CM602定期保养报表
摩托车日常保养记录表模板
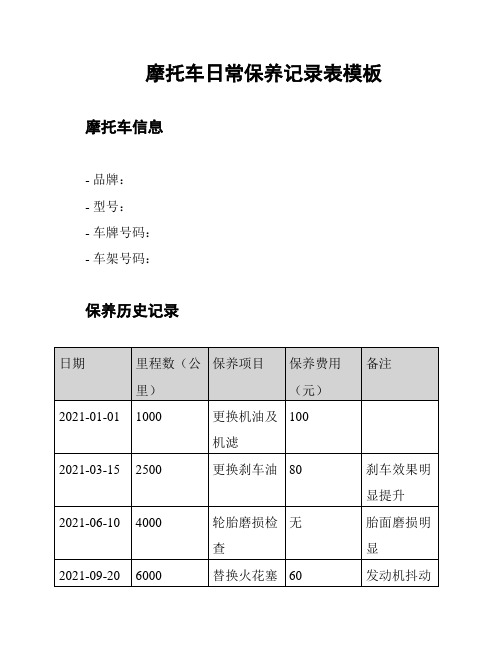
摩托车日常保养记录表模板摩托车信息
- 品牌:
- 型号:
- 车牌号码:
- 车架号码:
保养历史记录
下次保养计划
- 里程数达到8000公里时进行下次保养。
- 下次保养项目:更换空气滤清器和燃油滤清器、检查电瓶状态。
- 预计保养费用:200元。
以上是摩托车的日常保养记录表模板,你可以根据实际情况填
写并保留好保养历史记录。
这样可以及时掌握摩托车的保养情况,
保证其正常运行和延长使用寿命。
记得按照保养计划进行定期保养,以确保摩托车的安全与可靠性。
其他设备定期保养实施与检查记录表

轮胎式装载机定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多混凝土搅拌运输车定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多智能压浆台车定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多发电机组定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多斜面式钢筋弯曲中心定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多立式钢筋弯曲中心定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多数控钢筋剪切线定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多数控钢筋弯箍机定期保养实施与检查记录表耗物料的多少和价格在备注栏注明。
预应力自动张拉系统定期保养实施与检查记录表耗物料的多少和价格在备注栏注明。
燃油锅炉定期保养实施与检查记录表注:保养符合要求的在□内打“√”;不符合的打“×”,未保养的打“/”,保养过程中的消耗物料的多少和价格在备注栏注明。
CM602-L规格说明
Ver. 2008.1215规格说明书【电子元件实装系统】高速模块式贴装机机种名:CM602-L型号: NM-EJM8A松下生产科技株式会社有关本规格说明书的注意事项请注意以下各项内容。
1. 禁止任意复制或转载本资料的部分或者全部内容。
2. 由于机器和软件的改善,资料可能会在没有通知的情况下进行更改,请周知。
3. 如对本资料有不明之处,请与本公司联系。
4. 在使用时,请详细了解本设备及软件的规格和限制后再进行。
由于错误操作所导致的损害,本公司概不承担任何责任。
5. 本资料所记载的产品(或技术)如果符合外汇或国际贸易法所规定的限制货物(或限制技术),从日本出口(或提供技术)时,需按照本条例获得出口许可(或劳务交易许可)。
6. 本资料所记载的产品,有时会受美国政府再出口条例的限制。
将本设备输往日本国外时,有时会需要美国政府的出口许可,请事先获得出口许可。
7. 机械指令以及EMC指令的适合模型以外的产品,禁止带入EU和销售。
8. 本规格说明书所记载的技术情报,是为了说明产品的主要动作和应用的资料,并不是在使用时对本公司以及第三者的知识产权以及其他权利的保证,或者实施权的承诺。
并且,根据客户的要求以及信息,本公司所开发出的产品专利等工业所有权、著作权以及涉及到其他无形产权等,归本公司保留。
9. Microsoft、Windows是美国微软公司在美国以及其他国家的注册商标。
其他的公司名称以及产品名称是各公司的商标或注册商标。
10. 因操作员的操作错误(输入存储器时的错误等)引起的不良生产、成本浪费等,作为本系统的提供厂家,本公司一概不负任何责任,请周知。
11. 当转卖或移动本设备时,请务必与本公司或者销售公司、代理店联系。
12. 本资料是2008年12月15日记载内容。
修 订 履 历本技术资料的记载内容,为最下列表格所注明的修订日期的内容。
