油漆表面处理Surface Preparation
简述漆面修复的工艺流程

简述漆面修复的工艺流程英文回答:The process of repairing paint surfaces involves several steps to ensure a seamless and flawless finish. Here is a brief overview of the typical process:1. Surface Preparation: The first step is to prepare the damaged area for repair. This involves cleaning the surface to remove any dirt, grime, or loose paint. Sanding may also be required to smooth out any rough edges or imperfections.2. Filling and Leveling: If there are any dents, scratches, or deep gouges, they need to be filled and leveled. This is usually done using a body filler or putty. The filler is applied to the damaged area and then sanded down to achieve a smooth and even surface.3. Priming: Once the surface is smooth and level, aprimer is applied. The primer helps to improve adhesion and provides a base for the paint to adhere to. It also helps to seal the repaired area and prevent any further damage.4. Color Matching: The next step is to match the color of the existing paint. This is done by carefully selecting the right shade and mixing it to achieve a perfect match. Color matching is crucial to ensure that the repaired area blends seamlessly with the surrounding paint.5. Painting: After the color is matched, the paint is applied to the repaired area. This can be done using a spray gun or a brush, depending on the size and location of the repair. Multiple coats may be necessary to achieve the desired coverage and finish.6. Clear Coat: Once the paint has dried, a clear coat is applied to protect the repaired area and give it a glossy finish. The clear coat also helps to blend the repaired area with the rest of the paintwork.7. Buffing and Polishing: After the clear coat hasdried, the repaired area is buffed and polished to remove any imperfections and achieve a smooth and shiny finish. This step is crucial to ensure that the repaired area is indistinguishable from the rest of the paintwork.8. Final Inspection: The last step is to inspect the repaired area to ensure that it meets the desired quality standards. Any remaining imperfections or blemishes are addressed and corrected.中文回答:修复漆面的工艺流程包括以下几个步骤,以确保修复后的表面无缝且完美:1. 表面准备,第一步是准备受损区域进行修复。
油漆施工方案
原子能-土耳其项目油漆施工方案该项目油漆施工按ISO12944标准执行,具体如下:1. Paint specification 涂料配套方案1.1. Surface preparation 表面处理Grit blast the steel surface to ISO 8501-1 Sa2½.钢结构的表面喷砂处理至ISO 8501 Sa 2 ½ 。
1.2. Application 施工方法Airless spraying or air spraying can be used. Brushing can be only used for stripecoating or small area touch-up.可使用高压无气喷涂和空气喷涂, 刷涂仅用于预涂和小面积修补.1.3. Specification 配套方案Coat涂层Product Name 产品名称DFT(um)干膜厚度(微米) Primer 底漆环氧磷酸锌底漆80Mid-coat 中间漆云母氧化铁中间漆180Topcoat 面漆聚氨酯面漆55Total DFT 干膜总厚度3152.Surface Preparation 表面处理2.1 Steelwork preparation 钢结构处理In order to provide surfaces which will ensure optimum paint performance, prior toblast cleaning, weld defects such as pinholes and discontinuities shall be repaired.Sharp edges and flame-cut edges shall be reduced by grinding. Welds shall besmooth and free of all weld slag and weld spatter.为了保证涂料发挥最性能,钢结构表面在喷砂前,电焊缺陷例如气孔和不连续焊等要修正好。
玻璃粘结与密封操作

Industry
3
为确保粘接效果
在施工前,全部需要粘接旳基材都需要在 试验室做粘接相容性测试。 如更换基材供给商或表面处理措施请及时 与西卡技术服务部门联络。
Sika (China) Ltd.
Industry
内聚破坏 VS. 粘接失败
4 3
2
4
1
Sika (China) Ltd.
Sika (China) Ltd.
Industry
7
1. 表面处理 Surface preparation
框架与玻璃:
第2步 清洁与活化
使用干燥洁净旳无纺布或吸水纸蘸取少许旳SikaAktivator在需要粘接区域 沿一种方向轻擦一次。 然后立即用干燥洁净旳无纺布或吸水纸在擦过旳区域再擦一次,以清除多 出旳SikaAktivator。
Industry
1
Direct Glazing and Gap-filling Application
玻璃粘接和密封操作
Sika Industry
Jimmy Zhang
Sika (China) Ltd.
Industry
2
Sikaflex®单组份聚氨酯粘接密封胶旳施工环境
1. 尽量无尘,无硅酮胶、油漆或溶剂。 2. 最合适旳施工环境为23 ℃,50%相对湿度。 3. 对西卡产品及基材最佳旳温度范围为15-25 ℃。
☺有空腔就可能造成将来旳腐蚀
Industry
1
2. 施工 Application
2
第2步 放置垫块 Spacer placement
垫块
框架
胶条
阻断胶条
Si空ka洞,(C易h造in成a渗) 漏Lt、d腐. 蚀
蛋壳光乳胶漆施工流程
蛋壳光乳胶漆施工流程英文回答:Eggshell Emulsion Paint Application Process.1. Surface Preparation:Ensure the surface is clean, dry, and free from any dirt, grease, or loose paint.Repair any cracks or holes using appropriate fillers.If necessary, apply a primer to enhance paint adhesion and coverage.2. Mixing and Thinning:Thoroughly stir the paint before use.If required, thin the paint according to themanufacturer's instructions to achieve the desired consistency for roller or brush application.3. Paint Application:Use a high-quality brush or roller designed for emulsion paints.Apply thin, even coats of paint, allowing each coat to dry before applying the next.Use light, overlapping strokes, ensuring even distribution of paint.4. Drying Time:Allow the paint to dry thoroughly between coats.The drying time will vary depending on factors such as temperature, humidity, and ventilation. Follow the manufacturer's recommendations.5. Touch-Ups and Refinishing:Once the paint is dry, inspect for any imperfections or areas that require touch-ups.Use a small brush to carefully apply touch-ups as needed.If necessary, recoat the entire surface to achieve a uniform finish.Additional Tips:Protect surrounding areas from paint splatters using drop cloths or masking tape.Use a paint tray and roller grid to load and spread the paint evenly.Clean brushes and rollers immediately after use to prevent hardening.Allow the paint to cure for several days before subjecting it to high humidity or heavy usage.中文回答:蛋壳光乳胶漆施工流程。
喷漆工艺流程及原理
喷漆工艺流程及原理Painting process is an important step in the production of many products, such as cars, furniture, and machinery. 喷漆是让产品表面变得更加美观,提高产品的附加值。
The painting process involves several steps, including surface preparation, priming, painting, and drying. 在整个喷漆工艺流程中,每一个步骤都至关重要,一丝不慢的环节都可能导致最终产品出现质量问题。
