HNC8Utool_v1.00.00_R_使用说明[1]
CM008UR说明书

用户使用说明书北京昌贸技术有限公司尊敬的用户,在使用本设备前,敬请阅读以下注意事项:1.请按本说明书完成设备的安装和使用。
2.使用本设备随机配置的电源和接口线。
3.经常保持设备清洁,防止水、油烟、灰尘、腐蚀性气体等侵入机内,以免影响机器的正常工作。
2.机壳表面沾有污垢和灰尘时,用干燥的细布擦干净即可,不得使用清洁液及其它化学溶剂,以免腐蚀机壳表面和流入机内损坏元器件。
3.每次使用时请先确定设备的工作模式。
4.较长时间不用时请关闭电源,解除连接线的连接。
5.系统安装必须符合网络布线规范,否则将会影响系统的稳定性。
若本机发生故障,非专业人员不要打开机器,应及时与当地经销商联系。
目录第一章.产品功能及技术参数 (5)1.1产品简介 (5)1.2产品类型 (5)1.3产品特点 (5)1.4技术参数 (6)1.5关于本手册 (6)1.6技术及维护支持 (7)第二章.设备连接与安装 (8)2.1 硬件安装 (8)2.1.1 CM008U型设备硬件安装 (8)2.1.2 CM008-R型设备硬件安装 (11)2.2.1软件安装 (11)2.2.2 授权文件安装 (13)2.2.3 运行系统程序 (13)第三章.设备使用说明 (14)3.1、设备端口连接 (14)3.2、软件程序授权 (14)3.3、连接设备模式 (14)3.4、通信设置 (15)3.5.1 USB接口 (16)3.5.2 串口通讯接口 (16)3.5、成功连接 (16)3.6、读卡操作功能 (17)3.7、高级查询功能 (19)3.8、黑名单管理 (20)3.9、身份证打印功能 (20)第四章.设备维护和常见故障处理 (21)4.1 设备日常维护及使用注意事项 (21)4.2 简易故障处理 (21)4.2.1设备不上电 (21)4.2.2连接端口不成功 (22)4.2.3 特别说明: (22)第一章. 产品功能及技术参数1.1产品简介CM008U/R第二代居民身份证阅读器是配合第二代居民身份证阅读软件,在公安、银行、电信、邮政、民政等等领域应用的第二代居民身份证真伪的鉴别、详细信息显示(包含相片信息)、历史记录查询等的工具。
HNC-08-PLC编程说明书

HNC-08M数控系统 PLC编程说明书 (梯形图语言)(V1.0)武汉华中数控股份有限公司WuHan HuaZhong Numerical Control Co., Ltd中国·武汉 2010.3HNC-08数控系统用户说明书包括《系统操作说明书》、《系统编程说明书》及《PLC编程说明书(梯形图语言)》。
本系列说明书全面地介绍了HNC-08数控系统的特性、系统组成、各部分的系统命令及其使用、操作步骤、用户编程方法及示例等,是用户快速学习和使用本系统的基本说明书。
本说明书的更新和升级事宜,由武汉华中数控股份有限公司授权并组织实施。
未经本公司授权或书面许可,任何单位或个人无权对本说明书内容进行修改或更正,本公司概不负责由此而造成的客户损失。
HNC-08系列说明书中,我们将尽力叙述各种与该系统操作相关的事件。
由于篇幅限制及产品开发定位等原因,不能也不可能对系统中所有不必做或不能做的事件进行详细的叙述。
因此,本说明书中没有特别描述的事件均可视为“不可能”或“不允许”的事件。
HNC-08系列说明书的版权归武汉华中数控股份有限公司,任何单位与个人进行出版或复印均属于非法行为,我公司将追究其法律责任。
*系统所有规格和设计如有变化,恕不另行通知1顺序程序介绍 (1)1.1 顺序程序的执行过程 (1)1.2 循环执行 (2)1.3 顺序程序的构成 (2)2梯形图语言编程 (3)2.1 梯形图程序结构及执行过程 (3)2.2 梯形图信号分类及地址格式 (4)2.3 基本指令编程 (6)2.4 功能指令编程 (7)2.4.1 END1(第一级顺序程序结束) (7)2.4.2 END2(第二级顺序程序结束) (8)2.4.3 CALL(条件调用子程序) (9)2.4.4 SP(子程序) (10)2.4.5 SPE(子程序结束) (11)2.4.6 RETN(子程序条件返回) (12)2.4.7 CTR(计数器) (13)2.4.8 TMRB(定时器) (15)2.4.9 ROT(旋转指令) (17)2.4.10 COMP(数值比较) (19)2.4.11 WRTD(写数据表) (20)2.4.12 MOVE(数据移动) (21)2.4.13 DSCH(数据检索) (23)2.4.14 COIN(一致性检测) (25)2.4.15 DIFU(上升沿检测) (26)2.4.16 DIFD(下降沿检测) (28)2.4.17 DATE(读当前日期) (29)2.4.18 COM(公共线控制) (30)2.4.19 COME(公共线控制结束) (32)2.4.20 ADD(加法运算) (33)2.4.21 SUB(减法运算) (35)2.4.22 MUL(乘法运算) (36)2.4.23 DIV(除法运算) (38)2.4.24 JUMP(条件跳转) (39)2.4.25 LABL(位置标号) (40)3附录:PLC信号表 (42)3.1 CNC侧输入信号(F) (42)3.2 CNC侧输出信号(G) (49)3.3 内部继存器(R) (55)3.4 控制面板按键信号(K/L) (55)3.5 机床侧输入/输出信号(X/Y) (56)3.6 数据表(D) (56)1顺序程序介绍1.1 顺序程序的执行过程在一般的继电器控制电路中,各继电器在时间上完全可以同时动作,在下图所举例中,当继电器A动作时,继电器D和E可同时动作(当触点B和C都闭合时)。
PSL-646U线路保护测控装置(多合一)技术说明书_V3.00_印刷
目录
版本声明 1. 概述 ............................................................................................................................................................ 1
国电南自 DL/T 1075-2007
PSL-646U 线路保护测控装置(多合一)
技术说明书
国电南京自动化股份有限公司 GUODIAN NANJING AUTOMATION CO.,LTD
PSL-646U 线路保护测控装置
技术说明书 (多合一)
V 3.00 国电南京自动化股份有限公司
2015 年 3 月
版本声明
z 本说明书适用于 PSL-646U 线路保护测控装置(多合一)。保护的设计标准引用了国网公司 Q/GDW 766 -2014《10kV~110(66)kV 线路保护及辅助装置标准化设计规范》。
z 本说明书适用于 PSL-646U 线路保护测控装置(多合一)V3.00 及以上版本的保护软件。
1.1. 保护功能配置 ...................................................................................................................................... 1 1.2. 测控功能配置 ..............................................
HNC-08MD系统调试指南V1.12

HNC-08M系统调试指南V1.12适用:HNC-08M软件版本:V1.12PLC版本号:V13几点说明:1.关于PLC配置文件的变更现在所有的PLC全部放在系统目录下的PLC文件夹下,而各个版本的PLC命名规则如下:S/D/J + 21/22/210A/210B + V13S:表示普通铣床D:表示斗笠式加工中心J:表示机械手加工中心21/22/210A/210B:表示机床所装配硬件平台V13:表示PLC的版本号例如:D210BV13表示PLC为210B的斗笠式加工中心V1.3版本2.说明书的版本问题各个版本的系统对应于各个版本的说明书。
HNC-08M软件版本为V1.0,所对应的说明书均为V1.0版本;HNC-08M软件版本为V1.1,所对应的说明书均为V1.1版本;HNC-08M软件版本为V1.12,所对应的说明书仍为V1.1版本;如果说明书使用不恰当的话,会有部分内容描述不一致的问题。
3.本调试指南此次版本V1.12中所有内容均已HNC-210B平台为例。
1、系统配置1.1、HNC-08M系统文件配置由于08系统可以运行在HNC-21MD、HNC-22MD、HNC-210A、HNC-210B等硬件平台上,但是各个不同的硬件平台的面板点位不同、菜单的宽度不一致,所以装配08系统时,要根据具体情况对系统进行配置。
08系统的配置文件为NC08KEL.CFG:DRV = .\DLX\drv22.DLXPLC = .\PLC\S22V13\S22V13.PLCDATAPATH = .\DA TA\PROGPA TH = .\PROG\BPTPA TH = .\BPT\EXTPATH = .\EXT\SLVNUM = 3PLATFORM = NCDRV为面板驱动的路径,这个一定要和相应的硬件平台一致!在系统路径下的DLX文件夹中包含了DRV21.DLX、DRV22.DLX、DRV210A.DLX、DRV210B.DLX等驱动文件。
HNC8五轴系统使用指南V1.0

HNC8五轴系统使用指南(版本V1.0)武汉华中数控股份有限公司2017.4.25目录第一章五轴机床加工特点 (3)第二章五轴数控机床结构 (7)第三章五轴功能介绍 (13)第四章五轴参数说明 (32)第五章五轴PLC介绍 (63)第六章五轴固定循环(倾斜面加工) (77)第七章重点说明 (80)附录A AC双转台标定方法 (81)附录B BC双摆头标定方法 (92)附录C B摆C转混合结构标定方法 (105)附录D AC双转台结构自动标定案例 (116)附录E五轴动态精度案例 (122)第一章五轴机床加工特点传统的三轴数控机床设备,在加工过程中刀轴的方向始终保持不变,机床只能沿着三个线性轴进行插补运动。
当加工图1中的零件的时候,三轴加工短板尤为突显。
相比三轴机床,五轴联动机床增加了两个旋转自由度,刀具运动姿态可以灵活变化,有利于刀具保持最佳的切削状态及有效避免加工干涉。
因此在加工复杂自由曲面的时候,五轴联动数控加工具有显著的优势。
