13--装配图
合集下载
装配图零件明细表GCS

1
9
A4
GCS-TL-40003
功能单元铭牌
PVC厚0.3
1
10
11
测控板开孔
塑料ABS(黑色)
1
见制造规范
12
A3
GCS-TC-012
插片支部件
12
13
GCS-TC-00077
插片
12
14
GCS-TC-00078
弹片
12
15
16
17
A1
GCS-TC2456-00
11/2单元通用抽屉
1套
18
19
20
25
GB5783
螺钉M6×30
4
镀锌钝化
26
GB5783
螺钉M5×16
8
镀锌钝化
27
GB97.1
垫圈6-140HV
8
镀锌钝化
28
GB97.1
垫圈5-140HV
16
镀锌钝化
29
GB93
垫圈5
65Mn
8
镀锌钝化
30
GB93
垫圈6
65Mn
4
镀锌钝化
31
GB6170
螺母M5
8
镀锌钝化
32
GB6170
螺母M6
弹片
12
10
A4
GCS-TL-40003
功能单元铭牌
PVC厚0.3
1
11
12
A1
GCS-TC2456-00
11/2单元通用抽屉
1套
13
14
TH35
安装卡轨
长度配装
15
16
防护带
长度配装
9
A4
GCS-TL-40003
功能单元铭牌
PVC厚0.3
1
10
11
测控板开孔
塑料ABS(黑色)
1
见制造规范
12
A3
GCS-TC-012
插片支部件
12
13
GCS-TC-00077
插片
12
14
GCS-TC-00078
弹片
12
15
16
17
A1
GCS-TC2456-00
11/2单元通用抽屉
1套
18
19
20
25
GB5783
螺钉M6×30
4
镀锌钝化
26
GB5783
螺钉M5×16
8
镀锌钝化
27
GB97.1
垫圈6-140HV
8
镀锌钝化
28
GB97.1
垫圈5-140HV
16
镀锌钝化
29
GB93
垫圈5
65Mn
8
镀锌钝化
30
GB93
垫圈6
65Mn
4
镀锌钝化
31
GB6170
螺母M5
8
镀锌钝化
32
GB6170
螺母M6
弹片
12
10
A4
GCS-TL-40003
功能单元铭牌
PVC厚0.3
1
11
12
A1
GCS-TC2456-00
11/2单元通用抽屉
1套
13
14
TH35
安装卡轨
长度配装
15
16
防护带
长度配装
ZT-13装配图
6
一、规定画法 相邻零件的接触表面和配合表面只画一条 ⒈ 相邻零件的接触表面和配合表面只画一条 不接触表面和非配合表面画两条 两条线 线;不接触表面和非配合表面画两条线。
两面接触
两面不接触 两面配合
7
⒉ 两个(或两个以上 零件邻接时,剖面线的倾 两个 或两个以上)零件邻接时,剖面线的倾 或两个以上 零件邻接时 斜方向应相反或间隔不同 不同。 斜方向应相反或间隔不同。 同一零件在各视图上的剖面线方向和 在各视图上的剖面线方向 ⒊ 但同一零件在各视图上的剖面线方向和 间隔必须一致 必须一致。 间隔必须一致。
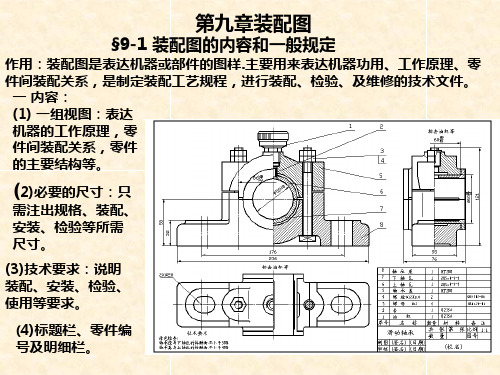
装配图是用来表达机器或部件的 装配图是用来表达机器或部件的 工作原理与装配关系的图样 的图样。 工作原理与装配关系的图样。 一、装配图的功用 制定装配工艺规程,进行装配 装配、 它是制定装配工艺规程,进行装配、 检验、安装及维修的技术文件 的技术文件。 检验、安装及维修的技术文件。
3
二、装配图的内容: 装配图的内容:
一致
左视图
8
4、在装配图中,当剖切平面通过螺栓、螺母 在装配图中,当剖切平面通过螺栓、 紧固件以及轴 连杆、钩子、 以及轴、 销等实 等紧固件以及轴、连杆、钩子、键、销等实 心零件的轴线时,则这些零件均按不剖绘制。 心零件的轴线时 则这些零件均按不剖绘制。 不剖绘制 如需要特别表明这些零件上的局部结构, 如需要特别表明这些零件上的局部结构, 如凹槽、键槽、销孔等则可用局部剖视表示。 局部剖视表示 如凹槽、键槽、销孔等则可用局部剖视表示。
13
例:如图所示的滑动轴承 工作原理: ⑴ 工作原理:
滑动轴承是用来支撑轴及轴上零件的一种装置。 滑动轴承是用来支撑轴及轴上零件的一种装置。 轴的两端分别装入滑动轴承的轴孔中转动, 轴的两端分别装入滑动轴承的轴孔中转动,以传递 扭矩。 扭矩。
一、规定画法 相邻零件的接触表面和配合表面只画一条 ⒈ 相邻零件的接触表面和配合表面只画一条 不接触表面和非配合表面画两条 两条线 线;不接触表面和非配合表面画两条线。
两面接触
两面不接触 两面配合
7
⒉ 两个(或两个以上 零件邻接时,剖面线的倾 两个 或两个以上)零件邻接时,剖面线的倾 或两个以上 零件邻接时 斜方向应相反或间隔不同 不同。 斜方向应相反或间隔不同。 同一零件在各视图上的剖面线方向和 在各视图上的剖面线方向 ⒊ 但同一零件在各视图上的剖面线方向和 间隔必须一致 必须一致。 间隔必须一致。
装配图是用来表达机器或部件的 装配图是用来表达机器或部件的 工作原理与装配关系的图样 的图样。 工作原理与装配关系的图样。 一、装配图的功用 制定装配工艺规程,进行装配 装配、 它是制定装配工艺规程,进行装配、 检验、安装及维修的技术文件 的技术文件。 检验、安装及维修的技术文件。
3
二、装配图的内容: 装配图的内容:
一致
左视图
8
