点焊机技术参数100KVA
点焊工艺及全参数
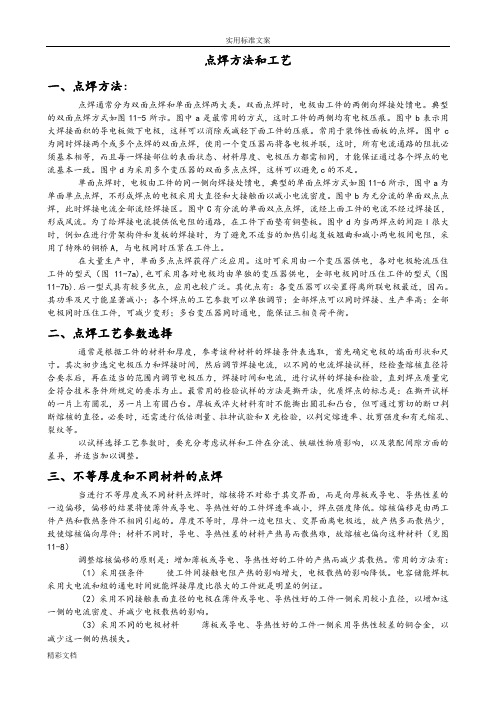
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
点焊参数
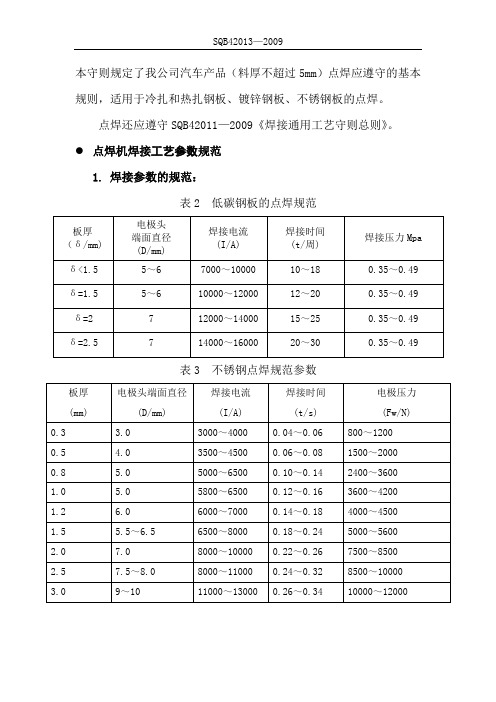
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
点焊机技术参数
点焊机技术参数
牌:斯特杰能型号:ST-18501、性能特点:
A、采用精确的数字控制,并可随意更改、调用;
B、运用脉冲式可确保焊接牢固、焊点美观;
C、9段LED显示各焊接参数;
D、工作台升降手拧式锁紧,电极立体式调节,使操作者可以轻易地焊接各种形状、尺寸的电池;
E、对电网电压自动监测、跟踪补偿。
功率大、操作简单、焊接可靠。
2、电气参数:功率10KVA(最大)输入频率50/60 Hz输入电压220 V输入气源7~8 Bar(公斤/平方厘米)初级电流5~40 A次级短路电流1800 A次级空载电压5、5 V最大工作气压6 公斤/平方厘米最小工作气压0、5 公斤/平方厘米进气接头直插式3、机械结构:整机结构一体化结构焊臂结构伸缩摆动控制电极至机体距离80~95毫米(可伸缩调节)气缸直径25毫米气缸行程25毫米(最大)电极直径3、00毫米最小电极距离0、1毫米4、焊接控制:脉冲数0~9脉冲能量级0~999自动补偿范围+40V ~ -40V面板数字显示9段LED 显示系统主控电脑8位微处理器系统记忆器EEPROM参数调整按钮触摸按钮开关操作控制方式微动开关控制5、外围规格:外围尺寸458 X374 X267mm总重量40千克包装尺寸500 X400 X300mm深圳市斯特杰能机电设备有限公司
第 1 页共 1 页。
点焊机的技术参数
点焊机的技术参数
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
点焊机各参数意义

点焊机设定的各焊接参数说明:电流频率为50Hz时,一周波=1/50=0.02秒;电流频率为60Hz时,一周波=1/60秒。
加压时间5周波(0.1秒)[可调范围4-6周波(0.08-0.12秒)]——加压时间是指上下焊头闭合后的一段时间,通常设臵的较小,在5周波左右。
加压时间太短容易造成焊接件接触不实,形成虚焊,时间太长导致生产率下降。
预热时间调至20周波(0.4秒)[可调范围15-25周波(0.3-0.5秒)]——预热时间即第一个脉冲焊接时间,通常设定应小于第二次脉冲焊接时间。
焊接时间太短,容易造成焊点不能完全融化,从而引起脱焊等现象。
焊接时间太长容易造成过焊、生产率较低等。
要根据焊件的情况进行试验确定。
预热电流调至060(12千安)(可调范围060-065即12-13千安)——预热电流即第一个脉冲的焊接电流,通常设定应小于第二次脉冲焊接时间。
焊接电流太小,不易击穿镀锌层或者氧化层,从而使焊件形成虚焊或者脱焊,电流太大,容易引起过焊、含黑等情况。
冷却1时间一般设定在2-3周波,如果不设冷却时间,则是单脉冲工作,设定时间太长,易使生产率降低。
焊接时间为30周波(0.6秒)[可调范围30-35周波(0.6-0.7秒)] ——焊接时间即第二个脉冲焊接时间,设定要比预热时间稍大。
时间长短的后果同预热时间。
焊接电流为070(14千安)(可调范围070-075即14-15千安)——焊接电流即第二个脉冲的焊接电流,设定要比预热电流稍大,其后果同预热电流。
冷却2时间、回火时间和回火电流均设为0。
维持时间为10周波(0.2秒)[可调范围8-15周波(0.16-0.3秒)] ——维持时间是指焊点保温时间,一般设定5-10周波。
维持时间太长,容易造成过焊,而时间太短又容易造成焊不牢。
压力为3.5-4KG——压力的大小与板厚、板材质和截面积有关;压力的大小要适中,压力过大容易把凸点压平,使焊接效果减弱,压力太小容易造成虚焊。
悬挂点焊机
DN3系列悬挂式点焊机说明书一、用途及特点:DN3系列悬挂式点焊机是我公司在消化及吸收日本等国家同类产品的基础上,改进研制的新产品,是具有国际九十年代水平的双焊钳、双规范,气压水冷式点焊机,是中低碳钢薄板加工和金属线材垂直交叉焊接理想的焊接设备,广泛适用于汽车、拖拉机、家用电器、金属橱柜、建筑钢筋焊接等生产制造行业。
DN3系列悬挂式点焊机与目前国内传统产品相比较,有许多突出的特点。
该机采用了先进的环氧树脂真空浇注工艺,具有体积小,重量轻、结构紧凑、安全耐用的特点;该点焊机采用双气路结构,其气路系统中装有分水过滤器和油雾器,不仅有效地除去高压空气中的水分及其它杂质,而且可使润滑油雾化,达到润滑气阀和焊钳气缸的目的。
DN3系列悬挂式点焊机可根据需要选配我公司自主开发生产的焊接控制器,一般标准配置为KD3-160A点凸焊微机控制器,该控制器为一路单规范焊接控制器,适用于一把焊钳和一种焊接规范的焊接,可以满足用户的绝大部分工件的焊接工艺要求。
当用户需要两把相同或不同规格的焊钳,并且分别使用各自独立的不同的焊接规范时,可选用KD7312A双工位微机点焊同步控制器,这样可按预先设定的两种不同焊接规范各自独立工作,在保证焊接质量的前提下,能够大大提高生产效率。
二、主要技术参数:目前我公司生产四种规格的悬挂式点焊设备,其主要技术参数如下:焊机型号: DN3 -75 DN3 -100 DN3 -125 DN3 -160 额定容量: 75KVA 100KVA 125KVA 160KVA负载持续率: 50%电源电压:单相 50Hz 380V次级空载电压: 18.2V 19V 20V 22V额定焊接厚度: 1+1 1.2+1.2 1.5+1.5 2+2最大短路电流: 9000A 10000A 12000A 16000A冷却水流量: 16L/min压缩空气压力: <0.55MPa重量: 125Kg 132Kg 165Kg 175Kg外型尺寸: 600 × 450 × 735 600 × 450 × 750 640 × 470 × 740 640 × 470 × 750 三、工作原理及主要结构特征:基本工作原理:利用受控的低电压大电流通过工件本身电阻产生热量加热并形成局部熔化(或达到塑性状态),在一定压力下形成牢固的点焊焊核。
NIMAK公司中频凸、点焊机技术性能简介[1]
![NIMAK公司中频凸、点焊机技术性能简介[1]](https://img.taocdn.com/s3/m/7d744e01a6c30c2259019e6f.png)
