿轮换档M05 主轴停止 M46-M47 * 不指定M06 * 换刀 M48 * 注销M49M07 2号冷却液开 M49 * 进给率修正旁路M08 1号冷却液开 M50 * 3号冷却液开M09 冷却液关 M51 * 4号冷却液开M10 夹紧 M52-M54 * 不指定M11 松开 M55 * 刀具直线位移,位置1 M12 * 不指定 M56 * 刀具直线位移,位置2 M13 主轴顺时针,冷却液开 M57-M59 * 不指定M14 主轴逆时针,冷却液开 M60 更换工作台M15 * 正运动 M61 工件直线位移,位置1 M16 * 负运动 M62 * 工件直线位移,位置2 M17-M18 * 不指定 M63-M70 * 不指定M19 主轴定向停止 M71 * 工件角度位移,位置1 M20-M29 * 永不指定 M72 * 工件角度位移,位置2 M30 * 纸带结束 M73-M89 * 不指定M31 * 互锁旁路 M90-M99 * 永不指定M32-M35 * 不指定。
机器人报警代码分析及解决办法(中文版)

(1) SRVO–001 SVAL1 Operator panel E–stop(解释)按下在操作员面板或是操作箱上的紧急停机按钮。
如果SYST-067(面板HSSB 断开连接)警报也同时发生,或是如果在面板上LED 指示灯(绿色)关闭不发光,主板(JRS11)和面板(JRS11)通讯异常。
主板和面板电路板之间的电缆连接可能松动。
或者,电缆,面板电路板或是主板可能有故障。
注意:如果LED 指示灯是关闭不发光的,下面的警报也会产生。
SRVO–001 Operator panel E–stop.SRVO–004 Fence open.SRVO–007 External emergency stop.SRVO–199 Control stop.SRVO–204 External (SVEMG abnormal) E–stop.SRVO–213 Fuse blown (Panel PCB).SRVO–277 Panel E–stop (SVEMG abnormal).SRVO–280 SVOFF input检查显示在示教盒上显示的警报历史。
(措施1)释放在操作员面板或是操作员箱上被按下的紧急停机按钮。
(措施2)检查紧急停机开关连接器CRT8 的电线连接,如果有断开的电线,替换整个线路。
(措施3)当紧急停机按钮在释放的位置,检查接线端和开关的连接,如果没有连接,替换开关。
如果有连接,替换操作员面板PCB。
注意:在执行措施4 前,完成整个控制器的备份来保存所有你的程序和设置。
(措施4)替换主板(2) SRVO–002 SVAL1 Teach pendant E–stop(解释)在示教盒上的紧急停机按钮被按下。
(措施1)释放在示教盒上的紧急停机按钮。
(措施1) 替换示教盒。
(3) SRVO–003 SVAL1 Deadman switch released(解释) 示教盒可以工作,但是deadman开关没有被按下. deadman开关是一个三方向开关。
加工中心报警信息表

PLEASE SELECT MAGAZINE AUTO MODE
PER0230
The manual operation mode has been selected on the magazine operation panel when T-code command has been given. Selected the automatic operation mode.
尾座没有夹紧
PER0324
当尾座并未夹紧时,就已经发出了一个T指令。
EX0333
尾座活动套筒退出
PER0333
EX0160
ATC NOT IN HOME POSITION
PER0160
M03,M04. or rigid-tap command has been given when ATC is not home position.
EX0161
ATC ARM NOT IN HOME POSITION
PER0161
PER0296
Alarm of servo motor(magazine).
EX0298
POT STAY ON MAGAZINE
PER0298
The pot has been held at indexed position of magazine during returning cycle. Spindle or next tool data may be missetting in the parameter.
EX0231
PLEASE CLOSE THE MAGAZINE DOOR
PER0231
The magazine door has been opened. Close the magazine door.
日立钻机报警信息
日立钻孔机报警信息--------+------------------------------------------------------------------------+-------No.0000 |系统参数错误|EMG --------+------------------------------------------------------------------------+-------1. 系统参数档"NBACKUP" 已破坏.2. 系统参数档未正确格式化.当出现此错误讯息时,请使用系统备份档.--------+------------------------------------------------------------------------+-------No.0001 |水平均等(TH) 错误|RESET --------+------------------------------------------------------------------------+-------读取程式带或是由通信回线下载至程式部时,文字单位下的parity(水平parity)发生错误.通常,1文字单位中的论理"1" 位数,"EIA"指令是偶数,"ASCII"指令是奇数.--------+------------------------------------------------------------------------+-------No.0002 |垂直均等(TV) 错误|RESET --------+------------------------------------------------------------------------+-------读取程式带或由通信回信下载至程式部时,TV(垂直parity)检查机能在有效状态下,语数parity发生错误.为使用此机能(TV检查机能),1区块中的语数就必须是"偶数" .若1区块中的语数是"奇?" 的话,便会发生错误.--------+------------------------------------------------------------------------+-------No.0003 |数字位数超出|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中,数字资料的位数过多.请确认程式中的数字位数并修正之.--------+------------------------------------------------------------------------+-------No.0004 |位址错误|RESET --------+------------------------------------------------------------------------+-------1字词(语句)或指令(命令)的格式不正确.程式中无指令,而数值资料却被输入.请修正程式.--------+------------------------------------------------------------------------+-------No.0005 |数字错误|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中仅有位址指令.意即,位址指令接连著却无数值资料.请修正程式.--------+------------------------------------------------------------------------+-------No.0006 |不当"-" 指令|RESET --------+------------------------------------------------------------------------+-------在无法使用负号符号符? "-" 的字词(语句)下,使用了负向符号"-" .请?除负号符号.--------+------------------------------------------------------------------------+-------No.0007 |不当"." 指令|RESET --------+------------------------------------------------------------------------+-------在无法使用小数点"." 的字词(语句)下,使用了小数点"." .请?除小数点.--------+------------------------------------------------------------------------+-------No.0008 |未定义位址|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中,使用了未定义的字词位址.请确认在程式部中是否含有无法使用之指令,有无修正程式之必要,或变更参数263的位数,即由3改为0并忽视未定义位址.--------+------------------------------------------------------------------------+-------No.0009 |未定义"G#" 指令|RESET --------+------------------------------------------------------------------------+-------使用了未定义的G号码命令.确认程式部是否含有无法使的G指令,有无修正程式的必要,或将参数263的位数由1变更为0并忽视未定义的G指令.--------+------------------------------------------------------------------------+-------No.0010 |未定义"M#" 指令|RESET --------+------------------------------------------------------------------------+-------使用了未定义的M号码命令.确认程式部是否含有无法使用的M指令,有无修正程式的必要,或是将参数263的位数由2变更为0并忽视未定义M指令.--------+------------------------------------------------------------------------+-------No.0011 |终了指令错误|RESET --------+------------------------------------------------------------------------+-------程式部未因终了指令(程式结束命令)而关闭.确认程式终了时有无终了指令(M02,M30,M99),并修正程式.--------+------------------------------------------------------------------------+-------No.0012 |不当读出辅助程式指令|RESET --------+------------------------------------------------------------------------+-------副程式的呼出指令格式不正确.呼出副程式时,发现档名或基准标值未被输入.--------+------------------------------------------------------------------------+-------No.0013 |不当重覆指令|RESET --------+------------------------------------------------------------------------+-------未正确使用重覆指令(重覆命令).在记忆型的的重覆指令(P)下,发现无座标值或其它指令.请修正程式.--------+------------------------------------------------------------------------+-------No.0014 |辅助程式未登录|RESET --------+------------------------------------------------------------------------+-------从主程式呼叫副程式时,却找不到副程式.先确认由主程式所呼叫的副程式号码,或是对应此程式的档名後,再修正程式.No.0015 |多重辅助程式读出超出|RESET--------+------------------------------------------------------------------------+-------多重副程式超出限度.修正程式,并将副程式的多重呼出减至8重(圈) .--------+------------------------------------------------------------------------+-------No.0016 |不当重覆位址|RESET--------+------------------------------------------------------------------------+-------在此区块中,相同的位址文字有2个或以上被使用.将重覆而无法使用的指令分割至其它区块或将它?除.--------+------------------------------------------------------------------------+-------No.0017 |诊断号码未寻获|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------在程式部中找不到所指定的SEQUENCE号码(No.) .请输入正确的SEQUENCE号码.--------+------------------------------------------------------------------------+-------No.0018 |不当S&R 读出指令|RESET--------+------------------------------------------------------------------------+-------STEP&REPEAT(S&R)命令是在无S&R 开始命令的状态下,所受到的指令.请修正程式部.欲登录PATTERN的区块前端中,可追加开始指令(S;),或在不使用STEP&REPEAT的情况,?除S&R (M08;)登录终了指令.--------+------------------------------------------------------------------------+-------No.0019 |未实施原点复归|RESET--------+------------------------------------------------------------------------+-------实施原点复归前,先确认,是否已按下CYCLE SATRT钮,或已从键盘输入开始命令.为清除讯息,首先按下操作面板上的RESET钮,接下来为进行原点复归,请按下操作面板中的HOME按钮.当实行原点复归後,机械即可操作.--------+------------------------------------------------------------------------+-------No.0020 |不当终了辅助程式指令|RESET--------+------------------------------------------------------------------------+-------主程式的程式部,含有副程式的终了指令.确认副程式是否被当为主程式使用,若为主程式之程式部的话,请修正之.--------+------------------------------------------------------------------------+-------No.0021 |不当S&R 开始指令|RESET--------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的开始指令.请除副程式中的S&R 开始指令(S;).--------+------------------------------------------------------------------------+-------No.0022 |不当S&R 终了指令|RESET--------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的终了指令.请?除副程式中的S&R 登录终了指令(M08;).--------+------------------------------------------------------------------------+-------1. T#C#命令(T号码C号码)下所指定的钻针直径,已在规定范围外.2. 字词(语句) 的组合未定义(规定外) .--------+------------------------------------------------------------------------+-------No.0024 |磁片容量已满|RESET--------+------------------------------------------------------------------------+-------因为在TAPE模式, FD模式或REMOTE模式下,若实行长的程式部,而此程式部的大小又比系统磁片中的程式缓冲器大的话,就会出现讯息.当发生此情时,请使用NC BUFF LOCK 机能.关于NC BUFF LOCK 机能,请参照操作手册.--------+------------------------------------------------------------------------+-------No.0025 |磁片未就绪|RESET--------+------------------------------------------------------------------------+-------此讯息出现是因为程式部的档名在FD模式下所指定之处,发现磁片(软碟片)未插入,#1 槽内.将程式部磁片插入#1 槽後,请作正确的操作.--------+------------------------------------------------------------------------+-------No.0026 |速度指令指定范围外|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0027 |回转指定范围外|RESET--------+------------------------------------------------------------------------+-------T#S#命令(T号码S号码)下所指定的SPINDLE(RPM)在规定范围外.--------+------------------------------------------------------------------------+-------No.0028 |工具径设定范围外|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------T#C#命令(T号码C号码)下所指定的钻针直径在规定范围外.--------+------------------------------------------------------------------------+-------No.0029 |D.P.M 错误|RESET--------+------------------------------------------------------------------------+-------X,Y轴的任一轴都不在5mm网眼上.使网眼检查无效(参数500的第0位数为0),或请修正程式.--------+------------------------------------------------------------------------+-------No.0030 |指定档读入错误|RESET--------+------------------------------------------------------------------------+-------禁止读取所指定的档案.--------+------------------------------------------------------------------------+-------No.0031 |指定档防写|RESET--------+------------------------------------------------------------------------+-------禁止写入所指定的档案.--------+------------------------------------------------------------------------+-------No.0032 |档案未登录|RESET--------+------------------------------------------------------------------------+-------当出现此讯息表示在FD模式下所指定的程式部档名并不存在于程式部的磁碟上.No.0033 |档名不正确|RESET--------+------------------------------------------------------------------------+-------所指定的档名有错误.--------+------------------------------------------------------------------------+-------No.0034 |辅助程式超出|RESET--------+------------------------------------------------------------------------+-------G26 和G25 间的副程式个数超出64个.请将副程式的个数设于64个以下.--------+------------------------------------------------------------------------+-------No.0035 |多重S&R 超出|RESET--------+------------------------------------------------------------------------+-------在STEP&REPEAT(S&R)中,发现S&R 指令重复.请将程式部修正为仅有1组S&R 的指令.--------+------------------------------------------------------------------------+-------No.0036 |不当"+" 指令|RESET--------+------------------------------------------------------------------------+-------在不可使用"+" 符号的位址下,使用了"+" 符号.请将正号符号?除.--------+------------------------------------------------------------------------+-------No.0037 |数值指定范围外|RESET--------+------------------------------------------------------------------------+-------使用了过大或过小的数值.请修正为指定内的数值.--------+------------------------------------------------------------------------+-------No.0038 |参数资料错误|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------参数设定错误.--------+------------------------------------------------------------------------+-------No.0039 |指令组合错误|RESET--------+------------------------------------------------------------------------+-------程式部中的指令未正确配置.请确认程式并修正之.请确认诊断画面No.039 的资料,并向日立VIA连络.--------+------------------------------------------------------------------------+-------No.0040 |格式化错误|RESET--------+------------------------------------------------------------------------+-------1. 软碟片未格式化.2. 软碟片的recording格式化错误.3. 软碟片可能已遭破坏.请进行CHKDSK(检查软碟片),并尝试修复软碟.若无法修复的话,请中止使用此软碟片.若无特别指定,在CNC H.MARK 下所使用的软碟片,适用下列仕样.1. 3.5" (Inch),两面,密度,SOFTsector???2. recording格式化:HITACHI 格式,IBM格式或是MS-DOS格式所指定的装置,现在使用中.(Tape-reader,Disk-driver,或是通信线)使用自动运转装置时,必须中止加工作业.当装置的运作终了时,即可使用之.--------+------------------------------------------------------------------------+-------No.0042 |讯息档读入错误|EMG--------+------------------------------------------------------------------------+-------1. 系统讯息档"NMSGFOR" 或是"NMSGJPN" 已遭破坏.2. 系统参数档未正确格式化.当出现此错误时,请使用备份的系统软体片载入之.--------+------------------------------------------------------------------------+-------No.0043 |机械MACRO 读入错误|EMG --------+------------------------------------------------------------------------+-------Sub No.6 : machine macro read error7 : translator1 read error8 : tape macro read error9 : machine macro EXIT errorA : translator1 EXIT errorB : tape macro EXIT errorC : message ID check-sum errorD : parameter structure body check-sum errorE : ET1 read errorF : ET2 read error10 : ET3 read error11 : ET4 read error12 : ET1 EXIT error13 : ET2 EXIT error14 : ET3 EXIT error15 : ET4 EXIT error1. The program file is destroyed.2. The format of system parameter file is not correct.3. Check the contents of DIAG. 21 and 25.If such an error has appeared, use (load) another system software disk(for backup).--------+------------------------------------------------------------------------+-------No.0044 |不当辅助程式开始指令|RESET --------+------------------------------------------------------------------------+-------主程式以外的情形是副程式中已含开始(登录)指令.请在主程式下使用副程式登录开始指令(G26).--------+------------------------------------------------------------------------+-------No.0045 |MACRO 读取错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0047 |MACRO 变数指定错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0048 |MACRO 文法错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0049 |MACRO 容许范围外|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0050 |圆弧容许误差范围外|RESET --------+------------------------------------------------------------------------+-------圆弧补间的起点到中心距离及终点到中心距离的差,超出容许值.