4、在装配图中,当剖切平面通过螺栓、螺母 在装配图中,当剖切平面通过螺栓、 紧固件以及轴 连杆、钩子、 以及轴、 销等实 等紧固件以及轴、连杆、钩子、键、销等实 心零件的轴线时,则这些零件均按不剖绘制。 心零件的轴线时 则这些零件均按不剖绘制。 不剖绘制 如需要特别表明这些零件上的局部结构, 如需要特别表明这些零件上的局部结构, 如凹槽、键槽、销孔等则可用局部剖视表示。 局部剖视表示 如凹槽、键槽、销孔等则可用局部剖视表示。
13
例:如图所示的滑动轴承 工作原理: ⑴ 工作原理:
滑动轴承是用来支撑轴及轴上零件的一种装置。 滑动轴承是用来支撑轴及轴上零件的一种装置。 轴的两端分别装入滑动轴承的轴孔中转动, 轴的两端分别装入滑动轴承的轴孔中转动,以传递 扭矩。 扭矩。
机械装配图明细栏、标题栏

定位 基准
螺纹传 动关系
定位 基准
螺纹连 接关系
定位 基准
画装配图注意事项
1.抓住装配线,从内向外 (或从外向内)逐个画出。
2.分析清楚各零件定位基准 面(线)和作图基准线。
3.分清零件间前后关系,被 遮挡的投影线随时擦除。
4.零件的工艺结构可省略。
5.分析清楚零件间的装配关 系(从尺寸分析入手)。
5、装配图中一般应标注下面几类尺寸:
尺寸、
尺寸、
尺寸、
尺寸、
尺寸。
10.4装配结构的合理性
1.孔轴配合时倒角、倒圆结构的合理性
确保轴肩与 端面接触
错误 结构
2.两个零件在同一方向上多面接触的合理性
非接 触面
单面 接触
非接 触面
接触面
非接 触面
接触面
3.联接、固定及密封的合理性
(1)为保证螺栓联接的良好接触, 应加工凸台或鱼眼坑结构。
(1)序号应编注在视图周围,按顺时针或逆时针 方向顺次排列,在水平和铅垂方向应排列整齐。
(2)零件序号和所指零件之间用指引线连接,注
写序号的指引线应自零件的可见轮廓线内引出,末
端画一圆点;若所指的零件很薄或涂黑的剖面不宜
画圆点时,可在指引线末端画箭头,并指向该零件
的轮廓。
10
10
10
10
10
(3)指引线相互不能相交,不能与零件的剖 面线平行。一般指引线应画成直线,必要时 允许曲折一次。
可省略 可省略 可省略
画图步骤例
定位 基准线
按定位关系有 顺序逐个画出
先画主 件轮廓
画基准线 画图框
布置图形
画剖视图步骤
按定位关系有 顺序逐个画出
11看装配图和拆画零件图
1 毛毡 1 Q235 2
1 Q235 1 45 1 尼龙 1 Q235
1 石棉
13 8-5-13
塑料油标 1
12 GB/T117-86 销A4X18 2 Q235
11 8-5-11
机体
1 ZL102
10 8-5-10
机盖
1 ZL102
9 8-5-09
垫片
1 石棉
8 8-5-08
视孔盖
1 Q235
7 GB/T6170-86 螺母M10 1 Q235
48
(四)、合理标注零件的尺寸
1. 装配图上己注明的尺寸,零件图上应保证不变; 2. 对有标准规定的尺寸,如倒角、螺纹孔、螺栓孔、沉孔、
螺纹退刀槽、砂轮越程槽、键槽等,应从手册查取; 3. 有些尺寸需要根据装配图上所给的参数进行计算,如齿轮
分度圆直径,应根据模数和齿数计算而定; 4. 其他未注的尺寸可按装配图的比例,直接从图形上量取,
一、画装配图的方法和步骤
部件既由若干零件所组成.那么,根据组成部件的所有零 件图,就可以拼画成部件的装配图。方法和步骤: 一、了解部件 二、确定表达方案 三、画装配图(步骤)
1
安全阀装配图的画图过程
1、读懂零件图和装配示意图 2、定方案、定比例、定图幅,画出图框 3、根据表达方案、画主要基准线 4、画主要装配干线,逐次向外扩张 5、标注尺寸 6、编件号、填写明细表、标题栏和技术要求 7、检查、描深
47J7
32H7h6
20js6 16 38
24 25
30js6 62j7
62J7/h8
50
35 4
233
26 27 28 29 30
31
35 104
78 104
1 Q235 1 45 1 尼龙 1 Q235
1 石棉
13 8-5-13
塑料油标 1
12 GB/T117-86 销A4X18 2 Q235
11 8-5-11
机体
1 ZL102
10 8-5-10
机盖
1 ZL102
9 8-5-09
垫片
1 石棉
8 8-5-08
视孔盖
1 Q235
7 GB/T6170-86 螺母M10 1 Q235
48
(四)、合理标注零件的尺寸
1. 装配图上己注明的尺寸,零件图上应保证不变; 2. 对有标准规定的尺寸,如倒角、螺纹孔、螺栓孔、沉孔、
螺纹退刀槽、砂轮越程槽、键槽等,应从手册查取; 3. 有些尺寸需要根据装配图上所给的参数进行计算,如齿轮
分度圆直径,应根据模数和齿数计算而定; 4. 其他未注的尺寸可按装配图的比例,直接从图形上量取,
一、画装配图的方法和步骤
部件既由若干零件所组成.那么,根据组成部件的所有零 件图,就可以拼画成部件的装配图。方法和步骤: 一、了解部件 二、确定表达方案 三、画装配图(步骤)
1
安全阀装配图的画图过程
1、读懂零件图和装配示意图 2、定方案、定比例、定图幅,画出图框 3、根据表达方案、画主要基准线 4、画主要装配干线,逐次向外扩张 5、标注尺寸 6、编件号、填写明细表、标题栏和技术要求 7、检查、描深
47J7
32H7h6
20js6 16 38
24 25
30js6 62j7
62J7/h8
50
35 4
233
26 27 28 29 30
31
35 104
78 104
制图-装配图的尺寸标注和技术要求
比例1:2 材料
图号18.03.