NIMAK公司中频凸/点焊机技术性能简介一、中频点焊1、中频点焊发展的原因(1)弧焊逆变电源的成功应用必然扩大到点焊弧焊逆变电源是70年代末期80年代初期问世的一种节能焊机,它的问世誉为焊接电源的革命。
世界各国竞争相互开发换流原件诸如:◆大功率晶体管◆功率场效应管MOSFET◆晶闸管◆可关断晶闸管GTO◆绝缘栅极晶闸管IGBT,它有:MOSFET的高输入阻抗,高开关速度20KH Z以上GTO的低饱和压降高电流密度而且IGBT已向智能化模块方向发展,已经有:内置功能-连接功率器件和控制电路接口以及过热、过流保护电路。
脉宽调幅PWM(pulse width modulation)控制线路-上/下电路信号的分配电路。
过载保护过压保护等(2)三相次级整流焊机的失败。
(3)IGBT扩大智能化模块新一代产品不断推出和快恢复整流二极管(SHOTTKY BARER DIODE)容量的增加使中频点焊的负载持续率由6%—10%—16%—现今大部分厂的20%。
注:德国BOSCH公司的EXPERT的MF焊接变压器负载持续率已达到50%,但ISO尚无统一标准。
2、中频点焊逆变器与弧焊逆变器工作状态的差别大功率弧焊电源不能突破10KA大关,而中频点焊机200KVA (NIMAK PMP-6-2/100FM)最大焊接电流达到54KA。
两者相比有以下不同点:◆点焊没有空载过程弧焊的负载由无穷大到0和到额定负载的波动所产生的过度过程对逆变器产生不利的影响。
◆点焊负载过程中的焊接电阻变化比起回路阻抗可以忽略不计,而弧焊电源波动所引起Z f变化有几百倍或上千倍的变化,而且是电抗性的负载。
◆点焊时在恒流段工作,点焊逆变器外特性曲线外拖突然截流也就是最深的负反馈频率不变,逆变器工作最稳定。
3、中频点焊机本质上包括三大部分:一个三相整流器,一个绝缘栅极晶闸管组成的桥式逆变器通过中频焊接变压器将高压信号降至适合点焊的低压,再全波整流在二次侧产生焊接电流。
悬挂式点焊机资料
焊机使用条件
3、气源压力要求稳定,气压应不低于 0.5Mpa,同时气体要干净 。 气源的压力不高于1.0Mpa,
焊机使用条件
4、供电电网要求 供电电压应为单相380V,其频率为50Hz。 供电电网品质应达到下列要求: 电压波形应为实际的正弦波; 电网电压的波动不超过额定值的±10%; 电网电压的频率波动不超过额定值的±1%。
3、电极压力的影响 电极压力对两电极间的总电阻有显著的影 响。随着电极压力的增大电阻减小,此时 焊接电流要略有增大。焊点的强度是随着 电极压力的增大而降低,在增大电极压力 同时,增大焊接电流或延长焊接时间,来 弥补电阻减少的影响,可以保持强度不变。 如果电极压力过小,将引起喷溅,也会降 低焊点强度。
带夹紧功能的 焊接/调整转换 开关 1号焊钳阶梯报警 指示/报警复位按 钮
无遮掩的整 体真空灌注 结构
进出水接管
控制面板的开关按钮介绍
夹紧/调整/焊接开关;调整/焊接主要用 于控制焊机运行时是点火还是不点火;拨 向调整档,在焊机气路系统有效的前提下, 启动按钮开关,检查各工步的实际运行时 间的正确性。 在焊接时,要把转换开关打在焊接位置。 夹紧是供电极修磨用的;当转换开关转向 夹紧后,按下启动按钮,上下电极闭合进 行电极修磨,直到把转换开关转向调整或 焊接时,上下电极才会张开。
加热时间短,热量集中,所以热影响区小, 铁板变形也小,通常在焊后不必安排校正 和热处理。 不需要焊丝、焊条等填充金属,以及氧气、 乙炔、氩气等焊接材料,焊接成本较低。 操作简单,易于实现机械化和自动化。 生产效率高,且无噪声及有害气体。
电阻焊的缺点
目前还缺乏可靠的无损检测方法,焊接质 量只能靠工艺试样和工件破坏性试验来检 查,以及靠各种监控进行技术保证。
点焊工艺及参数资料

点焊工艺及参数资料
(一)焊接工艺要求
1、点焊是由深焊和浅焊两种焊接方法组成,点焊是在每一焊点上只能做一遍,焊接后不能再焊接。
2、焊点的形状应现场决定,熔核和熔池大小是通过选择合适的焊接参数和实践熔核把握的,焊接时要避免过多的焊点堆积。
3、焊接参数的控制:根据熔核和熔池的尺寸,焊接参数应根据不同焊方式及被焊件的物理性质变化,根据熔核尺寸,焊接参数应选择合适的温度,直流焊接时考虑电流大小,选择合适的电流,焊接时考虑焊材的厚度,选择合适的焊接频率。
4、焊点质量检测:焊点质量检测应按照焊接质量检测标准进行,焊点应符合技术要求,焊点表面应均匀,不应有外观缺陷,接触电阻和接触电压应达到规定的要求。
(二)焊接参数
1、焊接电流:焊接电流应根据焊点的熔核深度和厚度来选择,正常情况下,焊接电流大小低于50A,常规焊电流在7~18A之间,而对于厚如2mm及以上的电缆,焊接电流可以超过100A。
2、焊接频率:焊接频率是指一次焊接完成过程中有多少次变化的频率。
一般的焊接频率为50〜1000Hz,具体可根据使用的焊接电源参数来确定。
DNK系列气动点焊机使用说明书
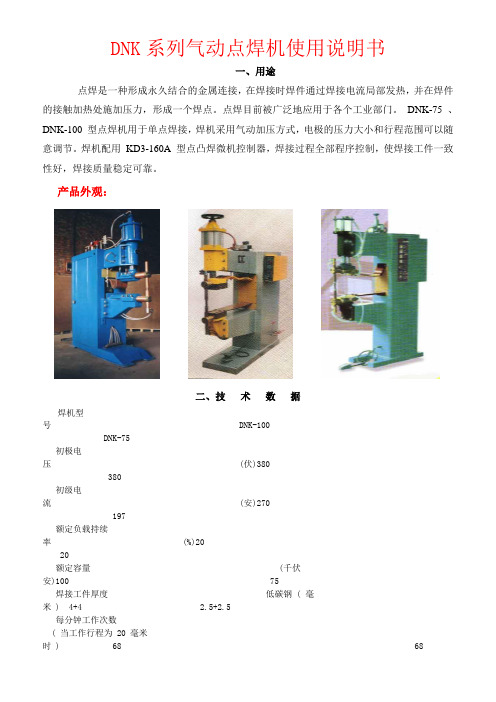
DNK系列气动点焊机使用说明书一、用途点焊是一种形成永久结合的金属连接,在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。
点焊目前被广泛地应用于各个工业部门。
DNK-75、DNK-100型点焊机用于单点焊接,焊机采用气动加压方式,电极的压力大小和行程范围可以随意调节。
焊机配用KD3-160A型点凸焊微机控制器,焊接过程全部程序控制,使焊接工件一致性好,焊接质量稳定可靠。
产品外观:二、技术数据焊机型号 DNK-100 DNK-75初极电压 (伏)380 380初级电流 (安)270 197额定负载持续率 (%)20 20额定容量 (千伏安)100 75焊接工件厚度低碳钢 ( 毫米 ) 4+4 2.5+2.5每分钟工作次数( 当工作行程为 20 毫米时 ) 68 68 次级空载电压 (伏)3.65-7.3 3.1-6.24.次级电压调节级数无级连续无级连续电极外伸距离 (毫米) 500 500可均匀调节上电极工作行程 (毫米) 20 20可均匀调节上电极辅助行程 (毫米) 长 60 60下电极臂有级垂直调节 (毫米)100 100电极间最大压力(公斤力) 600 600冷却水消耗量(升 / 小时)720 720焊机外形尺寸:长 (毫米)1300 1300宽 (毫米)570 570高 (毫米)1950 1950焊机质量: (千克)按装尺寸:长度上底脚孔的距离 (毫米)1195 1195宽度上底脚孔的距离 (毫米)400 400底脚孔的直径 (毫米) Φ 18 Φ 18三、特点及作用原理DNK-75 、DNK-100 型点焊机,是用电极压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电极之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电极压紧焊件时为止。
