实验一焊接电弧及熔滴过渡的高速摄像
高速摄像机应用——拍摄溶滴、熔池、电弧焊接、感应焊过程
高速摄像机/高速相机应用—焊接焊接概述焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
被广泛的应用于机械制造,石油化工,桥梁,船舶,建筑,交通车辆,航空,航天等各个工业部门,已成为现在机械制造工业中不可缺少的加工工艺方法。
而且,随着国民经济的发展,其领域还将不断地被拓宽。
焊接发展到今天,其焊接方法包括熔焊(典型的是激光焊、弧焊)、压力焊(典型的是感应焊、高频焊)、钎焊(典型的是软钎焊、硬钎焊)1、熔化焊熔化焊是利用局部加热的方法将联接处的金属加热至熔化状态而完成的焊接方法,可形成牢固的焊接接头。
2、压力焊压力焊是利用焊接时施加一定压力而完成焊接的方法。
这类焊接有两种形式,可加热后施压,亦可直接冷压焊接,其压接接头较牢固。
3、钎焊钎焊是把比被焊金属熔点低的钎料金属加热熔化至液态,然后使其渗透到被焊金属接缝的间隙中而达到结合的方法。
钎焊接头一般强度较低,耐热性差。
以下就是西努光学小编为您提供的应用案例:高速摄像机/高速相机焊接过程中熔池、熔滴、电弧、感应焊过程。
熔池溶滴电弧感应焊汽车空调铝管西努光学秉承“以光学为核心,为客户提供解决方案”的经营方针。
经过13年不懈努力,成功为众多企业、高校、中科院、国家重点实验室等提供各种个性化光学解决方案,在汽车、电子、能源、光通讯、金属材料、机械制造、化学化工、微加工等领域积累了丰富的光学应用经验。
我们将一如既往的满足广大客户的需求,诚实为您服务,专业为您服务。
西努光学是英国IX cameras i-SPEED高速摄像机/高速相机系列产品的授权代理商。
适合各类应用,包括:汽车撞击测试、研发、生产、故障诊断、装瓶和封装、医药、制造,部件测试,弹道和广播行业。
无论是高速应用、行业要求或专家要求,都有一款适合您的高速摄像机。
英国IX cameras i-SPEED系列高速摄像机/高速相机包括:i-SPEED TR、i-SPEED 3、i-SPEED FS、i-SPEED DF、i-SPEED 7。
熔化极电弧焊多信息同步高速摄影_杨运强
熔化极电弧焊多信息同步高速摄影杨运强1, 李 桓2, 李俊岳2, 李国华2(1.北京工业大学,北京 100022;2.天津大学材料科学与工程学院,天津 300072)摘 要:高速摄影是研究焊接物理的一种有效的测试技术,但目前没有解决多路信号与高速摄影胶片同步对应的问题。
利用快速多路计算机数据采集系统配合相应传感器同时采集多路信息,利用高速摄影胶片记录电弧图像变化过程,设计专有的同步标度信号脉冲作为计算机多路信息与高速摄影胶片之间的同步媒介,成功地实现了多信息同步高速摄影。
文中详细介绍了多信息同步高速摄影的原理、同步标度信号脉冲产生方式及其接口技术,并利用该装置成功地进行了光谱信息对熔化极气体保护焊熔滴过渡过程检测的验证。
实践证明,多信息同步高速摄影是行之有效的,给焊接电弧过程的进一步研究提供了有力的试验手段。
关键词:高速摄影;同步;多信息;焊接中图分类号:TG403 文献标识码:A 文章编号:0253-360X(2002)06-29-04杨运强0 序 言高速摄影技术是一种先进的测试手段,它能把一个高速的运动过程或高速瞬变过程的空间信息和时间信息联系在一起。
作为能够记录高速过程的一种手段,高速摄影技术在焊接中常用于熔滴过渡过程的研究[1]。
应用于电弧焊过程研究的高速摄影机目前有两类:一类在摄取图像的同时在胶片上打时标,这种方式仅能通过时标确定相邻两照片之间的时间间隔,不能记录与电弧行为相关的其它信息,即所谓非同步高速摄影。
另一类为在摄取图像和在胶片上打时标的同时,在胶片上还显示一路信号波形(如电流或电压波形),即所谓同步高速摄影[2]。
文献[3]利用记忆示波器配合简单的电路实现了一路信息的准同步高速摄影,这种方式只能一路信号,而且同步信息很难捕捉,试验成功率很低,但其设计思路有可取之处。
对于电弧的同一变化过程,所采集到信息的种类和数量越多,越有利于对它的研究。
随着对焊接电弧越来越深入的研究,越要求捕捉熔滴过渡过程所对应的电弧各种信息之间的关系,以便从中发现一些电弧的变化特征。
高速摄像技术中TIG焊接过程的熔池和电极研究