9 手柄 1 35
班级 (学号)件数14件成绩
(校) 8 销轴A6×25 1 45 GB882-76制图 (日期)
序号零件名称数量材 料备注审核 (日期)
1.特性、规格尺寸— φ36 和24
2.装配尺寸 φ36 30、13
3. 安 装 尺 寸 — 5°32′ 、 70 、 35 、 4×φ10
5、其它重要尺寸 除上述四种尺寸 外,在装配或使用 中必须说明的尺寸, 如零件间的主要定 位尺寸、设计时计 算或选定的尺寸等。
70
1 2 3 4 567 8 9
C-C A
B A
4×11 5°32′ B
φ36hH66 13
24
68
160
13
35 B-B
46°
10 11 12 13
19 18 17 16 15 14
装配图上的技术要求一般注写在明细表的上方 或图纸下部空白处。
精品课件文档,欢迎下载,下 载后可以复制编辑。
更多精品文档,欢迎浏览。
高速电主轴在卧式镗铣床上的应用 越来越 多,除 了主轴 速度和 精度大 幅提高 外,还 简化了 主轴箱 内部结 构,缩 短了制 造周期 ,尤其 是能进 行高速 切削, 电主轴 转速最 高可大10000r/min以 上。不 足之处 在于功 率受到 限制, 其制造 成本较 高,尤 其是不 能进行 深孔加 工。而 镗杆伸 缩式结 构其速 度有限 ,精度 虽不如 电主轴 结构, 但可进 行深孔 加工, 且功率 大,可 进行满 负荷加 工,效 率高, 是电主 轴无法 比拟的 。因此 ,两种 结构并 存,工 艺性能 各异, 却给用 户提供 了更多 的选择 。
4. 外 形 尺 寸 —230 、 160、80 5.其它重要尺寸—68、 46°
工程制图课件13装配图的作用和主要内容

表达装配、安装、检验的技术要求
01
装配图详细标注了机器或部件的 装配关系、安装顺序、配合精度 等技术要求,为装配工人提供了 明确的指导。
02
装配图中的检验要求为质量检测 提供了依据,确保机器或部件在 装配过程中满足质量标准。
表达装配、安装、检验的技术要求
01
装配图详细标注了机器或部件的 装配关系、安装顺序、配合精度 等技术要求,为装配工人提供了 明确的指导。
标题栏
信息汇总
在标题栏中汇总装置的相关信息,如名称、设计者、审核者等。
签字盖章
在标题栏中签字或盖章,以证明图纸的合法性和有效性。
技术要求
特殊装配要求
在技术要求中注明对装配的特殊要求 ,如装配间隙、拧紧力矩等。
材料和工艺要求
对装置中使用的材料和工艺提出要求 ,以确保装置的性能和质量。
技术要求
特殊装配要求
要求
严格遵守国家标准,确保 图纸的一致性和通用性。
规定画法
01
02
03
规定画法
按照国家标准的统一规定 来绘制装配图,包括装配 图的图幅、比例、字体、 剖面线等。
作用
确保装配图的绘制规范、 准确,方便技术交流和信 息传递。
要求
严格遵守国家标准,确保 图纸的一致性和通用性。
特殊画法
特殊画法
根据实际需要,在装配图 中采用一些特殊的绘制方 法,如假想、展开、简化 等。
表达机器或部件的性能和工作的基本原理
装配图通过展示机器或部件的整体结构和工作原理,帮助使用者理解其性能特点 和工作方式。
通过装配图,使用者可以了解机器或部件的运动关系、工作流程以及各部件之间 的相互作用,从而更好地掌握其基本原理。
02
第9章 装配图
∅22 ∅18
3 6
序号 制图 校核
91
11 GB/T119.1 4X22 18100-10 10 18100-09 垫 9 8 GB/T68 M6X16 螺 18100-07 7 垫 18100-06 钳 6 18100-05 螺 5 4 18100-04 螺 3 18100-03 活 18100-02 2 螺 18100-01 固 1
6.3
0.8 ∅100k6
R22
B-B
40
R5
铸造圆角R3
2X∅12 12.5
∅86H7
∅18
3
24
1
∅10
7
其余
0.8 16
6.3 6.3 ∅15 120° 15
泵体
HT150
1:2
1件
12.5
C2
25
C2
4 12
其余
∅25f9
12.5
M8-7H ∅60 ∅52 ∅60 ∅62 6.3 8 6.3 18 17 34
64 140 92 12.5 18 14
其余
班级学号
6 ∅11 3.2
姓名
3X∅7 EQS
成绩
其余
12.5
1.6
25 C2 ∅50 1.6
∅14H9
2xM5通孔
6.3 12.5 3
1.6
∅120
∅132
Hale Waihona Puke ∅32∅36 ∅30C4 1.6
∅11
3XM6 EQS 85 6.3 12.5
Rp3/8
6.3
∅14F8
第十三章 装配图
13-1 拼画千斤顶装配图
工作原理及作业要求
班级学号
3 6
序号 制图 校核
91
11 GB/T119.1 4X22 18100-10 10 18100-09 垫 9 8 GB/T68 M6X16 螺 18100-07 7 垫 18100-06 钳 6 18100-05 螺 5 4 18100-04 螺 3 18100-03 活 18100-02 2 螺 18100-01 固 1
6.3
0.8 ∅100k6
R22
B-B
40
R5
铸造圆角R3
2X∅12 12.5
∅86H7
∅18
3
24
1
∅10
7
其余
0.8 16
6.3 6.3 ∅15 120° 15
泵体
HT150
1:2
1件
12.5
C2
25
C2
4 12
其余
∅25f9
12.5
M8-7H ∅60 ∅52 ∅60 ∅62 6.3 8 6.3 18 17 34
64 140 92 12.5 18 14
其余
班级学号
6 ∅11 3.2
姓名
3X∅7 EQS
成绩
其余
12.5
1.6
25 C2 ∅50 1.6
∅14H9
2xM5通孔
6.3 12.5 3
1.6
∅120
∅132
Hale Waihona Puke ∅32∅36 ∅30C4 1.6
∅11
3XM6 EQS 85 6.3 12.5
Rp3/8
6.3
∅14F8
第十三章 装配图
13-1 拼画千斤顶装配图
工作原理及作业要求
班级学号
装配图零件明细表GCS
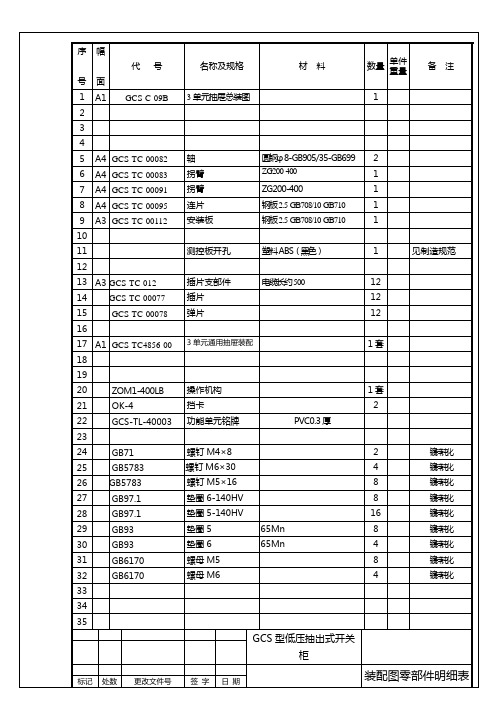
单件 重量
1
备注
轴 拐臂 拐臂 连片 安装板
圆钢φ 8-GB905/35-GB699 2
ZG200-400
1
ZG200-400
1
钢板2.5-GB708/10-GB710
1
钢板2.5-GB708/10-GB710
1
测控板开孔
塑料ABS(黑色)
1
插片支部件
电缆长约500
12
插片
12
弹片
12
3 单元通用抽屉装配
16 A4 GCS-TC-00078
17
18 A4 GCS-TL-40003
19
20 A1 GCS-TC1656-00
21
22
23
24
SDJ1-100OM1
25
名称及规格 1 单元抽屉总装图
材料
数量
单件 重量
1
备注
支架
连杆 行线槽
钢板2.5-GB708/10-GB710
1
ZG200-400
1
塑料阻燃尼龙1010
1
1
1
2
红绿各1
24 25 26 描 写 27 28 描 校 29 30 旧底图总号 31 32 底图总号 33 34 35 签字
1
钢板2.5-GB708/10-GB710 1
钢板2.5-GB708/10-GB710 1
测控板开孔
塑料ABS(黑色)
1
插片支部件
电缆长约500
12
插片
12
弹片
12
3 单元通用抽屉装配
1套
见制造规范
操作机构 挡卡 功能单元铭牌
螺钉 M4×8 螺钉 M6×30 螺钉 M5×16 垫圈 6-140HV 垫圈 5-140HV 垫圈 5 垫圈 6 螺母 M5 螺母 M6
装配图的尺寸标准和技术要求
1.零、部件的序号
(一)一般规定
1.装配图中所有零、部件都必须编写 序号。
2 .装配图中,一个部件可只编写一个序 号,同一装配图中,尺寸规格完全相同的零、 部件,应编写相同的序号。
3.装配图中的零、部件的序号应与明细 栏中的序号一致
110..5零.1、.零部、件部的件序的序号号
10.5.1. 零、部件的序号
(日期) (日期)
(校名)
(一)明细栏的画法
2.明细栏直接绘制在装配图中的格式和尺寸。
Байду номын сангаас
8
40
180
44
8
38
10 12 20
7
14
序 号
代
号
名
称
数 量
材
料7
单件总计 重量
备
注
(标 题 栏)
国家标准 推荐的明细 栏
校用明细栏一般用滑油泵装配图中的格式绘制。
(一)明细栏的画法
3.明细栏最上方(最末)的边线一般用细 实线绘制。
4
17 空心螺柱
1
16 弹 簧
1
15 钢 球
2
14 空心螺柱
1
13 弹 簧
1
12 弹簧垫
2
11 弹簧挡圈22 2
10 螺 帽
1
9 手柄
1
8 销 轴A6×25 1
序号 零 件 名 称 数量
A3 耐油橡胶
45 65Mn 45 45 65Mn 35 65Mn 35 35 45 材料
30
GB68-85 7
护罩 1
18 垫 圈
4 耐油橡胶
17 空心螺柱
1
45
16 弹 簧
装配图的尺寸标注和技术要求
7 零件序号的有两种编制序号方法:
(1)隶属编号法 一般件和标准件混编。
(2)分类编号法 只编一般件,标准件直接在图上标出规格, 数量和国标号或另列专门表格。
43 20
9 10 11 12 13
A
8 7 6
φ 26 H9/f9
5
4-φ 9
A向
4-M6 B向
R8
φ 34 H7/g6
4
3
技术要求:
1.阀门与阀体之间的结合面需经研磨,不漏水和气.
