带扁尾莫氏锥柄的尺寸
锥度的测量及相关标准--原创

莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。
利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象.莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度.公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆。
莫氏锥度:号数锥度C 标准锥度0 1:19.212=0.0520508158 1°29'27"1 1:20.047=0.0498827754 1°25'43"2 1:20.020=0.0499500500 1°25'50"3 1:19.922=0.0501957634 1°26'16"4 1:19.254=0.0519372598 1°29'15"5 1:19.002=0.0526260394 1°20'26"6 1:19.180=0.0521376434 1°29'36"锥度C与圆锥角α的关系为:C=2×tg(α/2)4号莫氏锥度:锥度(2tgα):1:19.254=0.05194;锥角(2α)=2°58′31〃;斜角(α)=1°29′15〃;斜度(tgα)=0.026莫氏6号锥度2度59分12秒公称直径63.348 普通长度182 带舌尾长度210 标准留距8以上单位全是毫米[莫氏锥度NO.2]基本值:1:20.020圆锥角α:2度51分40.7960秒(2.861 332 23 度);rad:0.049 939 67锥度C:1:16.666 666 7标准号:1443(296) GB/T 157-2001莫氏圆锥锥度 A B (max) C (max) D (max) E(max) F G H J K0 19.212:1 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1°29'27"1 20.047:1 12.065 62 65.5 13.5 8.7 5 1.2 3.5 5.2 1°25'43"2 20.020:1 17.780 75 80 16 13.5 6 1.6 5 6.3 1°25'50"3 19.922:1 23.825 94 99 20 18.5 7 2 5 7.9 1°26'16"4 19.254:1 31.267 117.5 124 24 24.5 8 2.5 6.5 11.9 1°29'15"5 19.002:1 44.399 149.5 156 29 35.7 10 3 6.5 15.9 1°20'26"6 19.180:1 63.348 210 218 40 51 13 4 8 19 1°29'36"7 - 83.058 285.75 294.1 34.9 - - 19.05 – 19 1°29'25圆锥体的参数及计算公式大端直径 D : D=d+CL; D=d=2Ltan 2a小端直径 d: d=D-CL; d=D-2Ltan 2a锥度 C: C=Ld D -锥体长度 L : L=Cd D -; L=2tan 2a d D -斜度 S : S= tan 2a ; S=Ld D 2-; S=2C圆锥角a,斜角2a :a=2arctan Ld D 2-; a=2anrctan 2C计算实例例1 已知C=1:12,L=50,d=22,求D 。
7号莫氏锥度标准尺寸表
7号莫氏锥度标准尺寸表
莫氏锥度标准尺寸表是一种用于测量锥形物体的标准尺寸表,它是由美国科学
家威廉·莫氏(William Moore)发明的。
莫氏锥度标准尺寸表是一种用于测量锥
形物体的标准尺寸表,它是由美国科学家威廉·莫氏(William Moore)发明的。
莫氏锥度标准尺寸表是一种用于测量锥形物体的标准尺寸表,它是由美国科学家威廉·莫氏(William Moore)发明的。
莫氏锥度标准尺寸表的主要功能是测量锥形物体的尺寸,它可以测量锥形物体
的锥度、锥角、锥高、锥宽等尺寸。
莫氏锥度标准尺寸表的尺寸范围从0.5英寸到7英寸,其中7英寸是最大的尺寸。
莫氏锥度标准尺寸表的使用方法非常简单,只需将锥形物体放入标准尺寸表中,然后用测量仪器测量其尺寸,就可以得到准确的尺寸数据。
莫氏锥度标准尺寸表的使用非常广泛,它可以用于机械制造、汽车制造、航空
航天等行业,也可以用于家用电器、家具制造等行业。
莫氏锥度标准尺寸表的使用可以提高产品的质量,减少产品的损耗,提高产品
的精度,从而提高产品的性能。
总之,莫氏锥度标准尺寸表是一种非常有用的工具,它可以用于各种行业,提
高产品的质量和性能,为企业带来更多的利润。
(新)国内数控机床刀具标准_
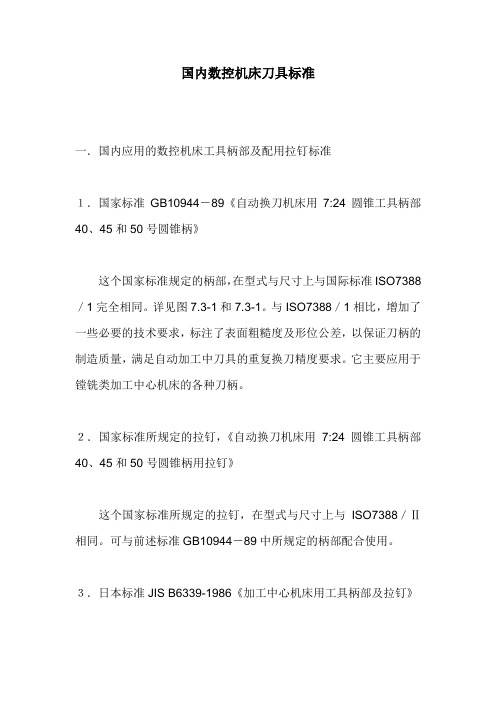
国内数控机床刀具标准一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
莫氏锥度的国际标准

莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。
利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象.莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度.公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)MT0 1:19.212MT1 1:20.047MT2 1:20.020MT3 1:19.922MT4 1:19.254MT5 1:19.002MT6 1:19.180用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。
车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。
第一个用处,是用来安装心轴,检测机床精度用;第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准;第三,在扩大车床的使用范围时,当然也能直接装卡刀具莫氏锥度:号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为:C=2Xtg(α/2)莫氏锥度.例如,[莫氏锥度NO.2] 基本值:1:20.020 圆锥角α:2度51分40.7960秒;rad:0.049 939 67 锥度C:1:16.666 666 7 标准号:1443(296)卧式车床CD6140A详细说明性能简介CD系列A型普通车床可进行各种车削加工,如:车削零件的内、外圆柱面、端面和圆锥面;带有马鞍的车床可用来车削大直径或畸型零件。
数控刀具柄部及拉钉标准

一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
锥柄标准

主轴锥孔加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
9 t4 n5 J; Z1 A7 Y P一.7:24锥度的通用刀柄9 `锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
三维网技NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
莫氏锥度
莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有:B12、B16、B18、B22、B24六个型号,他们是根据莫氏长锥1、2、3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔。
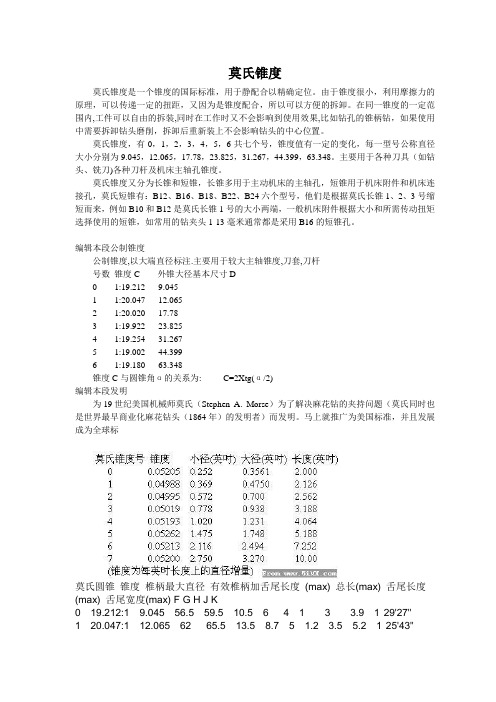
编辑本段公制锥度公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348锥度C与圆锥角α的关系为: C=2Xtg(α/2)编辑本段发明为19世纪美国机械师莫氏(Stephen A. Morse)为了解决麻花钻的夹持问题(莫氏同时也是世界最早商业化麻花钻头(1864年)的发明者)而发明。
马上就推广为美国标准,并且发展成为全球标莫氏圆锥锥度椎柄最大直径有效椎柄加舌尾长度(max) 总长(max) 舌尾长度(max) 舌尾宽度(max) F G H J K0 19.212:1 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1°29'27"1 20.047:1 12.065 62 65.5 13.5 8.7 5 1.2 3.5 5.2 1°25'43"2 20.020:1 17.780 75 80 16 13.5 6 1.6 5 6.3 1°25'50"3 19.922:1 23.825 94 99 20 18.5 7 2 5 7.9 1°26'16"4 19.254:1 31.267 117.5 124 24 24.5 8 2.5 6.5 11.9 1°29'15"5 19.002:1 44.399 149.5 156 29 35.7 10 3 6.5 15.9 1°20'26"6 19.180:1 63.348 210 218 40 51 13 4 8 19 1°29'36"7 83.058 285.75 294.1 34.9 - - 19.05 - 19 1°29'25"莫氏3号锥度1:19.922大径:23.825小径19.8锥长<=81,MT3号孔与顶针的接触面的长度应该至少达到锥长的百分七十五莫氏锥度锥孔的标准画法:莫氏锥度孔的画法与莫氏外锥度画法一样,从中心线作垂直线,以大端尺寸两端为起点,做2α锥角线,两线至标准长度终点即成内锥孔。
常用的锥柄麻花钻规格型号参考

