现场品质问题分析与解决技巧(课程编号:WF02)课后测试
现场质量问题分析与解决

统计技术
质
结果管理
产品
检查系统
量
返修报废
保 证
要因管理
备注
可以运用反转法, 由找要因变换为找 对策方法
1.决定改善目标 2.明了改善的效果 3.掌握重点分析
能够以前几项为改 善的要点,可忽略 最后几项,即常说 的“前三项”原则
查 简易有效 检 表
1.日常管理用 3.
31
帮助每个人在最短 时间内完成必要之 数据收集
比较作用
层 别 法
相关易懂
散 布 图
趋势明朗
用户观念
6
标准化观念
经验往往是缺陷源,也可能转化成财富
缺陷源
投机取巧
非经实践和理论的论证, 与质量要求相违背。。。
与质量不发生矛盾
生产过程中 积累的经验
实践与理 论论证
制作规范
质量
财富 ¥
掌握并普遍使用
7
预防观念
波卡-约基方法(Poka-Yoke) 戏称傻瓜不出错,本意为“根源检查”
目的是:防止人为差错
因为质量就是符合要求,而不是好, 不是“多”。这种所谓的“好”、“超越 客户的要求”,反而会因为变更了客户的 要求从而产生“不符合要求的代价”,额 外地损耗了公司的利润。
5
什么是“质量”?
这就是质量!
零缺陷
顾客满意
质量=不懈地努力来尽可能好地满足顾客的期望
不断改进观 念(KVP)
预防观念
标准化的观念
分析现场质量问题的五种方法-题目

分析现场质量问题的五种方法-题目《分析现场质量问题的五种方法》考试试卷一.单选(5份/题)1.当发生现场质量问题后,班组长只注意产量和品质,你认为主要原因是什么()A.能力不足B.不关心C.让领导有表现机会D.所处职位决定2.5W1H中的H指什么?()A.领导B.决策C.方法D.创意3.5W1H分析法可以根据实际情况自由发挥。
()A.是B.否4.当需要使用PM分析法时,你会选择谁作为实施者()A.普通员工B.生产组长5.对浪费进行改善后,改善工作是否完成?()A.是B.否6.下面哪项不属于七大浪费法?()A.动作浪费B.时间浪费C.加工浪费D.库存浪费7.下列哪项属于现场改善的原则?()A.低成本B.高质量C.按时出货D.服务客户8.下列选项中,哪项对产品质量的影响最直接?()A.生产时间B.方式方法C.材料原件D.现场管理二.多选(10分/题)1.下列方法可以有效分析现场质量问题?()A.PM法B.5W1H法C.4M法D.六大任务检查法2.对现场质量问题进行具体改善时,应该避免哪些改善误区()A.一时式B.脉冲式C.一事式D.往复式3.4M检验法包括哪几点?()A.设备B.人员C.方法D.材料三.判断(7.5分/题)1.PM分析法源自日本()2.现场问题改善可不计成本()3.处理七大浪费法只能防止浪费()4.发现现场质量问题只需要员工()。
如何有效处理品质异常测试题及答案

姓名工號部門/單位職等/等級最近一次晉升
時間
測試日期
No 內容
得分
01 可應用於工作上的品質手法有( ABCD )(5分)
A. QC七大手法
B. QC新七大手法
C. SPC
D. 委外測試SGS
02 問題主要可以分為以下哪几個層次( ABD )(5分)
A.現象
B.近因
C.二次因
D.遠因
03 請選出規劃事情處理順序( CB )(5分)
A.一般重要
B.不重要
C.不急
04 請選出用十字圖表來表示規劃事情處理順序( A )(5分)
A. B.
05 針對循環C,說明其所對應到的8D項目為( BD )(10分)
A.現狀分析與目標設定
B.對策實施及追蹤
C.原因分析
D.效果確認
06 主題選定時常見的問題有哪几項( B ) (10分)
A.常用賓語錯誤
B.主題無清楚具體的定義。
C.主題太小﹐不易達到。
D.主語錯誤。
07 擬定對策時,哪些字眼應避免使用( ABCD )(10分)
A.落實
B.嚴格
C.隨時
D.加強
E.教育訓練
PS.得分80含)以上為合格
PS.得分80含)以上為合格。
现场质量问题的分析与解决
现场质量问题的分析与解决1. 引言现场质量问题在各行各业中都是一个常见的挑战。
无论是生产制造业还是服务业,现场质量问题的出现都可能导致生产效率下降、客户不满、成本增加等问题。
因此,对现场质量问题进行分析和解决具有重要意义。
本文将介绍现场质量问题分析的方法和解决的策略,并提供一些有效的应对措施。
2. 现场质量问题分析的方法2.1 问题的定义和界定在进行现场质量问题分析之前,首先需要明确问题的定义和界定。
这涉及到确定问题发生的时间、地点、范围和具体表现等方面的信息。
通过准确定义和界定问题,可以帮助我们更加准确地分析和解决现场质量问题。
2.2 问题的追溯和溯因分析在现场质量问题发生后,需要进行问题的追溯和溯因分析。
追溯问题是指回顾问题发生的过程和环节,了解问题的来源和演变情况。
溯因分析是指通过对问题发生过程中各种因素的分析,找出导致问题发生的根本原因。
追溯和溯因分析可以帮助我们全面了解问题的背景和原因,为解决问题提供依据。
2.3 问题的数据收集和分析在进行现场质量问题分析时,需要收集和分析相关的数据。
数据可以包括现场操作记录、设备运行数据、质量检验报告等。
通过对收集到的数据进行分析,可以帮助我们找出问题的规律和关键点,从而找到解决问题的方法和途径。
2.4 问题的分类和优先级确定在分析现场质量问题时,可以根据问题的性质和影响程度对问题进行分类和确定优先级。
常见的分类可以包括设计问题、工艺问题、材料问题等。
通过对问题的分类和优先级的确定,可以帮助我们合理安排资源和采取相应的措施,提高解决问题的效率和效果。
3. 现场质量问题解决的策略3.1 预防为主,及时纠正现场质量问题解决的首要策略是预防为主、及时纠正。
在日常生产和运营过程中,需要加强对质量风险的预判和控制,避免问题的发生。
同时,若出现质量问题,需要立即采取纠正措施,防止问题扩大和影响到其他环节。
3.2 采取合适的故障排除方法在解决现场质量问题时,需要采取合适的故障排除方法。
品质问题分析与解决
基座設計太近 why
屬對策性
作業上沒有撥開
探討
以上的例子,則 Root Cause 不在FET,而是變壓器的輸出正負
端所引起!