Surface preparation is the first step in the painting process, which involves cleaning and sanding the surface to ensure proper adhesion of the paint. 表面处理包括用清洁剂清洁表面,用砂纸打磨表面去除表面污垢和不平整。
Proper surface preparation is essential for achieving a smooth and uniform paint finish. 表面处理的质量将直接影响到最终产品的质量,所以这一步骤尤为重要。
After surface preparation, the next step is priming, which involves applying a primer to the surface to improve adhesion and corrosion protection. 在打底阶段,要根据实际情况选择适当的底漆类型和工艺参数。
Priming is crucial in ensuring the longevity and durability of the paintfinish, as it provides a smooth and uniform base for the topcoat layers. 良好的底漆涂覆能够增强产品的防腐性能和表面平整度。
常用表面处理标准介绍
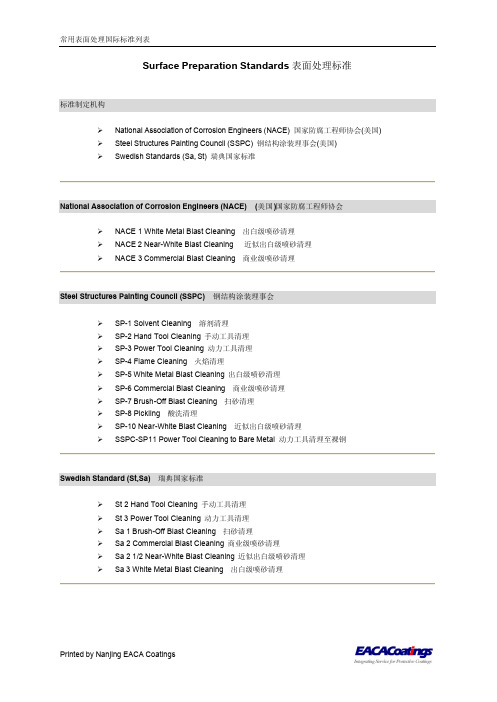
常用表面处理国际标准列表Printed by Nanjing EACA Coatings Surface Preparation Standards 表面处理标准标准制定机构ØNational Association of Corrosion Engineers (NACE) 国家防腐工程师协会(美国) ØSteel Structures Painting Council (SSPC) 钢结构涂装理事会(美国) Ø Swedish Standards (Sa, St) 瑞典国家标准National Association of Corrosion Engineers (NACE) (美国)国家防腐工程师协会ØNACE 1 White Metal Blast Cleaning 出白级喷砂清理 ØNACE 2 Near-White Blast Cleaning 近似出白级喷砂清理 ØNACE 3 Commercial Blast Cleaning 商业级喷砂清理Steel Structures Painting Council (SSPC) 钢结构涂装理事会ØSP-1 Solvent Cleaning 溶剂清理 ØSP-2 Hand Tool Cleaning 手动工具清理 ØSP-3 Power Tool Cleaning 动力工具清理 ØSP-4 Flame Cleaning 火焰清理 ØSP-5 White Metal Blast Cleaning 出白级喷砂清理 ØSP-6 Commercial Blast Cleaning 商业级喷砂清理 ØSP-7 Brush-Off Blast Cleaning 扫砂清理 ØSP-8 Pickling 酸洗清理 ØSP-10 Near-White Blast Cleaning 近似出白级喷砂清理 Ø SSPC-SP11 Power Tool Cleaning to Bare Metal 动力工具清理至裸钢Swedish Standard (St,Sa) 瑞典国家标准ØSt 2 Hand Tool Cleaning 手动工具清理 ØSt 3 Power Tool Cleaning 动力工具清理 ØSa 1 Brush-Off Blast Cleaning 扫砂清理 ØSa 2 Commercial Blast Cleaning 商业级喷砂清理 ØSa 2 1/2 Near-White Blast Cleaning 近似出白级喷砂清理 Ø Sa 3 White Metal Blast Cleaning 出白级喷砂清理。
胶水行业中最常用的英文术语
胶水行业中最常用的英文术语(总4页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除胶水行业中最常用的英文术语Acrylics丙烯酸树脂:它们通常是二组份产品,但是不要求进行混合,因为每一种成份用于一个表面,当两个表面粘接在一起就会凝固。
大多数胶水只要对表面稍作处理就可快速凝固并牢固粘合。
大多数胶水都有怪味,因此要求通风设备良好。
Adhere粘合:通过粘附力使两个表面接合在一起。
Adhesion粘合作用:由化合价键力或联锁作用或二者共同作用所产生的表面间合力,使两个表面处于被接合状态。
Adhesive粘合剂:一种通过表面接触可使材料粘在一起的物质。
Aerosol Adhesives喷胶:这种使用非常普遍的施胶方法,是用压缩空气使胶水雾化,然后将其直接喷到表面上。
Anaerobics厌氧胶:厌氧胶在没有空气的情况下固化,因此只要容器中能够渗透空气,它们始终保持液体状态。
只有当空气被排除出粘接的部位,它们才会硬化。
Automatic Dispensing自动施胶设备:当生产率很高,以致工人难以保持生产质量时就使用该设备。
该设备可自动打气、计量、混合,并按照各种不同的粘度和出胶速度送出单组份或多组份胶水。
Bond粘接:通过胶水使材料连一起。
Bond Strength粘接强度:该单位负载可用于衡量拉力、压力、剥离力、冲击力、撬力或剪切力,同时该强度的获取有以下要求:在分离被粘接体时,在粘接面或附近发生材料破坏。
Catalyst催化剂:一种化学物质,当混合于可固化的合成物中,可发生化学反应,导致变化或凝固。
Centistoke/Centipoise厘沲/厘泊:粘度单位/运动粘度单位,用于衡量材料的粘稠性。
Conformal Coating贴合性涂层:一种低粘度的液体产品,可均匀地涂布于较复杂的几何体上,凝固后的涂层与复杂几何体完全贴合。
Corrosion腐蚀:因电离作用或化学作用产生的副产品或产品中的不纯杂质造成的表面质量下降,发生于金属、合金和其他基材上,通常湿度和温度可加速腐蚀。
油漆检验表格模板
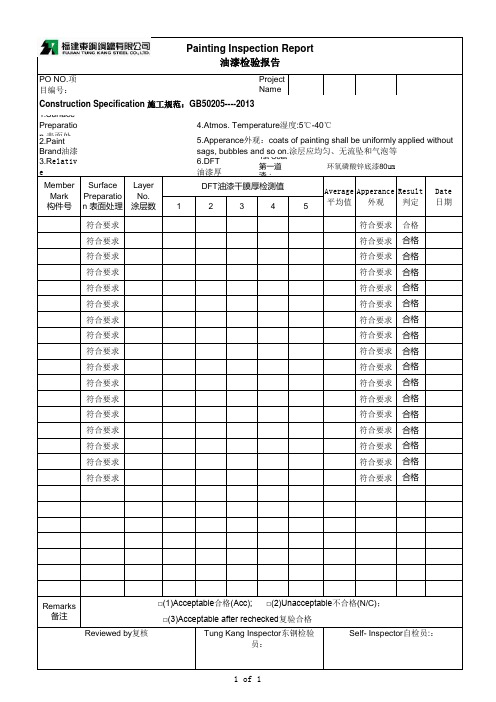
PO NO.项目编号:1504TXProject Name 项目名称:联芯集成电路制造项目1.Surface Preparation 表面处理:Sa2.52.Paint Brand 油漆品牌:Jotun 佐敦3.R elative Humidity相对湿度:<85% 6.DFT 油漆厚度1st Coat 第一道漆:12345符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格符合要求符合要求合格Reviewed by 复核Tung Kang Inspector 东钢检验员:Self- Inspector 自检员::Painting Inspection Report油漆检验报告□(3)Acceptable after rechecked 复验合格Member Mark 构件号Remarks备注Surface Preparatio n 表面处理Layer No.涂层数Average 平均值Apperance 外观Result 判定Date日期Construction Specification 施工规范:GB50205----20134.Atmos. Temperature 湿度:5℃-40℃5.Apperance 外观:coats of painting shall be uniformly applied without sags, bubbles and so on.涂层应均匀、无流坠和气泡等 环氧磷酸锌底漆80um DFT 油漆干膜厚检测值□(1)Acceptable 合格(Acc); □(2)Unacceptable 不合格(N/C);1 of 1。
油漆及表面处理要求painting and surface treatment requirement
表面处理及油漆要求Surface Treatment And Paint Requirement1.概要 General根据设备要求,对设备的涂敷作出简要的规范,保证设备最终外观质量符合相关规范要求。
According to the requirement of equipment ,making a brief specification for the equipment painting to make sure the final appearance conform to the code requirement.2.涂敷前设备要求 requirement before painting2.1.设备在油漆前必须完成所有制造,焊接,检验程序;2.1 All equipment fabrication ,welding,inspection procedure must befinished before the painting.2.2.油漆前应完成设备外观尺寸及部件安装尺寸的核查,保证设备尺寸、公差。
2.2 Inspect the external dimension and unit mounting dimension,ensure thedimension and tolerance of the equipment.3.涂敷的范围 Painting Scope3.1油漆只对设备碳钢外表面;3.1 Only painting the outside surface of the carbon steel equipment.3.2 所有法兰密封面应涂刷透明防锈油脂,防止大气锈蚀。
3.2 All flange sealing surface should be painted with preservation oil and grease , prevent air corrosion.4.涂敷部分的表面处理要求Surface treatment requirement of the painting part4.1总则 General用于喷砂和喷涂的压缩空气应不含潮气和油污。
SURFACE TREATMENT STUDY DATA
③ 纹S状a的3使轻钢微材色表斑观洁净的喷射清理 创非造常合 彻适底的喷表射面处粗理糙度,为确保涂层保护性能,最大粗糙度一般应控制在涂层干膜总厚度的1/3 以下,对防腐涂料而言,通常涂层厚度
生点蚀的钢材表面 用为火25焰0-清30理0u方m式。进行表面处理:钢板用火焰加热后产生得附着物,然后用动力工具清理
在不放大的情况下进观行察观,察表,面表没面有没可有见可的见油的脂油和脂污和垢污,垢并,且并没且有几氧乎化没皮有、附铁着锈不、牢油的漆氧涂化层皮和、异铁物锈 ,、表油面漆具涂有层均和匀异的物金属光泽
① Sa1轻度喷射处理
在不放大的情况下观察时,表面没有可见 的油污和污垢,并且没有附着不牢固的氧化
皮、铁锈、油漆涂层、和异物
②Sa2彻底喷射处理
在不放大的情况下进行观察,表面没有可见 的油脂和污垢,并且几乎没有附着不牢的氧
表面处理
(surface treatment)
--PAINTING SECTION
一.表面处理的概念:
在涂装前,去除被涂物体表面所有的附着物 (氧化皮、铁锈、油污等异物)以此提高被
涂表面与油漆的结合力
二.表面处理的国际规定
SSPC标准: 钢铁建筑物油漆协会 SIS标准:瑞典标准协会
NACE标准:国际防蚀工程师协会 BS标准:英国标准协会
在涂涂漆装 前前表,面去处除理被最涂主物要体的表目面的所是有提的附着物(氧化皮、铁锈、油污等异物)以此提高被涂表面与油漆的结合力
非高常涂彻 层底的喷防射腐处蚀理能力,延长涂层的使用寿命,充分发挥涂层的保护作用
涂装浸粉工艺与流程
