深孔钻控制系统
深孔钻组合机床的PLC控制系统设计

深孔钻组合机床的PLC控制系统设计一、PLC的选型和硬件设计在深孔钻组合机床的PLC控制系统中,首先要选择适合的PLC型号。
根据深孔钻组合机床的控制要求,应选择具有高性能、高可靠性的PLC。
同时,还应考虑PLC的扩展性和兼容性,以便后续的功能扩展和升级。
在硬件设计方面,需要根据机床的实际情况,确定控制系统所需的输入/输出点数,并选择合适的输入/输出模块。
在选择输入/输出模块时,应考虑信号的稳定性和抗干扰能力,确保控制系统的可靠性。
二、PLC程序的设计和编写1.确定控制策略:根据深孔钻组合机床的工作原理和要求,确定控制策略,包括钻削、加工循环灌注、冷却水控制等。
2.制定程序流程:根据控制策略,制定PLC程序的流程。
需要考虑机床的各个部分之间的协调和顺序,确保机床的正常运行。
3.编写程序代码:根据程序流程,编写PLC程序代码。
代码的编写应符合国际标准和规范,保证代码的可读性和可维护性。
同时,还需要考虑代码的优化,以提高程序的执行效率。
4.进行仿真测试:在编写完PLC程序后,需要进行仿真测试,模拟机床的实际工作环境,检查程序的逻辑正确性和稳定性。
必要时,还可以进行调试和优化。
三、PLC控制系统的监控和安全保护为了确保深孔钻组合机床的安全运行,PLC控制系统需要进行监控和安全保护。
包括以下几个方面:1.监控机床状态:PLC控制系统可以实时监控机床的状态,包括温度、压力、润滑油位等。
当机床出现异常情况时,PLC可以发出警报,并采取相应的措施,保护机床的安全运行。
2.安全保护功能:PLC控制系统可以实现一系列安全保护功能,包括急停按钮、保护罩监控、限位开关等。
当发生安全事故时,PLC可以迅速采取措施,切断机床的运行,保护操作人员的安全。
3.数据记录与分析:PLC控制系统可以实现对机床的工作数据进行记录和分析。
可以记录机床的工作状态、工作时间、故障信息等,为机床的维护和优化提供参考。
四、完善的人机界面设计PLC控制系统的人机界面设计是提高机床操作和维护效率的关键。
mazak数控系统参数

2. 3. 4.
5. 6.
安全注意事项
安全注意事项
前言
为进一步安全使用安装有 CNC(电脑数控)装置(以下简称 NC)的本机,下面说明有关 NC 的 安全注意事项。为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握 本说明书内容后进行作业。 另外,根据所使用的 NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但 希望通读一下。
规定
1. 本章介绍对预先可以设想的作业方法和作业状态,从安全方面应注意的事项。 然而,难免发生在顾客方面进行超越本公司设想的作业,或发生此种作业状态的情况。 为此,不仅需要遵守如下事项,而且顾客自己需要有经常的安全作业意识。 本说明书记载了尽可能多的信息,但是往往会有顾客进行超越本公司所设想作业的情况,对 此,无法事先考虑其全部情况并全部列出“不能进行的事项”或“不应进行的事项”。 为此,对于本说明书中没有记载为“能够进行”的功能,请解释为“不能进行”。 本说明书使用的危险、警告、注意的含意如下:
程序例 INTEGREX e-系列 铣削主轴以 1000 转旋转。 车削主轴以 1000 转旋转。 车床 车削主轴以 1000 转旋转。 铣削主轴以 1000 转旋转。
S1000M3 S1000M203
! INTEGREX e-系列机械中, 以 MAZATROL 程序的分度单元或 EIA/ISO 程序的 G68 指令 (坐 标旋转),能够进行程序坐标的旋转,但是如果在 Y 轴中心使 B 轴旋转 180 度来加工第 2 车削主轴侧的工件时,程序坐标的 X 轴正侧成为朝下的方向,以此状态进行程序时,会有刀 具移动到没有预测的部位而造成冲突的情况。 以 X 轴的正侧朝上方向进行编程时,请使用 FRM 偏移单元的镜像功能或 G 代码指令镜像: G50.1、G51.1。 ! 如果改变了程序中所指定的刀具,必须以刀具路径检查、立体模拟加工(Virtual Machining) 等功能来确认能否正确动作。如果改变了刀具数据,即使是有加工实绩的程序,也会有动作 变化的情况。 如果未能发现到动作的变化而继续运转,可能会有因预想不到的动作导致对工件的干涉。例 如, 在自动运转启动时, 如果刀具刀尖位于按 MAZATROL 程序的共同单元所指定的坯料 (包 括间隙量)内侧,会视为从该位置到趋近点没有干涉物而进行直接移动,需予以注意。 自动启动时,使刀具刀尖位于按 MAZATROL 程序的通用单元所指定的坯料(包括间隙量) 外侧的状态后进行。
深孔钻机床PLC控制电路的设计

深孔钻机床PLC控制电路的设计深孔钻机床是一种专门用于加工深孔的机床,其加工深孔的工艺复杂,对控制系统的可靠性和精度要求较高。
PLC(Programmable Logic Controller,可编程逻辑控制器)被广泛应用于深孔钻机床的控制系统中,具有可编程性强、可靠性高等特点。
首先,深孔钻机床的PLC控制电路应包括输入模块、输出模块、中央处理器以及电源等组成部分。
输入模块主要负责检测各种传感器的输出信号,例如钻头的位置、进给速度等。
输出模块则负责控制机床的各种执行器,例如钻孔进给和回退等。
中央处理器是PLC的核心部分,负责处理输入信号,并输出相应的控制信号。
其次,深孔钻机床的PLC控制电路的设计要考虑以下几个方面:1.高精度控制:深孔钻机床的加工要求高精度,因此PLC控制电路应具有高精度的脉冲输出端口,以控制机床的进给速度和位置。
可以采用高速计数器模块,实现对脉冲信号的精确计数和控制。
2.多轴控制:深孔钻机床通常包括多个工作轴,如X、Y、Z轴等。
PLC控制电路应支持多轴控制,需要具备多个高速计数器和输出模块,实现对多个轴的独立控制。
3.安全保护:深孔钻机床的加工过程中存在一定的危险,PLC控制电路应包含相应的安全保护措施,如急停开关、过载保护等,确保操作人员和设备的安全。
4.自动化控制:PLC控制电路可以实现深孔钻机床的自动化控制,例如根据加工要求自动调整进给速度和切削参数等。
此外,还可以通过与上位机通信和数据交互,实现远程监控和故障诊断。
在深孔钻机床的PLC控制电路具体设计中,需要根据具体的机床加工要求和实际控制需求进行功能划分和模块选择。
同时,还需要考虑电源和接口电路的设计,确保PLC控制电路的稳定性和可靠性。
总结起来,深孔钻机床的PLC控制电路的设计应当考虑高精度控制、多轴控制、安全保护和自动化控制等方面。
在具体的设计中,需要根据实际需求进行功能划分和模块选择,并确保电路的稳定性和可靠性。
基于UG的Heidenhain控制系统后处理优化技术

文章编号:1001-2265(2008)09-0052-04收稿日期:2008-04-30作者简介:杨生(1974—),男,四川岳池人,上海交通大学工程硕士,中航雷达与电子设备研究院(原无锡607所)高级工程师,从事机载雷达平板天线的工艺技术研究,(E -mail )yagsheng@sina .com 。
