锥柄标准
加工中心刀柄规格

加工中心刀柄规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24 的通用系统和1:10 的HSK 真空系统。
7:24 锥度的通用刀柄锥度为7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即JT)和MAS BT 型两种刀柄。
DIN 69871 型的刀柄可以安装在DIN 69871 型和ANSI/ASME 主轴锥孔的机床上,IS0 7388/1 型的刀柄可以安装在DIN69871 型、IS0 7388/1 和ANSI/ASME 主轴锥孔的机床上,所以就通用性而言,IS0 7388/1 型的刀柄是最好的。
(1)DIN 2080 型(简称NT 或ST)DIN 2080 是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT 或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV 或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4 值小于DIN 69871型刀柄的D4 值,所以将ISO 7388/1 型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1 型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT 型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
数控刀柄常用锥柄标准简介
数控刀柄锥柄标准简介目前,数控铣床和镗铣加工中心使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:1. 中国国家标准GB/T10944-1,2-2006 “自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄-第一,二部分”;刀柄代号JT50(45)(40)-××2.国际标准ISO7388/1/2:2007(30、40、45、50、60号工具锥柄);刀柄代号:IV50(30)(45)(40)(60)-××,或SK50(40)-××3.德国标准DIN69871-1:1995(30、40、45、50和60号工具锥柄)刀柄代号:DV50(30)(45)(40)(60)-××,或SK50(40)-××4.日本标准JIS B6339:1998(30、35、40、45、50、55和60号工具锥柄)刀柄代号:BT50(30)(45)(40)(60)-××5.美国标准AMSEB5.50-1994(30、40、45、50和60号工具锥柄),刀柄代号:CAT50(30)(45)(40)(60)-××以上标准中,中国国家标准GB/T10944-1,2-2006与国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995可以互换在我国国内的机床中,中国国家标准GB/T10944-1,2-2006(或国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995)与日本标准JIS B6339:1998用得最多。
另外,最新的双面定位的7∶24工具锥柄,主要以日本BIG(大昭和)公司的BIG-plus标准为代表(有专利),代号为BBT50(40)-××手动换刀用7∶24工具锥柄的常见标准有:1.国家标准GB3837-20012.国际标准ISO297-19883.德国标准DIN2080-1979以上刀柄代号:NT50(40)(30)-××(在国内,其工具锥柄代号为“ST”)。
关于刀柄的检验标准

陡圆锥柄: 简称SK型或BT型或7:24通用型。这种刀柄的锥度较大,为7:24,是一种最常用的刀柄。它能承受较高的转速和较高的力矩,多用于自动换刀机床。其锥度柄直接安装于机床主轴的锥孔中,在刀柄的顶部有连接螺栓(拉钉),机床中主轴的夹钳夹住刀柄顶部的拉钉向上拉,将刀柄拉入机床主轴中,同时主要靠刀柄与机床主轴壁间的摩擦力夹固。
BT型是日本标准,尺寸与DIN69871、IS07388/1及ANSI完全不同,不能换用。BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
美国标准 ANSI B5.50型(简称 CAT)
安装尺寸与DIN69871、ISO7388/1类似,但由于少一个楔口,所以ANSI B5.50型刀柄不能安装在DIN69871和IS0 7388/1机床上,但 DIN 69871和ISO 7388/1刀柄可以安装在ANSI B5.50型机床上。
以上4类标准中除DIN2080是在传统型机床上通过拉杆将刀柄拉紧外,其它三种刀柄均是在加工中心上通过刀柄顶部的拉钉将刀柄拉紧。目前国内使用最多的是BT型和DIN 69871型(即SK)两种刀柄
- DIN 69871 A型: 不带中心冷却通水孔
- DIN 69871 AD型: 带中心冷却通水孔
- DIN 69871 B型: 带侧边法兰冷却通水孔
- DIN 69871 AD/B型: 带芯部及侧边法兰冷却通水孔
但侧边孔为螺纹孔。当采用芯部内冷时,可将侧边用螺栓堵住。
5号莫氏锥度标准尺寸表

5号莫氏锥度标准尺寸表
1、莫氏5号锥柄标准尺寸:大径D1=44.399,小径d=37.537。
2、莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。
主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
3、公制锥度:
扩展资料:
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有B10,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来。
例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔。
刀柄种类规格

