2007版全国连铸机汇总手册
连铸机现场调试手册
连铸机现场调试手册连铸机现场调试手册一.调试前的准备工作:1.外出调试前检查一下如下资料是否准备齐全:●工控机的钥匙和CP5611网卡;●调试常用的软件光盘(启动盘、STEP7-V5.1、WinCC-V5.0)和程序文件;●电气图纸和装箱清单;●CPU存贮卡和MPI通讯电缆;●万用表和电工工具;●九芯插头、插座及九芯屏蔽电缆,多项电源插座;●身份证;2.到现场后应首先跟连铸机工程负责人取得联系,并尽快了解设备安装进展情况;3.到现场检查一下电气设备和装箱清单是否吻合;4.接地装置是否可靠,屏蔽电缆接地是否符合要求;5.要求用户尽快把电脑架设起来,并且连好MPI网线;二.调试过程:1.根据电气原理图把各PLC柜之间的MPI通讯电缆做好;2.各电控柜送电过程:●把所有电控柜的断路器断开;●检查配电柜到各电控柜的电源线是否正确;●用万用表检查进电源三相火线及N线的电压,一切正常后开始送电;●首先把主电源送上,然后在配电柜中把各电控柜的电源送上,检查各电控柜的电源指示灯是否亮;●在PLC柜送时一定要自上而下分级送电,并观察柜门上各电压表的指示是否正确;3.4.三.调试后的交接工作:四.设备调试参数:1.爱默森EV2000系列变频器参数设定:●FP.01设为0(全部参数允许改写);●F0.00设为3(VCI端子模拟电压给定DC0~10V);●F0.00设为1(多段频率给定时使用);●F0.02(多段频率给定时的初始频率);●F0.03设为1(端子运行命令通道);●F0.10(加速时间设定);●F0.11(减速时间设定);●F3.23~F3.29(多段频率1~多段频率7的频率差值设定);●F7.00~F7.07(多功能输入端子X1~X8的功能选择);8:外部复位输入/1:多段频率端子1/2:多段频率端子2/3:多段频率端子3;●F7.10,F7.11(双向开路集电极输出端子Y1,Y2的功能定义);0:变频器运行信号/16:变频器故障信号;●FL.00(电机过载保护选择,1为普通电机、2为变频电机);●FL.10设为5(变频器自动复位次数);●FP.02设为2(恢复出厂设定值);2.西门子MM440变频器参数设定;●P0003=4(用户访问级别);●P0700=2(命令源由端子控制);●P0701=1(数字输入1的功能,ON/OFF对应接通正转/停止)●P0702=2(数字输入2的功能,ON/OFF对应接通反转/停止);●P0703=9(数字输入3的功能,ON对应故障复位);●P0704=15(数字输入4的功能,固定频率1的设定值,直接选择);●P0705=15(数字输入5的功能,固定频率2的设定值,直接选择);●P0731=52.2(数字输出1的功能,变频器运行);●P0732=52.3(数字输出2的功能,变频器故障);●P1000=2(模拟量输入);●P1000=3(固定频率设定);●P1004=X(固定频率1的值);●P1005=X(固定频率2的值);●P1120=X(斜坡上升时间);●P1121=X(斜坡下降时间);●P0003=1(用户访问级别);●P0010=30、P0970=1(恢复出厂缺省值);●P0005=X(21显示实际频率、27显示输出电流);●P1237=2(能耗制动:动力制动的工作/停止周期);●P2172[3]直流回路的门限电压●P2173[3]直流回路门限电压的延迟时间●通讯方式下参数设定如下:●P700=6(通讯方式控制);●P1000=6(通讯方式控制);●P918=X(通讯地址);●P1120=X(斜坡上升时间);●P1121=X(斜坡下降时间);●把50HZ升频参数设定如下:●P1082=X(最高频率);●P2000=X(基准频率);●MASTERDRIVES/DC MASTER C变频器参数设定:●P060=3(DP);(第一步:简单应用参数设置)●P100=1;V/f开环控制●P368=6;PROFIBUS(CBP)●P918.01=DP地址●P370=1;参数变更●P060=0;反回用户菜单●P060=4;( 第二步);电子板配置●P711.1=0●P712.1=3(PP03)●P713=0(DP)●P718.1=9(187.5kb/s)●P719.1=0(PKW)●P720.1=2(PZD)●P060=5;( 第三步);系统设置●P462=xx(加速时间)●P463=0;( 加速时间秒)●P464=xx(减速时间)●P465=0;(减速时间秒)●P352=XX;(升频)3.安川F7变频器参数设定:驱动模式D、快速程序模式Q、环境模式A●A→A1-00=0(设定语言为英语);●Q→b1-01=1(设定频率输入方式为端子);●Q→b1-01=3(设定频率输入方式为DP);●Q→b1-02=1(设定运行指令输入方式为端子);●Q→b1-02=3(设定运行指令输入方式为DP);●Q→C1-01=X(设定加速时间);●Q→C1-02=X(设定减速时间);●Q→C6-01=1(1);●Q→C6-02=4(载波频率0-f:出厂设定6,用于降低干拢);●Q→d1-02=X(固定频率1的值,对应端子S5);●Q→d1-03=X(固定频率2的值,对应端子S6);●Q→E1-01=400V(设定输入电压);●Q→E1-04=50Hz(设定最高输出频率);●Q→E1-05=400V(设定最大输出电压);●Q→E1-06=50Hz(设定基率);●Q→E1-07=3.0 (F7A国外)●Q→E1-09=1.5 (F7B国内)●A1-03=2220、A1-03=0(恢复出厂缺省值);4.和平软启动器参数设定:●START:7s(起动时电压上升时间);●STOP: 8s(停止斜坡时间);●U INI: 40%(初始电压);●U SD: 100%(级落电压);●I LIM: 4(起动电流限制);●Ir: 100%(电动机额定电流为Ie的百分比);5.钢包回转台4个限位开关撞尺的尺寸是:-3×30×120(mm)、2撞尺之间的交差尺寸是30mm;6.安热电动调节阀参数设定:●旋钮电位器1:灵敏度调整电位器;●旋钮电位器2:行程调整电位器(可调到20%~100%);●旋钮电位器3:零点调整电位器(可调到+-25%);●拨动开关功能组合:1开、2关:输入信号增加输出轴下降为正动作;2开、1关:输入信号增加输出轴上升为反动作;5开、3,4关:输入信号断开,输出轴停止;4开、3,5关:输入信号断开,输出轴下降;3开、4,5关:输入信号断开,输出轴上升;6开:选用DC4~20mA输入信号;6关:选用DC1~5V输入信号;7.KZ-300系列钢水测温仪参数设定:●S型分度号(1200~1769℃);B型分度号(1200~1820℃);R型分度号(1200~1769℃);W型分度号(1200~1999℃);●外设定键N1,N2(用于电子钟):N1用于月、日、时、分显示的选择,N2用于调整,每按一次自动加1;●短接端子KN2用于连续/快速测温选择,2、3短接为快速测温;●短接端子KJ1,KJ2用于分度号的选择:左边(J1)1、2与右边(J2)1、2插针分别短路时为W分度号;左边(J1)1、2与右边(J2)2、3插针分别短路时为B分度号;左边(J1)2、3与右边(J2)1、2插针分别短路时为S分度号;左边(J1)2、3与右边(J2)2、3插针分别短路时为R分度号;注意改分度号时,热电偶输入端必须开路,或主机停电;●主机板中上方有三个四位拔码开关,分别为KN4、KN5、KN6用二进制表示;●KN5用于设定当快速测温时,测温曲线平坦(以下简称平台)段允许波动值(△T),每字代表1℃,范围从0~15℃。
连铸技术发展现状综述

《连续铸钢》论文论文题目:连铸技术发展现状综述作 者: ___________________________专 业 名 称: ___________________________指 导 教 师: ___________________________李昌齐 冶金工程 刘宇雁连铸技术发展现状综述李昌齐(08冶金1班0861107143)摘要:阐述了我国连铸技术的发展状况及其与工业发达国家之间的差距,系统地归纳和总结了连铸设备及其关键技术,并就今后我国连铸技术的发展方向进行了探讨。
关键词:连铸技术;连铸设备;发展现状引言连铸是把液态钢用连铸机浇注、冷凝、切割而直接得到铸坯的工艺。
它是连接炼钢和轧钢的中间环节,是炼钢生产厂(或车间)的重要组成部分。
一台连铸机主要是由盛钢桶、中间包、中间包车、结晶器、结晶器振动装置、二次冷却装置、拉坯矫直装置、切割装置和铸坯运出装置等部分组成的。
连铸技术的应用彻底改变了炼钢车间的生产流程和物流控制,为车间生产的连续化、自动化和信息技术的应用以及大幅度改善环境和提高产品质量提供了条件。
此外,连铸技术的发展,还会带动冶金系统其他行业的发展,对企业组织结构和产品结构的简化与优化有着重要的促进作用。
1 连铸技术1.1连铸和模铸的比较优点图1是模铸工艺流程和连铸工艺流程的比较。
可以看出二者的根本差别在于模铸是在间断情况下,把一炉钢水浇铸成多根钢锭,脱模之后经初轧机开坯得到钢坯;而连铸过程是在连续状态下,钢液释放显热和潜热,并逐渐凝固成一定形状铸坯的工艺过程。
[1]钢在这种由液态向固态的转变过程中,体系内存在动量、热量和质量的传输,相变、外力和应力引起的变形,这些过程均十分复杂,往往耦合进行或相互影响。
[2]连铸工艺具有如下优点[3]:(1)简化了铸坯生产的工艺流程,省去了模铸工艺的脱模、整模、钢锭均热和开坯工序。
流程基建投资可节省40%,占地面积可减少30%,操作费用可节省40%,耐火材料的消耗可减少15%。
连铸技术手册