若只需一个焊点,则可以踏一下脚踏开关。
点焊技术参数及设备
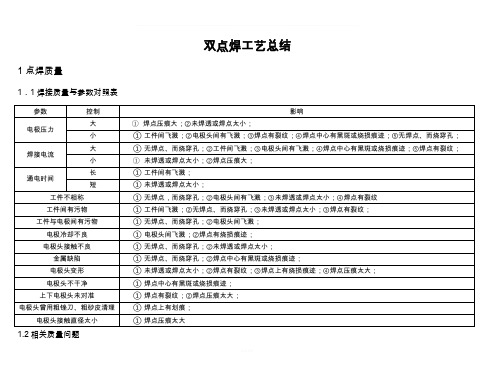
双点焊工艺总结1 点焊质量1.1焊接质量与参数对照表1.2相关质量问题1.2.1飞溅原因(1)开始时电极预紧压力过小,熔化核心周围未形成塑性金属环而向外飞溅;(2)加热结束时,因加热时间过长,熔化核心过大,在电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。
1.3焊接质量一般要求1.3.1 焊透率点焊接头的强度决定于焊点的几何尺寸及其内外质量。
一般要求熔核直径随板厚增加而增大。
熔核在单板上的熔化厚度hn对板厚度δ的百分比称焊透率A,即 A=单板上的熔化高度hn/板厚δ×100%。
通常规定A在20%-80%范围内。
实验表明,焊点熔核直经符合要求时,取A》20%便可保证焊点的强度。
A过大,熔核接近焊件表面,使表面金属过热,晶粒粗大,易出现飞溅或熔核内产生缩孔、裂纹等缺陷,接头承载能力下降。
一般不许A>80%。
参考:(1)薄板焊接——薄板焊接时,因散热强烈,焊透率宜选小,可取10%左右。
(2)不同板厚焊接——薄板一边焊透率选10-20%。
(3)镁合金焊接——选60%左右。
(4)钛合金焊接——可达95%。
※一般焊透率选40%左右较好。
1.3.2表面质量一个好的焊点,从外观上看,表面压坑浅,平滑均匀过渡无明显凸肩或局部挤压的表面鼓起,不允许有外表环状或经向裂纹,表面不能有熔化或粘附的铜合金。
从内部看,焊点形状规则,均匀其尺寸能满足结构强度的要求,核心内部无贯穿性或越规家值的裂纹,结合线深入及缩孔均在规定范围内,焊点核心无严重过热组织及其它不允许的缺陷。
1.3.3焊点直径直接决定了接头的强度。
一般焊点直径为:d=2δ+3(δ为板厚)。
在板件搭边宽度的允许下,焊点直径应尽量大点。
2点焊工艺介绍2.1 点焊过程2.1.1概述点焊经如图1所示过程:是一种永久结合的金属连接方式。
焊件通过焊接电流处局部发热而发生塑性变形,同时在焊件加热处施加压力,形成熔核。
焊件自身的电阻,产生相当大的热量,温度也很高。
电焊机型号大全
电焊机型号大全电焊机概述电焊机(electric welding machine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。
直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。
焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。
电焊机的特点一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广乏用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。
二,电焊机缺点:电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。
焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。
低碳钢有良好的焊接性能,但过程中也要操作得当,除锈清洁方面较为烦琐,有时焊缝会出现夹渣裂纹气孔咬边等缺陷,但操作得当会降低缺陷的产生。
电焊机辅助器具包括防止操作人员被焊接电弧或其他焊接能源产生的紫外线、红外线或其他射线伤害眼睛的气焊眼镜,电弧焊时保护焊工眼睛、面部和颈部的面罩,白色工作服、焊工手套和护脚等。
电焊机型号说明:一、BX1,BX2,BX3,BX4,……其中1234表示变压器形式1--动铁2--动铁3--动圈4--晶体管5--可控硅6--抽头式7--逆变BX 中的B表示交流ZX 中的Z表示直流X表示降特性,另外有P表示平特性二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)另外有型号为NB的三、另外有WSM,WS, TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
点焊机-简介-

点焊机概述点焊机系采纳双面双点过流焊接的原理, 工作时两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻, 而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接, 且焊接电流瞬间从另一电极沿两工件流至此电极形成回路, 不伤及被焊工件的内部结构。
简介点焊机的通俗名称有:点焊机/精密点焊机/储能点焊机/交流脉冲点焊机/深圳点焊机/高频点焊机/逆变点焊机/电阻焊机/微电脑点焊机/直流点焊机/热电偶点焊机/气动点焊机/五金焊机工具/电池点焊机/电子点焊机/手提式点焊机/高精密焊机/碰焊机/对焊机/手提式点焊机/手持点焊机/等点焊机依据焊接工件的材料及厚度不同又分为:大功率点焊机、精密点焊机、微电子点焊机大功率一般都是以380V电压, 其它点焊机一般都是220V的, 从原理来看一般又分为储能点焊机、交流脉冲点焊机、晶体管点焊机, 逆变直流点焊机, 纯直流点焊机分类点焊机按照用途分, 有万能式〔通用式〕、专用式;按照同时焊接的焊点数目分, 有单点式、双点式、多点式;按照导电方式分, 有单侧的、双侧的;按照加压机构的传动方式分, 有脚踏式、电动机-凸轮式、气压式、液压式、复合式〔气液压合式〕;按照运转的特性分, 有非自动化、自动化;按照安装的方法分, 有固定式, 移动式或轻便式〔悬挂式〕;按照焊机的活动电极〔一般是上电极〕的移动方向分, 有垂直行程〔电极作直线运动〕、圆弧行程;按照电能的供给方式分, 有工频焊机〔采纳50赫芝交流电源〕、脉冲焊机〔直流脉冲焊机、储能焊机等〕、变频焊机〔如低频焊机〕。
当工件和电极一按时, 工件的电阻取决与它的电阻率.因此, 电阻率是被焊材料的重要性能.电阻率高的金属其导电性差〔如不锈钢〕电阻率低的金属其导电性好〔如铝合金〕。
因此, 点焊不锈钢时产热易而散热难, 点焊铝合金时产热难而散热易.点焊时, 前者可用较小电流〔几千安培〕, 而后者就必需用很大电流〔几万安培〕。
点焊机各参数意义

点焊机各参数意义点焊机是一种用于焊接金属制品的设备,其中包括点焊机的各种参数,它们代表着设备性能和使用时的条件。
以下是点焊机各参数的意义。
1.焊接电流:点焊机的焊接电流是指通过焊接电极流过的电流。