加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
数控刀具柄部及拉钉标准

一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
锥柄标准

主轴锥孔加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
9 t4 n5 J; Z1 A7 Y P一.7:24锥度的通用刀柄9 `锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
三维网技NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
标准刀柄及拉钉
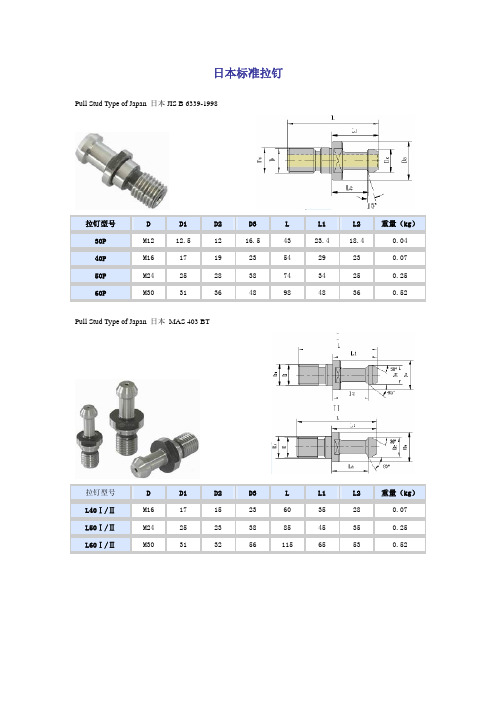
日本标准拉钉Pull Stud Type of Japan 日本JIS B 6339-1998拉钉型号D D1D2D3L L1L2重量(kg)30P M12 12.5 12 16.5 43 23.4 18.4 0.04 40P M16 17 19 23 54 29 23 0.07 50P M24 25 28 38 74 34 25 0.25 60P M30 31 36 48 98 48 36 0.52Pull Stud Type of Japan 日本MAS 403 BT拉钉型号 D D1D2D3L L1L2重量(kg)L40Ⅰ/ⅡM16 17 15 23 60 35 28 0.07 L50Ⅰ/ⅡM24 25 23 38 85 45 35 0.25 L60Ⅰ/ⅡM30 31 32 56 115 65 53 0.52数控刀具常用工具锥柄标准简介国家标准GB 10945-89“自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉”是参照国际标准ISO 7388/2-1984制订的,外形尺寸相同,分为A型和B型两种:A型拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“LDA”;B型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置,代号为“LDB”。
二者均带贯通孔,用于冷却液流通。
德国标准DIN 6988-1987的拉钉有A型和B型两种,A型带贯通孔;B型不带贯通孔,但有密封圈用环形槽,以防止冷却液从尾部泄漏。
两种拉钉的拉紧面斜角均为15°,用于不带钢球的拉紧装置。
日本标准JIS B 6339:1998的拉钉只有一种型式,拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“xxP”。
日本工作机械工业会标准MAS -403的拉钉则有Ⅰ型和Ⅱ型两种:Ⅰ型拉钉的拉紧面斜角为30°,用于不带钢球的拉紧装置;Ⅱ型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置。
bt锥柄标准
bt锥柄标准
BT 锥柄标准是指用于机械加工中的一种刀柄连接方式。
BT 是英文 "Bar Taper" 的简写,意为棒锥形。
BT 锥柄标准由日本引进,现已成为国际上通用的一种标准。
BT 锥柄标准的主要特点包括以下几点:
1. 连接形式:BT 锥柄标准采用锥形连接方式,通过将刀柄的底部插入主轴锥孔中,利用锥形形状的卡口力矩传递力量,实现刀具与主轴的连接。
2. 主轴接口:BT 锥柄标准中的主轴接口通常是圆锥形状,并使用螺纹或牙条的方式进行固定。
常见的主轴接口规格有 BT30、BT40 和
BT50 等。
3. 刀柄接口:BT 锥柄标准中的刀柄接口也是圆锥形状,与主轴接口相匹配。
根据不同的规格,刀柄接口的形状和尺寸也会有所差异。
4. 刚性好:BT 锥柄标准采用了较长的刀柄设计,其较大的接触面积提供了更好的刚性和稳定性,适用于高速切削和重负荷加工。
5. 精度高:BT 锥柄标准要求刀柄和主轴的接触面精度较高,以确保稳定的刀具瞬态精度和重复定位精度。
总的来说,BT 锥柄标准作为一种常用的刀柄连接方式,具有较高的刚性、精度和稳定性,适用于各类机械加工,尤其是高强度、高速度或重载切削加工。
数控刀具常用工具锥柄标准简介