1、连铸1.1概述1.2基本理论和计算1.2.1计算和设计公式1.2.1.1坯壳厚度及液芯长度1.2.1.2拉速1.2.1.3振动1.2.1.4温度1.2.1.5结晶器的散热1.2.1.6二次冷却1.2.1.7热坯长度的确定1.2.1.8收缩1.2电磁搅拌1.2.1结晶器电磁搅拌1.2.2末端电磁搅拌1.3安全1.3.1不能开浇(!!)1.3.2禁止连续浇注1.3.3中包停浇1.3.4怎样区分钢水和钢渣1.4中包包衬1.4.1可应用的工作层1.4.2中包和侵入式水口的预热1.4.3塞棒浇注的中包预热1.5拉浇前设备的前提准备1.5.1结晶器的准备1.5.2引锭杆的准备1.5.3送引锭1.5.4封引锭1.5.5推荐使用的封引锭方式(1802)1.5.6开浇前大包中包的操作步骤1.6开浇1.6.1开浇的前提条件1.6.2火切机控制板1.6.3大包开浇1.6.4大包长水口的操作1.6.5塞棒浇注的手动开浇1.6.6自动开浇1.7连铸工艺1.7.1更换大包1.7.2快换中间包1.8停浇1.9质量控制/质量保证1.9.1间接检验方法1.9.2直接检验方法1.9.3表面检验1.9.4内部缺陷检验1.9.5取样和检验1.9.6中包前取样1.9.7中包测温1.9.8中包取样1.9.9铸坯取样1.9.10冶金缺陷-铸坯缺陷-原因/纠正方法1.9.11表面缺陷1.9.12内部缺陷1、连铸1.1概述钢水由液态转变为固态是在连铸进行的,其产品被称为小方坯、大方坯或板坯精炼后,吊车将大包吊在大包旋转台的支撑臂上,盖上大包盖,将大包放在大包回转台上后,将其旋转至浇注位。
预热好的中间包车(大于1000度)从预热位开至浇住位,将预热好的侵入式水口与结晶器对中并插入。
同时使用长水口操作机构将通有氩气保护的大包长水口靠近大包滑动机构,之后,打开大包滑动水口,钢水从大包注入至中间包,中包填液时间即从大包开浇至打开塞棒的时间不应超过2分钟。
1#连铸机规程(讨论修改版2007-2-24)

四炼钢厂1#连铸机工艺技术操作规程(热试车下发版)第1章1#连铸机的基本情况1.1.机型:全弧形、四机四流、方圆坯兼用1.2.弧形半径:R9m/17.5m1.3.流间距:1250㎜1.4.中间包工作容量:23吨1.5.结晶器铜管长度:850㎜1.6.浇铸断面:∮190、180×180、210×2401.7.结晶器振动:非正弦振动、机械式1.8.结晶器液面自动控制:Cs137-控制塞棒开启度1.9.结晶器电磁搅拌:外置式、连续搅拌1.10.保护浇注:大包至中包采用Ar封长水口、中包液面采用覆盖剂+稻壳覆盖、中包至结晶器采用内装式浸入式水口、结晶器液面采用专用保护渣覆盖1.11.二次冷却:Ⅰ段水冷却,Ⅱ、Ⅲ、Ⅳ段气雾冷却,冷却强度随拉速自动调节1.12.切割:丙烷+氧气火焰切割;红外定尺;铸坯长度2.5~6m第2章钢水和生产组织2.1.连铸钢水的熔炼成分须满足以下要求:2.1.1.满足钢种的熔炼成分要求;2.1.2.Mn/S≥30(低碳钢和易切钢除外);2.1.3.Mn/Si≥3(Si钢、SiMn钢除外);2.1.4.连浇相邻炉号钢水成分偏差范围:△C≤±0.02%、△Mn≤±0.05%、△Si≤±0.04%、△Cr≤±0.05%、△S≤±0.010%、2.2.连铸钢水在精炼炉出钢前已连续软吹Ar超过20分钟,然后测上连铸的钢水温度。
2.3.连铸单炉钢水重量2.3.1.单炉最少钢水量:45吨;2.3.2.单炉最大钢水量:70吨(∮190)75吨(180×180)80吨(210×240)2.3.3.经VD真空处理的钢水量:钢包自由空间高度≥800㎜;2.3.4.经RH真空处理的钢水量:钢包自由空间高度=300~500㎜。
2.4.钢水在精炼炉停Ar到大包开浇的时间间隔≤12分钟。
2.5.单中包连浇时间(分钢种):2.5.1.轴承钢≤480分钟;2.5.2.含Mn钢(Mn≥1.00%)≤600分钟;2.5.3.管坯钢≤480分钟(断面∮190除外);2.5.4.公司确定的重点品种≤600分钟;2.5.5.其它≤720分钟。
【说明书】连铸机电气仪说明文档

【关键字】说明书连铸机电气仪表说明书一、电源部分:1、电源采用双回路380V/220V三相四线制电源。
一路工作,一路备用。
每一路均能承担全部负荷。
手动切换,在电源投入时,要高度注意,保证每次只能投入一路。
备用电源投入前一定要先断开先期的工作电源。
电源切换在P1柜内完成。
2、电源波动+5~10%,最大功率100KW3、电磁阀电源为直流24V,每流一套,分别装在P21、P22柜内。
4、为方便B1操作观察,结晶器(浇铸准备)腔内情况。
设置了交流36V安全照明电流,此电源在P1柜内引动。
二、钢包回转台:1、功能:钢包回转台将钢包从钢水接收位置,回转180°至钢包浇铸位置。
以实现多炉连铸。
要求停位准确,非启动状态时,抱闸抱死,不能转动。
2、操作:钢包回转台的操作在B2箱上完成。
操作方式分为连续转动和点转动两种。
功能选择由转换开关SA3实现。
三、中间罐车:1、功能:承载中间罐并在浇铸位置及等待位置之间运行。
分为连续行走、手动微调。
手动横移机构可横向调整罐位,使水口对准结晶器中心。
2、操作:每台中间罐车分别由对应的操作箱B31、B32操作,操作方式分为连续行走和点动行走两种方式,功能选择由连铸机电气仪表说明书转换开关SA4实现。
操作箱上装有电源开关(通、断)及旋转开关(向前—停止—向后)。
中间罐水口对准结晶器可手动进行纵向微调,当中间罐车在浇铸位置后,应关断电源,防止浇铸期间中间罐车误动作。
四、拉矫机1、功能:将通过二次冷却后的铸坯拉出,并进行渐进矫直,在浇铸准备时将引锭杆送入结晶器,送引锭杆采用操作速度为4m/min,以减少辅助时间,并采用较高的压下力,因引锭杆参数较小,当引锭杆牵引红坯通过夹辊时,必须迅速把气缸压力降低,红坯不允许压缩大于1mm,红坯一般在气缸压力0.2~0.3MPa下拉坯并矫直。
2、操作:2.1、拉矫机的控制为两地控制方式,分别由T2操作台上的1SA2和B1操作箱上的1SA3实现,如果操作权不统一,则有相应的闪烁信号提示。
连铸机说明书