高速摄像技术中TIG焊接过程的熔池和电极研究TIG焊接过程中,熔池液体的流动和阴极表面的变化直接影响焊接质量和电弧稳定性的好坏。
本文采用高速摄像机配合光学窄带滤光片,很好地解决焊接过程熔池液体流动和电极现象的观察困难的问题,研究焊接过程中液面的流动和电极表面的变化情况。
研究结果表明:焊接电弧的辐射由一些不连续波长的峰组成,选择950-960nm波长的红外窄带滤光片有选择地降低等离子体电弧的亮度,清晰地观察焊接过程中熔池表面的变化和电极表面的变化。
熔池液体的对流的原因是由于温度差别造成的液体表面张力和密度不同、电弧等离子体的压力以及电弧电流的电磁力,液体流动的平均速度为0.12m/s ,最高瞬间速度可达0.7m/s。
在焊接过程中,电弧上方的电极表面形成钨枝晶和氧化钍富集区,是下一次使用时电弧的起弧点,电弧起弧的稳定性取决于电极尖端氧化钍的含量。
序言钨阴极气体电弧焊接(Tungsten inert gas welding-TIG焊接,亦称为Gas Tungsten Arc Welding-GTA焊接)过程中,熔池液体的流动和阴极表面的变化直接影响焊接质量和电弧稳定性的好坏。
焊接过程中产生的缺陷,如夹渣、气孔、缩孔等都与熔池液体的流动有很大的关系。
熔池的流动受到保护气体、焊接电流电压、焊接金属的表面张力和凝固速度以及焊接速度等因素的影响[1-4] 。
同时,钨阴极表面烧蚀和表面的形态变化在电弧的起弧和电弧的稳定性方面起着重要的作用[5-6] 。
这是研究者对焊接过程中的熔池流动和电极的观察有浓厚兴趣的原因。
然而由于焊接过程中电弧发出强烈的光和热,给熔池和电极的观察带来了相当大的困难。
采用通常方式的观察或摄像,往往只能看到等离子体电弧的强烈光亮,而无法看清被等离子体电弧所包围的电极变化以及处在等离子体电弧下面的焊接工件表面熔池的流动情况。
焊接过程中,热辐射主要来自等离子体电弧、熔池和电极。
从熔化的高温金属表面上发出的辐射包含较多的可见光。
基于高速CCD摄像的短路过渡焊接熔滴检测与分析

1、高帧率:能够捕捉到熔滴的动态变化过程; 2、高分辨率:能够清晰地识别熔滴的形状、尺寸和速度等参数;
3、实时性:能够实时监测熔滴的变化,为焊接工艺的优化提供依据。
4、优化实验条件和选择合适的 图像处理方法是提高熔滴检测精 度的关键。
1、进一步研究不同材料和不同焊接工艺条件下的熔滴检测方法; 2、综合考虑焊接质量和生产效率等因素,优化焊接工艺参数;
3、可重复性:在不同焊接工艺参数下,能够获得一致的实验结果,具有较 好的可重复性。
参考内容
基本内容
弧焊是一种常见的焊接方法,其过程中熔滴的过渡行为对焊接质量和效率具 有重要影响。为了深入了解弧焊熔滴过渡的规律,高速摄像和电信号测试技术被 广泛应用于研究焊接过程中。
弧焊熔滴过渡是焊接过程中一个复杂的现象,受到多种因素的影响。高速摄 像技术能够以每秒数千甚至数万帧的速度捕捉熔滴的动态行为,提供丰富的细节 信息。通过分析这些图像,我们可以了解熔滴的形状变化、尺寸变化、飞溅和融 合等关键过程。
3、结合数值模拟方法,深入研究熔滴的动力学行为及其对焊接质量的影响。
3、实时性:能够实时监测熔滴 的变化,为焊接工艺的优化提供 依据。
1、选取合适的焊接工艺参数,如电流、电压、焊接速度等; 2、将304不锈钢板材切割成规定尺寸的试件,表面清理干净;
3、将试件固定在实验台上,并调整数字控制系统的参数;
b. CCD摄像系统的性能特点和优 势
CCD摄像系统具有以下优点:
1、高速:CCD传感器具有较高的帧率和分辨率,可以在短时间内完成大量图 像数据的采集和处理,适用于高速动态目标的检测和跟踪。
2、高精度:CCD的像素大小和间距非常精确,同时具有较低的噪声和失真, 因此可以获得高精度的图像数据,有利于后续的高精度处理和分析。
激光在焊接电弧高速摄像技术中的应用
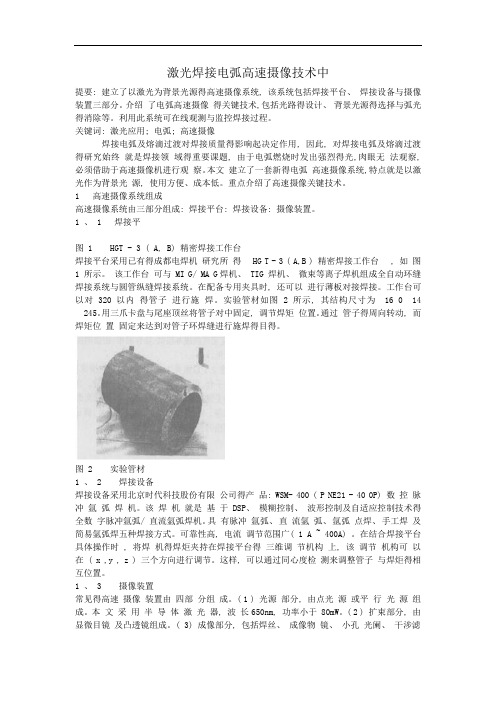
激光焊接电弧高速摄像技术中提要: 建立了以激光为背景光源得高速摄像系统, 该系统包括焊接平台、焊接设备与摄像装置三部分。
介绍了电弧高速摄像得关键技术,包括光路得设计、背景光源得选择与弧光得消除等。
利用此系统可在线观测与监控焊接过程。