数控刀具常用工具锥柄标准简介孟广达 高 英 李 伟哈量集团数控刀具公司 随着数控金切机床的广泛使用,与之配套的数控刀具使用量也在不断增加。
由于我国多年来从不同国家引进了大量数控机床,而这些机床采用的工具锥柄标准不尽相同,这就给用户(尤其是刚接触数控金切机床的新用户)选用数控刀具带来一些困难和问题。
本文根据笔者手头收集到的一些相关标准作一简要介绍,希望有助于增加读者对数控刀具常用工具锥柄标准的了解和掌握。
目前,数控铣床和镗铣加工中心使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:中国国家标准G B10944-89:“自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄”;国际标准IS O7388/1:1983(40、45和50号工具锥柄)和IS O 7388/3:1986(30号工具锥柄);德国标准分DI N 69871-1:1995(30、40、45、50和60号工具锥柄)和DI N69871-2(40、45、50、55和60号工具锥柄)两种;日本现行标准为J IS B6339:1998(30、35、40、45、50、55和60号工具锥柄),用于代替日本工作机械工业会标准MAS-403:1975(40、45、50和60号工具锥柄);美国现行标准为AMSE B5150-1994(30、40、45、50和60号工具锥柄),用于代替ANSI/AS ME B5150 -1985标准。
手动换刀用7∶24工具锥柄的常见标准有国家标准G B383713-83和国际标准IS O297-82,以及机械行业标准JB338111-83。
1∶10空心工具锥柄目前已有国家标准G B 1944911-2004“带有法兰接触面的空心圆锥接口第1部分:柄部—尺寸”。
数控刀具常用工具锥柄标准【详述】
数控刀具常用工具锥柄标准简介内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.国家标准GB 10945-89“自动换刀机床用7:24 圆锥工具柄部40、45 和50号圆锥柄用拉钉”是参照国际标准ISO 7388/2-1984 制订的,外形尺寸相同,分为A 型和B 型两种:A 型拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“LDA”;B 型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置,代号为“LDB”。
二者均带贯通孔,用于冷却液流通。
德国标准DIN 6988-1987 的拉钉有A 型和B 型两种,A 型带贯通孔;B 型不带贯通孔,但有密封圈用环形槽,以防止冷却液从尾部泄漏。
两种拉钉的拉紧面斜角均为15°,用于不带钢球的拉紧装置。
日本标准JIS B 6339:1998 的拉钉只有一种型式,拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“xxP”。
日本工作机械工业会标准MAS-403 的拉钉则有Ⅰ型和Ⅱ型两种:Ⅰ型拉钉的拉紧面斜角为30°,用于不带钢球的拉紧装置;Ⅱ型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置。
使用时应注意,这两种拉钉的头部长度比JIS B 6339:1998 标准的拉钉头部直径小,颈部长度长,其代号为“PxxT”。
美国标准AMSE B5.50-1994 的拉钉只有一种型式,拉钉的拉紧面斜角为45°,且凸缘与螺纹之间无定心圆柱。
螺纹应为UNC 制螺纹,国内制造商为方便用户使用,也改为对应的公制螺纹,其它尺寸不变。
1:10 空心短圆锥柄的国际标准ISO 12164-1:2001 基本采用了德国标准DIN 69873-1 的方案。
刀柄尺寸