目录摘要Abstract第一章绪论1、1连续铸钢技术简介1.2世界连铸技术的发展1.3连续铸钢的优越性1.3.1传统连铸进入工业成熟期的技术发展1.3.2连续铸钢技术的最新发展及未来1.4我国铸钢技术的开发与应用第二章连铸机的机型和特征2.1连铸机的机型和特点2.2连铸机的结构特征2.3连铸机机型的选择第三章总体设计3.1 总体方案的确立3.2 弧形连铸机总体设计计算与确定3.2.1 铸坯断面3.2.2 冶金长度(液心长度)3.2.3 拉坯速度3.2.4 连铸机3.2.5连铸机生产能力的计算3.2.6 校核铸坯是否完全凝固3.2.7 带液一点矫直的可能性3.2.8 连铸机流数的计算第四章铸坯导向及拉矫装置(回转台/结晶器/振动装置/中间包车)设计及计算第五章ProEngineer软件(CADansys)简介第六章连铸机拉矫装置虚拟设计第七章结论参考文献附录致谢摘要高效连铸通常定义为五高:即整个连铸坯生产过程是高拉速、高质量、高效率、高作业率、高温铸坯。
本设计的内容主要包括简单的介绍了我国及世界铸钢技术的发展轨迹及未来连铸技术的发展方向。
简单的介绍连铸机机型特点及选择使用的方法。
本设计主要是从提高连铸机拉速和提高连铸机作业率两方面着手。
从而提高连铸机设备的坚固性、可靠性和自动化水平,达到长时间的无故障在线作业,提高连铸机作业率水平。
连铸工序采用多项先进技术,使得单线布置紧凑,使产品质量、生产成本、生产效率得到了优化。
关键词:连铸机型方坯连铸铸坯质量结晶器优化AbstractEfficient continuous casting is usually defined as five high :that the entire billet production process is high speed 、highquality 、high efficiency、high operating rates. High temperatureslab.The design covers the brief introduction to China and theworld steel technology development path and future direction ofcontinuous casting technology. Brief characteristics of continuouscasting machine models and select the method used. This design ismainly to increase speed and improve the continuous castingmachine continuous casting machine of two aspects Continuouscasting machine equipment to enhance the robustness, reliabilityand automation level, to achieve long trouble-free onlineoperations and increase the rate of horizontal continuous castingmachine operation. Continuous casting process uses acombination of advanced technology, making single compactlayout, product quality, production costs, production efficiencyhas been optimized.Key words: continuous casting billet Slab qualityMold Optimization第一章绪论1连续铸钢技术简介连续铸钢是一项把钢水直接浇铸成形的节能新工艺,它具有节省工序、缩短流程,提高金属收得率,降低能量消耗,生产过程机械化和自动化程度高,钢种扩大,产品质量高等许多传统模铸技术不可比拟的优点。
连铸培训手册

结晶器液位检测控制系统(拉速)培训手册编制:丁义龙审核:车有向版本号:V1.0发布:2006.12上海树诚智能科技有限公司工程部目录绪论 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄1一.系统组成 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄2 1.1总述 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄2 1.2详细说明 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄2二.系统原理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄4 2.1工作原理 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄4三.SC3000仪表功能及操作说明 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄5 3.1功能描述 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄53.1.1详细说明 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄53.1.2仪表模块组成及功能 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄5 3.2编程器操作手册 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄63.2.1编程器功能描述 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄63.2.2编程器操作方法┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄7 3.3参数设置 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄93.3.1硬件参数设置 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄93.3.2软件参数设置 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄12四.系统接线┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄18 4.1接线说明 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄18 4.2电气原理图 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄18 4.2.1仪表柜布局图 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄19 4.2.2仪表电气原理图 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄19 4.3现场接线图 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄20 4.3.1外部设备图 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄20 4.3.2现场接线图 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄21五.现场安装调试┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄22 5.1现场安装 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄22 5.1.1仪表柜安装┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄22 5.1.2放射源的安装┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄22 5.1.3探测器的安装┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄22 5.1.4铠装电缆的铺设┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄23 5.1.5中间接线盒的安装┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄23 5.2系统调试 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄23内部资料禁止外传5.2.1冷试车 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄23 5.2.1.1前期准备 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄23 5.2.1.2液位标定 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄23 5.2.1.3线性化 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄24 5.2.1.4静态测试 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄24 5.2.1.5模拟试车 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄24 5.2.2热试车 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄24 5.2.2.1观察系统状态 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄24 5.2.2.2第一次投入 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄25 5.2.2.3连续使用 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄26六.常见故障及分析┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄27 6.1 SC3000仪表指示灯显示说明 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄27 6.2 常见故障及解决方法 ┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄27内部资料禁止外传绪论树诚科技由上海树诚、北京树诚、天津树诚研发中心三家分公司及组成,是一家集科、工、贸于一体的高新技术企业。
连铸机设备维护与检修规程

方坯连铸机设备概述前言目录第一章设备概述1、钢包回转台2、钢包保护套管机械手3、中间罐车4、中间罐及盖5、中间罐塞棒启闭机构6、结晶器7、结晶器振动装置8、铸坯导向段9、喷淋集管组10、引锭杆及引锭杆存放装置11、拉矫机12、火焰切割机13、切头清除装置14、切前辊道及辅助拉矫机15、输送辊道16、出坯辊道及翻钢机17、移坯车18、翻转冷床及收集台架19、固定冷床及推钢机20、中间罐烘烤(干燥)装置21、P3操作箱悬臂架22、二冷蒸汽排放系统23、定尺装置24、结晶器液面自动控制系统25、结晶器电磁搅拌系统26、液压系统27、润滑系统28、气动系统29、铸机本体水冷系统30、钢结构平台31、溢流罐32、渣盘及事故溜槽33、线外设备第二章维护规程第一节、机械设备维护规程1、大包回转台2、中间罐车3、结晶器系统4、振动装置5、二冷段6、出坯辊道系统7、引锭杆系统8、翻钢机9、移坯车车10、翻转冷床11、步进冷床12、滑动水口液压站13、中心液压站14、出坯液压站15、线外液压站17、冷却系统18、油气润滑系统第二节、液压设备维护规程1、钢包滑动水口液压站2、中心液压站3、出坯液压站4、线外维修液压站第一章设备概述1 钢包回转台1). 技术参数结构型式蝶形单臂升降式双臂承重max. 2×200 t回转半径~5.5 m回转速度0~1.0r/min回转角度360o任意驱动形式正常-电机;事故-液压马达,电机~30 kW升降机构液压缸,升降行程800mm,升降速度1.2 m/min加盖机构升降、回转液压驱动升降行程:~300 mm旋转角度:~90º介质连接电气、液压滑环2). 功能及结构支承钢包并将满包从受包位旋转到中间罐上方的浇铸位。
钢包回转台正常回转由电动机驱动,事故回转由液压马达驱动。
事故回转液压马达与主减速器之间设液压离合器。
回转台正常回转时,离合器与减速器脱开,回转由电动机驱动。
连铸机设计说明书
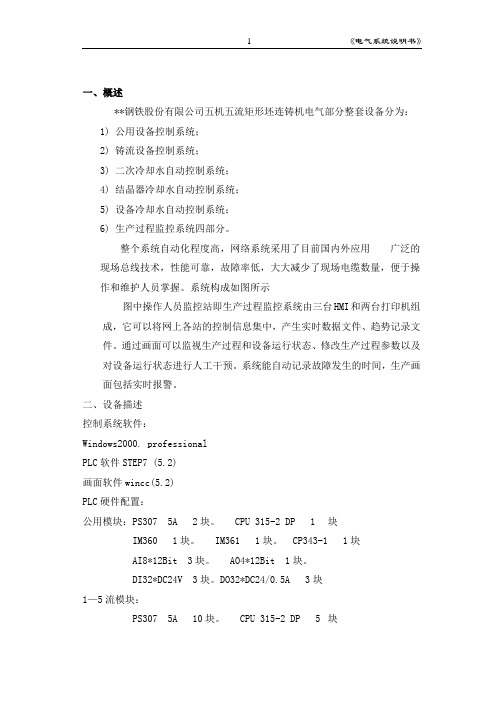
一、概述**钢铁股份有限公司五机五流矩形坯连铸机电气部分整套设备分为:1)公用设备控制系统;2)铸流设备控制系统;3)二次冷却水自动控制系统;4)结晶器冷却水自动控制系统;5)设备冷却水自动控制系统;6)生产过程监控系统四部分。
整个系统自动化程度高,网络系统采用了目前国内外应用广泛的现场总线技术,性能可靠,故障率低,大大减少了现场电缆数量,便于操作和维护人员掌握。
系统构成如图所示图中操作人员监控站即生产过程监控系统由三台HMI和两台打印机组成,它可以将网上各站的控制信息集中,产生实时数据文件、趋势记录文件。
通过画面可以监视生产过程和设备运行状态、修改生产过程参数以及对设备运行状态进行人工干预。
系统能自动记录故障发生的时间,生产画面包括实时报警。
二、设备描述控制系统软件:Windows2000. professionalPLC软件STEP7 (5.2)画面软件wincc(5.2)PLC硬件配置:公用模块:PS307 5A 2块。
CPU 315-2 DP 1 块IM360 1块。
IM361 1块。
CP343-1 1块AI8*12Bit 3块。
AO4*12Bit 1块。
DI32*DC24V 3块。
DO32*DC24/0.5A 3块1—5流模块:PS307 5A 10块。
CPU 315-2 DP 5 块IM360 5块。
IM361 5块。
CP343-1 5块 AI8*12Bit 15块。
AO4*12Bit 5块。
DI32*DC24V 15块。
DO32*DC24/0.5A 15块公用FC块功能说明:FC11:大包回转台FC12:1#中间罐车FC13:2#中间罐车FC14:液压站FC15:1#蒸汽排除风机FC16:2#蒸汽排除风机FC17:输送轨道FC18:冷床辊道FC19:双向推钢机FC21:1#中间包烘烤FC22:2#中间包烘烤FC23:冷床推钢机FC24:回转驱动装置FC25:通讯FC26:1#中包事故行走FC27:2#中包事故行走FC28:回转辊道1-5流FC块功能说明:FC11:结晶器控制FC12:拉矫机及定尺控制FC13:拉矫机控制FC14:切前辊控制FC15:切后辊控制FC16:引锭杆存储装置控制FC17:升降挡板控制本系统电控设备包括:1)主电室设备:一个双路电源供电的进线电源柜PCC1,和一个电源柜PCC2;四个公用设备马达控制柜MCC01~MCC04;五个铸流系统马达控制柜MCC11~MCC51;一个UPS柜ADP1;一个公用系统PLC控制柜APP0;五个铸流系统PLC控制柜APP1~APP5;2)浇铸平台及现场设备:五个浇铸操作箱LC011,LC012,LC013,LC014,LC015二个中间罐车机旁操作箱LC03,LC04;二个中包烘烤机旁操作箱LC031,LC041;一个大包操作箱LC05;二个蒸汽排出风机机旁箱0081AOC、0082AOC;3)主操作室设备:两个个拉矫机及引锭存放装置操作台LC061,lc062;计算机操作站4)出坯操作室设备:一个出坯操作台LC07;一个火切机电控柜ZJG;一个火切机操作台ASC2;5)液压站设备:一个液压站机旁箱014AOC;三、铸机电气设备的控制功能3.1电源柜☆回路进线电源柜PCC1由一台XLS9自动转换开关为整个铸机供电。
VAI连铸机培训手册摘要(65页-BD)-