关键词: 激光应用; 电弧; 高速摄像焊接电弧及熔滴过渡对焊接质量得影响起决定作用, 因此, 对焊接电弧及熔滴过渡得研究始终就是焊接领域得重要课题, 由于电弧燃烧时发出强烈得光,肉眼无法观察, 必须借助于高速摄像机进行观察。
本文建立了一套新得电弧高速摄像系统,特点就是以激光作为背景光源, 使用方便、成本低。
重点介绍了高速摄像关键技术。
1 高速摄像系统组成高速摄像系统由三部分组成: 焊接平台: 焊接设备: 摄像装置。
1 、 1 焊接平图 1 HGT - 3 ( A, B) 精密焊接工作台焊接平台采用已有得成都电焊机研究所得HG T - 3 ( A,B ) 精密焊接工作台, 如图1 所示。
该工作台可与 MI G/ MA G焊机、 TIG 焊机、微束等离子焊机组成全自动环缝焊接系统与圆管纵缝焊接系统。
在配备专用夹具时, 还可以进行薄板对接焊接。
工作台可以对 320 以内得管子进行施焊。
实验管材如图 2 所示, 其结构尺寸为16 0 14 245。
用三爪卡盘与尾座顶丝将管子对中固定, 调节焊矩位置。
通过管子得周向转动, 而焊矩位置固定来达到对管子环焊缝进行施焊得目得。
图 2 实验管材1 、2 焊接设备焊接设备采用北京时代科技股份有限公司得产品: WSM- 400 ( P NE21 - 40 0P) 数控脉冲氩弧焊机。
该焊机就是基于DSP、模糊控制、波形控制及自适应控制技术得全数字脉冲氩弧/ 直流氩弧焊机。
具有脉冲氩弧、直流氩弧、氩弧点焊、手工焊及简易氩弧焊五种焊接方式。
可靠性高, 电流调节范围广( 1 A ~ 400A) 。
在结合焊接平台具体操作时 , 将焊机得焊炬夹持在焊接平台得三维调节机构上, 该调节机构可以在 ( x ,y , z ) 三个方向进行调节。
高速摄像机应用于电弧复合焊接
高速摄像机应用于电弧复合焊接
高速摄像机以其高频率的拍摄速度被广泛应用于各种工业生产上,是工业化发展的一个重要标志,有着强大的技术含量,随着科技的不断进步,高速摄像机的应用范围也在不断扩大,农业、军事、航天航空、科学实验等各个领域也都有涉及,高速摄像机正在以不可思议的速度发展着,慢慢的进入人们的视野,让人们认识到其重要性。
其中,电弧复合焊接领域便属于其中一个小的方面。
激光-电弧复合焊接的稳弧机理始终存在不同的观点。
通过高速摄像机和光谱分析仪对比研究了激光与电弧复合前后电弧形态发生的变化。
研究发现复合后电弧呈现一种全新的形态,具有两个独立的导电通道,这种现象被称为“双重导电机制”。
千眼狼高速摄像机便属于其中一款适合的可以用于电弧复合焊接的高速摄像机,它是由合肥君达高科自主研发的,有着强大的中科大博士后团队作为技术支持。
坚固的外壳,超高的拍摄频率,多台相机同步拍摄,都是其作为应用于电弧复合焊接的重要条件。
完善的售前售后也是其一大优势,优质的价格更是您不错的选择。
弧焊熔滴过渡的高速摄像与电信号测试分析
弧 焊 电 源
的开发 和弧焊 工艺 的改进提 供有 效 的技 术 手段 ¨ .
弧 焊过 程是 一 个 随机 的 物理 过 程 , 焊接 电信 号 也具 有 随机 的特点 , 由长 时低 频 成 分 和短 时 高 频 是 成分 组成 的时变 随 机信 号 , 信 号 的 突变 处 包 含 有 在 与 电源动 特性相 关 的信 息 , 用 一般 的滤 波 方法 会 采 产生 较大 的失 真. 目前 国内外 开 发 了 一些 焊 接 高 速 图像 与 电信 号检 测 与分 析 系 统 , 这些 采 集 分 析 系 但 统没 有较好 地滤 出 电信 号 的高频 干扰. 小 波变换 可 对 信 号进 行 精细 分 析 , 通过 对 焊 接 过程 电信号 进行 小波 滤 波 处 理 , 消去 信 号 中高频 在
可通过提 取 熔滴 图像 特征 信 息对焊接 熔 滴过渡过 程进 行检 测和质 量控 制.
关键 词 : 焊 ;熔 滴过渡 ;高速 摄像 ;电信 号 ;小波分 析 弧
中图分类号: G 0 T 43
文献标识码 : A
熔滴 过渡 是决定 弧焊 电弧稳 定性 与焊 接质量 的
高速摄像 与 电弧 电压 、 弧焊 电流 信 号 小 波测 试 分 析
干扰 的 同时 , 能较好 地保持 信号 突变部 分 不失真 , 还
从 而改善信 号 中特征 信 息 提取 效 果 , 研 究 在建 立 本
收稿 日期 : 0 70 — 1 20 .5 2
1 1 焊接试验平 台 .