涂装浸粉工艺与流程英文回答:Powder coating is a popular finishing process used in various industries, including automotive, furniture, and appliances. It involves applying a dry powder to a surface and then curing it using heat, resulting in a durable and attractive finish. Let's explore the process and steps involved in powder coating.1. Surface Preparation:Before applying the powder, the surface needs to be properly prepared. This typically involves cleaning the surface to remove any dirt, oil, or rust. Various methods can be used for surface preparation, such as sandblasting, chemical cleaning, or mechanical abrasion.2. Powder Application:Once the surface is clean, the next step is to apply the powder coating. There are different methods for powder application, including electrostatic spraying and fluidized bed dipping. Electrostatic spraying is the most common method, where the powder particles are charged and then sprayed onto the surface. The charged particles are attracted to the grounded surface, resulting in a uniform coating.3. Curing:After the powder is applied, the coated object is then cured. Curing involves exposing the coated object to high temperatures, typically in a curing oven. The heat causes the powder particles to melt and flow together, forming a continuous film. The curing process also chemically cross-links the powder, enhancing its durability and resistance to chipping, scratching, and fading.4. Quality Control:Once the curing is complete, the coated objectundergoes quality control checks. This includes inspecting the coating for any defects, such as uneven thickness, orange peel texture, or bubbles. If any defects are found, they can be repaired or the object may need to go through the entire process again.5. Packaging and Shipping:After passing the quality control checks, the coated objects are packaged and prepared for shipping. Proper packaging is essential to protect the finish during transportation and ensure it arrives in pristine condition.涂装浸粉工艺与流程。
涂装表面处理

Undercut砍口 砍口
砍口超过了规定尺寸 建议重新焊补或者磨平. 建议重新焊补或者磨平
Manual weld bead手动焊珠 手动焊珠
Sharp profile peaks to be smoothed using用动力工具打磨 用动力工具打磨 grinder
06 Surface preparation
Remaining weld beads after removal of supports welded on to the structure
• Prior to pretreatment these must be grinded away to form an acceptable substrate for the paint system
Cd-4930-48
06 Surface preparation
slide # 12
Pre-blasting preparation Grinding a small construction
• Mark areas where grinding are required • Remove weld spatters • Grind the welds • Grind the notches • Important to carry out the grinding to improve the life time of the paint system
Paint
Cd-4932-21 Steel
06 Surface preparation
slide # 7
Cross section of painted steel construction with well rounded edge
Surface preparation
English: Bona R580 Moisture Barrier, Site Work英文:博纳R580防潮胶,现场操作Bona R580博纳R580防潮胶Site Work现场操作Surface preparation表面处理The substrate must be even, clean, free from cracks and physically sound. Prior to application the floors must always be sanded, any laitance on top of the floor must have been removed; in case of concrete shoot blasting might be necessary. The surface shall not be “obviously wet”. If necessary it should be professionally prepared for laying.基底必须平整、清洁、没有裂缝、结实坚固。
在涂抹之前,基底表面必须经过打磨,必须清除其上部的所有浮浆皮,如果是混凝土表面,可能需要急流吹扫。
基底表面不得“明显地潮湿”。
如果有必要,基底表面在铺装地板前应该经过专业处理。
If the floor is uneven and a levelling with a levelling compound (H600 or H650) is needed, first the R580 shall be applied with a consumption of ~ 500 g/m². Afterwards quartz sand (grain size: 0.3 to 0.8 mm) shall then be broadcasted in excess ( ~ 2 kg /m²) in the fresh, wet primer.如果基底表面不平整,需要用流平剂(H600或H650型)进行平整处理时,首先以大约500克/平方米的消耗量涂抹R580。
油漆表面处理Surface Preparation
表面灰尘清洁度
• ISO 8503-2 油漆施工前钢板表面灰尘的评估 (压敏胶带法)
• 一般防腐要求在3级以内
• 储罐要求在2级以内
表面清洁度灰尘量评定-压敏胶带法
灰尘清洁度
表面处理的对象:锌盐(白锈)
• 采用抛丸喷砂清理方法处理钢表面时,锈,氧化皮 和旧油漆与一些底材金属一起除去
九.表面处理标准
喷射处理等级
Sa1 轻度的喷射 钢材表面应无可见的油脂和污物,并且没有附着不牢的氧化皮、铁锈和油漆涂层 及其它杂质(水溶性盐和焊接残渣)见照片Bsa1,Csa1,Dsa1。
Sa2 彻底的喷射处理 钢材表面应无可见油脂、污垢、氧化皮、铁锈和油漆涂层及其它杂物应尽可能除 去,任何附着物均应是牢靠的。见照片Bsa2,Csa2,Dsa2。
表面处理的对象:铁锈
• 铁锈是松散物质
• 对漆膜的附着力有影响
• 往往含有水分、氧气以 及可溶性盐分等。
• 可以用打磨和喷砂的方 法除去
表面处理的对象:氧化皮
• 氧化皮本身是复杂的结构:
– 表面层:三氧化二铁 – 中间层:四氧化三铁 – 最下层在钢材表面:氧化亚铁
• 氧化皮在受到外界温度变化、机械力 作用量会剥落
Surface Preparation
表面处理
表面处理 Surface Preparation
良好的表面处理才能保证良好的涂层性能 Good Surface Preparation to ensure the optimum paint performance and quality
表面处理可能包括下列内容:
钢瓶表面涂油漆工艺流程
钢瓶表面涂油漆工艺流程英文回答:Painting process for steel cylinders:The painting process for steel cylinders involves several steps to ensure a smooth and durable finish. Hereis a detailed explanation of the process:1. Surface preparation: Before applying the paint, the surface of the steel cylinder needs to be properly cleaned and prepared. This includes removing any dirt, rust, or other contaminants that may be present. The surface can be cleaned using solvents, sandblasting, or other methods depending on the condition of the cylinder.2. Priming: Once the surface is clean, a primer is applied to enhance adhesion and corrosion resistance. The primer acts as a base coat and helps the paint adherebetter to the surface. It also provides an additional layerof protection against rust and other environmental factors.3. Painting: After the primer has dried, the actual paint is applied to the steel cylinder. The paint can be applied using various methods such as spraying, brushing, or dipping, depending on the desired finish and the equipment available. Multiple coats may be applied to achieve the desired color and coverage.4. Curing: Once the paint is applied, the cylinder needs to go through a curing process to ensure proper drying and hardening of the paint. This can be done by allowing the paint to air dry or by using heat or infrared lamps to speed up the process. Curing times may vary depending on the type of paint used.5. Inspection: After the paint has dried and cured, the cylinder is inspected for any imperfections or defects. This includes checking for uneven coating, runs, or any other issues that may affect the appearance or performance of the paint. Any necessary touch-ups or corrections are made at this stage.6. Quality control: The final step in the painting process is quality control. This involves checking the overall quality of the paint job, including color consistency, adhesion, and durability. Random samples may be tested for various properties to ensure that the paint meets the required standards.中文回答:钢瓶表面涂油漆工艺流程:钢瓶表面涂油漆的工艺流程包括几个步骤,以确保涂层平滑耐用。