它直接影响焊接质量,过低的电流会导致焊接接头强度不够,而过高的电流则可能损坏工件。
焊接电流的选择需要根据材料的种类和厚度等因素来确定。
2.焊接时间:焊接时间是指焊接电流通过至焊接点的时间。
焊接时间的长短也会影响到焊接接头的质量。
通常情况下,较厚的工件需要更长的焊接时间,而薄板则需要更短的焊接时间。
3.压力力度:点焊机施加在焊接接头上的压力力度会影响焊接接头的质量。
太大的压力可能导致接头过于压实,而过小的压力则可能导致接头质量不稳定。
因此,选择合适的压力力度对于获得良好的焊接质量非常重要。
4.电极尺寸:电极是点焊机中负责传输焊接电流的部件,它的尺寸对于焊接质量具有重要影响。
较小的电极尺寸适合焊接较小的工件,而较大的电极适合焊接较大的工件。
选择适合的电极尺寸能够提高焊接效果。
5.电极材料:电极材料通常使用铜或铜合金,因为这些材料具有良好的导电和导热性能,能够高效地传导电流。
选择合适的电极材料对焊接接头的质量和电极的寿命都有重要影响。
6.焊接方式:点焊机有两种常见的焊接方式,即单次脉冲焊接和多次脉冲焊接。
单次脉冲焊接适用于较小工件的焊接,而多次脉冲焊接适用于较大工件的焊接。
选择合适的焊接方式可以提高焊接质量和效率。
7.焊接模式:点焊机可以具备多种焊接模式,如常规模式、定时模式和测量模式。
常规模式适用于普通焊接操作,定时模式适用于需要控制焊接时间的情况,而测量模式适用于需要在不同位置进行多次焊接的情况。
根据实际需求选择合适的焊接模式可以提高焊接工作的效率和准确性。
8.控制系统:点焊机的控制系统能够对焊接过程进行监控和控制,包括焊接电流、焊接时间和压力等参数。
高质量的控制系统可以确保焊接过程的稳定性和一致性。
9.自动化程度:一些点焊机具备较高的自动化程度,包括自动上下料、自动定位和自动调节焊接参数等功能。
点焊机技术参数100KVA

PT1/2
出水管接头
英寸
PT 3/4
05
气体管路系统
1
压缩空气压力
Kgf/cm2
5
进水管接头
英寸
PT1/2
06
下电极臂高度调节装置
1
作业高度
mm
850
作业高度调节范围
mm
±50
07
焊接电脑控制器
1
朝兴公司制造
Model
Welcom-Ⅱ
08
其他
1
初次侧断路器
付着
NFB付着(各1个)
1
脚踏开关
付着
1个
技术参数表
设备名称
交流点焊机,100kVA
序
主要组件
数量
区分
单位
技术参数
01
焊接加压装置
1
最大加压力
Kgf
1000
气缸行程(两个行程)
mm
20/60
汽缸结构
-
双活塞三气室
02
焊接主变压器
1
额定容量
kVA
100
额定初级输入
kVA
100
最大初级输入
kVA
286
输入电压
V
单相,380V
额定频率
Hz
50
最大次级短路电流
备注
设备颜色:买方指定颜色(Munse11 No.6.7GY7.1/5.7)
A
26,000
额定容量时负载持续率
%
50
最大电流时负载持续率
%
4.7
电流调节方法
-
用可控硅位相控制
03
电极臂及电极夹
1
固邦电焊机所有产品配置属性

P1固邦逆变直流手工电弧焊机(IGBT 单板)INVERTER DC MMA WELDER(IGBT SINGLE BOARD)ZX7(ARC)200C/250C性能特点:●采用最先进的固邦逆变电源技术及进口IGBT,电源变换采用非晶磁环,使整机工作更加可靠;●工作频率高、体积小﹑重量更轻;●超强的电网补偿能力,使整机工作更加稳定可靠;●具有较全的保护功能:如:过压﹑过流、防电网电压波动、防开机过冲等保护功能; ●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●可使用各种牌号酸性、碱性(J506/507)焊条进行焊接;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●Importing IGBT, nanometer crystal transformer, stable and reliable.●Overall protection: over current/heat protection, automatic regulator for voltage fluctuation.●Smart apperance ,compact single PCB, portable,lightweight,power saving.●Minimal spatter,excellent welding results.●Acidic and alkaline welding rods of various brands can be used for welding.●Suitable welding materials: carbon steel, stainless steel, low alloy steel.标准配件:2 个DKJ10-25快速插头Standard accessories:2 pcs DKJ10-25 cable connectorP2固邦逆变直流手工电弧焊机(IGBT)INVERTER DC MMA WELDER(IGBT)ZX7(ARC)315C/400CL/400C(G11)/400B性能特点:●采用最先进的固邦逆变电源技术及进口IGBT,电源变换采用非晶主变,整机工作稳定;●工作频率高、体积小﹑重量轻;●超强的电网补偿能力和新颖的防撞设计,使整机工作更加稳定可靠;●具有较全的保护功能:如:过压﹑过流、缺相、欠压、防电网电压波动、防开机过冲等保护功能;●焊接电缆可延长至50米,∮5.0焊条可长时间工作,负载持续率极高;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●可使用各种牌号酸,碱性(J506/507)焊条进行焊接;●可焊材料:碳钢、不锈钢、铸铁、普通低合金钢;Features:●Adopting most advanced inverter technology and importing IGBT, nanometer crystaltransformer, stable and reliable.●Super voltage compensation makes constant welding current even if tough power net.●Continuous welding for ∮5.0mm rod even if welding cable reach to 50 meter,80% dutycycle.