(a)蜘蛛(b)叶轮(C)S件图1五轴典型加工零件相比三轴加工,五轴加工有以下几方面优点:(1)减少装夹次数,提高加工效率五轴加工的一个主要优点是仅需经过一次装夹即可完成复杂形状零件的加工,如倾斜孔加工,曲面加工等。
由于无需多次装夹,五轴联动加工技术不仅缩短了加工周期,而且避免了因多次装夹所造成的人工或机械误差,大大提高了加工精度。
图2一次装夹多面加工(2)保持最佳的切削姿态由于具备五个轴向的自由度,根据曲面的法矢量,转动旋转轴,使刀具总是保持最佳的切削姿态,提高切削效率。
五轴加工三轴加工(3)有效避免加工干涉对于复杂的曲面零件,例如:叶轮和叶片,某些加工区域由于三轴机床本身的缺陷会引起刀具干涉,无法满足加工要求。
而五轴机床通过改变刀具的切削方向,解决加工干涉问题。
五轴加工三轴加工(4)侧铣加工提高加工效率和质量在航空航天有曲面侧壁轮廓加工需求,将刀具倾斜一定的角度,通过刀具侧刃进行铣削,能够缩短加工时间和提高加工质量。
NX8.0使用工具手册

NX GC ㇡ ⭘NX 8.0⠜⠜ 1;⠜⠜ ⬇䕃ӊ Ⳍ ḷ Ѣ 6LHPHQV 3URGXFW /LIHF\FOH 0DQDJHPHQW 6RIWZDUH ,QF DŽ 嘋6LHPHQV 3URGXFW /LIHF\FOH 0DQDJHPHQW 6RIWZDUH ,QF ⠜ DŽ⊼ 㞾 㗙DŽⳂ1ὖ䗄 (5)2 㺙Ϣ䆒㕂 (6)3GB (6)3.1Ё ԧ (6)3.2 ⱘ (6)3.3 ⱘ⫼ 咬䅸䆒㕂 (7)3.4GB (7)3.5GB ӊ (8)3.6GB 㶎㒍 (8)4GC ㆅ (10)4.1GC DCS 㾘㣗 (10)4.1.1䋼䞣Ẕ (10)4.1.2 (11)4.1.3 (16)4.1.4 Ҫ (21)4.2 (24)4.2.1 (24)4.2.2 㒌 (26)4.2.3 㒚㸼䕧 (33)4.2.4㓪䕥䳊ӊ 㒚㸼 (35)4.2.5㺙䜡 (36)4.3㾚 (38)4.3.1 㒓㓪䕥 (39)4.3.2 㒌 䈵3D-2D䕀 (41)4.3.3㓪䕥 䴶䖍⬠ (41)4.3.4 䚼 (42)4.3.5 㒓 (44)4.4⊼䞞 (48)4.4.1 Ẕヺ (48)4.4.2 ㆁ (50)4.4.3 㾘Ḑヺ (52)4.4.4 Ḑ㒓 (53)4.4.5⚍ ⊼&⚍ (55)4.4.6 㸼 (56)4.4.7 㽕∖ (59)4.5 (61)4.5.1 ⿄ ⊼ (62)4.5.2 㒓ϟ⊼䞞 (63)4.5.3 (64)4.5.4 /⊼䞞 䆶 (66)4.5.5 䗳Ḑ (68)4.5.6 唤 (71)4.6啓䕂 (72)4.6.1啓䕂 㸼 (72)4.6.2啓䕂ㅔ (76)4.7 ㇻ (79)4.7.1 ㇻ (80)4.7.2 ㇻ䆒䅵 (80)4.7.3 䰸 ㇻ (86)4.7.4 ㇻㅔ ⬏⊩ (86)1 ὖ䗄NXЁ ㆅ˄NX for China˅ Siemens PLM SoftwareЎњ ⱘ⒵䎇Ё ⫼ ѢGBⱘ㽕∖ˈ㓽ⷁNX ˈϧЎЁ ⫼ Փ⫼ⱘ ㆅˈ կњҹϟⱘ 㛑DŽ1)GB (GB Standard Support)a) ⫼Ё ԧb) ⱘϝ㓈 c) ⱘ⫼ 咬䅸䆒㕂d)GBe)GB ӊf)GB 㶎㒍2)GC ㆅ˄GC Toolkits˅a) 䆒䅵䋼䞣Ẕb)c)d)㾚e) (⊼䞞ǃ )f)啓䕂 g) ㇻ h) ˄䇈 ḷ㾕GC_Toolkits_CAM_UserManual˅GC ㆅⱘ㦰 Ϣ⬠䴶 Ё 䇁⬠䴶ˈҹ⒵䎇ϡ ⫼ ⱘՓ⫼д DŽ啓䕂 ⫼ˈ ⫼ˈ ⫼DŽ1.1 Ё㣅 㦰2 㺙Ϣ䆒㕂ㆅ䱣NX 㺙ҟ䋼ϔ䍋 ˈ咬䅸 㺙ԡ㕂Ў%UGII_BASE_DIR\LOC ALIZATION\PRCDŽ㽕Փ⫼ ㆅ䇋 ҹϟ ⊩䖯㸠䆒㕂˖1) ⫼ Փ⫼Ё ⬠䴶˄UGII_LANG=simpl_chinese˅ˈ NXЁ ㆅ㞾 ⫳˗2) ⫼ Փ⫼㣅 ⬠䴶˄UGII_LANG=English˅ˈ䆒㕂⦃ 䞣UGII_COUNTRY=prc, ՓNXЁ ㆅ⫳ DŽ3 GB3.1 Ё ԧҹ ⠜ GC ToolkitsЁ կњӓ (chinesef_fs),咥ԧ(chinesef_ht_filled),Ὃԧ(chinesef_kt)ϝ⾡ ⫼ⱘЁ ԧⱘ ⸔ϞˈNX8 䴶 Ё ⦃ Ё ԧDŽ⫼ NX8Ё ҹЁ NX ӊ䖯㸠 ˈг ҹ Ё ӊ ϟ NX ӊDŽ Փ⫼NX 䖛Ё,г ҹ WindowsЁ ԧҹ NX ԧ䖯㸠䗝 DŽ3.1.1 Ё ԧ3.2 ⱘ ㆅЁ կⱘ 䩜 Ё ⫼ ⱘ 㾘㣗ϧ䮼 ⱘDŽ ӊЁ կњ 㺙䜡ϸϾ ˈ Ё њ ⫼ⱘ䚼ӊ ˈ㾘㣗ⱘ 䆒㕂 ⫼䲚䆒㕂ㄝDŽ3.2.1 Ё կњ ЎA0++,A0+,A0,A1,A2,A3,A4ⱘ䳊ӊ 㺙䜡 DŽ ↣Ͼ ӊЁ䛑 GB њ Ḛǃ 乬 ǃ 乘䆒㕂ㄝDŽ 㺙䜡 Ё䖬 GB њ 㒚 DŽ3.2.2 3.3 ⱘ⫼ 咬䅸䆒㕂ㆅЁ Ё ⫼ Փ⫼NXⱘ㾘㣗ˈ ⦃ , , 㺙䜡, ㄝ ⫼ ⱘ⫼ 咬䅸䆒㕂˄Customer Default˅ 䖯㸠њ ˈЎ⫼ կϔϾ ㆅ ⫼ⱘヺ Ё ⫼ 䳔∖ⱘϝ㓈CAD㾘㣗⦃ DŽ3.4 GBㆅЁ կњϔϾЎЁ ⫼ ⣀ ⱘGB ˈ 䖭Ͼ Ё ⫼ⱘ ㋴ ⱘ 䖯㸠њ䆒㕂ˈ⫼ 䖯 NX⦃ ˈ 䳔ӏԩⱘ䆒㕂 ҹ㒬 ヺ Ё 㽕∖ⱘ 㒌ˈ 䰤 ⫼ 乘䆒㕂 䳔 䯈DŽ3.4.1 GB3.5 GB ӊㆅЁ կGB ӊ ˈ Ёϔ կњ䕈 ǃ㶎 ǃ㶎䩝ǃ㶎↡ǃ䫔䩝ǃ ⠛ǃ㒧 ӊㄝ 280Ͼ ⫼䳊ӊDŽ3.5.1 GB ӊ䆺㒚 㸼䇋 㗗˖%UGII_BASE_DIR\LOCALIZATION\PRC\GB Standard Parts \GB.txt.3.6 GB 㶎㒍ㆅЁ կњGB㶎㒍 ˈ ԧⱘ ˖GB193: 䗮㶎㒍, GJB3.4: 㒧 ӊMJ㶎㒍, GJB3.2: MJ㶎 㶎↡㶎㒍, GJB3.3: ㅵ䏃ӊMJ㶎㒍, GB5796: ẃ 㶎㒍, HB243: 䖛Ⲝ㶎㒍, GB1415: ㉇ 䫹㶎㒍, HB247: 䫹㶎㒍, GJB119.3: 㺙䩶ϱ㶎 ⫼ 㶎㒍, Q_9D176: Ⳉбϧ⫼ 㺙䩶ϱ㶎 ⫼ 㶎㒍.⫼ NXЁ 㶎㒍⡍ ˈ ҹ 䗝 䖭ѯ㶎㒍㉏ DŽ3.6.1 GB㶎㒍4 GC ㆅNX GC ㆅ˄GC Toolkits˅Ў⫼ կњϔ㋏ ⱘ ˈ⫼Ѣ ⫼ 䋼䞣ǃ 催䆒䅵 ⥛DŽ 㽚ⲪњGC 㾘㣗ǃ啓䕂 ǃ˄ ˅ ǃ㾚 ǃ⊼䞞 ǃ ㇻ DŽ4.1 GC DCS 㾘㣗GC 㾘㣗 䋼䞣Ẕ ǃ ǃ Ҫ DŽ4.1GC DCS 㾘㣗㦰4.1.1 䋼䞣Ẕㆅ կⱘẔ ˈ NX check-Mate ⱘ ⸔ПϞḍ Ё ⱘ ԧ䳔∖ ⱘẔ DŽ Ẕ ǃѠ㓈 Ẕ 㺙䜡Ẕ DŽ⫼ ҹ䗮䖛㦰 䗳 㸠Ẕ DŽ4.1.1.1 䋼䞣Ẕ 㦰䖤㸠П ˈ ҹ HD3D䌘⑤ Ё ⳟ偠䆕㒧 ˈ⫼ ҹ ⱘ ⳟ䯂乬DŽ4.1.1.2 䋼䞣Ẕ 㒧 ⼎ԧ ⫼䇋 ✻NX 㒓 ˄On-line Help˅Ⳍ DŽ4.1.2GC ㆅ կⱘ Ў˖ ǃ ℹDŽ䗖⫼Ѣ ⫼⦃ DŽ4.1.2ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆGC 㾘㣗Æ ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆGC DCSÆAttribute Toolā䖯㸠䆓䯂DŽ4.1.2.1ὖ䗄⫼Ѣ㓪䕥 䚼ӊⱘ DŽ4.1.2.1Џ㽕 ⦄ҹϟ 㛑˖z ⏏ 䚼ӊⱘzҢ䜡㕂 ӊЁ 䕑 乍 䚼ӊ˗zҢ 㺙䜡Ёⱘ Ҫ䚼ӊ㒻 䚼ӊ˗zҢ 䚼ӊ ӊǏpartǐ㒻 䚼ӊ˗z↨՟(Scale) 㸼 ҹҢ䜡㕂 ӊ䇏 ;z (Material) 㸼 ҹҢNX Ё䇏 ;z䌟 䞡䞣(Weight) ҹ䗮䖛䇏 ⿄ЎWeightⱘ ⫼䲚Ё 䈵ⱘ䞡䞣;ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ GC 㾘㣗Æ ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ GC DCSÆ Attribute Toolā䖯㸠䆓䯂DŽ䗝乍4.1.2.2 ℹὖ䗄⫼Ѣ Џ 㒌䯈ⱘ 䖯㸠 ℹˈ ҹ ⦄ ⱘ Ӵ䗦DŽℸ 㛑ϡ㛑 TC⦃ ϟՓ⫼DŽ4.1.2.2 ℹЏ㽕 ⦄ҹϟ 㛑˖z 䗝 ⱘ ҢЏ ℹ 㒌˗z 䗝 ⱘ Ң 㒌 ℹ Џ ˗䇈 ˖Փ⫼ℸ 㛑 ˈ䇋⹂䅸 ⼎ⱘ 㒌 ӊˈ Ϩ ⱘЏ 㹿 䕑DŽԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆGC 㾘㣗Æ Æ ℹā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆGC DCSÆAttribute ToolÆSynchronize Attributeā䖯㸠䆓䯂DŽ䗝乍4.1.34.1.3.1 NX ⫼䲚ὖ䗄⫼Ѣ㾘㣗ӕϮ ⫼䲚 ϢՓ⫼䖛DŽ4.1.3.1 ⫼䲚Џ㽕 ⦄ҹϟ 㛑˖z䇏 䜡㕂 ӊЁӕϮ Ѣ ⫼䲚ⱘ Нˈ㞾 ⫼䲚˗ Нⱘ ⫼䲚 ˈ ҹḍ 䗝乍ˈ㞾 䰸 䞡zḍ ⫼䲚Ϣ ㋏ˈ㞾 Ёⱘ 䈵⏏ ⫼䲚Ё˗z կ 㛑ˈ⫼ ҹ ⳟ 䚼ӊⱘ ⫼䲚Ё 䈵ⱘ 䞣ҹ ˗䇈 ˖D Ѣ 䚼ӊЁ 㒣 ⱘˈ 䜡㕂 ӊЁ Нⱘ ⫼䲚ˈ ≵ 䗝 䞡䗝乍ˈ ϡ 㸠 ˗䗝 䞡 ˈ 䰸䆹 ⫼䲚 䞡 ˗E Ѣ 䚼ӊЁϡ ⱘ ⫼䲚ˈ 㸠 ˗F Ѣ䜡㕂 ӊЁ㾘 ⱘ ⫼䲚ˈ Н˖L ⫼䲚Ё 㒣 䈵ˈ 䆹 Ёϡ ⫼䲚Ёⱘ ԭ 䈵⏏ ⫼䲚LL ⫼䲚Ё≵ 䈵ˈ 䆹 Ё 䈵⏏ ⫼䲚Ё˗ Ѣ䜡㕂 ӊЁ㾘 ⱘ ⫼䲚ˈԚ≵ Нˈ 䆎 ⫼䲚䈵ˈ ϡ 䆹 ⫼䲚 㸠⏏ 䈵ⱘ LLL Ѣ䞡 ⱘ ⫼䲚ˈ ⱘ ⫼䲚 㹿 䰸ˈ䞡 ⱘ ⫼䲚ㄝ ѢLL⾡G Ѣ䜡㕂 ӊ ԡѢ%UGII_BASE_DIR%\Localization\prc\gc_tools\configuration\ gc_tool.cfg)Ёⱘ ⫼䲚Ḑ ϟ˖%RG\ _0DWH _6LPSOLILHG _'UDZLQJ _$OWHUQDWH _ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆGC 㾘㣗Æ Æ ⫼䲚ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ GC DCSÆ Standardization ToolÆStandardize Reference Setsā䖯㸠䆓䯂DŽ䗝乍4.1.3.2 ㉏ὖ䗄⫼Ѣ㾘㣗ӕϮ ㉏ⱘ ϢՓ⫼䖛DŽ4.1.3.2 ㉏Џ㽕 ⦄ҹϟ 㛑˖z䇏 䜡㕂 ӊЁӕϮ Ѣ ㉏ⱘ Нˈ㞾 ㉏˗z 䰸 ㉏˗䇈 ˖䜡㕂 ӊЁ ㉏ ⿄ ⱘ ҹ ✻⦄ GC Toolkit Ёⱘ ㉏НDŽ㔎ⳕⱘ䜡㕂 ӊ˄ԡѢ%UGII_BASE_DIR%\Localization\prc\gc_tools\configuration\ gc_tool.cfg˅ Ѣ ⱘ ㉏䆒㕂 ϟˈ⫼ ҹⳈ ḍ 䰙ⱘӕϮ㽕∖ 䖯㸠 ˖ KEY_WORD: CATEGORY_LAYER_STARTB),1$/B'$7$ B),1$/B%2'< _B),1$/B'$7$ B$/7B62/,' _B),1$/B'$7$ B),1$/B6+((7 _B),1$/B'$7$ B),1$/B&859( _B),1$/B'$7$ B0$7(B'$780 _B),1$/B'$7$ _B%2'< _B6.