请修正圆弧的半径,起点或是终点.容许误差的设定是在参数261.--------+------------------------------------------------------------------------+-------No.0051 |圆弧切削速度超出|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0052 |同时轴数指令超出|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0053 |平面选择指令异状|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0054 |修饰面指令异状|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0055 |修饰面次指令异状|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0056 |工具径补正开始,取消不正确|RESET --------+------------------------------------------------------------------------+-------请在圆弧补间(G02,G03)下进行钻径补正的START-UP请直线补间(G01)下进行钻径补正的START-UP及取消.--------+------------------------------------------------------------------------+-------No.0057 |工具径补正切进量过多|RESET --------+------------------------------------------------------------------------+-------若做比钻径off set还小的段差加工作业的话,将会发生此情形.请修正程式.详细请参照比手动程式之钻径补正的钻针半径还小的段差加工作业.--------+------------------------------------------------------------------------+-------No.0058 |工具径补正干涉检查错误|RESET --------+------------------------------------------------------------------------+-------作锐角之角的加工时,依钻径off set若发生钻针切进到素材内时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正的切断干涉检查.--------+------------------------------------------------------------------------+-------No.0059 |工具径补正无交点|RESET --------+------------------------------------------------------------------------+-------根据角的形状而无法计算钻径off set的经路时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正.--------+------------------------------------------------------------------------+-------No.0060 |作业完了|START-Y --------+------------------------------------------------------------------------+-------若在程式中检测出"作业终了"指令(日立格式为: M04 )时,将会出现此讯息.若欲重新加工时,请按下操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0061 |程式停止|START-Y --------+------------------------------------------------------------------------+-------程式部实行中,若有下列情况时,将会出现此讯息.1. 程式头的最後端来到时2. 程式部中,发生程式停止命令时3. 根据"TIL" 命令,钻针完成加工时重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0062 |选择性项目停止|START-Y --------+------------------------------------------------------------------------+-------选购停止机能为"有效"的情况下,会依据程式部的选购停止命令而出现此讯息.重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0064 |程式表头|START-Y --------+------------------------------------------------------------------------+-------重新加工时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0067 |程式重头|START-Y --------+------------------------------------------------------------------------+-------此讯息是表示SKIP命令已终了.硬体程式再开时,请按操作面盘上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0068 |表头指令不正确|RESET --------+------------------------------------------------------------------------+-------前头部,含有不适当资料.程式头指令(日立格式=G48Excellon格式=M48)起到%间使用了不可使用之命令.请确认程式并进行修正.--------+------------------------------------------------------------------------+-------No.0070 |NTRANS1 读入错误|EMG --------+------------------------------------------------------------------------+-------读取程式解析前处理部时,发生错误.「NTRANS1」档是否不存在,即使存在著,其内若已遭到损坏,当系统载入时,便会出现此讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTRANS1*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTRANS1」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之.--------+------------------------------------------------------------------------+-------No.0071 |NTPMAC 读入错误|EMG --------+------------------------------------------------------------------------+-------TAPE MACRO处理部(一个G指令让它变为复数动作的处理)发生读取错误.「NTPMAC」档是否未存在,即使存在其内也遭到破坏的情况,当系统载入时便会出现此错误讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTPMAC*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTPMAC」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之--------+------------------------------------------------------------------------+-------No.0072 |未定义装置指定|RESET --------+------------------------------------------------------------------------+-------所指定的装置未被定义.关于Device号码,请参下表,检查之.Device号码(Device No.)0: Hard Disk Drive 02: FD Drive 23: Hard Disk Drive 3TR: Tape LeaderRI: RS232C输入埠RO: RS232C输出埠FR: DNC--------+------------------------------------------------------------------------+-------No.0079 |等待开始|START-Y --------+------------------------------------------------------------------------+-------此讯息出现于下列情形.若机械呈现禁止作动状态的话(Interlock中),而欲使机械动作的话,当给予某一命令的话(例如,交换钻针,或JOG命令),即会出现此讯息.首先,以适当操作解除Interlock状态,接著为活用前述命令,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0080 |内部演算部错误|EMG--------+------------------------------------------------------------------------+-------首先,关闭NC 电源後再重新启动电源.当此讯息无法消除时,请连络日立VIA.--------+------------------------------------------------------------------------+-------No.0081 |选择性项目名未寻获|START-Y --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0082 |工具径未设定|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0099 |不当使用POST DRILL |START-R --------+------------------------------------------------------------------------+-------寿命设定值检查机能下,寿命设定值为0或欲在指定孔数以上的POST作钻孔时,便会出现此讯息.仅在作寿命设定值为0的POST之检查时,将指定孔数的设定值设为99999999.寿命设定值检查机能有效/无效切换参数No.513 位数6 0: 无效1: 有效指定孔数参数No.585 - S3--------+------------------------------------------------------------------------+-------No.0100 |硬碟错误|EMG--------+------------------------------------------------------------------------+-------在Disk中,发生物理上的?陷.当出现此讯息时,表示无法在使用此Disk了.请使用系统软体Disk的copy版(disk)或其它的程式部Disk.--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------伺服DRIVER AMP处于无法使用状态.当确认好伺服AMP的警报表示後,请连络日立VIA的维修人员.--------+------------------------------------------------------------------------+-------No.0114 |参数设定错误|EMG --------+------------------------------------------------------------------------+-------伺服参数错误.当出现此讯息时,请使用备份的系统软体片载入之.Sub-Code Contents*602 wrong stored stroke range (+)*605 wrong processing speed establishment value*606 wrong JOG feed speed establishment value0410 time fixed number establishment error (Servo-main : CH)*612 wrong stored stroke range (-)*621 servo compensation parameter establishment error^* : A axis number.0: servo main1-F: servo sub--------+------------------------------------------------------------------------+-------No.0116 |SEQUENCER 诊断光纤关系错误|EMG --------+------------------------------------------------------------------------+-------A communication error has occurred in signal transfer between MCU boardand COMPACK/IOU board through the optical fiber cable.If this message has appeared, check the following items.1. Whether the machine is turned on.2. Cable connection.3. MCU board or COMPACK/IOU board may be troubled.Start sequencer diagnosis application and check "R546".Turn off and on power, and check whether the system restarts properly.b7 b6 b5 b4 b3 b2 b1 b0+----+----+----+----+----+----+----+----+R546 | MMC ALARM LIST | MMC No. |+----+----+----+----+----+----+----+----+b0-b3 : error occurrence MMC number (1 - 5)b4 : phase detection error (PDE)b5 : NO ACK error (NAE)b6 : continuous parity error (PCE)b7 : emergency stop (a fatal error) (EMG)--------+------------------------------------------------------------------------+-------No.0117 |SEQUENCER 诊断硬体错误[DIAG.0014] |EMG --------+------------------------------------------------------------------------+-------Hard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.Diagnosis NO.14 :08H = illegal timer interrupts09H = LADDER I/O establishment error10H = LADDER OBJECT wrong14H = MMC fatal error15H = LADDER ENGINE NOT READY17H = bus time out error20H = undefinition interrupts30H = Sequencer NOT RUNHard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.If this message has appeared, check the following items.1. Whether the machine is turned on.2. If diagnosis No. 14 s 14H, the cable connection may be faulty.3. If diagnosis No. 14 is 09H or 10H, use (load) another systemsoftware disk (for backup).4. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+-------No.0119 |RS-232C 转送错误|RESET --------+------------------------------------------------------------------------+-------During DNC1 communication, a parity error, a flaming error or a over runerror occurred.Check the next item when this message is indicated.1. Check the setting of DNC communication for NC with DNC utilityprogram and check the setting is proper or not for HOST controller.2. Check the setting of DNC communication for HOST controller and checkthe setting is proper or not.3. Check interface cable and connector.4. Check interface wiring.5. Interface device.--------+------------------------------------------------------------------------+-------No.0121 |PC-MCU 轻度通信错误|RESET --------+------------------------------------------------------------------------+-------The communications processing error between PC and MCU board occurred.Sub-Code Contents0001 Communication NOT READY0002 Channel number injustice0003 Undefinition comment0004 Recieve data is nothing0005 Chanel in under using0006 Illegal send sequence0007 Answer request without receive command--------+------------------------------------------------------------------------+-------No.0123 |伺服CPU 错误[DIAG.0012,0413] |EMG --------+------------------------------------------------------------------------+-------The obstacle of the servo CPU or the hard difficulty of the CPU circuitboard occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the recordof the sub-number.Check the next item when this message is indicated.1 . DC power supply (+5V, MCU3 3.3V)2 . MCU circuit board3 . PCNTS circuit board4 . SCOM circuit board5 . SCOM-PCNTS cableTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*273 For the expansion[TLB protection exception (read)]*274 For the expansion[TLB protection exception (write)]*275 For the expansion[First page write excsption]*276 For the expansion[TLB Miss exception /TLB effect-less exception (write)]*277 For the expansion[TLB Miss exception /TLB effect-less exception (read)]*280 zero profit*281 address error*287 wrong slot rode*291 undefinition interrupts*493 DC power supply abnormal*494 time out error*295 SCOM difficulty (communication time out) .circuit board number of sheets error*296 There are no directions for the connection that a setup ofshaft classification is changed after power on.*498 Watchdog error*2A4 operation code error*2B1 integer operation overflow*0E0 servo-sub EPROM difficulty*0E1 servo-sub SRAM difficulty*0E2 servo-sub FROM difficulty*0E8 servo-sub DPRAM difficulty*0EA servo-sub FROM writing error (at the SYSGEN)*0F0 servo-main SRAM difficulty^* : A axis number.0: servo main1-F: servo subIf this message has appeared, check the following items.1. DC power supply (+5 V series, MCU3 3.3 V series).2. MCU board.3. PCNTS board4. SCOM board5. SCOM-PCNTS cableNote the alarm number and sub number when the alarm has occurred.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+-------No.0124 |伺服实行错误|POWER --------+------------------------------------------------------------------------+-------The movement difficulty of the servo part occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the record ofthe sub-number.Check the next item when this message is indicated.1. DC Slowdownpower supply (+5V, MCU3 3.3V)2. MCU circuit board3. SCOM circuit board4. PCNTS circuit board5. SCOM-PCNTS cable6. the system version of the servo main / servo subTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*607 data storage set error*310 servo-sub no answer(initials & parameter transmission)*311 servo-sub no answer(counter reset)*312 servo-sub no answer(For the expansion)*313 servo-sub no answer(servo ON)*314 servo-sub no answer(For the expansion)*315 servo-sub no answer(servo ON confirmation)*316 servo-sub no answer(coordinate)。
SCHMOLL钻机错误信息代码说明

转速控制板故障信号,可能为主轴运转不顺或卡死,或者控制板烧坏;
12
ToolEn(n=spindle)Spindle n No board
第几轴没有板
没有检测到板面信号,检查香菇头是否接触到铝片面,请确认;
13
ToolV,S
主轴转速异常
主轴运转不顺,或主轴电源信号接头松掉,
14
Feed hold
2.将按下的紧急停止开关向右拧起来即可
5
Errorsignal EX(or Y)
X(或Y)轴光学尺信号有问题
1.光学尺信号太弱,表面有灰尘,找维修清洁
2.机器控制板或读头故障,需维修或调整
6
Errorsignal M1,M2-Mn(n=3…8)
X,Y或Z轴伺服马达异常
马达信号异常,按急停关闭伺服系统电源再通电恢复后看是否能消除
3.更换对应规格长度的OK钻针后开机
20
ToolDn(n=spindle)
钻头直径异常
1.钻针直径太大或太小,
2.检查刀具上是否有缠丝或灰尘,
3.更换对应规格直径的钻针后按开始
21
ToolHn(or Un)(n=spindle)
板面太高、或太低信号报警
1.检查压力脚垫片是否磨损严重,铝片是否不平整
2.H值设定太低或SUTO值设定范围不正确
SCHMOLL钻机错误信息代码说明
NO
故障信息
故障说明
排除方法
1
Airpressure out of tolerance
气压Байду номын сангаас足
1.检查机器气阀是否开启,
2.压力值是否在6.0-7.0BAR,等恢复正常再开机
日立钻机报警信息