CNC刀柄标准加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
刀柄的检验标准.
关于刀柄的检验标准刀柄是连接机床和刀具的纽带。
通常在机床主轴内都有一个高精密的内锥孔 , 其锥度与刀柄相同 , 刀柄可以通过安装在顶端的拉钉 , 被自动拉入机床主轴内。
刀柄的下部是刀夹部分 , 用来夹固刀具。
通常刀柄由 4个部分组成:1 拉钉 2 锥柄 3 法兰及 V-形槽 4 刀夹部分锥柄的种类 : 它取决于刀柄与机床连接的方式。
刀柄与机床主轴的连接方式的选择主要考虑换刀的方式 (自动还是手动 , 夹紧力的大小 (锥度的大小 , 夹固力的来源以及转速等。
最常用的有两种 , 即锥度为 7:24的陡锥柄 SK(BT/CAT和 1:10空心圆锥柄HSK(详见 6.10-6.13 。
陡圆锥柄 : 简称 SK 型或 BT 型或 7:24通用型。
这种刀柄的锥度较大 , 为 7:24,是一种最常用的刀柄。
它能承受较高的转速和较高的力矩 , 多用于自动换刀机床。
其锥度柄直接安装于机床主轴的锥孔中 , 在刀柄的顶部有连接螺栓 (拉钉 , 机床中主轴的夹钳夹住刀柄顶部的拉钉向上拉 , 将刀柄拉入机床主轴中 , 同时主要靠刀柄与机床主轴壁间的摩擦力夹固。
刀柄的规格 :刀柄有 30、 35、 40、 45、 50和 60的规格 , 它表示在锥柄某处 (具体位置在不同的标准中并不同直径的大小。
锥体的规格通常是由机床厂商根据机床的有效功率或使用刀具的总体长度来选择的 , 也与出产国有关 (欧洲为 DIN 标准 , 美国为ANSI 标准 , 日本为 JIS 标准。
常用的刀柄规格 30,40,50, 其中 40应用最广泛。
刀柄的标准:德国标准 DIN 2080, DIN 69871DIN2080 型 (简称 NT 或 ST: 不带 V 形槽 (抓手槽 , 主要用于手动式换刀机床 , 是在传统型机床上通过拉杆将刀柄拉入后夹紧。
DIN69871型 (简称 SK 、 JT 、 DIN 、 DAT 或 DV: 其特点是具有 V 型槽 , 便于机械手从刀具链或刀具库取出刀具 , 并将其装入主轴中。
关于数控机床刀柄锥柄标准的介绍