VAI 连铸机培训手册摘要连铸机培训手册摘要第一部分第一部分::回转台回转台、、中包车中包车、、塞棒机构塞棒机构、、引锭车引锭车一、大包回转台大包回转台1.1.11参数参数1.1.1浇注大包参数浇注大包参数大包最大容量: 135t包括包盖的空包重: 105t包括包盖的总重: 240t1.1.2大包回转台大包回转台主要尺寸主要尺寸::长: (近似 13535mm宽: 7550mm高(不包括包盖操纵装置:7500mm重: 149t基本数据基本数据::承载能力: 480t(2个满包加包盖大包座包冲击系数: 静态:1.3 ; 动态:1.2计算根据: 根据DIN15018总使用寿命: 250000个满包回转参数回转参数::回转驱动类型: 1个带有超载负荷分离器的液压马达大包中心回转半径: 5500mm回转角度: 360°连续旋转旋转速度: 1rpm保持离合器扭距: 58kNm事故回转设备: 主驱动和蓄能器事故回转速度: 0.5rpm回转轴承回转轴承::内部圆柱轴承直径: 3340mm外部圆柱直径: 3931mm全部高度: 212mm升降装置升降装置::驱动类型: 每个大包有一个液压缸驱动大包上升高度: 1000mm升降速度: 约30mm/s活塞直径: 550mm行程: 830mm液压压力: 170/200 bar称重装置称重装置: : :每个称重梁的称重能力: 100t1.2主要部件主要部件大包的主要部件有:基础框架;回转轴承;旋转框架;连杆框架;上、下连杆;升降装置;大包臂左、右;称重装置;回转装置;保护盖板和操作台;液压驱动装置;滑环体等。
部分元件的重量(大约:基础框架:6616kg;旋转框架17654.6 kg;连杆框架:5178.2 kg;上连杆9531.9 kg; 下连杆1:9531.9 kg;下连杆2: 1757 kg;回转装置:838.9 kg;护板和操作台:11054.8 kg。
现代连续铸钢实用手册

《现代连续铸钢实用手册》整理者: 王宗超(网络笔名:祺元430不锈钢供职于甬金不锈钢分公司)一、图书信息书名:《现代连续铸钢使用手册》主编:干勇副主编:倪满森余志祥出版社:冶金工业出版社出版时间:2010年3月1日(第1版)页数:1077字数:1841000印刷时间:2010-3-1开本:16开纸张:胶版纸印次:1ISBN:9787502450441包装:精装价格:¥248.00元二、内容简介本手册分14章,内容包括连铸工艺基础、总体设计、生产操作、设备及其维护、铸坯质量控制、辅助技术与前沿技术、技术经济分析等,是一部关于连续铸钢的综合性技术工具书。
本手册可供连铸领域科技人员、生产一线的技术人员、设计人员、管理人员和教学人员阅读。
三、图书序言连续铸钢技术从20世纪50年代进入工业化行列以来,无论是连铸机型还是工艺技术以及相关配套技术都在不断进步发展,尤其是20世纪90年代后,连铸技术发展极为迅速,新技术不断涌现。
1990年陈家祥先生组织编写的《连续铸钢手册》涉及连铸技术的方方面面,內容丰富,给有关科技人员、生产一线的技术人员和工人提供了大量信息、数据和可查阅的资料。
然而至今已近20年,连铸技术在这段时间內有了长足的进步。
例如,近终形连铸——薄板坯连铸连轧、异形坯连铸在中国有很大发展;其他如为改善铸坯內部质量采用的动态轻压下技术;为提高表面质量的液压振动(振动参数可在线转换,可实现正弦、非正弦模式);拉漏预报;计算机管理及控制操作实现自动化;电磁技术在连铸上广为采用并有新的发展。
诸如此类,不一而足。
因此,我们合作编写了介绍连铸新技术的综合性技术工具书——《现代连续铸钢实用手册》。
本手册力图重点介绍现代连铸技术,因此对新技术及相关技术(近终形连铸、电磁技术应用、自动控制及保护渣性能)在篇幅上有所偏重。
原《连续铸钢手册》中已有详尽表述的以及钢、渣的基础数据等,本手册不再重复或采用简明的手法处理。
四、图书目录1 总论1.1 连续铸钢的历史沿革1.1.1 世界连铸技术的发展历程1.1.2 中国连铸技术的发展1.2 连铸技术发展大事记1.2.1 世界连铸技术发展大事记1.2.2 中国连铸技术发展大事记参考文献2 连铸工艺基础2.1 铁基二元相图2.1.1 铁碳相图2.1.2 其他铁基二元相图2.2 钢的物理特性2.2.1 钢液的物理性能2.2.2 钢的物理性能2.3 钢的高温性能2.3.1 钢的固、液相线温度2.3.2 钢的高温力学性能2.4 连铸过程的凝固传热2.4.1 连铸过程的凝固传热机制2.4.2 结晶器内的凝固传热2.4.3 二次冷却区的凝固传热2.4.4 辐射区的传热2.4.5 凝固传热的平方根定律2.4.6 连铸坯的宏观组织2.4.7 连铸凝固传热过程的数学模型2.5 连铸过程钢液的流动2.5.1 中间包内的流动2.5.2 结晶器内的流动2.5.3 连铸坯内液心的流动2.5.4 钢液流动的水力学模拟2.5.5 中间包内钢液流动的数学模拟2.5.6 结晶器内钢液流动的数学模拟2.6 连铸过程铸坯的应力应变2.6.1 连铸坯的受力特征2.6.2 结晶器内坯壳的受力状态2.6.3 二冷区坯壳的受力状态2.6.4 拉矫区坯壳的受力状态2.6.5 坯壳的应变状态及简易计算2.6.6 铸坯裂纹生成的判据2.7 连铸过程结晶器的振动2.7.1 结晶器的振动方式及特点2.7.2 正弦振动的基本规律及工艺参数2.7.3 非正弦振动的基本规律及工艺参数参考文献3 连铸车间总体设计及供排水3.1 连铸车间总体设计3.1.1 连铸车间总体设计的主体观念3.1.2 连铸机设计计算3.1.3 多炉连浇3.1.4 连铸机生产能力计算3.1.5 连铸机工作时间分解3.1.6 连铸机在炼钢车间的布置3.1.7 辅助设施的位置3.1.8 起重设施3.2 连铸供排水3.2.1 连铸供排水的用途及分类3.2.2 连铸机用水条件3.2.3 连铸水处理系统及主要设施3.2.4 连铸水处理设施的运行与监视参考文献4 连铸设备4.1 连铸机机型4.1.1 立式连铸机4.1.2 立弯式连铸机4.1.3 弧形连铸机4.2 共性工艺设备部件4.2.1 钢包4.2.2 钢包运载设备4.2.3 钢包回转台4.2.4 中间包4.2.5 中间包车4.2.6 振动装置4.2.7 铸坯切割设备4.2.8 连铸辊道系统4.2.9 连铸机液压系统4.3 方坯连铸机用部件4.3.1 方坯连铸结晶器4.3.2 方坯连铸二次冷却装置4.3.3 方坯连铸拉坯矫直机4.3.4 方坯连铸引锭杆4.3.5 铸坯出坯收集系统4.4 板坯连铸机用部件4.4.1 板坯连铸结晶器4.4.2 快速更换台,4.4.3 板坯连铸二冷区设备4.4.4 动态轻压下4.4.5 智能扇形段控制电路4.4.6 具有在线轻压下功能的扇形段和拉矫机使用和维护要点4.4.7 板坯连铸引锭杆(上装式)4.4.8 板坯连铸出坯系统的各种设备4.5 连铸机维护与保养4.5.1 连铸设备的点检和巡检4.5.2 连铸设备的周计划、月计划检修制度及实施4.5.3 连铸主要设备的维修作业项目要点4.5.4 连铸设备的润滑管理4.5.5 连铸设备的事故管理4.5.6 连铸设备的备件管理5 连铸工艺及操作5.1 连铸浇铸用工件的准备5.1.1 钢包准备及使用5.1.2 中间包准备及使用5.2 连铸工艺制度5.2.1 钢水温度的控制5.2.2 浇铸温度5.2.3 连铸钢水温度的调整5.2.4 钢液成分的控制5.2.5 炉外精炼对温度和成分的调整5.2.6 钢液夹杂物控制及变性处理5.2.7 保护浇铸5.2.8 拉速控制5.2.9 结晶器工艺参数5.2.10 结晶器管理5.2.11 结晶器振动5.2.12 二次冷却5.3 凝固过程对铸坯的管理5.3.1 铸坯凝固过程所受外力5.3.2 板坯的宽面支撑5.3.3 板坯的窄面支撑5.3.4 铸机对中5.4 开浇操作与结束浇铸5.4.1 开浇准备5.4.2 开浇操作5.4.3 铸机开始运转5.4.4 正常浇铸5.4.5 浇铸结束5.5 浇铸异常及处理5.5.1 钢包滑动水口故障(漏钢或无法控流) 5.5.2 中间包故障5.5.3 结晶器漏钢5.5.4 铸坯变形及其他5.5.5 冷却水事故5.5.6 电气、机械故障参考文献6 主要钢种连铸6.1 不锈钢6.1.1 不锈钢分类6.1.2 不锈钢主要生产企业6.1.3 不锈钢生产工艺流程6.1.4 不同不锈钢钢种的连铸工艺6.2 硅钢6.2.1 硅钢的质量要求6.2.2 硅钢生产工艺特点6.2.3 硅钢连铸实例6.3 IF钢6.4 轴承钢……7 近终形连铸8 连铸坯质量9 连铸坯热送热装和直接轧制10 连续铸钢自动化11 连铸用耐火材料12 连铸结晶器保护渣13 电磁技术在连铸中的应用14 连铸项目经济分析与评价附录……【王宗超简介】2011年阿里十大特约讲师,阿里网校实战班讲师,五金工具论坛副版主。
连铸技术手册