基于UG 的Heidenhain 控制系统后处理优化技术杨生1,2(1.上海交通大学,上海 200240;2.中航雷达与电子设备研究院,无锡 214063)摘要:后处理技术是UG CAM 中一个重要环节,其主要任务是把CAM 软件生成的加工刀位源文件转换成机床可接受的数控代码文件。
文章讲述了后处理文件的建立过程-通过后处理构造器建立与控制系统相匹配的事件处理文件和关于输出格式的定义文件。
然后利用T CL 语言对UG 后处理文件中固定循环与螺旋进刀功能部分的编辑,实现Heidenhain 控制系统中固定循环与螺旋进刀的高级处理。
阐述了Heidenhain 控制系统后处理文件优化方法。
这些后处理文件满足了特殊机床的特殊要求。
并且其余UG CAM 事件也可以采用类似方法进行优化。
关键词:后处理;固定循环;优化;刀位源文件中图分类号:TG65 文献标识码:AO pti m i zed Postprocessi n g Techn i que About He i denha i n Con trol Syste mY ANG Sheng1,2(1.Shanghai J iaot ong University,Shanghai 200240;2.Radar and Avi onics I nstitute of AV I C,W uxi 214063,China )Abstract:The post p r ocessing technique is an i m portant field in the UG CAM ,The main m issi on is t o make the cutter l ocati on s ource file that is created by CAM the accep table numeric contr ol docu ment .The article refers t o the establish ment p r ocess of the post p r ocessing document .na mely,Event handler suited with contr ol syste m and definiti on file concerning out put f or mat are established by UG/Post Builder .Made use of the T CL language t o comp ile fixed cycle and helical engage in the post p r ocessing document s o that advanced p r ocessing of the fixed cycle and helical engage is realized in the Heidenhain contr ol syste m ,and referred t o op ti m ized post p r o 2cessing technique about heidenhain contr ol syste m.These post p r ocessing document achieve the s pecial request of the es pecial machine .many other events of UG CAM can als o be op ti m ized with a si m ilar method .Key words:post 2p r ocessing;fixed cycle;Op ti m ize;cutter l ocati on s ource file0 引言随着现代制造业的不断向前发展,数控技术也越来越广泛应用于各种零部件的生产加工中,带动了在数控机床NC 代码的编制中占据举足轻重地位的CAD /CAM 软件的良好发展。
T2120深孔钻镗床进给控制系统改进设计

进 ,实 现了 3 2 2 0 深 孔钻镗床 自动对刀 和工件 坐标系建立 、刀具坐标实 时显 示等功能 ,并且 实现 了刀 具 自动 的快 速前进与 后退 ,避免 了打刀的缺点 。经测试 :该 系统 能实 现刀具位置控制 ,加工精度达到 ± 0 . 1 m m,运行 可靠。
2 0 1 3年 7月 第4 1 卷 第 1 4期
机床 与液压
MACHI NE TOOL & HYDRAUL I C S
J u l _ 2 0 1 3
V0 1 . 41 No .1 4
D O I : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1 — 3 8 8 1 . 2 0 1 3 . 1 4 . 0 4 2
c i s i o n ma c h i n i n g b l i n d h o l e s a n d l a d d e r h o l e s ,a n d t o r e d u c e l a b o r i n t e n s i t y ,i n c r e a s e p r o d u c t i v i t y ,t a k i n g i t s c o n t r o l s y s t e m a s t h e r e -
T 2 1 2 0深 孔钻 镗 床进 给 控 制 系统 改 进设 计
李 国慧,郑胜利
( 南阳理 工 学院机 电 系,河南 南阳 4 7 3 0 0 4 )
摘要 :为了扩宽 3 2 1 2 0深孔钻镗床 的加 工范 围,使其能精确 加工盲孔 、阶梯 孑 L 等 ,降低 劳动强度 、提高生 产率 ,以其
深孔钻床液压系统电气控制的技术改造设计

52 选 配上 下料装 置 _
( ) 使 用全 自动 内置 上 下 料 装 置 或 独立 的 上下 I可
() 2 零件 的装 入及移 出滑 轨可 集成 于机 床 。 () 3 模块 化 、 高柔性 上下 料装置 。 () 4 高度 自动 化 。
图 9 经 过 30 0x电子 显 微 镜 测 量 后 的 比较 图
气 动 与 密 封 ,0 1 ( ) 2 1 .7 .
( ) 过 完 整 的 磨 前 、 线 及 磨 后 测 量 技 术 实 现 1通 在 10 0 %过程及 质 量控制 。
( ) 削实现 在线控 制 , 2磨 确保精 度要 求 。
【】 王 世 民, 吉 红 , 建 成 , 2 陈 梁 宁德 初 . 阀副 配 磨 参 数 微 机 控 制 测 滑 量 系 统 的 研究 [ . 防 科 技 大学 学 报 ,9 1 ( ) J国 ] 19 , 1. 【】 张 建 锋 , 永 强, 广 林 . 机 控 制 伺 服 阀 液 动 配 磨 精 密 测 量 3 周 王 微 技 术 『. 压 与 气 动 ,9 9 ( ) J液 1 19 ,2 .