*如果只換FET就算修好,則6個月內該產品又退修,仍然是FET不良 *若把好的產品,將變壓器正負輸出端壓迫靠近,再去做加速壽命試
驗,若發現無電源且FET燒壞,則根據實證成功!(但需要時間證明)
B、擴大原因,找出主因和次因 *核心成員以外的人加入一起討論 *若是完全新的問題,則利用腦力激蕩法,及魚骨圖 (或稱樹圖) 等有系統的將原因加以分類、層別 *最終討論什麼是主因,何者是次因?圈選出來 (可復選,但不宜超過三項,因對策資源通常不足處理) *若已完成,則試圖執行反證工作,若時間足夠的話 (在真實現況中,全新問題之研究原因,誤導機會大,或因子 掌控少,不明情況多,因此有必要執行“反證”以確認之)
C、標本(短期/長期)兼顧 *對策項目中,通常只重視短期性的治標,而忽略長期性的治本,因為 治本要花比較長的時間才能看到成果,以致管理者常不重視或不去 (或忘了)跟催結果!
*短期性治標屬性例子: (1)針對產品問題的當批如何處理 (2)國外驗收拒收時,其國外批、運送中、庫存、在制品、甚至庫存
零件(假設和零件本身有關)如何處理 (3)客戶現場檢驗驗收時,發現產品問題,針對該批的處理 (4)若公司文化“開會/上課不准時 ”,則由GM強制要求,且遲到者
E、Case 研討---分析可能原因 [ 個 案2 ] 請就個案 1、已確認並定義問題後,依貴公司屬
性及產品特性,進一步分析其“無顯示畫面”的 Root Cause 是什麼?
注:(1) 人多時分組討論,每組約10人左右
(2) 若手中有貴公司以前資料的模擬,請自行利用及討論
现场质量问题分析与解决
现场质量问题分析与解决在建筑工地的现场工作中,质量问题是难免的。
一些显而易见的问题包括不规范的施工、材料及设备质量问题、施工工艺问题等等。
对于这些问题,建筑工程师应该积极地分析问题并寻找合适的解决方案。
本文将探讨如何分析现场质量问题并提出解决方案。
现场质量问题分析了解现场情况在分析现场质量问题时,我们应该先了解现场的情况。
了解本项目的一些相关情况,如建筑设计、施工工艺、使用的材料和设备等等。
这些信息有助于我们了解问题的本质和根源。
制定统计标准接下来,我们应该制定统计标准,包括检查标准、检查方法和检查频率。
在检查的过程中,我们要严格按照制定的标准进行操作,并将检查结果进行记录。
统计标准的制定有助于我们更好地掌握问题并及时解决。
确认问题在发现问题后,我们应该进行一番确认。
对于不同的问题,我们需要找到不同的解决方案。
在这个过程中,我们应该确定问题的性质、范围、影响和产生原因。
这些信息有助于我们更好地分析问题。
分析问题在确认问题后,我们要开展问题分析。
对于每个问题,我们应该找到问题的本质和根源,并把它们记录在一个清单上。
我们还需要对问题的影响和后续的措施进行预测,这样可以帮助我们更好地选择解决方案。
结果在分析了一段时间的问题后,我们应该对结果进行。
这包括建立一个问题的数据库,分析各种类型的问题和趋势,并据此制定新的质量控制标准。
过程有助于我们发现问题,并加以修正,以便进一步提高质量。
现场质量问题解决制定改进计划在确定问题后,我们应该制定一个详细的改进计划。
该计划应该包括解决问题的详细步骤、所需资源和时间表。
对于复杂的问题,我们还可以考虑使用质量控制工具,如质量控制图、工艺流程图等。
执行改进计划完成改进计划后,我们需要及时执行改进。
执行的过程中,我们需要强调质量意识,并保持好的沟通和协作,确保改进计划得到顺利执行。