连铸技术手册本文档为连铸技术手册范本,旨在提供详细、全面的连铸技术知识与实践指南。
本手册按照以下章节组织内容:1、连铸技术概述1.1 连铸简介1.2 连铸工艺流程1.3 连铸设备分类与选型1.4 连铸操作注意事项2、连铸机构与设备2.1 连铸机构2.1.1 结晶器2.1.2 铸坯型2.1.3 引导器与导流板2.1.4 转向机构2.2 连铸设备2.2.1 铸机2.2.2 凝固器2.2.3 引伸装置2.2.4 冷却装置2.2.5 护理设备3、连铸操作与参数3.1 连铸准备3.1.1 熔炼材料准备 3.1.2 连铸模具准备 3.1.3 连铸机设备检查 3.2 连铸操作步骤3.2.1 开始连铸3.2.2 浇注控制3.2.3 连铸速度调整 3.3 连铸参数控制3.3.1 结晶器温度控制 3.3.2 喷水量控制3.3.3 凝固器振动控制 3.3.4 冷却水温控制3.4 连铸常见问题与处理方法4、连铸质量控制4.1 连铸质量要求4.2 连铸缺陷与防控措施4.2.1 结晶器缺陷4.2.2 铸坯缺陷4.2.3 冷却缺陷4.3 连铸实验与质量检测5、连铸技术进展与发展趋势5.1 连铸技术的发展历程5.2 当前连铸技术的主要创新5.3 连铸技术的未来发展方向附件:本文档附带以下附件,供进一步参考与深入了解:- 连铸设备选型表- 连铸参数控制表- 连铸常见问题解决方案法律名词及注释:1、连铸:连续铸造的简称,指在连铸机上将熔化的金属连续铸造成坯料的工艺过程。
2、结晶器:连铸中的一个重要设备,用于控制熔化金属的结晶过程,形成坯料。
3、铸坯型:铸造时金属液流经过的模具,用于形成不同形状的铸坯。
4、引导器与导流板:连铸机构中用于引导金属液流动,并控制其形状与方向的装置。
5、转向机构:位于连铸机顶部,用于控制铸坯的旋转角度,以调整铸坯外形。
新编连续铸钢手册 01第一篇 总论
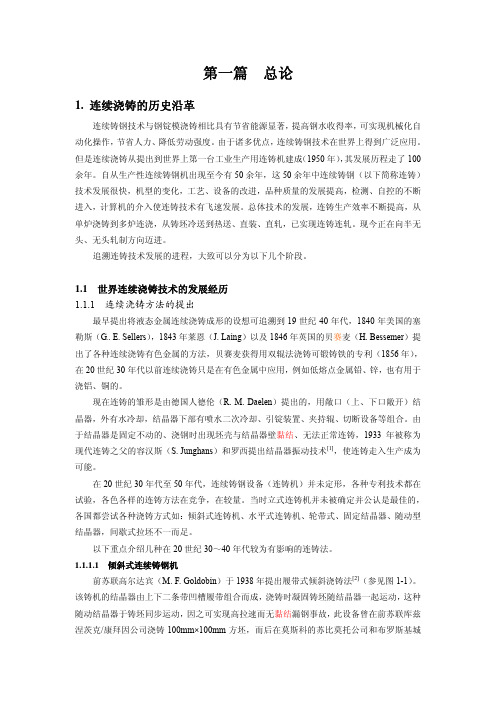
表 1-3 20 世纪 70 年代大型转炉炼钢厂实现全连铸工厂
国别 工厂名
投产 年份
美国
麦克劳斯公司特 伦顿厂
1969
机型 铸机数 流 弧形 4 双流
铸坯断面 mm 230×(910~1524)
转炉 年产量 数量×吨位 万 t
5×110t 240
法国
敦刻尔克厂二转 炉车间
1972
弧形
3 双流
250×1650
追溯连铸技术发展的进程,大致可以分为以下几个阶段。
1.1 世界连续浇铸技术的发展经历 1.1.1 连续浇铸方法的提出
最早提出将液态金属连续浇铸成形的设想可追溯到 19 世纪 40 年代,1840 年美国的塞 勒斯(G.. E. Sellers),1843 年莱恩(J. Laing)以及 1846 年英国的贝赛麦(H. Bessemer)提 出了各种连续浇铸有色金属的方法,贝赛麦获得用双辊法浇铸可锻铸铁的专利(1856 年), 在 20 世纪 30 年代以前连续浇铸只是在有色金属中应用,例如低熔点金属铅、锌,也有用于 浇铝、铜的。
表 1-2 世界主要工业国 1970-1980 年间连铸坯产量与连铸比上升情况
国家
连铸增长
1970 年
连铸坯产量 万t
连铸比 %
1980 年
连铸坯产量 万t
连铸比 %
连铸坯平均年增长量 万t
连铸比平均年增长 %
日本 527 5.6 6627.1 59.5 610.0 5.39
德国 372.6
8.3 2016.2 46.0 164.4 3.77
由德国人德伦提出立式连铸机的雏形和 S. 容汉斯的结晶器振动技术组合。在 1933 年 容汉斯在德国建成一台浇铸黄铜的立式连铸机,并取得成功。1943 年容汉斯又建了一台浇 钢的试验机组,第二次世界大战结束,世界各主要工业国都对连铸技术进行研究,在 1946~ 1947 年间,第一批连续铸钢试验装置分别建于美国的巴布考克和威尔考克斯公司(Babcock & Wilcox)、英国的劳莫尔公司(Low Maor)、日本尼崎钢管厂,以后奥地利的布雷坦费尔 德钢厂、英国钢铁学会(BISRA)和美国阿·勒德隆(Alleghenyludlum)钢公司都建设了试 验设备。在此基础上,第一台生产型立式连续铸钢机于 1950 年在德国曼内斯曼(Mannesman) 建成。随后,1951 年原苏联红十月冶金厂建成一台浇铸不锈钢的立式半连续铸机,往后英 国巴路厂(Barrow)、加拿大阿特拉斯厂都建造立式连铸机,中国也于 1958 年在重庆第三钢 铁厂建成一台工业生产用双流矩形坯立式连铸机,当时德国、苏联是建设立式连铸机的积极 者。
新编连续铸钢手册 01第一篇 总论
1.1.3 弧形连铸机的问世和发展(20 世纪 60 年代)
检测自控项目扩展和使用面广,如:钢流下渣检测、结晶器液面自动控制、二冷动态控 制、铸坯定尺优化切割、漏钢预报、铸坯质量在线判定和控制、无缺陷坯生产技术。计算机 的介入不仅为自动控制提供了方便,并为监测、数据收集分析、前后工序的联系,建立生产 过程控制系统,包括冶炼、连铸、轧钢一体化以及质量保证体系在内的过程控制系统。
追溯连铸技术发展的进程,大致可以分为以下几个阶段。
1.1 世界连续浇铸技术的发展经历 1.1.1 连续浇铸方法的提出
最早提出将液态金属连续浇铸成形的设想可追溯到 19 世纪 40 年代,1840 年美国的塞 勒斯(G.. E. Sellers),1843 年莱恩(J. Laing)以及 1846 年英国的贝赛麦(H. Bessemer)提 出了各种连续浇铸有色金属的方法,贝赛麦获得用双辊法浇铸可锻铸铁的专利(1856 年), 在 20 世纪 30 年代以前连续浇铸只是在有色金属中应用,例如低熔点金属铅、锌,也有用于 浇铝、铜的。
由德国人德伦提出立式连铸机的雏形和 S. 容汉斯的结晶器振动技术组合。在 1933 年 容汉斯在德国建成一台浇铸黄铜的立式连铸机,并取得成功。1943 年容汉斯又建了一台浇 钢的试验机组,第二次世界大战结束,世界各主要工业国都对连铸技术进行研究,在 1946~ 1947 年间,第一批连续铸钢试验装置分别建于美国的巴布考克和威尔考克斯公司(Babcock & Wilcox)、英国的劳莫尔公司(Low Maor)、日本尼崎钢管厂,以后奥地利的布雷坦费尔 德钢厂、英国钢铁学会(BISRA)和美国阿·勒德隆(Alleghenyludlum)钢公司都建设了试 验设备。在此基础上,第一台生产型立式连续铸钢机于 1950 年在德国曼内斯曼(Mannesman) 建成。随后,1951 年原苏联红十月冶金厂建成一台浇铸不锈钢的立式半连续铸机,往后英 国巴路厂(Barrow)、加拿大阿特拉斯厂都建造立式连铸机,中国也于 1958 年在重庆第三钢 铁厂建成一台工业生产用双流矩形坯立式连铸机,当时德国、苏联是建设立式连铸机的积极 者。
(太钢不锈钢培训教材)连铸设备分册65页-BD