修订日期版本相应页数修订内容2006.05.15Ver. 2006.0515̶ 初版2006.07.07Ver. 2006.0707P. 55 贴装头台(4 贴装头用)的删除2006.10.10Ver. 2006.1010P. 1, 8贴装速度(高速贴装头)的变更P. 5, 7, 9, 14, ・元件厚度传感器、基板弯曲传感器、3D 传感器的2006.12.10Ver. 2006.121021~30, 50, 53, 选购件件追加61, 64, 65・0402 元件记载追加・高速贴装头(8/12 吸嘴)用吸嘴的追加P. 8, 14~16, 45, ・智能料架检查装置和2007.04.01Ver. 2007.040160, 61, 66, 67, 调整治具的记载修正・印刷基板设计基准「贴装前基板状态」的修正70・运转中的峰值电流值的追加・在电源投入部追加记载 1 次电源电缆配线长度・203ZS 吸嘴(0402 用)、140S 吸嘴的追加P. 9, 14, 15, 23, ・追加记载 QFP 识别条件2007.05.30 Ver. 2007.0530 29, 33, 52, 67, ・变更元件厚度传感器的对象元件68 (0402 对应 )・追加记载编带料架・追加通用型转印装置的选购件2007.07.25Ver. 2007.0725P. 52, 68 膜厚计量规的追加2007.08.20Ver. 2007.0820P. 9, 15・高速贴装头(12 吸嘴)的对象元件的变更・追加记载超过 6 mm × 6 mm 元件的吸着限制・APC 系统对应的追加・切换为整体交换台车(小型) 2008.01.15Ver. 2008.0115̶ ・切换为通用贴装头(8 吸嘴)・连接器用吸嘴、芯片元件, QFP 用吸嘴的变更・删除各类型的吸嘴盒・名称变更为保管用吸嘴盒(选购件)・调整治具(通用贴装头(8 吸嘴用)用)用吸嘴追加P. 61, 68, 69, 71, ・基板支撑区块的注释追加2008.02.15 Ver. 2008.0215・智能料架检测装置规格:地区修正73, 74・3D 传感器, 元件厚度传感器的注释修正・Pana PRO/CVT 对应单元说明修正・有关基板支撑块追加注释2008.09.15Ver. 2008.0915 P. 21, 61, 70, 74 ・追加说明吸嘴更换器的互换性・Pana PRO/CVT 对应单元说明修正・多功能贴装头、搭载负荷控制记载追加 2008.12.15 Ver. 2008.1215 P.9, 34, 39, 40 ・元件厚度传感器的对象元件修正・智能杆式料架记载修正CM602-L 2008.1215目录1. 概要 (2)2. 特长 (2)3. 规格 (2)3.1 基本规格 (2)3.2 基本性能 (2)4. 机器构成 (2)4.1 贴装头构成 (2)4.2 贴装吸嘴种类和构成 (2)4.3 识别单元构成 (2)4.4 供给部的构成 (2)5. 其他标准规格 (2)5.1 程序功能 (2)5.2 三色信号塔 (2)6. 印刷基板设计基准 (2)6.1 印刷基板规格概要 (2)6.2 识别标记 (2)7. 标准主体构成 (2)8. 选购件 (2)9. 涂饰颜色 (2)10. 安全装置 (2)11. 电源・空气投入部 (2)11.1 电源投入部 (2)11.2 空气投入部 (2)12. 尺寸图 (2)CM602-L2008.1215 1. 概要■高生产率新型贴装头和新型线性照相机的搭载和线性电机的采用,以及高速多贴装头系统的开发,实现了高速搭。
CM602贴片机贴装0201元件
1.机器方面:定期打CPK,不要用反视选用透视.
2.Feeder方面:定期保养和示教,确保精度和稳定度.
3.Nozzle方面:至少每班交接时要清洗一次.同时要检查真空和气压.
3.静电方面:越小的物料静电要求越高,要定期对Feeder压盖进度静电消除(静电祛除仪).
4.物料方面:料带的受潮、粘度、料槽宽/窄度都有关的.