●High accuracy of over voltage,over current, lack phase and over loading protection.●Acidic and alkaline welding rods of various brands can be used for welding.●Suitable welding materials: carbon steel, stainless steel, low alloy steel.标准配件:2 个DKJ35-50快速插头Standard accessories:2 pcs DKJ35-50 cable connectorP3固邦逆变直流手工电弧焊机(V-MOS)INVERTER DC MMA WELDER(V-MOS)ZX7(ARC)200TII/250TII/250T/300T性能特点●具有电压波动自动补偿能力,抗电网波动强,焊接电流稳定;●具有过压过流过热自动保护功能;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●通过脉宽调制技术(PWM)输出大功率直流源,性能稳定,体积小,重量轻,高效节能,比传统焊机效率提高30%以上;●可使用各种牌号酸,碱性焊条进行焊接;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●100KHz frequency inverter technology.●High accuracy with over voltage, over current and over heat automatic protection function.●Good arc force compensation, easy arc-striking ,less spark,perfect welding result.●Compact size, light weight, high efficiency and power saving.●Suitable for all kinds of acid and alkaline welding rod.●Suitable welding materials: carbon steel, stainless steel, low alloy steel.标准配件:ZX7(ARC)200TII/250TII: 2 个DKJ10-25快速插头ZX7(ARC)250T: 2 个DKJ35-50快速插头Standard accessories:2 pcs DKJ10-25 cable connector for ZX7(ARC)200TII/250TII2 pcs DKJ35-50 cable connector for ZX7(ARC)250T技术参数ParametersP4固邦逆变直流手工电弧焊机(V-MOS)INVERTER DC MMA WELDER(V-MOS)ZX7(ARC)300T/315T性能特点:●具有电压波动自动补偿能力,抗电网波动强,焊接电流稳定;●具有过压过流过热自动保护功能;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●通过脉宽调制技术(PWM)输出大功率直流源,性能稳定,体积小,重量轻,高效节能;比传统焊机效率提高30%以上;●可使用各种牌号酸,碱性焊条进行焊接;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●100KHz frequency inverter technology.●High accuracy with over voltage, over current and over heat automatic protection function.●Good arc force compensation, easy arc-striking ,less spark,perfect welding result.●Compact size, light weight, high efficiency and power saving.●Suitable for all kinds of acid and alkaline welding rod.●Suitable welding materials: carbon steel, stainless steel, low alloy steel.标准配件:2 个DKJ35-50快速插头Standard accessories:2 pcs DKJ35-50 cable connectorP5固邦逆变直流手工电弧焊机(V-MOS)INVERTER DC MMA WELDER(V-MOS)ZX7(ARC)400TII/400T/500T性能特点:●具有电压波动自动补偿能力,抗电网波动强,焊接电流稳定;●具有过压过流过热自动保护功能;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●通过脉宽调制技术(PWM)输出大功率直流源,性能稳定,体积小,重量轻,高效节能,比传统焊机效率提高30%以上;●可使用各种牌号酸,碱性焊条进行焊接;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●100KHz frequency inverter technology●High accuracy with over voltage, over current and over heat automatic protection function ●Good arc force compensation, easy arc-striking ,less spark,perfect welding result●Compact size, light weight, high efficiency and power saving●Suitable for all kinds of acid and alkaline welding rod.●Suitable welding materials: carbon steel, stainless steel, low alloy steel.