年产10万吨乙酸乙酯毕业设计说明书
年产10万吨醋酸工艺设计 精品

摘要醋酸是一种用途广泛的基本有机产品, 也是化工、医药、纺织、轻工、食品等行业不可缺少的重要原料。
随着醋酸衍生产品的不断发展, 以醋酸为基础的工业不仅直接关系到化学工业的发展,而且与国民经济的各个行业息息相关,醋酸生产与消费正引起世界各国的普遍重视,为了满足经济发展对醋酸的需求,开展了此年产10万吨醋酸项目。
本设计采用成熟的乙醛氧化法合成醋酸。
首先确定乙醛氧化法生产醋酸工艺流程,然后对整个工艺过程进行物料和能量衡算。
关键词:醋酸,工艺流程,物料衡算一、概述醋酸是一种有机化合物,又叫乙酸别名:醋酸、冰醋酸。
分子式:C2H4O2(常简写为HAc)或CH3COOH。
是典型的脂肪酸。
被公认为食醋内酸味及刺激性气味的来源。
纯的无水乙酸(冰醋酸)是无色的吸湿性液体,凝固点为16.7 °C (62 °F) ,凝固后为无色晶体。
尽管根据乙酸在水溶液中的离解能力它是一个弱酸,但是乙酸是具有腐蚀性的,其蒸汽对眼和鼻有刺激性作用。
乙酸是一种简单的羧酸,是一个重要的化学试剂。
乙酸也被用来制造电影胶片所需要的醋酸纤维素和木材用胶粘剂中的聚乙酸乙烯酯,以及很多合成纤维和织物。
在家庭中,乙酸稀溶液常被用作除垢剂。
食品工业方面,在食品添加剂列表E260中,乙酸是规定的一种酸度调节剂(一)醋酸生产的历史早在公元前三千年,人类已经能够用酒经过各种醋酸菌氧化发酵制醋。
十九世纪后期,人们发现从木材干馏制木炭的副产馏出液中可以回收醋酸[1],成为醋酸的另一重要来源。
但这两种方法原料来源有限,都需要脱除大量水分和许多杂质,浓缩提纯费用甚高,因此,随着20世纪有机化学工业的发展,诞生了化学合成醋酸的工业. 乙醛易氧化生成醋酸,收率甚高,成为最早的合成醋酸的有效方法。
1911年,德国建成了第一套乙醛氧化合成醋酸的工业装置并迅速推广到其它国家早期的乙醛来自粮食、糖蜜发酵生成的乙醇的氧化[2],1928年德国以电石乙炔进行水合反应生成乙醛,是改用矿物原料生成醋酸的开始。
产万吨乙酸乙酯生产车间的设计论文pptx

03
引入新型设备
探索新型设备或技术,如高效能搅拌器、新型塔板等,提高设备效率
和产品质量。
设备改进方案
01
选用高可靠性设备
选用具有高可靠性和稳定性的设备, 减少设备故障率,提高生产连续性和 稳定性。
02
优化设备参数
针对关键设备,研究其工作参数对生 产效率和产品质量的影响,优化设备 参数以提高生产效率和产品质量。
相关工作
概述过去和现在的乙酸乙酯生产技术和设备 ,分析其优缺点。
介绍国内外的生产厂家和技术特点,对比国 内外生产工艺和设备的差异。
论文大纲
介绍论文的主要内容和结构安排。 重点突出万吨级乙酸乙酯生产车间设计的创新点和技术特点。 强调论文对于解决实际工程问题的贡献和意义。
02
乙酸乙酯的生产工艺
工艺流程
车间布局设计
平面布置
空间高度
根据生产工艺流程和设备特点,合理规划车 间的平面布局,便于生产操作和设备维护。
根据设备尺寸和操作空间要求,合理确定车 间的高度,确保设备正常运行和作业安全。
物流通道
消防安全
合理设置物料和人员流动通道,避免交叉污 染和人流物流混杂现象。
按照国家消防规范要求,合理设置消防设施 和通道,确保车间消防安全。
对未来工作的展望
进一步优化生产工艺流程,实现生产过程的自动化和 智能化控制,提高生产效率和产品质量。
开展多联产和循环经济模式的研究,将乙酸乙酯生产 与相关产业有机结合,实现资源的最大化利用。
加强绿色生产技术的研究和应用,降低乙酸乙酯生产 过程中的环境污染和资源浪费。
加强国际合作与交流,引进国外先进技术和管理经验 ,提高我国乙酸乙酯生产的国际竞争力。
反应流程
年产10万吨醋酸工艺设计毕业设计
乙酸的晶体结构显,分子间通过氢键结合为二聚体(亦称二缔结物),二聚体也存在于120℃的蒸汽状态。二聚体有较高的稳定性,现在已经通过冰点降低测定分子量法以及X光衍射证明了分子量较小的羧酸如甲酸、乙酸在固态及液态,甚至气态以二聚体形式存在。当乙酸与水溶和的时候,二聚体间的氢键会很快的断裂。其它的羧酸也有类似的二聚现象。
159.8
282.5
43
4.78
4.75
4.79
5.786
表1-1纯醋酸的物理性质[3]
1.3醋酸的化学性质
1.3.1 酸性
2CH3COOH + Na2CO3→2CH3COONa + CO2+ H2O
2CH3ቤተ መጻሕፍቲ ባይዱOOH + Cu(OH)2→(CH3COO)2Cu + 2H2O
CH3COOH + C6H5ONa→C6H5OH (苯酚)+ CH3COONa
中国工业生产合成醋酸同样从发酵法、乙醇—乙醛氧化法及电石乙炔—乙醛氧化路线开始,60年代末全国已形成60kt/a的生产能力. 70年代开始发展乙烯路线,引进了每套年产约7万吨大型装置.轻油氧化制醋酸,天然气制甲醇,低压羰基化制醋酸的工艺路线正积极研究。可以肯定这些将会使我国的醋酸生产出现一个飞跃。
1.2醋酸的物理性质
1.3.3溶剂
液态乙酸是一个亲水(极性)质子化溶剂,与乙醇和水类似。因为介电常数为6.2,它不仅能溶解极性化合物,比如无机盐和糖,也能够溶解非极性化合物,比如油类或一些元素的分子,比如硫和碘。它也能与许多极性或非极性溶剂混合,比如水,氯仿,己烷。乙酸的溶解性和可混合性使其成为了化工中广泛运用的化学品。
年产10万吨醋酸工艺设计
年产10万吨醋酸工艺设计

年产10万吨醋酸工艺设计醋酸是一种常见的有机酸,广泛用于医药、化工、食品等行业。
本文将详细介绍一种年产10万吨醋酸的工艺设计。
首先,我们需要准备原料。
醋酸的主要原料是甲醇和一氧化碳,而催化剂则需要使用碘化铂。
其他辅助原料包括水和氯化钠。
接下来是反应步骤。
甲醇与一氧化碳在碘化铂的催化下进行醋酸酯化反应。
该反应在高温和高压的条件下进行,通常在300°C至400°C的温度范围内,压力控制在3-6MPa。