1、用高精度料架(也就是0201料架);
2、吸嘴可以使用225CS的吸嘴试试看;
3、将元件的REF改成117、118识别;这样元件不会同量吸著;
4、如果一台机器都是生产0201元件,可以在参数内设定机台吸著中心偏移检出值;。
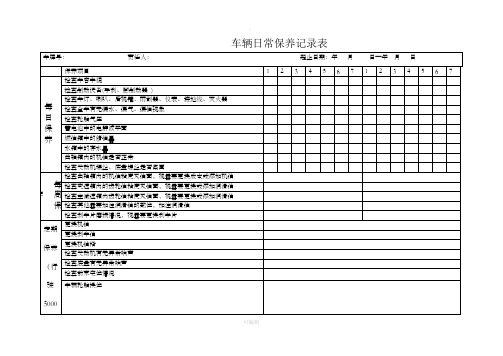
车辆日常保养记录表
检查发动机螺丝、底盘螺丝是否紧固
每周保养
检查曲轴箱内的机油粘度及油面,视需要更换成本或添加机油
检查变速箱内的齿轮油粘度及油面,视需要更换或添加润滑油
检查主减速箱内齿轮油粘度及油面,视需要更换或添加润滑油
检查其他需要加注润滑油的部位,加注润滑油
检查刹车片磨损情况,视需要更换刹车片
车辆日常保养记录表
车牌号: 责任人: 起止日期:年 月 日—年 月 日
保养项目
1
2
3
4
5
6Байду номын сангаас
7
1
2
3
4
5
6
7
每日保养
检查车容车貌
捡查制动设备(手刹、脚制动器 )
检查车灯、喇叭、后视镜、雨刮器、仪表、接地线、灭火器
检查全车有无漏水、漏气、漏油现象
检查轮胎气压
蓄电池中的电解液平面
燃油箱中的储油量
水箱中的存水量
定期保养(行驶5000公里以上的
更换机油
更换刹车油
更换机油格
检查发动机有无异常响声
检查底盘有无异常响声
检查前束定位情况
车辆轮胎换位
定期保养检查单
项目 1 检查车内/外灯光
2 检查前后雨刮器状况
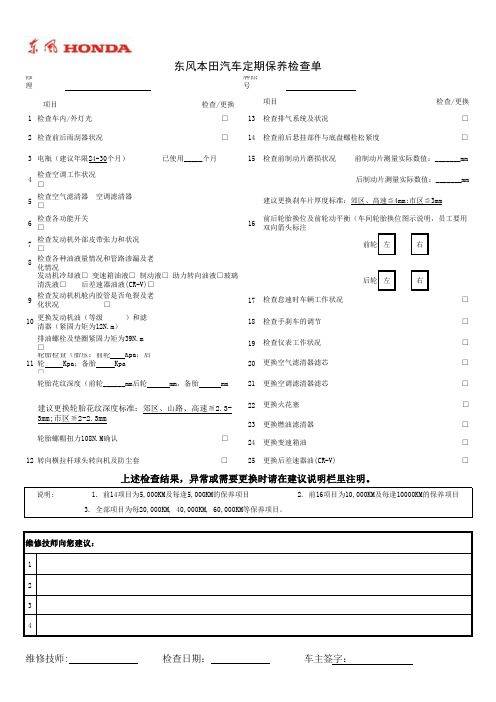
东风本田汽车定期保养检查单
牌照 号
检查/更换 □
项目 13 检查排气系统及状况
□
14 检查前后悬挂部件与底盘螺栓松紧度
检查/更换 □ □
3 电瓶(建议年限24-30个月)
已使用_____个月
15 检查前制动片磨损状况
前制动片测量实际数值:_______mm
4
检查空调工作状况 □
5
检查空气滤清器 □
空调滤清器
6
检查各功能开关 □
7
检查发动机外部皮带张力和状况 □
8
检查各种油液量情况和管路渗漏及老 化情况
发动机冷却液□ 变速箱油液□ 制动液□ 助力转向油液□玻璃
清洗液□ 后差速器油液(CR-V)□
9
检查发动机机舱内胶管是否龟裂及老
化状况
□
10
更换发动机油(等级 清器(紧固力矩为12N.m)
前轮 左
右
后轮 左
右
17 检查怠速时车辆工作状况
□
18 检查手刹车的调节
□
19 检查仪表工作状况
□
20 更换空气滤清器滤芯
□
21 更换空调滤清器滤芯
□
建议更换轮胎花纹深度标准:郊区、山路、高速≦2.3- 22 更换火花塞
□
3mm;市区≦2-2.3mm
23 更换燃油滤清器
□
轮胎螺帽扭力108N.M确认
维修技师向您建议: 1 2 3 4
维修技师:
检查日期:
车主签字:
□
24 更换变速箱油
□
12 转向横拉杆球头转向机及防尘套
□
25 更换后差速器油(CR-V)
602保养

2. 將Mount position offset清零如图
3. 將130s型号的吸嘴裝在所选的兩个HEAD上,將0402型号的电阻 部品裝在Feeder NO.5 L上并对该部品进行Pickup position learning(图一) and chip recognition(图二)兩項的校正以保证精确度
1
2 3 4
做这项校正要用到的治具如下图: 执行校正时将治具吸嘴装到Nozzle Changer station 11和 49上注意治具的方向,放反了station关不上会报警(如图).