正确
错误
3、零件接触面转角处的结构 两零件接触面的转角处应作出倒角、半径不同的圆角或凹 槽等, 避免尖角干涉,以保证表面接触良好。
正确
3、零件接触面转角处的结构 两零件接触面的转角处应作出倒角、半径不同的圆角或凹槽 等, 避免尖角干涉,以保证表面接触良好。
正确
3、零件接触面转角处的结构 不正确
13 12 11 10 9 8 7 6 5 4 3 2 1 序号
制图 审核
垫
圈
螺
母
螺
柱
固定 螺 钉
螺
母
阀
帽
阀
杆
弹簧 托 盘
阀
盖
垫
片
弹
簧
阀
门
阀
体
名
称
安全
黄星梅
4 4 1 1 1 1 1 1 1 1 1 1 1 数量
Q235A Q235A Q235A Q235A Q235A ZAISi7Mg
35 H62 ZAISi7Mg
二、防松装置
为防止机器或部件中的零件自动由于振动松脱造成事故,必 须采用可靠的防松装置。常见的防松装置有以下几种:
1、螺纹连接的防松装置
《现代工程图学》习题集答案
互配合,孔的公差为H9,轴的公差为f9,间隙配合。
4答: 架体1 锁紧套6
返回
参考答案
返回
参考答案
返回
中发生位移,可旋紧锁紧螺母4将镜头锁住。
答案
10-5 读装配图,并回答问题(三)
参考答案
一、工作原理
虎钳安装在工作台上,用来夹紧被加工的零件。 装在钳座4内的丝杆2只能绕轴线转动,不能作轴向移动。 当丝杆转动时,通过Tr14×3梯形螺纹传动,使动掌6移动, 将零件夹紧、放松。
二、思考题
1.虎钳上哪些表面有配合要求?各属哪类配合? 2.虎钳的总体尺寸是哪些? 3.拆画钳座4的零件图,要求选用合适的表达方法表示形体,
标注有公差带代号的尺寸和螺纹代号,其余尺寸与表面粗 糙度代号可省略。
1答:Φ10H8/f7、Φ14H8/F7、24H8/f7、16H8/f7、18H8/F7
全部为间隙配合。
2答:总体尺寸为166、37.5、漏标了总宽。
3答: 参考答案
返回
返回
10-6 读装配图,并回答问题(四)
一、工作原理
手压阀是用手动控制管道开、闭的装置。按下压 杆3使阀杆5下移,打开阀门。放开压杆3阀杆在弹簧9 的作用下,将阀门关闭。
uAl10Fe3
材料
单件 总计 备注 质量
千斤顶装配图
标记处数 分区 更改文件号 签名 年、月、日
设计 朱家奇
标准化
阶段标记
重量 比例
审核 工艺
批准
共01张 第01张
返回
主视 左视 俯视
B向
明细栏
技 术 要 求 1 . 装 配 后 , 进 行 测 压 试 验 。 2 . 阀 的 外 表 面 涂 灰 色 油 漆 。
4答: 架体1 锁紧套6
返回
参考答案
返回
参考答案
返回
中发生位移,可旋紧锁紧螺母4将镜头锁住。
答案
10-5 读装配图,并回答问题(三)
参考答案
一、工作原理
虎钳安装在工作台上,用来夹紧被加工的零件。 装在钳座4内的丝杆2只能绕轴线转动,不能作轴向移动。 当丝杆转动时,通过Tr14×3梯形螺纹传动,使动掌6移动, 将零件夹紧、放松。
二、思考题
1.虎钳上哪些表面有配合要求?各属哪类配合? 2.虎钳的总体尺寸是哪些? 3.拆画钳座4的零件图,要求选用合适的表达方法表示形体,
标注有公差带代号的尺寸和螺纹代号,其余尺寸与表面粗 糙度代号可省略。
1答:Φ10H8/f7、Φ14H8/F7、24H8/f7、16H8/f7、18H8/F7
全部为间隙配合。
2答:总体尺寸为166、37.5、漏标了总宽。
3答: 参考答案
返回
返回
10-6 读装配图,并回答问题(四)
一、工作原理
手压阀是用手动控制管道开、闭的装置。按下压 杆3使阀杆5下移,打开阀门。放开压杆3阀杆在弹簧9 的作用下,将阀门关闭。
uAl10Fe3
材料
单件 总计 备注 质量
千斤顶装配图
标记处数 分区 更改文件号 签名 年、月、日
设计 朱家奇
标准化
阶段标记
重量 比例
审核 工艺
批准
共01张 第01张
返回
主视 左视 俯视
B向
明细栏
技 术 要 求 1 . 装 配 后 , 进 行 测 压 试 验 。 2 . 阀 的 外 表 面 涂 灰 色 油 漆 。
装配图

35 5 4 45 35 3 65Mn 2 45 m=2.5,Z=20 1 35 序号 45
橡胶
GB/T67 垫片 GB/T119 销 A518 01-03 齿轮轴 01-02 传动齿轮轴 01-01 左端盖
代号 名 称
δ=1 Q235 m=3, Z=9 45 m=3, Z=9 45 Q235 备注 数量 材料
纸 备注
齿轮油泵
日期 日期
数量 材料 比例 重量
(图号)
(厂名)
单独表示某个零件的画法
如图单独画出泵盖的B向视 图
单独零件单独视图画法
假象投影画法
为了表示某个零件的运动极限位置,或部件与相邻部件的 装配关系,可用双点画线画出其轮廓
夸大画法
当遇到很薄,很细的零件或很小的间隙时,可作适当夸大
夸大画法
纸 比例 重量
2 4 1 1 1
齿轮油泵
(图号) (厂名)
Q235 Q235
姓名 审核
5
6
7 A-A
8
9
1 0
1 1
12
总体尺寸
A
4
H7 20 h6 H7 20 h6 H7 16 k6
13
G3/8
37.3 0.02
3
14
H7 20 h6 H7 20 h6
84.5
15
65
2
1
123 0.02
螺钉M616 键 410 螺母M121.5 垫圈12 传动齿轮 压紧螺母 轴套 密封圈 右端盖 泵体
12 1 1 1 1 1 1 1 1 1
35 5 4 45 35 3 65Mn 2 45 m=2.5,Z=20 1 35 序号 45
橡胶
GB/T67 GB/T119 01-03 01-02 01-01
工程制图——装配图
返回
第四步.按装配顺序,画主装配线上其它零件。
第五步.画其它装配线 阀芯、阀杆、填料压紧盖、扳手
第六步.画细部结构填料、螺栓、螺母、密封圈等。
第七步.完成装配图
检查无误后加深图线,画剖面线,标注尺寸,对零件进行编号, 填写明细栏、标题栏,书写技术要求等,完成装配图。
平口钳
平口钳立体图
螺钉M616 键 410 螺母M121.5 垫圈12 传动齿轮 压紧螺母 轴套 密封圈 右端盖 泵体
12 1 1 1 1 1 1 1 1 1
35 5 4 45 35 3 65Mn 2 45 m=2.5,Z=20 1 35 序号 45
橡胶
GB/T67 GB/T119 01-03 01-02 01-01