反应后,醋酸酯与水进行水解反应,生成醋酸和甲醇的混合物。
这个混合物需要进行分离,其中常用的方法是采用精馏塔进行分馏,以分离出纯醋酸。
由于醋酸和甲醇的沸点相差较大,分离相对较为容易。
在分离过程中,需要进行醋酸的中和。
这是因为醋酸的纯度对于后续使用非常重要。
在分离过程中,氯化钠被添加到醋酸中,氯离子与醋酸中的杂质结合,生成氯化杂质沉淀,从而提高醋酸的纯度。
最后,在醋酸的精制过程中,还需要进行脱色和脱水处理。
脱色是通过活性炭吸附法进行的,将醋酸中的色素去除,使其呈现无色或淡黄色。
脱水则是通过加入一定量的脱水剂,如磷酸或硫酸,将醋酸中的水分去除。
需要注意的是,在整个过程中,安全性和环境保护也是非常重要的。
在工艺设计中,应考虑采取合适的措施,如选择高效的催化剂、控制反应条件、进行废气处理等,确保生产过程的安全和环境的可持续性。
以上是一种年产10万吨醋酸的工艺设计流程。
通过合理的反应步骤和分离方法,可以高效地生产出纯度较高的醋酸产品,满足市场需求。
同时,在实施过程中要注重安全和环境保护,以确保生产的可持续性和社会责任感。
续上文,我们将进一步详细探讨年产10万吨醋酸的工艺设计相关内容。
醋酸的生产工艺可以分为两个主要步骤:酯化反应和水解反应。
首先,甲醇和一氧化碳在碘化铂催化剂的作用下进行酯化反应,生成醋酸酯。
酯化反应是一个可逆的反应,所以需要加大反应的驱动力,一般采用高温高压的条件进行。
此时,需要控制反应的温度、压力和催化剂用量,以保证反应的高效进行。
乙酸乙酯酯化法毕业设计摘要精选
乙酸乙酯酯化法毕业设计摘要精选乙酸乙酯是无色透明液体,低毒性,有甜味,浓度较高时有刺激性气味,易挥发,对空气敏感,能吸水分,使其缓慢水解而呈酸性反应。
易燃。
蒸气能与空气形成爆炸性混合物。
以下是我们为你整理的乙酸乙酯酯化法毕业设计摘要,希望能帮助你毕业设计摘要的写作。
乙酸乙酯是一种非常重要的化工原料与低毒性绿色溶剂,广泛应用于涂料、染织、香料等领域。
乙醇乙酸酯化法是国内最主要的合成乙酸乙酯方法,该方法能间接利用生物资源,因此随着石化资源日渐减少,乙醇乙酸酯化法有着不错的发展前景。
由于酯化反应为可逆反应,因此引入精馏,与反应耦合构成反应精馏,利用反应精馏技术,来改进目前已经工业化的乙酸乙酯生产工艺是近年来研究热点。
本文考虑到传统酯化反应催化剂浓硫酸对设备的强腐蚀性,从考虑改善催化剂入手,选择了具有较高催化活性同时也对普通不锈钢材有良好缓蚀作用的杂多酸磷钨酸作为新型催化剂,解决了催化和设备腐蚀问题。
鉴于磷钨酸催化合成乙酸乙酯反应动力学的定量研究尚未见报道,这也使得评估其工业化价值非常困难。
本文通过大量实验定量测得了常压下在333、15K-378。
15K温度范围内磷钨酸催化乙酸与乙醇酯化反应的反应速率常数,并整理归纳导出了动力学方程和动力学参数的定量表达式,为磷钨酸催化剂应用于乙酸乙酯的工业化生产特别是反应精馏塔中的反应速率进行定量计算提供依据。
本文研究表明:在磷钨酸催化下,乙醇和乙酸合成乙酸乙酯的酯化反应为二级反应,反应速率常数可用Arrheniu方程描述,不仅与温度有关,而且受催化剂磷钨酸浓度影响。
在本文所研究的温度和催化剂浓度范围内,活化能和指前因子均随催化剂浓度增大而增大,指前因子κ0=ep(-4、23247+3、27731HPWu),活化能Ea、R=53、56093ep(HPWu、0。
39354)+5160。
65301、由于反应活化能随催化剂浓度变化的幅度不大,取不同催化剂磷钨酸浓度下得到的活化能均值作简化,可以得到反应活化能Ea为45、52KJmol-1,指前因子κ0=(0。
年产3万吨乙酸乙酯_毕业设计说明书
1 绪论1.1 乙酸乙酯概述1.1.1 乙酸乙酯的简介乙酸乙酯(EA),又名醋酸乙酯,英文名称:Ethyl acetate。
分子式为:C2H8O4。
它是一种无色透明具有流动性并且是易挥发的可燃性液体[1],呈强烈清凉菠萝香气和葡萄酒香味。
乙酸乙酯能很好的溶于乙醇、氯仿、乙醚、甘油、丙二醇、和大多数非挥发性油等有机溶剂中,稍溶于水(25℃时,1mL乙酸乙酯可溶于10mL水中),而且在碱性溶液中易水解成乙酸和乙醇。
水分能使其缓慢分解而呈酸性。
乙酸乙酯与水和乙醇皆能形成二元共沸混合物,与水形成的共沸混合物沸点为70.4℃,其中含水量为6.1%(质量分数)。
与乙醇形成的共沸混合物的沸点为71.8℃。
还与7.8%的水和9.0%的乙醇形成三元共沸混合物,其沸点为70.2℃。
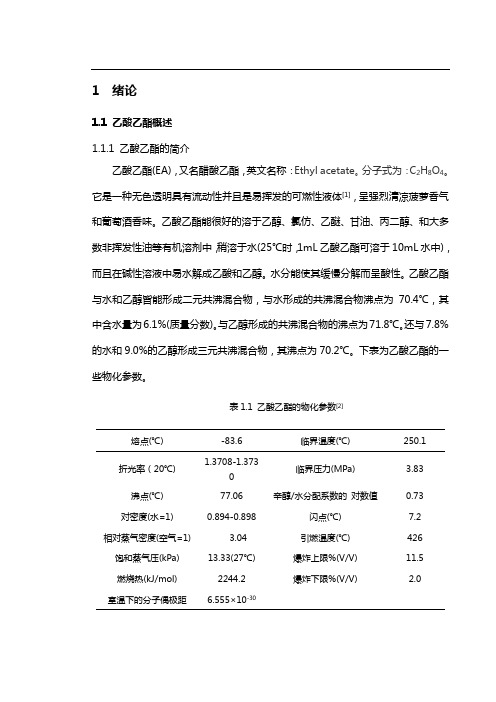
下表为乙酸乙酯的一些物化参数。
表1.1 乙酸乙酯的物化参数[2]熔点(℃) -83.6 临界温度(℃) 250.1折光率(20℃) 1.3708-1.373临界压力(MPa) 3.83沸点(℃) 77.06 辛醇/水分配系数的对数值0.73 对密度(水=1) 0.894-0.898 闪点(℃) 7.2 相对蒸气密度(空气=1) 3.04 引燃温度(℃) 426 饱和蒸气压(kPa) 13.33(27℃) 爆炸上限%(V/V) 11.5 燃烧热(kJ/mol) 2244.2 爆炸下限%(V/V) 2.0 室温下的分子偶极距 6.555×10-301.1.2 乙酸乙酯的用途乙酸乙酯是重要的精细化工原料。
它是一种具有优异溶解性能和快干性能的溶剂,已广泛应用于化工、医药、纺织、染料、橡胶、涂料、油墨、胶粘剂的生产中,或作为原料、或作为工艺溶剂、萃取剂、稀释剂等等;由于它具有天然水果香味,因此还可作为调香剂组分,应用于香料、食品工业中;也可作为粘合剂用于印刷油墨、人造珍珠等的生产;作为提取剂用于医药、有机酸的产品的生产等;此外还可用作生产菠萝、香蕉、草莓等水果香精和威士忌、奶油等香料的原料。
年产10万吨乙酸乙酯毕业设计说明书