() 3 在线 控制 径 向及 轴 向尺寸 。
() 4 测量及 定 位采用 气 动及动 态压 力测 量技术 。
直径深孔数控枪钻机床设计
小直径深孔数控枪钻机床设计摘要::枪钻机床主要采用的是外排屑深孔钻削技术。
枪钻系统主要由中心架、导向排屑器、钻杆联结器和冷却润滑油路系统组成。
枪钻系统的工作原理是:切削液通过钻杆箱上受油孔进入钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头外部的V型槽排出。
该系统主要用于小直径的深孔加工。
数控枪钻机床的主电机通常是交流电机,进给电机选用直流伺服电机,主轴箱的电机选用变频电机。
系统运动方式为直线控制系统,以便进行平行与机床主轴轴线的钻削加工。
主运动系统是钻头的旋转运动,为了合理选择钻削速度,使其换速平稳,实现不停车自动换速,选无极变速系统。
进给运动系统是主轴的直线运动,为保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠直线导轨传动。
通过枪钻机床设计,阐述了枪钻在数控车床上的深孔应用,包括枪钻的加工原理和枪钻的结构以及机床各部件。
这里包括进给系统设计,主轴箱的设计,授油器的设计,工作台的设计。
这说明:枪钻具有加工精度高,加工时间短,钻头寿命高,排屑好的特点,尤其应用在数控车床上,相对应用专用的枪钻设备来说,所需的工装夹具少,备件少,成本低。
本课题还介绍了D F系统的工作原理及授油器原理,并将DF系统机理应用于外排屑深孔钻削中,设计出了外排屑小直径深孔钻削系统。
本文从经济性、实用性出发,针对小直径深孔钻削系统进行了较为详细的介绍,对外排屑DF系统的主要装置授油器作了详细的设计说明。
关键词:小直径深孔枪钻;数控车床;主轴箱;授油器;钻削系统The Design of Small Diameter Deep Hole Drilling MachineCNC gunAbstract: Gun drill machine is mainly outside the BTA deep hole drilling technique. Gun drill system consists of center frame ,oriented chip conveyor ,drill pipe couplings and cooling lubricating oil system components. Gun drill system works by:cuting fluid through the drill pipe into the drill hole by the boxes within,cooling and lubicationg to reach the head drill,and drill cutings from the discharge outside the V-groove.The syetem is mainly used for small diameter deep hole C gun drill machine are usually AC motor of main motor,feed motor DC servo motoe selction,headstock frequecy electrical motor selection .Mode of motion is linear control syetem for parallel with the axis of the drilling spindle.Main movetment is a bie of rotation syetem for drilling speed to a reasonable choice and to smooth exchange rate,without stopping the automatic change-speeg,infinitely variable speed selection systen.Feed motion is the main axis of linear motion systems,in oder to guarantee the transmission accuracy and smoothness to minimize friction,use ball screw linear guide drive.Thruogh the gun drill machine tool design,demonstrates the application for hole machining of gun drill, contains machining theory,structure and various parts of machine tools.The design has feeding system ,headstock,oil coolet grant and table.It shows that gun drill has characteristic on high precision ,quic machine ,long life ,good chip break,especially application on NC laths,it takes on less tools and spare parts ,low cost.The main topics on the DF system and the principle of Oil granted,and DF system mechanism for debris from outside escape of chips deep hole drilling,designed the small diameter deep hole drilling system. This article from the economic,practical starting, for small diameter deep hole drilling system a more detailed introduction and outside escape of chips DF system's main oil installations