标准配件:ZX7(ARC)400TII: 2 个DKJ35-50快速插头ZX7(ARC)400T/500T: 2 个DKJ50-70快速插头Standard accessories:2 pcs DKJ35-50 cable connector for ZX7(ARC)400TII2 pcs DKJ50-70 cable connector for ZX7(ARC)400T/500TP6固邦逆变直流手工电弧焊机(IGBT)INVERTER DC MMA WELDER(IGBT)ZX7(ARC)400G/500G性能特点:●采用最先进的固邦逆变电源技术及进口IGBT,电流强劲,持续可焊5.0焊条;●三防(防水、防尘、防风蚀)风道设计,提高了焊机内电子元件工作的可靠性和负载持续率;●性能稳定,具有电压波动自动补偿功能;●在40摄氏度环境温度下工作,负载持续率仍可大于60%,能胜任野外作业;●具有推力补偿,热引弧电流可调,数显焊接电流,机控、遥控电流调节功能;●广泛应用于石油管道、化工、汽车、造船、锅炉、电建、核电、航天、军工、工业安装、桥梁建筑等行业的焊接及野外工作;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●Adopting the most advanced inverter technology and imported IGBT, strongcurrent,continuous weldable 5.0 rod.●Tri-proof cooling system (waterproof, dustproof, anti-corrosion), improving the reliability ofelectronic components and duty cycle greatly.●Stable performance with voltage fluctuation automatic compensation function.●Duty cycle is more than 60% even at 40 degree ambient temperature, very suitable for fieldwork.●Arc force current, hot start arc current adjustable,digital display, remote control.●Widely used for oil pipeline, chemical industry, automobile, shipbuilding, boiler, electricityconstruction, nuclear power, aerospace, military industry, industrial installation, bridge architecture industries and field work.标准配件:2 个DKJ50-70快速插头Standard accessories:2 pcs DKJ50-70 cable connectorP7固邦逆变直流手工电弧焊机(IGBT模块)INVERTER DC MMA WELDER(IGBT MODULE)ZX7(ARC)400H/500H/630H性能特点:●主电路采用进口IGBT双模块,电源变换采用非晶磁环,使整机工作更加可靠;●工作频率高、体积小﹑重量轻;●具有较全的保护功能:如:过压﹑过流、缺相、欠压、防电网电压波动、防开机过冲等保护功能;●焊接电缆可延长至50米,∮5.0焊条可长时间工作;●适合碳弧气刨、钢筋对焊,适合发电机供电;●可使用各种牌号酸,碱性焊条进行焊接;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●Adopting a couple of importing IGBT module, nanometer crystal transformer, stable andreliable●Super voltage compensation makes constant welding current even if tough power net.●Continuous welding for ∮5.0mm rod even if welding cable reach to 50 meter,80% dutycycle.●Good performance on carbon arc gouging and basic electrode welding.●High accuracy of over voltage, over current, lack phase and over loading protection,anti-fluctuation of power voltage.●Suitable welding materials: carbon steel, stainless steel, low alloy steel.标准配件:2 个500A 线耳Standard accessories:2 pcs 500A lugP8固邦逆变直流手工电弧焊机(IGBT模块)INVERTER DC MMA WELDER(IGBT MODULE)ZX7(ARC)400I/500I/630I性能特点:●采用最先进的IGBT模块固邦逆变技术,固邦逆变频率可达20KHz,动态响应速度更快;主变铁芯采用纳米微晶材料,散热好,损耗低,性能显著优于传统铁氧体铁芯;出力强劲,50MM规格电缆线可加长到100米,5.0mm焊条常时间焊接●适合碳弧气刨、钢筋对焊,适合发电机供电;热引弧电流可调,解决不同焊条热引弧电流不同的问题,能焊接酸性和碱性焊条;●数显焊接电流,显示效果直观,机控、遥控电流调节,调控方便;●在40摄氏度环境温度下工作,负载持续率仍可大于60%,能胜任野外作业; Features:●Importing IGBT module inverter technology, high IGBT switching frequency as 20KHz,rapiddynamic response,optimized welding performance.●Inside advanced tri-proof cooling system design,dust-proof,moisture-proof and eroding-proof.90% dutyc cycle at 45 degree,to weld ¢5.0mm rod continuously even if spread 100meter cable.●Hot start and arc force adjustment are available.So it is very good for arc striking andanti-sticking.And also VRD function is selected.