年产10万吨乙酸乙酯生产工艺设计1 绪论1.1 乙酸乙酯的物化性及用途1.1.1 乙酸乙酯的物理性质乙酸乙酯(C2H8O4),又称醋酸乙酯,英文缩写EA,它是一种具有果香味的无色透明液体,流动性比较大,而且易挥发,能溶于有机溶剂和水中,但当遇到碱性溶液时,不只是溶解,水解成乙酸和乙醇,溶液显酸性。
乙酸乙酯与水和乙醇都能形成二元共沸混合物、三元共沸混合物,下表1介绍乙酸乙酯的详细物理性质:表1 乙酸乙酯的物化参数[1]熔点(℃) -83.6 临界温度(℃) 250.1 折光率(20℃) 1.3708-1.3730 临界压力(MPa) 3.83 沸点(℃) 77.06 辛醇/水分配系数的对数值0.73 对密度(水=1) 0.894-0.898 闪点(℃) 7.2 相对蒸气密度(空气=1) 3.04 引燃温度(℃) 426 饱和蒸气压(kPa) 13.33(27℃) 爆炸上限%(V/V) 11.5燃烧热(kJ/mol) 2244.2 爆炸下限%(V/V) 2.01.1.2 乙酸乙酯的主要用途乙酸乙酯是重要的精细化工原料。
它是一种既有优秀溶解机能又有快干性能的溶剂,已经广泛应用于化工、医药、纺织、染料、橡胶、涂料、油墨、胶粘剂的制造中,可作为原料、或作为工艺溶剂、萃取剂、稀释剂等;因为它有一种天然的果香味,因此可以作为调味剂成分,用于香料,食品工业;也可以为粘合剂用于印刷油墨、人工珍珠等的出产;作为提取剂用于医药、有机酸的产品的生产等;它也可以作为菠萝,香蕉,草莓等多种水果香精和威士忌、奶油等香料的原料。
纵观世界,相比较我国的乙酸乙酯用量来说,美国和欧洲国家乙酸乙酯最大的应用领域来看,涂料占了70%,这其中美国涂料方面的消费量约占总消费量的60%,而欧洲在涂料行业的消费量约占总消费量的50%。
相比较临近我国的日本重要应用在涂料,油墨两方面,分别约占总消费量的40%和30%。
我国主要应用于涂料,粘合剂和制药等领域[3]。
年产10万吨醋酸工艺设计

醋酸是一种广泛应用于化工、制药、食品等领域的有机化合物。
以年产10万吨醋酸为目标的工艺设计需要考虑原料选取、工艺流程、设备设计、能耗控制等方面的问题。
下面将从这几个方面对年产10万吨醋酸工艺设计进行详细阐述。
1.原料选取醋酸的生产一般选择乙醇作为原料,通过乙醇脱水反应转化为乙酸。
乙醇作为醋酸的主要原料具有价格低廉、易得等优点。
此外,还需要选取适当的催化剂和溶剂。
2.工艺流程常见的乙酸生产工艺流程包括乙醇脱水工艺、醋酸酯化工艺和醋酸蒸馏工艺。
具体的工艺流程设计要考虑原料收集、预处理、储存、反应、分离、精制等环节,并结合实际情况进行优化调整。
在乙醇脱水反应中,乙醇经过脱水反应生成乙醚,再通过醋酸酯化反应转化为乙酸乙酯。
乙酸乙酯通过醋酸蒸馏工艺进行分离,得到高纯度的乙酸。
3.设备设计在年产10万吨醋酸的工艺设计中,需要选择合适的反应釜、换热器、分离器、蒸馏塔等设备,并考虑到设备的材料、工艺参数、产能等因素。
设备设计应符合工艺流程的要求,能够满足生产要求,并具有较好的经济性和可操作性。
4.能耗控制在醋酸生产过程中,能耗是一个重要的方面。
因此,需要设计合理的能耗控制措施,如合理选择反应温度、压力和催化剂用量,优化传热设备的结构、工艺参数和操作方式等,以降低能耗,提高生产效率和经济性。
此外,在工艺设计中还需要考虑环保因素。
醋酸生产过程中会产生一些废水、废气和固体废弃物,因此,需要设计合适的废物处理系统和防治设施,以确保生产过程的环境友好性。
综上所述,年产10万吨醋酸的工艺设计需要综合考虑原料选取、工艺流程、设备设计、能耗控制和环保要求等方面。
通过合理的工艺设计,可实现醋酸的高效生产,提高经济效益和资源利用效率。
乙酸乙酯的工艺设计
南京工业大学《化工设计》专业课程设计设计题目 乙醛缩合法制乙酸乙酯学生姓名 胡曦 班级、学号 化工091017指导教师姓名 任晓乾课程设计时间20 12年5月12日-20 12年6月1日课程设计成绩指导教师签字目录一、设计任务 (4)二、概述 (4)2.1乙酸乙酯性质及用途 (4)2.2乙酸乙酯发展状况 (5)三. 乙酸乙酯的生产方案及流程 (6)3.1酯化法 (6)3.2乙醇脱氢歧化法 (7)3.3乙醛缩合法 (8)3.4乙烯、乙酸直接加成法 (9)3.5各生产方法比较 (10)3.5确定工艺方案及流程 (10)四.工艺说明 (10)4.1. 工艺原理及特点 (10)4.2 主要工艺操作条件................................................................................... 错误!未定义书签。
4.3 工艺流程说明 (10)4.4 工艺流程图(PFD)............................................................................... 错误!未定义书签。
4.5 物流数据表 (10)4.6 物料平衡................................................................................................... 错误!未定义书签。
4.6.1 工艺总物料平衡 (10)4.6.2 公共物料平衡图.................................................................................... 错误!未定义书签。