日立钻孔机报警信息--------+------------------------------------------------------------------------+-------|系统参数错误|EMG--------+------------------------------------------------------------------------+-------1. 系统参数档 "NBACKUP" 已破坏.2. 系统参数档未正确格式化.当出现此错误讯息时,请使用系统备份档.--------+------------------------------------------------------------------------+-------|水平均等(TH) 错误|RESET--------+------------------------------------------------------------------------+-------读取程式带或是由通信回线下载至程式部时,文字单位下的parity(水平parity)发生错误.通常,1文字单位中的论理 "1" 位数,"EIA"指令是偶数,"ASCII"指令是奇数.--------+------------------------------------------------------------------------+-------|垂直均等(TV) 错误|RESET--------+------------------------------------------------------------------------+-------读取程式带或由通信回信下载至程式部时,TV(垂直parity)检查机能在有效状态下,语数parity发生错误.为使用此机能(TV检查机能),1区块中的语数就必须是 "偶数" .若1区块中的语数是 "奇" 的话,便会发生错误.--------+------------------------------------------------------------------------+-------|数字位数超出|RESET--------+------------------------------------------------------------------------+-------1字词(语句)中,数字资料的位数过多.请确认程式中的数字位数并修正之.--------+------------------------------------------------------------------------+-------|位址错误|RESET--------+------------------------------------------------------------------------+-------1字词(语句)或指令(命令)的格式不正确.程式中无指令,而数值资料却被输入.请修正程式.--------+------------------------------------------------------------------------+-------|数字错误|RESET--------+------------------------------------------------------------------------+-------1字词(语句)中仅有位址指令.意即,位址指令接连著却无数值资料.请修正程式.--------+------------------------------------------------------------------------+-------|不当"-" 指令|RESET--------+------------------------------------------------------------------------+-------在无法使用负号符号符 "-" 的字词(语句)下,使用了负向符号 "-" .请除负号符号.--------+------------------------------------------------------------------------+-------|不当"." 指令|RESET--------+------------------------------------------------------------------------+-------在无法使用小数点 "." 的字词(语句)下,使用了小数点 "." .请除小数点.--------+------------------------------------------------------------------------+-------|未定义位址|RESET--------+------------------------------------------------------------------------+-------1字词(语句)中,使用了未定义的字词位址.请确认在程式部中是否含有无法使用之指令,有无修正程式之必要,或变更参数263的位数,即由3改为0并忽视未定义位址.--------+------------------------------------------------------------------------+-------|未定义"G#" 指令|RESET--------+------------------------------------------------------------------------+-------使用了未定义的G号码命令.确认程式部是否含有无法使的G指令,有无修正程式的必要,或将参数263的位数由1变更为0并忽视未定义的G指令.--------+------------------------------------------------------------------------+-------|未定义"M#" 指令|RESET--------+------------------------------------------------------------------------+-------使用了未定义的M号码命令.确认程式部是否含有无法使用的M指令,有无修正程式的必要,或是将参数263的位数由2变更为0并忽视未定义M指令.--------+------------------------------------------------------------------------+-------|终了指令错误|RESET--------+------------------------------------------------------------------------+-------程式部未因终了指令(程式结束命令)而关闭.确认程式终了时有无终了指令(M02,M30,M99),并修正程式.--------+------------------------------------------------------------------------+-------|不当读出辅助程式指令|RESET--------+------------------------------------------------------------------------+-------副程式的呼出指令格式不正确.呼出副程式时,发现档名或基准标值未被输入.--------+------------------------------------------------------------------------+-------|不当重覆指令|RESET--------+------------------------------------------------------------------------+-------未正确使用重覆指令(重覆命令).在记忆型的的重覆指令(P)下,发现无座标值或其它指令.请修正程式.--------+------------------------------------------------------------------------+-------|辅助程式未登录|RESET--------+------------------------------------------------------------------------+-------从主程式呼叫副程式时,却找不到副程式.先确认由主程式所呼叫的副程式号码,或是对应此程式的档名後,再修正程式.--------+------------------------------------------------------------------------+-------|多重辅助程式读出超出|RESET--------+------------------------------------------------------------------------+-------多重副程式超出限度.修正程式,并将副程式的多重呼出减至8重 (圈) .--------+------------------------------------------------------------------------+-------|不当重覆位址|RESET--------+------------------------------------------------------------------------+-------在此区块中,相同的位址文字有2个或以上被使用.将重覆而无法使用的指令分割至其它区块或将它除.|诊断号码未寻获|RESET(枹巊梡)--------+------------------------------------------------------------------------+-------在程式部中找不到所指定的SEQUENCE号码 (No.) .请输入正确的SEQUENCE号码.--------+------------------------------------------------------------------------+-------|不当S&R 读出指令|RESET--------+------------------------------------------------------------------------+-------STEP&REPEAT(S&R)命令是在无S&R 开始命令的状态下,所受到的指令.请修正程式部.欲登录PATTERN的区块前端中,可追加开始指令(S;),或在不使用STEP&REPEAT的情况,除S&R (M08;)登录终了指令.|未实施原点复归|RESET--------+------------------------------------------------------------------------+-------实施原点复归前,先确认,是否已按下CYCLE SATRT钮,或已从键盘输入开始命令.为清除讯息,首先按下操作面板上的RESET钮,接下来为进行原点复归,请按下操作面板中的 HOME按钮.当实行原点复归後,机械即可操作.--------+------------------------------------------------------------------------+-------|不当终了辅助程式指令|RESET--------+------------------------------------------------------------------------+-------主程式的程式部,含有副程式的终了指令.确认副程式是否被当为主程式使用,若为主程式之程式部的话,请修正之.--------+------------------------------------------------------------------------+-------|不当S&R 开始指令|RESET--------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的开始指令.请除副程式中的S&R 开始指令(S;).--------+------------------------------------------------------------------------+-------|不当S&R 终了指令|RESET--------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的终了指令.请除副程式中的S&R 登录终了指令(M08;).--------+------------------------------------------------------------------------+-------|磁片格式不当|RESET--------+------------------------------------------------------------------------+-------1. T#C#命令(T号码C号码)下所指定的钻针直径,已在规定范围外.2. 字词(语句) 的组合未定义 (规定外) .--------+------------------------------------------------------------------------+-------|磁片容量已满|RESET--------+------------------------------------------------------------------------+-------因为在 TAPE模式, FD模式或 REMOTE模式下,若实行长的程式部,而此程式部的大小又比系统磁片中的程式缓冲器大的话,就会出现讯息.当发生此情时,请使用NC BUFF LOCK 机能.关于NC BUFF LOCK 机能,请参照操作手册.--------+------------------------------------------------------------------------+-------|磁片未就绪|RESET--------+------------------------------------------------------------------------+-------此讯息出现是因为程式部的档名在 FD模式下所指定之处,发现磁片(软碟片)未插入,#1 槽内.将程式部磁片插入#1 槽後,请作正确的操作.--------+------------------------------------------------------------------------+-------|速度指令指定范围外|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|回转指定范围外|RESET--------+------------------------------------------------------------------------+-------T#S#命令(T号码S号码)下所指定的SPINDLE(RPM)在规定范围外.--------+------------------------------------------------------------------------+-------|工具径设定范围外|RESET(枹巊梡)--------+------------------------------------------------------------------------+-------T#C#命令(T号码C号码)下所指定的钻针直径在规定范围外.--------+------------------------------------------------------------------------+-------| 错误|RESET--------+------------------------------------------------------------------------+-------X,Y轴的任一轴都不在5mm网眼上.使网眼检查无效(参数500的第0位数为0),或请修正程式.--------+------------------------------------------------------------------------+-------|指定档读入错误|RESET--------+------------------------------------------------------------------------+-------禁止读取所指定的档案.--------+------------------------------------------------------------------------+-------|指定档防写|RESET--------+------------------------------------------------------------------------+-------禁止写入所指定的档案.--------+------------------------------------------------------------------------+-------|档案未登录|RESET--------+------------------------------------------------------------------------+-------当出现此讯息表示在FD模式下所指定的程式部档名并不存在于程式部的磁碟上.请检查档名及程式部磁碟.--------+------------------------------------------------------------------------+-------|档名不正确|RESET--------+------------------------------------------------------------------------+-------所指定的档名有错误.--------+------------------------------------------------------------------------+-------|辅助程式超出|RESET--------+------------------------------------------------------------------------+-------G26 和 G25 间的副程式个数超出64个.请将副程式的个数设于 64个以下.--------+------------------------------------------------------------------------+-------|多重S&R 超出|RESET--------+------------------------------------------------------------------------+-------在STEP&REPEAT(S&R)中,发现S&R 指令重复.请将程式部修正为仅有1组S&R 的指令.--------+------------------------------------------------------------------------+-------|不当"+" 指令|RESET--------+------------------------------------------------------------------------+-------在不可使用"+" 符号的位址下,使用了 "+" 符号.请将正号符号除.--------+------------------------------------------------------------------------+-------|数值指定范围外|RESET--------+------------------------------------------------------------------------+-------使用了过大或过小的数值.请修正为指定内的数值.--------+------------------------------------------------------------------------+-------|参数资料错误|RESET(枹巊梡)--------+------------------------------------------------------------------------+-------参数设定错误.--------+------------------------------------------------------------------------+-------|指令组合错误|RESET--------+------------------------------------------------------------------------+-------程式部中的指令未正确配置.请确认程式并修正之.请确认诊断画面的资料,并向日立VIA连络.--------+------------------------------------------------------------------------+-------|格式化错误|RESET--------+------------------------------------------------------------------------+-------1. 软碟片未格式化.2. 软碟片的recording格式化错误.3. 软碟片可能已遭破坏.请进行CHKDSK (检查软碟片),并尝试修复软碟.若无法修复的话,请中止使用此软碟片.若无特别指定,在 CNC 下所使用的软碟片,适用下列仕样.1. 3.5" (Inch),两面,密度,SOFTsector2. recording格式化:HITACHI 格式,IBM格式或是MS-DOS格式--------+------------------------------------------------------------------------+-------|I/O 装置使用中|RESET--------+------------------------------------------------------------------------+-------所指定的装置,现在使用中.(Tape-reader,Disk-driver,或是通信线)使用自动运转装置时,必须中止加工作业.当装置的运作终了时,即可使用之.--------+------------------------------------------------------------------------+-------|讯息档读入错误|EMG--------+------------------------------------------------------------------------+-------1. 系统讯息档 "NMSGFOR" 或是 "NMSGJPN" 已遭破坏.2. 系统参数档未正确格式化.当出现此错误时,请使用备份的系统软体片载入之.--------+------------------------------------------------------------------------+-------|机械MACRO 读入错误|EMG--------+------------------------------------------------------------------------+-------Sub No.6 : machine macro read error7 : translator1 read error8 : tape macro read error9 : machine macro EXIT errorA : translator1 EXIT errorB : tape macro EXIT errorC : message ID check-sum errorD : parameter structure body check-sum errorE : ET1 read errorF : ET2 read error10 : ET3 read error11 : ET4 read error12 : ET1 EXIT error13 : ET2 EXIT error14 : ET3 EXIT error15 : ET4 EXIT error1. The program file is destroyed.2. The format of system parameter file is not correct.3. Check the contents of DIAG. 21 and 25.If such an error has appeared, use (load) another system software disk (for backup).--------+------------------------------------------------------------------------+-------|不当辅助程式开始指令|RESET--------+------------------------------------------------------------------------+-------主程式以外的情形是副程式中已含开始(登录)指令.请在主程式下使用副程式登录开始指令(G26).--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|MACRO 演算错误|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|MACRO 变数指定错误|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|MACRO 容许范围外|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|圆弧容许误差范围外|RESET--------+------------------------------------------------------------------------+-------圆弧补间的起点到中心距离及终点到中心距离的差,超出容许值.请修正圆弧的半径,起点或是终点.容许误差的设定是在参数261.--------+------------------------------------------------------------------------+-------|圆弧切削速度超出|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|同时轴数指令超出|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|平面选择指令异状|RESET--------+------------------------------------------------------------------------+-------|修饰面指令异状|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|修饰面次指令异状|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|工具径补正开始,取消不正确|RESET请在圆弧补间(G02,G03)下进行钻径补正的START-UP(G41,G42)及取消(G40).请直线补间(G01)下进行钻径补正的START-UP及取消.--------+------------------------------------------------------------------------+-------|工具径补正切进量过多|RESET--------+------------------------------------------------------------------------+-------若做比钻径off set还小的段差加工作业的话,将会发生此情形.请修正程式.详细请参照比手动程式之钻径补正的钻针半径还小的段差加工作业.--------+------------------------------------------------------------------------+-------|工具径补正干涉检查错误|RESET作锐角之角的加工时,依钻径off set若发生钻针切进到素材内时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正的切断干涉检查.--------+------------------------------------------------------------------------+-------|工具径补正无交点|RESET--------+------------------------------------------------------------------------+-------根据角的形状而无法计算钻径off set的经路时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正.--------+------------------------------------------------------------------------+-------|作业完了|START-Y若在程式中检测出 "作业终了"指令 (日立格式为: M04 )时,将会出现此讯息.若欲重新加工时,请按下操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------|程式停止|START-Y--------+------------------------------------------------------------------------+-------程式部实行中,若有下列情况时,将会出现此讯息.1. 程式头的最後端来到时2. 程式部中,发生程式停止命令时3. 根据 "TIL" 命令,钻针完成加工时重开程式部时,请按操作面板上的CYCLE START钮.|选择性项目停止|START-Y--------+------------------------------------------------------------------------+-------选购停止机能为"有效"的情况下,会依据程式部的选购停止命令而出现此讯息.重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------|程式表头|START-Y--------+------------------------------------------------------------------------+-------程式中,若检测出"tape前头 "指令 (日立格式为: % )时,便会出现此讯息.重新加工时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------|程式重头|START-Y--------+------------------------------------------------------------------------+-------此讯息是表示SKIP命令已终了.硬体程式再开时,请按操作面盘上的CYCLE START钮.--------+------------------------------------------------------------------------+-------|表头指令不正确|RESET--------+------------------------------------------------------------------------+-------前头部,含有不适当资料.程式头指令(日立格式=G48 Excellon格式=M48)起到%间使用了不可使用之命令.请确认程式并进行修正.--------+------------------------------------------------------------------------+-------|NTRANS1 读入错误|EMG--------+------------------------------------------------------------------------+-------读取程式解析前处理部时,发生错误.「NTRANS1」档是否不存在,即使存在著,其内若已遭到损坏,当系统载入时,便会出现此讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTRANS1*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTRANS1」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之.