焊接 试 验平 台采 用 三 坐标 焊 接试 验 平 台 , 焊炬
基金项 目:国家 自然科学基金资助项 目( 07 04,0 70 4 ; 5 3 55 5 5 5 7 )广东省 自然科学基金资助项 目(7 04 9 00 6 7 )
熔化极电弧焊熔滴过渡过程的高速摄像
1 引 言
高温 、 高亮度及高速动动的带电粒子即电弧所笼罩 , 通常还伴有大量的飞溅和烟 尘。因此 , 熔滴过 渡过
程的高速摄像具有许多特殊性。为了得到高质量的
高速摄像技术是在高速摄影技术基础上产生的
一
种先进测试手段 , 它能把一个高速的运动过程或
高速瞬变过程的空间信息和时间信息记录下来 , 常 用于熔滴过渡过程的观察和研究。与人们熟知的普 通人像或景物摄录像相 比, 焊接熔滴过渡过程具有 被摄物体画面小( 一般为 lm O m× 0 m) 熔滴过渡 1r 、 n 频率高( 一般为几 十 一 几百赫兹 ) 及熔滴穿越 电弧
Ab ta t A [w moinvd or o igsse frdo rnio rc d rso r e n i o s ma l c - sr c : so — t ie e r n ytm o rp ta st n p oe u e fac w Migw t c n u be de o c d i h
8 oc ri .T ecnls n rv ewt i}rf nevle ntet h iu f l - o o ie crigf h l f d h ocui s oi hhg e c a c n eo s w m t nvdor o n r a e i o p di I r e e uo h e q o i ed o
空间速度快( 可达每秒几十米 ) 等特点 , 同时熔滴被
图像 , 必须对上述特性做深入了解 , 并采取相应的技
基金 项 目: 家 83高 技 术 研 究 发 展 计 划 资 助 项 目 ( o 国 6 N.
20 A 3 57 ) 03 A090 。
作者简介 : 占民(90一)男 , 刘 16 , 副教授 , 学硕 士, 工 研究 方向为 红外故障诊断 , 先后参加过 l 余项 横 向科 研课 题的开发研 制工作 , O 两项获得 中 石化 公 司 科 技 进 步 三 等 奖 , 开 发 表论 文 1 篇 。 公 O余
熔滴过渡高速摄像技术在水下焊接试验中的应用
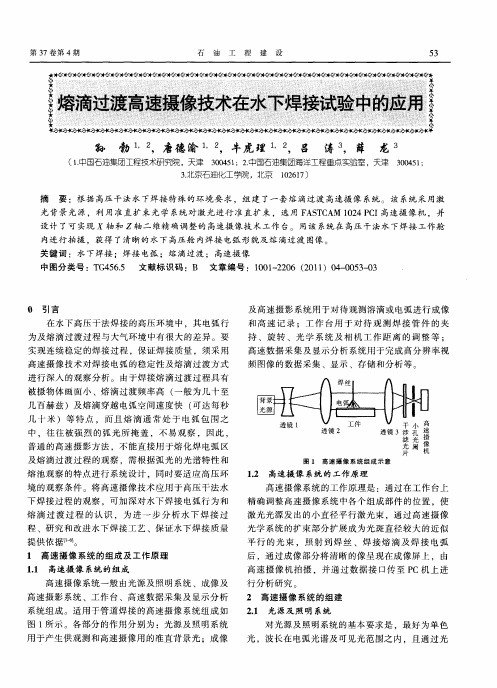
准直 扩束后 激 光束腰 斑半 径 。
准直扩 束 光学 系统 如 图 2所示 。
电弧光 强度 很高 ,不能用 肉眼直接 观 察 ,而 电
弧 光 的波 长分 布在从 紫 外到 红外 很宽 范 围 内 为 了 便 于 观察 ,需 采 用 滤 光 和 背景 光 两 措 施 削 弱 电弧
L_ 电- j 一l l\ — 帮
,
及熔 滴过 渡过 程 的观察 ,需根 据弧 光 的光谱 特性 和 熔 池 观察 的特点 进行 系统设 计 .同时要适 应 高压 环 境 的观察条 件 。将高 速摄像 技 术应用 于 高压 干法 水
下 焊 接过程 的 观察 。可加 深对 水下 焊接 电弧行 为 和 熔 滴 过 渡 过 程 的认 识 ,为 进 一 步 分 析 水 下 焊 接 过 程 、研 究 和改进 水下 焊接工 艺 、保证 水下 焊接 质 量
持 、旋 转 、光 学 系 统及 相 机 工 作 距 离 的调 整 等 ;
在 水下 高压 干法焊 接 的高压 环境 中 ,其 电弧行
为及 熔 滴过 渡过 程与大 气环 境 中有很 大 的差异 。要 实 现连续 稳定 的焊 接过 程 ,保 证 焊接 质量 ,须 采用 高速 摄像 技术 对焊 接 电弧 的稳 定性 及熔 滴 过渡 方式 进行 深人 的观 察分 析 。 由于 焊接熔 滴过 渡过 程具 有
准 直 镜 透 镜 组
图 2 准 直 扩 束 光 学 系 统 示 意
光 。滤 光 即 只保 留某 一 波长 的光 ,为进 一 步削 弱弧
光 ,还 要采 用 背光 源 ,在选择 激 光背 光源 时 ,为 了 肉 眼 可 见 ,激 光 波 长 选 择 可 见 光 的 波 长 范 围 即 可 ( 可见 光 的波 长范 围在 3 0~7 0n 之 间 ) 9 7 m 。
熔化极气体保护电弧焊熔滴过渡实验报告·

熔化极气体保护电弧焊熔滴过渡实验报告一、实验目的通过实验对熔化极气体保护电弧焊接过程熔滴过渡现象有更直观的认识,对几种典型熔滴过渡的形成条件及其对焊缝成形和焊接飞溅的影响有更深入的了解。
二、概述在熔化极气体保护电弧焊接方法中,惰性气体保护焊(MIG 焊)和二氧化碳气体保护焊(2CO 焊)占有重要地位。
在熔化极电弧焊接过程中,焊丝端部金属受热熔化形成熔滴,并在多种力联合作用下向熔池过渡。
熔滴过渡(Metal Transfer)对焊接过程稳定性、焊缝成形、焊接飞溅等有显著影响。