五. 消耗量 (20)5.1 原料消耗量 (20)5.2 催化剂化学品消耗量 (20)5.3 公共物料及能量消耗 (22)六. 工艺设备 (20)6.1 工艺设备说明 (20)6.2 工艺设备表 (20)6.3 主要仪表数据表 (20)6.4 工艺设备数据表 (20)6.5 精馏塔Ⅱ的设计 (20)6.6最小回流比的估算 (22)6.7 逐板计算 (24)6.8 逐板计算的结果及讨论 (24)七. 热量衡算 (25)7.1热力学数据收集 (25)7.2热量计算,水汽消耗,热交换面积 (27)7.3校正热量计算、水汽消耗、热交换面积(对塔Ⅱ) (30)八.管道规格表 (25)8.1 装置中危险物料性质及特殊储运要求 (25)8.2 主要卫生、安全、环保说明 (27)8.3 安全泄放系统说明 (25)8.4 三废排放说明 (27)九.卫生安全及环保说明 (25)9.1 装置中危险物料性质及特殊储运要求 (25)9.2 主要卫生、安全、环保说明 (27)9.3 安全泄放系统说明 (25)9.4 三废排放说明 (27)表10校正后的热量计算汇总表 (35)十有关专业文件目录 (35)乙酸乙酯车间工艺设计一、设计任务1.设计任务:乙酸乙酯车间2.产品名称:乙酸乙酯3.产品规格:纯度99.5%4.年生产能力:折算为100%乙酸乙酯10000吨/年5.产品用途:作为制造乙酰胺、乙酰醋酸酯、甲基庚烯酮、其他有机化合物、合成香料、合成药物等的原料;用于乙醇脱水、醋酸浓缩、萃取有机酸;作为溶剂广泛应用于各种工业中;食品工业中作为芳香剂等。
产3万吨乙酸乙酯毕业设计说明
(1)乙酸/乙醇酯化法
有机羧酸与醇类在无机强酸催化作用下发生酯化作用生成酯类,这是有机羧酸
的主要性质之一,乙酸乙酯即是由乙酸、95%浓度的乙醇和 96%浓度硫酸(加料量
的 1%)催化剂参与下进行酯化反应制得的。这个反应是可逆的,将乙醇过量以及
有效移除反应产生的水,可以提高乙酸乙酯的产得率,通常反应的平衡转化率为
引燃温度
3.04
(℃)
426
饱和蒸气 压(kPa)
13.33(27℃)
爆炸上 限%(V/V)
11.5
燃烧热 (kJ/mol)
2244.2
爆炸下 限%(V/V) 2.0
室温下的
分子偶极 6.555×10-30
距
1.1.2 乙酸乙酯的用途 乙酸乙酯是重要的精细化工原料。它是一种具有优异溶解性能和快干性能的溶
第 6 页 共 75 页
到金融危机的影响,但是由于 2007 年新增的产能发挥作用,产能仍达到约 95.0 万 吨/年,同比增长约 33.8%。表 1.4 为我国近年来乙酸乙酯的供需关系。
目前,国内乙酸乙酯主要消费地区集中在华东、中南、华北、东北地区,产品 主要用于生产涂料、制药和粘合剂。我国乙酸乙酯的总需求量已达 150 万吨/年, 供大于求,届时消费结构将有所变化,其中在制药和粘合剂行业消费的比例将会有 所下降,随着新型高档涂料的不断发展,预计涂料行业对乙酸乙酯的需求量将会有 较大幅度的增加,随着油墨方面的需求量也将有所上升。
2CH3CHO
CH3COOC2H5
乙醇铝会在反应过程中被破坏,因此为使反应连续进行,须配备足够的催化剂
来维持反应的进行;在低温反应条件下,乙酸乙酯的收率可达 98%。
乙醛缩合法具有反应条件温和、原料消耗少、工艺简单、设备腐蚀小等特点, 因而此工艺在生产成本方面具有突出优势,同时又有较好的环境效益,发达国家多 采用这种工艺。
年产10万吨醋酸工艺设计[1]
![年产10万吨醋酸工艺设计[1]](https://img.taocdn.com/s3/m/e60757246ad97f192279168884868762caaebb1c.png)
年产10万吨醋酸工艺设计[1]醋酸是一种广泛应用于工业和生活中的有机化合物,工业上主要用于制造染料、染料助剂、醋酸纤维、香料等。
设计年产10万吨醋酸的工艺流程需要考虑原料选择、反应条件、分离纯化等方面。
1.原料选择醋酸主要由乙烯和氧气通过氧化反应制得。
因此,原料选择中主要是乙烯和氧气的供应。
乙烯可以从石油、天然气等化石能源中分离得到,而氧气可以通过空分设备从空气中得到。
在设计过程中需要考虑原料的连续供应和质量稳定性。
2.反应条件醋酸的氧化反应需要在催化剂的存在下进行,常用的催化剂有钼、铜等。
反应温度一般在150-200℃之间,压力在1-3MPa之间。
反应器采用连续流动的方式,以提高反应速度和产率。
3.分离纯化醋酸的反应产物中包含醋酸、水和其他杂质。
为了得到纯度较高的醋酸产品,需要进行分离纯化操作。
常用的方法是采用蒸馏和萃取的组合工艺。
在蒸馏过程中,通过改变温度和压力来控制醋酸的汽化和凝结,从而实现醋酸的分离。
萃取过程中,利用化学反应的特性差异来分离醋酸和其他杂质。
4.副产物处理在醋酸的制备过程中会产生一些副产物,如一氧化碳、二氧化碳等。
这些副产物需要进行有效的处理,以避免对环境造成污染。
一氧化碳可以通过催化剂的作用转化为二氧化碳,然后通过各种方式处理和回收。
二氧化碳可以被捕集和储存或用于其他工业过程。
以上是一个初步的年产10万吨醋酸工艺设计。
在实际工程中,还需要进行详细的工艺流程设计、设备选择、热力学计算、安全评估等方面的工作。
同时,也需要考虑节能减排、减少废水废气的处理等环保方面的要求,以实现可持续发展的目标。
0 工艺设计说明
一、工艺设计依据本设计的主要灵感主要来源于:中科院兰州化学物理研究所《担载纳米金催化乙醇选择氧化制乙酸乙酯》、浙江工商大学膜科学与工程研究所《渗透汽化在酯水体系分离中的应用》和南京工业大学《生物质发酵与膜渗透汽化制备无水乙醇的方法》等相关科研成果。
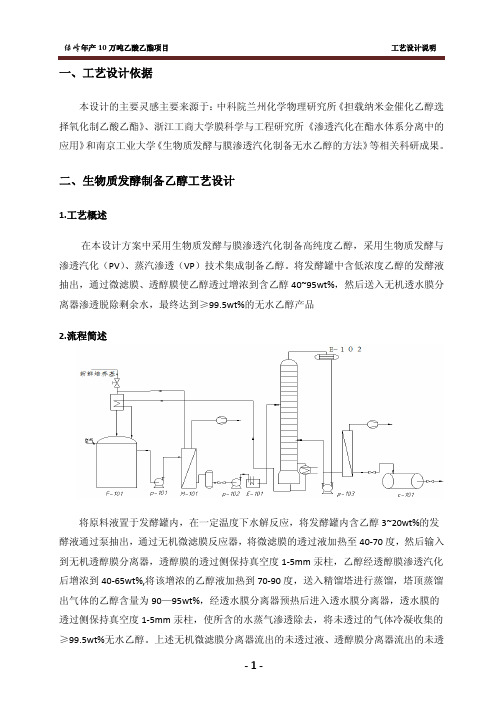
二、生物质发酵制备乙醇工艺设计1.工艺概述在本设计方案中采用生物质发酵与膜渗透汽化制备高纯度乙醇,采用生物质发酵与渗透汽化(PV)、蒸汽渗透(VP)技术集成制备乙醇。
将发酵罐中含低浓度乙醇的发酵液抽出,通过微滤膜、透醇膜使乙醇透过增浓到含乙醇40~95wt%,然后送入无机透水膜分离器渗透脱除剩余水,最终达到≥99.5wt%的无水乙醇产品2.流程简述将原料液置于发酵罐内,在一定温度下水解反应,将发酵罐内含乙醇3~20wt%的发酵液通过泵抽出,通过无机微滤膜反应器,将微滤膜的透过液加热至40-70度,然后输入到无机透醇膜分离器,透醇膜的透过侧保持真空度1-5mm汞柱,乙醇经透醇膜渗透汽化后增浓到40-65wt%,将该增浓的乙醇液加热到70-90度,送入精馏塔进行蒸馏,塔顶蒸馏出气体的乙醇含量为90—95wt%,经透水膜分离器预热后进入透水膜分离器,透水膜的透过侧保持真空度1-5mm汞柱,使所含的水蒸气渗透除去,将未透过的气体冷凝收集的≥99.5wt%无水乙醇。