评估改进结果在执行改进后,我们需要对结果进行评估。
评估应该包括对问题是否得到解决的确认和对改进效果的跟踪。
现场品质问题的原因分析和解决(下)
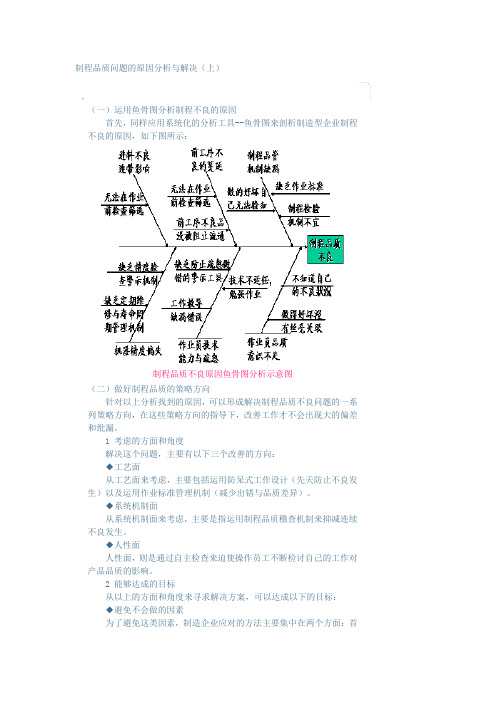
制程品质问题的原因分析与解决(上)(一)运用鱼骨图分析制程不良的原因首先,同样应用系统化的分析工具--鱼骨图来剖析制造型企业制程不良的原因,如下图所示:制程品质不良原因鱼骨图分析示意图(二)做好制程品质的策略方向针对以上分析找到的原因,可以形成解决制程品质不良问题的一系列策略方向,在这些策略方向的指导下,改善工作才不会出现大的偏差和纰漏。
1 考虑的方面和角度解决这个问题,主要有以下三个改善的方向:◆工艺面从工艺面来考虑,主要包括运用防呆式工作设计(先天防止不良发生)以及运用作业标准管理机制(减少出错与品质差异)。
◆系统机制面从系统机制面来考虑,主要是指运用制程品质稽查机制来抑减连续不良发生。
◆人性面人性面,则是通过自主检查来迫使操作员工不断检讨自己的工作对产品品质的影响。
2 能够达成的目标从以上的方面和角度来寻求解决方案,可以达成以下的目标:◆避免不会做的因素为了避免这类因素,制造企业应对的方法主要集中在两个方面:首先,通过教导确保操作员工工作的正确性;其次,通过防呆工具和方法的使用让操作员工的工作变得简单。
◆避免疏忽做错的因素为了避免这类因素,最好的方式就是将作业标准与机器设备的自动化运转结合起来,由机器设备来检查容易出现问题的环节,将人的主管疏忽降到最低。
◆防止冤枉做坏的因素由于建立起了制程品质稽查的机制,因此由于前工序或者环节的品质问题而导致的本工序品质出现偏差的状况就能够得到有效的扭转。
◆防止不愿做好的因素通过之前提到的人性面的努力,可以有效地提升现场操作员工的品质意识,使其勇于承担相应的品质责任,最终将自己的工作做好。
制程品质问题的原因分析与解决(下)--具体的改善方法1 运用防呆式工作设计从实践经验中可以看到,制造企业的生产现场往往会有这样一类员工的存在:对操作要求和手法教授若干遍之后,只要缺乏监督和提醒就又会重复出现同样的问题和失误。
为了杜绝这种状况,运用防呆式的工作设计是一个根本改善途径。
现场质量问题分析与解决(培训)

制作程序 (续):
步骤⑤ 求各组之中心值
51.5 53.5 55.5
各该组之上组界(较大境界值)+各该组之下组界(较小境界值)
管制图
定义:是一种以实际产品品 质特性与根据过去经验所判 明的制程能力的管制界限比 较,而以时间顺序用图形表 示者。
所以,一般管制图纵轴 为制品的品质特性,以制程 变化的数据为分度:横轴为 制品的群体号码,或制造年 月日等,以时间顺序、制造 顺序将点绘在图上。
管制图示例:
上管制界线 中心线
下管制界线
层别时勿将两个以上角度 混杂分类。
尽量将层别观念溶进其他 手法,如查检表、柏拉图、 推移图、直方图、散布图、 管制图等。
层别后应进行比较(或检 定)各作业条件是否有差。
散布图
定义: 在分析独立数据时,用直 方图、柏拉图就可找出改善着眼点, 但如要解析两个变量X、Y之间的相 关性时,就需使用散布图,将X与Y 的两组数据绘在方格纸上,可看出X、 Y之间相关情形的图谓之散布图。
地面沉陷
进刀太快 料放置太多
法
料
人
料变形
疲惫操作
料太软
老员工 放料倾斜
经验不足
横 档 端
喷涂 后料 加厚
新员工
面 铣
未培训上岗
压不紧 气压 不足
刻度值设 置错误
?