(7&+ _B'$780 B),;('B'$780 _B'$780 _B&859( _B6+((7 _B$1127$7,21 _B)/$73$77(51 B6+((7B0(7$/ _B6+((7B0(7$/ _B:$9( _B(/(&75,& _B&$0 _B027,21 _B&$( _B'5$:,1*B3$77(51 _B'5$:,1*B',0(16,21 _B'5$:,1*B6<0%2/ _B'5$:,1*B63(&,),&$7,21 _5(6(59(' _7(0325$5< _ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆGC 㾘㣗Æ Æ ㉏ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ GC DCS.Æ Standardization ToolÆStandardize Layer Categoryā䖯㸠䆓䯂DŽ䗝乍4.1.3.3 ḷ⢊ 䆒㕂ὖ䗄⫼Ѣ㾘㣗⫼ Ⲭ ӕϮ ⱘ ⼎Ϣ 䗝⢊ DŽ4.1.3.3 ḷ⢊ 䆒㕂Џ㽕 ⦄ҹϟ 㛑˖z ⢊ 䖯㸠䆒㕂ˈ⹂ ḷ⢊ ⱘϔ㟈ˈ Ѣ ѸѦ˗z䗝Ё ⢊ ˈ 䆒㕂 ㋏㒳 に ⼎ 䆒㕂⢊ DŽ䇈 ˖䜡㕂 ӊ ԡѢ%UGII_BASE_DIR%\Localization\prc\gc_tools\configuration\ gc_tool.cfg˅Ḑ ˖ҹϟ ⼎ⱘ 㔎ⳕⱘ䜡㕂 ӊ ˈ⫼ ҹḍ ӕϮ㾘 䰙ⱘ ⢊ 䖯㸠 Ϣ䆒㕂DŽ ⊼ ⱘ 䜡㕂 ӊЁҙ ⡍ 㽕∖ⱘ㉏ ˖ 䗝 ˈ ԭ Ўϡ 㾕DŽ0DVWHU0RGHO:RUNOD\HU _0DVWHU0RGHO6HOHFWDEOH _0DVWHU0RGHO9LVLEOH2QO\ _'UDIWLQJ:RUNOD\HU _'UDIWLQJ6HOHFWDEOH _'UDIWLQJ9LVLEOH2QO\ _$VVHPEO\:RUNOD\HU _$VVHPEO\6HOHFWDEOH _$VVHPEO\9LVLEOH2QO\ _ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆGC 㾘㣗Æ Æ ḷ⢊ 䆒㕂ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ GC DCS….Æ Standardization Tool….ÆStandardize Layer Statusā䖯㸠䆓䯂DŽ䗝乍4.1.4 Ҫ4.1.4.1 䳊㒘ӊὖ䗄㺙䜡 ӊЁ 䚼ӊ ⿄ˈ NXЁՓ⫼ĀSave as˄ Ў˅āⱘ ˈԚӮ䍋䳊ӊ⠜ ⱘ⏋хˈՓ⫼䆹 㛑Џ㽕㛑䖒 ϟⱘ㽕∖1ǃ䗝 㒘ӊ2ǃḍ 㽕∖㞾 䰸㹿 ⿄ⱘ ӊ3ǃ㞾 Ͼ㺙䜡( 㺙䜡ϟⱘ 䳊ӊˈҹ 㒌 ӊ˅䕧 ϔϾⳂ , ⫼ ҹ䗝 ϾⳂ Ёⱘ㺙䜡, г ҹҢ㺙䜡 㟾 Ё䗝 㺙䜡4.1.4.1 䳊㒘ӊԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ GC 㾘㣗Æ Ҫ Æ䳊㒘ӊ ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitÆ GC DCS…Æ Other Tool…Æ Rename and Export Componentā䖯㸠䆓䯂DŽ䗝乍4.2ㆅ կⱘ ˈ ˖ ǃ 㒌 ǃ 㒚㸼䕧 ǃ㓪䕥䳊ӊ 㒚㸼 㺙䜡 DŽ4.2ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC Toolkits ÆDrafting Tool ā䖯㸠䆓䯂DŽ4.2.1 ὖ䗄⫼Ѣ 㒌ⱘ 䖯㸠 DŽ4.2.1 Џ㽕 ⦄ҹϟ 㛑˖z 㒌Ё䗝 ⱘ 㒌义䖯㸠 DŽ䇈 : ҹ 䈵 ⱘ 䜡㕂 ӊЁ Н˗%UGII_BASE_DIR%\Localization\prc\gc_tools\configuration\gc_tool.cfgԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ Æ ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆDrafting ToolÆ Replace Templateā䖯㸠䆓䯂DŽ䗝乍4.2.2 㒌4.2.2 㒌4.2.2.1 㒌ὖ䗄⫼ ҹ䗮䖛䗝 ϔ ӊ ӊ Ёⱘ ӊⱘ 䕑 㒌 ӊˈḍ 䗝 ⱘ ⱘ ˈ ҹ ⦄ 㛑ⱘ㞾 㒌 ˈḍ 䳔㽕 ҹ䕧 CGMǃPDFǃDXFㄝḐ DŽ⊼ ˖ ⱘ 㒌DŽ4.2.2 㒌Џ㽕 ⦄ҹϟ 㛑˖z⏏ 㒌 ӊ 㸼˗zҢ 㸼Ё 䰸ϡ䳔㽕 ⱘ 㒌 ӊ˗z䇗 㸼Ё 㒌 ӊ 乎 ˗z⏏ ӊ Ёⱘ 㒌 ӊ 㸼ˈ㋏㒳㞾 䖛Ⓒ 䴲 㒌 ӊ˗z䆒 䕧 㒌 ˄⒮ㄦ 㞾 Н˅˗z♉⌏ⱘ䕧 Ḑ ˄DXFǃPDFǃCGM˅˗zḍ 䯈䱭 㛑ⱘӬ ḋ ˈ㡖ⳕ㒌 DŽԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ Æ 㒌 ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ Drafting ToolÆ Merge Sheetā䖯㸠䆓䯂DŽ䗝乍4.2.2.2 㒌ὖ䗄⫼ ҹ ⱘ 㒌Ⳉ 䕧 ˈℸ 㛑 ҹ NX 䚼 䚼䖤㸠DŽ⊼ ˖ ⱘ 㒌DŽ4.2.2.2.1 㒌 ˉ 䚼4.2.2.2.2 㒌 ˉ 䚼䇈 ˖⫼ Փ⫼ 㛑 ˈ䳔䜡㕂 Ⳍ 㛑DŽ ԧℹ偸 ϟ˖a. NXˈb.䗝 ˖ ӊˈ ⫼ ˈ ㅵ⧚c.䗝 Ā 㓪䕥āˈ䆒㕂 㒘Ⳃ ĀC:\Temp\ printāˈ 㒘 ԡЎĀāˈ⚍ Ā⹂ ād. 䆱Ḛ4.2.2.2.3 䜡㕂e.⚍ ⏏ ˈ ϟ 䆒4.2.2.2.4 䜡㕂f.⚍ Ā⹂ āˈ⹂䅸ĀPrint1ā 㸼Ёˈ⚍ Ā⹂ āg.䆒㕂⦃ 䞣UGII_SDI_SERVER_CFG_DIR=C:\Temp\ print䚼 㒌a.⏏ ⦃ 䞣ugii_print_dir = D:\Print(ӏ ԡ㕂)b.䆒㕂ℷ⹂ⱘNX 㺙䏃 UGII_BASE_DIRc.䆒㕂UGII_SDI_SERVER_CFG_DIR Ϟ 䜡㕂 ⱘԡ㕂d.䖤㸠%ugii_base_dir% \localization\standaloneϟⱘrun.bat ӊe. run.batˈ 䖤㸠run.batˈ ˖f.⫼ ҹ䗮䖛Ā⏏ Ⳃ āˈĀ⏏ ӊā 䗝 ϔϾⳂ ϟⱘ ӊ 㗙Ͼ ӊ DŽ4.2.3 㒚㸼䕧ὖ䗄㛑⫼Ѣ䕙 ⫼ 䳊ӊ Ёⱘ 㒚㸼 䕧 Ў Ḑ ⱘEXCEL ӊDŽ⫼ 䗮䖛䜡㕂 ӊ 䳊ӊ 㒚㸼Ё ⿄ϢEXCEL П䯈ⱘ ㋏ˈ䗮䖛ϡ ⱘ ⫼ˈ ҹ⒵䎇ϡ 㽕∖ 㒚㸼˄ 㒘ӊ 㒚㸼ǃ ӊ 㒚㸼ǃ ӊ 㒚㸼ㄝ˅ⱘ䕧 DŽ4.2.3 㒚㸼䕧Џ㽕 ⦄ҹϟ 㛑˖z䅽⫼ Ң 㒚㸼Ё䗝 䳔㽕䕧 ⱘ㸠˗z 䆌⫼ Ң㺙䜡㒧 Ёⱘ㺙䜡㡖⚍䗝 䳔㽕䕧 ⱘ 㒚 ˈ Ϩ 䆌⫼ 䗝 㑻 ˗z䕧 ぎ㸠 义˗z♉⌏ⱘ䕧 Ḑ ˄㒘ӊ 㒚㸼ǃ ӊ 㒚㸼˅˗zЎ䕧 ⱘ 㒚㸼㞾 㓪 ˗z㞾 䕧 ⱘExcel ӊ˗zḍ 䜡㕂 ӊ㽕∖䕧 Ⳍ DŽԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ Æ 㒚㸼䕧 ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆdrafting ToolÆExport Parts Listā䖯㸠䆓䯂DŽ䗝乍4.2.4 㓪䕥䳊ӊ 㒚㸼ὖ䗄ℸ 㛑Џ㽕⫼Ѣ 㒚㸼䖯㸠㓪䕥ˈҹ 㒚㸼Ё䳊ӊⱘӊ DŽ4.2.4㓪䕥䳊ӊ 㒚㸼Џ㽕 ⦄ҹϟ 㛑˖z 㒚㸼 ⼎ ⬠䴶Ё˗z㓪䕥 㒚㸼ⱘ ˗z 㒚㸼ⱘӊ ˗ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ Æ㓪䕥䳊ӊ 㒚㸼ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆdrafting ToolÆEdit Parts Listā䖯㸠䆓䯂DŽ䗝乍Ϟϟ䇗 乎⏏ ぎ㸠䰸ぎ㸠ӊ唤ӊ4.2.5 㺙䜡ὖ䗄㺙䜡 㒌Ϟ 㺙䜡ӊ 䖯㸠 ⊼ ˈӊ ⱘ ⼎䕗Ў⏋хˈ 㛑ⱘ⫼ կ ⱘ 㛑 ⦄ 䗳ⱘ㞾 唤ӊ ✻ 䖯㸠 DŽ4.2.5 㺙䜡Џ㽕 ⦄ҹϟ 㛑˖z 㺙䜡 㒌Ϟⱘ䳊ӊ ⦄ 䗳z䆒 ӊ Ϣ㾚 䖍⬠ⱘ䎱⾏DŽԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ Æ㺙䜡 ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ Drafting ToolÆ Sort Calloutā䖯㸠䆓䯂DŽ䗝乍4.3 㾚ㆅ կⱘ㾚 ˈ ˖ 㒓㓪䕥ǃ 㒌 䈵3D-2D䕀 ǃ㓪䕥 䴶䖍⬠ǃ 䚼 ǃ 㒓 DŽ4.3.1 㒓㓪䕥ὖ䗄ℸ 㛑Џ㽕䖯㸠㾚 㒓Ⳍ ⱘ㓪䕥ˈ 䳔㽕 䈵䖛Ⓒ䗝 㛑ˈ㽕∖䩜 㒌㾚 Ёⱘ㒓 ㉏ 䖯㸠䖛Ⓒˈҹ 䗝 DŽ4.3.1 㒓㓪䕥Џ㽕 ⦄ҹϟ 㛑˖z 䳔㽕䖯㸠㓪䕥ⱘ 㒓䖯㸠ㄯ䗝 䖛Ⓒ˗z 䰸 㒓z㓪䕥 㒓z 䰸ⱘ 㒓ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ㾚 Æ 㒓㓪䕥ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ ViewÆ Curve Editā䖯㸠䆓䯂DŽ䗝乍4.3.2 㒌 䈵3D-2D䕀ὖ䗄䆹 㛑 ҹ ⱘ 㾚 Ϟⱘぎ䯈 㒓 䖍㞾 䕀 Ў 䴶ⱘ㤝 㒓ˈҹ ⫼ 䴶㾚 䖯㸠㓪䕥ǃ DŽ⊼ ˖ℸ 㛑Ўϔ 䪂ˈ 㽕 ⬠䴶Ϟ ϟ䆹 㛑ⱘ 䪂ˈ Ӯ ϟ ˖zЎ 㒌Ϟ ⱘ㾚 㤝 㾚 ˈ 㾚 Ё ⱘ䖍 㒓 㤝 㾚 Ϟˈ 㤝 㒓DŽ㓪䕥 ϔ㾚 ⱘ㤝 㒓 ˈ 䆹㾚 䆒 Ў⌏ 㤝 㾚 DŽԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ㾚 Æ 㒌 䈵3D-2D䕀 ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ ViewÆ Project Curves to Viewā䖯㸠䆓䯂DŽ4.3.3 㓪䕥 䴶䖍⬠ὖ䗄NX ⱘ 䴶㒓 Ϣ㓪䕥 㛑䕗Ў㐕⧤ˈ䆹 㛑ⱘЏ㽕Ⳃⱘ կ 䗳ⱘ㓪䕥 䴶㒓䖍⬠ⱘ ⊩DŽ 䆱Ḛ ϟ˖4.3.3 㓪䕥 䴶䖍⬠Џ㽕 ⦄ҹϟ 㛑˖z 䗳 䴶㒓ⱘ䖍⬠ˈ ⦄ 䴶㒓ⱘ㓪䕥Ϣ DŽz䆒㕂 䴶㒓䖍⬠ⱘ㒓 Ϣ㒓 DŽԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ㾚 Æ㓪䕥 䴶䖍⬠ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ ViewÆ Edit Section View Boundaryā䖯㸠䆓䯂DŽ䗝乍4.3.4 䚼ὖ䗄Փ⫼ 䗮 㛑 䗝 ԡ㕂ⱘ㒧 Ā 䗣āˈՓ⫼䆹 㛑㛑 䚼 䴶㒓 㡎 ˈ 䴶ⱘ ǃ⏅ ⬅⫼ 㞾 Нˈ Ϩ 㞾 䴶ⱘ 䴶䖍 㒓䕀 Ў 㒓DŽ㗠NXⱘ 䚼 䳔㽕㒬 ⱘ㣗 ˈⳌ ↨䕗咏⚺DŽ4.3.4 䚼Џ㽕 ⦄ҹϟ 㛑˖z䗝 ⠊҆㾚 㣗 ˈ ⱘ Ϟ 䚼 㾚z 䴶ḋ 㒓䕀 Ў 㒓ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ㾚 Æ 䚼 ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ ViewÆ Partial Section Viewā䖯㸠䆓䯂DŽ䗝乍4.3.5 㒓ὖ䗄㒌 ˈ䆹 㛑 ҹ ✻ Нⱘ 㒓䖯㸠㾚 DŽ4.3.5.1 㒓4.3.5.2㓪䕥 㒓4.3.5.3 䰸 㒓4.3.5.4 㒓Џ㽕 ⦄ҹϟ 㛑˖z䗝 ⠊҆㾚 㒓ˈ 䗝 ⱘ 㒓 㒘ӊ 䴶z 㒣 ⱘ 㒓 㾚 䖯㸠㓪䕥ǃ 䰸ǃԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ㾚 Æ 㒓 ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ ViewÆ Curve Sectionā䖯㸠䆓䯂DŽ䗝乍4.4 ⊼䞞ㆅ կⱘ⊼䞞 ˈ ˖ Ẕヺ ǃ ㆁ ǃ 㾘Ḑ ⊼ヺ ǃ Ḑ㒓ǃ⚍ ⊼ǃ ǃ 㸼 㽕∖ DŽ4.4 ⊼䞞 㦰4.4.1 Ẕヺὖ䗄⫼Ѣ 䗝 ⱘ ⊼⏏ ㅒヺ 㓔 㾘Ḑ䖯㸠㓪䕥DŽ4.4.1 ẔヺЏ㽕 ⦄ҹϟ 㛑˖z⏏ Ẕヺ 㒓˗z㓪䕥⦄ Ẕヺ ⱘ 䖯㸠z Ẕヺ ⱘ 䆒㕂Ў㞾 ㌃ ˗z㓪䕥⦄ Ẕヺ ⱘ Ǐ催 ǐ˗ԩ ˛Ё ⬠䴶ϟ䗮䖛㦰 ĀGC ㆅÆ⊼䞞Æ Ẕヺ ā䖯㸠䆓䯂DŽ㣅 ⬠䴶ϟ䗮䖛㦰 ĀGC ToolkitsÆ AnnotationÆ Checking Symbolā䖯㸠䆓䯂DŽ䗝乍䗝4.4.2 ㆁὖ䗄㛑Џ㽕⫼Ѣ 㒌Ё㒣 䳔㽕Փ⫼ⱘㆁ ヺ DŽ4.4.2 ㆁЏ㽕 ⦄ҹϟ 㛑˖z䕙 ⫼ ㆁ ⊼䞞˗zㆁ ԡ ҹ䗮䖛䕧 㾦 㗙 ϸ⚍⹂。
兰德华巡检管理系统指纹中文机说明书

指纹中文机说明书目录USB驱动安装 (1)一、驱动安装 (1)二、查看设备 (1)软件使用说明 (2)一、系统设置及使用 (2)二、资源设置 (3)1.人员设置 (3)2.地点设置 (3)3.事件设置 (4)4.棒号设置 (4)5.地点事件设置 (5)6.系统设置 (5)三、设置功能 (6)1.线路设置 (6)2.计划设置 (6)3.下载档案 (7)四、下载数据 (8)1.采集数据 (8)2.计划实施 (9)五、数据操作 (9)1.备份数据库 (9)2.还原数据库 (10)3.数据初始化 (11)USB驱动安装一、驱动安装第一次安装完软件后,请及时安装设备的USB驱动程序,双击驱动程序的exe 文件后,根据提示下一步下一步进行即可。
二、查看设备安装完USB驱动后,您可以在设备管理器中查看所用的串口号,选择我的电脑按右键选择属性,在属性中选择硬件,点击“设备管理器”,在管理器中选择端口(COM和LPT),出现CP2101 USB to UART Bridge Controller (COM3),则您在软件中应用的串口号则为COM3。
具体过程如下图所示:然后在软件的系统设置里面更改串口号为“COM3”,每台电脑虚拟出来的串口号都未必一样,请选择自己当前电脑虚拟出来的串口号,如图:软件使用说明一、系统设置及使用软件安装完成后,即可在开始→程序→巡检管理系统(指纹中文机)中,单击"巡检管理系统(指纹中文机)"项,系统启动,并出现登录窗口。
如果是第一次使用本系统,请选择管理员登录系统,密码为"333",这样您将以管理员的身份登录到本系统。
系统启动后出现如上图示各菜单操作,第一次使用本系统进行日常工作之前,应建立必要的基础数据,如果需要,应修改系统参数。
二、资源设置1.人员设置(1)添加人员:点击添加人员按钮,输入相应的人员名称并保存即可添加相应的人员名称。
(2)注册指纹:首先将巡检器与电脑连接好,在巡检器的设备菜单内选择工具箱,然后再选择提取指纹模式,出现一个“等待注册”的字样,此时点击指纹巡检器中间的“OK”键,设备出现“启动指纹模块中”字样,再点击软件界面的“注册指纹”按钮,继续等待硬件设备屏幕出现“请按指纹”的字样,这时请在指纹中文机的指纹模块上一直保持按压抬起手指的操作。
华中数控8型数控系统连接调试与PLC编程4

模块四HNC-8数控系统特殊应用项目九C/S轴切换和刚性攻丝一、C/S轴的参数设置1)将通道参数中的”C坐标轴轴号”设为-2。
2)修改轴参数中将主轴所对应的逻辑轴,将显示轴名设为C,修改此轴电子齿轮比等参数。
3)将工位显示轴标志中加入主轴的显示。
4)在G代码中使用STOC将主轴切换成C轴,使用CTOS将C轴切换成主轴。
根据轴号可以查看主轴工作在哪个模式下,也可在PLC中做判断以控制主轴工作。
以轴5为C/S轴切换为例,有如表4-1。
G402.9切换到位置控制G402.10切换到速度控制G402.11切换到力矩控制图4-1C/S轴切换轴配置图4-2C轴坐标轴号设定-2图4-3主轴逻辑轴号、轴参数及显示轴名设定图4-4主轴加入显示轴标志图4-5G代码中使用STOC/CTOS将C轴/S互切二、调整驱动参数和刚性攻丝相关的伺服参数有:8STA-8是否允许模式开关切换功能0:不允许1:允许序号名称范围缺省值单位PA--0位置控制比例增益10~20002000.1Hz①设定C轴模式下位置环调节器的比例增益。
②设置值越大,增益越高,刚度越大,相同频率指令脉冲条件下,位置滞后量越小。
但数值太大可能会引起振荡或超调。
序号名称范围缺省值单位PA--42位置控制方式速度比例增益25~5000450①设定C轴模式下速度调节器的比例增益。
②设置值越大,增益越高,刚度越大。
参数数值根据具体的主轴驱动系统型号和负载值情况确定。
一般情况下,负载惯量越大,设定值越大。
③系统不产生振荡的条件下,尽量设定较大的值。
项目十PMC轴配置一、PMC轴简介PMC轴是伺服轴不是由CNC控制,而是由PMC相关信号控制。
PMC轴在使用中需要在PMC中给出轴运动三要素:运动方式、运动位移、运动速度。
华中8型系统软件对于PMC 轴已经做成了标准的功能指令AXISMVTO、AXISMOVE,8型软件PMC轴必须设置在一个没有使用过的通道中,并且置此通道为PMC模式。
HNC-8数控系统软件PLC编程说明书

HNC‐8数控系统软件PLC编程说明书Beta 12011‐11武汉华中数控股份有限公司目录目录 (I)前言 (1)1 PLC概述 (2)1.1 PLC规格 (3)1.2 顺序程序概念 (4)1.3 分配接口 (5)1.4 顺序程序 (6)1.5 顺序程序构成 (9)1.6 地址 (10)2 基本指令 (11)2.1 LD (14)2.2 LDI (16)2.3 OUT (18)2.4 OOUT (19)2.5 SET (21)2.6 RST (22)2.7 AND (23)2.8 ANI (24)2.9 OR (25)2.10 ORI (26)2.11 LDP (27)2.12 LDF (29)2.13 ANDP (30)2.14 ANDF (31)2.15 ORP (32)2.16 ORF (33)2.17 ORB (34)2.18 ANB (36)3 基本元件 (40)3.1 常开触点 (41)3.2 常闭触点 (42)3.3 常真触点 (43)3.4 非零导通 (44)3.5 零导通 (45)3.6 触点上升沿 (46)3.7 触点下降沿 (47)3.8 逻辑输出 (48)3.9 逻辑反输出 (49)3.10 置位输出 (50)3.11 复位输出 (51)4 基本功能模块 (52)4.1 控制指令 (53)4.1.1 M指令获取MGET (53)4.1.2 M指令应答MACK (54)4.1.3 T指令获取TGET (55)4.1.4 T指令应答TACK (56)4.1.5 手摇控制 RTOMPG (57)4.1.6 热误差补偿模块TEMPSEN (58)4.2 数学运算 (60)4.2.1 加法ADD (60)4.2.2 减法SUB (62)4.2.3 乘法MUL (64)4.2.4 除法DIV (66)4.2.5 加一INC (68)4.2.6 减一DEC (69)4.2.7 逻辑与WAND (70)4.2.8 逻辑或WOR (71)4.2.10 求补NEG (75)4.3 计数器 (76)4.3.1 加减计数器 CTR (76)4.3.2 计数器 CTRC (78)4.3.3 自定起始加减计数器CTUD (79)4.4 定时器 (81)4.4.1 延时导通定时器TMRB (81)4.4.2 延时断开定时器STMR (83)4.5 流程控制 (85)4.5.1 初始化模块结束IEND (85)4.5.2 PLC1模块结束1END (86)4.5.3 PLC2模块结束2END (87)4.5.4 跳转JMP (88)4.5.5 标号LBL (89)4.5.6 调用子程序CALL (90)4.5.7 子程序开始SP (91)4.5.8 子程序结束SPE (92)4.5.9 子程序返回RETN (93)4.5.10 循环LOOP (94)4.5.11 下一次循环NEXT (95)4.6 比较 (96)4.6.1 比较CMP (96)4.6.2 一致性比较COIN (97)4.7 数据操作 (98)4.7.1 移动数据MOV (98)4.7.2 成批移动BMOV (99)4.7.3 多个移动FMOV (101)4.7.4 数据交换XCH (103)4.7.5 数据复位ZRST (105)4.7.7 译码DECO (108)4.7.8 代码转换COD (110)4.7.9 数据查找SER (112)4.7.10 交替输出ALT (114)4.7.11 取上升沿PLS (115)4.7.12 取下降沿PLF (116)4.7.13 点数转换PTN (117)4.7.14 数点转换NTP (119)4.7.15 计件 PARTCNT (121)4.7.16 计件清除 PARTCLR (122)4.7.17 温度采集模块 HEADSEN (123)5 状态字和控制字编程 (125)5.1 状态字和控制字介绍 (126)5.1.1 轴状态字 (127)5.1.2 轴控制字 (129)5.1.3 通道状态字 (131)5.1.4 通道控制字 (133)5.2 状态字和控制字编程实例 (136)5.2.1 工作模式设置 (136)5.2.2 工作模式获取 (137)5.2.3 进给轴与主轴控制 (138)5.2.4 回零 (139)5.2.5 增量倍率修调 (140)5.2.6 循环启动与进给保持 (141)6 扩展功能模块 (142)6.1 NC功能 (143)6.1.1 通道模式设置MDST (143)6.1.2 通道模式获取MDGT (144)6.1.3 模式MDI (145)6.1.5 循环启动开启CYCLE (147)6.1.6 急停STOP (148)6.1.7 复位 RESET (149)6.1.8 通道切换CHANSW (150)6.1.9 进给保持开启HOLD (151)6.1.10 循环启动指示灯CYCLED (152)6.1.11 进给保持指示灯HOLDLED (153)6.1.12 程序跳段(G31)ESCBLK (154)6.1.13 快移修调设置RPOVRD (155)6.1.14 进给修调设置FEEDOVRD (156)6.1.15 主轴修调设置SPDLOVRD (157)6.1.16 增量(步进)倍率设置STEPMUL (158)6.1.17 空运行开关DRYRUN (159)6.1.18 跳段开关SKIP (160)6.1.19 用户输入USERIN (161)6.1.20 用户输出USEROUT (162)6.1.21 选择停开关SELSTOP (163)6.1.22 矢量刀具方向设置TOOLSET (164)6.1.23 矢量刀具方向清除TOOLCLR (165)6.1.24 8位数码管NIXIE (166)6.1.25 刀具显示TOOLUSE (167)6.2 轴功能单元 (168)6.2.1 主轴手动设置SPDLJOG (168)6.2.2 主轴控制【伺服主轴】SPDLBUS (169)6.2.3 带档位的主轴控制【伺服主轴】SPDLBUS1 (170)6.2.4 主轴定向使能SPDLORI (172)6.2.5 主轴定向完成SPDLOROK (173)6.2.6 主轴控制【DA】SPDA (174)6.2.7 主轴零速检测 SPDLZERO (176)6.2.9 从轴回零允许SUBAXEN (178)6.2.10 释放从轴 DESYN (179)6.2.11 轴点动控制JOGSW (180)6.2.12 轴步进控制STEPAXIS (181)6.2.13 轴点动速度选择JOGVEL (182)6.2.14 轴回零启动HOMRUN (183)6.2.15 轴回零启动HOMERUN1 (184)6.2.16 回零接近开关 HOMESW (185)6.2.17 轴回零完成HOMLED (186)6.2.18 轴使能 AXEN (187)6.2.19 轴就绪指示【总线】AXRDY (188)6.2.20 轴锁住AXISLOCK (189)6.2.21 PMC轴相对移动AXMOVE (190)6.2.22 PMC轴绝对移动AXMOVETO (191)6.2.23 轴第2软极限AXLMF2 (192)6.2.24 正限位挡块开关AXISPLMT (193)6.2.25 负限位挡块开关AXISNLMT (194)6.2.26 手摇设置MPGSET (195)6.2.27 伺服使能【总线】SVSW (196)6.2.28 轴工作模式AXISMODE (197)6.2.29 轴参考点确认REFPT (198)6.2.30 轴回零过程中AXISHOM2 (199)6.2.31 轴移动过程中AXMOVING (200)6.3 系统功能 (201)6.3.1 旋转控制 ROT (201)6.3.2 报警设置ALARM (203)6.3.3 事件设置EVENT (204)6.3.4 保存数据SAVEDATA (205)6.3.5 复位设置输出RSTCHK (206)7 梯形图运行监控与在线修改 (208)7.1 梯图在线诊断 (209)7.2 查找 (211)7.3 修改 (213)7.3.1 插入直线 (214)7.3.2 插入竖线 (214)7.3.3 删除竖线 (215)7.3.4 删除元件 (215)7.3.5 常开 (216)7.3.6 常闭 (217)7.3.7 逻辑输出 (217)7.3.8 取反输出 (218)7.3.9 功能模块 (218)7.3.10 返回 (219)7.4 命令 (220)7.4.1 选择 (221)7.4.2 删除 (221)7.4.3 移动 (222)7.4.4 复制 (224)7.4.5 粘贴 (225)7.4.6 插入行 (225)7.4.7 增加行 (226)7.4.8 返回 (227)7.5 载入 (228)7.6 放弃 (229)7.7 保存 (230)7.8 返回 (231)8 PLC开发环境使用说明 (232)8.1 简介 (233)8.3 开发环境界面 (236)8.3.1 菜单 (236)8.3.2 梯形图界面 (238)8.3.3 语句表界面 (240)8.3.4 符号表界面 (241)8.4 开发环境操作 (242)8.4.1 符号表操作 (242)8.4.2 梯形图操作 (245)8.4.3 语句表操作 (250)9 标准化梯形图配置 (252)9.1 818A车床配置 (253)9.1.1 模式切换 (254)9.1.2 通用功能 (256)9.1.3 主轴相关 (259)9.1.4 移动和进给 (261)9.1.5 刀架控制(4刀位刀塔) (264)9.2 818B铣床配置 (267)9.2.1 复位过程 (267)9.2.2 回零过程 (268)9.2.3 换刀子程序(斗笠式刀库) (270)9.2.4 步进倍率 (276)9.2.5 主轴控制(转速控制) (277)9.2.6 主轴控制(定向控制) (278)附录A (279)前言读者对象该资料面向机床用户。
华中8型伺服调整工具使用说明书-1

1.1
采样功能 ..................................................................................................................................... 7
1.2
参数功能 ..................................................................................................................................... 8
1 安装&连接 ................................................................................................................................................ 38
1 概述 ............................................................................................................................................................. 6
I 概述
1
1. 概述
1 概述
华中 8 型伺服调整工具
华中数控伺服调整工具(以下简称 SSTT)是一款用于机床调试的辅 助软件,其主要功能包括:采样功能、伺服参数功能和 G 代码功能。
SSTT 需要安装在 PC 机上使用,要求如下:
环境 操作系统 主板 网络 其他
兰德华软件使用说明
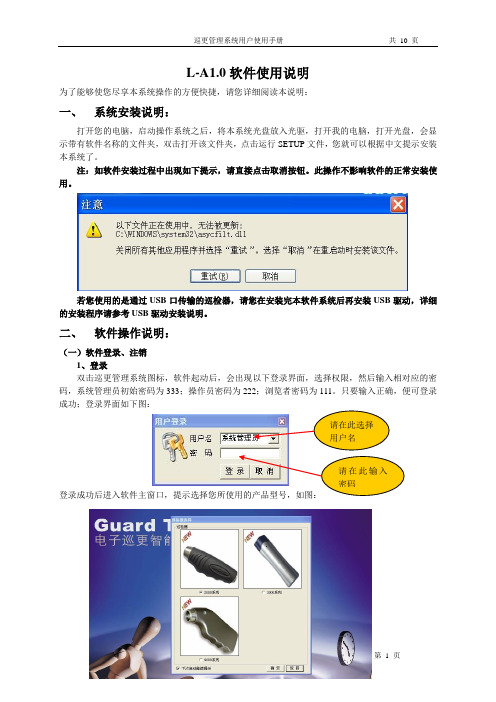
L-A1.0软件使用说明为了能够使您尽享本系统操作的方便快捷,请您详细阅读本说明:一、系统安装说明:打开您的电脑,启动操作系统之后,将本系统光盘放入光驱,打开我的电脑,打开光盘,会显示带有软件名称的文件夹,双击打开该文件夹,点击运行SETUP文件,您就可以根据中文提示安装本系统了。
注:如软件安装过程中出现如下提示,请直接点击取消按钮。
此操作不影响软件的正常安装使用。
若您使用的是通过USB口传输的巡检器,请您在安装完本软件系统后再安装USB驱动,详细的安装程序请参考USB驱动安装说明。
二、软件操作说明:(一)软件登录、注销1、登录双击巡更管理系统图标,软件起动后,会出现以下登录界面,选择权限,然后输入相对应的密码,系统管理员初始密码为333;操作员密码为222;浏览者密码为111。
只要输入正确,便可登录成功;登录界面如下图:登录成功后进入软件主窗口,提示选择您所使用的产品型号,如图:请在此选择用户名请在此输入密码2、注销操作员的注销,即更换操作员,使新的操作员用新的权限登录。
注销方法(如下图),选择菜单“操作员 用户注销”来实现。
点击此处即可(二)资源设置资源设置分五部分组成:人员钮设置、地点钮设置、事件设置、棒号设置、系统设置,每一部分的设置如下:1、系统设置:在第一次进入软件后,应首先对系统进行设置。
系统设置分为基本信息写入和权限用户密码管理。
如下图,在此可输入公司名称、选择的串口号,并可在此对权限密码进行修改。
修改完毕点击保存即可。
在此修改密码注:巡检器与电脑是用串口进行数据传输的,默认使用的串口号为COM1,巡检器与电脑是用USB 口传输的,默认使用的串口号为COM3(具体情况可到设备管理器中查询),在系统设置完毕后请重新登录巡更系统。
2、棒号设置:在使用巡检器之前需要将巡检器的棒号输入到软件中,以便识别。
点击“资源设置—>棒号设置”。
将巡检器与计算机连接好,并且将巡检器打开。
点击采集数据,会出现如下图所示:1140为该棒号码。