上述无机微滤膜分离器流出的未透过液、透醇膜分离器流出的未透过液、透水膜分离器流出的透过液返回发酵罐继续参与水解反应。
3.工艺特色本方案将乙醇发酵与无机膜渗透汽化、蒸汽渗透技术耦合,降低发酵过程中乙醇的抑制作用,在连续制备时可大大提高生物反应器的生产能力,而采用渗透汽化生产无水乙醇,可以降低能耗50%左右,大大降低了乙醇的生产成本。
同时,该方案解决了利用生物质原料制备无水乙醇的核心问题:生物反应器的生产能力和乙醇提纯的能耗问题。
与现有工艺相比,产品转化率高,操作方便,生产总能耗小。
三、乙醇一步法制备乙酸乙酯工艺设计1.工艺概述经过预处理的乙醇和空气进反应器中反应,得到乙酸乙酯、水、乙醇和乙酸的混合物。
年产8万吨乙酸乙酯生产车间的设计毕业设计论文
毕业论文(设计)题目:年产 8 万吨乙酸乙酯生产车间的设计学生姓名:学号:所在学院:材料与化工学院专业班级:届别:指导教师:皖西学院本科毕业设计(论文)创作诚信承诺书1.本人郑重承诺:所提交的毕业设计(论文),题目《年产8 万吨乙酸乙酯生产车间的设计》是本人在指导教师指导下独立完成的,没有弄虚作假,没有抄袭、剽窃别人的内容;2.毕业设计(论文)所使用的相关资料、数据、观点等均真实可靠,文中所有引用的他人观点、材料、数据、图表均已标注说明来源;3.毕业设计(论文)中无抄袭、剽窃或不正当引用他人学术观点、思想和学术成果,伪造、篡改数据的情况;4.本人已被告知并清楚:学校对毕业设计(论文)中的抄袭、剽窃、弄虚作假等违反学术规范的行为将严肃处理,并可能导致毕业设计(论文)成绩不合格,无法正常毕业、取消学士学位资格或注销并追回已发放的毕业证书、学士学位证书等严重后果;5.若在省教育厅、学校组织的毕业设计(论文)检查、评比中,被发现有抄袭、剽窃、弄虚作假等违反学术规范的行为,本人愿意接受学校按有关规定给予的处理,并承担相应责任。
学生(签名):日期:年月日目录1 前言 (2)2 工艺设计方案 (3)2.1 原料路线确定的原则和依据 (3)表 1 四种工艺优缺点比较 . (4)3 设计方案的确定 (6)3.1 反应原理 (6)3.2 工艺流程图 (8)4 物料衡算 (9)4.1 (1)全流程的工艺数据 (9)4.2 一步缩合反应釜的物量衡算 (9)4.3 二步缩合反应釜的物料衡算 (9)4.4 单效蒸发器的物料衡算 (10)4.5 脱乙醛塔的物料衡算 (11)4.6 脱乙醇塔 (11)4.7 脱重组分塔 (12)5 热量衡算 (13)5.1 基本数据 (13)5.2 一步缩合釜的热量衡算: (14)5.3 二步缩合反应釜热量衡算: (14)5.4 单效蒸发器的热量衡算 (14)5.5 冷凝器的热量衡算 (15)5.6 脱乙醛塔的热量衡算 (15)5.6.1再沸器的热负荷155.7 脱乙醇塔的热量衡算 (16)5.7.1 再沸器的热负荷165.8 脱组分精馏塔的热量衡算 (17)5.8.1再沸器的热负荷 (17)5.9 脱重组分的冷凝器的热量衡算 (17)6 主要设备的设计与辅助设备的选型 (18)6.1一步缩合反应釜的设计 (18)6.1.1缩合釜釜体的设计 (18)6.2单效蒸发器的设计与选型 (20)6.2.1蒸发器的选择理由 (20)6.2.2蒸发器计算与设计 (20)6.3脱乙醛塔的设计与计算 (21)6.3.1脱乙醛塔的基础数据 (21)6.3.3塔板结构设计 (21)6.3.4塔高的确定 (22)6.4辅助设备的选型 (24)6.4.1泵的选型 (24)6.4.2再沸器的选型[26] (24)6.4.3冷凝器选型 (26)6.4.4工艺设备一览表 (26)7. 车间布置设计 (29)7.1概述 (29)7.2车间布置 (29)7.3本设计的生产车间布置 (31)8. 总结 (31)参考文献: (32)33附录 : .........................................................致谢 (34)年产 8 万吨乙酸乙酯生产车间的设计学生:解东(指导老师:钟煜)( 皖西学院材料与化工学院)摘要:乙酸乙酯其分子式为CH3COOC2H5,乙酸乙酯是一种无色透明的特殊的水果味的液体。
课程设计--年产10万吨PET生产的工艺设计
目录总论.................................................................................................................................... - 3 -1 综述...................................................................................................................................... - 4 -1.1聚对苯二甲酸乙二醇酯(PET)的简介.................................................................. - 4 -1.1.1 PET一般性质................................................................................................. - 4 -1.1.2 PET的组织结构............................................................................................. - 4 -1.2 聚对苯二甲酸乙二醇酯(PET)的特性与应用..................................................... - 5 -1.2.1 特性................................................................................................................ - 5 -1.2.2 应用................................................................................................................ - 7 -1.2.3 PET的加工特性............................................................................................. - 8 -1.2.4 PET的加工方法............................................................................................. - 9 -1.3 中国生产消费现状及产品构成............................................................................... - 9 -1.3.1国内生产消费水平现状................................................................................. - 9 -1.3.2 产品构成........................................................................................................ - 9 -2 PET生产工艺的比较与确定............................................................................................. - 10 -2.1 PET的生产工艺简介.............................................................................................. - 10 -2.1.1 酯交换法生产工艺简介(DMT法)........................................................... - 10 -2.1.2 直接酯化法生产工艺简介(PTA法)....................................................... - 11 -2.1.3 环氧乙烷法生产工艺简介(EO法)......................................................... - 12 -2.2 各生产工艺优劣势比较及工艺选择..................................................................... - 12 -2.2.1 PTA法的生产优势....................................................................................... - 13 -2.2.2 DMT法的生产优势....................................................................................... - 14 -2.2.3生产工艺的选择........................................................................................... - 15 -2.3工艺过程介绍.......................................................................................................... - 15 -2.3.1反应机理及条件........................................................................................... - 15 -2.3.2 工艺生产流程图.......................................................................................... - 18 -3 物料衡算与能量衡算........................................................................................................ - 19 -3.1物料平衡关系示意图.............................................................................................. - 19 -3.2化学与物理变化...................................................................................................... - 19 -3.3计算过程.................................................................................................................. - 20 -3.3.2.