12 1 1 1 1 1 1 1 1 1
35 45 35 65Mn 45 35 45 橡胶 HT200 HT200
5 4 3 2 1
序 号
09.01.04 GB119-86 09.01.03 09.01.02 09.01.01 代号
垫 片 销A5×18 传动齿轮轴 齿 轮 轴 左 端 盖 名称
2 4 1 1 1 数 量 比例
70 33 12.5 25 -0.05 -0.1 0.8 25 +0.040 -0.017 45° 0.7 G3/8 +0.027 28.76-0.017
A
其余
A
与泵体配作
6.3
0.8
0.8
A
6.3
12.5
120 °
0.015 B
24
0.8 B 0.04 A 0.8 0.010 A 20
65
0.015
27 锪平 13
3
第8章 装配图
10
10
在所指零件轮廓线内画一圆点,从圆点画指引线(细实线),指引线 的另一端画水平线(细实线),在水平线上注写序号数字,序号字高比尺
寸数字大一号或两号。
青岛科技大学 叶琳 邱龙辉
(1)编写序号的方法 1)常见编写形式
2)一组紧固件(如螺柱、螺母、 垫圈等)可以采用公共指引线。
序号编写举例
序号在水平方向位于一条水平线上
青岛科技大学 叶琳 邱龙辉
8.2 装配图的表达方法
装配图由一组视图组成,用以表达各组成零件的相互位置 和装配关系,部件或机器的工作原理和结构特点。前面所 学的所有表达方法均可用于装配图,例如视图、剖视图、 断面图、局部放大图等。
青岛科技大学 叶琳 邱龙辉
主视图--全剖
左视图--半剖
本节完返回首页
左视图--半剖
俯视图--局部剖
青岛科技大学 叶琳 邱龙辉
沿垫片和泵体的结合面剖切
沿结合面剖开 后的半剖视图
结合面不 画剖面线
青岛科技大学 叶琳 邱龙辉
装配图的特殊画法
(1)拆卸画法或沿结合面剖切画法 (2)假想画法
为了表示运动零件的极限位置或部件和相邻零件(或部件)的相互关系, 可以用双点划线画出其轮廓,如球阀俯视图的扳手极限位置的表示方法。
扳手13
调整垫5 阀芯4 密封圈3 阀盖2 阀体1
装配关系:
阀体和阀盖之间装有阀芯,阀芯的灵活
度由调整垫调整,轴向密封由两个密封圈
完成;阀杆插入阀芯的方槽中,由填料垫、
填料和填料压紧套进行密封;扳手套入阀
杆的四棱柱上。
青岛科技大学 叶琳 邱龙辉
工作原理图
压 油 口
主动轮
反映工作原理
吸 油 口
装配图的尺寸标注和技术要求
10
10
10
10 10
在同一张装配图中编号的形式应一致。
4 装配清楚的紧固件组,可以 采用公共指引线.
5 指引线应尽可能分布均匀, 不可彼此相交。当通过剖面线 的区域时,不应与剖面线平行。 必要时指引线可以画成折线, 但只可曲折一次。
7 6 5
765
6 装配图中的序号应水平或垂直 方向排列整齐,并按顺时针或逆 时针方向顺次排列。
173.5
标注尺寸
(5) 其他重要尺寸
A
它是在设计中确定,而又未包
括在上述几类尺寸中的一些重要尺
寸。
如运动极限,主体零件的相对位置 尺寸,偏心距等。
43 20
φ 77
安全阀
制图 审核
黄星梅
湖南大学
比例 第张
共张
二 装配图中的技术要求
在装配图中,有些无法在图中表达清楚的技术上的要求和 说明必须用文字及符号在图纸的空白处写出。 (1)装配要求
2
2.当阀门关紧后,高压部分能耐压10公斤/平方厘米
173.5
1
3.为加工表面涂绿色油漆.
4.安全阀与管道连接处需加橡胶石棉垫XB350.
A
104
B
φ 77
编零件序号
安全阀
制图 审核
黄星梅
湖南大学
比例 第张
共张
二 明细栏
在标题栏的上方列有明细栏,它是部件中全部零件的目录。 零件的序号在明细栏中按顺序自上而下填写,当向上排列受到位 置限制时,可将明细栏的一部分移至紧靠标题栏的左方。明细栏 中零件的序号必须与装配图中零件的序号一一对应。
2.当阀门关紧后,高压部分能耐压10 公斤/平方厘米. 检验要求
3.为加工表面涂绿色油漆. 使用要求 4.安全阀与管道连接处需加橡胶石棉
工程制图装配图

(c)所示的形式。同一装配图编写序号的形式应一致。若 在所指部分是很薄的零件或涂黑的剖面,不宜画圆点时, 可用箭头替代圆点,箭头指向该部分轮廓,如图(d)所示。
3) 相同的零部件应编有同样序号,一般只标注一次,其数 量填写在明细表内。
4) 指引线尽可能分布均匀且不要彼此相交,也不要过长。 指引线通过有剖面线的区域时,要尽量不与剖面线平行,
(1) 孔和轴接触面的合理结构 当孔和轴装配在一起,轴肩与孔的端面接触时,为了保证 轴肩与孔端面的良好接触,在孔的接触端面应设计并加工出 适当的倒角,或在轴肩根部设计并加工出槽,如图所示。如 果轴肩根部存在圆角,就不能保证轴肩与孔的端面紧密接触。
错误
(2)阶梯平面配合的合理结构
当两阶梯平面配合接触时,在同一方向只能有一对接触 面,以保证两零件的配合定位的准确性。
4. 假想投影画法
1)在机器或部件中,有些零件作往复运动、转动或摆动。为 了表示运动零件的极限位置或中间位置,常把运动零件画在一 个极限位置上,再用双点画线画出另一极限位置的假想投影, 以表示零件的运动范围,并注上尺寸。
运动机件的极 限位置轮廓线 用双点画线画
2)为了表示装配体与其他零部件的安装或装配关系,常把 该装配体相邻而又不属于该装配体的有关零、部件的轮廓线用 双点画线画出。
5. 夸大画法
当画装配图时,有时遇到薄片零件、细丝弹簧或微小间隙 等,无法按其实际尺寸表达,可适当夸大画出。如图端盖和 泵体之间密封垫及螺钉孔均采用了夸大画法。
垫圈厚度夸大画出
6. 展开画法
为了表达传动系统 的传动关系及各轴的 装配关系,假想将各 轴按传动顺序,沿它 们的轴线剖开,并展 开在同一平面上。这 种展开画法在表达机 床的主轴箱、进给箱、 汽车的变速箱等装置 时经常运用,展开图 必须进行标注 。
3) 相同的零部件应编有同样序号,一般只标注一次,其数 量填写在明细表内。
4) 指引线尽可能分布均匀且不要彼此相交,也不要过长。 指引线通过有剖面线的区域时,要尽量不与剖面线平行,
(1) 孔和轴接触面的合理结构 当孔和轴装配在一起,轴肩与孔的端面接触时,为了保证 轴肩与孔端面的良好接触,在孔的接触端面应设计并加工出 适当的倒角,或在轴肩根部设计并加工出槽,如图所示。如 果轴肩根部存在圆角,就不能保证轴肩与孔的端面紧密接触。