门禁控制器用户说明书V1.00

声明一:本说明书中若有未特殊说明的部分,该部分内容适合所有型号产品。
声明二:本说明书进行修改或更新,恕不另行通知,请以最新发布为准。
1I100xxx门禁控制器1.1外观I100xxx系列门禁控制器支持单门双向或双门单向应用。
1.2控制器接线图●J3(MOD)用于选择控制器工作模式,插上跳线帽为双门单向模式,拔掉为单门双向模式,改变工作方式必须重启控制器。
●在单门双向模式:READ1接进门读卡器,READ2接出门读卡器,如果里面不用刷卡,出门按键接KEY1,KEY2均可,在单门双向模式LOCK1,LOCK2同时动作,READ1刷卡为进,READ2刷卡为出。
●在双门单向时:电锁LOCK1受READ1,KEY1控制;电锁LOCK2受READ2,KEY2控制,READ1、READ2刷卡都为进。
●J1为LOCK1锁类型选择,在NO边为断电锁,在NC边为上电锁。
●J2为LOCK2锁类型选择,在NO边为断电锁,在NC边为上电锁。
●L1-JO为LOCK1继电器干结点信号输出,L2-JO为LOCK2继电器干结点信号输出,当用于控制翼闸或红外感应平移门时,不可使用LOCK1或LOCK2控制,需要使用L1-JO或L2-JO干结点信号控制,通常为COM和NO一组。
●ALM2-A与ALM2-B为控制器总火警输入,须消防系统提供干结点信号,当ALM2-A与ALM2-B短接时控制器将LOCK1、LOCK2打开并保持常开状态,恢复正常需重启控制器。
●拨码开关的S1用于清除数据,在上电时如果S1处于ON状态,STATE状态指示灯会快闪三下,表明数据清除;S2用于强制升级,在上电时如果S2处于ON状态,STATE状态指示灯会长亮,表明进入升级等待状态。
注意:在升级结束前需要将S2拨回正常位置,否则升级完毕重启后又会进入升级状态。
1.3技术参数2I210xxx控制器2.1外观I210xxx系列门禁控制器支持单门双向或双门单向应用, 支持TCP/IP、CDMA、GPRS 通讯。
RTool远程管理工具使用说明说明书
RTool远程管理工具使用说明资料版本:V1.2—2019.03声明首先非常感谢您选择本公司产品!在使用前,请您仔细阅读本用户手册。
非本公司书面许可,任何单位和个人不得擅自摘抄、复制本书内容的部分或全部,并不得以任何形式传播。
由于不断更新,本公司不能承诺该资料与实际产品一致,同时也不承担由于实际技术参数与本资料不符所导致的任何争议,任何改动恕不提前通知。
本公司保留最终更改权和解释权。
版权所有©北京映翰通网络技术股份有限公司及其许可者版权所有,保留一切权利。
本手册图形界面约定格式意义< >带尖括号“< >”表示按钮名,如“单击<确定>按钮”。
“”带双引号“”表示窗口名、菜单名,如:弹出“新建用户”窗口。
>>多级菜单用“>>”隔开。
如“文件>>新建>>文件夹”多级菜单表示“文件”菜单下的“新建”子菜单下的“文件夹”菜单项。
提醒操作中应注意的事项,不当的操作可能会导致数据丢失或者设备损坏。
对操作内容的描述进行必要的补充和说明。
技术支持联络信息北京映翰通网络技术股份有限公司(总部)地址:北京市朝阳区利泽中园103号楼3层302电话:(8610)6439 1099 传真:(8610)8417 0089成都办事处电话:************地址:四川省成都市高新区府城大道西段399号,天府新谷10栋1406室广州办事处电话:************地址:广州市天河区棠东东路5号远洋新三板创意园B-130单元武汉办事处电话:************地址:湖北省武汉市洪山区珞瑜东路2号巴黎豪庭11栋2001室上海办事处电话:************地址:上海市普陀区顺义路18号1103室目录1. 介绍RTool (1)1.1. RTool的界面介绍 (1)1.2. RTool与DTU建立连接 (3)2. RTool的操作 (3)2.1. 远程升级 (3)2.2. 远程读取配置参数 (5)2.3. 查看/修改配置参数 (6)2.4. 远程下发配置参数 (7)2.5. 远程重启 (8)1.介绍RTool映翰通公司开发的远程管理工具(简称RTool),可对InDTU设备(简称DTU)进行远程管理。
华中8型数控装置连接说明书-V1.0

XS2:标准PS/2键盘接口;
XS5:RS232串行接口;
XS7:USB接口(USB2.0);
图2.2.2b B系列数控装置接口图-背面板
XS6:NCUC总线接口
XS8:手持单元接口
XT1:外部电源开、电源关、急停接口
图2.2.3aC系列数控装置接口图-上面板正面
□总线设备间最大距离可达50米。
2、系统选件
①手持单元(选件)
□标准手摇脉冲发生器
□标准2坐标或3坐标选择(3轴以上可选配)
□3种倍率选择
□紧急停止按钮
□工作指示灯
②总线式I/O单元
□通过总线最多可扩展16个I/O单元;
□支持NCUC(火线接口、光纤接口可选);
□HIO-1000A型I/O单元可提供1个通讯子模块和8个功能子模块插槽;HIO-1000B型I/O单元可提供1个通讯子模块和5个功能子模块插槽;
该系列产品是全数字总线式数控装置,采用模块化、开放式体系结构,基于具有自主知识产权的NCUC工业现场总线技术。支持总线式全数字伺服驱动单元和绝对值式伺服电机,支持总线式远程I/O单元,集成手持单元接口,采用电子盘程序存储方式,支持CF卡、USB、以太网等程序扩展和数据交换功能。采用LED液晶显示屏,包括8.4’’、10.4’’、15’’三种规格。主要应用于数控车削中心、铣削中心、车铣复合、多轴、多通道等高档数控机床。
图2.1.1aHNC-8 A系列总体框图
图2.1.1b HNC-8B系列总体框图
图2.1.1cHNC-8 C系列总体框图
注:
如图2.1.1所示,HNC-8系列数控装置采用NCUC工业现场总线,以串联的方式通过IPC单元总线接口PORT0~PORT3控制总线I/O单元、总线伺服驱动单元等总线设备,最多支持128个设备。
8通道2U高密度安装音频放大器说明书

▸▸Eight channels in 2U –▸Extremely▸high▸channel▸density▸reduces▸space▸requirements▸and▸installation▸time▸▸High continuous output power of 250 W per channelat 70 V, 4 ohms, 8 ohms, and 16 ohms*▸▸All channels individually selectable for lo-Z or hi-Z Loudspeakers▸(2▸ohm▸–▸16▸ohm)▸and▸distributed▸systems▸can▸be▸connected▸to▸the▸same▸unit▸▸Bridged operation – Channel▸pairs▸bridgeable▸for▸increased▸output▸or▸for▸driving▸100▸V▸systems▸▸▸Patented output stage based on Class D topology▸▸High efficiency for lower thermal stress ▸▸General Purpose Input/Output (GPIO) – Compatible▸with▸third-party▸control▸systems▸▸NomadLink® network ready▸▸Universal Power Factor Corrected PSU with IEC inlet▸▸Efficient cooling – Dual▸variable▸speed,▸intelligent▸fans▸and▸parallel▸airflow▸over▸output▸devices▸provide▸uniform▸cooling ▸▸Comprehensive circuit protection and fault indication ▸▸Phoenix-style input connectors and barrier strip output connectorsAn Installation Amplifier without CompromiseLab.gruppen▸amplifiers▸have▸earned▸an▸enviable▸worldwide▸reputa-tion▸for▸sonic▸excellence▸and▸rock-solid▸durability▸in▸touring▸sound▸applications.▸These▸same▸qualities▸are▸now▸available▸for▸a▸broad▸range▸of▸installed▸sound▸applications▸in▸the▸C▸20:8X▸amplifier.▸By▸offering▸an▸unmatched▸combination▸of▸channel▸density,▸operating▸ef-ficiency▸and▸configuration▸flexibility,▸the▸C▸20:8X▸presents▸convincing▸performance▸and▸cost-saving▸advantages.▸Applications▸include▸pri-mary▸systems▸for▸theme▸parks,▸shopping▸malls,▸airports,▸hotels▸and▸▸restaurants▸as▸well▸as▸auxiliary▸systems▸for▸performance▸venues,▸houses▸of▸worship▸and▸numerous▸other▸installed▸sound▸applications. To▸achieve▸higher▸channel▸density▸without▸compromising▸per-formance,▸Lab.gruppen▸engineers▸developed▸a▸new▸output▸stage▸design.▸Based▸on▸a▸patented▸Class▸D▸circuit▸topology,▸these▸output▸stages▸produce▸sustained▸high▸power▸levels▸with▸very▸low▸distortion▸while▸maintaining▸efficiency▸levels▸of▸near▸90%.