物料衡算计算过程...................................................................................... - 22 -3.3.3物料平衡结果总汇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年产10万吨乙酸乙酯生产工艺设计1 绪论1.1 乙酸乙酯的物化性及用途1.1.1 乙酸乙酯的物理性质乙酸乙酯(C2H8O4),又称醋酸乙酯,英文缩写EA,它是一种具有果香味的无色透明液体,流动性比较大,而且易挥发,能溶于有机溶剂和水中,但当遇到碱性溶液时,不只是溶解,水解成乙酸和乙醇,溶液显酸性。
乙酸乙酯与水和乙醇都能形成二元共沸混合物、三元共沸混合物,下表1介绍乙酸乙酯的详细物理性质:表1 乙酸乙酯的物化参数[1]熔点(℃) -83.6 临界温度(℃) 250.1 折光率(20℃) 1.3708-1.3730 临界压力(MPa) 3.83 沸点(℃) 77.06 辛醇/水分配系数的对数值0.73 对密度(水=1) 0.894-0.898 闪点(℃) 7.2 相对蒸气密度(空气=1) 3.04 引燃温度(℃) 426 饱和蒸气压(kPa) 13.33(27℃) 爆炸上限%(V/V) 11.5燃烧热(kJ/mol) 2244.2 爆炸下限%(V/V) 2.01.1.2 乙酸乙酯的主要用途乙酸乙酯是重要的精细化工原料。
它是一种既有优秀溶解机能又有快干性能的溶剂,已经广泛应用于化工、医药、纺织、染料、橡胶、涂料、油墨、胶粘剂的制造中,可作为原料、或作为工艺溶剂、萃取剂、稀释剂等;因为它有一种天然的果香味,因此可以作为调味剂成分,用于香料,食品工业;也可以为粘合剂用于印刷油墨、人工珍珠等的出产;作为提取剂用于医药、有机酸的产品的生产等;它也可以作为菠萝,香蕉,草莓等多种水果香精和威士忌、奶油等香料的原料。
纵观世界,相比较我国的乙酸乙酯用量来说,美国和欧洲国家乙酸乙酯最大的应用领域来看,涂料占了70%,这其中美国涂料方面的消费量约占总消费量的60%,而欧洲在涂料行业的消费量约占总消费量的50%。
相比较临近我国的日本重要应用在涂料,油墨两方面,分别约占总消费量的40%和30%。
我国主要应用于涂料,粘合剂和制药等领域[3]。
1.2 乙酸乙酯的产能和市场需求1.2.1 世界乙酸乙酯的产能与消费情况日前乙酸乙酯的生产与消耗主聚集在欧美和亚洲地区,这其中亚洲地区的生产和消费又主要集中在日本,中国及东南亚国家[4]。
近年来,国际乙酸乙酯的生产能力持续上涨。
2001年全世界乙酸乙酯的生产能力仅有125.0万吨/年,2006年生产能力增加到222.0万吨/年,2001~2006年生产能力的年均增长率高达惊人的12.2%。
尤其是英国的BP化学公司是目前世界上最大的乙酸乙酯生产厂家,生产能力为22.0万吨/年,约占全世界总生产能力的9.91%。
还有中国江苏索普集团公司,生产能力为20.0万吨/年,约占9.01%。
表2为国外乙酸乙酯的生产情况。
在涂料方面,乙酸乙酯涂料被水性和高固含量涂料、粉末涂料和双组分涂料抢占了市场额;尽管这种变化还在继续,但乙酸乙酯市场仍旧保有实力,特别指出东南亚地区慢慢成为全球最重要的乙酸乙酯的产地和消费地,所以越来越多的资金开始投向亚洲和中国。
1.2.2 中国乙酸乙酯的生产消费状况(1)生产状况根据资料记载,中国的乙酸乙酯的发展史应从20世纪50年代算起。
随着工业化的进程,乙酸乙酯的前景可观。
特别指出集中于华南和华东地区的厂家就要20多家。
国内最大的乙酸乙酯生产企业江苏索普集团产能达到20.0万吨/年,约占国内总生产能力的22.2%,80%的乙酸乙酯用于出口;第二是山东金沂蒙集团公司,生产能力为16.0万吨/年,约占国内总生产能力的13.3%,主要原料乙酸、乙醇均能自给。
(2)乙酸乙酯的消费状况与发展前景随着生产能力的提升,生产量的增加,即使2008年金融危机也不能影响国内乙酸乙酯的需求,表4为我国近年来乙酸乙酯的供需关系。
乙酸乙酯的消费大部分在工业发达地区,主要用途是生产涂料、制药和粘合剂,各方面的需要已达到150.0万吨/年,近年来随着新型工业的发展,乙酸乙酯的诉求量还会持续上升。
随着乙酸乙酯用途的不断开发,将会使乙酸乙酯在其他方面用量的比例也有一定的增加。
1.3 本课题研究的目的、意义和内容1.3.1 本课题研究的目的和意义乙酸乙酯有着它本身的有点,普遍用于人造香精、清漆、涂料、药物和有机酸的萃取溶剂等的原料。
随着世界科学技术的发展,汽车业、药物、涂料等的大量使用,更是带动乙酸乙酯工业的飞速发展。
但国内有65%以上的生产厂家采用相对落后的酯化法生产乙酸乙酯,为了防止国外技术垄断,本课题采用缩醛法生产10万吨乙酸乙酯,希望这套具有先进、可行、经济效益高的设计方案可以帮助国内改进技术,满足需求。
1.3.2 本课题研究的内容(1)选择原材料和制备工艺合理生产,采用先进的生产设备及控制手段,该提案的制备(工艺流程图,该报告的标题);(2)在原材料的基础上,产品和生产规模,绘制流程草图,和物料平衡和热平衡(物料平衡图,原材料消耗,能源消耗计);(3)对主体设备和辅助设备的工艺计算与设备选型,并列出设备一览表;(4)绘制主体设备图;(5)绘制带控制点的工艺流程图;(6)车间布局设计(车间平面布置图、立面布置图);(7)进行技术分析、经济效益分析、安全评价与环保评价。
2. 乙酸乙酯的生产工艺流程比较与确定2.1 乙酸乙酯的主要生产工艺目前,乙酸乙酯的工业生产方式主要有乙酸和乙醇酯化法、乙醛缩合法、乙醇脱氢法和乙酸跟乙烯加成4种。