--------+------------------------------------------------------------------------+-------|NTPMAC 读入错误|EMG--------+------------------------------------------------------------------------+-------TAPE MACRO处理部(一个G指令让它变为复数动作的处理)发生读取错误.「NTPMAC」档是否未存在,即使存在其内也遭到破坏的情况,当系统载入时便会出现此错误讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTPMAC*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTPMAC」档消失了.若出现档名,表示其内已遭到破坏.并请告知所表示的内容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之--------+------------------------------------------------------------------------+-------|未定义装置指定|RESET--------+------------------------------------------------------------------------+-------所指定的装置未被定义.关于Device号码,请参下表,检查之.Device号码 (Device No.)0: Hard Disk Drive 01: Hard Disk Drive 12: FD Drive 23: Hard Disk Drive 3TR: Tape LeaderRI: RS232C输入埠RO: RS232C输出埠FR: DNC--------+------------------------------------------------------------------------+-------|等待开始|START-Y--------+------------------------------------------------------------------------+-------此讯息出现于下列情形.若机械呈现禁止作动状态的话(Interlock中),而欲使机械动作的话,当给予某一命令的话(例如,交换钻针,或JOG命令),即会出现此讯息.首先,以适当操作解除Interlock状态,接著为活用前述命令,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------|内部演算部错误|EMG--------+------------------------------------------------------------------------+-------首先,关闭NC 电源後再重新启动电源.当此讯息无法消除时,请连络日立VIA.--------+------------------------------------------------------------------------+-------|选择性项目名未寻获|START-Y--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|工具径未设定|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------|不当使用POST DRILL |START-R--------+------------------------------------------------------------------------+-------寿命设定值检查机能下,寿命设定值为0或欲在指定孔数以上的POST作钻孔时,便会出现此讯息.仅在作寿命设定值为0的POST之检查时,将指定孔数的设定值设为99999999.寿命设定值检查机能有效/无效切换参数位数6 0: 无效 1: 有效指定孔数参数 - S3--------+------------------------------------------------------------------------+-------|硬碟错误|EMG--------+------------------------------------------------------------------------+-------在Disk中,发生物理上的陷.当出现此讯息时,表示无法在使用此Disk了.请使用系统软体Disk的copy版(disk)或其它的程式部Disk.--------+------------------------------------------------------------------------+-------|伺服器未就绪|EMG--------+------------------------------------------------------------------------+-------伺服DRIVER AMP处于无法使用状态.当确认好伺服AMP的警报表示後,请连络日立VIA的维修人员.--------+------------------------------------------------------------------------+-------|参数设定错误|EMG--------+------------------------------------------------------------------------+-------伺服参数错误.当出现此讯息时,请使用备份的系统软体片载入之.Sub-Code Contents*602 wrong stored stroke range (+)*605 wrong processing speed establishment value*606 wrong JOG feed speed establishment value0410 time fixed number establishment error (Servo-main : CH) *612 wrong stored stroke range (-)*621 servo compensation parameter establishment error^* : A axis number.0: servo main1-F: servo sub--------+------------------------------------------------------------------------+-------|SEQUENCER 诊断光纤关系错误|EMG--------+------------------------------------------------------------------------+-------A communication error has occurred in signal transfer between MCU board and COMPACK/IOU board through the optical fiber cable.If this message has appeared, check the following items.1. Whether the machine is turned on.2. Cable connection.3. MCU board or COMPACK/IOU board may be troubled.Start sequencer diagnosis application and check "R546".Turn off and on power, and check whether the system restarts properly. b7 b6 b5 b4 b3 b2 b1 b0+----+----+----+----+----+----+----+----+R546 | MMC ALARM LIST | MMC No. |+----+----+----+----+----+----+----+----+b0-b3 : error occurrence MMC number (1 - 5)b4 : phase detection error (PDE)b5 : NO ACK error (NAE)b6 : continuous parity error (PCE)b7 : emergency stop (a fatal error) (EMG)--------+------------------------------------------------------------------------+-------|SEQUENCER 诊断硬体错误 [] |EMG--------+------------------------------------------------------------------------+-------Hard error or system error has occurred in the sequencer section. For details, refer to diagnosis No. 14.Diagnosis :08H = illegal timer interrupts09H = LADDER I/O establishment error10H = LADDER OBJECT wrong14H = MMC fatal error15H = LADDER ENGINE NOT READY17H = bus time out error20H = undefinition interrupts30H = Sequencer NOT RUNHard error or system error has occurred in the sequencer section. For details, refer to diagnosis No. 14.If this message has appeared, check the following items.1. Whether the machine is turned on.2. If diagnosis No. 14 s 14H, the cable connection may be faulty.3. If diagnosis No. 14 is 09H or 10H, use (load) another system software disk (for backup).4. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly. --------+------------------------------------------------------------------------+-------|RS-232C 转送错误|RESET--------+------------------------------------------------------------------------+-------During DNC1 communication, a parity error, a flaming error or a over runerror occurred.Check the next item when this message is indicated.1. Check the setting of DNC communication for NC with DNC utility program and check the setting is proper or not for HOST controller.2. Check the setting of DNC communication for HOST controller and checkthe setting is proper or not.3. Check interface cable and connector.4. Check interface wiring.5. Interface device.--------+------------------------------------------------------------------------+-------|PC-MCU 轻度通信错误|RESET--------+------------------------------------------------------------------------+-------The communications processing error between PC and MCU board occurred. Sub-Code Contents0001 Communication NOT READY0002 Channel number injustice0003 Undefinition comment0004 Recieve data is nothing0005 Chanel in under using0006 Illegal send sequence0007 Answer request without receive command--------+------------------------------------------------------------------------+-------|伺服 CPU 错误 [,0413] |EMG--------+------------------------------------------------------------------------+-------The obstacle of the servo CPU or the hard difficulty of the CPU circuit board occurred.As for the details of contents of an error, it is indicated in the sub-number.If it occurred in what kind of operation, and it asks for the record of the sub-number.Check the next item when this message is indicated.1 . DC power supply (+5V, MCU32 . MCU circuit board3 . PCNTS circuit board4 . SCOM circuit board5 . SCOM-PCNTS cableTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*273 For the expansion[TLB protection exception (read)] *274 For the expansion[TLB protection exception (write)] *275 For the expansion[First page write excsption]*276 For the expansion[TLB Miss exception /TLB effect-less exception (write)]*277 For the expansion[TLB Miss exception /TLB effect-less exception (read)]*280 zero profit*281 address error*287 wrong slot rode*291 undefinition interrupts*493 DC power supply abnormal*494 time out error*295 SCOM difficulty (communication time out) .circuit board number of sheets error*296 There are no directions for the connection that a setup ofshaft classification is changed after power on.*498 Watchdog error*2A4 operation code error*2B1 integer operation overflow*0E0 servo-sub EPROM difficulty*0E1 servo-sub SRAM difficulty*0E2 servo-sub FROM difficulty*0E8 servo-sub DPRAM difficulty*0EA servo-sub FROM writing error (at the SYSGEN)*0F0 servo-main SRAM difficulty^* : A axis number.0: servo main1-F: servo subIf this message has appeared, check the following items.1. DC power supply (+5 V series, MCU3 V series).2. MCU board.3. PCNTS board4. SCOM board5. SCOM-PCNTS cableNote the alarm number and sub number when the alarm has occurred. Turn off and on power, and check whether the system restarts properly. --------+------------------------------------------------------------------------+-------|伺服实行错误|POWER--------+------------------------------------------------------------------------+-------The movement difficulty of the servo part occurred.As for the details of contents of an error, it is indicated in the sub-number.If it occurred in what kind of operation, and it asks for the record ofthe sub-number.Check the next item when this message is indicated.1. DC Slowdownpower supply (+5V, MCU32. MCU circuit board3. SCOM circuit board4. PCNTS circuit board5. SCOM-PCNTS cable6. the system version of the servo main / servo subTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*607 data storage set error*310 servo-sub no answer(initials & parameter transmission)*311 servo-sub no answer(counter reset)*312 servo-sub no answer(For the expansion)*313 servo-sub no answer(servo ON)*314 servo-sub no answer(For the expansion)*315 servo-sub no answer(servo ON confirmation)*316 servo-sub no answer(coordinate)*317 servo-sub no answer(coordinate establishment confirmation)*318 servo-sub no answer(For the expansion)*319 servo-sub no answer(For the expansion)*31A servo-sub no answer(For the expansion)*520 the version inconsistency of the servo system*620 Acceleration/Slowdown calculation error*580 the slowdown process time out that is in a hurry*581 wrong command reception in the parameter reception(201 level)。
日立钻机报警信息

日立钻孔机报警信息--------+------------------------------------------------------------------------+-------No.0000 |系统参数错误|EMG --------+------------------------------------------------------------------------+-------1. 系统参数档"NBACKUP" 已破坏.2. 系统参数档未正确格式化.当出现此错误讯息时,请使用系统备份档.--------+------------------------------------------------------------------------+-------No.0001 |水平均等(TH) 错误|RESET --------+------------------------------------------------------------------------+-------读取程式带或是由通信回线下载至程式部时,文字单位下的parity(水平parity)发生错误.通常,1文字单位中的论理"1" 位数,"EIA"指令是偶数,"ASCII"指令是奇数.--------+------------------------------------------------------------------------+-------No.0002 |垂直均等(TV) 错误|RESET --------+------------------------------------------------------------------------+-------读取程式带或由通信回信下载至程式部时,TV(垂直parity)检查机能在有效状态下,语数parity发生错误.为使用此机能(TV检查机能),1区块中的语数就必须是"偶数" .若1区块中的语数是"奇?" 的话,便会发生错误.--------+------------------------------------------------------------------------+-------No.0003 |数字位数超出|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中,数字资料的位数过多.请确认程式中的数字位数并修正之.--------+------------------------------------------------------------------------+-------No.0004 |位址错误|RESET --------+------------------------------------------------------------------------+-------1字词(语句)或指令(命令)的格式不正确.程式中无指令,而数值资料却被输入.请修正程式.--------+------------------------------------------------------------------------+-------No.0005 |数字错误|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中仅有位址指令.意即,位址指令接连著却无数值资料.请修正程式.--------+------------------------------------------------------------------------+-------No.0006 |不当"-" 指令|RESET --------+------------------------------------------------------------------------+-------在无法使用负号符号符? "-" 的字词(语句)下,使用了负向符号"-" .请?除负号符号.--------+------------------------------------------------------------------------+-------No.0007 |不当"." 指令|RESET --------+------------------------------------------------------------------------+-------在无法使用小数点"." 的字词(语句)下,使用了小数点"." .请?除小数点.--------+------------------------------------------------------------------------+-------No.0008 |未定义位址|RESET --------+------------------------------------------------------------------------+-------1字词(语句)中,使用了未定义的字词位址.请确认在程式部中是否含有无法使用之指令,有无修正程式之必要,或变更参数263的位数,即由3改为0并忽视未定义位址.--------+------------------------------------------------------------------------+-------No.0009 |未定义"G#" 指令|RESET --------+------------------------------------------------------------------------+-------使用了未定义的G命令.确认程式部是否含有无法使的G指令,有无修正程式的必要,或将参数263的位数由1变更为0并忽视未定义的G指令.--------+------------------------------------------------------------------------+-------No.0010 |未定义"M#" 指令|RESET --------+------------------------------------------------------------------------+-------使用了未定义的M命令.确认程式部是否含有无法使用的M指令,有无修正程式的必要,或是将参数263的位数由2变更为0并忽视未定义M指令.--------+------------------------------------------------------------------------+-------No.0011 |终了指令错误|RESET --------+------------------------------------------------------------------------+-------程式部未因终了指令(程式结束命令)而关闭.确认程式终了时有无终了指令(M02,M30,M99),并修正程式.--------+------------------------------------------------------------------------+-------No.0012 |不当读出辅助程式指令|RESET --------+------------------------------------------------------------------------+-------副程式的呼出指令格式不正确.呼出副程式时,发现档名或基准标值未被输入.--------+------------------------------------------------------------------------+-------No.0013 |不当重覆指令|RESET --------+------------------------------------------------------------------------+-------未正确使用重覆指令(重覆命令).在记忆型的的重覆指令(P)下,发现无座标值或其它指令.请修正程式.--------+------------------------------------------------------------------------+-------No.0014 |辅助程式未登录|RESET --------+------------------------------------------------------------------------+-------从主程式呼叫副程式时,却找不到副程式.先确认由主程式所呼叫的副程式,或是对应此程式的档名後,再修正程式.--------+------------------------------------------------------------------------+-------No.0015 |多重辅助程式读出超出|RESET--------+------------------------------------------------------------------------+-------多重副程式超出限度.修正程式,并将副程式的多重呼出减至8重(圈) .--------+------------------------------------------------------------------------+-------No.0016 |不当重覆位址|RESET--------+------------------------------------------------------------------------+-------在此区块中,相同的位址文字有2个或以上被使用.