award for a detailed description of the design.Key words:small-diameter deep-holes gun drill;NC laths; headstock; oil coolet grant; drilling system目录1 绪论 (1)1.1本课题的背景及研究目的 (1)1.2国内外研究现状 (2)1.3枪钻机床的特点和设计 (2)1.4枪钻的结构 (4)1.5课题的研究方法 (4)1.6深孔加工的类型及特点 (5)1.6.1 深孔加工的特点 (5)1.6.2 深孔加工中要解决的主要问题 (5)2 深孔加工系统的类型及选择 (7)2.1常用深孔加工系统的简介 (7)2.1.1 枪钻系统 (7)2.1.2 BTA系统 (7)2.1.3 DF系统 (8)2.1.4 喷吸钻系统 (8)2.2DF系统的设计理论 (9)2.2.1 外排屑DF系统 (9)2.2.2 DF系统的抽屑机理 (10)3 数控枪钻机床总体方案设计 (12)3.1总体方案的设计 (12)3.2小直径数控枪钻机床钻削系统的设计 (13)3.2.1 授油器的分类及原理 (13)3.2.2 授油器的结构设计 (15)3.2.3 主轴箱的设计 (16)3.2.4 带传动的设计 (20)4 枪钻机床进给系统设计 (24)4.1进给系统的组成及特点 (24)4.2进给系统的电机选择 (25)4.3滚珠丝杠幅的安装 (25)4.4滚珠丝杠幅的计算 (27)4.5滚珠丝杠幅的防护和润滑 (32)4.6滚珠丝杠在高速数控机床上的应用 (32)4.7联轴器的选择 (33)4.8导轨的选择 (34)结论 (38)参考文献 (39)1绪论1.1本课题的背景及研究目的在机械加工过程中,经常会碰到深孔加工的难题,而深孔钻削在核能,航空航天,石油和天然气等行业有着广泛的应用。
数控深孔钻车床操作方法

数控深孔钻车床操作方法
一、数控深孔钻车床的概念
数控深孔钻车床是一种可以自动控制钻孔、铰孔、镗孔、攻丝等加工工艺的高精度加工设备,它不仅可以提高加工效率,还可以提高加工精度,降低劳动强度,大大提升了加工效率和质量。
二、数控深孔钻车床的操作方法
1. 加工前的准备工作
在进行加工前,必须进行各种准备工作,包括材料准备、刀具准备、气液压设备准备、操作系统软件等方面。
2. 加工前的操作设置
装上准备好的工件和切削刀具,安装好夹具,进入加工车床的操作系统,在机床上进行一系列的操作设置,如钻孔、铰孔、镗孔、攻丝等。
设置过程中还需注意调整加工参数,并进行一定程度的加工试验,以保证正常加工。
3. 程序输入操作
数控深孔钻车床的自动化程度很高,其特点在于可以输入加工程序,并实现一定的自动控制,保证精度和稳定性。
程序操作很简单,只需按照要求输入程序,并进行运行控制即可。
4. 程序监测操作
在加工过程中,必须严格监测加工情况,及时调整各项参数限制,确保加工质量和稳定性。
5. 加工结束之后的操作处理
加工完成后,需要对加工好的零部件进行检验和加工表面的清理,检查是否存在缺陷和误差问题,及时排除。
同时,还需要进行加工记录的保存,并做好各项信息保存以备日后工作追溯和使用。
三、注意事项
1. 操作前必须认真查看使用手册,熟悉机床的构造和各个零件的名称及功能。
2. 操作前必须进行机床平台和固定架的检查和维护工作,保证设备的安全运行。
3. 操作时,必须严格按照加工程序进行操作,如有需要可进行过程调整和控制。
4. 操作结束后,必须对机床进行清洁和保养工作,防止机器出现故障和寿命的缩短。
顺序功能图法

四台电机顺序启动I/O接线图
KM1 KM2 FR1 KM3 FR2 KM4 FR3 FR4
1L 1M
Q0.0 I0.0
Q0.1 I0.1
Q0.2 I0.2
Q0.3 I0.3
+ SB1 SB2
三、梯形图程序编写规则
1.输入“继电器”的状态由外部输入设备的开关信号驱动, 程序不能随意改变它。 2.梯形图中同一编号的“继电器线圈”只能出现一次,通 常不能重复使用,但是它的接点可以无限次地重复使用。 3.几个串联支路相并联,应将触点多的支路安排在上面; 几个并联回路的串联,应将并联支路数多的安排在左面。 按此规则编制的梯形图可减少用户程序步数、缩短程序扫 描时间,如下页图所示。 4. 程序的编写按照从左到右,从上到下的顺序。一个梯形 始于左母线,终于右母线。线圈与右母线直接相连。
注意:
系统停止后,应使所有的输出线 圈 (S0.1~S0.4,Q0.0~Q0.3)复 位,返回初始状态。保证系统再 次启动时,从“初始步”开始。
课外作业与实验:
对照顺序功能图分析运料小车 控制程序(梯形图)的工作原 理,并上机调试。2min 2 2min 3 2min 4 SB1 5 全部停止 启动M4并保持 启动M3并保持 启动M2并保持 启动M1并保持 初始状态
东西向绿灯亮
灯亮
东西向绿灯闪烁 3次(3s)
6
0.5s
南北向绿灯亮
东西向绿灯灭
3.3
闪烁
4 2s
东西向黄灯亮
3次 (3s)
25s
简略形式
7
南北向绿灯闪烁
灯亮
子步
3次 (3s)
顺序功能图法
◇ 经验设计法的设计方法不规范,没有一个 普遍的规律可遵循,具有一定的试探性和 随意性。 ◇由于联锁关系复杂,用经验设计法进行设 计一般难于掌握,且设计周期较长,设计 出的程序可读性差,即使有经验的工程师 阅读它也很费时。同时,给日后产品的使 用、维护带来诸多不便。 ◇与经验设计法相比,顺序功能图法有着明 显的优势。
基于Ansys的深孔钻削热分析及其在线检测控制

社 。 2 0 o 7 .
如 图 5所示 , 控制 系统采用 P L C控制 , 工作时 , 空压 机把
—
4 3 5 .
[ 2 ] 陈 日曜. 金属切 削原理 [ M ] . 第2 版. 北京 : 机械工业 出
版社 , 2 0 0 7: 8 1—8 2 .
[ 3 ] 杨世铭 , 陶文铨. 传 熟学[ M] . 北京 : 高等教 育 出版社 ,
1 9 9 8 .
[ 4 ] 王魁汉. 温度测量实用技术[ M] . 北京: 机械工业 出版
示灯 。
4 结束 语
进气装置 钻杆
图4 P T 1 0 0放置位量示意 圈
利用 A n s y s 软件模拟深孔钻头 的温度 变化结论 , 采用 三 菱P L C设计的深孔 钻头 降 温装置 , 能 够根据 深孔 钻 头 的温