永旺顾问公司/ 林佳明制
7. Cp/cpk CP:制程精密度 CPK:制程能力指数
CpK等級的參考標準 :
等級 A+ A B C D Cpk值 ≧1.67 1.33 ≦ Cpk < 1.67 1.00 ≦ Cpk < 1.33 0.67 ≦ Cpk < 1.00 Cpk < 0.67 处理原則 无缺点考虑降低成本 狀态良好维持現狀 改进为 A 級 制程不良较多,必須提升其能力 制程能力太差,应考虑重新整改设计制程
1.选择需要进行校正的Table,点击“GANG” 选择全体Head Teach. 2.点击“ Return to origin”后 贴片机将回 复原点. 3.点击“Jig setting”后准备Teach. 4.点击“Height org tch”后8个Nozzle 都 会已Fix mark 接触进行Teach. 5.点击“Jig remove”后移除Nozzle, Teach结束.
7.查看測試結果,CP/CPK一栏X、Y值背景為黃色的 即为NG ,根据修正的方法记录NG时X和Y的 AVE值,然后对Mount position offset值进行修 改,保存修改的数据后再执行一次precision AVE值符号的修正方法如下: AF(BF): X加,Y减 AR(BR): X减,Y加
(完整版)数控车床保养点检记录表

五、若节假日休假时则空白不填.
空白不填.
核准: 审核:
日
7
有防锈措施,油表显示正常
周
责任人
备注
说明:一、保养频率:1.日(每天保养); 2.周(七天保养); 3.月(每个月保养).
二、若保养时正常则打“√”,若有异常时打“×”,在备注栏注明异常现象并及时处理.
三、保养单位主管将不定期进行查核,责任人以代号记录:AB在A、B处写上责任人署名:责任人栏内以A、B为记号.
车床保养记录表
设备名称:机台号:年月
No
保养项目
频率
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
机身清洁,操作面无残留物、水渍
日
2
配套设施齐全无损
月
3
操作机构灵活可靠Biblioteka 日4安全防护齐全可靠,地面清洁
日
5
各主要技术性能满足生产工艺要求
日
6
机床各轴零点准确
CM602-L贴片机初级培训试题
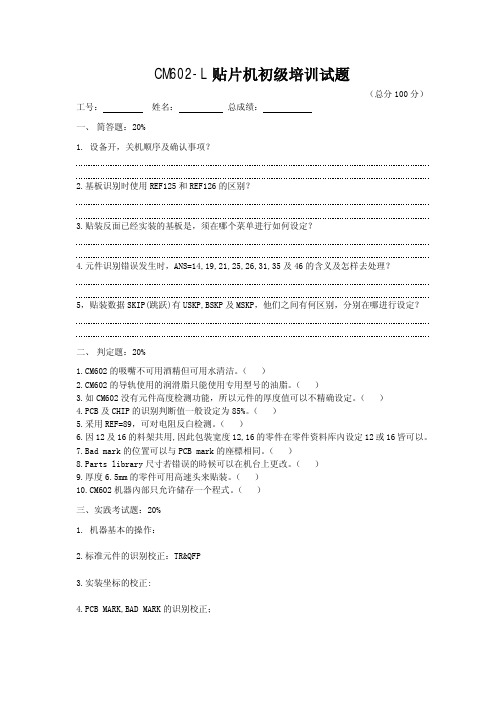
CM602-L贴片机初级培训试题(总分100分)工号:姓名:总成绩:一、简答题:20%1. 设备开,关机顺序及确认事项?2.基板识别时使用REF125和REF126的区别?3.贴装反面已经实装的基板是,须在哪个菜单进行如何设定?4.元件识别错误发生时,ANS=14,19,21,25,26,31,35及46的含义及怎样去处理?5,贴装数据SKIP(跳跃)有USKP,BSKP及MSKP,他们之间有何区别,分别在哪进行设定?二、判定题:20%1.CM602的吸嘴不可用酒精但可用水清洁。