将重覆而无法使用的指令分割至其它区块或将它?除.--------+------------------------------------------------------------------------+-------No.0017 |诊断未寻获|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------在程式部中找不到所指定的SEQUENCE (No.) .请输入正确的SEQUENCE.--------+------------------------------------------------------------------------+-------No.0018 |不当S&R 读出指令|RESET --------+------------------------------------------------------------------------+-------STEP&REPEAT(S&R)命令是在无S&R 开始命令的状态下,所受到的指令.请修正程式部.欲登录PATTERN的区块前端中,可追加开始指令(S;),或在不使用STEP&REPEAT的情况,?除S&R (M08;)登录终了指令.--------+------------------------------------------------------------------------+-------No.0019 |未实施原点复归|RESET--------+------------------------------------------------------------------------+-------实施原点复归前,先确认,是否已按下CYCLE SATRT钮,或已从键盘输入开始命令.为清除讯息,首先按下操作面板上的RESET钮,接下来为进行原点复归,请按下操作面板中的HOME按钮.当实行原点复归後,机械即可操作.--------+------------------------------------------------------------------------+-------No.0020 |不当终了辅助程式指令|RESET--------+------------------------------------------------------------------------+-------主程式的程式部,含有副程式的终了指令.确认副程式是否被当为主程式使用,若为主程式之程式部的话,请修正之.--------+------------------------------------------------------------------------+-------No.0021 |不当S&R 开始指令|RESET --------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的开始指令.请除副程式中的S&R 开始指令(S;).--------+------------------------------------------------------------------------+-------No.0022 |不当S&R 终了指令|RESET --------+------------------------------------------------------------------------+-------副程式中含有STEP&REPEAT (S&R) 的终了指令.请?除副程式中的S&R 登录终了指令(M08;).--------+------------------------------------------------------------------------+-------No.0023 |磁片格式不当|RESET--------+------------------------------------------------------------------------+-------1. T#C#命令(TC)下所指定的钻针直径,已在规定围外.2. 字词(语句) 的组合未定义(规定外) .--------+------------------------------------------------------------------------+-------No.0024 |磁片容量已满|RESET--------+------------------------------------------------------------------------+-------因为在TAPE模式, FD模式或REMOTE模式下,若实行长的程式部,而此程式部的大小又比系统磁片中的程式缓冲器大的话,就会出现讯息.当发生此情时,请使用NC BUFF LOCK 机能.关于NC BUFF LOCK 机能,请参照操作手册.--------+------------------------------------------------------------------------+-------No.0025 |磁片未就绪|RESET--------+------------------------------------------------------------------------+-------此讯息出现是因为程式部的档名在FD模式下所指定之处,发现磁片(软碟片)未插入,#1 槽.将程式部磁片插入#1 槽後,请作正确的操作.--------+------------------------------------------------------------------------+-------No.0026 |速度指令指定围外|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0027 |回转指定围外|RESET--------+------------------------------------------------------------------------+-------T#S#命令(TS)下所指定的SPINDLE(RPM)在规定围外.--------+------------------------------------------------------------------------+-------No.0028 |工具径设定围外|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------T#C#命令(TC)下所指定的钻针直径在规定围外.--------+------------------------------------------------------------------------+-------No.0029 |D.P.M 错误|RESET--------+------------------------------------------------------------------------+-------X,Y轴的任一轴都不在5mm网眼上.使网眼检查无效(参数500的第0位数为0),或请修正程式.--------+------------------------------------------------------------------------+-------No.0030 |指定档读入错误|RESET--------+------------------------------------------------------------------------+-------禁止读取所指定的档案.--------+------------------------------------------------------------------------+-------No.0031 |指定档防写|RESET--------+------------------------------------------------------------------------+-------禁止写入所指定的档案.--------+------------------------------------------------------------------------+-------No.0032 |档案未登录|RESET--------+------------------------------------------------------------------------+-------当出现此讯息表示在FD模式下所指定的程式部档名并不存在于程式部的磁碟上.请检查档名及程式部磁碟.--------+------------------------------------------------------------------------+-------No.0033 |档名不正确|RESET--------+------------------------------------------------------------------------+-------所指定的档名有错误.--------+------------------------------------------------------------------------+-------No.0034 |辅助程式超出|RESET--------+------------------------------------------------------------------------+-------G26 和G25 间的副程式个数超出64个.请将副程式的个数设于64个以下.--------+------------------------------------------------------------------------+-------No.0035 |多重S&R 超出|RESET--------+------------------------------------------------------------------------+-------在STEP&REPEAT(S&R)中,发现S&R 指令重复.请将程式部修正为仅有1组S&R 的指令.--------+------------------------------------------------------------------------+-------No.0036 |不当"+" 指令|RESET--------+------------------------------------------------------------------------+-------在不可使用"+" 符号的位址下,使用了"+" 符号.请将正号符号?除.--------+------------------------------------------------------------------------+-------No.0037 |数值指定围外|RESET--------+------------------------------------------------------------------------+-------使用了过大或过小的数值.请修正为指定的数值.--------+------------------------------------------------------------------------+-------No.0038 |参数资料错误|RESET(枹巊梡) --------+------------------------------------------------------------------------+-------参数设定错误.--------+------------------------------------------------------------------------+-------No.0039 |指令组合错误|RESET--------+------------------------------------------------------------------------+-------程式部中的指令未正确配置.请确认程式并修正之.请确认诊断画面No.039 的资料,并向日立VIA连络.--------+------------------------------------------------------------------------+-------No.0040 |格式化错误|RESET--------+------------------------------------------------------------------------+-------1. 软碟片未格式化.2. 软碟片的recording格式化错误.3. 软碟片可能已遭破坏.请进行CHKDSK(检查软碟片),并尝试修复软碟.若无法修复的话,请中止使用此软碟片.若无特别指定,在CNC H.MARK 下所使用的软碟片,适用下列仕样.1. 3.5" (Inch),两面,密度,SOFTsector???2. recording格式化:HITACHI 格式,IBM格式或是MS-DOS格式--------+------------------------------------------------------------------------+-------所指定的装置,现在使用中.(Tape-reader,Disk-driver,或是通信线)使用自动运转装置时,必须中止加工作业.当装置的运作终了时,即可使用之.--------+------------------------------------------------------------------------+-------No.0042 |讯息档读入错误|EMG--------+------------------------------------------------------------------------+-------1. 系统讯息档"NMSGFOR" 或是"NMSGJPN" 已遭破坏.2. 系统参数档未正确格式化.当出现此错误时,请使用备份的系统软体片载入之.--------+------------------------------------------------------------------------+-------No.0043 |机械MACRO 读入错误|EMG --------+------------------------------------------------------------------------+-------Sub No.6 : machine macro read error7 : translator1 read error8 : tape macro read error9 : machine macro EXIT errorA : translator1 EXIT errorB : tape macro EXIT errorC : message ID check-sum errorD : parameter structure body check-sum errorE : ET1 read errorF : ET2 read error10 : ET3 read error11 : ET4 read error12 : ET1 EXIT error13 : ET2 EXIT error14 : ET3 EXIT error15 : ET4 EXIT error1. The program file is destroyed.2. The format of system parameter file is not correct.3. Check the contents of DIAG. 21 and 25.If such an error has appeared, use (load) another system software disk(for backup).--------+------------------------------------------------------------------------+-------No.0044 |不当辅助程式开始指令|RESET--------+------------------------------------------------------------------------+-------主程式以外的情形是副程式中已含开始(登录)指令.请在主程式下使用副程式登录开始指令(G26).--------+------------------------------------------------------------------------+-------No.0045 |MACRO 读取错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0047 |MACRO 变数指定错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0048 |MACRO 文法错误|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0049 |MACRO 容许围外|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0050 |圆弧容许误差围外|RESET--------+------------------------------------------------------------------------+-------圆弧补间的起点到中心距离及终点到中心距离的差,超出容许值.请修正圆弧的半径,起点或是终点.容许误差的设定是在参数261.--------+------------------------------------------------------------------------+-------No.0051 |圆弧切削速度超出|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0052 |同时轴数指令超出|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0053 |平面选择指令异状|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0054 |修饰面指令异状|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0055 |修饰面次指令异状|RESET--------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0056 |工具径补正开始,取消不正确|RESET--------+------------------------------------------------------------------------+-------请在圆弧补间(G02,G03)下进行钻径补正的START-UP(G41,G42)及取消(G40).请直线补间(G01)下进行钻径补正的START-UP及取消.--------+------------------------------------------------------------------------+-------No.0057 |工具径补正切进量过多|RESET --------+------------------------------------------------------------------------+-------若做比钻径off set还小的段差加工作业的话,将会发生此情形.请修正程式.详细请参照比手动程式之钻径补正的钻针半径还小的段差加工作业.--------+------------------------------------------------------------------------+-------No.0058 |工具径补正干涉检查错误|RESET --------+------------------------------------------------------------------------+-------作锐角之角的加工时,依钻径off set若发生钻针切进到素材时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正的切断干涉检查.--------+------------------------------------------------------------------------+-------No.0059 |工具径补正无交点|RESET --------+------------------------------------------------------------------------+-------根据角的形状而无法计算钻径off set的经路时,将出现此错误讯息.请修正程式.详细请参照手动程式之钻径补正.--------+------------------------------------------------------------------------+-------No.0060 |作业完了|START-Y --------+------------------------------------------------------------------------+-------若在程式中检测出"作业终了"指令(日立格式为: M04 )时,将会出现此讯息.若欲重新加工时,请按下操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0061 |程式停止|START-Y --------+------------------------------------------------------------------------+-------程式部实行中,若有下列情况时,将会出现此讯息.1. 程式头的最後端来到时2. 程式部中,发生程式停止命令时3. 根据"TIL" 命令,钻针完成加工时重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0062 |选择性项目停止|START-Y --------+------------------------------------------------------------------------+-------选购停止机能为"有效"的情况下,会依据程式部的选购停止命令而出现此讯息.重开程式部时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0064 |程式表头|START-Y --------+------------------------------------------------------------------------+-------程式中,若检测出"tape前头"指令(日立格式为: % )时,便会出现此讯息.重新加工时,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0067 |程式重头|START-Y --------+------------------------------------------------------------------------+-------此讯息是表示SKIP命令已终了.硬体程式再开时,请按操作面盘上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0068 |表头指令不正确|RESET --------+------------------------------------------------------------------------+-------前头部,含有不适当资料.程式头指令(日立格式=G48Excellon格式=M48)起到%间使用了不可使用之命令.请确认程式并进行修正.--------+------------------------------------------------------------------------+-------No.0070 |NTRANS1 读入错误|EMG --------+------------------------------------------------------------------------+-------读取程式解析前处理部时,发生错误.「NTRANS1」档是否不存在,即使存在著,其若已遭到损坏,当系统载入时,便会出现此讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTRANS1*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTRANS1」档消失了.若出现档名,表示其已遭到破坏.并请告知所表示的容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之.--------+------------------------------------------------------------------------+-------No.0071 |NTPMAC 读入错误|EMG --------+------------------------------------------------------------------------+-------TAPE MACRO处理部(一个G指令让它变为复数动作的处理)发生读取错误.「NTPMAC」档是否未存在,即使存在其也遭到破坏的情况,当系统载入时便会出现此错误讯息.不管是哪一种情况都必须从备份的磁碟片重灌,为使原因明确请如下述操作之.背景而言,DIR 0 FOR NTPMAC*[cr]请如上输入.若档案无任何表示的话,可能是有某种原因使得「NTPMAC」档消失了.若出现档名,表示其已遭到破坏.并请告知所表示的容(位组数,日期等).处置而言,请以备份的FDNo.5-2再重灌之--------+------------------------------------------------------------------------+-------No.0072 |未定义装置指定|RESET --------+------------------------------------------------------------------------+-------所指定的装置未被定义.关于Device,请参下表,检查之.Device (Device No.)0: Hard Disk Drive 01: Hard Disk Drive 12: FD Drive 23: Hard Disk Drive 3TR: Tape LeaderRI: RS232C输入埠RO: RS232C输出埠FR: DNC--------+------------------------------------------------------------------------+-------No.0079 |等待开始|START-Y --------+------------------------------------------------------------------------+-------此讯息出现于下列情形.若机械呈现禁止作动状态的话(Interlock中),而欲使机械动作的话,当给予某一命令的话(例如,交换钻针,或JOG命令),即会出现此讯息.首先,以适当操作解除Interlock状态,接著为活用前述命令,请按操作面板上的CYCLE START钮.--------+------------------------------------------------------------------------+-------No.0080 |部演算部错误|EMG--------+------------------------------------------------------------------------+-------首先,关闭NC 电源後再重新启动电源.当此讯息无法消除时,请连络日立VIA.--------+------------------------------------------------------------------------+-------No.0081 |选择性项目名未寻获|START-Y --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0082 |工具径未设定|RESET --------+------------------------------------------------------------------------+---------------+------------------------------------------------------------------------+-------No.0099 |不当使用POST DRILL |START-R --------+------------------------------------------------------------------------+-------寿命设定值检查机能下,寿命设定值为0或欲在指定孔数以上的POST作钻孔时,便会出现此讯息.仅在作寿命设定值为0的POST之检查时,将指定孔数的设定值设为99999999.寿命设定值检查机能有效/无效切换参数No.513 位数6 0: 无效1: 有效指定孔数参数No.585 - S3--------+------------------------------------------------------------------------+-------No.0100 |硬碟错误|EMG--------+------------------------------------------------------------------------+-------在Disk中,发生物理上的?陷.当出现此讯息时,表示无法在使用此Disk了.请使用系统软体Disk的copy版(disk)或其它的程式部Disk.