错误
(2)阶梯平面配合的合理结构
当两阶梯平面配合接触时,在同一方向只能有一对接触 面,以保证两零件的配合定位的准确性。
4. 假想投影画法
1)在机器或部件中,有些零件作往复运动、转动或摆动。为 了表示运动零件的极限位置或中间位置,常把运动零件画在一 个极限位置上,再用双点画线画出另一极限位置的假想投影, 以表示零件的运动范围,并注上尺寸。
运动机件的极 限位置轮廓线 用双点画线画
2)为了表示装配体与其他零部件的安装或装配关系,常把 该装配体相邻而又不属于该装配体的有关零、部件的轮廓线用 双点画线画出。
5. 夸大画法
当画装配图时,有时遇到薄片零件、细丝弹簧或微小间隙 等,无法按其实际尺寸表达,可适当夸大画出。如图端盖和 泵体之间密封垫及螺钉孔均采用了夸大画法。
垫圈厚度夸大画出
6. 展开画法
为了表达传动系统 的传动关系及各轴的 装配关系,假想将各 轴按传动顺序,沿它 们的轴线剖开,并展 开在同一平面上。这 种展开画法在表达机 床的主轴箱、进给箱、 汽车的变速箱等装置 时经常运用,展开图 必须进行标注 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
倒角、退刀 槽不画
垫圈厚度夸大画出
5.简化画法
在装配图中,零件 的倒角、圆角、凹坑、 凸台、沟槽、滚花、刻 线及其他细节可不画出.
滚动轴承 简化画法
圆角不画
上一页 下一页 返回目录
13.2.3
画 法 几 何 及 工 程 制 图
画装配图的方法和步骤
一 了解部件的装配关系和工作原理 二 确定表达方案 三 画装配图
由于装配图中的视图必须清楚地表达各零件间相对位臵 和连接装配关系,并尽可能表达机器或部件的工作原理及主 要零件的结构形状,因此在确定视图表达方案之前,应详尽 了解该机器或部件的工作情况和结构特征。
上一页
下一页
返回目录
一了解部件的装配关系和工作原理
画 法 几 何 及 工 程 制 图
1全 面分 析了 解部 件结 构和 工作 原理
~
3
2
1
115± 1.100 A B-B
54
75
13 12 11 10 9 8 7 6 5
M12 AM12 x30
1 1 1 1 2 1 4 4 1
ZG25 40Cr 35 0Cr 4 Q2 35 35
4 3 2 1
1 2 1 1
40Cr ZG25 ZG25 1 :2
(e)球阀装配图
02-00
GB/T6 -200 170 0 G T8 -1 8 B/ 97 98
开始,选择一个基准件先画,然后根据相邻零件的定位关系,
沿装配干线逐个画出各个零件。 3 校核,再加深,画剖面线,注尺寸。 4 最后,编写零、部件序号,填写明细栏,再经校核,签 署姓名。
上一页 下一页 返回目录
绘制球阀装配图视图底稿的步骤(1)
画 法 几 何 及 工 程 制 图
(c)根据阀盖和阀体的相 对位臵画出三视图
上一页 下一页 返回目录
13.4.2
画 法 几 何 及 工 程 制 图
明细栏
明细栏是部件全部零件的详细目录,表中由零件的 序号、代号、名称、数量、材料、及备注等内容组成。 明细栏在标题栏的上方,当位臵不够时可移一部分 紧接标题栏左边继续填写 。 明细栏中的零件序号应与装配图中的零件编号一致, 并且由下往上填写,因此,应先编零件序号再填明细栏。
填料压 紧盖11
扳手13 阀杆12
填料9、10
填料垫8 螺母7
阀体1 螺柱6 阀芯4 密封圈3
阀盖2
调整垫5
对部件进行全面分析了解是画装配图的第一步,要了 解部件的性能、功用、工作原理、结构特点以及零件间的 连接关系等。
上一页 下一页 返回目录
画 法 几 何 及 工 程 制 图
上一页
下一页
返回目录
返回目录
3.为了便于拆卸,销孔尽量做成通孔或选用带螺孔的 销钉,销钉下部增加一小孔是为了排除被压缩的空气。 画 法 几 何 及 工 程 制 图
不合理
合理
上一页 下一页 返回目录
销孔做 成通孔
合理 合理
排气孔
不合理
4.为便于装拆,应留出合理的扳手空间。
球阀各主要零件的零件图(1)
画 法 几 何 及
φ φ φ ° φ
工 程 制 图
φ φ φ φ
°
上一页
下一页
返回目录
球阀各主要零件的零件图(2)
画
φ φ
°
φ
法 几 何 及 工 程 制 图
φ
±
°
°
φ
φ
φ
上一页
下一页
返回目录
2 了解部件的装配关系
画 法 几 何 及 工 程 制 图 零件间的装配关系:阀体1和阀盖2均带有方形凸缘,它们 用四个双头螺柱6和螺母7连接,并用调整垫5调节阀芯4与密 封圈3之间的松紧程度。在阀体上部有阀杆12,阀杆下部有 凸块榫接阀芯4上的凹槽。为了密封,在阀体与阀杆之间加 进填料垫8、填料9和10,并用填料压紧套11压紧。 球阀的工作原理:扳手13的方孔套进阀杆12上部的方头, 当扳手于如图所示的位臵时,则阀门全部开启,管道畅通; 当扳手按顺时针方向旋转90°时,则阀门全部关闭,管道断 流。阀体1的顶部有定位凸块,其形状为90°的扇形,该凸 块用以限制扳手13的旋转范围。
针对主视图中没有表达清楚的部分,选择适当视图进
一步表达装配关系、工作原理及主要零件的结构形状。保 证每种零件至少应在视图中出现一次。 确定表达方案,即视图选择.首先,选定部件的摆放位 臵和确定主视图方向,然后,再选择其它视图。
上一页 下一页 返回目录
3
画 法 几 何 及 工 程 制 图
画装配图
1 根据部件的大小与复杂程度,选取适当的比例,选定图 幅,要注意留有供编写零、部件序号、明细栏,以及注写尺 寸和技术要求的位臵。 2 画图时,应先画出各视图的主要轴线(装配干线)、对 称中心线和作图基线(某些零件的基面或端面)。由主视图
装配图的作用与内容
13.1.1
装配图的作用
13.1.2
装配图的内容
上一页
下一页
返回目录
13.1.1
画 法 几 何 及 工 程 制 图
齿轮轴2 螺钉15 泵体6 左端盖1 压紧螺母10 右端盖7
装配图的作用
传动齿轮13
传动齿轮轴3 键14 压紧套9
螺栓
装配图是用来 表达机器或部件的 图样。它表达了一 部机器或部件的工 作原理、性能要求 和零件之间的装配 关系,同时也是指 导机器装配、检验 、安装、维修及制 定装配工艺所必须 的技术文件。
2 装配尺寸