●Tranformer is nanometer material,can work under very high temperature.●Rugged metal sheet housing, ideal for outdoor welding, real heavy industrial products.●Excellent power source for carbon arc gouging, good performance for cellulosic rod welding. 标准配件:ZX7(ARC)400I/500I: 2 个DKJ70-95快速插头ZX7(ARC)630I: 600A线耳二个Standard accessories:2 pcs DKJ70-95 cable connector for ZX7(ARC)400I/500I2 pcs 600A Lug for ZX7(ARC)630IP9固邦逆变直流手工焊两用电源(V-MOS 220/380V)INVERTER DC MMA WELDER(V-MOS 220/380V)ZX7(ARC)250DT/315D性能特点:●采用最先进的固邦逆变电源技术及进口MOS管,工作频率高达100KHz,体积小﹑重量轻;●超强的电网补偿能力,使整机工作更加稳定可靠;●具有过压﹑过流、过热保护功能;●具有AC220V\AC380V两种工作电压,无需手动转换,电源自动切换,工作电压更宽;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●Adopting most advanced inverter technology and importing MOSFET, inverter frequencyhigh as 100KHz,small volume,light weight.●Automatic switchover between AC220V and AC380V,wider working voltage range.●High accuracy of over voltage,over current and over loading protection function.●Excellent arc force and dynamic characteristic, less spark, perfect welding results.标准配件:2 个DKJ35-50快速插头Standard accessories:2 pcs DKJ35-50 cable connectorP10固邦逆变直流手工焊两用电源(V-MOS 220/380V)INVERTER DC MMA WELDER(V-MOS 220/380V)ZX7(ARC)250D(G09)/250D(G06)性能特点:●采用最先进的固邦逆变电源技术及进口MOS管,工作频率高达100KHz,体积小﹑重量轻;●超强的电网补偿能力,使整机工作更加稳定可靠;●具有过压﹑过流、过热保护功能;●具有AC220V\AC380V两种工作电压,无需手动转换,电源自动切换,工作电压更宽;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●Adopting most advanced inverter technology and importing MOSFET, inverter frequencyhigh as 100KHz,small volume,light weight.●Automatic switchover between AC220V and AC380V,wider working voltage range.●High accuracy of over voltage,over current and over loading protection function.●Excellent arc force and dynamic characteristic, less spark, perfect welding results.标准配件:ZX7(ARC)250D(G09) :2 个DKJ10-25快速插头ZX7(ARC)250D(G06) :2 个DKJ35-50快速插头Standard accessories:2 pcs DKJ10-25 cable connector for ZX7(ARC)250D(G09)2 pcs DKJ35-50 cable connector for ZX7(ARC)250D(G06)技术参数Parameters:P11固邦逆变直流手工焊两用电源(V-MOS 220/380V)INVERTER DC MMA WELDER(V-MOS 220/380V)ZX7(ARC)315D(G05)/400D(G08)性能特点:●采用最先进的固邦逆变电源技术及进口MOS管,工作频率高达100KHz,体积小﹑重量轻;●超强的电网补偿能力,使整机工作更加稳定可靠;●具有过压﹑过流、过热保护功能;●具有AC220V\AC380V两种工作电压,无需手动转换,电源自动切换,工作电压更宽;●良好的推力补偿,动特性好,飞溅小,效率高,焊缝成型美观;●可焊材料:碳钢、不锈钢、普通低合金钢;Features:●Adopting most advanced inverter technology and importing MOSFET, inverter frequencyhigh as 100KHz,small volume,light weight.●Automatic switchover between AC220V and AC380V,wider working voltage range.●High accuracy of over voltage,over current and over loading protection function.●Excellent arc force and dynamic characteristic, less spark, perfect welding results.