--------+------------------------------------------------------------------------+-------No.0110 |伺服器未就绪|EMG--------+------------------------------------------------------------------------+-------伺服DRIVER AMP处于无法使用状态.当确认好伺服AMP的警报表示後,请连络日立VIA的维修人员.--------+------------------------------------------------------------------------+-------No.0114 |参数设定错误|EMG--------+------------------------------------------------------------------------+-------伺服参数错误.当出现此讯息时,请使用备份的系统软体片载入之.Sub-Code Contents*602 wrong stored stroke range (+)*605 wrong processing speed establishment value*606 wrong JOG feed speed establishment value0410 time fixed number establishment error (Servo-main : CH)*612 wrong stored stroke range (-)*621 servo compensation parameter establishment error^* : A axis number.0: servo main1-F: servo sub--------+------------------------------------------------------------------------+-------No.0116 |SEQUENCER 诊断光纤关系错误|EMG --------+------------------------------------------------------------------------+-------A communication error has occurred in signal transfer between MCU boardand COMPACK/IOU board through the optical fiber cable.If this message has appeared, check the following items.1. Whether the machine is turned on.2. Cable connection.3. MCU board or COMPACK/IOU board may be troubled.Start sequencer diagnosis application and check "R546".Turn off and on power, and check whether the system restarts properly.b7 b6 b5 b4 b3 b2 b1 b0+----+----+----+----+----+----+----+----+R546 | MMC ALARM LIST | MMC No. |+----+----+----+----+----+----+----+----+b0-b3 : error occurrence MMC number (1 - 5)b4 : phase detection error (PDE)b5 : NO ACK error (NAE)b6 : continuous parity error (PCE)b7 : emergency stop (a fatal error) (EMG)--------+------------------------------------------------------------------------+-------No.0117 |SEQUENCER 诊断硬体错误[DIAG.0014] |EMG --------+------------------------------------------------------------------------+-------Hard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.Diagnosis NO.14 :08H = illegal timer interrupts09H = LADDER I/O establishment error10H = LADDER OBJECT wrong14H = MMC fatal error15H = LADDER ENGINE NOT READY17H = bus time out error20H = undefinition interrupts30H = Sequencer NOT RUNHard error or system error has occurred in the sequencer section.For details, refer to diagnosis No. 14.If this message has appeared, check the following items.1. Whether the machine is turned on.2. If diagnosis No. 14 s 14H, the cable connection may be faulty.3. If diagnosis No. 14 is 09H or 10H, use (load) another systemsoftware disk (for backup).4. MCU board or COMPACK/IOU board may be troubled.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+-------No.0119 |RS-232C 转送错误|RESET --------+------------------------------------------------------------------------+-------During DNC1 communication, a parity error, a flaming error or a over runerror occurred.Check the next item when this message is indicated.1. Check the setting of DNC communication for NC with DNC utilityprogram and check the setting is proper or not for HOST controller.2. Check the setting of DNC communication for HOST controller and checkthe setting is proper or not.3. Check interface cable and connector.4. Check interface wiring.5. Interface device.--------+------------------------------------------------------------------------+-------No.0121 |PC-MCU 轻度通信错误|RESET --------+------------------------------------------------------------------------+-------The communications processing error between PC and MCU board occurred.Sub-Code Contents0001 Communication NOT READY0002 Channel number injustice0003 Undefinition comment0004 Recieve data is nothing0005 Chanel in under using0006 Illegal send sequence0007 Answer request without receive command--------+------------------------------------------------------------------------+-------No.0123 |伺服CPU 错误[DIAG.0012,0413] |EMG --------+------------------------------------------------------------------------+-------The obstacle of the servo CPU or the hard difficulty of the CPU circuitboard occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the recordof the sub-number.Check the next item when this message is indicated.1 . DC power supply (+5V, MCU3 3.3V)2 . MCU circuit board3 . PCNTS circuit board4 . SCOM circuit board5 . SCOM-PCNTS cableTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*273 For the expansion[TLB protection exception (read)]*274 For the expansion[TLB protection exception (write)]*275 For the expansion[First page write excsption]*276 For the expansion[TLB Miss exception /TLB effect-less exception (write)]*277 For the expansion[TLB Miss exception /TLB effect-less exception (read)]*280 zero profit*281 address error*287 wrong slot rode*291 undefinition interrupts*493 DC power supply abnormal*494 time out error*295 SCOM difficulty (communication time out) .circuit board number of sheets error*296 There are no directions for the connection that a setup ofshaft classification is changed after power on.*498 Watchdog error*2A4 operation code error*2B1 integer operation overflow*0E0 servo-sub EPROM difficulty*0E1 servo-sub SRAM difficulty*0E2 servo-sub FROM difficulty*0E8 servo-sub DPRAM difficulty*0EA servo-sub FROM writing error (at the SYSGEN)*0F0 servo-main SRAM difficulty^* : A axis number.0: servo main1-F: servo subIf this message has appeared, check the following items.1. DC power supply (+5 V series, MCU3 3.3 V series).2. MCU board.3. PCNTS board4. SCOM board5. SCOM-PCNTS cableNote the alarm number and sub number when the alarm has occurred.Turn off and on power, and check whether the system restarts properly.--------+------------------------------------------------------------------------+-------No.0124 |伺服实行错误|POWER --------+------------------------------------------------------------------------+-------The movement difficulty of the servo part occurred.As for the details of contents of an error, it is indicated in thesub-number.If it occurred in what kind of operation, and it asks for the record ofthe sub-number.Check the next item when this message is indicated.1. DC Slowdownpower supply (+5V, MCU3 3.3V)2. MCU circuit board3. SCOM circuit board4. PCNTS circuit board5. SCOM-PCNTS cable6. the system version of the servo main / servo subTurn off a power supply, and confirm whether a system stands up normallyby the re-injection.Sub-Code Contents*607 data storage set error*310 servo-sub no answer(initials & parameter transmission)*311 servo-sub no answer(counter reset)*312 servo-sub no answer(For the expansion)*313 servo-sub no answer(servo ON)*314 servo-sub no answer(For the expansion)*315 servo-sub no answer(servo ON confirmation)。
机床报警号中英文对照
ARM NUMBER ALARM DESCRIPTIONA000.0A000.1A000.2A000.3A000.4A000.5A000.6A000.7A001.0A001.1A001.2A001.3A001.4A001.5A001.6A001.7A002.0A002.1A002.2A002.3A002.4A002.5A002.6A002.7A003.0 1030 A3.0 HYDRAULIC MOTOR OVERLOAD 液压马达过载Hydraulic adj. 水力的, 水压的Hydraulic motor 液压马达, 液压[液力]发动机A003.1 1031 A3.1 MACHINE AIR PRESS SW FAIL 机器的空气压力失败空气压缩失败Machine n. 机器, 机械, 机动车辆, 机构, 设计, 机械般工作的人, (政党的)领导集团, 核心组织vt.机器制造, 用车床加工A003.2 1032 A3.2 MACH AIR FILTER CLOGGED 空气过滤器堵塞Mach 一种UNIX操作系统, 采用微内核技术Filter n. 滤波器, 过滤器, 滤光器, 筛选vt. 过滤, 渗透, 用过滤法除去vi. 滤过, 渗入, (消息等)走漏, 慢慢传开Clog n. 木底鞋, 障碍v. 障碍, 阻塞A003.3 1033 A3.3 HYD OIL LEVEL LOW 液压油的油压低HYD=Hydraulic Pressure 液压HYDAC=Hybrid Digital Analog Computer 混合数字模拟计算机A003.4 1034 A3.4 HYD OIL OVERTEMP 液压油的温度过热Overtemperature 过热(温度)A003.5 1035 A3.5 HYD OIL FILTER CLOGGED 液压油的过滤器堵塞A003.6 1036 A3.6 HYD PRESSURE FAIL 液压启动失败A003.7 1037 A3.7 HYD PRESS SWITCH ON WITH HYD OFF???关闭时???的压力开关却打开Switch n. 开关, 电闸, 转换vt. 转换, 转变Press Switch 压力(传动)开关A004.0 1040 A4.0 SPINDLE COMMISSIONING FAIL 主轴试运转失败Commis n.<法>小职员, 副手Commissioning 试运转;试车Commission n. 委任, 委托, 代办(权), 代理(权), 犯(罪), 佣金vt. 委任, 任命, 委托, 委托制作, 使服役A004.1 1041 A4.1 PMC FUNCT INSTRUCTION FAIL 电磁功能是指令失效PME=Photomagneto Electric Effect光电磁效应Function n. 官能, 功能, 作用, 职责, 典礼, 仪式, [数]函数vi. (器官等)活动, 运行, 行使职责Instruction n.指示, 用法说明(书), 教育, 指导, 指令A004.2 2142 A4.2 LOW CLASS ALM ACT 15 MIN ?????????Alm n. 救济品,高山草旬Min abbr. 1.部长(Minister) 2.部(Ministry)A004.3 5043 A4.3 PMC FUNCT INSTR FAIL, PATH2 STOP ?????电磁功能是指令失效,路径2停止A004.4 5044 A4.4 ALARM SEV LEVEL 10, PATH2 STOP ?????A004.5 1045 A4.5 TLCHG ALARM, STOP AT M06 EXECUTE ?????TLCHG 报警,在M06处停止运行Execute vt. 执行, 实行, 完成, 处死, 制成,[律]经签名盖章等手续使(证书)生效A004.6 1046 A4.6 TOOL QUEUE COMMISSIONING FAIL 刀盘旋转失败A004.7 1047 A4.7 TOOL CHAIN COMMISSIONING FAIL 刀库链运转失败A005.0 1050 A5.0 24V POWER SUPPLY 1 FAIL ??24V电压没有供给A005.1 1051 A5.1 24V POWER SUPPLY 2 FAIL ??24V电压没有供给A005.2 1052 A5.2 REAR ACCESS DOOR OPENED 后门是开着的Rear n. 后面, 背后, 后方, 屁股adj. 后面的, 背面的, 后方的vt. 培养, 饲养, 举起, 树立, 栽种vi.高耸, 暴跳, 用后腿站起Access n. 通路, 访问, 入门vt. 存取, 接近A005.3 2153 A5.3 REAR ACCESS DOOR OPEN 后门没有关闭A005.4 1054 A5.4 TOOLCHANGE DOOR OPENED 刀库门是开着的A005.5 2155 A5.5 TOOLCHANGE DOOR OPEN 刀库门没有关闭A005.6 2156 A5.6 SERVO FANS CB OFF ??伺服电机风扇没有运转Fan n. 扇子, 鼓风机, 风扇, 迷, 狂热者, 爱好者vt. 煽动, 刺激, 扇, 吹拂vi. 飘动, 成扇形散开Cincinnati Lamb 16−MC−04026 Page 12−5A005.7 1057 A5.7 EMERG STOP CONDITION ACTIVE 急停Emergency n. 紧急情况, 突然事件, 非常时刻, 紧急事件A006.0 2160 A6.0 OPER DOOR OPEN/UNLKOpe v. 开放, 自由进出A006.1 2161 A6.1 MODE NOT IN AUTO OR MDI 没有在AUTO和MDI方式下A006.2 1062 A6.2 OPER DOOR LOCKING FAIL OPER DOOR没有关紧A006.3 1063 A6.3 OPER DOOR UNLKED/OPNED OPER DOOR没有关A006.4 2164 A6.4 OPER DOOR UNLK FAILA006.5 2165 A6.5 FEEDHOLD IS ACTIVE ????进给停止A006.6 1066 A6.6 OPER DOOR OPEN,INCYC/SP NOT OFFA006.7A007.0A007.1A007.2A007.3A007.4A007.5A007.6A007.7A008.0A008.1A008.2A008.3A008.4A008.5A008.6A008.7A009.0 2190 A9.0 PATH 1 AXIS UNREF F120A009.1 2191 A9.1 PATH 2 AXIS UNREF F1120A009.2A009.3A009.4A009.5A009.6A009.7A010.0 1100 A10.0 TRANSPORT DEVICE NOT ALIGNED ?????Device n. 装置, 设计, 图案, 策略, 发明物, 设备[计]安装设备驱动程序Align vi. 排列vt. 使结盟, 使成一行A010.1 1101 A10.1 QUEUE DEVICE NOT ALIGNEDA010.2 2202 A10.2 MECH RET REQ−CYC INHA010.3 1103 A10.3 TOOLCHAIN DEVICE NOT ALIGNEDA010.4 1104 A10.4 XYZBA AXIS MOVER NOT ALIGNEDA010.5 1105 A10.5 INTERCHANGE ARM NOT ALIGNEDA010.6 1106 A10.6 INTERCHANGE DOOR NOT ALIGNEDA010.7 1107 A10.7 TOOLCHANGE DRIVER NOT ALIGNEDA011.0 1110 A11.0 INVALID M CODEA011.1A011.2A011.3A011.4A011.5Page 12−6 Cincinnati Lamb 16−MC−04026A011.6A011.7A012.0 1120 A12.0 CNTR CHIP COV OVLDA012.1 1121 A12.1 REAR LEAF CONV OVLDA012.2 1122 A12.2 REAR DRAG CONV OVLDA012.3 1123 A12.3 CNTR CHIP CONV RUN FAILA012.4 1124 A12.4 REAR LEAF CONV RUN FAILA012.5 1125 A12.5 REAR DRAG CONV RUN FAILA012.6 2226 A12.6 CHIP CONVS ST OP−AUTO SELA012.7 2227 A12.7 CHIP CONV STOP−CC OFF PBA013.0 2230 A13.0 SLD LUBE PS ACT AT START OF LUBEA013.1 2231 A13.1 SLD LUBE PS NOT PICKNG UPA013.2 2232 A13.2 SLD LUBE PS NOT DROPPING OUT A013.3A013.4A013.5A013.6A013.7A014.0A014.1A014.2A014.3A014.4A014.5A014.6A014.7A015.0 1150 A15.0 M81 FAIL, Z AXIS NOT RETRACTA015.1 1151 A15.1 M80 FAIL, AXES NOT IN PSNA015.2A015.3A015.4A015.5A015.6A015.7A016.0 1160 A16.0 B AXIS CLAMPING TIMEOUTA016.1 1161 A16.1 B AXIS UNCLAMPING TIMEOUTA016.2 1162 A16.2 B AXIS CLAMP PS DROPOUTA016.3 1163 A16.3 B AXIS UNCLAMP PS DROPOUTA016.4 2264 A16.4 B AXIS NOT CLP/UNCLP CYC INHA016.5A016.6 1166 A16.6 M10 AND B NOT EVEN DEGREESA016.7 2267 A16.7 B AXIS NOT CLAMPED CYC INHA017.0 1170 A17.0 SERVOS ENABLED FEEDBACK FAILA017.1 1171 A17.1 ASL60 ACTIVE FOR 2 MINUTESA017.2 1172 A17.2 SERV/SPDL CONTACT ON W/MACH OFF A017.3 1173 A17.3 Y MOTOR AXIS BRAKE NOT RELEASEDA017.4 5174 A17.4 TLCHAIN MOTOR BRAKE NOT RELEASEDCincinnati Lamb 16−MC−04026 Page 12−7ALARM NUMBER ALARM DESCRIPTIONA017.5 1175 A17.5 LOAD STN COMMISSION FAILA017.6A017.7A018.0A018.1A018.2A018.3A018.4A018.5A018.6A018.7A019.0 1190 A19.0 X AXIS PMC MOVE CMD FAILA019.1 1191 A19.1 Y AXIS PMC MOVE CMD FAILA019.2 1192 A19.2 Z AXIS PMC MOVE CMD FAILA019.3 1193 A19.3 PMC AXIS MOVE INTERRUPTEDA019.4 1194 A19.4 B/A AXIS PMC MOVE CMD FAILA019.5 2295 A19.5 PATH1 PMC CMD ACTIVEA019.6A019.7A020.0A020.1A020.2 1202A020.3A020.4A020.5A020.6A020.7A021.0 1210 A21.0 SPINDLE M CODE 2 FAILA021.1 1211 A21.1 S CODE GREATER THAN MAXA021.2 1212 A21.2 SPINDLE M CODE 1 FAILA021.3 1213 A21.3 SPINDLE STOP PB, IN CYCLEA021.4 2314 A21.4 SPDL STOP PB,RESTART SPDLA021.5 2315 A21.5 SPDL FAN CB OFFA021.6A021.7A022.0 1220 A22.0 SPDL COMMAND AND NOT VALID GEAR A022.1 1221 A22.1 SPDL CMD AND NOT VALID SP STATEA022.2 1222 A22.2 SPDL NOT ZERO SPEED AT POWER ONA022.3 1223 A22.3 SPDL NOT IN VALID GEAR AT PWR ON A022.4 1224 A22.4 SPINDLE STOPPING TIMEOUT FAILA022.5 1225 A22.5 SPINDLE ORIENTING TIMEOUT FAILA022.6A022.7 1227 A22.7 SPDL CONTACTOR ON TIMEOUT FAILA023.0 1230 A23.0 SPINDLE UP TO SPEED TIMEOUT FAILA023.1 1231 A23.1 SPINDLE DECELERATE TIMEOUT FAIL A023.2 1232 A23.2 GEAR SHIFT ATTEMPTS MORE THAN 5 A023.3 1233 A23.3 SPDL SHIFT TO NEUTRAL FAILEDPage 12−8 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA023.4 1234 A23.4 SPINDLE REORIENTING FAILDA023.5 1235 A23.5 SPDL RUN’G & GEARBOX SW FAILEDA023.6 2336 A23.6 SPDL NOT STOP/RUN/NEUTRALA023.7 2337 A23.7 SPDL NOT IN ANY GEARA024.0 1240 A24.0 SPINDLE STOP TIMEOUTA024.1A024.2 1242 A24.2 SPINDLE START TIMEOUTA024.3 1243 A24.3 SPINDLE ORIENT TIMEOUTA024.4 1244 A24.4 SPINDLE REORIENT TIMEOUTA024.5 1245 A24.5 SPINDLE ACC/DEC TIMEOUTA024.6A024.7A025.0A025.1A025.2A025.3A025.4A025.5A025.6A025.7A026.0 2360 A26.0 SPDL STOP/RUN−CYC INHA026.1 1261 A26.1 SPDL MOTOR ALARM, FANUCA026.2 1262 A26.2 SP MOTOR WINDING SHFT FAILA026.3 1263 A26.3 SPDL ENABLE CONTACTOR ON FAILA026.4 1264 A26.4 SPDL ENABLE CONTACTOR OFF FAIL A026.5 1265 A26.5 RIGID TAPPING & SPDL MCODE FAIL A026.6A026.7A027.0A027.1 2371 A27.1 COOLANT FILTER CLOGGEDA027.2 2372 A27.2 MIST COLLECT MTR OVLDA027.3 1273 A27.3 CLNT LEVEL LOW WHILE