在不同的弧焊工艺条件下,熔化极气体保护焊,熔滴过渡呈现不同的形式:自由过渡——熔滴经电弧空间飞行至熔池,焊丝端部与熔池不发生直接接触; 接触过渡——焊丝端部熔滴与熔池表面发生接触进而过渡;(1)熔化极氩弧焊接过程熔滴过渡熔化极氩弧焊接过程熔滴过渡的典型方式有滴状过渡和喷射过渡,两者皆属于自由过渡类型。
当电弧弧长较大且焊接电流较小时,呈现大滴状过渡,如图1(a)所示。
随着焊接电流的增加,熔滴变小,如图1(b)(c)所示。
当电流增加到临界电流值,焊丝端部电弧阳极斑点从熔滴底部瞬时扩展到缩颈根部,滴状过渡转变为喷射过渡,其时电弧呈钟罩形,焊丝端部为铅笔尖状,细小的熔滴从焊丝尖端以很高的速度向熔池过渡,如图1(d)所示。
喷射过渡时电弧形态轮廓清晰,燃弧稳定,熔深较大,几乎无飞溅,是一种理想的熔滴过渡形式。
图1 滴状过渡和喷射过渡对于不同材料和不同直径的焊丝,其实现喷射过渡的最小电流——临界电流值也不同。
图2所示为滴状过渡向喷射过渡转变的实例,其工艺条件:299%Ar 1%O 保护气体,直径1.6mm 低碳钢焊丝,直流反接,喷射过渡临界电流值约为260A 。
图2 熔滴体积、过渡频率与焊接电流的关系在熔化极氩弧焊接过程中也可实现低电压、小电流的熔滴短路过渡,以满足全位置焊接的需要。
与2CO 焊短路过渡相比,其电弧稳定,飞溅较小,焊缝成形良好。
焊接电弧高速摄像技术成像方法对比及分析
焊接电弧高速摄像技术成像方法对比及分析陈玮;李明利;贾存峰【摘要】Welding arc imaging method of high-speed video technology includes two kinds,one is to get pictures in ima-ging screen which will be shot by high-speed video,and another is directly stored in the camera target surface.The paper experimented with the two methods respectively and collected images,used the MATLAB image processing technology to detect the image edge,and contrasted the two different imaging methods.The result showed imaging directly in the camera target surface can get higher resolution images and the edge is more clearly than imaging in screen.Therefore,directly stored in the camera target surface is the best method for welding-arc imaging of high-speed video technology.%一般采用2种方法拍摄焊接电弧激光高速图像:一种是将电弧激光的像成在屏幕上,再用高速相机摄取;另一种是直接将电弧激光的像成在高速摄像机靶面上。
分别对上述2种电弧激光图像的拍摄方法进行了对比试验,利用MATLAB软件的图像处理技术对所得图片进行了边缘提取和对比分析。
熔化极电弧焊多信息同步高速摄影
熔化极电弧焊多信息同步高速摄影
杨运强;李桓;李俊岳;李国华
【期刊名称】《焊接学报》
【年(卷),期】2002(023)006
【摘要】高速摄影是研究焊接物理的一种有效的测试技术,但目前没有解决多路信号与高速摄影胶片同步对应的问题.利用快速多路计算机数据采集系统配合相应传感器同时采集多路信息,利用高速摄影胶片记录电弧图像变化过程,设计专有的同步标度信号脉冲作为计算机多路信息与高速摄影胶片之间的同步媒介,成功地实现了多信息同步高速摄影.文中详细介绍了多信息同步高速摄影的原理、同步标度信号脉冲产生方式及其接口技术,并利用该装置成功地进行了光谱信息对熔化极气体保护焊熔滴过渡过程检测的验证.实践证明,多信息同步高速摄影是行之有效的,给焊接电弧过程的进一步研究提供了有力的试验手段.
【总页数】4页(P29-32)
【作者】杨运强;李桓;李俊岳;李国华
【作者单位】北京工业大学,北京,100022;天津大学,材料科学与工程学院,天
津,300072;天津大学,材料科学与工程学院,天津,300072;天津大学,材料科学与工程学院,天津,300072
【正文语种】中文
【中图分类】TG403
【相关文献】
1.熔化极电弧焊熔滴过渡过程的高速摄影 [J], 李桓;李国华;李俊岳;杨立军;邓黎丽;张宝红
2.基于高速摄像同步触发技术的多信息集成测量系统的研究 [J], 魏东;李春雷;孙吉升
3.熔化极电弧焊熔滴过渡过程的高速摄像 [J], 刘占民;李明利;薛龙
4.用光纤拍摄电弧及熔滴多面像的高速摄影装置 [J], 赵惠卿;侯天奎
5.高速摄影和水动力同步测试在冰桨碰撞模型试验中的应用 [J], 武珅;宋明太;芮伟因版权原因,仅展示原文概要,查看原文内容请购买。