关于数控机床刀柄锥柄标准的介绍目前,国内数控机床中使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多。
自动换刀机床常用的7∶24工具锥柄标准主要有:1. 中国国家标准GB/T10944-1,2-2006 “自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄-第一,二部分”;刀柄代号JT50(45)(40)-××2.国际标准ISO7388/1/2:2007(30、40、45、50、60号工具锥柄);刀柄代号:IV50(30)(45)(40)(60)-××,或SK50(40)-××3.德国标准DIN69871-1:1995(30、40、45、50和60号工具锥柄)刀柄代号:DV50(30)(45)(40)(60)-××,或SK50(40)-××4.日本标准JIS B6339:1998(30、35、40、45、50、55和60号工具锥柄)刀柄代号:BT50(30)(45)(40)(60)-××5.美国标准AMSEB5.50-1994(30、40、45、50和60号工具锥柄),刀柄代号:CAT50(30)(45)(40)(60)-××以上标准中,中国国家标准GB/T10944-1,2-2006与国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995可以互换在我国国内的机床中,中国国家标准GB/T10944-1,2-2006(或国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995)与日本标准JIS B6339:1998用得最多。
另外,最新的双面定位的7∶24工具锥柄,主要以日本BIG(大昭和)公司的BIG-plus标准为代表(有专利),代号为BBT50(40)-××手动换刀用7∶24工具锥柄的常见标准有:1.国家标准GB3837-20012.国际标准ISO297-19883.德国标准DIN2080-1979以上刀柄代号:NT50(40)(30)-××(在国内,其工具锥柄代号为“ST”)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主轴锥孔加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
9 t4 n5 J; Z1 A7 Y P一.7:24锥度的通用刀柄9 `锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
三维网技NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
BT 型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
(5) ANSI B5.50型(简称 CAT)三维网技术论坛* F5 _* U/ G- r, pANSI B5.50型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类似,但由于少一个楔缺口,所以ANSI B5.50型刀柄不能安装在DIN69871和IS0 7388/1机床上,但 DIN 69871和IS0 7388/1 刀柄可以安装在ANSI B5.50型机床上。
二、 1:10的HSK真空刀柄) f/ c# L k! r9 KHSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、 HSK-B、 HSK-C、 HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀) 和HSK-E(带内冷自动换刀,高速型)。
三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江1 r5 H3 S0 `- T8 y5 v& P. U. ^7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。
HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的HSK刀柄有A型、B 型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。
三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa/ R$ p+ |, y- D# L$ ]3 A: J! n A型和E型的最大区别就在于:1.A型有传动槽而E型没有。
所以相对来说A型传递扭矩较大,相对可进行一些重切削。
而E型传递的扭矩就比较小,只能进行一些轻切削。
三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江: ]2 l/ J8 Z#T D5 \# I- T& `2.A型刀柄上除有传动槽之外,还有手动固定孔、方向槽等,所以相对来说平衡性较差。
而E型没有,所以E型更适合于高速加工。
型和F型的机构完全一致,它们的区别在于:三维网技术论坛+ s" w% J* Y% F, h# P* ?9 x 同样称呼的E型和F型刀柄(比如E63和F63),F型刀柄的锥部要小一号。
也就是说E63和F63的法兰直径都是φ63,但F63的锥部尺寸只和E50的尺寸一样。
所以和E63相比, F63的转速会更快(主轴轴承小)。
HSK真空刀柄加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1(国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)1:10 HSK真空刀柄的德国标准是DIN69873。
有六种标准和规格,即HSK-A、HSK-B、HSK-C、HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A(带内冷自动换刀)、HSK-C(带内冷手动换刀)和HSK-E(带内冷自动换刀,高速型)。
7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。
HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的HSK刀柄。
其中常用于加工中心(自动换刀)上的有A型、E 型和F型。
NT刀柄是手动换刀的刀柄阿,JT刀柄是德国DIN标准DIN69871刀柄,是自动换刀的刀柄。
NT和JT的区别主要在于NT没有供机械手的凹槽,以及没有供换刀架定位的键槽。
NT刀柄是手动换刀的刀柄阿,JT刀柄是德国DIN标准DIN69871刀柄,是自动换刀的刀柄。
NT和JT的区别主要在于NT没有供机械手的凹槽,以及没有供换刀架定位的键槽。
NT 也有两种哦!尾部有公制和英制两种!DIN2080是公制的!一般情况下,大家将普通铣床上的7:24刀柄叫NT,主要是为了区别数控柄BT和JT的。
就是屁股上有尾巴的哪个,DIN2080标准的JT国标同DIN69871、ISO7388/1。
NT第一次接触不知道。
BT60等刀柄是国际标准的,只有一种型号日本标准锥柄柄部型号 D D1 d L L1L2 L3 L4 bBT30 31.75 46 M12 48.4 2 0 13.6 16.3 2 16.1BT40 44.45 63 M16 65.4 2 5 16.6 22.6BT50 69.85 100 M24 101.835 23.2 35.4 3 25.7BT60 107.95 155 M30 161.845 28.2 60.1日本标准拉钉Pull Stud Type of Japan 日本JIS B 6339-1998拉钉型号 D D1 D2 D3 LL1 L2 重量(kg)30P M12 12.5 12 16.5 4323.4 18.4 0.0440P M16 17 19 23 5429 23 0.0750P M24 25 28 38 7434 25 0.2555P M30 31 36 48 9848 36 0.52Pull Stud Type of Japan 日本 MAS 403 BT拉钉型号 D D1 D2 D3 LL1 L2 重量(kg)P30TⅠ/Ⅱ M12 12.5 11 16.5 4323 18 0.02P40TⅠ/Ⅱ M16 17 15 23 6035 28 0.07P50TⅠ/Ⅱ M24 25 23 38 8545 35 0.25Ⅱ M30 31 32 56 11565 53 0.52数控刀柄标准一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部30.40、45和50号圆锥柄》.这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部30,40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分组成,例如(JT-45-Q32-120),各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
表1 工具柄部型式代号代号工具柄部型式JTBTSTMTMWZB 自动换刀机床用7:24圆锥工具柄 GB 10944-89自动换刀机床用7:24圆锥BT型工具柄 JIS B6339手动换刀机床用7:24圆锥工具柄 GB 3837.3-83带扁尾莫氏圆锥工具柄 GB 1443-85无扁尾莫氏圆锥工具柄 GB 1443-85直柄工具柄 GB 6131-85由于高速切削时,主轴、刀柄及刀具在高速旋转情况下,较小的偏心就会产生较大的离心力,由振动引起产品的质量、降低主轴和刀具的使用寿命。