- 1 -
太钢二钢厂不锈钢培训教材-连铸设备分册
3.4 中间罐车 3.4.1 中间罐车的型式 3.4.2 中间罐车的总体结构 4. 结晶器及其振动机构 4.1 结晶器 4.1.1 结晶器内坯壳的形成 4..2 结晶器的型式和构造 4. 2.1 结晶器振动的目的 4. 2.2 结晶器振动方式 4. 2.3 结晶器振动机构的类型 4.2.4 结晶器振动机构介绍 4.2.5 结晶器振动的运动参数 5. 二冷区铸坯导向装置 5.1 二冷装置的作用与工艺要求 5.2 二次冷却区的传热 5.2.1 二冷区热平衡 5.3 二冷区铸坯导向装置的结构 5.3.1 小方坯连铸机二冷装置 5.3.2 大方坯连铸机二冷装置 5.3.3 板坯连铸机二冷装置 5.3.4 二冷区扇形段更换方法 5.3.5 二冷区支承导向部件结构 6. 拉矫机 6.1 拉矫机的技术要求 6.2 拉矫机的型式与结构 6.3 矫直的基本原理和矫直力的确定 6.4 拉坯力的计算与确定 7. 引锭杆及其存放装置
图 1-1
- 5 -
太钢二钢厂不锈钢培训教材-连铸设备分册
至今已形成完整的机型型谱。通常称为传统连铸机,主要有立 式、立弯式、弧形式和水平连铸机等。在其大发展的同时,广 大连铸工作者为获得更高质量的铸坯,进一步提高连铸机的拉 坯速度,相继开发出多种形式的连铸机,这里称其为新型连铸 机。下面仅对其中几种主要新型机作简要叙述,详见图 1-1。 1.2.1 立式连铸机 如图 1-1(1)所示,其基本特征是:连铸机的各主体设备: 结晶器及其振动装置、二次冷却支承导向装置、拉坯设备及切 割装置等均从上到下配置在同一铅垂生产线,且在浇铸过程中 铸坯没有受到任何强制变形过程。因而具有如下优点: (1)由于钢水铅垂注入结晶器内,四周冷却条件相同,易 于调节控制,因而钢水结晶固易达到最佳状态。且钢水中各种 非金属夹杂物易于上浮,铸坯内夹杂物最少,横断面结晶组织 对称。 (2)连铸机的主体设备结构均简单,且可省去一套矫直装 置。 (3)铸坯在结晶凝因过程中,不受任何机械外力作用。为 获得高质量铸坯创造更有利的条件。 其主要缺点是: (1)铸机机身很高,由此带来一系列问题:钢水的静压大, 极易产生鼓肚变形。机械设备的维护检修很不方便。施工工作 量都很大(不论是向空中还是往地下) ,因而投资较多。 (2)铸坯定尺长度受到限制,发展困难。 随着生产率进一步提高,铸坯尺寸要增大,拉速需加快, 都迫使立式连铸机还要加高,其缺点会更加突出,发展受到严 重限制。
6鞍钢连铸机

方坯设备(弧形段)
弧形半径:12m 支承辊辊径:Φ220mm 支承辊数量:3个/段 内弧辊辊径:Φ220mm 内弧辊数量:1个/段
方坯设备(拉矫机)
用于上装引锭杆、拉坯并将铸坯进行 带液芯矫直。 拉速:正、反转; 拉速范围:0.25-2.5m/min 送引锭杆速度:4 m/min 辊径:Φ450mm 矫直半径:16m、31m、∞ 开口度:最小120mm,最大385mm 驱动电机:交流变频电机:AC11Kw; 液压压下液压缸:Φ180×Φ125×600 缸数:4×4=16个 冷坯压力:10-16MPa 热坯压力:0.4-16MPa
板坯设备(结晶器及振动)
结晶器连续不断地将注入其内腔的钢液,通 过水冷铜壁强制冷却,使之逐渐凝固成为具有所
要求的断面形状和坯壳厚度的铸坯。通过振动装
置使结晶器按照给定的振幅和频率振动,以防止
铸坯在凝固过程号结晶器发生粘结。
结晶器 铜板长度:900mm 铜板材质:CCM-B 振动装置 振动方式:四偏心轮近似正弦曲线 垂直振动 振幅:0-±7.0mm 频率:20-250r/min 导向方式:板簧
连铸机的主要设备简介
结晶器:冷却水缝设在背板上的可铸中自动调宽的
平直结晶器。铜板高度为 1000mm,铜板材质 Cu-Cr-Zr合金,表面镀铬,有Ni-Fe或Ni-Co镀层。夹 紧方式 弹簧夹紧,液压放松。在铜板下有足辊,其 数量为宽边一对,直径为100mm
窄边液压缸(4个/每台结晶器)调整传动
结晶器振动装置(伺服液压振动,板簧垂直导向)
51
10
• 方圆坯连铸机 Φ130mm,φ150mm,
120mm2,160mm2 6机6流 弧半径8m 液压非正弦振动 结晶器电磁搅拌 气雾冷却 刚性引锭杆 可升降中包 步进冷床 设计能力60万吨/年 (作业率53.4%)
连铸机安装技术