表面处理opo工艺流程
表面处理opo工艺流程英文回答:Surface treatment is an essential process in the manufacturing industry, especially in the field ofelectronic products. It involves various techniques and methods to improve the surface properties of a material, such as its appearance, corrosion resistance, anddurability. In this article, I will discuss the general process flow of surface treatment, focusing on the electroplating process (opo) as an example.The surface treatment process typically includesseveral steps: preparation, cleaning, surface modification, and finishing. Let's take a closer look at each step.1. Preparation: Before starting the surface treatment,it is crucial to prepare the material or component properly. This may involve removing any existing coatings, polishing the surface, or degreasing the material. The goal is tocreate a clean and smooth surface for the subsequent processes.2. Cleaning: The next step is to clean the material thoroughly. This is done to remove any dirt, grease, orother contaminants that may affect the quality of the surface treatment. There are various cleaning methods available, such as ultrasonic cleaning, chemical cleaning,or mechanical cleaning.3. Surface Modification: Once the material is clean, it is ready for surface modification. In the case of electroplating, this step involves applying a thin layer of metal onto the surface of the material. The metal used for plating can vary depending on the desired properties, such as gold for conductivity or nickel for corrosion resistance. The material is immersed in an electrolyte solution, and an electric current is passed through it to deposit the metal ions onto the surface.4. Finishing: After the surface modification, the final step is to finish the surface. This may involve polishing,buffing, or coating the material to achieve the desired appearance and functionality. For example, a protective coating can be applied to enhance the durability and resistance to wear and tear.In summary, the surface treatment process, specifically electroplating (opo), involves preparation, cleaning, surface modification, and finishing. Each step plays a crucial role in achieving the desired surface properties. By following this process flow, manufacturers can enhance the quality and performance of their products.中文回答:表面处理是制造业中的一个重要工艺,尤其在电子产品领域。
拉丝古铜色的喷涂流程
拉丝古铜色的喷涂流程英文回答:The process of spray painting with a bronze-like finish involves several steps. Here is a general outline of the process:1. Surface Preparation:Clean the surface thoroughly to remove any dirt, grease, or contaminants. This can be done using a mild detergent and water or a suitable solvent.Sand the surface lightly to create a smooth and even texture. This will help the paint adhere better.2. Primer Application:Apply a suitable primer to the prepared surface. The primer will help the paint bond to the surface and providea more even finish.Choose a primer that is specifically designed for metal surfaces and is compatible with the bronze color paint you will be using.3. Base Coat Application:Once the primer is dry, apply the base coat of bronze paint. This should be a metallic bronze color that closely matches the desired finish.Use even and overlapping strokes to ensure a consistent coverage. It is recommended to apply multiple thin coats rather than one thick coat to avoid drips or unevenness.4. Patina Application:After the base coat is dry, apply a patina solution to create an aged or antiqued look. Patina solutions are available in various shades of brown and green, which canbe used to achieve different bronze effects.Apply the patina solution with a brush or sponge, focusing on areas where natural aging or weathering would occur, such as corners, edges, and recesses.Allow the patina solution to dry and react with the base coat to create the desired effect.5. Clear Coat Application:To protect the bronze finish and add a glossy sheen, apply a clear coat over the painted surface.Choose a clear coat that is compatible with the bronze paint and patina solution used. It should also provide UV protection and resistance to weathering.Apply the clear coat in thin, even layers, allowing each coat to dry before applying the next.6. Finishing Touches:Once the clear coat is fully dry, inspect the painted surface for any imperfections or areas that may need touch-ups.Use a fine-grit sandpaper to smooth out any rough spots or drips. Clean the surface again to remove any dust or debris.If necessary, apply additional coats of clear coat or touch-up the base coat and patina to achieve the desired finish.中文回答:喷涂拉丝古铜色的流程包括以下几个步骤:1. 表面处理:彻底清洁表面,去除任何污垢、油脂或杂质。
锌合金喷涂前处理流程