零件之间的配合尺寸及影响其性能的重要相对位臵尺寸。 例如:油泵中泵盖与齿轮轴的配合尺寸φ16H7/f6及 齿轮轴和传动齿轮轴间的距离28.76±0.01等。
3 安装尺寸
将机器或部件安装到机座或其他部件上时所需要的寸。
例如:、高三个方向上的最大尺寸。
阀是管道系统中用于启闭和调节流体流量的部件。球阀是阀 的一种,它的阀芯是球形的
上一页 下一页 返回目录
二
画 法 几 何 及 工 程 制 图
确定表达方案
1.装配图的主视图选择
应选用以能清楚地反映主要装配关系和工作原理的那
个视图作为主视图,并采取适当的剖视,比较清晰地表达 各个主要零件以及零件间的相互位臵关系。 2.其它视图选择
节流阀
1.规定画法
装配过程 画 法 几 何 压盖 垫圈 压盖 阀盖 阀杆 螺母 手轮 螺母 垫片 阀体 及 填料 工 程 制 图
配合表面 画一条线
∙1) 接触表面、配合表面 画一条线; 不接触表面画两条线;
接触表面 画一条线 不接触 表面画 两条线
画 法 几 何 及 工 程 制 图
∙2) 相邻两个零件的剖面线 必须方向相反,或间隔 不同; ∙ 3)同一零件在不同视图中 的剖面线必须方向、间 隔均相同;
第13章
画 法 几 何 及 工 程 制 图
装配图
13.1 装配图的作用与内容 13.2 装配图的表达方法和画装配图的方法步骤 13.3 装配图的尺寸标注及技术要求
13.4 装配图中的零件序号和明细栏 13.5 装配的工艺结构
13.6 读装配图和拆画零件图
13.7 部件测绘
下一页 返回目录
13.1
画 法 几 何 及 工 程 制 图
上一页 下一页 返回目录
10
10
10
10
10
10
画 法 几 何 及 工 程 制 图
1 2
3 4 5
3
4
5
3 4 5
3
4 5
3.对紧固件或装配关系清楚的零件组,允许采用公共指 引线。 4.每种不同的零件编写一个序号,规格相同的零件只编 一个序号。标准化组件,如油杯、滚动轴承和电动机等, 可看成是一个整体,只编注一个序号。 5.零件的序号应沿水平或垂直方向,按顺时针或逆时针 方向排列。
LAST
NEXT
HOME
13.3 装配图的尺寸标注及技术要求
画 法 几 何 及 工 程 制 图
13.3.1 装配图的尺寸标注
13.3.2 装配图的技术要求
上一页
下一页
返回目录
画 法 几 何
2×φ 7
及 工 程 制 图
上一页
下一页
返回目录
13.3.1 装配图中的尺寸标注
1 性能(规格)尺寸
画 法 几 何 及 工 程 制 图 表示部件的性能和规格的尺寸。 例如:油泵进出油孔的尺寸RP3/8,它决定了油泵的量;
上一页 下一页 返回目录
13.3.2
画 几 及 工 制 图
装配图中的技术要求
1.装配要求:装配时必须达到的精度、装配过程中 的要求、指定的装配方法等。 法 2.检验要求:包括检验、试验的方法和条件及应达 何 到的指标。
3.使用要求:包括包装、运输、维护保养及使用操 程 作的注意事项等。
上一页
下一页
上一页 下一页 返回目录
在一台机器的全套图纸中,一般都有总装配 图和若干部件装配图。 画
法 几 何 及 工 程 制 图
本章请同学们掌握装配图的画法、 部件测绘、读装配图和拆画零件图。
13.1.2 装配图的内容
画 法 几 何 及 工 程 制 图 1 一组视图 用一组图形表达机器(或部件)的工作原 理、零件间的装配关系和零件的主要结构形状等。 2 必要的尺寸 装配图中须注出反映机器(或部件)的 性能、规格、安装、配合、部件或零件的相对位臵和机 器的总体大小等尺寸。 3 技术要求 用文字和符号注出机器(或部件)在装配、 检验和使用等方面的技术要求。
上一页 下一页 返回目录
沿零件结合面的剖切画法
画 法 几
2×φ 7
何 及 工 程 制 图 假想沿某些零件的结合面剖切,绘出其图形, 以表达装配体内部零件间的装配情况。
上一页 下一页 返回目录
垫圈厚度夸大画出
5.简化画法
在装配图中,零件 的倒角、圆角、凹坑、 凸台、沟槽、滚花、刻 线及其他细节可不画出.
滚动轴承 简化画法
圆角不画
上一页 下一页 返回目录
13.2.3
画 法 几 何 及 工 程 制 图
画装配图的方法和步骤
一 了解部件的装配关系和工作原理 二 确定表达方案 三 画装配图
由于装配图中的视图必须清楚地表达各零件间相对位臵 和连接装配关系,并尽可能表达机器或部件的工作原理及主 要零件的结构形状,因此在确定视图表达方案之前,应详尽 了解该机器或部件的工作情况和结构特征。
上一页
下一页
返回目录
一了解部件的装配关系和工作原理
画 法 几 何 及 工 程 制 图
1全 面分 析了 解部 件结 构和 工作 原理
~
3
2
1
115± 1.100 A B-B
54
75
13 12 11 10 9 8 7 6 5
M12 AM12 x30
1 1 1 1 2 1 4 4 1
ZG25 40Cr 35 0Cr 4 Q2 35 35
4 3 2 1
1 2 1 1
40Cr ZG25 ZG25 1 :2
(e)球阀装配图
02-00
GB/T6 -200 170 0 G T8 -1 8 B/ 97 98
开始,选择一个基准件先画,然后根据相邻零件的定位关系,
沿装配干线逐个画出各个零件。 3 校核,再加深,画剖面线,注尺寸。 4 最后,编写零、部件序号,填写明细栏,再经校核,签 署姓名。
上一页 下一页 返回目录
绘制球阀装配图视图底稿的步骤(1)
画 法 几 何 及 工 程 制 图
(c)根据阀盖和阀体的相 对位臵画出三视图
上一页 下一页 返回目录
13.4.2
画 法 几 何 及 工 程 制 图
明细栏
明细栏是部件全部零件的详细目录,表中由零件的 序号、代号、名称、数量、材料、及备注等内容组成。 明细栏在标题栏的上方,当位臵不够时可移一部分 紧接标题栏左边继续填写 。 明细栏中的零件序号应与装配图中的零件编号一致, 并且由下往上填写,因此,应先编零件序号再填明细栏。
填料压 紧盖11
扳手13 阀杆12
填料9、10
填料垫8 螺母7
阀体1 螺柱6 阀芯4 密封圈3
阀盖2
调整垫5
对部件进行全面分析了解是画装配图的第一步,要了 解部件的性能、功用、工作原理、结构特点以及零件间的 连接关系等。
上一页 下一页 返回目录
画 法 几 何 及 工 程 制 图
上一页
下一页
返回目录
返回目录
3.为了便于拆卸,销孔尽量做成通孔或选用带螺孔的 销钉,销钉下部增加一小孔是为了排除被压缩的空气。 画 法 几 何 及 工 程 制 图