弧形连铸机安装技术要点朱明(攀钢冶金工程技术有限公司四川攀枝花617063)摘要:连铸生产线安装是一个多专业、多系统的综合施工,本文采用图文并茂的方式,通过对多条连铸生产线设备安装的简要总结,对连铸机安装的一些重点进行了介绍。
关键词:连铸机安装要点1 概述我国是一个产钢大国,而且也是连铸生产大国,连铸生产是钢铁生产环节中的重要一环,连铸机是将钢水转变成坯料的重要设备。
目前在我国运转着的各种连铸机已达数百台,同时连铸技术还在不断发展,我们也曾安装过多条弧形连铸生产线设备,由于连铸生产的连续作业及生产线设备的相关联性,同时又是多系统相互交叉的安装作业,在连铸生产线系统中,仅液压系统管道就达7km左右,并有液压伺服控制系统,弧形连铸机的安装还包括大量的(氢、氧、氮、煤)气等公辅系统管道,大量的配套设备及三电系统,而连铸机系统中的主体设备,对安装要求有相当的精度。
弧形连续铸钢设备生产线流程示意见图1。
图1 弧形连续铸钢设备生产线流程示意图1. 钢水罐;2. 中间罐;3. 结晶器及其振动装置;4. 弧形段设备;5. 拉坯矫直机;6. 切割设备;7. 锟道;8. 铸坯注:弧形段设备如果是板坯连铸机是指扇形段、如果是方圆坯连铸机则是指夹持段及导向段我们在弧形连铸机的安装方面,形成了多项省部级工法和编制了多工序的安装作业指导书,弧形连铸设备主机的安装工期也不断缩短,从早期的6个月到目前的不到2个月。
目前介绍弧形连铸机系统安装的资料并不多见,缺乏相应的信息交流,不利于推动安装技术的向前发展。
以板坯连铸机的生产工艺为例,其需安装的主要设备布置流程如图2所示。
2 连铸机主要设备的安装2.1 连铸机设备安装流程见图3,2.2 钢水罐回转台安装钢水罐回转台也称大包回转台见图4,钢水罐回转台(按载200t 钢水包标准)设备总重约在230t 左右,钢水罐回转台基本上都是设计布置在厂房的一边纵列轴线的吊车梁下,所以钢水罐回转台的部件吊装需要两个跨度厂房内的行车配合作业。
质量手册2007版新炼钢

QMS03-02-2008德龙钢铁有限公司炼钢厂质量分手册编制:曹发卫审核:窦为学批准:刘印胜2008-8-31发布 2008-9-1实施德龙钢铁有限公司炼钢厂质量分手册修改登记表2目录1炼钢厂简介2质量方针、质量目标3管理职责4生产过程控制程序5岗位操作规程、钢种技术操作规程见工艺规程6设备点检维护规程炼钢厂简介炼钢厂是德龙钢铁有限公司下属分厂,现有职工1005人,其中专业技术人员562人,中高级职称38人。
主要设备有300吨混铁炉一座,600吨混铁炉两座,20吨转炉三座,80t转炉2座,二机二流板坯连铸机二台,一机一流板坯连铸机一台,年产钢坯能力300万吨。
主要产品供轧钢热轧用的710—1120mm×180mm×10000mm及510—710mm×180mm×7000mm热态板坯,钢种品种有普通碳素结构钢、优质碳素结构钢、低合金钢、冷轧基料用钢、管线钢等。
为使产品满足顾客的要求和期望,炼钢厂建立健全了质量管理体系,使产品质量得到有效的控制。
炼钢厂不断进行技术改造,采用溅渣护炉、底吹氩、全程保护浇铸,LF精炼等先进的工艺技术,同时设有技术科,配备较高素质的工艺监督人员,对产品的生产过程进行全面的监督,有技术高、经验足的操作人员,有健全的操作规程,使合格产品的提供得到了保证。
炼钢分厂不断技术创新,引进先进技术和管理经验,为满足顾客和法律法规的要求,坚持持续改进。
质量方针以市场为先导,以质量求生存,以科技进步为依托,满足用户需求。
质量目标钢铁料消耗不大于1090Kg/t。
4钢坯综合合格率不小于99. 6%;钢种命中率大于99.5%。
管理职责1、厂长1.1厂长是炼钢厂第一负责人,全面管理分厂工作。
1.2负责传达、贯彻公司有关精神,完成公司对炼钢厂工作的要求,反馈炼钢厂需要公司帮助解决的问题。
1.3对炼钢生产过程进行控制,在确保安全生产的前提下提质降耗,稳产增产。
(整理)方坯连铸机电气自动化说明书