开始钻削时 , 应首先打开空压泵 , 然后起动车床, 走刀切削 ;
大, 准确 度高。
和“ 进给量 ” 来进行所需要 的钻 削参 数选择 。P L C会 根据设 定的钻削转速 和进 给量值 自动工作 , 当钻头温度低于 6 0 0℃ 时, P L C元需调节主轴 电动变频器 的工作参数及进 给 电动机 的驱动器参数 ; 当钻头温 度超 过 6 0 0 q C 时, P L C 自动 降低 变 频器的工作频率及进给 电动机 的驱动脉 冲数 , 以降低钻头转 速和减少进给量 。当钻头温 度继续超过 6 0 0℃时 , P L C再 次 降低变频器的工作频率及进 给电动机的驱 动脉 冲数 , 直至 降 低钻 头转速和进给量至零值 , 保护钻头不会 因为温度过高 而 损坏。如果钻头温度减少并 降低 到 6 0 0℃之 下时 , P L C把 转 速和进 给量恢复到正常值 。 若将“ 自 动/ 停止/ 手动 ” 旋 钮置于 “ 停 止” 位置 上 , 系统 的 自动模 式停止 , 进 入待 机状 态。
深孔钻工作原理

深孔钻工作原理
深孔钻是一种用于加工直径较大、深度较长的孔的加工设备,其工作原理如下:
1. 刀具选择:根据加工要求选择合适的深孔钻刀具,通常为有冷却液通道的临沿刀具。
2. 刀具安装:将选好的深孔钻刀具安装到深孔钻设备上的主轴上,确保刀具刚性和平衡性。
3. 冷却液供给:将冷却液引入深孔钻设备,冷却液通过刀具的冷却液通道进入切削区,用于冷却刀具和将切削碎屑带走。
4. 夹紧工件:将待加工的工件夹紧在深孔钻设备的工作台上,确保工件的稳定性和位置精准度。
5. 开始加工:通过深孔钻设备的控制系统,操作主轴和进给系统,使刀具开始旋转和进给运动。
刀具在旋转和进给的作用下,逐渐切削和形成工件内部的孔。
6. 冷却液的使用:冷却液通过刀具的冷却液通道,在切削区形成冷却润滑层,降低加工温度,减少摩擦和切削力,延长刀具寿命。
同时,冷却液还能带走切削碎屑,保持切削区的清洁。
7. 控制加工质量:通过控制刀具的旋转速度、进给速度和冷却液的供给量等参数,确保加工过程中的切削性能和加工质量。
8. 完成加工:根据加工要求设定的加工深度,深孔钻设备自动停止切削运动,完成工件的加工。
总结:深孔钻通过切削运动和冷却润滑等手段,在工件内部形成直径较大、深度较长的孔。
它适用于多种材料的加工,如金属、塑料等,广泛应用于汽车、航空航天、军工等领域。
汽车钻机改装方案
汽车钻机改装方案简介汽车钻机是一种用于修建建筑、管道、桥梁、地铁等项目的工具。
在施工现场,往往需要在固定位置钻取深孔,如果仅使用人工方法,效率低下且工作强度大,而汽车钻机可以提高施工效率并减轻工人的工作负担。
在实际施工现场中,有时需要改装汽车钻机,以适应特殊的施工需求。
本文将介绍汽车钻机的改装方案。
改装方案1. 升级电控系统很多旧式汽车钻机的电控系统采用传统的机械装置控制,其功能有限。
而现代化的钻机则采用电力控制,可以实现多种复杂的功能操作。
如果需要加强钻机的功能,可以考虑对电控系统进行升级。
新的电控系统可以实现更精准的操作,提高钻机的工作效率。
2. 安装强力灯钻机通常需要在较暗的施工现场工作,而且有时需要在夜间开展工作。
因此安装强力灯可以提供足够的照明,为工人提供更好的工作环境,同时可以保证安全。
3. 安装导航系统有时,汽车钻机需要在较为特殊的地形条件下工作,如沼泽地或高山。
此时安装导航系统可以提供更精准的导向和控制,以确保钻机安全地到达目的地。
4. 加装温度监测系统汽车钻机在工作过程中会产生大量的热量和摩擦,有时可能会导致部件过热。
因此,可以考虑加装温度监测系统,对钻机的温度进行实时监测,防止因过热而导致的事故。
5. 改进深孔钻机头深孔钻机头的设计直接影响钻机的功率和深孔钻孔的效率。
因此,可以考虑对现有的深孔钻机头进行改进。
改进的方案包括加装液压回路,提高转速和钻头的强度等。
6. 加装防护装置汽车钻机的工作环境很危险,如果在钻孔过程中出现操作失误或其他事故,可能会导致工人的伤害。
因此,在改进汽车钻机的过程中加装防护装置是非常必要的。
防护装置可以包括安装气囊和安全带等,以降低事故发生的风险。
注意事项在进行汽车钻机的改装过程中,需要注意以下几点:1.参考厂家的说明书,了解汽车钻机的技术参数和限制,确保改装方案符合汽车钻机本身的特点。
2.做好安全事项,在汽车钻机进行改装和维修的过程中,严格按照相关的操作规程进行操作,以保证操作的安全性。
深孔钻组合机床的PLC控制系统设计

2013届毕业生毕业设计说明书题目:深孔钻组合机床的PLC控制系统设计学院名称:电气工程学院班级:自动F09042013 年 5 月20 日目次1 绪论 01。
1 课题背景和主要研究内容 01。
2 深孔钻技术的发展状况介绍 01。
3 PLC在国内外的发展现状介绍 (1)2 方案论证 (4)3 深孔钻组合机床介绍 (5)3.1 深孔钻组合机床的结构 (5)3.2 深孔钻组合机床的控制方式 (6)4 PLC控制系统硬件设计 (8)4。
1 PLC控制系统设计的基本原则和步骤 (8)4.2 深孔钻组合机床PLC控制系统的控制要求 (10)4.3 PLC的选型 (10)4.4 PLC的I/O分配表 (11)4。
5 PLC的I/O接线图 (11)4。
6 主要电器元件选型 (12)5 PLC控制系统的软件设计 (17)5.1 深孔钻组合机床逻辑控制流程 (17)5.2 程序设计 (19)总结 (21)致谢 (22)参考文献 (23)附录一语句表 (24)1 绪论1.1 课题背景和主要研究内容随着机电一体化技术的发展,可编程逻辑控制器(PLC)被越来越多地应用于机械加工设备和其它电气控制系统中.现在人们在工业生产中所使用的机械加工设备,它的控制系统有些已经落后,而使用PLC则可以对其控制系统进行改造升级[1]。
经过PLC改造过的机械加工设备,其生产出的产品质量和加工效率会明显提高,降低了设备故障率,能够给企业创造更多的价值[4]。
使用深孔钻组合机床,可以完成一些高精密零件的加工任务。
有很多方法可以实现深孔钻组合机床的自动化,采用PLC对深孔钻组合机床进行自动化控制,是一种比较好的控制方式。
本课题的目的是把深孔钻组合机床的控制与PLC结合起来,以实现深孔钻组合机床的自动控制。
以前的深孔钻组合机床使用的是具有结构简单、价格低廉的继电器-接触器电气控制系统,这种传统的控制系统布线比较复杂,灵活性很差,并且容易损坏元器件,可靠性差,经济效益低[11]。