高速摄像机应用——拍摄溶滴、熔池、电弧焊接、感应焊过程
高速摄像机/高速相机应用—焊接焊接概述焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
被广泛的应用于机械制造,石油化工,桥梁,船舶,建筑,交通车辆,航空,航天等各个工业部门,已成为现在机械制造工业中不可缺少的加工工艺方法。
而且,随着国民经济的发展,其领域还将不断地被拓宽。
焊接发展到今天,其焊接方法包括熔焊(典型的是激光焊、弧焊)、压力焊(典型的是感应焊、高频焊)、钎焊(典型的是软钎焊、硬钎焊)1、熔化焊熔化焊是利用局部加热的方法将联接处的金属加热至熔化状态而完成的焊接方法,可形成牢固的焊接接头。
2、压力焊压力焊是利用焊接时施加一定压力而完成焊接的方法。
这类焊接有两种形式,可加热后施压,亦可直接冷压焊接,其压接接头较牢固。
3、钎焊钎焊是把比被焊金属熔点低的钎料金属加热熔化至液态,然后使其渗透到被焊金属接缝的间隙中而达到结合的方法。
钎焊接头一般强度较低,耐热性差。
以下就是西努光学小编为您提供的应用案例:高速摄像机/高速相机焊接过程中熔池、熔滴、电弧、感应焊过程。
熔池溶滴电弧感应焊汽车空调铝管西努光学秉承“以光学为核心,为客户提供解决方案”的经营方针。
经过13年不懈努力,成功为众多企业、高校、中科院、国家重点实验室等提供各种个性化光学解决方案,在汽车、电子、能源、光通讯、金属材料、机械制造、化学化工、微加工等领域积累了丰富的光学应用经验。
我们将一如既往的满足广大客户的需求,诚实为您服务,专业为您服务。
西努光学是英国IX cameras i-SPEED高速摄像机/高速相机系列产品的授权代理商。
适合各类应用,包括:汽车撞击测试、研发、生产、故障诊断、装瓶和封装、医药、制造,部件测试,弹道和广播行业。
无论是高速应用、行业要求或专家要求,都有一款适合您的高速摄像机。
英国IX cameras i-SPEED系列高速摄像机/高速相机包括:i-SPEED TR、i-SPEED 3、i-SPEED FS、i-SPEED DF、i-SPEED 7。
实验一焊接电弧及熔滴过渡的高速摄像
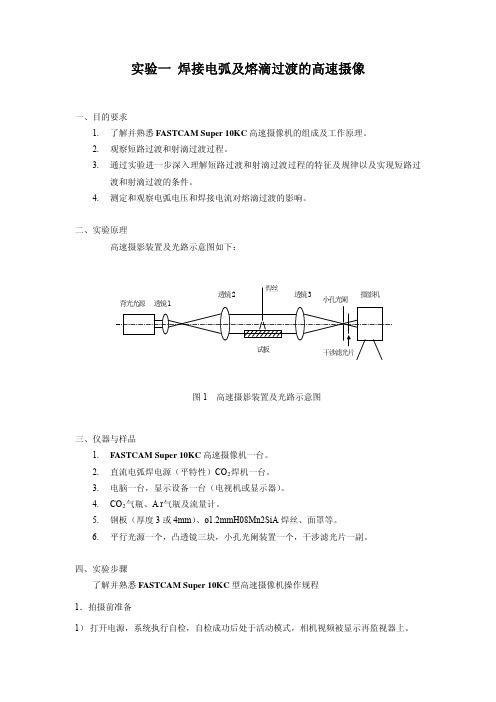
一、目的要求 1. 了解并熟悉 FASTCAM Super 10KC 高速摄像机的组成及工作原理。 2. 观察短路过渡和射滴过渡过程。 3. 通过实验进一步深入理解短路过渡和射滴过渡过程的特征及规律以及实现短路过 渡和射滴过渡的条件。 4. 测定和观察电弧电压和焊接电流对熔滴过渡的影响。
二、实验原理 高速摄影装置及光路示意图如下:
背光光源 透镜1
透镜2
焊丝 透镜3 小孔光阑 摄影机
试板
干涉滤光片
图 1 高速摄影装置及光路示意图
三、仪器与样品 1. FASTCAM Super 10KC 高速摄像机一台。 2. 直流电弧焊电源(平特性)CO2焊机一台。 3. 电脑一台,显示设备一台(电视机或显示器)。 4. CO2气瓶、A r气瓶及流量计。 5. 钢板(厚度 3 或 4mm)、ø1.2mmH08Mn2SiA 焊丝、面罩等。 6. 平行光源一个,凸透镜三块,小孔光阑装置一个,干涉滤光片一副。
表 1 CO2气体保护焊短路过渡实验记录表
序I U
Q
号 (A) (V) (l/min)
1
L伸 (mm)
焊丝末端
Vw
Vf 飞溅 备 形 状 和 电
(m/min) (m/min) 大小 注 弧 末 端 形
状简图
2
3
4
5
(2)CO2气体保护焊射滴过渡形式的观察
1.焊接时,用直流反极性,ø1.2mm,H08Mn2SiA 焊丝,焊丝干伸长度为 15~20mm,保护 气体流量为 10~15 升/分,焊接电流为 220~260A,电弧电压为 31~35V。 2.依次改变焊接电流为 220A,240A,260A。注意在不同的焊接电流条件下,观察焊接电 弧及熔滴过渡的情况。 3.将实验现象及有关数据记录在表 2 中。
机器人焊接电弧高速图像的采集与分析
密级学号毕业设计(论文)《机器人焊接电弧高速图像的采集与分析》院(系、部):继续教育学院姓名:刘娟年级:2011级专业:电气工程及其自动化指导教师:申爱明教师职称:讲师2013 年5 月31日·北京目录第一章前言 (5)1.1 现代焊接技术简介 (5)1.2 机器人焊接发展过程及其简介 (6)1.2.1 机械手臂或操作系统 (7)1.2.2 焊接部件 (7)1.2.3 机器人控制系统 (7)1.3 机器人焊接研究现状及未来趋势 (8)1.4 焊接系统的组成和工作原理 (10)1.5 焊接电弧现象 (12)1.5.1 焊接电弧的基本概念 (12)1.5.2 焊接电弧的引燃 (13)1.5.3 焊条的加热和熔化 (13)1.5.4 焊接电弧的基本特点 (13)1.5.5 焊接电弧的组成 (13)第二章机器人焊接高速电弧图像采集与分析实验原理及相关技术 (15)2.1 机器人焊机电弧高速图像采集与分析简介 (15)2.2 高速图像采集系统原理 (15)2.2.1 普通CMOS高速摄像系统介绍 (15)2.2.2 摄像系统总体结构. (16)2.3 高速摄像机的介绍 (17)2.4 高速摄像装置光路及其背光技术简介 (19)2.4.1 高速摄像装置及其光路图 (19)2.4.2 滤光片和可调减光镜的选择 (19)2.4.3 背光光源的选择 (21)2.5 合理选择放大率 (23)2.6 正确选择摄像参数 (23)2.7焊接电弧波形信号采集系统简介 (24)第三章焊接电弧高速图像采集与分析实例 (25)3.1 不同滤光镜下的拍摄效果 (25)3.2 焊接电弧高速图像采集与分析实例 (25)3.2.1 低氢焊条发生电弧环绕套筒内边缘旋转的高速摄影 (25)3.2.2 焊条电弧焊时下落的熔滴的高速摄影 (26)3.2.3 电弧力引起大颗粒飞溅的高速摄影 (27)3.2.4 焊条发生爆炸过渡过程的高速摄影 (27)3.2.5 药芯焊丝CO2气体保护焊在小参数下熔滴排斥过渡时的高速摄影 (28)第四章心得与体会 (29)4.1 结论总结 (29)4.2 对进一步研究的展望 (29)参考文献 (31)致谢 (33)声明 (34)摘要进行了焊接电弧高速图像和信号波形的同步采集和再现研究,给出了电弧图像和波形在线具体实现技术,并利用该技术成功进行了电弧光谱信息检测熔滴过渡过程、二氧化碳短路过渡过程和变极性MIG 焊电弧行为的研究。
基于高速CCD摄像的短路过渡焊接熔滴检测与分析
第27卷 第3期2006年3月焊接学报TRANS ACTI O NS OF THE CH I N A W ELD I N G I N STI T UTI O NVol .27 No .3March 2006基于高速CCD 摄像的短路过渡焊接熔滴检测与分析朱志明, 吴文楷, 陈 强(清华大学机械工程系,北京 100084)摘 要:建立了基于高速CC D 摄像的熔滴图像检测和焊接电流、电弧电压同步采集系统,在给出短路过渡模式下的熔滴尺寸定义并简述基于MAT LAB 平台的熔滴尺寸与电弧信号分析系统的基础上,对平特性电源短路过渡C O 2焊接熔滴尺寸变化特征及其与工艺性能间的关系进行了试验研究。
结果表明,熔滴尺寸呈分散性较大的正态分布(1~2倍焊丝直径),过大或过小的熔滴尺寸均不利于短路过渡焊接过程的稳定性。
根据熔滴的形成和过渡过程,初步分析了影响熔滴尺寸的主要因素及控制熔滴尺寸的途径,即短路过程结束后焊丝端部的残余液态金属量和燃弧能量的随机性导致了熔滴尺寸的不确定性,对其进行有效控制将提高熔滴尺寸和短路过渡过程的一致性,进而改善短路过渡C O 2焊接的工艺性能和焊接质量。
关键词:高速CC D;熔滴尺寸;短路过渡;随机性中图分类号:TG403 文献标识码:A 文章编号:0253-360X (2006)03-29-05朱志明0 序 言数字化高速CCD 摄像技术是研究熔化极气体保护电弧焊熔滴形成、熔滴尺寸变化规律直观而有效的手段。
Rhee S 等采用高速摄像对不同过渡方式的熔滴过渡现象进行了试验研究[1]。
结果表明,颗粒过渡不存在收缩失稳现象;而对不同焊丝伸出长度和不同保护气体的熔滴直径和过渡频率检测表明,在富A r 保护焊中,随着CO 2含量的增加,虽然颗粒过渡转变为喷射过渡的临界电流总体趋势增加,但由于表面张力的减小,最小临界电流出现在保护气体为5%CO 2+95%A r 的情况下。
同时,由于烟尘力的作用,在高电流的情况下,熔滴的长度随着CO 2含量的增加而变短,并且在纯CO 2和CO 2含量高的混合气体保护焊中,熔滴形状会产生扭曲。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
背光光源 透镜1
透镜2
焊丝 透镜3 小孔光阑 摄影机
试板
干涉滤光片
图 1 高速摄影装置及光路示意图
三、仪器与样品 1. FASTCAM Super 10KC 高速摄像机一台。 2. 直流电弧焊电源(平特性)CO2焊机一台。 3. 电脑一台,显示设备一台(电视机或显示器)。 4. CO2气瓶、A r气瓶及流量计。 5. 钢板(厚度 3 或 4mm)、ø1.2mmH08Mn2SiA 焊丝、面罩等。 6. 平行光源一个,凸透镜三块,小孔光阑装置一个,干涉滤光片一副。
6.拍摄结束
拍摄完毕后,盖上镜头盖,关闭电源。
五、数据处理 (1)CO2气体保护焊短路过渡形式的观察 1.焊接时,用直流反极性,ø1.2mm,H08Mn2SiA 焊丝,焊丝干伸长度为 10~15mm,保护 气体流量为 10~15 升/分,焊接电流为 110~130A,电弧电压为 19~22V。
2.改变焊接电流为 110A,120A,130A。注意在不同的焊接电流条件下,观察焊接电弧及 熔滴过渡的情况。 3.将实验现象及有关数据记录在表 1 中。