削 尺 寸
不
进刀太慢
靠山倾斜
合
铣刀位置偏差
格
放料间 隙太小
靠山未 牢固
现场品质问题分析与解决技巧课后测试
课后测试如果您对课程内容还没有完全掌握,可以点击这里再次观看。
测试成绩:100.0分。
恭喜您顺利通过考试!单选题1.制造企业从内部解决进料不良问题还应该确保已形成的进料检验制度得以确切地落实,这就需要关注以下的方面√A落实瑕疵品入库的辅助管理规定B从现实面(成本以及人手、时间)的考虑出发,切实执行抽样与全数检验的决定C落实进料检验判定的处理规定D以上都包括正确答案:D2.解决制程品质不良问题的一系列策略方向,可以达成以下的目标√A避免不会做的因素B避免疏忽做错的因素C防止冤枉做坏的因素D以上说法正确正确答案:D3.制程品质稽核有两种形式,即√A初批品检B作业中的品质抽样检验C以上都包括D以上说法都不正确正确答案:C4.从工艺面出发的制造型企业产品品质问题的改善手段包括√A改善产品组成B减少设计变更的几率C做好作业标准的设计和稽查D以上答案都包括正确答案:D5.作业标准稽核的有效做法不包括√A把握好时机B选好执行稽核者C进行作业前的稽查以及在末件检查的同时进行作业中的稽查D作业标准稽核的执行者最好是负有连带责任的主管正确答案:C6.在产成品生产出来到转移到最终用户的手上,这个过程中制造型企业还是对成品的品质负有责任的,不包括仓储以及配送环节。
√A是B否正确答案:B7.所谓“先天良好的供应厂商”,主要是从其机台制程能力以及制程品管机制两个角度来进行评判和稽核。
√A是B否正确答案:A8.“事先稽核”是指在选好供应厂商之后还需要对其物料供应的品质进行持续性的考察和审核,以确保其机台制程能力和品管机制落实的程度一直能够达到企业所设定的要求。
√A是B否正确答案:A9.所谓“体系竞争”是指以制造型企业为核心的整个供应链的竞争和比拼。
√A是B否正确答案:A10.“供应商的机台制程能力”则是从制度的层面来考察其是否形成了有效的作业标准以及完善的、全过程的品质稽查机制。
√A是B否正确答案:B11.通过系统机制面的努力,可以有效地提升现场操作员工的品质意识,使其勇于承担相应的品质责任,最终将自己的工作做好。
现场质量问题的分析与处理方法

现场质量问题的分析与处理方法一、引言质量问题在生产过程中经常会出现,它不仅会给企业带来损失,还会影响产品的竞争力和声誉。
因此,如何科学地分析和处理现场质量问题成为了企业必须面对和解决的重要问题。
二、问题的发现和收集首先,要及时、准确地发现和收集现场质量问题。
企业应建立健全的质量管理体系,明确员工的岗位职责,确保每个环节都有专人负责质量控制。
另外,采用现代化的监控设备和质量检测技术,能够更加精确地感知现场质量问题的出现。
三、问题的分析发现问题后,企业应对其进行深入分析。
首先,要梳理问题的发生过程,确定问题的具体环节和原因。
其次,可以采用质量控制工具,如鱼骨图、Pareto图等,对问题进行分类和定量分析,找出问题的主要原因。
最后,需要将问题与历史数据进行对比,查找是否存在类似的问题,以便更好地解决问题。
四、问题的根本原因解决现场质量问题必须找到问题的根本原因。
有时候,问题可能只是表面现象,根本原因隐藏在背后。
企业应通过追踪分析,寻找问题发生的根源,避免将问题局限于表面修补。
同时,要注重对员工的培训和技能提升,提高其质量意识和问题分析能力。
五、问题的解决措施找到问题的根本原因后,企业应制定相应的解决措施。
这些措施应具体、可行,并考虑到各种因素的影响。
同时,要与相关部门紧密合作,协同解决问题。
此外,企业还可以借鉴其他企业的经验,或者寻求专家的帮助,以找到更好的解决方案。
六、问题的预防和改进除了解决现有的质量问题,企业还应采取措施预防和改进质量问题的再次发生。
预防措施可以包括流程改进、设备升级、员工培训等。
同时,企业应建立质量反馈机制,定期收集员工和客户的意见和建议,并及时采取措施改进产品和服务。
七、问题的经验总结和分享解决现场质量问题是一个不断学习和提升的过程。
企业应总结问题解决的经验和教训,建立知识库,为今后遇到类似问题时提供参考。
此外,企业还应与相关行业组织、学术机构等进行经验分享,不断改进自身的质量管理水平。
现场质量问题分析与解决 - 讲义

解决问题的步骤
2. 制定最终目标
– 最终希望实现什么样的状态? – 朝向什么目标方向解决问题?
• 朝着解决问题的方向努力,制定较高的目标。 • 较高的目标指定量、具体、具有挑战性的目标
新目标 ≠
原来的理想状态
~带着热忱和责任感,制定成果测定的尺度~
目标
程度? 期限?
是否定量、具体、具有挑战性?