STARTINGA027.4 2374 A27.4 COOLANT LEVEL LOWA027.5 2375A27.5 COOLANT TRANSFER FLOW FAILA027.6A027.7A028.0 2380 A28.0 LOW PRESS CLNT OVLDA028.1 1281 A28.1 HI PRESS/LOW PRESS CLNT MTR OVLDA028.2 1282 A28.2 HI PRESS CLNT FLOW FAILA028.3 1283 A28.3 HI PRESS COOL FLOW UNACTUATE FAIL A028.4 1284 A28.4 CHIP WASH MTR OVLDA028.5 1285 A28.5 PART WASH MTR OVLDA028.6A028.7 1287 A28.7 CLNT TRANS PUMP MTR OLDA029.0A029.1A029.2Cincinnati Lamb 16−MC−04026 Page 12−9ALARM NUMBER ALARM DESCRIPTIONA029.3A029.4A029.5A029.6A029.7A030.0A030.1A030.2A030.3A030.4A030.5A030.6A030.7A031.0A031.1A031.2A031.3A031.4A031.5A031.6A031.7A032.0 1320 A32.0 DRAWBAR AUTO COMMAND FAILA032.1 1321 A32.1 DRAWBAR CLAMP TIMEOUTA032.2 1322 A32.2 DRAWBAR UNCLAMP TIMEOUTA032.3 1323 A32.3 DRAWBAR FDBK SW FAILA032.4 1324 A32.4 DRBAR ACTUAT NOT RETR SPDL RUNA032.5 1325 A32.5 AUTO TOOLCHG DB CLAMPING FAILA032.6 2426 A32.6 DRAWBAR POSITION UNKNOWN CYC INH A032.7 2427 A32.7 DRBAR ACTUAT NOT ADV DB UNCLA033.0A033.1A033.2A033.3A033.4A033.5A033.6A033.7A034.0 2440 A34.0 SPDL LUBE PS NOT ONA034.1 2441 A34.1 SPDL LUBE PS NOT OFFA034.2A034.3A034.4A034.5A034.6 1346 A34.6 SPINDLE LUBE LEVEL LOWA034.7 1347 A34.7 SPDL LUBE PUMP MTR OVLDA035.0 2450 A35.0 DBAR SENS1 OVERRANGEA035.1 2451 A35.1 DBAR SENS1 OPEN CURCUITPage 12−10 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA035.2 2452A35.2 DBAR SENS1 READING INVALIDA035.3 2453 A35.3 BDAR SENS1 CONFIG INVALIDA035.4 2454 A35.4 DBAR SENS1 DEFECTIV TERMA035.5 2455 A35.5 DBAR SENS1 UNDERRANGEA035.6 2456 A35.6 DBAR SENS2 OVERRANGEA035.7 2457 A35.7 DBAR SENS2 OPEN CURCUITA036.0 2460A36.0 DBAR SENS2 READING INVALID A036.1 2461 A36.1 DBAR SENS2 CONFIG INVALIDA036.2 2462 A36.2 DBAR SENS2 DEFECTIV TERMA036.3 2463 A36.3 DBAR SENS2 UNDERRANGEA036.4 1364A36.4 NO DRAWBAR SENSOR SELECTED A036.5A036.6A036.7A037.0A037.1A037.2A037.3A037.4A037.5A037.6A037.7A038.0 2480 A38.0 TOOL EJECT RET TIMEOUTA038.1 2481 A38.1 TOOL EJECT ADV TIMEOUTA038.2 2482 A38.2 TOOL EJECT NOT RETRACTEDA038.3A038.4A038.5A038.6A038.7A039.0 5390 A39.0 AUTO CHAIN POSITIONING FAIL A039.1 2491 A39.1 CHAIN DOOR NOT CLSD/LOCKA039.2 2492 A39.2 TOOL CHAIN MANUAL ACCESSA039.3 5393 A39.3 CH DOOR /LOCK BEFOR JOGA039.4 5394 A39.4 TLCHAIN SEQUENCE TIMEOUTA039.5 5395 A39.5 TOOLCHAIN MOVE INTERRUPTEDA039.6 5396 A39.6 CHAIN MOVE & DR/LCK OR EJT/RETA039.7 5397 A39.7 CHAIN INTERFERENCE W/TOOL TRANSPORT A040.0 2500 A40.0 TRANSP TOOL GRIP TIMEA040.1 2501 A40.1 TRANSP TOOL UNGRIP TIMEA040.2 2502 A40.2 TRANSP TO CHAIN TIMEA040.3 2503 A40.3 TRANSP FROM CHIAN TIMEA040.4 2504 A40.4 TRANSP TO DRUM TIMEA040.5 2505 A40.5 TRANSP FROM DRUM TIMEA040.6 2506 A40.6 TRANSP INSERT TIMEA040.7 2507 A40.7 TRANSP REMOVE TIMEA041.0 2510 A41.0 QUEUE CW TIMEOUTCincinnati Lamb 16−MC−04026 Page 12−11ALARM NUMBER ALARM DESCRIPTIONA041.1 2511 A41.1 QUEUE CCW TIMEOUTA041.2 2512 A41.2 QUEUE TOOL TO 0 TIMEOUTA041.3 2513 A41.3 QUEUE TOOL TO 90 TIMEOUTA041.4 2514 A41.4 TOOL QUEUE COMMAND 1 FAILA041.5 2515 A41.5 TOOL QUEUE COMMAND 2 FAILA041.6 2516 A41.6 TOOL QUEUE−CYC INHA041.7A042.0 2520 A42.0 INTERCHANGE ARM NOT CLEARA042.1 5421 A42.1 INTERCHG DOOR CLOSE TIMEOUTA042.2 5422 A42.2 INTERCHG DOOR OPN TIMEOUTA042.3 2523 A42.3 INTERCHG DOOR NOT CLOSEDA042.4 5424 A42.4 INTERCHG TOOLS COMMAND FAILA042.5 5425 A42.5 INTERCHG ARM MOVE INTERRUPTEDA042.6A042.7A043.1A043.2A043.3A043.4A043.5A043.6A043.7A044.0 1440 A44.0 M37 AND NO T CODE FAILA044.1 1441 A44.1 M37 AND INVALID T CODE FAILA044.2 1442 A44.2 M37 AND 200 TOOLS IN QUEUE LISTA044.3A044.4A044.5A044.6A044.7A045.0 1450 A45.0 T CODE ZERO AND NO M06A045.1 1451 A45.1 M06 ONLY AND T NOT PREV PROGA045.2 1452 A45.2 M06 AND DB CLP AND (SP TOOL = 0)A045.3 1453 A45.3 M06 & TL @5B@I430,D2304@5D@ EXPECTED IN SPDL A045.4 1454 A45.4 CHAIN POCK > 40,80,OR 120A045.5 2555A45.5 TOOL MGMT TL CONVERT FAILA045.6 1456 A45.6 INTERCHG TOOL DRAWBAR CLAMP FAILA045.7 1457 A45.7 UNLOAD TOOL DRAWBAR NOTOOL FAILA046.0 1460 A46.0 HANDY OP PANEL DISCONNECTEDA046.1 1461 A46.1 HANDY OP PANEL COMM ERRORA046.2 1462 A46.2 HANDY PANEL LCD ERROR @5B@I110,R2720@5D@ A046.3A046.4A046.5A046.6Page 12−12 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA047.0 1470 A47.0 PALLET CLAMPING FAILA047.1 1471 A47.1 PALLET UNCLAMPING FAILA047.2 1472 A47.2 PALLET CLAMPED PRESSURE FAILUREA047.3 1473 A47.3 PALLET CHANGER RAISE FAILA047.4 1474 A47.4 PALLET CHANGER LOWER FAILA047.5 1475 A47.5 PALLET CLAMP CONES AIRBLAST FAILA047.6 1476 A47.6 PALLET SEAT CHECK IN CYCLE FAILA047.7 2577 A47.7 PALLET NOT SEATEDA048.0 1480 A48.0 PALLET DOOR LOCKING FAILA048.1 2581 A48.1 SHUTTLE PENDING− PRESS PALLET RES ET A048.2 1482 A48.2 PALLET SEAT CHECK AFTER CLAMP FAIL A048.3 1483 A48.3 PALLET DOOR UNLOCK FAILA048.4 1484 A48.4 PLT CHGR INVALID POSN FOR M02A048.5 2585 A48.5 PLT CHGR IN INVALID POSA048.6 5486 A48.6 B2 AXIS PMC MOVE COMMAND FAILA048.7 1487 A48.7 Z AXIS INTERFERS W/PALLETNOT LOWERED OR IN POSITIONA049.0 5490 A49.0 OPER DR INTERFERE W/PALLET CHGRA049.1 2591 A49.1 PALLET DOOR OPEN WHILE MOVINGA049.2 2592 A49.2 PAL IN POS AT LOAD NOT ONA049.3 2593 A49.3 PALLET DOOR NOT CLSDA049.4 2594 A49.4 OPERATOR DOOR NOT CLSDA049.5A049.6A049.7A050.0A050.1A050.2 1502 A50.2 INCH/METRIC MODE CHG FAILA050.4 1504 A50.4 MAIN XFORMER OVERTEMPA050.5 1505 A50.5 POWER PANEL OVERTEMPA050.6A050.7 1507 A50.7 EMERG STOP − HANDY PANELA051.0 2610 A51.0 SPINDLE LUBE AIR PRESS SW FAILA051.1 2611 A51.1 SPINDLE PROTECTION AIR SW FAILA051.2 1512 A51.2 SPINLDE CHILLER FAULTA051.3 2613 A51.3 SPINDLE PRELUBE REQUIREDA051.4 1514 A51.4 SPDL WARMUP TOOL MUST BE TOOL 1A051.5 2615 A51.5 SPINDLE PRELUBE OCCURRINGA051.6 2616 A51.6 SPINDLE WARMUP REQUIREDA051.7 2617 A51.7 SPINDLE WARMUP OCCURINGA052.0 2620 A52.0 TRANSPORT TOOL CMD1 FAILA052.1 2621 A52.1 TRANSPORT TOOL CMD2 FAILA052.2 2622 A52.2 TRANSPORT TOOL CMD3 FAILA052.3 2623 A52.3 TRANSPORT TOOL CMD4 FAILA052.4 2624 A52.4 TOOL TRANSPORT−CYC INHA052.5 1525 A52.5 NO TOOL PRESENT AT CHAIN, CAN’T LOAD TO DRUMCincinnati Lamb 16−MC−04026 Page 12−13ALARM NUMBER ALARM DESCRIPTIONA052.6 1526 A52.6 TOOL IS PRESENT AT CHAIN,CAN’T LOAD FROM DRUMA052.7A053.0 2630 A53.0 SET TOOL 0,DBAR MUST BE UNCL OR NO TOOLA053.1 2631 A53.1 SET TOOL 0 COMPLETE VERIFYTOOL QUEUE IS EMPTYA053.2A053.3 2633 A53.3 SPINDLE − UNKNOWN TOOLA053.4 2634 A53.4 TRANSPORT−UNKNOWN TOOLA053.5 2635 A53.5 QUEUE POCK1−UNKNOWN TOOLA053.6 2636 A53.6 QUEUE POCK2−UNKNOWN TOOLA053.7 2637 A53.7 INTERCHANGE ARM−UNKNOWN TOOLA054.0 2640 A54.0 DRAWBAR NOT ALIGNEDA054.1 2641 A54.1 BACKGND TOOL LOAD/UNL NOT ALIGNED A054.2 2642 A54.2 PALLET CHANGER NOT ALIGNDA054.3 2643 A54.3 ALIGN AND OPERATOR DOOR OPENA054.4 2644 A54.4 ALIGN AND REAR DOOR OPENA054.5 2645 A54.5 ALIGN AND CHAIN DOOR OPENA054.6 2646 A54.6 ALIGN AND ACCESS DOOR OPENA054.7 2647 A54.7 ALIGN AND PALLET DOOR OPENA055.0 1550 PROFIBUS SLAVE 03 COMM FAILA055.1 1551 PROFIBUS SLAVE 04 COMM FAILbus slave 总线受控A055.2 1552 PROFIBUS SLAVE 05 COMM FAILA055.3 1553 PROFIBUS SLAVE 06 COMM FAILA055.4 1554 PROFIBUS SLAVE 07 COMM FAILA055.5 1555 PROFIBUS SLAVE 08 COMM FAILA055.6 1556 PROFIBUS SLAVE 09 COMM FAILA055.7 1557 PROFIBUS SLAVE 10 COMM FAILA056.0A056.1 1561 PROFIBUS SLAVE 12 COMM FAILA056.2 1562 PROFIBUS SLAVE 13 COMM FAILA056.3 1563 PROFIBUS SLAVE 14 COMM FAILA056.4 1564 PROFIBUS SLAVE 15 COMM FAILA056.5 1565 PROFIBUS SLAVE 16 COMM FAILA056.6A056.7A057.0A057.1A057.2A057.3A057.4A057.5A057.6A057.7A058.0 1580PROFIBUS SLAVE 03 NOT READY FAIL A058.1 1581PROFIBUS SLAVE 04 NOT READY FAIL A058.2 1582PROFIBUS SLAVE 05 NOT READY FAIL Page 12−14 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA058.3 1583PROFIBUS SLAVE 06 NOT READY FAIL A058.4 1584PROFIBUS SLAVE 07 NOT READY FAIL A058.5 1585PROFIBUS SLAVE 08 NOT READY FAIL A058.6 1586PROFIBUS SLAVE 09 NOT READY FAIL A058.7 1587PROFIBUS SLAVE 10 NOT READY FAIL A059.0A059.1 1591PROFIBUS SLAVE 12 NOT READY FAIL A059.2 1592PROFIBUS SLAVE 13 NOT READY FAIL A059.3 1593PROFIBUS SLAVE 14 NOT READY FAIL A059.4 1594PROFIBUS SLAVE 15 NOT READY FAIL A059.5 1595PROFIBUS SLAVE 16 NOT READY FAIL A059.6A059.7A060.0A060.1A060.2A060.3A060.4A060.5A060.6A060.7A061.0 2710 A61.0 SPDL RTD 1 OVERRANGEA061.1 2711 A61.1 SPDL RTD 1 OPEN/SHORT CIRCUIT A061.2 2712A61.1 SPDL RTD 1 READING INVALIDA061.3 2713 A61.3 SPDL RTD 1 CONFIG INVALIDA061.4 2714 A61.4 SPDL RTD 1 DEFECTIVE TERMINAL A061.5 2715 A61.5 SPDL RTD 1 UNDERRANGEA061.6 2716 A61.6 SPDL RTD 1 TEMP WARNINGA061.7 2717 A61.7 SPDL RTD 1 TEMP SHUTDOWNA062.0 2720 A62.0 SPDL RTD 2 OVERRANGEA062.1 2721 A62.1 SPDL RTD 2 OPEN/SHORT CIRCUIT A062.2 2722A62.2 SPDL RTD 2 READING INVALIDA062.3 2723 A62.3 SPDL RTD 2 CONFIG INVALIDA062.4 2724 A62.4 SPDL RTD 2 DEFECTIVE TERMINAL A062.5 2725 A62.5 SPDL RTD 2 UNDERRANGEA062.6 2726 A62.6 SPDL RTD 2 TEMP WARNINGA062.7 2726 A62.7 SPDL RTD 2 TEMP SHUTDOWNA063.0 2730 A63.0 SPDL RTD 3 OVERRANGEA063.1 2731 A63.1 SPDL RTD 3 OPEN/SHORT CIRCUIT A063.2 2732A63.2 SPDL RTD 3 READING INVALIDA063.3 2733 A63.3 SPDL RTD 3 CONFIG INVALIDA063.4 2734 A63.4 SPDL RTD 3 DEFECTIVE TERMINAL A063.5 2735 A63.5 SPDL RTD 3 UNDERRANGEA063.6 2736 A63.6 SPDL RTD 3 TEMP WARNINGA063.7 2737 A63.7 SPDL RTD 3 TEMP SHUTDOWNA064.0 2740 A64.0 SPDL RTD 4 OVERRANGEA064.1 2741 A64.1 SPDL RTD 4 OPEN/SHORT CIRCUITCincinnati Lamb 16−MC−04026 Page 12−15ALARM NUMBER ALARM DESCRIPTIONA064.2 2742A64.2 SPDL RTD 4 READING INVALIDA064.3 2743 A64.3 SPDL RTD 4 CONFIG INVALIDA064.4 2744 A64.4 SPDL RTD 4 DEFECTIVE TERMINAL A064.5 2745 A64.5 SPDL RTD 4 UNDERRANGEA064.6 2746 A64.6 SPDL RTD 4 TEMP WARNINGA064.7 2747 A64.7 SPDL RTD 4 TEMP SHUTDOWNA065.0 2750 A65.0 TOOL MGNT NPT CONVERT T CODEA065.1 2751A65.1 TOOL MGMT NOT UPDATE VARBSA065.2A065.3A065.4A065.5A065.6A065.7A066.0 2760A66.0 BACKGND LOAD TL # INVALIDA066.1A066.2A066.3A066.4A066.5A066.6A066.7A067.0 2170A67.0 CHIP CONV STOPPED − AUTO SELA067.1 2171A67.1 CHIP CONV STOPPED − OFF PBA067.2A067.3A067.4A067.5A067.6A067.7A068.0 1680 A68.0 SPDL PRB ERROR−CHECK PROBE UNIT A068.1 1681 A68.1 SPINDLE PROBE BATTERY POWER LOW A068.2 1682 A68.2 PRB SEAT LOST DURING RAPID MOVE A068.3 1683 A68.3 SPINDLE PROBE UNEXPECTED TRIGGER A068.4 1684 A68.4 SPDL PRB OFF BEFORE CHNG’G TOOLSA068.5 1685 A68.5 SPINDLE PROBE MAX SPEED EXCEEDEDA068.6 1686 A68.6 SPINDLE PROBE ON FAILED RETRYA068.7 2787A68.7 SPINDLE PROBE IS ACTIVEA069.0A069.1A069.2A069.3A069.4A069.5A069.6A069.7A070.0 2800 FEEDRATE OVERRIDE SET TO ZEROPage 12−16 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA070.1 2801 OPER HANDHELD PENDANT ACTIVEA070.2 2802 HOP ENABLE FAILED−REQUIRESFDRATE OVERRIDES SET THE SAMEA070.3 2803 RAPID OVERRIDE ENABLEDA070.4A070.5A070.6A070.7 2807SPINDLE STOP REQUIRED−PB INHIB ITA071.0 2810 PALLET UNCLAMPED REQUIREDA071.1 2811 PALLET CHANGER IN POS REQ (0,180) PB INHIBIT A071.2 2812 MOTION INHIBIT − ALARM ACTIVEA071.3 2813 PALLET IN POSN AT LOAD REQUIREDA071.4 2814 PALLET IN UP POSITION REQ − PB INHIBITA071.5 2815 Z AXIS IN PALLET POSITION REQ − PB INHIBITA071.6 2816 PALLET IN DOWN POSITION REQ − PB INHIBITA071.7 2817 MACHINE ON REQUIREDA072.0 2820 MECH MANUAL MODE REQUIREDA072.1 2821 CYCLE ACTIVE − PB INHIBITA072.2 2822 SPINDLE NOT IN VALID GEAR − PB INHIBITA072.3 2823 RIGID TAPPING ACTIVE − PB INHIBITA072.4 2824 DRAWBAR NOT CLAMPED − PB INHIBITA072.5 2825 PALLET SWAP NOT IN VALID POS − PB INHIBITA072.6 2826 SPINDLE SPEED CODE=0 − PB INHIBITA072.7 2827 OPERATOR DOOR OPEN REQUIRED − PB INHIBITA073.0 2830 OPER DOOR CLOSED REQUIRED − PB INHIBITA073.1 2831 REAR DOOR CLOSED REQUIRED − PB INHIBITA073.2 2832 CHAIN DOOR CLOSED REQUIRED − PB INHIBITA073.3 2833 TC ACCESS DOOR CLOSED REQ − PB INHIBITA073.4 2834 PALLET DOOR CLOSED REQUIRED − PB INHIBITA073.5 2835 I−ARM CLEAR OF MACHINE REQ − PB INHIBITA073.6 2836 PALLET CHANGE SEQ ACTIVE − PB INHIBITA073.7 2837 B−AXIS UNCLAMPED REQUIRED − PB INHIBITA074.0 2840 QUEUE ARM AT ZERO POSN REQ − PB INHIBITA074.1 2841 QUEUE DRUM IN POSN REQ − PB INHIBITA074.2 2842 TRANSPORT C LEAR OF DRUM REQ − PB INHIBITA074.3 2843 FEEDHOLD ACTIVE−FRONT FEEDHOLD PB PRESSEDA074.4 2844 TRANSPORT CLEAR OF CHAIN REQ − PB INHIBITA074.5 2845 CHAIN ACCESS REQUESTEDA074.6 2846 CHAIN ACCESS MANUAL ENABLEA074.7 2874 INTERCHANGE DOOR OPEN REQ − PB I NHIBITA075.0 2850 BLOCK DEL− SKIP BLOCKS THAT BEGIN WITH /A075.1 2851 OPT STOP ACT − WAITING FOR M01 TO STOP EXECUTION A075.2 2852 PROG STOP ACTIVE, M00 ACTIVE IN PROGRAMA075.3 2853 PROGRAM TEST FUNCTION ACTIVEALL CUTTING AXES ARE INHIBITEDA075.4 2854 X AXIS INHIBIT ACTIVEA075.5 2855 Y AXIS INHIBIT ACTIVECincinnati Lamb 16−MC−04026 Page 12−17ALARM NUMBER ALARM DESCRIPTIONA075.6 2856 Z AXIS INHIBIT ACTIVEA075.7 2857 A AXIS INHIBIT ACTIVEA076.0 2860 B AXIS INHIBIT ACTIVEA076.1 2861 MACHINE LOCK− S ELECT AXIS PBA076.2 2862 DRY RUN MODE SELECTED − PROGRAMWILL RUN AT JOG FEEDRATEA076.3 2863 SPINDLE PROBE ACTIVE − PB INHIBITA076.4 2864 B AXIS IN POSITION REQUIRED − PB INHIBIT@0A@A076.5 2865 Z AXIS IN FIXED PROBE CLEAR POS’N REQUIRED− PB INHIBITA076.6 2866A076.7 2867A077.0 2870 TRANSPORT ARM IN TOOL INSERT POS REQ − PB INHIBIT A077.1 2871 TRANSPORT ARM AT CHAIN/DRUM POS REQ − PB INHIBIT A077.2 2872 TRANSPORT ARM GRIPPER RELEASED REQ − PB INHIBIT A077.3 2873TRANSPORT ARM FROM DRUM POS REQ − PB INH IBITA077.4 2874 TRANSPORT ARM GRIPPED REQ’D − PB INHIBITA077.5 2875 QUEUE POCKET AT 90 DEG POSITION REQ’D − PB INHIBIT A077.6 2876 NO TOOL PRESENT IN CHAIN REQ − PB INHIBITA077.7 2877 TRANSPORT AT CHIAN POS REQ’D − PB INHIBITA078.0 2880 CHAIN IN VAILID POSITION REQ’D PB INHIBITA078.1 2881A078.2 2882 INVALID POSITION TO START SELECTED MOTIONA078.3 2883A078.4 2884A078.5 2885。
日立钻孔机代码

日立钻孔机代码––CNC番號是error alarm 發生的CNC番號。
––訊息番號訊息的番號表示000~919的番號。
000~199:CNC關係的訊息,和操作軸沒關係。