八、注意事项 FASTCAM Super 10KC 高速摄像机操作注意事项: 1. 拍摄电弧图像时,应加滤光片或尽量减小光圈,以避免强光对镜头的损伤; 2. 暂停拍摄时应及时将镜头盖盖上,防止对镜头的损坏; 3. 如果暂停拍摄的时间较长,应该及时关掉电源,防止仪器过热; 4. 在试拍时,要以使用较低的拍摄速率,各个参数调整合适后再采用较高的速率拍摄; 5. 使用设备指定的保险丝,以避免发生火灾 6. 禁止在易燃易爆气体氛围中操作此设备。
表 1 CO2气体保护焊短路过渡实验记录表
序I U
Q
号 (A) (V) (l/min)
1
L伸 (mm)
焊丝末端
Vw
Vf 飞溅 备 形 状 和 电
(m/min) (m/min) 大小 注 弧 末 端 形
状简图
2
3
4
5
(2)CO2气体保护焊射滴过渡形式的观察
1.焊接时,用直流反极性,ø1.2mm,H08Mn2SiA 焊丝,焊丝干伸长度为 15~20mm,保护 气体流量为 10~15 升/分,焊接电流为 220~260A,电弧电压为 31~35V。 2.依次改变焊接电流为 220A,240A,260A。注意在不同的焊接电流条件下,观察焊接电 弧及熔滴过渡的情况。 3.将实验现象及有关数据记录在表 2 中。
状简图
六、结果与讨论 每个同学须提交实验报告,简要论述实验目的和原理,主要内容应包括:实验方法和过
程、实验结果和讨论(此部分为实验报告的重点内容),并解答思考题。
七、思考题 1. 领会 FASTCAM Super 10KC 高速摄像机的操作原理及方法。 2. 掌握利用高速摄像机进行实验观察的要点。 3. 说明CO2气体保护焊短路过渡及射滴过渡的基本规律。 4. 说明 A r 气保护电弧焊脉冲过渡的基本规律。 5. 简要说明工艺参数对熔滴过渡形式的影响。
实验一 焊接电弧及熔滴过渡的高速摄像
一、目的要求 1. 了解并熟悉 FASTCAM Super 10KC 高速摄像机的组成及工作原理。 2. 观察短路过渡和射滴过渡过程。 3. 通过实验进一步深入理解短路过渡和射滴过渡过程的特征及规律以及实现短路过 渡和射滴过渡的条件。 4. 测定和观察电弧电压和焊接电流对熔滴过渡的影响。
输出。 2.注意在不同的焊接电流条件下,观察焊接电弧及熔滴过渡的情况。 3.将实验现象及有关数据记录在表 2 中。
表 2 A r气保护电弧焊脉冲过渡实验记录表
序
Umin Umax
F
I (A)
Q (l/min)
号
(V) (V)
(Hz)
1 2 3 4 5
焊丝末端
ŋ
飞溅 备 形 状 和 电
(%) 大小 注 弧 末 端 形
四、实验步骤 了解并熟悉 FASTCAM Super 10KC 型高速摄像机操作规程
1.拍摄前准备 1) 打开电源,系统执行自检,自检成功后处于活动模式,相机视频被显示再监视器上。
2) 使用活动模式来调整镜头,三脚架和照明以取得最好效果。 2.参数选择
1) 调整曝光时间:在活动模式下,使用 p 和 q 箭头来改变曝光时间。 2) 选择触发模式:按 MENU/ENTER 在监视器上显示活动菜单,使用 p 和 q 箭头从中选择
TRIGGER MODE,按 MENU/ENTER,从 Start 模式,Center 模式,End 模式,Random 模式中 选取一种。 3) 选择帧速率:按 MENU/ENTER 打开 FRAME RATE 子菜单来选择。 4) 选择显示尺寸:按 MENU/ENTER 钮打开 DISPLAY SIZE 子菜单来选择。 5) 选择 ID 号:按 MENU/ENTER 钮打开 ID NUMBER 子菜单来选择。 6) 返回活动模式:使用 p 和 q 箭头选择 ESC 并按下 MENU/ENTER 钮返回菜单结构的上一 级。按下 STOP/ESC 也将返回活动模式。 3.拍摄操作 按下 REC READY 钮,主机处于待命状态。随后按 TRIGGER 钮开始记录。记录也可以 在按下 REC REDAY 后,由来自 TRIGGER IN 连接器或 TRIGGER SW IN 连接器上的 终结器的触发信号来开始。
4.播放操作 按 MODE 钮将在显示模式与活动模式之间切换。按下 w(方向)钮开始重放存储器中的 记录,在监视器上即时显示图像。再次按下 w(方向)钮改变重放方向为从前向后或从 后向前。用 p 和 q 箭头来增大或减小播放速率。
5.传输图像资料操作 运行电脑上的 ReadCam3.0 软件。选择 Setup 菜单来设置目标文件夹和保存的图像格式。 点击 File 下拉菜单,选择 Read Camera。开始从高速摄像系统的存储设备向电脑传输图 像资料。
表 2 CO2气体保护焊射滴过渡实验记录表
序I U
Q
号 (A) (V) (l/min)
L伸 (mm)
1
焊丝末端
Vw
Vf 飞溅 备 形 状 和 电
(m/min) (m/min) 大小 注 弧 末 端 形
状简图
2
3
4
5
(3)A r气保护电弧焊脉冲过渡形式的观察 1.焊接时,用直流反极性,ø1.2mm,H08Mn2SiA 焊丝,焊丝干伸长度为 15~20mm,保护 气体流量为 10~15 升/分,焊接电流为 220~260A,电弧电压为 25~35V,焊机为脉冲式