标准配件:2 个DKJ35-50快速插头Standard accessories:2 pcs DKJ35-50 cable connector技术参数Parameters:P12固邦逆变直流氩弧焊机(V-MOS)INVERTER DC TIG WELDER(V-MOS)WS(TIG)200S/250S性能特点:●采用先进的固邦逆变技术,工作频率高达100KHz,体积小、重量轻;●采用高频增压引弧及脉冲热引弧设计,起弧性能极佳,焊接电流充足,获得了用户的一致好评;●具有过压、过流保护功能;●独特的输出特性设计,更适合填丝焊接,焊缝美观;●工作电压范围宽,电网适应能力强,负载持续率高,更适合工厂连续工作;●工艺优良,可靠耐用,便于维护;●适应低碳钢,中碳钢及合金钢结构等所有黑色金属的焊接;Features:●Adopting advanced inverter technology,inverter frequency up to 100 KHz,small volume, lightweight.●Adopting high-frequency increasing voltage arc striking technology, easy arc striking , wellrecognition with users.●High accuracy with over voltage and over-current protection.●Unique output characteristics design,suitable for wire filling welding, perfect welding results.●Wide working voltage range,high duty cycle, more suitable for factory work continuously.●Excellent welding technics, reliable, durable and easy to maintain.标准配件:QQ-85-150A 一体枪成套地线钳(16mm2 300A 2.5米DKJ10-25快插)Standard accessories:QQ-85-150A integrated TIG torch1 set of 300A earthing clamp+2.5m 16mm2 cableP13固邦逆变直流氩弧焊机(V-MOS)INVERTER DC TIG WELDER(V-MOS)WS(TIG)200S(G13)/200A(G19)性能特点:●采用最先进的固邦逆变电源技术及进口MOS管,工作频率高达100KHz,体积小﹑重量轻;●超强的电网补偿能力,使整机工作更加稳定可靠;●具有过压﹑过流、过热保护功能;●全新金属斜面板外壳,人性化设计.●适应低碳钢,中碳钢及合金钢结构等所有黑色金属的焊接;Features:●Adopting most advanced inverter technology and importing MOSFET, inverter frequencyhigh as 100KHz,small volume,light weight.●Super voltage compensation makes constant welding current even if tough power net.●Built-in over voltage, over current and over loading protection.●Brand-new and beautiful housing design.●Applicable to welding of all black metals such as low carbon steel, mild carbon steel, andalloy steel structure.标准配件:WS(TIG)200S(G13):QQ-85-150A 一体枪,成套地线钳(16mm2 300A 2.5米DKJ10-25快插)WS(TIG)200A(G19):QQ-85-150A 一体枪, 1 个DKJ10-25快速插头,成套地线钳(16mm2 300A 2.5米DKJ10-25快插)Standard Accessories:WS(TIG)200S(G13): QQ-85-150A integrated TIG torch, 1 set of 300A earthing clamp+2.5m 16mm2 cableWS(TIG)200A(G19): QQ-85-150A integrated TIG torch,1 piece of DKJ10-25 cable connector,1 set of 300A earthing clamp+2.5m 16mm2 cable技术参数Parameters:P14固邦逆变直流氩弧焊机(V-MOS)INVERTER DC TIG WELDER(V-MOS)WS(TIG)200A/250A/300A/400A性能特点:●采用先进的固邦逆变技术,工作频率高达100KHz,体积小、重量轻;●采用高频增压引弧及脉冲热引弧设计,起弧性能极佳,焊接电流充足,获得了用户的一致好评;●具有过压、过流、过热保护功能;●独特的输出特性设计,更适合填丝焊接,焊缝美观;●工作电压范围宽,电网适应能力强,负载持续率高,更适合工厂连续工作;●工艺优良,可靠耐用,便于维护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PT 1/2
出水管接头
英寸
PT 3/4
05
气体管路系统
1
压缩空气压力
06
下电极臂高度调节装置
1
作业高度
mm
850
作业高度调节范围
mm
±50
07
焊接电脑控制器
1
朝兴公司制造
Model
Welcom -Ⅱ
08
其他
1
初次侧断路器
付着
NFB付着(各1个)
1
脚踏开关
付着
1个
备注
设备颜色:买方指定颜色(Munse11 No.6.7 GY 7.1/5.7)
A
26,000
额定容量时负载持续率
%
50
最大电流时负载持续率
%
4.7
电流调节方法
-
用可控硅位相控制
03
电极臂及电极夹
1
电极深度
mm
500
电极间距
mm
200
电极夹直径
mm
32
电极夹长度
mm
200(上)/230(下)
电极夹锥度
-
1/10
04
冷却水管路
1
冷却水压
Kg/cm2
1.5
冷却水流量
L/min
8
进水管接头
技术参数表
设备名称
交流点焊机,100 kVA
序
主要组件
数量
区分
单位
技术参数
01
焊接加压装置
1
最大加压力
Kgf
1000
气缸行程(两个行程)
mm
20/60
汽缸结构
-
双活塞三气室
02
焊接主变压器
1
额定容量
kVA
100
额定初级输入
kVA
100
最大初级输入
kVA
286
输入电压
V
单相,380V
额定频率
Hz
50
最大次级短路电流