▸A▸new▸universal▸switching▸power▸supply▸employs▸Power▸Factor▸Correction▸(PFC)▸▸to▸stabilize▸current▸draw,▸and▸it▸accepts▸any▸mains▸voltage▸from▸▸65▸–▸265▸V▸(+/-▸10%)▸@▸50▸Hz▸or▸60▸Hz▸through▸the▸appropriate▸▸IEC▸cord.The▸C▸20:8X▸includes▸unique▸features▸which▸enable▸each▸unit▸–▸or▸even▸each▸channel▸–▸to▸be▸configured▸for▸a▸specific▸application▸or▸load▸condition.▸Input▸gain▸is▸selectable▸in▸four-channel▸groups,▸and▸a▸35▸Hz▸high▸pass▸filter▸may▸be▸inserted.▸All▸channels▸are▸bridgeable▸in▸pairs,▸and▸Lab.gruppen’s▸exclusive▸Voltage▸Peak▸Limiter▸(VPL)▸fea-ture▸allows▸each▸channel▸to▸be▸individually▸optimized▸for▸the▸reactive▸characteristics▸of▸the▸connected▸load.For▸comprehensive▸remote▸monitoring▸and▸control,▸the▸C▸20:8X▸includes▸NomadLink®▸network▸ports▸for▸connecting▸to▸an▸optional▸NLB▸60E▸NomadLink®▸Bridge▸&▸Network▸Controller▸and▸an▸Ethernet-linked▸PC.▸With▸NomadLink®,▸key▸amplifier▸parameters▸are▸displayed▸via▸DeviceControl▸software,▸and▸remote▸control▸of▸channel▸mute▸and▸power▸on/off▸is▸under▸network▸control.▸Alternatively,▸the▸GPIO▸▸facilities▸allow▸access▸to▸key▸amplifier▸functions▸via▸third-party▸▸remote▸control▸systems.▸To▸ensure▸a▸long▸and▸trouble-free▸service▸life,▸the▸C▸20:8X▸▸incorporates▸extensive▸features▸to▸safeguard▸internal▸circuits▸and▸connected▸loads.▸Protection▸and▸warning▸circuits▸prevent▸damage▸or▸service▸interruptions▸due▸to▸excessive▸current,▸DC▸at▸output,▸▸over-temperature,▸non-musical▸VHF▸(very▸high▸frequencies),▸and▸open▸load▸conditions.▸In▸addition,▸soft-start▸and▸PSU▸current▸limit-ing▸protect▸the▸mains▸supply▸from▸interruptions▸due▸to▸tripped▸circuit▸breakers▸or▸blown▸mains▸fuses.*▸Maximum▸continuous▸output▸power,▸all▸channels▸▸▸▸▸▸driven,▸VPL▸set▸at▸100▸V▸and▸Gain▸set▸at▸32▸dB ▸Auditoriums▸Performing Arts Centers▸Convention Centers▸Stadiums and Arenas▸Theme Parks▸Hotels▸Houses of Worship▸Restaurants▸Clubs▸Educational Establishments▸Boardrooms▸Museums▸Offices▸Shopping Malls▸Transportation Facilities ApplicationsC 20:8XItem no. TDS-C208X_V6GeneralNumber▸of▸channels8Peak▸total▸output▸all▸channels▸driven 2000▸WPeak▸output▸voltage▸per▸channel 100▸V▸/▸70▸Vrms Max.▸output▸current▸per▸channel 8▸Arms Max. Output Power 16 ohms 8 ohms 4 ohms 2 ohms Hi-ZPer▸ch.▸(all▸ch.’s▸driven)250▸W 250▸W 250▸W 125▸W 250▸W▸(70▸Vrms▸/▸100▸V▸peak)Bridged▸per▸ch.500▸W500▸W250▸Wn.r.500▸W▸(140▸Vrms▸/▸200▸V▸peak)Performance with Gain: 32 dB and VPL: 100 V THD▸20▸Hz▸-▸20▸kHz▸for▸1▸W<0.1%THD▸at▸1▸kHz▸and▸1▸dB▸below▸clipping <0.05%Signal▸To▸Noise▸Ratio>112▸dBA Channel▸separation▸(Crosstalk)▸at▸1▸kHz>70▸dBFrequency▸response▸(1▸W▸into▸8▸ohms)▸+0/-3▸dB 6.8▸Hz▸-▸34▸kHz Input▸impedance20▸kOhm Input▸Common▸Mode▸Rejection,▸CMR 50▸dB Output▸impedance▸@▸100▸Hz48▸mOhmVoltage Peak Limiter (VPL), max. peak output VPL,▸selectable▸per▸ch.▸(V)▸3)100,▸63,▸45,▸32▸V VPL,▸selectable▸when▸bridged▸(V)▸3)▸1)200,▸126,▸90,▸64▸V Voltage▸Peak▸Limiter▸mode▸(per▸ch.)Hard▸/▸SoftGain and LevelAmplifier▸gain▸selectable▸(all▸channels)▸1)▸–▸rear-panel▸switches 29,▸32,▸35,▸38▸dBDefault▸gain32▸dBLevel▸adjustment▸(per▸ch.)Front-panel▸potentiometer,▸21▸position▸detented▸from▸-inf▸to▸0▸dB,▸hidden▸behind▸security▸panel/dust▸filter▸grilleConnectors and switches Input▸connectors▸(per▸ch.)3-pin▸Phoenix,▸electronically▸balanced Output▸connectors▸(per▸ch.)Barrier▸strip▸2-pole▸screw▸terminals Output▸bridge▸mode A+B,▸C+D,▸E+F ,▸G+H,▸inputs▸A,▸C,▸E,▸G▸are▸signal▸source High▸pass▸filterFixed▸at▸35▸Hz,▸switchable▸per▸channelNomadLink ®▸network On▸board,▸2▸x▸RJ45▸connectors,▸IN▸and▸OUT Intelligent▸fans▸(on/off)Y es,▸depending▸on▸presence▸of▸output▸signal Power▸on/off▸and▸Remote▸enable▸on/off Individual▸switches▸on▸front-panelCoolingTwo▸fans,▸front-to-rear▸airflow,▸temperature▸controlled▸speed General▸Purpose▸Outputs▸(GPO)Contact▸Closure▸types,▸2-pole▸Phoenix General▸Purpose▸Inputs▸(GPI)Contact▸Closure▸types,▸2-pole▸PhoenixFront-panel indicators Common NomadLink ®▸Network;▸Power▸Average▸Limiter▸(PAL)▸2);▸Power▸on▸Per▸channelSignal▸present▸/▸High-impedance;▸Voltage▸Peak▸Limiter▸(VPL);▸Current▸Peak▸Limiter▸(CPL):▸Very▸High▸Frequency▸(VHF);▸High▸temperature;▸Fault;▸MutePowerOperating▸voltage,▸230▸V▸/▸115▸V▸nominal 65-265▸V Minimum▸power-up▸voltage,▸230▸V▸/▸115▸V 80▸V Power▸Average▸Limiter▸(PAL)▸2)YesSoft▸start▸/▸Inrush▸current▸draw Yes▸/▸max.▸5▸A Mains▸connector IEC▸InletDimensions (W/H/D)W:▸483▸mm▸(19”),▸H:▸88▸mm▸(2▸U),▸D:▸343▸mm▸(13.5”)Weight 8.5▸kg▸(18.75▸lbs.)FinishBlack▸painted▸steel▸chassis▸with▸gray▸painted▸steel▸front ApprovalsCE,▸ANSI/UL▸60065▸(ETL),▸CSA▸C22.2▸NO.