要着手解决的问题点
职责 – 将问题点的实际情况数值化、定量化。 – 针对已掌握的现况,进一步明确我们要攻
克的课题内容。
客户思维 我的职责
解决问题的步骤
2. 制定最终目标
– 最终希望实现什么样的状态? – 朝向什么目标方向解决问题?
1. 下定解决问题的决心 2. 制定定量、具体、富有挑战性的目标
• 重要的是具有“当事者意识” • 表述目标时,应包含“到何时”“到什么程度”,体现“成果” • 制定具有挑战性的目标
解决问题的步骤
5. 制定执行计划
– 真正可以执行了么? – 完成计划时,该问题真的可以解决么? – 思考理想与现实的平衡
问题解决的逻辑思维方法
归纳法:归纳法是对观察、实验和调查所获得的个别事实,概括出一般原理的 一种思维方式和推理形式,其主要环节是归纳推理。 ➢ 完全归纳法-考察某类事物的全部对象,然后做出概括,得到结论。 ➢ 简单枚举法-根据几个事例的枚举,进行推理。 ➢ 判明因果联系的归纳法-
想要达到的程度
问题=目标与现状的差距
差 距 问题
现状
已经做到的程度
实际的情况 目前的状态 未料到的结果
现场问题的挖掘
问题发展三阶段
1. 已发生的问题: ▪ 目标是:降低损失、避免 扩大、尽快恢复正常
现场品质问题分析与解决
检
检
核
项目
核
(3)
材 料 (material)
l 材料或零件是否按需求量供应补给? l 材料或零件的等级正确否? l 有无伪造劣品混入? l 库存量适当否? l 材料或零件有无浪费之情形? l 材料或零件取用适当否? l 在制材料有无闲置之情形? l 材料或零件是否放置定位? l材料或零件的品质水准优良否?
一、存在于企业中的问题点
企业中体质不良之代表例
1. 只顾生产的毛病
2. 一意孤行的毛病 3. 不顾大局的毛病 4. 马马虎虎的毛病 5. 顺其自然的毛病 6. 本位主义的毛病 7. 不重视情报、不活用数据的毛病 8. 未发挥各人能力与潜力的毛病 9. 只听命行事的毛病 10. 不亲自发现问题的毛病 11. 多一事不如少一事的毛病 12. 将问题推诿给部下的毛病 13. 几事被动的毛病 14. 未按计划行事的毛病 15. 不重视品质的毛病 16. 结果主义的毛病 17. 未能设身处地去思考的毛病 18. 依赖经验、直觉、胆识(KKD)的毛病 19. 半途而废的毛病 20. 仅只于应急对策的毛病 21. 满足现状不求改变的毛病 22. 推诿责任的毛病 23. 不向困难挑战的毛病 24. 不请求方法的毛病 25. 易于绝望的毛病
第三呆
不均
斑 ㄙラ MURA
Unevenness Irregularities
目的><手段 ·不平均、不均一 ·不规律、不均衡 ·马虎、草率 ·易变、无常 ·不确实、不稳定 ·不安定、不正常 ·忽三忽四
·晴时多云偶阵雨 1. 人力 2. 技术 3. 方法 4. 时间 5. 设备 6. 治具、工具 7. 资材 8. 生产量 9. 在库 10.场所 11.想法
l 是否遵照标准? l 作业效率是否良好? l 有无问题意识? l 是否具强烈的责任感? l 技术水准是否足以完成工作? l 工作经验足够否? l 职务分配是否适当 l 是否具有熟切的工作愿? l 有无良好的人际关系? l 健康状况可好?
品质异常处理流程试题答案
品质异常处理流程试题答案Dealing with quality issues is a crucial aspect of any business, as it can have a significant impact on customer satisfaction, brand reputation, and overall success. When a quality issue arises, it is important to have a well-defined process in place to address the problem efficiently and effectively. This process should involve a thorough investigation to identify the root cause of the issue, followed by a plan of action to correct the problem and prevent it from happening again in the future.处理质量问题是任何企业的关键方面,因为它对客户满意度、品牌声誉和整体成功都有重要影响。
当质量问题出现时,很重要有一个明确的流程来高效有效地解决问题。
该流程应包括彻底调查以确定问题的根本原因,然后制定行动计划来纠正问题,并防止将来再次发生。
One crucial step in the quality issue handling process is to establish clear communication channels between all relevant parties involved, including customers, suppliers, and internal teams. Open and transparent communication is key to resolving issues quickly and maintaining trust with all stakeholders. By keeping everyoneinformed and involved in the resolution process, it is easier to address the problem collaboratively and reach a satisfactory solution.质量问题处理流程中一个至关重要的步骤是建立所有相关方之间的清晰沟通渠道,包括客户、供应商和内部团队。