PLC在深孔机床控制中的应用

整 个 电 气控 制 。 改 造 后 机 床 的 自动 化 程 度 、 加 工精 度和 生 产 效 率 都 有很 大提 高 。
关 键 词 电 气 控 制 可编 程 控 制 器 深孔机床 加 工精 度
中 图分 类 号
T H 8 6 2 . 6
文 献 标 识 码 B
文 章 编 号 1 0 0 0 — 3 9 3 2 ( 2 0 1 3 ) 0 4 - 0 5 4 3 - 0 3
f 。再 生塔 加 热 、 冷 吹 时间 的设 定值 ; g . 电加热 器 出 I Z l 温度 报警 设定 值 ; h . 阀位故 障报 警延 时设 定 值 ;
I .露点 过 高报警 设 定值 。
3 技 改后 应用 情况
更替 , 以期更 加 符合 现场 生产要 求 。
4 结束 语
经实 际验证 , 改造 后 的 控 制 系 统 提 高 了对 阀 门故 障 的判 断 和处理 能力 , 更加 安全 、 稳定 、 可靠 ,
使得 压缩 空气 满足仪 表 风系统 要求 。改 造后 的空
压干 燥器 控制 系 统 软 、 硬 件 配 置 能够 避 免 由于 电
收 稿 日期 : 2 0 1 2 — 1 1 - 0 1
第 4期
陈
琼等. 空 压 站 干 燥 器 及 其 控 制 系统 的技 术 改造
5 5 7
d .塔 体底 部保 护温 度 的默认 值 ; e .塔体 底 部保 护温 度 的设定 值 ;
用的 A S C O 电磁 阀故 障率 较 高 , 更换 为诺 冠 电磁 阀后运 行更 加 平 稳 , 在今 后 的工 作 中将 逐渐 进 行
护环 节 。
1 . 2 机床 电气 改造 软件 系统设 计 要求
深孔钻三次进给的控制线路设计电动机
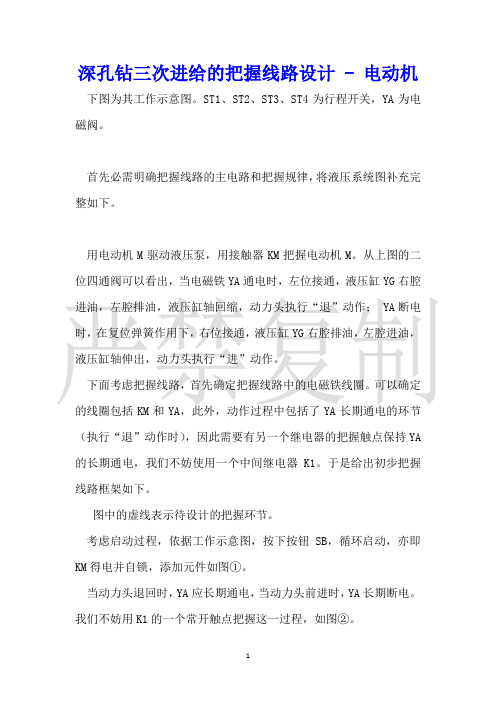
深孔钻三次进给的把握线路设计 - 电动机下图为其工作示意图。
ST1、ST2、ST3、ST4为行程开关,YA为电磁阀。
首先必需明确把握线路的主电路和把握规律,将液压系统图补充完整如下。
用电动机M驱动液压泵,用接触器KM把握电动机M。
从上图的二位四通阀可以看出,当电磁铁YA通电时,左位接通,液压缸YG右腔进油,左腔排油,液压缸轴回缩,动力头执行“退”动作; YA断电时,在复位弹簧作用下,右位接通,液压缸YG右腔排油,左腔进油,液压缸轴伸出,动力头执行“进”动作。
下面考虑把握线路,首先确定把握线路中的电磁铁线圈。
可以确定的线圈包括KM和YA,此外,动作过程中包括了YA长期通电的环节(执行“退”动作时),因此需要有另一个继电器的把握触点保持YA 的长期通电,我们不妨使用一个中间继电器K1。
于是给出初步把握线路框架如下。
图中的虚线表示待设计的把握环节。
考虑启动过程,依据工作示意图,按下按钮SB,循环启动,亦即KM得电并自锁,添加元件如图①。
当动力头退回时,YA应长期通电,当动力头前进时,YA长期断电。
我们不妨用K1的一个常开触点把握这一过程,如图②。
①②最终考虑循环把握。
当ST2、 ST3或 ST4之一被触碰时,动力头都将改进为退,即此时YA都将得电,亦即K1得电,因此应当让行程开关ST2、 ST3、 ST4的动合触点与K1的自锁触点并联后与中间继电器K1串联,如下。
为了进一步考虑循环把握过程,不妨将上述环节填入把握线路框图,如下。
当动力头退回ST1处时,K1及YA均应失电,因此在K所在支路应串入ST1的常闭触点,如下。
当动力头最终一次退回到ST1时,KM应停止,这与ST4的动作有关,也与ST1的动作有关,要将二者联系起来,还必需再添加一个中间继电器K2。
当ST4动作时,K2得电自锁,预备联合下一次ST1的动作断开整个电路,因此应将ST1的一个动断触点和K2的一个动断触点并联后串入主把握线路中,如图。
答案:。
CFG桩施工控制
CFG桩施工控制摘要:地基加固施工中CFG桩作为常见地基加固措施已被广泛采用,对于涵洞、框构桥、挡土墙等构筑物而言通常使用基坑开挖完成后在进行CFG桩施工,然而此种施工方式通常受基坑尺寸深度及尺寸影响。
选取一种既能加快施工进度,又能降低施工成本且便于施工组织的CFG桩施工工法成为CFG桩地基加固的关键技术。
文章介绍了本工法的特点、适用范围、工艺原理、工艺流程等,并对本工法进行效益分析及应用实例分析。
关键词:CFG桩深孔钻质量控制引言:1、近年来CFG桩地基加固处理被广泛采用,应用率高,研究该环节的质量控制,能够有效节约混凝土使用量,有较高的经济收益。
2、如果深空钻下的桩顶高程的不能有效控制,将在后续施工中增加多项施工步骤,如桩头二次切割、接桩施工等,影响施工工期。
3、本工法从CFG桩开始施工至桩头切割,涵盖CFG桩钻机钻孔、提杆、成桩、桩头切割等多个施工环节。
1.工法特点改装简单:本工法利用既有的CFG桩机稍作改装,不影响既有机械的性能及安全性。
操作简便:本工法操作,不需要进行专业培训。
2.工艺原理由技术人员根据钻杆内导管直径与钻孔直径的参数关系,计算出当前空钻深度下钻头停止位置,并标记至钻杆上。
在钻杆上设置气孔(钻杆内气孔以下砼体积=钻头停止位置至设计桩顶砼体积),钻头提钻至标识位置后,管内混凝土泵送满至气孔处立即停止泵送,钻杆内砼靠重力堆积完成剩余浇筑过程。
3.施工工艺流程及操作要点3.1 现场数据采集根据设计要求对现场地面及CFG桩机进行数据采集,主要包括:原地面高程,CFG钻机钻杆长度,CFG钻机钻杆内径。
3.2 空钻数据计算结合设计提供的桩径及有效桩长、桩底高程,对现场采集数据进行处理。
空钻深度L=地面高程-桩底高程-有效桩长钻杆内砼置换系数X=3.14*((CFG桩直径/2)2/(CFG桩钻杆内径/2)2)钻杆内砼置换系数X:此系数为每米CFG桩需要的钻杆内砼高度工艺公式:D/X=(S-L+0.5)D:气孔距离钻头长度S:钻头距离地面深度(自由选定,一般为1米)L:设计要求空钻深度X:钻杆内砼置换系数精确计算控制钻头停钻位置及停止泵送混凝土时机以CFG26型CFG桩钻机为例。
深孔钻原理
深孔钻原理深孔钻是一种用于加工深孔的切削工具,它的原理是通过刀具中心进给和旋转,将刀具放入工件中心,形成一个可以加工深孔的孔道。
深孔钻具有高效、精密、稳定等优点,广泛应用于航空航天、汽车制造、模具制造等领域。
深孔钻的原理主要包括刀具进给、切削刃和冷却液等方面。
首先,刀具进给是指将刀具逐渐放入工件中心的过程。