()2.CM602的导轨使用的润滑脂只能使用专用型号的油脂。
()3.如CM602没有元件高度检测功能,所以元件的厚度值可以不精确设定。
()4.PCB及CHIP的识别判断值一般设定为85%。
()5.采用REF=89,可对电阻反白检测。
()6.因12及16的料架共用,因此包裝宽度12,16的零件在零件资料库內设定12或16皆可以。
7.Bad mark的位置可以与PCB mark的座標相同。
()8.Parts library尺寸若错误的時候可以在机台上更改。
()9.厚度6.5mm的零件可用高速头来贴装。
()10.CM602机器內部只允许储存一个程式。
()三、实践考试题:20%1. 机器基本的操作:2.标准元件的识别校正:TR&QFP3.实装坐标的校正:4.PCB MARK,BAD MARK的识别校正;四、问答题:30%1.简单叙述周保养和月保养的内容,以及注意事项?2.请写出零件贴装不良时应检查的事项?五、请下述回答CM602(A2 TYPE)规格及性能?10%基板范围:部品范围:机器(理想)最快速度:最多可放置多少站部品:。
CM602,,DT401工程师保养手册2..ppt [修复的]
![CM602,,DT401工程师保养手册2..ppt [修复的]](https://img.taocdn.com/s3/m/a4bcf01a59eef8c75fbfb3e3.png)
SMT工程師手冊(2)
3. 齒輪箱油更換步油輪箱內的原油徹底排出.
2.排放四個小時後,原油排出,關閉閥門.打開油
4.2 凸輪保養步驟
5.外部清潔
保養完後,將機台外殼安裝ok,然後用 布擦去表面污漬,灰塵,保持機台乾淨.
6. 檢查,確認
1. 由現場工程師/工務工程師共同檢查各 處螺絲/閥門/安全蓋等是否到位 2. 檢查機臺內部是否有異物. 3. 檢查機器是否在安全開啟狀態 4. 檢查完畢后由現場工程師操作機臺,是 否能作好每步單步工作 5. 機臺保養后必須作初件,初件由品保 人員確認OK后方能量產
箱定端蓋子,將專用油注入.直到油箱的聯通 器的指示浮標到2/3的位置處.
3. 更換齒輪箱油
3.1 吸嘴零部件保養
4.1 軌道保養---絲桿
用干淨的布塊將軌道上的原始油污擦除乾淨,再
用裝滿白油的油槍往滑動軸承上的注油口注油,使滑 動軸承內的髒油逼 出,再用干淨的布塊將髒油擦除乾
淨.
4.1 軌道保養---絲桿
The end !