现场品质问题分析与解决技巧
现场品质问题分析与解决技巧一、进料品质问题的原因分析与解决决定生产品质的阶段产品的品质是现场六大基本目标之一,之所以产品的品质对制造型企业产销经营有着相当重要的影响,是因为品质是一个能够提高产品价格很重要的因素。
那么按照生产流程的顺序来看,决定生产品质的阶段可分为以下四个:1 设计(工艺) 品质根据制造型企业的生产实际不难理解,如果产品设计低劣或者经常出错,则必然导致制程不良的频繁出现。
其中,影响最大的应该算是设计变更的发生,它一旦出现则意味着之前生产完成的所有产品都成了浪费。
2 进料品质进料品质的好坏取决于外部和内部两个方面:◆外部,即供应协办厂商的进料品质;◆内部,即制造企业自身的仓储品质,因为在仓库中由于仓储环境或者搬运设备的不当也很可能会导致物料的损坏。
3 制程品质制程品质是指在车间生产现场、不同的工序中或者具体的制造过程中所决定的产品品质,这毫无疑问是现场基层人员的重头戏。
4 成品品质在产成品生产出来到转移到最终用户的手上,这个过程中制造型企业还是对成品的品质负有责任的,包括仓储以及配送环节。
以化学类产品为例,如果配送流程中对品质的保证不力,同样会造成产成品的退货。
进料品质问题的原因分析与解决在以上对现场品质问题的决定阶段的划分基础上,针对其中的"进料品质"、"制程品质"以及"设计(工艺)品质"出现不良情况的问题分别进行原因分析并提出解决的策略和方法。
首先,应对进料品质不良的问题。
(一)运用鱼骨图分析进料不良的原因应用系统化的分析工具--鱼刺图来剖析制造型企业进料不良的原因,如下图所示:进料不良原因鱼骨图分析示意图图解:在这个图中,以下的内容是需要提请注意的:① 制造型企业内部质量管理的工作目的不在于将存在问题的原材料退回给供应商,因为这样的思路只会造成生产现场的停工待料,并不利于问题的真正解决。
从这个角度来看,进料的品检只是一个手段而已,决不是目的所在。
现场质量问题分析与解决 V2
现场质量问题分析与解决方法●课程背景质量是企业生存和发展的根本。
在企业中,超过90%的对产品质量和服务的投诉是由于产品质量问题。
虽然通过了iso质量体系认证,各种质量文件也齐全,但并非意味着质量问题就高枕无忧,报废返工在生产线上往往层出不穷,因质量问题造成的成本损失居高不下,现场管理人员与工程师深受其扰。
您是否为下属缺乏问题意识而苦恼不已?您是否为下属缺乏问题分析与解决能力,事事请示,依赖主管而忙碌不已?您是否为生产线上问题屡发不止而忧心忡忡?您是否为解决问题时,大家凭各自经验争论不止,缺乏共同语言而烦恼不已?本课程就是针对以上各种状况而设计。
不同于以往质量培训的是,本课程精选了具体的实用技能,更接近于生产制造型企业质量问题的特点。
●培训对象与生产质量相关的所有人员●培训时间2天●课程收获1、学会认识和定义不同的问题。
2、掌握运用数据准确描述问题的方法。
3、掌握问题的原因分析方法,并找出合适的解决措施。
4、掌握问题的控制方法,建立起问题解决的文化。
●课程大纲第一章现场质量问题分析与解决基础一.变化(波动)二.变化的度量三.过程能力的衡量第二章问题概述一.什么是问题?二.问题意识三.发现问题的方法四.解决问题的素质要求五.系统思维模式案例分析六.企业常见的问题七.常见问题的错误解决方式八.现场质理管理三大纪律九.质量问题解决七大科学手法---由因及果十.现场质量问题分析与解决的六大方法---由果及因1.多变量分析法2.集中图法3.部件调查法4.成对数据比较法5.过程参数调查法6.防错法第三章多变量分析法一.为什么要进行多变量分析二.输入变量三.多变量分析的步骤四.多变量分析实例五.多变量分析练习第四章集中图法一.集中图二.集中图介绍三.样例研究四.课堂练习第五章部件调查法一.部件调查介绍二.什么是交互作用三.交互作用图四.部件调查的步骤五.第一步列出可疑子部件,确定问题是否在装配过程中六.第二步调换好的和差的子部件来测试七.第三步最终调换八.第四步因子分析九.样例研究一十.样例研究二十一.课堂练习第六章成对数据比较法一.成对数据比较介绍二.成对数据比较步骤三.成对数据比较的置信度四.样例研究一五.样例研究二六.课堂练习第七章过程参数调查法一.过程参数调查介绍二.注意事项三.过程参数调查的步骤四.课堂练习第八章防错法一.防错法的起源和定义二.防错法的十个原理1.断根原理2.保险原理3.自动原理4.相符原理5.顺序原理6.隔离原理7.复制原理8.层别原理9.警告原理10.缓和原理三.质量控制方法培训总结与答疑。
现场质量问题分析与解决
现场质量问题分析与解决主讲:凌老师(工厂运营项目总监、工厂运营管理高级咨询师、精益六西格玛高级咨询师)课程对象:质量工程师、工艺工程师、维护工程师、一线主管、领班、车间主管、生产主管、班组。
【课程背景】质量是企业生存和发展的根本。
在企业中,超过90%的对产品质量和服务的投诉是由于产品质量问题。
虽然通过了ISO质量体系认证,各种质量文件也齐全,但并非意味着质量问题就高枕无忧,报废返工在生产线上往往层出不穷,因质量问题造成的成本损失居高不下,现场管理人员与工程师深受其扰。