这一过程需要通过主轴和进给系统来实现,确保刀具可以平稳地进入工件,同时保持一定的切削速度。
刀具进给的控制可以通过数控系统来完成,提高加工精度和效率。
切削刃是深孔钻的核心部分,它负责将金属材料切削成所需的形状和尺寸。
切削刃通常由硬质合金制成,具有较高的硬度和耐磨性。
在加工过程中,切削刃通过旋转和进给的方式,将工件中的金属材料切削掉,并形成孔道。
切削刃的结构和形状会影响到加工效果,因此需要根据具体需求选择合适的切削刃。
冷却液的使用也是深孔钻原理中的重要一环。
由于深孔钻在加工过程中会产生大量的热量,如果不及时散热,可能会导致切削刃的损坏、工件表面质量下降甚至工具断裂。
因此,冷却液的作用就是通过冷却和润滑的方式,降低切削区域的温度,减少切削热量的积累。
冷却液还可以清洗切削区域的切屑和金属屑,保持切削刃的清洁,提高加工质量。
深孔钻在实际应用中需要注意一些技术要点。
首先是刀具的选择和刃磨。
根据具体的加工要求和工件材料,选择合适的刀具和切削参数,以确保加工效率和质量。
同时,定期对刀具进行刃磨和保养,延长其使用寿命。
其次是冷却液的选用和供给。
根据加工材料和切削条件,选择合适的冷却液,并保证冷却液的供给充分,以保证加工的稳定性和质量。
最后是加工过程的监控和控制。
通过实时监测切削力、温度、振动等参数,及时调整加工参数,确保加工过程的稳定性和可控性。
深孔钻是一种高效、精密、稳定的加工工具,其原理是通过刀具进给和旋转,在工件中心形成一个可以加工深孔的孔道。
深孔钻的加工过程需要注意刀具进给、切削刃和冷却液等方面的技术要点,以确保加工效率和质量。
多功能钻孔机

多功能钻孔机
多功能钻孔机是一种根据不同需求可以实现多种功能的钻孔设备。
它不仅可以进行常规的孔洞钻取,还能够实现其他特殊钻孔需求,具有多种功能和应用领域。
首先,多功能钻孔机可以进行常规的直线孔洞钻取,可以用于各种材料的钻孔,如钢铁、木材、石材等。
它具有强大的动力和高速度,可以快速、高效地完成钻孔任务。
其次,多功能钻孔机还可以进行斜孔和随意角度孔洞的钻取。
它可以通过调整角度来实现各种斜孔和特殊角度孔洞的钻取需求,非常灵活多变。
此外,多功能钻孔机还可以进行深孔钻取。
它具有稳定的工作性能和强大的钻孔能力,能够应对较深的孔洞钻取任务,并可以根据需要调整钻孔深度。
另外,多功能钻孔机还具备自动化功能和智能控制系统。
它可以通过设定参数来实现自动化运行,减少人工操作,提高工作效率。
同时,智能控制系统能够监测和调节设备运行状态,保证钻孔质量和安全性。
除了上述功能,多功能钻孔机还可以配备附件进行其他特殊钻孔操作。
例如,可以配备钻制样器,进行取样和测试;可以配备旋转切割刀具,进行焊接前的孔洞整形等特殊操作。
总结起来,多功能钻孔机是一种功能强大、应用广泛的钻孔设
备,具有直线孔洞钻取、斜孔和随意角度孔洞钻取、深孔钻取等多种功能。
它可以根据不同的需求进行钻孔操作,具备自动化和智能控制功能,以及可以配备附件进行其他特殊操作的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成绩评定表学生姓名王智程班级学号0903010307专业自动化课程设计题目基于MCGS的深孔钻组合机床PLC控制实训评语组长签字:成绩日期20 年月日课程设计任务书学院信息科学与工程学院专业自动化学生姓名王智程班级学号0903010307课程设计题目基于MCGS的深孔钻组合机床PLC控制实训实践教学要求与任务:熟悉使用西门子S7-200系列PLC的应用以及MCGS的组态的基本应用,通过对实例的模拟,熟练地掌握PLC控制的流程、程序调试和MCGS 的编辑使用。
进行软、硬件设计,并对程序进行调试。
工作计划与进度安排:第一周:查阅相关资料。
了解所需实训内容的大概情况,确立实训课程设计的大致框架,对MCGS有基本了解。
第二周:选择PLC的型号,利用STEP 7Mirco进行梯形图设计,对设计程序进行调试,并且设计MCGS动画,定义数据变量,编写控制流程。
第三周:对PLC和MCGS组态软件进行PPI通讯,设计系统流程示意图,列出I/O分配表,画出I/O接线图,完成整个组态系统设计。
指导教师:201 年月日专业负责人:201 年月日学院教学副院长:201 年月日摘要深孔钻是加工深孔的专用设备。
钻深孔时为保证加工质量、提高工效,加工中钻头的冷却和定时排屑是需要解决的主要问题。
传统的控制方案是采用继电器-接触器控制与液压控制相结合的方法,由于进给次数多,且有快进、快退、工进等多种进给速度的变换,控制系统较复杂,大量的硬件系统接线使系统的可靠性降低,也间接的降低了设备的工作效率,影响了设备的加工质量。
采用可编程控制器与液压相结合可以较好的解决这一问题,可大大的减少系统的硬件接线,提高了工作可靠性。
而且在加工工艺改变时,只需要修改程序,就可适应新的加工要求,大大的提高了工作效率。
关键词:深孔钻可靠性工作效率可编程控制器目录1、概述 (1)1.1 PLC基本概念 (1)1.2 PLC技术发展动向 (1)1.3 MCGS组态软件通用版的基本介绍 (1)2、硬件设计 (3)2.1 控制要求 (3)2.2 系统流程图 (4)2.3 I/O分配表 (5)2.4 I/O接线图 (6)3、软件设计 (7)3.1 主程序梯形图 (7)4、MCGS组态过程与PLC通讯 (11)4.1 工程项目系统分析 (11)4.2 工程立项搭建框架 (11)4.3 设置菜单基本体系 (11)4.4 编写控制流程程序 (11)4.5 完善菜单按钮功能 (11)4.6 编写程序调试工程 (11)4.7 制作动画显示画面 (11)4.8 连接设备驱动程序 (12)5、MCGS的运行及调试 (13)5.1 运行界面截图 (13)5.2 调试说明 (17)总结 (18)参考文献 (19)1、概述1.1 PLC基本概念可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程程序存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数、和算术运算等操作的指令。
并通过数字式和模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关外部设备,都应该易于与工业系统联成一个整体,易于扩充其功能的原则设计。