车辆日常保养记录表实用文档

车辆日常保养记录表
桥式起重机日常检查保养记录
注:检查后没问题的打钩“√”,发现问题的“×”,对问题及整改情况在作业记录中记录清楚,问题未整改的不允许继续作业。
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
设备日常保养记录表
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A。
自动切边机保养记录表
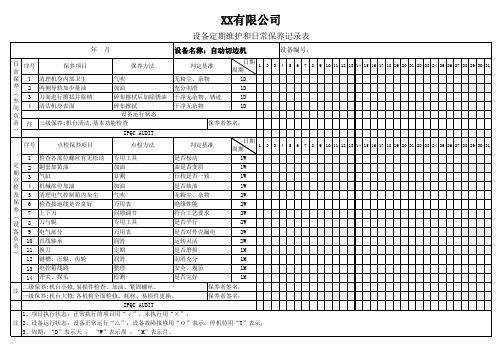
3、周期:“D”表示天 ; “W”表示周 ;“M”表示月。
养 ︵
7
上下刀
设 8 刀与辊
备 9 电气部分
负 10 直线轴承
责 ︶
11
换刀
12 键槽、压辊、齿轮
专用工具 加油 目测 加油 气吹 万用表 间隙调节 专用工具 万用表 润滑 定期 润滑
是否松动
1W
油是否变质
1W
行程是否一致
1W
是否缺油
1W
无粉尘、杂物
2W
绝缘性能
2W
符合工艺要求
2W
是否平行
2W
是否对外壳漏电
2W
运转灵活
2W
是否磨损
1M
润滑充分
1M
13 电控箱线路
整理
安全、规范
1M
14 开关、探头
检测
是否完好
1M
二级保养:机台小修,易损件检查、加油、紧固螺丝。 注
一级保养:机台大修,各机构全面检修、耗材、易损件更换。
保养者签名: 保养者签名:
IPQC AUDIT
1、项目执行状态:正常执行的项目用“√”,未执行用“×”; 注 2、设备运行状态:设备正常运行“△”;设备故障报修用“O”表示;停机待用“T”表示;
XX有限公司
设备定期维护和日常保养记录表
年月
设备名称:自动切边机
ห้องสมุดไป่ตู้
设备编号:
日 序号 常
保养项目
保养方法
保 1 清理机身内部卫生
气吹
养 2 两侧导轨加少量油
︵ 车
3
刀面进行擦拭并除锈
间 4 清洁机身表面
负
加油 碎布擦拭后加除锈油 碎布擦拭
压角机保养记录表

设备定期维护和日常保养记录表
年月
设备名称:压角机
设备编号:
序号
保养项目
日 1 清洁设备表面
常 保
2 清洁工作台面
养 3 清洁包电芯胶纸轮
( 4 清洁胶带切刀
车 间
5 清洁胶带夹爪
负 6 检查开关及指示灯
责7 )
保养方法
碎布擦拭 碎布擦拭 碎布擦拭 碎布擦拭 碎布擦拭 目测
判定基准
干净无杂物 干净无杂物 光洁无杂物 干净无黏胶 干净无黏胶 无松动、功能正常
设备运行状态
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
周期 1Dபைடு நூலகம்1D 1D 1D 1D 1D
注 三级保养:机台清洁,基本功能检查
保养者签名:
序号
点检保养项目
定
期 1 检查气管及接头
1W
保 4 检查推胶滚轮
目测、手感
有无磨损
1W
养 (
5 检查连线及触点
目测及万用表
接触良好无松动
1M
机 6 传动部件润滑
导轨、轴承注油
传动平稳、无异音
1M
电 7 更换推胶滚轮
手检
无磨损,辊面良好
1M
负
责
二级保养:机台小修,易损件检查、加油、紧固螺丝。 注
)
一级保养:机台大修,各机构全面检修、耗材、易损件更换。
点检方法 手感、耳听
判定基准 无松动漏气
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
空压机保养记录表样本
空压机保养记录表样本在工业生产中,空压机是一种重要的设备,为了确保其长期稳定运行,定期的保养是必不可少的。
下面为您提供一份较为全面的空压机保养记录表样本,希望能对您有所帮助。