您是否为下属缺乏问题意识而苦恼不已?您是否为下属缺乏问题分析与解决能力,事事请示,依赖主管而忙碌不已?您是否为生产线上问题屡发不止而忧心忡忡?您是否为解决问题时,大家凭各自经验争论不止,缺乏共同语言而烦恼不已?本课程就是针对以上各种状况而设计。
不同于以往质量培训的是,本课程精选了具体的实用技能,更接近于生产制造型企业质量问题的特点。
【课程价值】学会认识和定义不同的问题;掌握运用数据准确描述问题的方法;掌握问题的原因分析方法,并找出合适的解决措施;掌握问题的控制方法,建立起问题解决的文化。
【培训内容】SPC方法论介绍现场质量问题的确定什么是问题以往的解决问题的方式结构化的解决问题的方法PDCA量化问题练习:分组寻找和定义问题确定问题现状使用数据描述你的问题确定问题的范围寻找焦点数据的收集和分层分层法检查表问题的主要方向柏拉图过程能力分析Cp、Cpk,Pp、Ppk分析原因寻找潜在的根本原因鱼骨图过程图(IPO)排序和筛选根本原因因果矩阵(C&E Matrix)验证根本原因利用假设检验验证根本原寻求对策寻求问题解决方案方案选择矩阵评估和选择解决方案德尔福排序法最佳方案的评估和选择练习:在解决问题中使用防错方法实施措施制定有效的行动计划有效行动计划的准则甘特图试运行用数据证明措施的有效性验证改善效果控制和标准化SPC及其他控制方法解决质量问题的总结清晰的逻辑思路充分利用数据和图形试运行的注意点善于总结和推广【讲师介绍】凌老师:咨询师资历:−工厂运营项目总监−工厂运营管理高级咨询师−精益六西格玛高级咨询师−从业年限:4年擅长领域:−擅长工厂运营管理体系及持续改进体系的搭建的培训及咨询,主要包括一线生产员工岗位培训体系建立,工厂KPI量化考核体系的搭建与执行,工厂持续改善体系的推进、员工激励体系的建立与执行、六西格玛管理体系建立与执行。
现场品质问题分析与解决技巧

现场品质问题分析与解决技巧料品质"、"制程品质"与"设计(工艺)品质"出现不良情况的问题分别进行原因分析并提出解决的策略与方法。
首先,应对进料品质不良的问题。
(一)运用鱼骨图分析进料不良的原因应用系统化的分析工具--鱼刺图来剖析制造型企业进料不良的原因,如下图所示:进料不良原因鱼骨图分析示意图图解:在这个图中,下列的内容是需要提请注意的:① 制造型企业内部质量管理的工作目的不在于将存在问题的原材料退回给供应商,由于这样的思路只会造成生产现场的停工待料,并不利于问题的真正解决。
从这个角度来看,进料的品检只是一个手段而已,决不是目的所在。
② 供应厂商品管机制的好坏,不完全在因此否具备ISO认证等文件,关键是在于其内部生产制造环节执行品管的实际情况到底如何。
③ 进料检验时所进行的抽样,应该遵循随机的原则。
④ 所谓"没有明确告知不良项目与改善要求",就是指制造型企业在向其供料厂商退回原材料的时候,没有与后者就退回的原因与改善要求进行沟通,使得同样的问题可能继续发生。
⑤ 呆料在仓库不进行"先进先出"的处理就会出现裂化的情况,这种情况下,应尽量用标签或者颜色管理设法让其能做到"先进先出"。
(二)防治进料品质不良的策略通过以上的分析找到了制造企业进料品质不良的症结之后,接下来应该出台相应的防治策略,要紧包含下列两个方面:1 做好供应商管理正如前文所分析的,进料品质的好坏取决于外部与内部两个方面,而其中"外部"所代表的就是物料供应商环节的品质保障。
要做好供应商物料供应的品质管理,应注意把握下列三个要点:◆选择先天良好的供应厂商所谓"先天良好的供应厂商",要紧是从其机台制程能力与制程品管机制两个角度来进行评判与稽核。
其中,"供应商的机台制程能力"要紧考察的是其机器设备的精确度与精密度是否能够保证所提供的物料品质,而"供应商的制程品管机制"则是从制度的层面来考察其是否形成了有效的作业标准与完善的、全过程的品质稽查机制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我的课程
现场品质问题分析与解决技巧
∙ 1.课前测试
∙ 2.课程学习
∙ 3.课程评估
∙ 4.课后测试
课前测试
说明:课前测试是测试您对课程内容的初期掌握情况,带着问题参与学习,测试结果不计入考试成绩。
单选题
1. 从内部的角度来审视,为了应对进料品质不良的问题,制造企业应该在以下两个方面下功夫√
A 确保落实进料检验制度
B 制定有效的进料检验标准
C 以上都包括
D 以上都不对
正确答案: C
2. 要确保制定出来的进料检验标准的有效性,需要遵循以下的流程√
A 设定进料检验标准的对象-判定方法的设定-检验项目的设定-设定检验权责部门-要明确文字化且依 ECN 即时修订
B 设定进料检验标准的对象-检验项目的设定-设定检验权责部门-判定方法的设定-要明确文字化且依 ECN 即时修订
C 设定进料检验标准的对象-检验项目的设定-判定方法的设定-设定检验权责部门-要明确文字化且依 ECN 即时修订
D 设定进料检验标准的对象-设定检验权责部门-判定方法的设定-检验项目的设定 -要明确文字化且依 ECN 即时修订
正确答案: C
3. 所谓“先天良好的供应厂商”,主要是从其机台制程能力以及制程品管机制两个角度来进行评判和稽核。
√
A 是
B 否
正确答案: A
4. 所谓“体系竞争”是指以制造型企业为核心的整个供应链的竞争和比拼。
√
A 是
B 否
正确答案: A
5. 杜绝员工“只要缺乏监督和提醒就又会重复出现同样的失误”问题的一个根本改善途径是运用防呆式的工作设计。
√
A 是
B 否
正确答案: A
我的课程
现场品质问题分析与解决技巧
∙1
∙2
∙3
∙ 4.课后测试
课后测试
如果您对课程内容还没有完全掌握,可以点击这里再次观看。
测试成绩:100.0分。
恭喜您顺利通过考试!