锌合金喷涂前处理流程英文回答:Before the zinc alloy spray coating process, there are several important steps in the pre-treatment process. The purpose of these steps is to ensure the surface of the zinc alloy is properly prepared for the spray coating, resulting in a high-quality and durable finish.The first step in the pre-treatment process is cleaning. The zinc alloy surface needs to be thoroughly cleaned to remove any dirt, grease, or other contaminants. This can be done using solvents, detergents, or mechanical methods such as brushing or blasting. The cleaning process ensures that the spray coating adheres properly to the surface and prevents any contamination that could affect the coating's performance.After cleaning, the next step is surface preparation. This involves roughening the surface of the zinc alloy tocreate a suitable texture for the spray coating to adhere to. Various methods can be used for surface preparation, such as sanding, grinding, or chemical etching. The choice of method depends on the specific requirements of the coating and the condition of the zinc alloy surface.Once the surface is prepared, the zinc alloy may need to undergo a pre-treatment process called conversion coating. Conversion coating involves applying a chemical solution to the surface to create a thin layer that improves the adhesion of the spray coating. This layer also provides corrosion resistance and enhances the overall durability of the coating. Common conversion coating methods for zinc alloys include chromate conversion coating and phosphate conversion coating.After conversion coating, the zinc alloy is ready for the spray coating process. The spray coating is typically applied using a spray gun or other spraying equipment. The coating material, which can be a zinc alloy or another type of coating, is evenly sprayed onto the surface of the zinc alloy. The thickness of the coating can be controlled byadjusting the spraying parameters, such as the spray pressure and nozzle size.Once the spray coating is applied, it needs to be cured or dried. Curing can be done through various methods, such as air drying, oven drying, or using infrared lamps. The curing process ensures that the coating fully adheres to the surface and achieves its desired properties, such as hardness, corrosion resistance, and appearance.In conclusion, the pre-treatment process for zinc alloy spray coating involves cleaning, surface preparation, conversion coating, spray coating, and curing. Each step plays a crucial role in ensuring the quality and durability of the final coating. By following these pre-treatment steps, the zinc alloy can be properly prepared for the spray coating process, resulting in a high-performance and long-lasting finish.中文回答:在进行锌合金喷涂前处理流程时,有几个重要的步骤。
表面处理工艺技术(Surface treatment technology)
表面处理工艺技术(Surface treatment technology)Surface treatment technologyShell paintThe shell paint metal feels excellent, good alcohol resistance, can be re coated with PU or UV varnish. The content of heavy metals in toys and coatings meets international safety standards. Including CPSC lead content standard, American test standard ASTMF 963, European standard EN71, EN1122.ChameleonDifferent colors vary with different angles. Is a multi angle magic special coating, so that your value of goods to improve, to create a flawless appearance of superb effect.Silver plating coatingSilver plated paint is a non-toxic, imitation plating effect paint, suitable for ABS, PC, metal workpiece, with excellent imitation plating effect and excellent alcohol resistance.Rubber paintScope of application: ABS, PC, PS, PP, PA and hardware parts.Product features: This product is a painting, texture as soft rubber, elastic, soft, anti fouling, anti solvent etc.. The paint can be painted with silk screen after drying. The content of heavy metals conforms to international safety standards.Including CPSC lead content standard, American test standard ASTMF 963, European standard EN71, EN1122.Conductive paintIt is suitable for all kinds of PS and ABS plastic products, conductive and magnetic, electromagnetic wave and magnetic line can play a shielding role; in the electrical function to achieve the purpose of plastic instead of metal. The resistance value can be adjusted according to the guest's requirement. The content of heavy metals conforms to international safety standards, including CPSC lead content standard, American test standard ASTMF-963, European standard EN71, EN1122.UVHigh performance UV curable varnishPearl powder -ZG001Pearlescent pigments are widely used in cosmetics, plastics, printing inks and automotive coatings and other industries. The main types of pearlescent pigment are: natural scale pearl pigment, bismuth oxychloride crystal pearlescent pigment, mica coated pearlescent pigment.Luminous paintLuminous powder is a powder additive that can emit light in the dark. It can be mixed with any kind of transparent coating or external coating, the effect is more significant, the luminoustime is up to 8 hours at night!Laser engravingCarving with laser carving is more convenient and faster than using ordinary carving knives. With ordinary carving knife in hard materials, such as carved in granite, steel plate, or in some relatively soft material, such as leather for carving, it is more difficult to take a relatively long time to carve a picture. If the use of laser engraving is different, because it is the illumination of a workpiece using high energy density laser, or color changed the surface material gasification, thus leaving a permanent mark carving method. It has no contact with the material at all. The material is hard or soft, and does not interfere with the speed of engraving. So laser engraving technology is one of the biggest application fields of laser