一、基本信息设备编号:________设备型号:________安装地点:________使用部门:________二、保养周期1、每日保养2、每周保养3、每月保养4、每季度保养5、每半年保养6、每年保养三、每日保养项目及记录1、检查油位记录油位是否在正常范围内。
如油位过低,及时添加润滑油。
2、检查压力查看压力表,记录排气压力和进气压力。
确保压力在正常工作范围内。
3、检查温度测量主机温度、油温等。
记录温度数值,防止温度过高。
4、检查有无泄漏检查管道、阀门、接头等部位有无气体泄漏。
如有泄漏,及时修复。
5、清洁设备擦拭设备表面的灰尘和油污。
四、每周保养项目及记录1、检查安全阀测试安全阀是否正常工作。
记录测试结果。
2、检查皮带张力调整皮带的松紧度,确保其正常运转。
记录皮带的张力情况。
3、检查过滤器清洁空气过滤器。
如过滤器堵塞严重,及时更换。
4、检查电气连接检查电气线路的连接是否松动。
紧固松动的连接点。
五、每月保养项目及记录1、检查冷却系统清洁冷却器,确保散热良好。
检查冷却液的液位和质量,必要时更换。
2、检查排气阀检查排气阀的工作情况,是否有异常声音或泄漏。
3、检查润滑油质量取样检测润滑油的质量,如变质及时更换。
4、检查传感器校准压力传感器和温度传感器。
六、每季度保养项目及记录1、清理散热器使用压缩空气或水冲洗散热器,去除污垢。
2、检查电机检查电机的绝缘性能。
清洁电机的风扇和通风口。
3、检查传动部件检查齿轮、轴承等传动部件的磨损情况。
4、检查控制面板检查控制面板的各项功能是否正常。
七、每半年保养项目及记录1、更换润滑油彻底更换空压机内的润滑油。
2、更换空气过滤器芯安装新的空气过滤器芯。
3、检查管道系统检查管道的固定情况,有无振动和磨损。
气压计、气阀定期检查、维护保养记录表
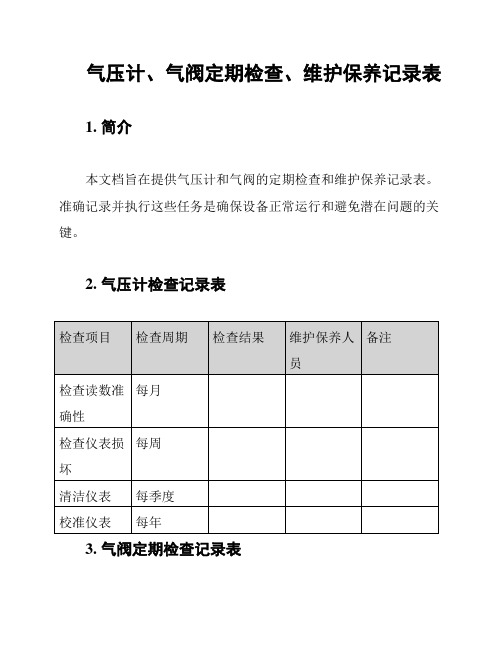
气压计、气阀定期检查、维护保养记录表
1. 简介
本文档旨在提供气压计和气阀的定期检查和维护保养记录表。
准确记录并执行这些任务是确保设备正常运行和避免潜在问题的关键。
2. 气压计检查记录表
3. 气阀定期检查记录表
注意事项:
- 检查结果应填写“正常”、“异常”或相应描述。
- 维护保养人员栏应填写执行检查和维护的责任人。
- 备注栏可用于记录其他细节,例如发现的问题或维修情况。
4. 结论
定期检查和维护保养对于气压计和气阀的正常运行至关重要。
以上记录表可以帮助维护人员准确记录检查结果并按时执行维护任务,以确保设备的稳定性和可靠性。
请严格按照检查周期进行维护,并及时处理检查过程中发现的异常情况,以维护设备的正常工作。
车床组设备定期保养检查表
※
16 机械手导轨清洁润滑
17 机械手自动加油系统
18 机械手润滑油液位
19 机械手各连接件紧固
※
11 配电柜及电器
清扫或清除
机能检查
检查
必要时调整或通知维修服
检查后必要时更换
给油
注:机床其余配置部件的保养按各部件说明书
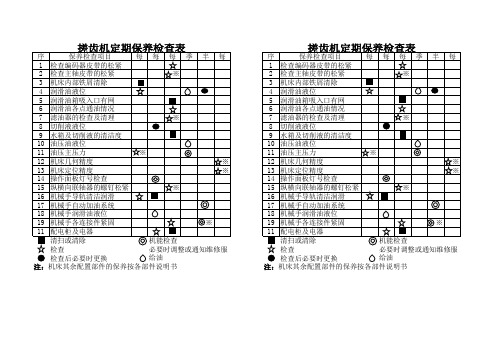
搓齿机定期保养检查表
序
保养检查项目
每每每季半每
1 检查编码器皮带的松紧
2 检查主轴皮带的松紧
※
3 机床内部铁屑清除
4 润滑油液位
5 润滑油箱吸入口有网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
9 水箱及切削液的清洁度
10 油压油液位
11 油压主压力
※
12 机床几何精度
※
13 机床定位精度
※
14 操作面板灯号检查
15 纵横向联轴器的螺钉松紧
※
16 机械手导轨清洁润滑
17 机械手自动加油系统
18 机械手润滑油液位
19 机械手各连接件紧固
※
11 配电柜及电器