不合理
合理
上一页 下一页 返回目录
销孔做 成通孔
合理 合理
排气孔
不合理
4.为便于装拆,应留出合理的扳手空间。
球阀各主要零件的零件图(1)
画 法 几 何 及
φ φ φ ° φ
工 程 制 图
φ φ φ φ
°
上一页
下一页
返回目录
球阀各主要零件的零件图(2)
画
φ φ
°
φ
法 几 何 及 工 程 制 图
φ
±
°
°
φ
φ
φ
上一页
下一页
返回目录
2 了解部件的装配关系
画 法 几 何 及 工 程 制 图 零件间的装配关系:阀体1和阀盖2均带有方形凸缘,它们 用四个双头螺柱6和螺母7连接,并用调整垫5调节阀芯4与密 封圈3之间的松紧程度。在阀体上部有阀杆12,阀杆下部有 凸块榫接阀芯4上的凹槽。为了密封,在阀体与阀杆之间加 进填料垫8、填料9和10,并用填料压紧套11压紧。 球阀的工作原理:扳手13的方孔套进阀杆12上部的方头, 当扳手于如图所示的位臵时,则阀门全部开启,管道畅通; 当扳手按顺时针方向旋转90°时,则阀门全部关闭,管道断 流。阀体1的顶部有定位凸块,其形状为90°的扇形,该凸 块用以限制扳手13的旋转范围。
针对主视图中没有表达清楚的部分,选择适当视图进
一步表达装配关系、工作原理及主要零件的结构形状。保 证每种零件至少应在视图中出现一次。 确定表达方案,即视图选择.首先,选定部件的摆放位 臵和确定主视图方向,然后,再选择其它视图。
上一页 下一页 返回目录
3
画 法 几 何 及 工 程 制 图
画装配图
1 根据部件的大小与复杂程度,选取适当的比例,选定图 幅,要注意留有供编写零、部件序号、明细栏,以及注写尺 寸和技术要求的位臵。 2 画图时,应先画出各视图的主要轴线(装配干线)、对 称中心线和作图基线(某些零件的基面或端面)。由主视图
装配图的作用与内容
13.1.1
装配图的作用
13.1.2
装配图的内容
上一页
下一页
返回目录
13.1.1
画 法 几 何 及 工 程 制 图
齿轮轴2 螺钉15 泵体6 左端盖1 压紧螺母10 右端盖7
装配图的作用
传动齿轮13
传动齿轮轴3 键14 压紧套9
螺栓
装配图是用来 表达机器或部件的 图样。它表达了一 部机器或部件的工 作原理、性能要求 和零件之间的装配 关系,同时也是指 导机器装配、检验 、安装、维修及制 定装配工艺所必须 的技术文件。
2 装配尺寸
零件之间的配合尺寸及影响其性能的重要相对位臵尺寸。 例如:油泵中泵盖与齿轮轴的配合尺寸φ16H7/f6及 齿轮轴和传动齿轮轴间的距离28.76±0.01等。
3 安装尺寸
将机器或部件安装到机座或其他部件上时所需要的寸。
例如:、高三个方向上的最大尺寸。
阀是管道系统中用于启闭和调节流体流量的部件。球阀是阀 的一种,它的阀芯是球形的
上一页 下一页 返回目录
二
画 法 几 何 及 工 程 制 图
确定表达方案
1.装配图的主视图选择
应选用以能清楚地反映主要装配关系和工作原理的那
个视图作为主视图,并采取适当的剖视,比较清晰地表达 各个主要零件以及零件间的相互位臵关系。 2.其它视图选择
节流阀
1.规定画法
装配过程 画 法 几 何 压盖 垫圈 压盖 阀盖 阀杆 螺母 手轮 螺母 垫片 阀体 及 填料 工 程 制 图
配合表面 画一条线
∙1) 接触表面、配合表面 画一条线; 不接触表面画两条线;
接触表面 画一条线 不接触 表面画 两条线
画 法 几 何 及 工 程 制 图
∙2) 相邻两个零件的剖面线 必须方向相反,或间隔 不同; ∙ 3)同一零件在不同视图中 的剖面线必须方向、间 隔均相同;
第13章
画 法 几 何 及 工 程 制 图
装配图
13.1 装配图的作用与内容 13.2 装配图的表达方法和画装配图的方法步骤 13.3 装配图的尺寸标注及技术要求
13.4 装配图中的零件序号和明细栏 13.5 装配的工艺结构
13.6 读装配图和拆画零件图
13.7 部件测绘
下一页 返回目录
13.1
画 法 几 何 及 工 程 制 图
上一页 下一页 返回目录
10
10
10
10
10
10
画 法 几 何 及 工 程 制 图
1 2
3 4 5
3
4
5
3 4 5
3
4 5
3.对紧固件或装配关系清楚的零件组,允许采用公共指 引线。 4.每种不同的零件编写一个序号,规格相同的零件只编 一个序号。标准化组件,如油杯、滚动轴承和电动机等, 可看成是一个整体,只编注一个序号。 5.零件的序号应沿水平或垂直方向,按顺时针或逆时针 方向排列。
LAST
NEXT
HOME
13.3 装配图的尺寸标注及技术要求
画 法 几 何 及 工 程 制 图
13.3.1 装配图的尺寸标注
13.3.2 装配图的技术要求
上一页
下一页
返回目录
画 法 几 何
2×φ 7
及 工 程 制 图
上一页
下一页
返回目录
13.3.1 装配图中的尺寸标注
1 性能(规格)尺寸
画 法 几 何 及 工 程 制 图 表示部件的性能和规格的尺寸。 例如:油泵进出油孔的尺寸RP3/8,它决定了油泵的量;
上一页 下一页 返回目录
13.3.2
画 几 及 工 制 图
装配图中的技术要求
1.装配要求:装配时必须达到的精度、装配过程中 的要求、指定的装配方法等。 法 2.检验要求:包括检验、试验的方法和条件及应达 何 到的指标。
3.使用要求:包括包装、运输、维护保养及使用操 程 作的注意事项等。
上一页
下一页
上一页 下一页 返回目录
在一台机器的全套图纸中,一般都有总装配 图和若干部件装配图。 画
法 几 何 及 工 程 制 图
本章请同学们掌握装配图的画法、 部件测绘、读装配图和拆画零件图。
13.1.2 装配图的内容
画 法 几 何 及 工 程 制 图 1 一组视图 用一组图形表达机器(或部件)的工作原 理、零件间的装配关系和零件的主要结构形状等。 2 必要的尺寸 装配图中须注出反映机器(或部件)的 性能、规格、安装、配合、部件或零件的相对位臵和机 器的总体大小等尺寸。 3 技术要求 用文字和符号注出机器(或部件)在装配、 检验和使用等方面的技术要求。
上一页 下一页 返回目录
沿零件结合面的剖切画法
画 法 几
2×φ 7
何 及 工 程 制 图 假想沿某些零件的结合面剖切,绘出其图形, 以表达装配体内部零件间的装配情况。
上一页 下一页 返回目录