精品文档方坯连铸机电气自动化说明书XX 连铸技术工程股份有限公司2009 •精品文档目录电气操作说明1.概述1.1 控制说明1.2 电气控制柜、操作台2.公用系统2.1 大包回转台2.2 钢包加盖2. 3 滑动水口2.4 中间罐车2.5 二冷室排汽风机2.6 主机液压站系统2.7 出坯液压站系统2.8 油气润滑站系统2.9 出坯辊道2.10 移坯车2.11 翻转冷床3.铸流系统3. 1 结晶器控制系统3.2 拉矫机控制系统3.3 拉坯辊、脱坯辊3.4 火切机系统3.5 切前辊道3.6 输送辊道3.7 翻钢机3. 8 升降档板4.仪表配水系统4.1 二冷水喷淋系统二、二冷水自动配水操作说明1. 概述1.1. 操作说明1.2. 自动配水操作简要说明1.3. 自动配水的具体操作三、变频器参数表一、电气自动化操作说明1. 概述1.1. 控制说明根据设计要求,本电气设备设计主要包括MCC 马达控制系统和自动控制PLC 系统。
根据工艺要求,MCC 设备设计包括大包回转台、中间罐车、排汽风机、拉矫机、切前辊道、输送辊道及存放装置、火切机系统、出坯辊道和主机液压站等设备。
具体请见MCC 设备设计图纸R255C3301。
自动化控制系统采用了八台德国西门子SIEMENS S7 300 系列PLC 控制系统,其中每铸流一台,共7台;公用一台。
铸流CPU及公用CPU与工作站、工作站与工作站以及工作站与服务器之间的通讯是通过以太网连接的;铸流、公用的CPU 与远程站、变频器之间的连接是通过PROFIBUS 网连接的;具体请见PLC 设备设计图纸R255C3302 和仪表设备设计图纸R255C3401。
1.2. 电气控制柜、操作台箱本连铸机设:1. MCC控制柜(包括变频器柜)28台:其中LZ0-P1~LZ0-P14为公用铸流部分控制柜;LZ1-P1~LZ1-P2~ LZ7-P1~LZ7-P2 为铸流部分控制柜。
~380V、~220V 电源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
R6 1*4 基本弧6。 5 R6/12 R6/12 R7 R6/12 R6/12 R6/12 R6/12 R6/12 R5。25 1*2 1*3 1*3 1*4 1*2 2*4 1*3 1*3 1*2 1*3 1*3 1*4
全弧型 武汉大西洋连铸 河北迁安燕山钢铁有限公司 直弧型
R8
1*4 1*4
1*6 1*6 1*6 1*6 1*1 1*1 1*1 1*4
天津钢铁有限公司 中冶京诚承包 奥钢联中冶京诚 天津钢铁有限公司电炉炼钢 车间 天津众治钢铁公司 中冶京诚总承包 中冶连铸
直弧型,连续 弯曲,连续矫 基本弧R9 直 直弧型,连续弯 基本弧R10 曲,连续矫直 全弧型 R7
上重矿 天津静海县天丰钢铁有限公 司 武汉大西洋连铸公司 中冶东方北雷
R6 R7 R5。7 基本弧R6 。5 基本弧R9 R9/16 R6/12 R6/12 R8/16
1*4 1*2 1*2 1*1 2*2 1*8 1*3 1*4 1*5
上重矿
唐山丰南瑞丰钢铁有限公司 炼钢厂
上重矿
中冶东方北雷
全弧型渐进矫 直
R8 R6
1*5 1*3+2 1*3 1*3 1*3 1*2 1*3
1*6 1*3 1*1 1*5 1*4 1*2 1*6 1*4 2*1 2*2 1*3 1*3 1*4 1*4 1*8 1*4 2*2 1*2 1*3
唐山建龙实业有限公司炼钢 厂
上重矿
唐山国丰钢铁集团有限公司 炼钢厂(国丰集团)
上重矿 上重矿 上重矿 上重矿
唐山银丰钢铁有限公司炼钢 厂(国丰集团) 唐山宝新金属制品集团公司 炼钢厂
中国重型机械研究院 武汉大西洋连铸
多点矫直 全弧型
R12 R6 R4/9.738 R6 R8
1*4 1*4 1*2 1*3 1*4 1*2 1*1 1*4 1*4 1*3 2*4 1*4 1*4 1*1 1*2 1*2 1*3 2*4
上重矿
全弧型渐进矫 直
河北邢台德龙钢铁实业有限 公司 武汉大西洋连铸 全弧型
1*2 1*3 1*4 1*6 1*2 2*4 1*2 1*3 1*3 1*1 1*3
唐山清泉实业有限公司
上重矿
全弧型渐进矫 直
唐山东海钢铁公司
上重矿
全弧型渐进矫 直
R6/12
1*4 1*3
全弧型 中冶连铸 直弧型 唐山港陆钢铁有限公司 大连 中冶京诚总承包 中冶京诚总承包 唐山瑞丰钢铁集团金友钢铁 公司 中冶京诚总承包 直弧型 直弧型连续弯 曲连续矫直 直弧型连续弯 曲连续矫直 全弧型连续矫 直 全弧型渐进矫 直 全弧型渐进矫 直
R10 R9。5 R10 R9 R3.25 基本弧R9 。5 R8/16
1*1 1*1 1*1 1*6 2*1 2*2 2*8
邯郸钢铁集团有限责任公司 第三炼钢厂
达涅利中冶京诚 上重矿
中冶连铸
全弧型
R9
1*12
第二炼钢厂
中冶连铸
全弧型
R9
1*12
北京总院,衡阳冶机 武汉总院,邢台冶机2001 年中冶连铸改造 承德钢铁集团有限责任公司 炼钢厂
1*8 2*8 1*8 1*8 1*8
1*4
首钢集团总公司第三炼钢厂
弧型,双半 R11.6/7.8 径,连续矫直 弧型,两点矫 R10.28/19 直
1*8 1*8
天津钢管集团有限公司炼钢 厂
天管设备中心包院连铸 中钢集团工程设计研究 院 康卡斯特中冶京诚 中冶京诚,首钢机总
弧型,两点矫 R10.5/13. 直 5/18/30.5 弧型,多点矫 直 弧型,连续矫 直 弧型,连续矫 直 直弧型,连续 弯曲,连续矫直 10.5 10.5 R9 基本弧 R8.4
唐山中厚板公司转炉炼钢厂 中冶京诚总承包
直弧型,连续弯 基本弧R10 曲 连续矫直 直弧型,连续弯 基本弧R10 曲 连续矫直 弧型 连续矫直 R8
中冶东方北雷 唐山不锈钢公司炼钢厂 中冶京诚总承包 中冶京诚总承包
1*4+1 直弧型,连续弯 基本弧R8 曲 。4 连续矫直 直弧型,连续弯 基本弧R8 曲 。4 连续矫直 R6 全弧型 R6 全弧型 R5.7/7.2/ 弧型,四点矫直 11/21 1*1 1*1
工厂名称
设备设计、制造或总承 包单位
机型
铸机半径 台×流 (m)
首钢 中达连铸中 心一重首钢机电公司
直弧形渐进弯 曲渐进矫直
R8
1*8
全弧型 首钢集团总公司第二炼钢厂 首钢 公司 首钢机电 弧型 连续矫直 R8 弧型 连续矫直 全弧型 首钢 公司 首钢、达涅利首钢机电 公司 首钢 公司 首钢、达涅利首钢机电 公司 首钢机电 首钢机电 弧型,双半 R11.6/6.0 径,单点矫直 3 弧型,连续矫 直 R10.28
上重矿 上重矿
全弧型,渐进矫 R4/9.738 直 全弧型,渐进 矫直全弧型 R4/9.738 R5。5 R4/9.738
唐山宝业集团半壁店炼钢厂
上重矿
全弧型渐进矫 R4/9.738 直
1*3 1*2 1*3
1*3 R6/12 1*2 上重矿 唐山松汀钢铁有限公司 全弧型渐进矫 直 R6/12 2*3 R9/18 中冶东方北雷 上重矿 中冶东方北雷 弧型渐进矫直 全弧型渐进矫 直 全弧型渐进矫 直 全弧型连续矫 直 R7 R6/12 R6 R6/12 R7/14 R9 R4/9.738 上重矿 唐山恒安钢铁有限公司炼钢 厂 中冶连铸 中冶连铸 唐山新台钢铁有限公司 上重矿 上重矿 吉林红钢 全弧型渐进矫 R5.25/10. 直 5 R6/12 R8 R9 全弧型渐进矫 R5.25/10. 直 5 R5.25/10. 5 全弧型渐进矫 直 R4/9.738 R4/9.738 R6/12 1*8 1*1 1*2 1*2 1*2 1*2 1*4 1*3 1*2 1*3 1*4 1*6 2*2 1*2 1*2 1*2 1*2 1*2 1*2
唐山荣程钢铁公司(前唐山 合利钢铁厂)
上重矿 唐山贝氏体钢铁集团公司
唐山渤海冶金设备有限 弧型多点矫直 责任公司
唐山市鸿达热轧有限责任公 司炼钢厂
唐山汉沽钢铁厂
上重矿
全弧型渐进矫 直
唐山鹏程钢铁制品有限公司 炼钢厂
上重矿
R5.25/10. 5 全弧型渐进矫 直 R6/12
R5.25 R6/12 R6/12 R8/16 唐山市第八轧钢厂 唐山建源钢铁有限公司 唐山华亿特钢公司(丰达) 唐山福丰钢铁有限公司 唐山北大钢铁有限公司 古冶区钢铁厂 上重矿 上重矿 上重矿 上重矿 上重矿 全弧型渐进矫 直 全弧型渐进矫 直 全弧型渐进矫 直 全弧型渐进矫 直 全弧型 R5.25 R6 R6/12 R6/12 R5.25/10. 5 R6/12
基本弧8
1*2
上重矿 河北迁安联钢金茂钢铁公司 武汉大西洋连铸 中冶连铸 大重总包 上重矿 武汉大西洋连铸 河北迁安九江线材公司 唐山渤海冶金设备有限 责任公司 上重矿 中冶连铸 上重矿 迁安津安钢铁有限公司 武汉大西洋连铸 武汉大西洋连铸 迁安荣信工贸有限公司 上重矿
承德建龙钢铁有限公司 中冶连铸 大重 上重矿 大西洋公司 石家庄钢铁有限责任公司炼 钢分厂 大西洋公司 全弧型 康卡斯特中冶京诚 上重矿 河北石鹿钢铁有限公司 武汉大西洋连铸 武汉总院邢台冶机西安 冶机 邢钢公司总承包 邢台钢铁有限责任公司炼钢 厂 奥钢联中冶东方北雷 全弧型,渐进矫 直 全弧型,渐进矫 直 全弧型 全弧型 弧型 弧型 连续矫直 R9 R9/16 R9 R9 R6 R9 R9 1*3 1*5 1*2 1*4 2*4 1*4 1*4 全弧型 全弧型,多点矫 直 全弧型 全弧型 R6 R12 R10 R9 2*4 1*3 1*5 1*2
R6。5 R6。5 R8
河北邢台龙海钢铁有限公司
武汉大西洋连铸
全弧型 R6
河北邢台吉泰特钢
唐山渤海冶金设备有限 责任公司 中冶京诚洛矿天铁 采用中冶京诚图纸邢台 冶机 天铁 中冶京诚邢台冶机 天铁 武汉大西洋连铸 中冶赛迪
弧型多点矫直 全弧型 全弧型 全弧型 直弧型 直弧型 直弧型,连续 弯曲,连续矫 直 全弧型渐进矫 直
R10 R6 R6 R6 基本弧8 R9 R9 R6/12
天铁集团炼钢厂
天铁集团新建炼钢厂 中冶赛迪奥地利SVAI 上重矿 崇利制钢有限公司炼钢厂 上重矿
全弧型 武汉总院,邢台冶机 涉县胜达钢铁有限公司 上重矿 武汉总院邢台冶机
R6 1*2
全弧型渐进矫 R5.25/10. 直 5 全弧型 全弧型 R5.25 R5.25
全弧型,渐进矫 直 全弧型 弧型,连续弯 曲
R6/12 R8 R10
1*4 1*4 1*4
天津乾坤钢铁公司Байду номын сангаас
唐山渤海冶金设备有限 弧型,多点矫直 责任公司
R8
1X3
R9
1*4
天津荣成钢铁公司
中冶东方北雷
弧型,连续矫 直
R12
1*4
R12
1X6
天津钜达钢业有限公司
武汉大西洋连铸公司
全弧型
R8
1*2
天津市天重江天重工有限公 司
邯郸钢铁集团有限责任公司 第一炼钢厂
邯钢院,邯郸机修 武汉总院,邯郸机修 德马克,德马克 北京总院
2*2 2*4 1*1
中冶连铸 中国重型机械研究院 直弧型 直弧型 全弧型 邯郸钢铁集团连铸连轧厂 邯郸邯宝钢铁公司新炼钢 宣化钢铁集团有限责任公司 第一炼钢厂 宣化钢铁集团有限责任公司 西马克 京诚 中冶 立弯式,直结晶 器 直弧型,多点 弯曲,多点矫 直 弧型,渐进矫直
唐山新粤丰钢铁有限公司 唐山丰润区宝泰钢铁有限公 司 唐山现代模析股份合作公司 唐山永丰冶金有限公司
上重矿 上重矿 上重矿 上重矿
全弧型渐进矫 R5.25/10. 直 5 全弧型渐进矫 直 全弧型渐进矫 直 R6/12 R6/12