清扫或清除
机能检查
检查
Hale Waihona Puke 必要时调整或通知维修服检查后必要时更换
给油
注:机床其余配置部件的保养按各部件说明书
搓齿机定期保养检查表
序
保养检查项目
每每每季半每
1 检查编码器皮带的松紧
2 检查主轴皮带的松紧
※
3 机床内部铁屑清除
4 润滑油液位
5 润滑油箱吸入口有网
6 润滑油各点通油情况
7 滤油器的检查及清理
※
8 切削液液位
二保焊机保养表

二保焊机保养表二保焊机保养表是用于记录和跟踪焊机保养工作的重要工具。
它描述了二保焊机保养的目的和重要性,并提供了指导和注意事项,以确保焊机的正常运行和延长其使用寿命。
焊机保养表的编制旨在帮助焊机操作人员正确进行常规的维护和保养工作。
通过按照规定的保养时间表进行维护,可以及时发现并解决焊机可能出现的问题,避免因忽视维护而导致的设备损坏或故障。
焊机是工业生产中常用的设备之一,其正常运行对于生产和产品质量具有重要影响。
焊机保养的目的是确保焊机的各项功能正常运行,提高焊接质量,减少生产中的故障和停机时间。
通过定期检查和保养焊机,可以及时发现并解决可能存在的问题,如电源电压异常、线路连接松动、冷却系统故障等。
保养工作还包括清洁焊机、更换磨损部件、润滑机械部件等,以保证焊机在使用过程中的安全性和可靠性。
焊机作为一种高温高压设备,如果长期不进行保养和维护,可能会导致设备故障、电气火灾等严重后果。
因此,焊机保养表的使用具有重要的实际意义。
保养表的使用可以帮助焊机操作人员建立焊机保养的记录和档案,及时了解焊机的使用状况,制定合理的维护计划。
通过维护工作,可以减少故障发生的概率,提高焊机的稳定性和可靠性,降低生产风险和安全隐患。
在使用焊机保养表时,需要注意以下几点:按照保养表上的时间表进行维护工作。
使用正确的工具和方法进行保养,遵守操作规范。
在进行保养前,确保焊机已经断电并处于停止工作状态。
注意安全防护措施,避免因保养操作而造成伤害。
记录保养的详细内容,包括日期、保养项目、保养人员等信息。
通过遵守焊机保养表的要求和注意事项,可以有效保证焊机设备的安全可靠运行,提高生产效率,减少故障风险。
以下是二保焊机保养表中的主要保养要点和步骤:清洁焊机外壳和内部零件,确保无灰尘和污垢堆积。
检查焊机电源线和插头是否损坏,如损坏应及时更换。
检查电气元件和连接线是否松动或受损,如发现问题应修复或更换。
定期清理焊机电源风扇和散热片,确保散热效果良好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CM602定期保养报表 CM602定期保养报表 602 运转时间 开始时间 结束时间
机 器 号 原 贴装率 现 序号 设备保养点检项目
.ZC设备-03 课长 南京夏普 名 称 工 作 规 范 第 二 生 产 部 设 备 技 术 课 保养时间 年 年 月 月 日 日 时 时 时 分 分 分 结果 1.1:X轴线性轴承注油 1 X Y装置 1.2:Y轴线性轴承注油 2.1:宽度调整滚珠丝杠注油 2.2:宽度调整线性轴注油 2 基板传送带 2.3:基板搬送皮带检查 2.4:基板检测传感器清扫 3 4 5 6 基板支座 切割装置 主体 盖 6.2:安全盖检查 7.1:吸嘴锥形面清扫 7.2::吸嘴内部清扫 7.5:夹具爪压紧用弹簧清扫注油 7.6:夹具爪注油 7.7:吸嘴反射板接触面清扫 8.1:真空系检查 8.2:θ轴皮带检查 8 移载吸头 8.3:Z轴滚珠丝杠注油 8.4:反射板清扫 更换备件记录 NO: 零件代码 零件名称 数量 备注 3.1:支撑装置上限止动器用减震器检查 4.1:切割装置注油 5.1:真空泵过滤器清扫 6.1:安全开关检查 系长 担当