常用的锥柄麻花钻规格型号参考莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。
在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。
莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
号数锥度C 外锥大径基本尺寸D0 1:19.212 9.0451 1:20.047 12.0652 1:20.020 17.783 1:19.922 23.8254 1:19.254 31.2675 1:19.002 44.3996 1:19.180 63.348常用的锥柄麻花钻规格型号可供选型进行参考:(材质:高速钢或硬质合金钢)5*52*133mm 1#莫氏6*57*138mm 1#莫氏6.5*63*144mm 1#莫氏6.8*69*150mm 1#莫氏7*68*150mm 1#莫氏8*75*156mm 1#莫氏8.5*75*156mm 1#莫氏9*81*162mm 1#莫氏9.5*81*162mm 1#莫氏10*87*168mm 1#莫氏10.2*87*168mm 1#莫氏10.5*87*168mm 1#莫氏11*94*175mm 1#莫氏11.5*94*175mm 1#莫氏12*101*182mm 1#莫氏12.5*101*182mm 1#莫氏13*101*182mm 1#莫氏13.5*108*189mm 1#莫氏14*108*189mm 1#莫氏14.5*114*212mm 2#莫氏15*114*212mm 2#莫氏16*120*218mm 2#莫氏16.5*125*223mm 2#莫氏17*125*223mm 2#莫氏17.5*130*228mm 2#莫氏18*130*228mm 2#莫氏18.5*135*233mm 2#莫氏19*135*233mm 2#莫氏19.5*140*238mm 2#莫氏20*140*238mm 2#莫氏20.5*145*243mm 2#莫氏21*145*243mm 2#莫氏21.5*150*248mm 2#莫氏22*150*248mm 2#莫氏22.5*150*248mm 2#莫氏23*150*248mm 2#莫氏23.5*150*248mm 3#莫氏24*160*281mm 3#莫氏24.5*160*281mm 3#莫氏25*160*281mm 3#莫氏25.5*165*286mm 3#莫氏26*165*286mm 3#莫氏26.5*165*286mm 3#莫氏27*170*291mm 3#莫氏27.5*170*291mm 3#莫氏28*170*291mm 3#莫氏28.5*175*296mm 3#莫氏29*175*296mm 3#莫氏29.5*175*296mm 3#莫氏30*175*296mm 3#莫氏31*180*301mm 3#莫氏32*185*334mm 4#莫氏33*185*334mm 4#莫氏34*190*339mm 4#莫氏35*190*339mm 4#莫氏36*195*344mm 4#莫氏38*200*349mm 4#莫氏39*200*349mm 4#莫氏40*200*349mm 4#莫氏42*205*354mm 4#莫氏45*210*359mm 4#莫氏50*220*369mm 4#莫氏。
莫氏6锥度锥柄长度

莫氏6锥度锥柄长度
莫氏6锥度锥柄长度通常为1:19.2,这意味着锥柄的长度与直径的比例为1:19.2。
这种比例是根据莫氏锥度的标准尺寸设计的,它规定了锥柄的直径和长度之间的关系。
莫氏锥度是一种常见的锥度标准,广泛应用于机械加工和传动领域。
莫氏锥度的锥柄长度和直径的比例是根据实际应用需求和加工工艺要求而定的。
由于莫氏锥度具有较好的互换性和精度,因此在许多机械传动领域得到了广泛的应用。
在制造和使用莫氏锥度时,需要严格控制锥柄的长度和直径之间的比例关系,以确保锥度连接的精度和稳定性。
同时,还需要对锥度进行精度检测和调整,以确保其符合设计要求和使用要求。
锥度的测量及相关标准--原创
莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。
由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。
利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象.莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度.公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆。
莫氏锥度:号数锥度C 标准锥度0 1:19.212=0.0520508158 1°29'27"1 1:20.047=0.0498827754 1°25'43"2 1:20.020=0.0499500500 1°25'50"3 1:19.922=0.0501957634 1°26'16"4 1:19.254=0.0519372598 1°29'15"5 1:19.002=0.0526260394 1°20'26"6 1:19.180=0.0521376434 1°29'36"锥度C与圆锥角α的关系为:C=2×tg(α/2)4号莫氏锥度:锥度(2tgα):1:19.254=0.05194;锥角(2α)=2°58′31〃;斜角(α)=1°29′15〃;斜度(tgα)=0.026莫氏6号锥度2度59分12秒公称直径63.348 普通长度182 带舌尾长度210 标准留距8以上单位全是毫米[莫氏锥度NO.2]基本值:1:20.020圆锥角α:2度51分40.7960秒(2.861 332 23 度);rad:0.049 939 67锥度C:1:16.666 666 7标准号:1443(296) GB/T 157-2001莫氏圆锥锥度 A B (max) C (max) D (max) E(max) F G H J K0 19.212:1 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1°29'27"1 20.047:1 12.065 62 65.5 13.5 8.7 5 1.2 3.5 5.2 1°25'43"2 20.020:1 17.780 75 80 16 13.5 6 1.6 5 6.3 1°25'50"3 19.922:1 23.825 94 99 20 18.5 7 2 5 7.9 1°26'16"4 19.254:1 31.267 117.5 124 24 24.5 8 2.5 6.5 11.9 1°29'15"5 19.002:1 44.399 149.5 156 29 35.7 10 3 6.5 15.9 1°20'26"6 19.180:1 63.348 210 218 40 51 13 4 8 19 1°29'36"7 - 83.058 285.75 294.1 34.9 - - 19.05 – 19 1°29'25圆锥体的参数及计算公式大端直径 D : D=d+CL; D=d=2Ltan 2a小端直径 d: d=D-CL; d=D-2Ltan 2a锥度 C: C=Ld D -锥体长度 L : L=Cd D -; L=2tan 2a d D -斜度 S : S= tan 2a ; S=Ld D 2-; S=2C圆锥角a,斜角2a :a=2arctan Ld D 2-; a=2anrctan 2C计算实例例1 已知C=1:12,L=50,d=22,求D 。