processing. Carving with this kind of carving knife, no matter in hard material, or on soft material engraving, the speed of carving is the same. If we cooperate with the computer to control the movement of the laser beam, the engraving work can be automated. The carved patterns on a photoelectric scanner, the scanner output signal after computer processing, used to control the laser beam, it can automatically glass on wood, leather, according to carving out our pattern. At the same time, the focused laser beam is very thin, which is equivalent to the very clever carving knife, the engraving lines are fine, the details of the pattern can also be carved out. Laser engraving can play all kinds of characters, symbols and patterns, and the size of characters can be from millimeter to micron, which has special significance for product anti-counterfeiting. Laser engraving has been developed to achieve submicron carving inrecent years, and has been widely used in microelectronics and bioengineering.Advantage:1, exquisite, anti-counterfeiting, permanent preservation, greatly improve the quality of products.2, more exquisite than traditional corrosion, no screen printing, pad printing patterns easily erased and blurred shortcomings.3, computer control, graphics and text can be changed at will.4, significantly enhance the competitiveness, the speed is close to 0% of the reject rate.5, no pollution, no chemical pollution product surface.6, the machining accuracy can reach 0.01mm, to ensure that the same batch of processing effect is exactly the same.Brief introduction of water transfer printing processWater transfer printing is a kind of transfer printing technology which combines the complex chemical and water pressure principle. This technology is a revolutionary printing technology developed for the traditional printing and heat transfer, pad printing, screen printing (screen printing) surface painting can not overcome the complex shape and dead corner problem.Characteristic:The complicated shape and surface 1, water transfer processes apply to any material (such as ABS, PC, PP plastic, nylon, wood, metal, glass, bakelite, ceramics etc.)2, water transfer printing process waterproof is not easy to fade, so that beautiful appearance lasting unchanged.3, more than hundreds of natural patterns. Such as grain, stone, cartoon and all kinds of animal patterns. You can also design your own unique patterns.Applicable scope:1, defense industry: helmet, walkie talkie, grips, telescope etc.;2, electrical class: TV shell, remote control, telephone, flashlight, refrigerator, washing machine, range hood, computer, mouse and so on;3, automobile: automobile dashboard, rearview mirror, gear head, teacup rack, brake plate, wheel cap, water tank shield, etc.;4. Furniture: lock, handle, switch panel, steel pipe, sofa armrest, office furniture and so on;5, footwear: shoes root, shoes outsole, skates, sports shoesand so on;6, sports equipment, tennis rackets, golf clubs, billiard ball rod, a timer, a fishing rod, buoy etc.;7 categories: Stationery, stapler, pen, laser pointer, seal box, instrument etc.;8, other categories: perfume bottle, suitcase, jewelry box, lampshade, vase, cosmetic box, lipstick box, camera, bathroom equipment, etc..heat press machineThermal transfer is to transfer the pattern of heat transfer flower film to the workpiece surface by preheating pressure. Using heat transfer film printing, the color pattern can be formed once, without color matching. Simple equipment can also print realistic patterns, and the color is bright, glossy, vivid picture. The heat transfer printing process is highly decorative and can increase the added value of the products.The characteristics of heat transfer products:The color pattern can be formed at one time without chromatic number. The equipment is simple and the printing is exquisite. Strong adhesion, high temperature resistance and wear resistance. Bright colors, never fade. Accord with the green environmental protection printing standard, no environmental pollutionApplied substrates:ABS, PS, PVC, AS, PC, PU, PMMA, PET, PP, PE and other plastic surface, as well as metal, glass, wood and other materials coating surface.The superiority of thermal transfer technology:The printing precision of the pattern is high. The pattern is made up of eight color or more large gravure press. The PET film is used as the base material, and the fine professional copperplate is used to realize the high precision graphic printing.Wire drawing processDrawing can be made according to the needs of decoration, straight lines, disorderly pattern, thread, ripple and rotary pattern and so on.Straight line drawing refers to the method of mechanical friction on the surface of aluminum plate to process straight lines. It has the double function of brushing off the scratches on the aluminum plate surface and decorating the aluminum plate surface. Straight line drawing with continuous filament and intermittent silk two kinds. Continuous thread can be continuously and horizontally rubbed with aluminum cloth or stainless steel brush, such as manual grinding or cutting steel wire brush on the aluminum plate. Changing the diameter of the steel wire of the stainless steel brush can obtain the lines with different thickness. Intermittent threads are usuallymachined on a brush or a cutter. Making principle: two sets of differential rotating wheels are used, the upper group is a quick rotating grinding roller, the lower group is a slow rotating rubber