200~399:機械特有的訊息。
400~599:操作軸關係的訊息。
600~919:操作軸移動方向關係的訊息。
––訊息26各文字以內的訊息。
回復條件START、RESET、EMG表示為回復的條件。
注)狀態訊息是藍色、操作訊息是黃色、error、alarm訊息是以紅色表示。
9-2 MESSAGE TABLENO.000 SYSTEM PA RAMETER ERROR EMG 系統參數錯誤NO.001 PA RITY(TH)A LA RM RESET 紙帶水平同位(TH)警報NO.002 PA RITY(TV)A LA RM RESET 紙帶垂直同位(TV)警報NO.003 CONSTANT TOO LA RGE RESET 常數太大NO.004 INV A LID A DDRESS RESET 位址無效NO.005 INV A LID CONSTANT RESET 常數無效NO.006 ILLEGA L“–”CODE RESET 不合法“–”碼NO.007 ILLEGA L“.”CODE RESET 不合法“.”碼NO.008 UNDEFINE A DDRESS RESET 未定義位址NO.009 UNDEFINE G CODE RESET 未定義G 碼NO.010 UNDEFINE M CODE RESET 未定義M 碼NO.011 INV A LIE END CODE RESET 無效結束碼NO.012 ILLEGA L REPEAT COMMAND RESET 不合法副程式呼叫NO.013 ILLEGA L REPEAT COMMAND RESET不合法重覆指令NO.014 NO SUCH SUBPROGRAM RESET 未登錄副程式NO.015 ILLEGA L SUBPROGRAM NEST RESET 多重副程式呼叫NO.016 ILLEGA L DOUBLE ADDRESS RESET 不合法重覆位址NO.017 NOT FOUND SEQUENCE NO RESET 未發現順序控制編號NO.018 ILLEGA L S&R CA LL RESET 不合法Step&Repeat指令呼出NO.019 INV A LID MA CHINE HOME RESET 原點復歸未實施NO.020 ILLEGA L RETURN CODE RESET 不合法程式結束碼NO.021 ILLEGA L S&R RESET 不合法Step&Repeat指令開始NO.022 ILLEGA L S&R END CODE RESET 不合法Step&Repeat 指令結束NO.023 ILLEGA L PA R T PROGRAM RESET 不合法紙帶格式(FORMAT)NO.024 FD FULL RESET 磁碟容量已滿NO.025 FD NOT READY RESET 磁碟片未準備就緒NO.026 ILLEGA L F COMMAND RESET 進刀速設定超出範圍外NO.027 ILLEGA L S COMMAND RESET 回轉速設定超出範圍外NO.028 ILLEGA L T COMMAND RESET 工具徑設定超出範圍外NO.030 FD FILE PROTECTED RESET 禁止File讀出NO.031 FILE W RITE PROTECTED RESET 禁止File寫入NO.032 NO SUCH FILE RESET File未登錄NO.033 ILLEGA L FILE NAME RESET 檔案名程不正確NO.034 LIMIT OF SUBPROGRAM RESET 副程式超出限制NO.035 ILLEGA L S&R NEST RESET 多重Step&Repeat呼出NO.036 ILLEGA L ‘+’ CODE RESET 不合法“+”碼NO.037 CONSTANT OUT OF RANGE RESET 常數超出被定範圍NO.038 ILLEGA L PA RAMETER DATA RESET 不合法參數資料NO.039 ILLEGA L COMMAND CONDITION RESET 不合法命令組合NO.040 FORMAT ERROR RESET 格式錯誤(FORMAT)NO.041 DEVICE BUSY RESET 裝置使用中(忙碌)NO.042 ILLEGA L MESSA GE FILE EMG 不合法的訊息檔案NO.043 ILLEGA L MACRO FILE EMG 不合法的巨集檔案NO.044 ILLEGA L SUBPROGRAM STA R T RESET 不合法的輔助程式開始NO.060 END OF PRPGRAM STA R T 作業完了NO.061 PROGRAM STOP STAR T 程式停止NO.062 OPTIONAL STOP STA R T 選擇性停止NO.064 TOP OF PROGRAM STA R T 程式開始NO.067 READY FOR RESTAR T STAR T 程式準備完畢NO.068 ILLEGA L HEADER COMMAND STAR T 不合法的程式頭指令NO.072 ILLEGA L DEVICE RESET 未定義裝置NO.079 WAITING FOR STA R T STA R T 等待開始狀態NO.080 EMULATER ERROR EMG 內部演算錯誤NO.100 DISK HA RDWARE ERROR EMG 磁碟硬體錯誤NO.104 CMOS RAM SUM CHECK ERROR EMG CMOS RAM 檢查錯誤NO.110 DISK HARDWARE ERROR EMG 伺服器尚未就緒NO.111 EXTERNAL IN/OUTPUT STA R T 外部裝置警報NO.113 SERVO OPTICAL FIBER EMG 伺服光纖關係警報NO.114 PARAMETER SETTING ERROR EMG 參數設定錯誤NO.116 SEQENCER OPTICA L FIBER EMG 順序控制光纖關係警報NO.117 DWQENCER HA RDWARE DGN.14 EMG 順序控制硬體錯誤DGN.14NO.119 RS-232C 1 ERROR DGN.16 STA R T RS-232C通信埠 1 錯誤DGN.16NO.120 RS-232C 2 ERROR DGN.16 STA R T RS-232C通信埠 2 錯誤DGN.16NO.122 MAIN CPU ERROR DGN.000 EMG 主CPU硬體錯誤DGN.000NO.123 SERVO CPU ERROR DGN.12,413 EMG 伺服CPU硬體錯誤DGN.12,413NO.126 BPRKEN BATTERY EMG 電池異常NO.127 DNC COMMUNICATION A LARM RESET DNC通信警報NO.199 INTERNAL ERROR EMG 內部錯誤NO.200 ILLEGA L CANNED CYCLE RESET 不當程式指令(DIL IC)NO.201 ILLEGA L CANNED TEXT RESET 不當程式令令(文字)NO.202 ILLEGA L CANNED CIRCLE RESE 不當程式指令(擴大孔)NO.203 ILLEGA L CANNED SLOT RESET 不當程式指令(槽孔)NO.205 ILLEGA L DRILL HIT COMMAND RESET 不當加工指令NO.206 ILLEGA L DRILL CYCLE DATA RESET 不當加工循環資料NO.207 READY FOR REVERSE STA R T 加工反轉就緒NO.208 END OF MACHINE REVERSE STA R T 加工反轉結束NO.209 HOLE NOT EQUAL STAR T 孔數不一致NO.210 ILLEGA L TOOL PATH COMMAND RESET 不當切削加工指令NO.213 ILLEGA L TOOL BIT SELECTION RESET 不當工具別選擇NO.215 NC BUFFER OVER NC RESET NC 緩衝區超出NO.216 PRESS THEN RESET THE EMG STOP RESET 請實施RESET EMG鍵以載入系統NO.250 LIMIT OF TOOL BIT LIFE STAR T 工具壽命終了NO.251 UNDEFINE T CODE STA R T 未定義T CODENO.252 CHA NGE OF ATC TOOL BLOCK STAR T 請交換ATC部工具NO.254 ILLEGA L NUMBER OF TOOL RESET 不當工具數分配(TOOLMNG)NO.255 ILLEGA L SPINDLE SELECTION RESET 不當SPINDLE選擇(BH機能)NO.256 CCD SENSOR A LA RM RESET CCD感測器警報NO.257 NO DETECTION OF BIT HIGHT STA R T CCD感測器工具長度偵測不到NO.258 TOOL DIAMETER ERR(DGN.181) STAR T CCD感測器工具直徑偵測異常NO.260 CHECK STATION NG1(LONG) STA R T 裝著後確認工具長度(長)NO.261 CHECK STATION NG2(LONG) STA R T 排出前確認工具長度(長)NO.262 TOOL LET OUT ERROR START工具排出錯誤NO.263 CHECK STATION NG1(SHORT) STA R T 裝著後確認工具長度(短)NO.264 CHECK STATION NG2(SHORT) STA R T 排出前確認工具長度(短)NO.265 CHECK STATION SENSOR A LARM STA R T CCD 感測器內有異物檢出NO.266 HIGHT DETECTOR ALA RM STA R T CCD感測器工具刃先檢出異常NO.267 TOOL LET OUT ERROR STA R T 工具釋放錯誤NO.268 PANEL HEIGHT SENSOR ERROR RESET 自動R點設定機能感測異常檢出NO.269 AUTO UPLIM DATA ERROR #129 STA R T 自動R點設定機能參數異常DGN.129 NO.270 Z AXIS ORIGIN ERROR RESET Z軸原點復歸錯誤NO.271 X,Y AXIS ORIGIN ERROR RESET X,Y軸原點復歸錯誤NO.275 WORK ZERO A LA RM RESET 工作原點錯誤NO.276 BOA RD EXCHA NGE POS. ERROR RESET 基板交換位置錯誤NO.277 SUPPLY WORK NOT EQUAL RESET 供給基板板數不一致NO.278 NO PANEL ON TABLE RESET 自動R點設定機能基板未發現NO.280 ATC LOCK STAR T ATC鎖住NO.282 M A DDRESS LOCK RESET M CODE鎖住NO.283 REPLA CE TOOL PALLET,TOOL NOT AV A ILABLE STA R T 請交換供給部工具盤(工具已用完)NO.284 REPLA CE TOOL PALLET,SWITH ATCIV ATE STAR T 請交換供給部工具盤(SWITCH ON)NO.285 CHECK POD STA R T 排出,裝著POD確認NO.286 INSERT TOOL INTO COLLET MANUA LLY STA R T手動將工具插入COLLET中(粗徑)NO.287 REMOVE TOOL INTO COLLET MANUA LLY STA R T 手動將COLLET之工具排出(粗徑)NO.290 ATC CHUCK A LARM(LOW ER) STA R T ATC CHUCK異狀(下降端)NO.291 ATC CHUCK A LARM(UPER) STA R T ATC CHUCK異狀(上昇端)NO.292 CHECK ATC CHUCK NG(LONG) STA R T 檢查ATC CHUCK 鑽針(長)NO.293 CHECK ATC CHUCK NG (SHOR T) STA R T 檢查ATC CHUCK鑽針(短)NO.294 A LL SPINDLES CA NCELLED RESET 全部SPINDLE軸取消NO.300 SPINDLE FUSE A LA RM STA R T SPINDLE FUSE警報NO.301 SPINDLE INVERTER A LARM EMG SPINDLE變頻器警報NO.302 LOW AIR PRESSURE STA R T 空壓不足NO.303 COLLING UNIT THERMA L A LARM EMG 主軸油冷卻裝置熱電驛警報NO.304 COOLING UNIT TEMPERATURE STA R T 主軸油冷卻裝置油溫警報NO.305 V A CLUM THARMAL A LARM EMG 集塵機熱電驛警報NO.306 ATC POINT A LA RM STA R T A TC位置警報NO.307 BDD ALA RM STA R T 斷針警報(BDD)NO.308 EXTERNAL DEVICE ALA RM STA R T 外部裝置警報NO.310 FRONT DOOR OPENED STA R T 前門被打開NO.311 SAFETY SENSER A LARM 1 STAR T 安全SENSOR警報1 NO.313 SPINDLE OIL SIGNA L RESET SPINDLE油信號警報NO.314 A BC DEVICE A LA RM STAR T A BC裝置警報No.315 DRYING UNIT OFF STAR T 空氣乾燥機停止中No.316 WORK CLAMP A LAR T RESET 基板固定CLAMP機能異常檢出No.317 PIN CLAMP A LARM RESET PIN CLAMP機能異常No.318 WORK PRESS A LARM RESET 押板機能動作異常No.319 SAFETY SENSOR A LARM RESET 安全SENSOR警報2 No.320 XY A XIS INTERLOCK(G64.4) EMG X,Y軸連結鎖住(G64.4) No.321 Z AXIS INTERLOCK(G72.4) EMG Z軸連結鎖住(G72.4)No.322 CUTTING INTERLOCK(G00.1) EMG 切削連結鎖住(00.1) No.323 SPINDLE OFF EMG SPINDLE 停止中No.324 MACHIINE LOCK EMG 機械鎖定No.325 WAITING FOR M-ANS.DGN.039 RESET M CODE等待回應No.326 STA R T INHIBIT EMG 啟動停止No.327 WAIT FOR WARM-UP SPINDLE EMG SPINDLE暖機中No.328 EXECUTING ABC CYCLE EMG ABC動作中No.329 WAITING FOR OPERATINO STA R T 等待狀態No.330 END OF PROGRAM STAR T 作業完了No.331 PUSHING WORKPRESS EMG 押板機能動作中No.337 A BC NOT REA DY STA R T 外部裝置A BC未就續No.346 PA CK COMMUNICATION A LARM X11-12 EMG PA CK通訊異常No.347 DEA E STOP ERROR EMG 超極限檢出警報No.350 BDD A LARM RESET 斷針警報(BDD)No.351 PRESET SCHEDULE EMG 1V/1W加工異常No.352 SELECTED ILLEGA L MODE RESET 加工模式異常No.353 RECLINNING A LARM RESET 板架柵欄警報(A BC) No.354 TOOL ASSINGNMENT ERROR,RESET 工具分配錯誤,檢查工具CHECK ON TOOL PALLET PA GE 分配頁No.403 X ENCODER ALA RM EMG X軸編碼器警報No.405 X OVER SERVO DLOOP EMG X軸伺服迴路超出行程No.406 X AXIS INTERLOCK EMG X軸聯結警報No.407 X VELOCTY A LARM EMG X軸速度警報No.408 X REFERENCE POINT A LA RM EMG X軸參考點警報No.409 X SERVO A LA RM EMG X軸伺服關係警報No.413 Y ENCODER ALA RM EMG Y軸編碼器警報No.415 Y OVER SERVO DLOOP EMG Y軸伺服迴路超出行程No.416 Y AXIS INTERLOCK EMG Y軸聯結警報No.417 Y VELOCTY A LARM EMG Y軸速度警報No.418 Y REFERENCE POINT A LA RM EMG Y軸參考點警報No.419 Y SERVO A LA RM EMG Y軸伺服關係警報No.423 Z1 ENCODER A LARM EMG Z1軸編碼器警報No.425 Z1 OVER SERVO DLOOP EMG Z1軸伺服迴路超出行程No.426 Z1 A XIS INTERLOCK EMG Z1軸聯結警報No.427 Z1 VELOCTY POINT ALA RM EMG Z1軸速度警報No.428 Z1 REFERENCE POINT A LA RM EMG Z1軸參考點警報No.429 Z1 SERVO A LA RM EMG Z1軸伺服關係警報NO.433 Z2 ENCODER ALA RM EMG Z2軸編碼器警報NO.435 Z2 OVER SERVO DLOOP EMG Z2軸伺服迴路超出行程NO.436 Z2 A XIS INTERLOCK EMG Z2軸聯結警報NO.437 Z2 VELOCTY A LA RM EMG Z2軸速度警報NO.438 Z2 REFERENCE POINT A LA RM EMG Z2軸參考點警報NO.439 Z2 SERVO A LA RM EMG Z2軸伺服關係警報NO.443 Z3 ENCODER ALA RM EMG Z3軸編碼器警報NO.445 Z3 OVER SERVO DLOOP EMG Z3軸伺服迴路超出行程NO.446 Z3 A XIS INTERLOCK EMG Z3 軸聯結警報NO.447 Z3 VELOCTY A LA RM EMG Z3軸速度警報NO.448 Z3 REFERENCE POINT A LA RM EMG Z3軸參考點警報NO.449 Z3 SERVO A LA RM EMG Z3軸伺服關係警報NO.453 Z4 ENCODER ALA RM EMG Z4軸編碼器警報NO.455 Z4 OVER SERVO DLOOP EMG Z4軸伺服迴路超出行程NO.456 Z4 A XIS INTERLOCK EMG Z4軸聯結警報NO.457 Z4 VELOCTY A LA RM EMG Z4軸速度警報NO.458 Z4 REFERENCE POINT A LA RM EMG Z4軸參考點警報NO.459 Z4 SERVO A LA RM EMG Z4軸伺服關係警報NO.463 Z5 ENCODER ALA RM EMG Z5軸編碼器警報NO.465 Z5 OVER SERVO DLOOP EMG Z5軸伺服迴路超出行程NO.466 Z5 A XIS INTERLOCK EMG Z5軸聯結警報NO.467 Z5 VELOCTY A LA RM EMG Z5軸速度警報NO.468 Z5 REFERENCE POINT A LA RM EMG Z5軸參考點警報NO.469 Z5 SERVO A LA RM EMG Z5軸伺服關係警報NO.473 Z6 ENCODER A LA RM EMG Z6軸編碼器光學尺警報NO.475 Z6 OVER SERVO DLOOP EMG Z6軸伺服迴路超出行程NO.476 Z6 A XIS INTERLOCK EMG Z6軸聯結警報NO.477 Z6 VELOCTY A LA RM EMG Z6軸速度警報NO.478 Z6 REFERENCE POINT A LA RM EMG Z6軸參考點警報NO.479 Z6 Z6 SERVO ALA RM EMG Z6軸伺服關係警報NO.600 X+ STORED STROKE 1 RESET X+側超出加工領域檢出NO.601 X–STORED STROKE1 RESET X–側超出加工領域檢出NO.602 X+ STORED STROKE2 RESET X+側使用者設定加工領域超出OT側檢出NO.603 X–STORED STROKE 2 RESET X–側使用者設定加工領域超出OT側檢出NO.604 X+ STORED STROKE 3 RESET X+側超出機械參數設定領域檢出NO.605 X–STORED STROKE 3 RESET X–側超出機械參數設定領域檢出NO.620 Y+ STORED STROKE 1 RESET Y+側超出加工領域檢出NO.621 Y–STORED STROKE 1 RESET Y–側超出加工領域檢出NO.622 Y+STORED STROKE 2 RESET Y+側使用者設定加工領域超出OT側檢出NO.623 Y–STORED STROKE 2 RESET Y–側使用者設定加工領域超出OT側檢出No.624 Y1+STORED STROKE 3 RESET Y+側超出機械參數領域檢出No.625 Y1-STORED STROKE 3 RESET Y-側超出機械參數領域檢出No.640 Z1+STORED STROKE 1 RESET Z1+側超出加工領域檢出No.641 Z1-STORED STROKE 1 RESET Z1-側超出加工領域檢出No.642 Z1+STORED STROKE 2 RESET Z1+側使用者設定加工領域超出OT側檢出No.643 Z1-STORED STROKE 2 RESET Z1-側使用者設定加工領域超出OT側檢出No.644 Z1+STORED STROKE 3 RESET Z1+側超出機械參數領域檢出No.645 Z1-STORED STROKE 3 RESET Z1-側超出機械參數領域檢出No.660 Z2+STORED STROKE1 RESET Z2+側超出加工領域檢出No.661 Z2-STORED STROKE1 RESET Z2-側超出加工領域檢出No.662 Z2+STORED STROKE2 RESET Z2+側使用者設定加工領域超出OT側檢出No.664 Z2+STORED STROKE3 RESET Z2+側超出機械參數設定領域檢出No.665 Z2-STORED STROKE3 RESET Z2-側超出機械參數設定領域檢出No.680 Z3+STORED STROKE1 RESET Z3+側超出加工領域檢出No.681 Z3-STORED STROKE1 RESET Z3-側超出加工領域檢出No.682 Z3+STORED STROKE2 RESET Z3+側使用者設定加工領域超出OT側檢出No.683 Z3-STORED STROKE2 RESET Z3-側使用者設定加工領域超出OT側檢出No.684 Z3+STORED STROKE3 RESET Z3+側超出機械參數設定領域檢出No.685 Z3-STORED STROKE3 RESET Z3-側超出機械參數設定領域檢出No.700 Z4+STORED STROKE1 RESET Z4+側超出加工領域檢出No.701 Z4-STORED STROKE1 RESET Z4-側超出加工領域檢出No.702 Z4+STORED STROKE2 RESET Z4+側使用者設定加工領域超出OT側檢出No.703 Z4-STORED STROKE2 RESET Z4-側使用者設定加工領域超出OT側檢出No.704 Z4+STORED STROKE3 RESET Z4+側超出機械參數設定領域檢出No.705 Z4-STORED STROKE3 RESET Z4-側超出機械參數設定領域檢出No.720 Z5+STORED STROKE1 RESET Z5+側超出加工領域檢出No.721 Z5-STORED STROKE1 RESET Z5-側超出加工領域檢出No.722 Z5+STORED STROKE2 RESET Z5+側使用者設定加工領域超出OT側檢出No.723 Z5-STORED STROKE2 RESET Z5-側使用者設定加工領域超出OT側檢出No.724 Z5+STORED STROKE3 RESET Z5+側超出機械參數設定領域檢出No.725 Z5-STORED STROKE3 RESET Z5-側超出機械參數設定領域檢出No.740 Z6+STORED STROKE1 RESET Z6+側超出加工領域檢出No.741 Z6-STORED STROKE1 RESET Z6-側超出加工領域檢出No.742 Z6+STORED STROKE2 RESET Z6+側使用者設定加工領域超出OT側檢出No.743 Z6-STORED STROKE2 RESET Z6-側使用者設定加工領域超出OT側檢出No.744 Z6+STORED STROKE3 RESET Z6+側超出機械參數設定領域檢出No.745 Z6-STORED STROKE3 RESET Z6-側超出機械參數設定領域檢出No.1000 DOWN LOA D ERROR POWER OFF 下載警報No.1001 ILLEGAL MESSA GE FILE POW ER OFF 不合法訊息檔案No.1002 COMMON PARAMETER ERROR POW ER OFF 參數錯誤No.1003 FD TASK CREATE ERROR POWER OFF FD工作建立錯誤No.1005 SUBSYSTEM NOT ENTRY POW ER OFF 副系統未就續No.1006 SUM INTERNAL ERROR POWER OFF SMU內部錯誤No.1007 PUBDEF NOT ENTRY POWER OFF PUBDEF未進入No.1008 PUBDEF A REA OVER POW ER OFF PUBDEF超出範圍No.1039 MCU COMMAND TIME OVER POW ER OFF MCU指令時間超過No.1040 CNC POW ER ERROR POW ER OFF CNC電源警報No.1041 SMU RAM PARITY ERROR POW ER OFF SMU RAM 同位元檢查錯誤No.1042 BUS DEAD LOCK POW ER OFF BUS 死結No.1043 SMU BUS ERROR POW ER OFF SMU BUS錯誤No.1044 CNC THERMAL A LARM POW ER OFF CNC溫度警報。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11
NOT PARAMETER(S/F/R)
没有设定转速、进刀、回刀速
表示参数没有设定,在刀具参数页F6设定即可
12
TOOL LIFE/ T*
刀具的寿命用完
按开始换刀即可重新输入刀的寿命
13
SPINDLE# SLIP
SPINDLE# TEMP
主轴转速、温度报警
1.主轴转速不稳定或卡死,停机检查主轴;
2.主轴发热,冷却水路堵塞;
3.在MAN状态下输入命令NOMO关掉伺服,然后再输入命令MO解除伺服。
14
GRIPPER#NOT DOWN/UP
副抓刀器#未下降/上升到位
1.检查机械手上下移动是否到位,
2.上下到位时检查限位信号灯是否亮
3.是否被钻针卡住;
15
RDELNOT FULL #
在F5状态页里显示那一轴有刀则把此轴关掉,打开其他主轴拿上和此主轴同一位置同一把刀,然后打开所有主轴同时退刀即可。
22
某一主轴经常断针
一般原因:1.板下面有杂物不平或下钻深度太深;2.压力脚垫片磨损严重;3.铝片上面有划痕;4.主轴夹咀太脏或松动;5.钻头质量太差;
以上如果正常则为:1.主轴运转偏摆过大,2.Z轴机械部分磨损导致震动;3.压力脚导杆或气缸异常;
主轴的刀没有退下到刀座上
将对应轴号的刀手动拔下放入到对应刀座上后按启动;
16
LDELNOT EMPTY #
刀座杂物或主轴没有抓上刀
1.清洁刀座杂物,看到感应器灯亮后按启动;
17
NO TOOL
刀盘没有刀
找对应规格的钻刀放入刀盘后按启动
18
NO CONTACT Z#
第#轴没有检测到板面信号
1.检查各轴感应线是否接触到铝片;
MANIA钻机错误信息代码说明
NO
故障信息
故障说明
排除方法
1
TABLE STOP
台面停止移动
1.将机台右边的安全门钥匙关闭即可;
2.主轴副爪气缸上下的传感器异常;பைடு நூலகம்
2
ENERGENCY STOP
紧急停止
检查急停开关是否被按下,或伺服电源开关是否启动,将其打开即可
3
SPINDLE AIR
主轴气压异常
检查气路压力是否正常,正常压力(6.0±7.0BAR)
2.检查刀具上面有没有缠丝,或镭射器上有无灰尘、
3.如果显示L表示大长,显示S表示太短,需进入手动MAN页按F4输入M22M25指令,更换对应规格的钻刀后输入TCAL指令测刀OK后开机继续生产;
10
WRONG DIAMETER
SPINDLE #
直径测量错误(第#轴)
1.检查是否放错钻刀或刀具的直径是否偏大或偏小(±0.05mm),不符应予以更换;
4
WATER FLOW
水流量异常
1.检查机台冷却水阀门是否开启;
2.检查制冷水路是否畅通或流量太小;
5
SFU FAULTY
转速控制信号异常
1.主轴卡死或运转不顺导致变频器过载
2.变频控制板故障
6
TOOL NOT FOUND
系统没有找到刀具
检查F6菜单刀盘设置页将刀具重新设定
7
BORKENTOOLT*SPINDLE#
23
偏孔
1.主轴偏摆大2.钻咀参数3.夹头的清洁4.钻孔深度5.铝片底板质量6.板与板之间有杂物7.上板有无上好(垫木板有无翘起、铝片有无贴好、起皱等);8、定位PIN没有固定好;9机器故障;
注:T*表示是第几把刀,#号表示是第几个轴
制作:王域缇2012-03-31
断针异常(第#轴)
1.按启动键将断针退回刀盘更换OK针;
2.找到并标示出断刀位置孔数,将钻针取出;
3.以上问题排除后开机生产;
8
WORKING AREA
超出工作台面
程式坐标超出台面范围,找领班处理;
9
TOOL LENGTH ERROR
SPINDLE #-(L/S)
长度测量错误(第#轴)
1.检查刀具是否长或短(标准值:20.5-21MM)
2.钻针导电不良,更换钻针
3.控制板电压异常,或主轴故障,请维修处理;
19
TOTO OVERFLOW Z#
第#轴板面太低信号
1.检查各轴感应线与铝片接触是否良好,紧固;
2.检查压力脚垫片是否磨损严重,钻针露出。
20
LIMIT
限位报警
移动XYZ轴到工作范围即可
21
TOOL INSPINDLE#T*
表示主轴有针,是因为上次选轴错误和某主轴退刀未退出