▸60065,▸FCC▸▸Note 1):▸Automatic▸-6▸dB▸gain▸compensation▸when▸bridging▸channels.▸Ch.’s▸A+B▸and/or▸C+D,▸E+F,▸G+H,▸can▸be▸bridged▸individually.▸Note 2):▸PAL▸can▸reduce▸the▸maximum▸output▸power▸to▸keep▸the▸power▸supply▸operating▸safely,▸and/or▸to▸prevent▸excessive▸current▸draw▸tripping▸the▸mains▸breaker.▸▸▸▸▸Refer▸to▸Operation▸Manual.▸Note 3):▸For▸sine▸waves,▸peak▸voltage▸output▸values▸translate▸to▸Vrms▸with▸the▸formula▸V/1.41▸=▸Vrms.▸E.g.▸100▸V▸peak▸equals▸app.▸70▸Vrms.▸▸Hence,▸outputs▸can▸be▸set▸for▸high-impedance▸loads▸without▸requiring▸a▸transformer. All specifications are subject to change without notice.L a b .g r u p p e n a b ▸ S w e d e ni n t e r n a t i o n a L c o n t a c t ▸ i n f o @L a b g r u p p e n .c o m | u S & c a n a d a c o n t a c t ▸ i n f o @t c g -a m e r i c a S .c o mw w w .l a b g r u p p e n .c o mSpecifications C 20:8X。
HNC8_1.22.00网络连接方法

HNC8_1.22网络连接方法一、设置本机IP方法1:手动设置IP地址,通过网线将数控系统与PC直连,实现数控系统与一台PC 通讯。
(在局域网内,也可以给数控系统手动指定固定有效的IP实现通讯)方法2:自动获取IP地址,在局域网内通过网络设备路由或交换机给数控系统自动分配IP,实现局域网内的PC与数控系统通讯。
二、测试网络通畅,检查数控系统与服务器网络是否正常1、打开cmd.exe(在Windows的开始菜单下的“运行”—〉输入cmd.exe—〉确定2、ping命令加上所需要测试的数控系统的IP地址即可。
例如:服务器 IP地址为10.10.56.33,数控系统IP地址为10.10.56.56a)网络连接正常b)网络连接异常1、服务器IP地址(FTP服务器IP地址)2、服务器端口号(FTP服务端口默认为21)3、服务器登入账号:输入访问FTP服务器的有效用户4、服务器登入密码:输入访问FTP服务器的有效密码5、选择“设置为默认连接方式”6、FTP连接失败,问题诊断1、服务器IP地址(共享盘服务器IP地址)2、服务器根目录名(不区分大小写)3、选择“设置为默认连接”4、共享盘连接失败,问题诊断五、在XP系统上设置共享文件夹1、开启XP的经典共享模式,步骤如下:a.首先打开运行对话框,键入:gpedit.msc ,进入组策略编辑器,b.依次展开计算机配置—〉Windows设置—〉安全设置—〉本地策略—〉安全选项,c.在策略列表中找到“网络访问:本地帐户的共享和安全模式”,d.双击打开该条策略的属性对话框,选择“经典—本地用户以自己的身份验证”。
2、给共享文件夹设置权限,添加“Everyone”用户六、在win7系统上设置共享文件夹1、Win7高级共享设置,步骤如下:a.打开控制面板—〉网络和Internet—〉网络和共享中心—〉更改高级共享设置—〉展开“家庭或工作”共享设置选项b.启动网络发现c.启动文件和打印机共享d.启动共享以便可以访问网络的用户可以读取和写入公用文件夹中的文件e.关闭密码保护共享(关键)f.保存修改2、给共享文件夹设置权限,添加“Everyone”用户。
180度直流变频压缩机驱动器使用说明书_ver1_02

BL/DC64
DigiPower Technology
(5) 键盘控制区,用于设定转速和启动,停止压机运行 3.3 显示说明
3.31 开机及正常运行 (1)系统开机 LCD 显示屏先显示 1S 的“DIGIPOWER”商标 (2)随后会显示“正在初始化模块” 正在初始化模块
(3)模块初始化完成之后显示正常状态参数: 设定频率: XX Hz 运行频率:XX Hz 电机电流:X.X A 直流电压:XXX V
与电脑通讯出错 请重新下载参数!
--------故障原因 --------处理方法
BL/DC64
DigiPower Technology
4. PC 软件界面
4.1. 界面概况
A
F E
A. 参数输入及显示区域 B. 数据库存储区 C. 参数文件存储区 D. 读写 EEPROM 功能区 E. 串口设置区 F. 高级参数设置区
(3) EEPROM 存储器读写故障 系统初始化时会校验 EEPROM 内的数据如果数据有错 LCD 会显示
存储器读写出错
请重新下载参数! (4) 与 PC 通讯故障
--------故障原因 --------处理方法
BL/DC64
DigiPower Technology 在与从电脑端下载参数过程中出错 LCD 会显示
BL/DC64
DigiPower Technology
5.功能说明
5.1. 总述 1.PC 参数下载模式——改写电机参数并保存在 EEPROM 内 2.电机驱动模式——控制电机运行 3.PC 参数下载模式与电机驱动模式可以在压缩机停机状态下自动转换(压缩机运转时将禁 止参数下载,如果强行连接电脑端会出现通讯错误) 4.上电时自动将 EEPROM 内保存数据的电机参数写入驱动模块 5.内置 PFC 和 PAM 功能 6.具有直流过电压,直流低电压,交流电压异常,输入过电流,电机过电流,过温度。。。 等保护功能,出现保护停机时面板 LCD 会直接显示停机原因
HNC-08M培训内容
武汉华中数控HNC-08M系统培训主要内容¾高速高精加工功能¾五轴加工功能介绍¾系统操作培训¾系统编程培训¾系统参数配置¾同步轴控制1高速高精加工不同的加工对象对高速高精的要求不同:模具加工:要求效率和加工曲面的光顺性,精度次之。
零件加工:要求保证轮廓精度,效率次之。
两种高速高精模式:G05.1 Q1 :高速高精模式Ⅰ(精度优先)G05.1 Q2 :高速高精模式Ⅱ(效率优先)G05.1 Q0 :关闭高速高精模式高速高精模式Ⅰ在高速高精模式I下,系统自动计算相邻线段连接处的过渡速度,在保证不产生过大加速度的前提下,使过渡速度达到最高,从而实现高速加工的目的。
在高速高精模式I下,插补轨迹与编程轨迹重合。
高速高精模式ⅡⅡ,即样条拟合/插补模式。
在该模式下,程序中由G01指定的刀高速高精模式具轨迹在满足样条条件的情况下被拟合成样条曲线进行插补。
模式Ⅱ优点:1)最大限度还原CAD设计形状,保证加工精度)提高加工曲面的光顺性,满足模具加工对表面质量和加工效率的要求2样条拟合条件:)相邻线段矢量之间的夹角限制(参数P2050设定)1)相邻线段的长度之比(参数P2051设定)超过限定值时,也不满足样条条件。
定长度比值的限定值为ε(ε>1),则样条条件为:2当前后两条直线段的长度L1和L2的比值 假εε<<L2L11两种模式适用范围适用于复杂曲线/曲面加工,这类加工编程的特点是采用小线段逼式Ⅰ适用于大直线/圆弧编程加工。
高速高精模式Ⅱ近编程。
高速高精模高速高精加工对比1、加工表面质量对比2、加工效率对比 加工模型 进给速度F 使用系统 加工时间宝元0H LNC—M5217:32 2100 华中HNC-08 17:01 宝元LNC—M520H 7:50 阶梯型波浪 5400 华中HNC-08 9:09宝元LNC—M520H 56:14 1600 华中HNC-08 56:04 宝元LNC—M520H 23:28 正五面锥 4000 华中HNC-08 25:46两种高速高精模式对比:高速高精模式Ⅰ 高速高精模式Ⅱ预读段数 50 50 速度前瞻功能 有 有小线段高速插补功能 有 有微小线段合并优化 有 有样条拟合/插补功能 无 有2 五轴加工功能介绍机床结构和6种六轴机床结构的RTCP 控制(包括摆头RTCP 和转台RTCP ) ¾ 动/增量进给功能2.1 HNC-08M 系统五轴功能¾ 支持5种四轴机床结构、10种五种¾ 支持刀具矢量编程支持倾斜面加工指令(G68.1、G53.1) ¾ 刀具轴向/直角方向手¾ 法向进退刀(G00.4/G01.4)2.2 五轴RTCP功能•控制点编程(非RTCP)–CAM后置处理时必须考虑刀具长度、机床结构参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
U盘修复工具的制作方法和使用说明
简介:
制作材料:
1G 到8G之间(包括1G或8G)大小的U盘或者CF卡一个。
注意:
按照下面的制作方法会将U盘格式化,所以得做好备份,制作完成后U盘可以当做正常U 盘使用。
此工具适用的情形:
1,误操作修改了PLC或者参数文件不能进入数控系统。
2,文件错误导致不能启动。
3,需要替换/更新/原来的PLC或者参数文件。
4,需要升级数控程序。
此工具不向客户发布,仅公司内部客服或技术人员使用。
硬件测试平台:
HNC-818
一、Ghost制作方法
将U盘或者CF卡接到电脑上,运行Ghost32.exe,选择Local→Disk→From Image,如下图所示
选择ghost镜像所在分区和ghost镜像文件,点击“Open”,即选择附件的HNC-818.GHO
选择U盘“OK”(建议通过盘的大小来判断哪个盘是U盘)
点击“OK
弹出对话框,点击“Yes”
ghost完毕,弹出对话框,点击“Continue”
在CF上刷入818系统的GHOST后,插入CF卡到系统上,重启(断开总线网络),开是否能正常开机,能正常开机后,刷入系统对应的最新的BTF文件(如818BM就刷入818BM.BTF),然后重启,再将原来的系统标准的PLC和参数导入到系统里面即可!。