roller, and the aluminum or aluminum alloy plate passes through the two sets of rollers, and is brushed with fine intermittent straight lines.The irregular pattern drawing is a kind of irregular filament with no obvious lines, which is made by moving the aluminum plate around the front and back of the aluminum brush under the high speed running copper brush. This kind of processing requires higher surface of aluminum or aluminum alloy plate. The corrugation is usually made on a brushing machine or a graining machine. Using the axial movement of the upper mill roller, brush the surface of the aluminum or aluminum alloy plate, and get the wavy pattern. The rotary thread is also called light rotation. It is a kind of silk thread obtained by rotating and polishing the surface of aluminum or aluminum alloy plate by using cylindrical felt or stone nylon wheel installed on the drilling machine and using kerosene blended polishing grease. It is mostly used for decorative processing of circular signs and small decorative dials. The thread is a circular felt the shaft is provided with a small motor, which is fixed on the desktop, from the angle of about 60 degrees and the edge of the table, also equipped with a carriage fixed plate pressure tea, with a neat polyester film edge straight on the carriage to limit the thread of competition. By using the rotation of the felt and the linear movement of the carriage, the thread thread with uniform width is wiped out on the surface of the aluminum plate.The metal drawing effect of the mobile phone key surface is the laser ring drawing, with special equipment, almost the same principle, more precise.Sand blastingFunction or use1. cleaning of workpiece surfaceCan resist the corrosion layer, heat treatment, surface residual salt and oxide layer, the oxide layer, the surface of the rolling forging the surface oxide layer, welding pieces of the surface oxide layer, the surface of the casting sand and the oxide layer, and surface residual dirt and tiny burrs, the surface of the old machine to remove surface treatment, adhesive layer, exposing the substrate character, surface cleaning quality can reach Sa3 level.Pretreatment of 2. workpiece surface before coatingIt can be used as a pretreatment process for various electroplating processes, brush plating processes, spraying processes and bonding processes to obtain active surfaces and improve adhesion between coatings, coatings and bonding parts.3. change the physical and mechanical properties of the workpieceIt can change the stress state of the workpiece surface, improve the lubrication condition of the matching parts, and reduce thenoise in the process of moving parts. The surface of the workpiece can be hardened, and the wear resistance and fatigue resistance of the parts can be improved.Finishing of 4. workpiece surfaceThe Ra value of workpiece surface roughness can be changed. Matt or diffuse workpiece surface can be produced to achieve the purpose of finishing.Two. Main parametersThe main parameters that affect the sandblasting process are abrasive type, abrasive particle size, grinding fluid concentration, spray distance, injection angle, injection time, compressed air pressure, etc..Three, environmental protection features1. greatly improved the dust pollution to the environment and the health of workers.2. can be installed directly on the production line, saving production area, enabling turnover of workpieces.3. flexible working method, variable process parameters, can adapt to different materials and different precision parts polishing processing requirements.4. in the process of abrasive recycling, the consumption of some.5. the main parts have long service life and easy maintenance.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油污的处理
• 大多数涂料与油脂有着排斥力
• 钢材上有油污,会引起涂料缩 孔、附着力差等问题
油污的处理
• 根据SSPC SP1进行除油: • 油污在表面处理前必须先行去除
打磨机带来的油污
润滑油的溢出 工具贮存在有油的地方 没有油封(压缩空气中带油)
溶剂清理 Solvent Cleaning
• 喷射处理等级
ISO 8501-1 : Blast Cleaning (C Grade)
C Sa 1 C Sa 2½
C Sa 2
C Sa 3
九.表面处理标准
• 喷射处理等级
ISO 8501-1 : Blast Cleaning (D Grade)
D Sa 1 D Sa 2½
D Sa 2
D Sa 3
九.表面处理标准
Sa2.5标准样板,以及某现场图片
喷砂清理--- 标准对照
NACE
NACE No. I NACE No. 2 Sa2½ NACE No. 3 NACE No. 4
SSPC
SSPC-SP 5 SSPC-SP 10 SSPC-SP 6 SSPC-SP 7
ISO
Sa3
Sa2 Sa1
九.表面处理标准
Sa2.5 非常彻底的喷射处理 钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层附着物,任何残留痕 迹应仅具点状或条纹状的轻微色斑,见照片Asa2.5, Bsa2.5, Csa2.5, Dsa2.5。
Sa3 喷射清理至表观洁净 钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应 显示均匀的金属色泽,见sa3,Bsa3,Csa3,Dsa3。
• 溶剂清理适用于:
• 表面处理前的油脂、灰尘和其 它污物的清洗 • 施工下道漆前对涂层表面的油 脂、灰尘和其它污物的清洗 • 注意个人保护以及环境保护
溶剂处理
(Before Blasting!!!)
溶剂清洗油污的工作应该在喷砂施工前完成
溶剂处理
(Before Blasting!!!)
溶剂清洗油污的工作应该在喷砂施工前完成
Surface Preparation
表面处理
表面处理 Surface Preparation
良好的表面处理才能保证良好的涂层性能 Good Surface Preparation to ensure the optimum paint performance and quality
表面处理可能包括下列内容:
九.表面处理标准
• 喷射处理等级
ISO 8501-1 : Blast Cleaning (A Grade)
A Sa 2½
A Sa 3
九.表面处理标准
• 喷射处理等级
ISO 8501-1 : Blast Cleaning (B Grade)
B Sa 1 B Sa 2½
B Sa 2
B Sa 3
九.表面处理标准
• 对于裸钢来说,氧化皮是阴极,这使 得钢铁作为阳极会被首先受到腐蚀
表面处理的对象:灰尘和砂粒
• 表面处理后的大量灰尘,磨料和其它杂物
– 会引起附着力差 – 过早返锈 – 表面粗糙
脚手架往往是漆膜夹砂的源头
清洁设备
喷砂后表面,必须进行清洁 处理(推荐使用吸尘器) 表面的清洁良好是油漆附着 力的重要保证
• 手工和动力除锈等级
手工和动力工具除锈 St2:彻底的手工和动力工具除锈 钢板表面应无可见的油脂和污物,并且没有附着不牢的氧化皮,铁锈和油漆 层及其它污物(水溶性盐和焊接残渣)见照片Bst2,Cst2,Dst2 St3:非常彻底的手工和动力工具除锈 除锈应比st2级更为彻底,底材表面应具有金属光泽,见照片Bst3,Cst3,Dst3
九.表面处理标准
喷射处理等级
Sa1 轻度的喷射 钢材表面应无可见的油脂和污物,并且没有附着不牢的氧化皮、铁锈和油漆涂层 及其它杂质(水溶性盐和焊接残渣)见照片Bsa1,Csa1,Dsa1。 Sa2 彻底的喷射处理 钢材表面应无可见油脂、污垢、氧化皮、铁锈和油漆涂层及其它杂物应尽可能除 去,任何附着物均应是牢靠的。见照片Bsa2,Csa2,Dsa2。
面油污的检查
• 怎样检查钢铁表面是否被油/脂污染?