1.2 PLC技术发展动向PLC将向着两个方向发展:一方面向大型化发展,一方面向小型化发展,以适应不同场合和不同要求的控制需求。
为了适应大规模控制系统的要求,大型PLC向着存储容量、高速度、高性能、增加I/O点数的方向发展。
主要表现在以下几个方面:1 增强网络通信功能;2 发展智能模块;3 外部故障诊断功能;4 编程语言、编程工具标准化、高级化;5 实现软化、硬件标准化;6 编程组态软件发展迅速;发展小型PLC,其目的是为了占领广大的、分散的、中小型的工业控制场合,使PLC不仅成为继电器控制柜的替代物,而且超过继电器控制系统的功能。
1.3 MCGS组态软件通用版的基本介绍MCGS(Monitor and Control Generated System,监视与控制通用系统),它是一套基于Windows平台的软件,用于快速构造和生成上位机监控系统的组态软件系统,主要完成现场数据的采集与监测、前端数据的处理与控制,可运行于Microsoft Windows 95/98/Me/NT/2000/xp等操作系统。
具有功能完善、操作简便、可视性好、可维护性强的突出特点。
通过与其他相关的硬件设备结合,可以快速、方便的开发各种用于现场采集、数据处理和控制的设备。
用户只需要通过简单的模块化组态就可构造自己的应用系统,如可以灵活组态各种智能仪表、数据采集模块,无纸记录仪、无人值守的现场采集站、人机界面等专用设备。
2、硬件设计2.1 控制要求深孔钻组合机床机型切削时,为利于钻头排屑和冷却,需要周期性地从工件中退出钻头,道具进退与行程开关示意图如图2.1所示。
在起始位置O点时,行程开关SQ1被压合,按启动按钮SB2,电动机正转启动,刀具前进。
退刀由行程开关控制,当动力头依次压在SQ3、SQ4、S15上时,电动机反转,刀具会自动退刀,退刀到起始位置时,SQ1被压合,退刀结束,又自动进刀,直到三个过程全部结束。
图2.1 深孔钻组合机床工作示意图2.2 系统流程图图2.2 深孔钻组合机床系统流程图2.3 I/O分配表编程元件I/O端口电路器件作用输入信号I0.1 SB1 停止按钮I0.2 SB2 启动按钮I0.3 SQ3 退刀行程开关I0.4 SQ4 退刀行程开关I0.5 SQ5 退刀行程开关I0.7 SB3 正向调整点动按钮I0.0 SB4 反向调整点动按钮I0.6 SQ1 原始位置行程开关输出信号Q0.1 KM1 钻头前进接触器线圈Q0.2 KM2 钻头后退接触器线圈表2.1 深孔钻组合机床I/O分配表2.4 I/O接线图图2.3 深孔钻组合机床控制I/O接线图3、软件设计3.1 主程序梯形图4、MCGS组态过程与PLC通讯4.1 工程项目系统分析深孔钻组合机床机型切削时,为利于钻头排屑和冷却,需要周期性地从工件中退出钻头。
工作形式如控制要求所示。
要求在上位机可以实时监测到PLC控制的工作过程,可以看到开始停止的过程,并且在MCGS软件中能看到深孔钻组合机床进刀退刀的每一个过程。
4.2 工程立项搭建框架定义工程名称、封面窗口名称以及启动窗口名称,指定存盘数据库文件的名称以及存盘数据库,设定动画刷新的周期。
4.3 设置菜单基本体系先搭建菜单的框架,再对各级菜单命令进行功能组态。
4.4 编写控制流程程序在运行策略窗口内,从策略构件箱中,选择所需功能模块,由这些模块实现各种人机交互过程。
4.5 完善菜单按钮功能包括对菜单命令、监测器件、操作按钮功能的组态。
4.6 编写程序调试工程利用调试程序产生的模拟数据,检查动画显示和控制流程时候正确4.7 制作动画显示画面我们设置了启动指示灯以及停止指示灯,分别对应硬件里的启动按钮和停止按钮,在画面顶端的指示灯表示原始位置行程开关SQ1。
变量设置如下表所示:变量名称类型注释对应寄存器状态表达式SB1 开关型控制深孔钻“停止”的变量I0.1 SB1=1时,SB1亮SB2 开关型控制深孔钻“启动”的变量I0.2 SB2=1时,SB2亮SQ1 开关型控制“原始位置行程开关”的变量I0.6 SQ=1时,SQ1亮SQ3 开关型控制“退刀行程开关1”的变量I0.3 SQ3=1时,SQ3亮SQ4 开关型控制“退刀行程开关2”的变量I0.4 SQ4=1时,SQ4亮SQ5 开关型控制“退刀行程开关3”的变量I0.5 SQ5=1时,SQ4亮表4.1 变量设置4.8 连接设备驱动程序选定与设备相匹配的设备构件,我们这里通过设备组态的设备窗口来选择“通用串口父设备0”,然后建立“设备0”,这里我们选择了“Siemen_S7200PPI”,即西门子200点对点通讯模式。
5、MCGS的运行及调试5.1 运行界面截图注:因“停止按钮”位于常闭触点,所以在运行过程中一直处于闭合状态,其代表的小灯常亮;按下“停止按钮”后,触点断开,小灯熄灭,系统即停止运行。
5.2调试说明首先进行程序调试,将PC与PLC连接好,将梯形图程序下载到PLC200中,连接好实验模板,开始运行程序,对程序进行调试。
按下SQ1,再按下启动按钮SB2,Q0.1亮,表示进刀;拨回SQ1,再按下SQ3,Q0.2亮,表示正在退刀;拨回SQ3,再按下SQ1,Q0.1亮,表示正在进刀;拨回SQ1,再按下SQ4,Q0.2亮,表示正在退刀;拨回SQ4,再按下SQ1,Q0.1亮,表示正在进刀;拨回SQ1,再按下SQ5,Q0.2亮,表示正在退刀;拨回SQ5,按下SB1,整个系统复位。
到此过程,证明程序运行无误。
总结通过此次工控实训使我们认识并学习了MCGS组态软件,使用组态软件实现了对PLC的通讯以及可视化监控过程,加深了对PLC的认识和了解。
在实训过程中,通过自己动手学会了如何建立组态软件与PLC通讯,如何设置通讯设备及端口设置,掌握了组态软件动画界面的数据连接。
在老师的帮助下,对一些基本的设置错误的检查也有了一定的了解,对工程控制也有了进一步的了解。
同时,这次实训还锻炼了我们对所学知识的综合应用能力,以及应对一些实际问题的能力,使我们对本专业在实际生产生活的应用有了更多的了解。
参考文献[1] 孙金根、康代红《PLC及工控组态技术实训指导书》沈阳理工大学信息学院[2] 吴中俊、黄永红.《可编程控制器原理及应用》机械工业出版社[3] 邓则名、邝穗芳等《电器与可编程序控制器应用技术》北京:机械工业出版社[4] 胡学林《可编程序控制器原理及应用》电子工业出版社[5] 周恩涛《可编程控制器原理及其在液压系统中的应用》北京[6] 王兆义《小型可编程控制器实用技术》北京:机械工业出版社[7] 廖常初《可编程序控制器应用技术》重庆:重庆大学出版社。