最原始的乙酸酯化法工艺在国外被逐渐废除,因此大规模生产装置主要采用乙醛缩合法、乙醇脱氢法和乙酸跟乙烯加成法,其中新建装置多采用乙酸跟乙烯的加成法,我国的乙酸乙酯则主要采用乙酸酯化法进行生产[8]。
下面主要介绍两种乙酸乙酯的工业生产方法。
(1)乙酸/乙醇酯化法有机羧酸的主要性质之一是:有机羧酸与醇类在无机强酸催化下发生酯化作用生成酯类,乙酸乙酯便是由乙酸、95%浓度的乙醇和96%浓度硫酸(加料量的1%)催化剂作用下进行酯化反应制得的,这个反应是可逆的,通过控制乙醇的加入量,排除生成的水,可以提高乙酸乙酯的转化率,一般情况下,反应平衡时的转化率为67%。
CH3COOH+CH 3CH 2OHCH 3COOC 2H 5浓硫酸+H 2O工业生产的规模决定了需要选取的原料及设备,上述反应选取浓硫酸为催化剂,有其酸性强、吸水性好、易控制、价格低的优点;也必不可少的要接受浓硫酸对设备的腐蚀,容易引起磺化、炭化和聚合等的副反应,且产物纯度有所降低,后续工作较难处理的缺陷。
(2)乙醛缩合法通过查阅资料可知;醛类在醇盐的催化作用下,可以自身缩合为酯类,如下面:CH 3CHOCH 3COOC 2H 52由于浓硫酸的存在,所加的醇盐会被破坏,因此为了反应的持续进行,为了产物的最大产出,必须要确保足够量的醇盐,而且温度要低。
通过实验表明乙醛缩合法有反应温度较低、原料耗费少、设备腐蚀程度小、工艺流程简单等的优点,是很多发达国家青睐的生产方式。
但是乙醛缩合法的原料限制较大,所以选择在原料充分的地区比较实用。
从一圈的来源来说,第一是从石油中获得,第二是生物合成,石油的急剧减少使得自然地方式不太适用,所以生物合成成了生产乙醛的主要途径,考虑到我国的生物生产技术比较先进,所以乙醛缩合法又是一项节能的绿色工程。
2.2 设计方案的确定目前在世界范围内,上述四种工艺都已经投入运行,但在国内投入运行的只有酯化法、乙醛缩合法、乙醇脱氢法,乙酸/乙烯加成法在国内还不够成熟。
酯化法中新研究出的催化剂造价过高,乙醇脱氢法适合在乙醇产量高的地区或者是价格廉价的地区较合适,日本所有的乙酸乙酯都是采用乙醛缩合法,并且综合上面的概述中几种工艺的对比,本课题采用乙醛缩合法生产乙酸乙酯。
2.3 乙醛缩合法生产工艺2.3.1反应原理采用乙醛缩合法制备乙酸乙酯主要由以下三个阶段:(1)乙醛的缩合反应本设计中,两个串联反应釜提供了反应场所,反应式为:CH3CHO Al(OC2H5)3CH3COOC2H5通过实验可以知道,在第一个釜式反应器中反应放出大量的热;而釜式反应器恰好有热量转移容易的特点,比管式反应器易控温,安全性高;第二个采用釜式反应器是考虑到后来温度下降,且造价低廉。
(2)催化剂的脱除可用加水的方法破坏掉催化剂,而后经由蒸发器将粗乙酸乙酯蒸出,氢氧化铝残液从下面排除,残液再经过一个分离器进一步分离出氢氧化铝,液体部分可以再返回蒸发器(3)精馏提纯可以用一塔脱乙醛;二塔脱乙醇,脱出的乙醇用作生产催化剂;三塔上得到产品,塔下出重组分的三塔模式。
还可以巧妙地设计一个小塔,作用是分离三塔得到的重组分,有效的分离较纯副产物乙缩醛,做到循环利用。
2.3.2 工艺流程如下为乙醛缩合法合成乙酸乙酯各个工序的简述。
图4为乙醛缩合法生产乙酸乙酸工艺流程简图。
用乙醇铝作催化剂,乙醛通过自缩合反应生成乙酸乙酯,向单效蒸发器中加入过量的水,将催化剂乙醇铝破坏,再经过蒸发器将生成的氢氧化铝脱除。
再依次通过脱乙醛精馏塔、脱乙醇粗馏塔和脱重组分塔,分开脱除粗乙酯中的乙醛、乙醇和乙缩醛,在脱重组分精馏塔塔顶得到较纯净的乙酸乙酯产物。
图1 乙醛缩合法生产乙酸乙酸工艺流程简图3 物料衡算3.1数据采集3.1.1全流程的工艺数据(1)生产规模年产10万吨乙酸乙酯(2)生产时间年工作时间为8000个小时(3)生产效率一步缩合反应釜中乙醛转化率为85.4%,二步缩合反应釜中乙醛的转化率为88.3%,在两个釜中主反应的选择性都为99%。
3.1.2 操作条件(1)操作压力:全流程的操作为常压操作(2)操作温度:一步反应缩合反应的反应器和两步反应温度,反应器的操作温度为10℃。
单效蒸发器的操作温度为90℃。
脱乙醛塔塔顶温度和塔底温度为:26.2℃和77.2℃。
脱乙醇塔塔顶温度和塔底温度为:76.3℃和78.2℃。
脱重组分塔塔顶温度和塔底温度为:83℃和110℃。
3.1.3 原料和产品的控制指标表2原料乙醛和产品乙酸乙酯的标准项 目优 等 品 指 标乙酸乙酯 乙醛 纯度/% 99.7 99.7 水分/% 0.3 0.03 乙醇含量0.1在乙醛进料前进行干燥,干燥后的乙醛纯度为99.9%。
3.2 一步缩合反应釜的物量衡算本次设计为连续操作,因此以单位kg/h 为基准。
纯净乙酸乙酯在脱重组分出口量应为:W =h kg /5.124628000997.010107=⨯⨯。
则需乙醛进料(纯度为0.999): h kg WF /97.12474999.0==。
因反应过程中有损失,将乙醛的入口流量定为12500kg/h 。
图2 一步缩合物料平衡简图201.0中含有:乙醛:kg/h 5.124870.99912500=⨯ 水:kg/h 5.120.999)-(112500=⨯ 201.1中含有:催化剂用量为 :h kg /5.15628999.05.12487=÷则催化剂原料中含:乙酯:h kg /12501751405.1562=⨯ 302.1201.1201.2201.0R201铝:h kg /64.4417555.1562=⨯ 乙醇:h kg /250175285.1562=⨯氯化铝:h kg /86.1717525.1562=⨯ 乙醇和铝在催化剂的作用下生成乙醇铝:↑−→−223233H +O)CH 2Al(CH OH CH 6CH +2Al53.96 276.36 324.32 44.64*0.98 224.05 262.93201.1物流中需加入60kg/h 的乙醇来保护催化剂中的乙醇铝,防止其水解失效。