– 方法1: 粉笔测试
被污染
没有污染
– 方法2: 紫外光检测 (Dark Lighter)
抛丸/喷砂
抛丸/喷砂的基本原理
• 高速度向待清理表面喷射高浓度的小磨料粒子,除 去锈,氧化皮,或其他表面污物(并获得合适粗糙 的表面)。表面受到以高速度冲击的磨料粒子的摩 擦作用。 • 采用抛丸喷砂清理方法处理钢表面时,锈,氧化皮 和旧油漆与一些底材金属一起除去
飞溅对涂漆的影响
未作处理的飞溅
未作处理的飞溅
钢结构缺陷处理 Steel Defects
锐边的打磨光顺
飞溅的去除
钢结构缺陷处理 Steel Defects
钢板表面的起鳞,打磨光滑
焊缝咬边,补焊并打磨
手工焊缝的毛刺,打磨光顺
钢板切割面要打磨光顺
良好的结构处理,良好的漆膜状态
结构处理示例
油污处理
表面处理的对象:铁锈
• 铁锈是松散物质 • 对漆膜的附着力有影响
• 往往含有水分、氧气以 及可溶性盐分等。 • 可以用打磨和喷砂的方 法除去
表面处理的对象:氧化皮
• 氧化皮本身是复杂的结构:
– 表面层:三氧化二铁 – 中间层:四氧化三铁 – 最下层在钢材表面:氧化亚铁
• 氧化皮在受到外界温度变化、机械力 作用量会剥落
工作区域要保持清洁
特别是进出口区
喷砂作业完成后,喷漆开始,施工人员 要有脚套,防止对漆膜的损坏
表面灰尘清洁度
• ISO 8503-2 油漆施工前钢板表面灰尘的评估 (压敏胶带法) • 一般防腐要求在3级以内
• 储罐要求在2级以内
表面清洁度灰尘量评定-压敏胶带法
灰尘清洁度
表面处理的对象:锌盐(白锈)
• 富锌底漆表面极易产生锌盐:
– 富锌类车间底漆 – 环氧富锌底漆 – 无机富锌底漆
• 锌盐是松散锌的腐蚀产物,会影响涂层附着力 • 在漆膜下面,在高湿度环境下,会溶胀而使涂层失附着力
白色的锌盐
钢结构处理
锐边处漆膜的收缩
钢板表面起鳞引起的锈蚀
飞溅以及粗糙焊缝对涂漆的影响
粗糙的焊缝和飞溅
涂漆后状态
• 钢结构缺陷处理 • 表面处理中需要去除的对象:
– – – – –
锈蚀和氧化皮 盐份 油脂 灰尘/砂粒 旧涂层
• 获得合适的表面粗糙度
• 光滑涂层表面的拉毛处理
• 对于镀锌件和铝板的特殊表面处理
表面处理的程序
• • • • • • • • 根据不同的对象,所采取的方法也有区别: 氧化皮 — 在水和氧气的作用下,很容易产生氢氧化物,加上外界温度的变化、机械作 用等,氧化皮很容易脱落,这对涂层极为不利,而且还会引起钢材的电化学腐蚀,除 去氧化皮的最好方法是喷砂处理。 铁锈 — 铁锈是一种较松散物质,往往因为湿气、氧气的影响就会形成钢表面锈蚀物, 并且经常含有可溶性盐,可采用手工、动力工具打磨、喷砂等方法去除锈蚀。 锌盐 — 随着富锌漆的大量使用,锌盐(也称白锈)也构成对涂层的危害,这种松散的 锌的腐蚀产物也影响着涂层附着力,可以高压淡水冲洗,另外用打磨和硬刷子除去。 油脂 — 一般性油漆碰到油脂就会引起漆膜缩孔、附着力差的问题,而越是高性能的涂 料如环氧、聚胺酯涂料就不是常规的油性涂料。首先将大量的油脂要刮去,而后用溶 剂擦洗,反复几次,每次用干净抹布擦过才有效,尽量不要让油脂表面扩大。 焊烟 — 对涂层附着力极为不利,一般用手工砂皮纸磨掉及溶剂擦洗。 各种记号 — 粉笔记号和油性记号对涂层结合力准确性有很大的影响,一般是无油性记 号笔作为记号,唯一方法采用打磨方式清理记号痕迹。 旧涂层 — 松散涂层必须清除,对后道涂层影响的涂层,要喷涂一道封闭漆,并且可以 除去所有旧涂层,用高压淡水冲洗漆膜表面上的盐份、灰尘并除取油脂。 灰尘 — 一般在钢表面处理后和油漆表面清理后都有不同的灰尘、杂物等,首先将这些 灰尘用无油的压缩空气吹干净。使用真空吸尘机是最理想的方法。
动力工具清理
盘式打磨机
动力工具清理
盘式打磨 机使用的 磨片
抛丸流水线
• 主要有两种:
车间底漆预处理流水线
抛丸除锈流水线
(不带喷漆部分)
喷砂设备
手动喷砂机
喷砂清理
可接受
不可接受
喷砂清理
表面漏喷,返黄,
有氧化皮存在都
是不可接受的
表面清洁
清扫焊缝
Thank you for your time!!
九.表面处理标准
• 手工和动力除锈等级
•
St2级
St3
级
动力工具清理
盘式打磨机
有气动和电动打磨机可供使用,它有一个带填料的 平整表面或具有研磨作用的表面与待清理金属表面 接触。一些这种马达驱动的打磨机作轨道运行 可移动轴操作的磨轮用于小范围打磨。在其他打磨 设备中,磨盘和磨轮直接装在可移动的或固定的马 达上