单选题
1. 从内部的角度来审视,为了应对进料品质不良的问题,制造企业应该在以下两个方面下功夫√
A 确保落实进料检验制度
B 制定有效的进料检验标准
C 以上都包括
D 以上都不对
正确答案: C
2. 要确保制定出来的进料检验标准的有效性,需要遵循以下的流程√
A 设定进料检验标准的对象-判定方法的设定-检验项目的设定-设定检验权责部门-要明确文字化且依 ECN 即时修订
B 设定进料检验标准的对象-检验项目的设定-设定检验权责部门-判定方法的设定-要明确文字化且依 ECN 即时修订
C 设定进料检验标准的对象-检验项目的设定-判定方法的设定-设定检验权责部门-要明确文字化且依 ECN 即时修订
D 设定进料检验标准的对象-设定检验权责部门-判定方法的设定-检验项目的设定 -要明确文字化且依 ECN 即时修订
正确答案: C
3. 解决制程品质不良问题,主要有以下几个改善的方向√
A 从工艺面来考虑,主要包括运用防呆式工作设计以及运用作业标准管理机制
B 从系统机制面来考虑,主要是指运用制程品质稽查机制来抑减连续不良发生
C 人性面,则是通过自主检查来迫使操作员工不断检讨自己的工作对产品品质的影响
D 以上说法正确
正确答案: D
4. 解决制程品质不良问题的一系列策略方向,可以达成以下的目标√
A 避免不会做的因素
B 避免疏忽做错的因素
C 防止冤枉做坏的因素
D 以上说法正确
正确答案: D
5. 避免不会做的因素,制造企业应对的方法主要集中在以下两个方面√
A 通过防呆工具和方法的使用让操作员工的工作变得简单
B 通过教导确保操作员工工作的正确性
C 以上都包括
D 以上说法都不正确
正确答案: C
6. 制程品质稽核有两种形式,即√
A 初批品检
B 作业中的品质抽样检验
C 以上都包括
D 以上说法都不正确
正确答案: C
7. 从工艺面出发的制造型企业产品品质问题的改善手段包括√
A 改善产品组成
B 减少设计变更的几率
C 做好作业标准的设计和稽查
D 以上答案都包括
正确答案: D
8. 对于产品组成的改善应该成为从工艺面出发思考改善手段的第一步骤,具体应该采取以下的措施√
A 精简构成产品的零部件
B 尽可能运用标准件
C 简化产品的结构
D 以上答案都正确
正确答案: D
9. 作业标准稽核的有效做法不包括√
A 把握好时机
B 选好执行稽核者
C 进行作业前的稽查以及在末件检查的同时进行作业中的稽查
D 作业标准稽核的执行者最好是负有连带责任的主管
正确答案: C
10. 在产成品生产出来到转移到最终用户的手上,这个过程中制造型企业还是对成品的品质负有责任的,不包括仓储以及配送环节。
√
A 是
B 否
正确答案: B
11. “事先稽核”是指在选好供应厂商之后还需要对其物料供应的品质进行持续性的考察和审核,以确保其机台制程能力和品管机制落实的程度一直能够达到企业所设定的要求。
√
A 是
B 否
正确答案: A
12. 所谓“体系竞争”是指以制造型企业为核心的整个供应链的竞争和比拼。
√
A 是
B 否
正确答案: A
13. 杜绝员工“只要缺乏监督和提醒就又会重复出现同样的失误”问题的一个根本改善途径是运用防呆式的工作设计。
√
A 是
B 否
正确答案: A
14. 所谓“顺次点检”是指前工序作业员在投产前对次工序的制成品进行检查。
√
A 是
B 否
正确答案: B
15. 所谓“自主管理”,是让作业员自己检查自己的完工品,采取的都是全面检查的方法。
√
A 是
B 否
正确答案: B。